Teoria Cintas Transportadoras
Anuncio

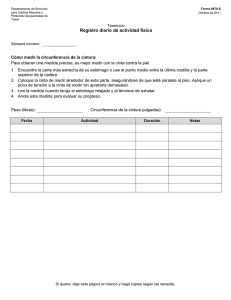
Cintas Transportadoras Para el correcto funcionamiento de una cinta transportadora es indispensable que todos los componentes del sistema de transporte, tanto los estructurales como los no estructurales, sean perfectamente analizados, teniendo en cuenta que se comportan como una unidad y que los valores de cada uno de ellos sumados, determinarán el esfuerzo al que el equipo será sometido. Será preciso examinar cada uno de estos componentes para ver como afecta, cada uno de ellos, a la cinta transportadora. Componentes Estructurales - Estructura Soporte (1) - Tambor de Accionamiento (2) - Tambor de Reenvío (3) - Tambores Tensores (4) - Soporte de la Cinta en el Tramo Portante (5) - Soporte de la Cinta en el Tramo de Retorno (6) - Sistemas de Limpieza de la Banda (7) - Sector de Carga del Transportador (8) - Descarga del Transportador (9) Figura 1 Componentes No Estructurales - Limpieza de la Banda - Tensado de la Banda - Alineación de la banda y del equipo - Deformaciones de la Banda - Abarquillamiento de la Banda - Soporte de Carga 1.- Componentes Estructurales Estructura de Soporte Comprende todos los elementos que sustentan a la banda y a los demás componentes del equipo. Debe estar diseñada para que dicha sustentación sea firme y correctamente alineada, de no ser así se crearán problemas para el normal funcionamiento del sistema de transporte. Todos los componentes del sistema se deben encontrar perfectamente unidos a la estructura de modo tal que siempre se respete la escuadra y el nivel de cada uno de ellos como así también del conjunto en 1 general. Las uniones de las diferentes partes/secciones del sistema no deben presentar desniveles respetando la horizontalidad de todo el conjunto para evitar que la banda tienda a escaparse de su trayectoria efectiva. Tambor de Accionamiento - Tambor Motriz La fricción entre la banda y este tambor es la encargada de transmitirle la potencia y el movimiento al sistema. A través de diferentes mecanismos el conjunto motor–reductor de velocidad transmite el movimiento al tambor de accionamiento y este a la banda “por fricción”. Resulta fundamental la adherencia que se logre entre banda y tambor y esto constituye de por sí la base del cálculo del sistema. Se debe tener en cuenta que a mayor arco de abrace de la banda sobre el tambor mayor será la fuerza/potencia trasmitida a la cinta; este punto tiene mucha importancia en el cálculo del sistema en cuanto a la definición de la potencia necesaria para el movimiento y las características de la banda. Existe un factor denominado Coeficiente de Accionamiento "K" que es utilizado para el cálculo de tensiones. El mismo es función de la relación existente entre la tensión del ramal portante (tenso) y el ramal de retorno (flojo) y que depende no solo del arco de abrace referido sino también del tipo de superficie que presenta el tambor de accionamiento así como del tipo de tensor utilizado. (Ver Tabla I). Tabla I: Coeficiente K para Cintas transportadoras Tensor a Tornillo Tensor a Contrapeso Tambor Liso Tambor Recubierto Tambor Liso Tambor Recubierto 180° 1 0,84 0,84 0,52 200° 1 0,7 0,72 0,44 220° 0,9 0,6 0,62 0,37 240° 0,8 0,55 0,54 0,32 380° 0,5 0,3 0,23 0,11 420° *** *** 0,18 0,08 Los tambores de accionamiento, dependiendo del arco abrazado, se pueden clasificar en: a) Tambor Simple (Arco abrazado 180º, aprox.) b) Tambor Simple con Polea desviadora (Arco abrazado 210º a 230º, aprox.) c) Tambores en Tándem (Arco abrazado 350º a 480º, aprox.) 2 Figura 2 La superficie del tambor de accionamiento, construido de acero, puede ser lisa o con recubrimiento de caucho con dureza Shore “A” de 60/70 aproximadamente, el cual permite un importante aumento del coeficiente de rozamiento. Existen procedimientos no convencionales de recubrimiento del tambor como ser el forrado con cintas de caucho u otros elementos de gran adherencia. También hay sistemas que utilizan elementos "postizos" en el arco, engomados, que se acoplan a los tambores de diferentes formas. Figura 3 Para sistemas de transporte livianos es recomendable, tanto como necesario, una doble conicidad en los tambores de accionamiento, la función de esta diferencia de diámetro entre el centro del tambor (mayor diámetro) y los extremos (menores diámetros) es la de facilitar el “autocentrado de la banda”. Los valores aconsejados de esta diferencia se pueden consultar en la Tabla II. El tensado de la banda, para que la misma se adapte a la doble conicidad es sumamente importante, debiéndose tener cuidado con el sobretensado por inconvenientes que éste pueda ocasionar sobre el tambor mismo (flexión). 3 No es recomendable la doble conicidad en los tambores de accionamiento en sistemas de transporte pesado con banda abarquillada (rodillos en artesa), una de las razones es porque en estos sistemas son los rodillos abarquillados los responsables del centrado mismo de la cinta, además del centrado de la carga y los rodillos autoalineantes; por otra parte en estos sistemas de transporte pesados, en función de la tensión a la que esta siendo sometida la banda, la doble conicidad puede provocar un desequilibrio total de tensiones en sus componentes, haciéndola tanto inestable como indeseable. Tabla II Ancho de la Cinta -B- (mm) Longitud del Tambor Longitud Cilíndrica Diámetro porción cilíndrica del Tambor (mm) Diferencia e/ Diámetro porción cilíndrica y extremos del Tambor (mm) 700 - 100 - 200 200 - 700 B + 20 B + 30 B + 50 mm mm mm 1/3 B 3/5 B 5/7 B 1200 70 110 175 250 315 430 0,7 0,9 1,2 1,4 1,7 2 Tambor de Reenvío Es el tambor que se encuentra en el extremo opuesto del sistema de transporte respecto al tambor de accionamiento. Por regla general se lo denomina también tambor de cola. Su función es la de permitir el retorno de la banda una vez que esta terminó el recorrido en el tramo portante. Normalmente es del mismo diámetro que el tambor de accionamiento, valor que debe ser tenido en cuenta en el momento de selección de la banda, dado que cada tipo-diseño de banda acepta un diámetro mínimo de tambor (esto es válido tanto para un tambor como para el otro). En sistemas de transportes livianos es frecuente el uso de tensores a tornillo los cuales son aplicados sobre el eje del tambor de reenvío, siendo éste deslizante sobre la estructura. Tambor del Sistema Tensor Son de uso casi excluyente en sistemas de transporte pesados y grandes distancias entre centros. Toda banda posee un coeficiente de estiramiento inelástico, inherente a la misma y que debe venir indicado por el fabricante. Este estiramiento debe poder ser absorbido por el sistema tensor, mientras más larga es la cinta, mayor será el recorrido del sistema tensor para compensarlo, si no se compensa la banda