- Ninguna Categoria
AUMENTO DE PRODUCTIVIDAD EN LÍNEA DE ENVASADO DE la
Anuncio
UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN AUMENTO DE PRODUCTIVIDAD EN LÍNEA DE ENVASADO DE LA PLANTA LOS CORTIJOS DE CERVECERÍA POLAR Por: Noeliz Vanessa Romero Trejo INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero de Producción Sartenejas, septiembre de 2010 UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN AUMENTO DE PRODUCTIVIDAD EN LÍNEA DE ENVASADO DE LA PLANTA LOS CORTIJOS DE CERVECERÍA POLAR Por: Noeliz Vanessa Romero Trejo Realizado con la asesoría de: Tutor Académico: Prof. Fernando Torre Tutor Industrial: Ing. Rafael Romero INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero de Producción Sartenejas, septiembre de 2010 AUMENTO DE PRODUCTIVIDAD EN LÍNEA DE ENVASADO DE LA PLANTA LOS CORTIJOS DE CERVECERÍA POLAR Realizado por: Noeliz Vanessa Romero Trejo RESUMEN Este proyecto de pasantía fue realizado en la línea 2 de la Planta Los Cortijos de Cervecería Polar C. A., la cual realiza el envasado de cerveza de marca Ice y malta de marca Maltín. El objetivo principal de este trabajo es implementar mejoras para incrementar la productividad de la misma. La metodología empleada se basó en el estudio de la situación actual de la línea 2 de la Planta Los Cortijos, la recolección de la información necesaria para los análisis posteriores, la elaboración y evaluación de las propuestas de mejoras, y el seguimiento y control del balanceo de la línea. Las dos ramas principales desarrolladas en este proyecto para incrementar la productividad son el estudio de las causas y los tiempos de las paradas de las llenadoras, por ser consideradas el cuello de botella del proceso de envasado, y el análisis de la velocidad de los equipos para evaluar el balance de la línea. Gracias a las pruebas en las llenadoras y las propuestas de mejoras operativas realizadas durante este proyecto, se logró reducir la duración de las paradas en las llenadoras. Así mismo, mediante el análisis de los gráficos de balance y las propuestas de balanceo realizadas se alcanzaron aumentos en la productividad. Se diseñó un programa usando la plataforma Visual Basic para Aplicaciones de Microsoft Excel que permite mejorar el balance logrado de la línea de una manera sencilla. Palabras claves: productividad, envasado, cervecería, paradas, balance y cuello de botella. iv DEDICATORIAS A mis padres por el amor que siempre me han dado, por su apoyo incondicional en todo lo que he necesitado y por sus consejos. Gracias a ustedes esto ha sido posible. A mis hermanos, Getulio, Roger y Carlos, porque me ayudaron a ser quien soy, dándome ánimos siempre que los necesite y mostrándome que la vida es más que estudiar. A mis sobrinas Verónica y Valentina porque le dan luz a mi vida. Por último, a Dios, por darme salud e inteligencia para culminar con éxito esta etapa tan importante de mi vida v AGRADECIMIENTOS Gracias a la Gerencia de envasado por darme la oportunidad de realizar mi pasantía en esa gran empresa. En especial, agradezco a mi tutor Moisés Jardín por todo el tiempo invertido en guiarme a través de mi trabajo. También un especial agradecimiento para mi otro tutor, Rafael Romero quién dedicó de su tiempo a aclararme dudas. Del personal quiero agradecer a Daniel Romero, Luis Fagundez, Richard Escalona y Daniel Machado, y a los pasantes Mónica Sogbe y Luis Hernández por su ayuda durante el proyecto. Quiero agradecer a mi tutor académico, Fernando Torre, por su dedicación y apoyo durante mi pasantía y la realización de este informe, sus comentarios me permitieron finalizarlo con éxito y sentirme orgullosa del trabajo realizado. También agradezco a la Universidad Simón Bolívar por darme todas las herramientas que necesité durante mi carrera. Agradezco a mi mejor amiga, Julieta Ludovic, por las revisiones continúas al informe y el tiempo dedicado dándome ánimos para continuar. Para finalizar, a todos los que forman parte de mi vida, mil gracias, ustedes con su granito de arena me ayudaron a culminar ésta última etapa de mi carrera. vi ÍNDICE GENERAL RESUMEN ................................................................................................................................ iv DEDICATORIAS ....................................................................................................................... v AGRADECIMIENTOS ............................................................................................................. vi ÍNDICE GENERAL ................................................................................................................. vii ÍNDICE DE TABLAS ................................................................................................................ x ÍNDICE DE FIGURAS .............................................................................................................. xi LISTA DE SÍMBOLOS Y ABREVIATURAS......................................................................... xiii INTRODUCCIÓN ...................................................................................................................... 1 Antecedentes ....................................................................................................................... 1 Justificación ........................................................................................................................ 1 Planteamiento del problema ................................................................................................ 2 Objetivo general .................................................................................................................. 2 Objetivos específicos ........................................................................................................... 2 CAPÍTULO 1 ............................................................................................................................. 3 DESCRIPCIÓN DE LA EMPRESA ....................................................................................... 3 1.1. Reseña histórica ........................................................................................................ 3 1.2. Estructura organizacional .......................................................................................... 4 1.3. Principales procesos en la Planta Los Cortijos ........................................................... 5 1.4. Características resaltantes de la línea 2 de la Planta Los Cortijos ............................. 21 CAPÍTULO 2 ........................................................................................................................... 24 MARCO TEÓRICO .............................................................................................................. 24 2.1. Metodologías para la mejora de procesos .................................................................... 24 2.2. Teoría de las restricciones ........................................................................................... 27 2.4. Productividad ............................................................................................................. 29 2.5. Herramientas informáticas .......................................................................................... 30 vii CAPÍTULO 3 ........................................................................................................................... 32 MARCO METODOLÓGICO ............................................................................................... 32 3.1. Fase I: Estudio de la situación actual .......................................................................... 33 3.2. Fase II: Recolección y análisis de datos ...................................................................... 37 3.3. Fase III: Evaluación de las propuestas de mejoras ....................................................... 42 3.4. Fase IV: Seguimiento y control del balanceo de la línea .............................................. 43 CAPÍTULO 4 ........................................................................................................................... 47 ESTUDIO DE LAS CAUSAS DE LAS PARADAS ............................................................. 47 4.1. Causas de las paradas en las estaciones de trabajo ....................................................... 47 4.2. Causas de paradas en la estación de llenado ................................................................ 49 CAPÍTULO 5 ........................................................................................................................... 