pierde tensado y se corre el riesgo de que se produzca resbalamiento. Por lógica poseen mucho mayor recorrido los tensores automáticos o por gravedad que los de tornillo indicados en párrafos anteriores. No obstante, siempre debe dimensionarse tanto el recorrido necesario como así también calcularse el peso del contrapeso del sistema 4 tensor para poder lograr su cometido. Los tambores tensores son los componentes principales de estos tipos de sistemas automáticos o por gravedad y deben reunir todos los requisitos indicados para los tambores mencionados en puntos precedentes. Es el tambor tensor el que soporta el contrapeso sobre su eje, el sistema consta además de otros dos tambores fijos, denominados de desvío que son los que encausan a la cinta para la entrada y la salida del sistema. El lugar de ubicación de este tipo de tensores automáticos (por gravedad es en puntos normalmente más cercanos al tambor de accionamiento. (sobre el tramo de retorno) Figura 4 Soporte de la cinta en el tramo portante Según el tipo de equipo transportador este soporte puede ser de dos tipos: a) sobre rodillos (planos o en artesa) b) sobre cuna continua Deslizamiento sobre rodillos El caso de deslizamiento sobre rodillos planos se utiliza para el transporte de bultos o piezas normalmente de mucho peso y donde la utilización de cunas continuas supondría una gran fricción debido al peso del material transportado. El diámetro de los mismos como así también su separación obedecerá fundamentalmente a las características del material transportado. Para el transporte de materiales a granel se utilizan los rodillos de sustentación formando artesas, las que se define como a un grupo de rodillos (2 ó 3) con sus respectivos ejes en un mismo plano vertical. Se define como ángulo de artesa o abarquillamiento al que existe entre cada uno de los rodillos inclinados y la horizontal. En el caso de los grupos de 2 rodillos, ambos se encuentran inclinados brindando una configuración en "V". En el caso de los grupos de 3 rodillos, el central permanece horizontal y los laterales inclinados brindando una configuración tipo canaleta que, entre otras ventajas, ofrecen la de maximizar la capacidad de transporte respecto al sistema con rodillos planos. Los ángulos de artesa más comunes oscilan entre los 20º y 35º. Existen casos con ángulos hasta de 45º pero 5 hay que considerar que no todas los equipos y bandas se adaptan a tan extrema configuración. Figura 5 A cada uno de estos grupos de rodillos se los denomina como “estaciones”, la distancia entre estaciones va a depender de la cantidad de material transportado y sus características, como así también de la inclinación del transportador y el ancho de la cinta. Normalmente la distancia entre estaciones oscila entre 1.000 a 1.750 mm. El arco máximo recomendado de la cinta entre estaciones se establece en el 2%, existiendo fórmulas que lo determinan. Figura 6 Existen estaciones de rodillos portantes especiales, clasificadas según su función: - Estaciones de rodillos amortiguadores: son aquellas ubicadas debajo de la zona de carga del equipo transportador, como su nombre lo indica su función es amortiguar el golpe producido por la carga del material sobre la banda. La distancia entre estas estaciones es siempre menor que la indicada para las estaciones de rodillos portantes comunes o de línea y depende de el tipo de material a transportar, su altura de caída y velocidad. Los rodillos de estas estaciones son conformados por discos o anillos normalmente recubiertos en caucho y separados entre si por calces o arandelas. Figura 7 - Estaciones de Transición: Su finalidad es acompañar a la banda gradualmente desde su posición abarquillada (artesa) al plano del tambor de mando, como así 6 también desde la salida del tambor de reenvío hasta la posición de marcha normal. El ángulo de artesa de cada una estas estaciones va disminuyendo o aumentando según el caso en forma gradual, logrando mantener así un equilibrio en las tensiones producidas sobre la banda cuando debe cambiar su conformación desde o hacia el abarquillamiento (más adelante definiremos la Distancia de Transición y las consideraciones respectivas). Figura 8 - Estaciones de rodillos autoalineantes: Su función es la de proveer un alineado automático de la cinta. Su conformación es igual a la de las estaciones comunes con la diferencia que poseen un movimiento pivotante central que les permite adaptarse y de esa manera corregir los posibles desbandes de la banda. Los extremos de los rodillos de este tipo de estaciones avanzan o retroceden en el sentido de la marcha de la cinta y por un principio práctico de instalación, que indica "que la cinta siempre se moverá hacia el lado correspondiente al primer rodillo con el cual hizo contacto", logran centrar la misma. Para que estos dispositivos sean efectivos, deben estar instalados ligeramente más altos que las estaciones fijas, esta diferencia de altura se establece normalmente entre 10 mm a 20 mm. La distancia entre este tipo de estaciones a lo largo del transportador, varían según el ancho, velocidad y tensión de la banda como así también de la correcta centralización de la carga y el mantenimiento del equipo en general. Según el largo del transportador esta distancia varía desde los 25 mts. para transportadores cortos, hasta 120 mts. para largos sistemas de transporte. Es siempre conveniente instalar una de estas estaciones próximas a los tambores de reenvío y motrices (5 a 15 mts.). Figura 9 7 Deslizamiento sobre cuna continua Este tipo de sustentación de la cinta es el más adecuado cuando se trate de transportes de productos unitarios, elaborados, piezas, etc. La banda desliza sobre una superficie continua que puede ser de diferentes materiales como chapa, madera, laminado plástico o acero inoxidable. Las ventajas que este sistema ofrece sobre la de rodillos portantes son varias, como ser: - Un costo mucho menor del transportador. - El producto se traslada con estabilidad, sin vibraciones ni desplazamientos. - El conjunto del equipo es mucho más liviano. - El mantenimiento necesario es mucho menor por poseer muchas menos partes móviles. Como contrapartida existe una superficie de fricción muy grande que debe ser tenida en cuenta para el cálculo de potencia. A los efectos de disminuir al máximo las pérdidas de potencia, la banda utilizada en estos casos deberá tener un muy bajo coeficiente de fricción. La rigidez transversal de las bandas transportadoras utilizadas deben ser altas a los efectos de mantenerse planas en el sentido transversal (no es aplicable esta recomendación para el caso de materiales a granel). A los mismos fines la cobertura superior de la cinta debe ser mínima. La cuna debe estar situada a no más de 1(un) mm. por debajo del plano formado por los diámetros mínimos de los tambores de accionamiento y retorno (por la conicidad, estos diámetros mínimos corresponden a los extremos de los tambores). Figura 10 Soporte de la banda en el tramo de retorno Lo más frecuente es que en este tramo la cinta se sustente sobre rodillos planos, más espaciados entre sí que las estaciones portantes, dado que la banda debe soportar solamente su propio peso. Las distancias más usuales son de 2 a 3 veces la distancia existente entre los rodillos portantes (para los casos de transportadores sobre rodillos en artesa) y de 2 a 3 metros (para los casos de transportadores sobre cuna continua), dependiendo del ancho de la cinta y de su peso. Por las mismas razones apuntadas, estos rodillos pueden ser de constitución menos robusta que los de carga. La alineación de la banda en el tramo de retorno es algo que también debe ser tenido en cuenta, para ello es aconsejable el uso de rodillos autoalineantes, que para estos casos pueden 8 ser rodillos con un extremo fijo y el otro móvil (ojal o colisa) que le permita variar su posición paralela al resto o pivotantes en su centro, acompañando el desplazamiento lateral que pueda tener la banda, volviéndola a centrar (siguiendo el mismo principio enunciado para los autoalineantes portantes). La distancia entre estos rodillos autocentrantes normalmente oscila en los 15 mts. (para los casos de rodillos con una punta fija, debe colocarse la punta móvil del eje de cada uno de ellos alternadamente de uno y otro lado de la estructura). Se debe extremar el mantenimiento de estos rodillos cuando el material transportado posee características adherentes, dado que el depósito del mismo sobre aquellos es causal de desalineamiento de la banda. Figura 11 Sistemas de Limpieza de la Cinta En líneas generales se pueden definir 2 tipos: a) Raspadores o Rascadores b) Deflectores a) Raspadores o Rascadores Los más comunes son los constituidos por una lámina de goma maciza tomada de un bastidor y en contacto con la banda presionando sobre ella por debajo del tambor de accionamiento y antes de que la misma se separe de aquel. Estas láminas no deben poseer insertos de tela y deben contar con perforaciones oblongas en el sitio donde se unen al bastidor para permitir acercarlas o alejarlas de la banda según la necesidad. Un poco más sofisticados son aquellos raspadores montados sobre un contrapeso de modo que mantengan una presión constante sobre la cinta, caben las mismas consideraciones para la lámina de goma y el peso del contrapeso debe ser el adecuado para evitar daños sobre la banda. Existe un tercer tipo de raspador que es aquel que esta constituido por un cepillo rotativo, ubicado en el mismo lugar que los anteriores. Este cepillo rotativo puede ser de cerdas de nylon o de láminas de goma; ambos tipos pueden girar acompañando el sentido de marcha de la cinta en el punto de contacto o pueden estar motorizados y girar en sentido contrario provocando una acción más efectiva de limpieza. 9 Figura 12 b) Deflectores Es el sistema utilizado para la limpieza de la cara inferior de la banda y consiste en un faldón inclinado respecto al eje de la cinta. Dicho faldón es normalmente de goma y corresponden las mismas consideraciones que para las láminas de los raspadores. Se encuentra ubicado generalmente antes del tambor de reenvío (que es donde se presentan los problemas con la presencia de cuerpos extraños sobre la cara inferior de la banda). Una variante de estos deflectores son los que poseen forma de "V" con su vértice ubicado sobre el eje de la cinta y orientado hacia el lado opuesto al tambor de reenvío, estos también son faldones de goma con las mismas consideraciones anteriores. Figura 13 Carga del Transportador Una correcta selección de la forma de depositar la carga sobre la cinta, asegura un prolongamiento de la vida de la misma; ya que es en esta zona de carga donde la cinta sufre los mayores problemas de desgaste y sobre esfuerzo. Normalmente la transferencia del material transportado hacia la cinta se realiza a través de lo que se conoce como Tolva de Carga, para el diseño de la misma y de todos los elementos del sistema que intervienen en la carga de la cinta, se deben tener en cuenta algunas consideraciones: 10 Figura 14 - Que el material transportado entre en contacto con la cinta en la misma dirección de marcha y a la misma velocidad que aquella, evitando desgastes prematuros. - Reducir al mínimo la altura de caída del material sobre la banda, para evitar daños prematuros en la cobertura de la misma. - Que el material transportado se deposite en forma centrada sobre la cinta, para que la misma no se vea sometida a esfuerzos laterales que ocasionan desgaste y no tienda a desviarse lateralmente lo que ocasiona problemas serios de alineamiento. Figura 15 - En transportadores inclinados la zona de carga debe ser horizontal. - En cargas que posean alto peso específico se deben utilizar rodillos portantes amortiguadores en la zona de carga. Figura 16 - Si el material transportado presenta diferentes granulometrías, es aconsejable la utilización de un sistema de cribas de modo que permita que la parte más fina del material se deposite primero sobre la cinta, haciéndole de "colchón" a la parte de granulometría más gruesa. 11 Figura 17 - La apertura de la tolva debe ser creciente respecto a la dirección de marcha, favoreciendo el acomodamiento de la carga sobre la cinta y evitando que el material se atore a la salida de la parte metálica de la tolva. Figura 18 - - La estructura metálica de la tolva nunca debe estar en contacto con la banda, para evitar daños sobre la misma. La distancia mínima entre armazón de tolva y banda no debe ser menor a 25/30 mm. Esta distancia indicada, debe ir "creciendo" en el sentido de marcha de la cinta para evitar que los materiales de granulometría alta se atasquen entre la estructura y la banda. Figura 19 - - Es recomendable el uso de faldones laterales tomados de la estructura metálica de la tolva y en contacto con la banda para aquellas casos de materiales de granulometría fina (hasta 25 mm - cereales, fertilizantes). Estos faldones deben ser de caucho, sin inserciones de tela y con espesores que oscilan entre los 5 a 10 mm. Los mismos deben ser regulables en cuanto a su acercamiento o alejamiento de la banda para poder ir compensando desgastes. El largo de estos faldones o guías laterales va a depender de la velocidad de alimentación y del plano de operación del transportador, como regla general para transportadores horizontales se toma un largo equivalente a la distancia que recorre la cinta en 1,4 a 1,6 segundos. Para transportes inclinados el largo de la guía debe ser mayor como así también para aquellos casos donde la velocidad de caída del material sea menor a la velocidad de la cinta. También como regla general puede decirse que las guías deben llegar hasta el punto donde la velocidad de la carga y la de la cinta se igualen. 