54 RESULTADOS OBTENIDOS EN LAS PRUEBAS DE PARADAS .................................... 54 5.1. Llenadora 201............................................................................................................. 54 5.2. Llenadora 202............................................................................................................. 64 CAPÍTULO 6 ........................................................................................................................... 73 BALANCEO EN V DE LA LÍNEA 2 ................................................................................... 73 6.1. Análisis del colchón de tiempo de los equipos durante el mes de octubre .................... 73 6.2. Análisis del colchón de tiempo de los equipos durante el mes de noviembre ............... 75 6.3. Análisis del colchón de tiempo de los equipos durante el mes de diciembre ................ 78 6.4. Comparación de los tres meses estudiados .................................................................. 79 6.5. Seguimiento y control del balanceo de la línea ............................................................ 82 CONCLUSIONES Y RECOMENDACIONES ......................................................................... 86 CONCLUSIONES ................................................................................................................ 86 RECOMENDACIONES ....................................................................................................... 87 REFERENCIAS ....................................................................................................................... 88 APÉNDICE A........................................................................................................................... 89 viii PROCESO DE ELABORACIÓN DE CERVEZA Y MALTA .............................................. 89 APÉNDICE B ........................................................................................................................... 92 CÓDIGOS DEL PROGRAMA VELOCIDAD DE LA LÍNEA 2 .......................................... 92 ix ÍNDICE DE TABLAS TABLA 3.1: LEVANTAMIENTO DE LA INFORMACIÓN DE LOS EQUIPOS. ................................................. 36 TABLA 3.2: COLCHÓN DE TIEMPO OBJETIVO DE LAS ESTACIONES DE TRABAJO................................. 46 TABLA 4.1: SUMINISTROS DE CADA ESTACIÓN DE TRABAJO................................................................... 48 TABLA 5.1: DATOS OBTENIDOS EN LAS PRUEBAS DE PARADAS. ............................................................ 55 TABLA 5.2: PROPUESTAS OPERATIVAS RECOMENDADAS E IMPLEMENTADAS.................................... 58 TABLA 5.3: PROPUESTAS OPERATIVAS RECOMENDADAS E IMPLEMENTADAS.................................... 61 TABLA 5.4: PROPUESTAS OPERATIVAS RECOMENDADAS E IMPLEMENTADAS.................................... 63 TABLA 5.5: DATOS OBTENIDOS EN LAS PRUEBAS DE PARADAS. ............................................................ 65 TABLA 5.6: PROPUESTAS OPERATIVAS RECOMENDADAS E IMPLEMENTADAS.................................... 68 TABLA 5.7: PROPUESTAS OPERATIVAS E IMPLEMENTADAS. ................................................................... 70 TABLA 5.8: PROPUESTAS OPERATIVAS Y MEJORAS IMPLEMENTADAS.................................................. 72 TABLA 6.1: COLCHÓN DE TIEMPO RECOMENDADO. .................................................................................. 74 TABLA 6.2: COLCHÓN DE TIEMPO DEL MES DE OCTUBRE. ....................................................................... 74 TABLA 6.3: COLCHÓN DE TIEMPO RECOMENDADO. .................................................................................. 76 TABLA 6.4: COLCHÓN DE TIEMPO DEL MES DE NOVIEMBRE. .................................................................. 76 TABLA 6.5: COLCHÓN DE TIEMPO RECOMENDADO. .................................................................................. 78 TABLA 6.6: COLCHÓN DE TIEMPO DEL MES DE DICIEMBRE. .................................................................... 78 TABLA 6.7: DIFERENCIA PRODUCTIVIDAD DE OCTUBRE, NOVIEMBRE Y DICIEMBRE. ......................... 80 x ÍNDICE DE FIGURAS FIGURA 1.1: ESTRUCTURA ORGANIZATIVA CERVECERÍA POLAR C.A. ..................................................... 