12 - Los tríos de rodillos ubicados debajo de la zona de carga deben tener menor distancia entre ellos que en el resto del transportador. Para el caso de transportadores con deslizamiento sobre camas, es recomendable que en la zona de carga la cama sea reemplazada por rodillos horizontales con poca separación entre ellos para evitar deteriorar la banda por el impacto producido por la carga del material. Figura 20 - En caso de cargas irregulares que hacen que la cinta vaya en algunos tramos con carga total y en otra completamente vacía, ocasionando problemas de alineamiento, es recomendable el uso de alimentadores que logran uniformar la carga sobre todo el largo de la cinta. El tipo de alimentadores a utilizar, va a depender del tipo de carga de que se trate; estos pueden ser: a rosca sin fin, a cinta, a cadena y tablillas, giratorio y vibratorios. 13 Figura 21 - La tolva de carga debe estar ubicada siempre después de la "Distancia de Transición" del tambor de reenvío al primer trío abarquillado y respecto al sentido de marcha de la cinta. Descarga del Transportador Lo más frecuente es que la cinta del transportador sea descargada en el tambor de accionamiento (normalmente Terminal o de Cabeza), en forma directa sobre la estiba de material o a través de una tolva de descarga que permite seleccionar la dirección de caída hacia uno u otro lado. En estos casos el material describe una trayectoria perfectamente calculable que permite a los proyectistas diseñar los flujos de material. Esta trayectoria va a depender de la granulometría del material, el grado de adherencia de este con la cinta y de la velocidad de la cinta entre otros factores. La descarga puede ser realizada también a través de un sistema de tambores dobles denominado carro de descarga o triper. Consiste en una estructura fijada al transportador en un plano más elevado, donde se montan los dos tambores, el superior más avanzado respecto al sentido de marcha y el inferior más atrasado respecto al mismo sentido. Durante el funcionamiento, cuando la cinta se acerca al carro, comienza a separarse de los tríos de acunamiento e ingresa en el tambor superior, produce la descarga, lo circunda cambiando de sentido, retorna e ingresa en el tambor inferior, lo circunda volviendo a cambiar de sentido retornando así a su trayectoria normal sobre los tríos de acunamiento. Estos tripers pueden ser fijos o móviles. En el primer caso la descarga se produce en un punto predeterminado del sistema y puede ser realizada hacia ambos lados del equipo transportador a través de tolvas con salidas direccionales. Estas tolvas también permiten la alternativa que la carga vuelva a ser depositada sobre la misma cinta luego de abandonado el sistema y continúe su trayectoria normal hacia otro triper fijo o hacia el final del transportador. En los carros móviles la estructura se encuentra montada sobre ruedas que le permiten desplazarse sobre rieles laterales todo a lo largo del transportador y descargar el material en cualquier punto del mismo. El movimiento del carro puede ser realizado a través de motorización propia, por la misma cinta o por cable y malacate. 14 Figura 22 Distancia de Transición La Distancia de Transición se define como la distancia entre la línea central de la primera estación de rodillos acunados y la línea central del tambor de mando o de reenvió según se trate del comienzo o el final del equipo transportador. La cinta debe cambiar su posición de plano (sobre el tambor de reenvío) a acunado (sobre la primer estación) o viceversa si se trata del final del transportador (de acunado a plano). Como se puede deducir la distancia entre el tambor y los rodillos inclinados del trío es mayor que la que existe entre el tambor y el rodillo horizontal del trío; por lo tanto si la distancia de transición (ya definida) es muy corta, existe riesgo de sobreestiramiento de la cinta en sus bordes que puede afectar el soporte de la carga y la vida de la banda. Existen dos casos bien definidos: a) Cuando la cara superior del tambor coincide en su plano con la cara superior del rodillo horizontal del primer trío (o el último) acunado normal. (Transición más crítica). b) Cuando la cara superior del tambor se encuentra en un plano más elevado que la cara superior del rodillo horizontal del primer trío (o el último). La diferencia de nivel normalmente no debe ser mayor a aquella en la cual el plano del tambor coincide en nivel con 1/3 de la profundidad de la canaleta o garganta producida por el acunamiento. (Transición menos crítica). Los factores que permiten una mayor o menor distancia de transición son: el ángulo de artesa de los tríos y el porcentaje de tensión admisible conque está siendo utilizada la cinta. 15 Tabla III Es común que la transición sea gradual y acompañada por tríos de menor ángulo de artesa de modo que sostengan y suavicen la entrada de la cinta a la artesa definitiva.(ver Figura 8). 2.- Componentes No Estructurales Limpieza de la Cinta Mantener la cinta limpia ya sea en su lado portante en el tramo de retorno como así también en su lado de rodadura todo a lo largo del sistema es de extrema importancia para el correcto funcionamiento de la cinta y de todo el transportador en general. Cuando el material transportado es pegajoso, este tiende a quedarse adherido a el lado portante de la cinta y esto ocasiona que en el tramo de retorno este material adherido a la cinta se vaya acumulando en los rodillos horizontales de sostén lo que ocasiona que los mismos vayan variando su diámetro en forma no uniforme lo que provoca desplazamientos laterales de la cinta que llevan a daños importantes en los bordes de la misma. 