5 FIGURA 1.2: ESTRUCTURA ORGANIZATIVA DE LA GERENCIA DE ENVASADO. ...................................... 6 FIGURA 1.3: PROCESO DE ELABORACIÓN DE LA CERVEZA. ....................................................................... 7 FIGURA 1.4: PROCESO DE ELABORACIÓN DE LA MALTA. ........................................................................... 7 FIGURA 1.5: PROCESO DE ENVASADO. ............................................................................................................ 8 FIGURA 1.6: UBICACIÓN DEL ALMACÉN Y LA PLANTA LOS CORTIJOS. (GOOGLE, 2010) ....................... 9 FIGURA 1.7: PROCESO DE DESPALETIZADO. (CERVECERÍA POLAR, 2006) .............................................. 10 FIGURA 1.8: PROCESO DE DESEMBALADO. (CERVECERÍA POLAR, 2006) ................................................ 11 FIGURA 1.9: EMBALADORES DE LA LÍNEA 2. ............................................................................................... 11 FIGURA 1.10: PROCESO DE LAVADO. (CERVECERÍA POLAR, 2006)........................................................... 12 FIGURA 1.11: LAVADORA DE LA LÍNEA 2. .................................................................................................... 13 FIGURA 1.12: PROCESO DE INSPECCIÓN DE ENVASES VACÍOS. (CERVECERÍA POLAR, 2006) ............. 14 FIGURA 1.13: INSPECTOR DE ENVASES VACÍOS. ......................................................................................... 14 FIGURA 1.14: PROCESO DE LLENADO Y TAPADO. (CERVECERÍA POLAR, 2006) ..................................... 15 FIGURA 1.15: LLENADORAS DE LA LÍNEA 2. ................................................................................................ 15 FIGURA 1.16: TAPADORA DE LA LÍNEA 2. ..................................................................................................... 16 FIGURA 1.17: PROCESO DE INSPECCIÓN DE ENVASES LLENOS. (CERVECERÍA POLAR, 2006) ............. 17 FIGURA 1.18: PROCESO DE PASTEURIZACIÓN. (CERVECERÍA POLAR, 2006) .......................................... 18 FIGURA 1.19: PASTEURIZADOR DE LA LÍNEA 2. .......................................................................................... 18 FIGURA 1.20: MESA DE ACUMULACIÓN DE LA LÍNEA 2. ............................................................................ 19 FIGURA 1.21: PROCESO DE EMBALADO. (CERVECERÍA POLAR, 2006) ..................................................... 20 FIGURA 1.22: EMBALADOR DE LA LÍNEA 2................................................................................................... 20 FIGURA 1.23: PROCESO DE PALETIZADO. (CERVECERÍA POLAR, 2006) ................................................... 21 FIGURA 1.24: LAYOUT DE LA LÍNEA 2. .......................................................................................................... 23 FIGURA 2.1: METODOLOGÍA DMAIC. ............................................................................................................. 25 FIGURA 2.2: CICLO DEMING. ........................................................................................................................... 26 FIGURA 2.3: BALANCEO EN V. ........................................................................................................................ 29 FIGURA 3.1: DIAGRAMA DEL MARCO METODOLÓGICO. ........................................................................... 32 FIGURA 3.2: ESTACIONES DE TRABAJO DE LA LÍNEA 2 ............................................................................. 34 FIGURA 3.3: REPORTE DE PARADAS DE LAS MÁQUINAS LLENADORAS................................................. 38 FIGURA 3.4: REPORTE DE TIEMPOS DE CICLO. ............................................................................................ 40 FIGURA 3.5: SECUENCIA DE LOS USERFORM. .............................................................................................. 44 FIGURA 3.6: REPORTE DEL PROGRAMA BALANCE LÍNEA 2. ..................................................................... 45 FIGURA 4.1: DIAGRAMA DE ISHIKAWA DE PARADAS DEL FUNCIONAMIENTO DE LA LÍNEA 2. ........ 48 FIGURA 4.2: SECTORES EN LA ESTACIÓN DE LLENADO. ........................................................................... 