16 El material que se derrama sobre el lado de rodadura en el tramo de retorno, tiende a acumularse en el tambor de reenvío ocasionando por un lado daños en la carcaza de la banda y por otro lado su acumulación lleva a provocar diferencias no uniformes en el diámetro de dicho tambor lo que atenta contra la correcta alineación de la cinta. Es también importante destacar que todos estos materiales que atentan contra la limpieza de la cinta pueden provocar desgaste prematuro en las partes móviles del transportador. En caso de transportadores de bandas sobre camas de deslizamiento, el material que se introduce entre la cinta y la cama ocasiona desbandes de la cinta como así también desgaste prematuro de las mismas. Los sistemas de limpieza que pueden ser utilizados ya fueron definidos anteriormente. Tensado de la Cinta El tensado de la cinta debe ser tal que no permita el resbalamiento entre la cinta y el tambor de accionamiento. También debe ser suficiente como para que la cinta se adapte perfectamente a la doble conicidad del tambor de mando cuando esta existiese. El resbalamiento causa daños severos en la cara inferior de la cinta como así también en el recubrimiento de los tambores de accionamiento. Los dispositivos utilizados para el tensado de la cinta ya fueron vistos en puntos anteriores. Escuadrado de la Cinta El corte en perfecta escuadra de los extremos de la banda es esencial para un correcto empalme de la misma, lo que implica un funcionamiento sin irregularidades de la cinta y a su vez contribuye a distribuir la tensión uniformemente todo a lo largo del empalme. Para un correcto escuadrado es recomendable determinar primero la línea central de la cinta y no guiarse por los bordes de la misma, dado que estos pueden presentar irregularidades propias del corte o estar desgastados o dañados lo que implicaría tomar una falsa referencia para proceder al escuadrado. La línea central se puede determinar por el método de cruzamiento de diagonales y una vez obtenida la misma, se utiliza una escuadra metálica para determinar la línea de corte perpendicular a la línea central. Si no se posee escuadra se puede recurrir al método de doble intersección de arcos (ver Figura 23). 17 Figura 23 Deformaciones de la Banda Un desbalanceo en las tensiones producido durante el proceso de fabricación, puede ocasionar lo que se conoce como perfil "abananado" de una cinta, lo que significa una desviación de la cinta hacia uno de sus lados respecto a una línea recta tomada como referencia y en el sentido longitudinal. Para medir este abananamiento se sugiere extender la cinta sobre una superficie plana y asegurarse que toda la superficie de la cinta esté perfectamente apoyada sobre el sustrato plano (no debe existir ningún tipo de ondulación en ninguno de los bordes de la cinta). Luego se procede a extender un alambre o cordón de control perfectamente recto al lado de la cinta y que llegue de un extremo a otro de la misma. A continuación se mide la distancia existente entre el alambre o cordón de control y el punto de mayor desviación de la cinta respecto al mismo. El porcentaje (%) de abananamiento obedece a la siguiente fórmula: % abananamiento = Desviación máxima en cm. x 100 Largo del alambre control en cm. Es recomendable que este porcentaje (%) nunca supere el 0,5% en Cintas de servicio pesado y el 0,25% en Cintas de servicio liviano. El abananamiento puede ser producido también por una deficiencia del equipo de corte de la cinta, dado que cuchillas desafiladas producen desgarramiento de los hilos de trama lo que resulta en un desbalanceo de tensiones lo que provoca el efecto mencionado. El torcimiento de los hilos de trama respecto a la perpendicular a la línea central de la cinta es un indicador de abananamiento en aquellas bandas de tejido plano (varias telas), no así en las de tejido sólido, donde este torcimiento de la trama es meramente cosmético y no es indicativo de abananamiento. Abarquillamiento de la Banda Para el caso de deslizamiento sobre rodillos formando artesa, es imprescindible que la cinta posea la flexibilidad suficiente como para que abarquille correctamente. La cinta funcionando en vacío debe tomar suficiente contacto con el rodillo central del trío a los 18 efectos de lograr una marcha alineada (ver Figura 24), de no ser así la cinta se desplazará hacia uno y otro lado pudiendo causar daños en los bordes de la misma. Cada modelo de cinta posee un ancho mínimo indicado en "Tabla de Especificaciones Técnicas" que depende de la construcción misma de la cinta y del ángulo de artesa de los rodillos. Figura 24 Soporte de Carga En los transportadores abarquillados la cinta debe poseer la suficiente rigidez transversal como para soportar la carga sin que la misma fuerce a la cinta sobre la unión de los rodillos, de no ser así se produce una flexión de la cinta sobre un pequeño radio, creándose una línea a lo largo de la misma que es permanentemente flexionada y provoca un rápido deterioro, llegando incluso a producir un corte longitudinal en la cinta. Mientras mayor es el ángulo de abarquillamiento, mayor será el esfuerzo de flexión que debe soportar la cinta. En la Figura 25 pueden apreciarse ambas disposiciones de la cinta sobre la unión de los rodillos, la correcta y la incorrecta, siempre con cinta cargada. Figura 25 Cada modelo de cinta posee un ancho máximo indicado en "Tabla de Especificaciones Técnicas" para soportar la carga sin sobreflexiones sobre la unión de rodillos, y que depende de la construcción misma de la cinta, el ángulo de artesa de los rodillos y la 19 densidad del material transportado. Las bandas monocapa de tejido sólido tienen excelente performance hasta un abarquillamiento de 35º inclusive. Las multitelas por ser generalmente de mayor espesor, pueden soportar hasta 45º de abarquillamiento. Alineación Del Sistema Transportador Se define como el proceso de ajuste de rodillos, tambores y condiciones de carga de modo tal que permitan la marcha correcta de la cinta, sin que la misma se salga de su curso. Este proceso se conoce también con el nombre de "entrenado de la cinta". Las reglas básicas para diagnosticar la falta de alineación en la marcha de una cinta son las siguientes: a) Cuando toda la cinta se escapa de la trayectoria normal siempre en un mismo sector del transportador, la causa probable es la falta de alineación o de nivelación de toda la estructura del transportador y/o rodillos portantes y tambores del sector con problemas. b) Cuando una misma porción de la cinta se escapa de la trayectoria normal a lo largo de todo el transportador, la causa hay que buscarla en la banda misma (abananamiento) o en los empalmes (mal escuadrados) o en el sistema de carga de la cinta (si la carga está descentrada, la cinta tiende a escaparse de su trayectoria normal hacia el lado opuesto a aquel que está más cargado). Figura 26 La combinación de estos problemas básicos determina casos en los cuales la causa de los mismos es muy difícil de determinar. No obstante si se observa el funcionamiento durante un tiempo prolongado, la causa probablemente aparecerá. Los casos más comunes donde la causa del problema no puede ser determinada, son aquellos donde la cinta tiene un comportamiento errático (se desplaza hacia uno u otro lado irregularmente). Si este comportamiento errático se observa en Cintas sin carga (vacías), el problema radica probablemente en el incorrecto abarquillado de la cinta sobre los rodillos portantes. Si se observa en Cintas cargadas probablemente se trate de desuniformidad en el sistema de carga (el material se deposita sobre la cinta hacia uno u otro lado de la misma en forma irregular). Puesta en marcha del Sistema Transportador Para la puesta en marcha de un sistema transportador es necesario dedicar un tiempo importante a la observación y verificación de todo el conjunto con la mayor atención posible y proceder a eliminar las causas que impidan el correcto funcionamiento. 20 El primer paso a tener en cuenta es la verificación de la alineación y nivelación de todo el conjunto del transportador como así también la correcta alineación entre sí de los rodillos portantes y de los tambores de mando y de reenvío. Se debe verificar que los rodillos rueden libremente y ninguno se encuentre trabado. Se debe controlar que se cumplan los requisitos explicados en los puntos "Carga del Transportador", "Descarga del Transportador", "Distancia de Transición", "Abarquillamiento de la cinta" y "Soporte de Carga". Una vez realizadas estas verificaciones, se pone en marcha el equipo y teniendo en cuenta lo expresado en el punto "Tensado de la Cinta", se procede a corregir los errores que se observen en el centrado de la cinta siguiendo las reglas básicos enunciadas anteriormente; se realiza primero la operación en vacío (sin carga) y luego, de ser necesario, se corrige el sistema con carga. (Ver el capítulo "Problemas y Soluciones" para un rápido diagnóstico de problemas). Selección de la banda transportadora Para la correcta selección de la banda transportadora además de tenerse en cuenta todo lo analizado para los componentes estructurales y no estructurales de un sistema transportador, se deben considerar otros factores que definiremos a continuación. Selección de Cobertura Existe una gran variedad de compuestos para la cobertura de la banda y los mismos son seleccionados en función de su compatibilidad con el servicio que la cinta debe cumplir y con el medio ambiente dentro del cual opera. Los elastómeros más comunmente utilizados en la fabricación de las Cintas transportadoras son: goma, PVC y Uretano. Cada uno de estos materiales posee ventajas y desventajas. Por ejemplo para el transporte de minerales muy abrasivos la correcta selección recae sobre Cintas de goma por su excelente resistencia a la abrasión y gran rescilencia, eventualmente puede utilizarse también el uretano. Para el caso de minerales "soft" (carbón, potasio, etc.), granos, productos de la madera, etc. el PVC posee un excepcional desempeño; particularmente en el caso de Cintas de Tejido Sólido de Poliéster y PVC, donde la cobertura está formada por PVC y fibras superficiales de la carcasa de poliéster que son sacrificables y le dan gran resistencia a la superficie de la cinta. La característica de Retardante de Llama de una cobertura es altamente deseable en aquellos casos donde la seguridad es punto fundamental en la selección de la cinta, tales como minería subterránea y granos. Tanto la goma como el PVC pueden ser formulados de modo tal que posean esta característica. La característica Antiestática de una cinta es importante para aquellos casos donde el ambiente de operación presente peligro de deflagración por descargas estáticas de energía. Tanto la goma como el PVC cumplen perfectamente con estos requisitos si son fabricados para tal fin. Para transportadores sobre cuna continua, es importante que la cara inferior de la banda posea un bajo coeficiente de fricción. 21 Para la selección de la cobertura es importante también considerar la reacción química o resistencia que esta presente a elementos tales como aceites, ácidos, grasas animales, ozono, etc. El rango de temperatura dentro del cual opera una cinta es importante porque cada compuesto tiene diferentes resistencias a temperaturas máximas y mínimas de operación. Angulo de Sobrecarga Dinámico Si un material a granel es volcado sobre una superficie plana horizontal, la pila formada posee un perfil con un ángulo sobre la horizontal, único para cada tipo de material y que se conoce como Angulo de Reposo. Cuando esa pila es "vibrada", el ángulo va decreciendo, dependiendo del tipo de material y el tipo de movimiento. El material granel depositado sobre una cinta transportadora en movimiento adopta estas últimas características con una disminución que oscila entre los 5º y los 20º. Este ángulo resultante es el que se conoce como Angulo de Sobrecarga Dinámico y si bien existen tablas generales para los diferentes materiales que lo indican, es bueno saber que el mismo varía de un transportador a otro. (ver Figura 27). Figura 27 El conocimiento del Angulo de Sobrecarga Dinámico es útil para determinar el grado de inclinación de un sistema transportador para cada tipo de material, partiendo de la premisa que dicha inclinación siempre debe ser inferior al Angulo de Sobrecarga. En general las Cintas con coberturas de goma permiten ángulos de inclinación en el transporte de hasta 18º, mientras que las de PVC están limitadas a 12º aproximadamente; en ambos casos siempre dependiendo del Angulo de Sobrecarga del material transportado. Para compensar estos bajos ángulos de inclinación en la operación de transporte, se fabrican Cintas con superficie corrugada que permiten incrementos importantes del ángulo de inclinación del transporte. Existen muchos diseños de corrugado, hay algunos comunes y otros de diseño especial de cada fabricante. Otra alternativa es el agregado de perfiles de diferentes diseños (postizos) pegados a la superficie de la cinta por diferentes métodos (en frío o en caliente). En estos casos debe tenerse en cuenta un cambio en el sistema de sostén de la cinta en el tramo de retorno de forma tal que se adapte al paso de los perfiles. 22 Datos Requeridos para la Correcta Selección de una Cinta Transportadora Por todo lo expuesto se entiende con son muchas las consideraciones a ser tenidas en cuenta para la correcta selección, a continuación se brinda una lista de los datos a obtener para la selección final debiéndose tener en cuenta que a veces es necesario modificar un requerimiento a los efectos de satisfacer otro más importante. 