49 FIGURA 4.3: PROCEDIMIENTO A SEGUIR EN EL CASO DE BOTELLAS CAÍDAS EN LA VÍA. .................. 51 FIGURA 4.4: VACIADO DE LA BANDEJA DE RECHAZO DE LOS IEV. ......................................................... 53 xi FIGURA 4.5: VACIADO DE LA BANDEJA DE RECHAZO DE LOS IEL. ......................................................... 53 FIGURA 5.1: DURACIÓN PORCENTUAL DE LAS PARADAS EN LAS PRUEBAS REALIZADAS EN LA LLENADORA 201....................................................................................................................................... 56 FIGURA 5.2: DURACIÓN DE LAS PARADAS DURANTE EL MES DE OCTUBRE. ........................................ 57 FIGURA 5.3: DIMENSIONES DE LA HERRAMIENTA RECOMENDADA. ...................................................... 59 FIGURA 5.4: DURACIÓN DE LAS PARADAS DURANTE EL MES DE NOVIEMBRE. ................................... 60 FIGURA 5.5: DURACIÓN DE LAS PARADAS DURANTE EL MES DE DICIEMBRE. ..................................... 62 FIGURA 5.6: DURACIÓN PORCENTUAL DE LAS PARADAS EN LAS PRUEBAS REALIZADAS EN LA LLENADORA 202....................................................................................................................................... 66 FIGURA 5.7: DURACIÓN DE LAS PARADAS DURANTE EL MES DE OCTUBRE. ........................................ 67 FIGURA 5.8: DURACIÓN DE LAS PARADAS DURANTE EL MES DE NOVIEMBRE. ................................... 69 FIGURA 5.9: DURACIÓN DE LAS PARADAS DURANTE EL MES DE DICIEMBRE. ..................................... 71 FIGURA 6.1: GRÁFICO DEL BALANCE DEL MES DE OCTUBRE. ................................................................. 75 FIGURA 6.2: GRÁFICO DEL BALANCE DEL MES DE NOVIEMBRE. ............................................................ 77 FIGURA 6.3: GRÁFICO DEL BALANCE DEL MES DE DICIEMBRE. .............................................................. 79 FIGURA 6.4: GRÁFICOS DE BALANCE DE LOS MESES DE OCTUBRE, NOVIEMBRE Y DICIEMBRE. ..... 80 FIGURA 6.5: GRÁFICOS DE BALANCE Y DIFERENCIA PRODUCTIVIDAD DE OCTUBRE, NOVIEMBRE Y DICIEMBRE. .............................................................................................................................................. 81 FIGURA 6.6: SEGUIMIENTO DEL BALANCEO DE LA LÍNEA 2. .................................................................... 82 FIGURA 6.7: PRIMERA SECUENCIA DE USERFORM DEL PROGRAMA VELOCIDAD DE LA LÍNEA 2. .... 84 FIGURA 6.8: SEGUNDA SECUENCIA DE USERFORM DEL PROGRAMA VELOCIDAD DE LA LÍNEA 2. ... 85 xii LISTA DE SÍMBOLOS Y ABREVIATURAS %Prod Productividad DR Bandeja de rechazo bpm Botellas por minuto CT Colchón de tiempo difprod Diferencia productividad IEL Inspector de envases llenos IEV Inspector de envases vacíos pb Productividad base Top. real Tiempo operativo real tp Tiempo de parada tpp Tiempo porcentual de paradas ttp Tiempo total de las paradas UP Unidades de pasteurización Vlim Velocidad limitante Vnom Velocidad nominal Vnomllen Velocidad nominal de la llenadora xiii INTRODUCCIÓN Antecedentes La Planta Los Cortijos de Cervecería Polar se instaló en 1951 para cubrir la demanda del centro del país, cumpliendo con los procesos necesarios para la producción de cerveza y malta, como almacenamiento de materia prima, elaboración, envasado y almacenamiento de producto terminado. Desde entonces, las maquinarias han sido progresivamente sustituidas para ser un centro cervecero con tecnología de punta. (Empresas Polar, 1996) El área de envasado está dividida en líneas de producción para cada producto. En la línea 2, objeto de estudio de este trabajo, se envasa y embala cerveza Polar Ice y malta Maltín Polar en botellas retornables de 222 mililitros. La productividad de cada turno de trabajo de las diversas líneas es monitoreada y, posteriormente, usada para calcular la productividad semanal de la línea y del centro. La Gerencia de envasado, al evaluar los datos obtenidos del sistema SAP desde julio del 2008 hasta junio del 2009, observó una tendencia a la baja en la productividad de la línea 2 y en la cantidad de cajas de producto entregadas por día. Para cubrir la creciente demanda de los productos, la misma funciona horas extra (disminuyendo el tiempo dedicado al mantenimiento preventivo de