1) Esquema de la Instalación 2) Material Transportado - Denominación del Producto - Descripción - Densidad - Granulometría - Presencia de aceite o grasas y químicos - Temperatura del producto - Necesidad de resistencia al fuego y antiestaticidad - Humedad - Grado de Abrasión - Temperatura Ambiente 3) Capacidad Máxima de Transporte 4) Ancho de la Cinta 5) Distancia entre Centros de Tambores 6) Desnivel entre Centros de Tambores 7) Diámetro de Tambores (Mando y Reenvío) 8) Mando - Tambor Simple o Tambor Doble - Angulo de Abrace de la Cinta al Tambor - Superficie del Tambor de Mando (Recubierta o No) - Localización del Mando - Tipo de Arranque empleado 9) Sistema Tensor - Tipo - Localización 10) Rodillos Portantes - Material de Construcción - Diámetro - Angulo de Artesa - Número de Rodillos por Estación - Distancia entre Estaciones 11) Rodillos de Retorno - Material de Construcción - Diámetro - Distancia entre Rodillos 23 12) Velocidad de la Cinta 13) Potencia Instalada 14) Sistema de Carga - Esquema - Tipo - Altura de Caída - Angulo de Caída 15) Sistema de Descarga - Esquema - Tipo 16) Horas de Trabajo al Día 17) Sistema de Empalme 18) Mínima Temperatura Ambiente Promedio 24 Elevadores a Cangilones (a correa) Componentes de un Elevador a Cangilones Los elevadores a cangilones son los equipos más comunes y económicos para el movimiento vertical de graneles. Los cangilones son los recipientes con los que se contiene el material, tomándolo en la parte inferior del equipo para volcarlo por la parte superior del mismo. Para este cometido deben tener una configuración adecuada. Los cangilones van montados sobre la correa que es la que trasmite el movimiento desde el tambor de accionamiento además de absorber los esfuerzos provocados por esta transmisión sumado el peso efectivo del material elevado así como el peso propio de los cangilones. Las correas utilizadas deben poseer una gran resistencia transversal para garantizar la sujeción del cangilón a través de los bulones de sujeción. Las correas deben ser seleccionadas a partir de diferentes cálculos y de acuerdo a las características particulares de cada elevador. Figura 1 Referencias: 1- Correa 2- Cangilones 3- Tambor de Accionamiento 4- Tambor de Reenvío 5- Cabeza del Elevador 6- Pantalones 7- Pie del Elevador 8- Puertas de Inspección 9- Unidad de Accionamiento 10- Tensor 11- Freno Automático 25 12- Descarga del Elevador 13- Tolva de Alimentación 14- Puerta de Limpieza DESCRIPCION DE LOS COMPONENTES Unidad de Accionamiento Se encuentra localizada en la parte superior del elevador, está constituida por un motor eléctrico y un reductor de velocidad que suelen estar ligados directamente al eje del tambor de accionamiento o a través de un acople elástico. Toda la unidad se sustenta por una plataforma construida a tal fin. Tambor de Accionamiento Es el encargado de transmitir el movimiento a la correa, normalmente fabricado en chapa de acero al carbono. Pueden tener una pequeña biconicidad a los efectos de centrar la correa, siempre y cuando el cangilón lo permita. Es altamente recomendable el recubrimiento del mismo con caucho a los efectos de protegerlo del desgaste producido por la gran cantidad de polvo que suele generar el sistema. Este recubrimiento evita también el desgaste prematuro de la correa y hace más eficiente energéticamente al equipo. También aumenta el coeficiente de rozamiento haciendo más difícil eventuales resbalamientos. El diámetro del mismo se calcula en función del tipo de descarga necesaria y de la velocidad de operación para lograr un adecuado y eficiente funcionamiento. Cabeza del Elevador También localizada en la parte superior del elevador, es una estructura metálica que contiene al tambor de accionamiento, formando parte de la misma la unidad de accionamiento, el freno y la boca o tolva de descarga. El capot de la cabeza, o sombrero, debe tener el perfil adecuado para adaptarse lo mejor posible a la trayectoria del material elevado en el momento de producirse la descarga del mismo. Esta trayectoria depende de varios factores como ser el tipo de cangilón, la velocidad de la correa y el diámetro del tambor de accionamiento. Freno Es un sistema ligado al eje del tambor de accionamiento. Permite el libre movimiento en el sentido de elevación. Cuando por cualquier motivo el elevador se detiene con los cangilones cargados, este sistema impide el retroceso de la correa, evitando así que el material contenido en los mismos sea descargado en el fondo del elevador. Ramal de Subida Junto con el ramal de bajada une la cabeza con el pie del elevador. Normalmente fabricado en chapa de acero al carbono plegada y soldada, en construcciones 26 modulares. Cada cuerpo se une al siguiente con bulones y su longitud depende de la altura del elevador. Sus dimensiones deben ser tales que permitan el paso de la correa y los cangilones, con holgura. Este ramal (también denominado "pantalón") contiene a la correa y cangilones cargados en su movimiento ascendente. Sobre el mismo normalmente se encuentran ubicadas las puertas de inspección del equipo. Ramal de Bajada Para éstas caben las consideraciones generales indicadas para el ramal de subida. Este ramal (también denominado "pantalón") contiene a la correa y cangilones vacíos en su movimiento descendente. Tambor de reenvío Se localiza en la parte inferior del elevador. Sobre el eje del mismo se encuentra montado normalmente el dispositivo de tensado o estiramiento. Para su construcción se recomienda el diseño tipo "jaula de ardilla" para evitar que el material derramado se introduzca entre el tambor y la correa provocando daños a la misma. Su diámetro es generalmente igual a la del tambor de accionamiento o en su defecto, menor que el mismo. Dispositivo de Tensado o Estiramiento Como su nombre lo indica este dispositivo permite el tensado de la correa para lograr un perfecto funcionamiento del sistema. Este dispositivo puede ser de dos tipos: manual a tornillo (el más usual) o automático (para elevadores de grandes capacidades). Pie del Elevador Se encuentra ubicado en la parte inferior del elevador y contiene al tambor de reenvío. Son partes integrantes del mismo la tolva de alimentación y el dispositivo de estiramiento. Esta parte de la estructura se encuentra regularmente provista de puertas de inspección y de limpieza. Boca o Tolva de Descarga El nombre indica su función. Tolva de Alimentación El nombre indica su función. Puerta de inspección El nombre indica su función. 27 Puerta de Limpieza El nombre indica su función. Correa Estructuralmente y en términos generales las correas utilizadas en estos equipos son similares a las utilizadas en las cintas transportadoras. No obstante, debe tenerse en cuenta al momento de su selección, la mayor robustez que generalmente deben poseer. No olvidemos que su resistencia longitudinal se va a ver afectada por el perforado al que es sometida para la fijación de los cangilones a través de los bulones y además deben poseer mayor resistencia transversal para lograr la correcta sujeción de los mismos. A la hora de la selección de una correa elevadora, y por lo expresado en el párrafo anterior, no solo es importante realizar el cálculo de tensión de la correa sino que la misma deberá dimensionarse en función de su robustez, de su capacidad para soportar el no arrancamiento de los cangilones, de su porcentaje de estiramiento como así también la forma de estirarse en función del tiempo de uso, su resistencia a los productos químicos y demás exigencias físicas, su capacidad para disipar la energía estática siempre presente en estos sistemas de elevación, su necesidad de resultar ignífugo, y cualquier otro factor particular del sistema en estudio que pueda influir de un modo determinante en la selección de la misma. Cada modelo de correa posee una resistencia nominal al arrancamiento de los cangilones que se expresa en una proyección máxima que los mismos deben tener. Este es un dato que aporta el fabricante como así también el de porcentaje máximo de estiramiento y la forma de producirse el mismo a través del tiempo de uso. En función de este último punto es siempre recomendable la utilización de correas con urdimbre (sentido longitudinal) de poliéster, fibra que tiene un menor porcentaje de estiramiento (normalmente no mayor de un 1,5%) y el mismo se produce en los primeros meses de uso, luego del cual la correa ya no se estira. Respecto a las dimensiones de la correa se recomienda observar los siguientes requisitos en cuanto al ancho de la misma: debe ser de 10 mm. a 25 mm. más ancha que el cangilón, de cada lado. (Entre 20 mm a 50 mm más ancha en total que el largo del cangilón). La distancia del borde de la correa al lateral del pantalón debe ser como mínimo de 50 mm para elevadores de hasta 30 metros de altura y de 75 mm para los de mayor altura, a fin de evitar rozamiento lateral. Es también importante tener en cuenta el diámetro mínimo de tambor que la correa soporta como elevadora y que también es un dato aportado por el fabricante para cada modelo. 28 Durante el proceso de perforado de la correa para el alojamiento de los bulones del cangilón, es importante tener en cuenta que los agujeros deben ser del mismo diámetro que el de los bulones a utilizar y que deben éstos deben estar alineados y escuadrados (ángulo de 90º) respecto a la línea central de la correa, para evitar distorsiones en el funcionamiento (vaivén). Cangilones Dentro del sistema de elevación son los elementos en los que se aloja la carga en su carrera ascendente. Según su construcción, pueden ser metálicos de chapa soldada o estampada, de material plástico, de acero inoxidable o bien de de acero fundido. Existen infinidad de formatos y dimensiones, cada fabricante de elevadores normalmente cuenta con un diseño particular. Existen también grandes fábricas de cangilones de diferentes materiales y con diseño estandarizado. Las dimensiones básicas con las cuales se define un cangilón, son tres: Largo, profundidad y proyección (ver Figura 2). En el proceso de selección de los mismos, se aconseja seguir las indicaciones del fabricante respecto a la velocidad de la correa y al diseño del capot o sombrero del elevador, fundamentalmente en los elevadores centrífugos donde el "momento" de descarga del cangilón es factor determinante de la eficiencia del sistema y está íntimamente ligado a la velocidad de la correa y diseño del capot indicados. Figura 2 Los cangilones son fijados a la correa a través de bulones especiales de cabeza plana y de gran diámetro (ver Figura 3). Es aconsejable el uso de arandelas alabeadas y tuercas autofrenantes. El cangilón debe poseer un porción embutida anular a la perforación y que permita el alojamiento de la cabeza del bulón y de la correa para que dicha cabeza no sobresalga de la superficie interna de la correa (ver Figura 4), hecho que puede provocar el aflojamiento de los mismos como así también pérdida de adherencia al tambor de mando cuando el mismo no se encuentra recubierto. Figura 3 29 Figura 4 De acuerdo a como se monten los cangilones, diseño de los mismos y velocidad del sistema, los elevadores se pueden clasificar en: a) Elevadores de descarga centrífuga Como su nombre lo indica la descarga del cangilón se efectúa por fuerza centrífuga al momento de girar la correa sobre el tambor de mando. Los cangilones van montados en una o varias filas según su diseño. La carga se efectúa normalmente por dragado del material depositado en el pie del elevador. La velocidad de la correa es alta (entre 1,2 a 4 m/seg.). El "paso" entre cangilones normalmente es de 2 a 3 veces su proyección. Existe una variante a este sistema, donde los cangilones son "sin fondo" y el espaciamiento es mínimo (entre el 10% y el 11% de su profundidad); cada un número determinado de cangilones sin fondo se intercala uno de igual perfil pero con fondo. Con este último sistema se logra una verdadera "columna" de material que permite diseñar elevadores de menores dimensiones para una misma capacidad de elevación. Estos elevadores se utilizan en materiales que fluyen libremente y secos (granos, azúcar, etc.). b) Elevadores de descarga positiva (por gravedad) Los cangilones están instalados en forma continua, sin espaciamiento entre ellos y la descarga se efectúa por gravedad utilizando la parte inferior del cangilón precedente como tolva de descarga. La carga se realiza directamente desde tolva (no por dragado). La velocidad de la correa es baja (entre 0,5 a 1,0 m/seg.). Estos elevadores se utilizan en materiales frágiles, muy húmedos o de alta granulometría (café, arcilla, etc). Alineación de la Correa En un sistema de elevación, la falta de alineación de la correa provocará problemas tales como rotura y arrancamiento de cangilones, rotura de correa y daños estructurales en el elevador. Las causas de desalineación de correa más comunes en un sistema de elevación son: - Uniones de correa fuera de escuadra. - Fijación de cangilones fuera de escuadra. 30 - Carga del elevador descentralizada. La doble conicidad de tambores de mando puede ser un auxiliar importante en la alineación de la correa, pero podrá ser utilizada solamente en aquellos casos donde el diseño del cangilón lo permita. Uniones de Correa Según su forma, definiremos tres tipos de uniones básicas: - En ángulo (ver Figura 5). - Por superposición (ver Figura 6). - Por yuxtaposición (ver Figura 7). . Figura 5 Figura 6 Figura 7 31 Datos Requeridos para la Correcta Selección de una Correa Elevadora En función de todo lo expuesto, a continuación detallamos los datos a obtener para la correcta selección de una correa elevadora: 1- Material Transportado - Denominación del Producto - Descripción - Densidad - Granulometría - Presencia de aceite o grasas y químicos - Temperatura del producto - Necesidad de resistencia al fuego y anti-estaticidad - Humedad - Grado de Abrasión - Temperatura Ambiente 2- Capacidad Máxima de Elevación 3- Ancho de la Correa 4- Distancia entre Centros de Tambores 5- Diámetro de Tambores (Mando y Reenvío) 6- Superficie del Tambor de Mando (Recubierta o no) 7- Tipo de Sistema Tensor 8- Cangilones - Largo - Profundidad - Proyección - Peso - Capacidad de Carga - Número de Hileras - Número de Unidades por Metro 9- Velocidad de la Correa 10- Potencia Instalada 11- Sistema de Carga - Directo de Tolva - Dragado - Dragado + Tolva 12- Horas de Trabajo al Día 13- Sistema de Unión de la Correa 14- Mínima Temperatura Ambiente Promedio 32