los equipos) y otras líneas de envasado deben cubrir la cuota de producción faltante. Por las razones antes expuestas, la gerencia de envasado desea evaluar las causas de la disminución en la productividad de la línea 2 e implementar mejoras que permitan aumentar la producción sin disminuir las horas dedicadas al mantenimiento preventivo. Justificación La productividad de las líneas de envasado es controlada por la gerencia semanalmente, pero cada supervisor es quien diariamente debe evaluar la situación y tomar las acciones para 2 aumentarla. Debido a la gran complejidad de este proceso, las acciones tomadas en un equipo repercuten en los demás. Por esto, cualquier cambio debe ser estudiado minuciosamente antes de su implementación. Dentro del área en estudio existen pocas diferencias en el funcionamiento de las líneas, sin embargo, la productividad de la línea 2 es más baja que el resto. Las diferencias actuales entre las líneas de envasado son la velocidad de los equipos, la cual puede ser ajustada por los supervisores al comienzo de la semana, y el mantenimiento preventivo y correctivo realizado. Este proyecto de pasantía se dedica exclusivamente al estudio del funcionamiento de la línea 2, en específico a la velocidad y el mantenimiento de los equipos, para proponer diversas mejoras e implementarlas para lograr un incremento en la productividad, así como desarrollar un mecanismo que facilite el posterior seguimiento; sin influir en la carga de trabajo de los supervisores. Planteamiento del problema La situación que se busca resolver con este proyecto de pasantía es la disminución en la productividad de la línea 2 de envasado, observada por la Gerencia de envasado al analizar el registro del indicador en el sistema SAP, dedicando el tiempo adecuado para estudiar el funcionamiento actual, evaluar las propuestas de mejoras e implementarlas. Objetivo general Aumentar la productividad de la línea 2 de envasado de cerveza y malta de la Planta Los Cortijos de Cervecería Polar C.A. Objetivos específicos 1. Conocer el proceso de envasado. 2. Estudiar la capacidad instalada de los equipos. 3. Determinar las causas de parada en la línea de envasado. 4. Evaluar la velocidad actual de trabajo de los equipos. 5. Evaluar e implementar mejoras en el funcionamiento y en la velocidad de los equipos. CAPÍTULO 1 DESCRIPCIÓN DE LA EMPRESA En este capítulo se presenta una descripción de la empresa obtenida de la página web oficial de Empresas Polar. (Empresas Polar, 1996) Cervecería Polar C.A. es el negocio de Empresas Polar encargado de producir y distribuir cerveza, malta y otras bebidas naturales a base de cebada malteada y vino. Finaliza las etapas del proceso productivo con la entrega del producto final en casi 160 mil puntos de venta en toda Venezuela. Actualmente, Cervecería Polar C.A. cuenta con cuatro plantas de cerveza y malta ubicadas en Caracas, San Joaquín, Maracaibo y Barcelona con una capacidad instalada de 200 millones de litros mensuales y, usando una red de distribución, conformada por 1.700 franquiciados, 350 rutas y 85 agencias, coloca a la disposición de los consumidores de todo el país sus productos. Tiene como estrategia incrementar la participación de mercado en el negocio de cerveza y potenciar el tamaño del mercado de la malta y derivados del vino para maximizar el valor de la compañía a largo plazo, para lograr mayor alcance en la distribución, ofreciendo un portafolio de productos y marcas que maximicen la rentabilidad, promoviendo el consumo responsable. 1.1.Reseña histórica Cervecería Polar C.A. inicia sus actividades en la parroquia Antímano de Caracas, con 50 trabajadores y una capacidad instalada de 30 mil litros mensuales de cerveza, en el año 1941 en manos de sus fundadores Don Lorenzo Mendoza Fleury, Rafael E. Luján y Karl Eggers. En 1950 se instala en Barcelona, Estado Anzoátegui, la Cervecería Oriente C.A. con 57 trabajadores y una capacidad instalada de 500 mil litros mensuales para surtir la demanda del mercado oriental del país. 4 La primera cocción de la Malta Polar, que luego se convirtió en el producto Maltín Polar, se realiza en 1951. En 1951 también inicia operaciones la tercera planta de la Cervecería Polar en los Cortijos, Caracas, con 140 trabajadores y una capacidad instalada de 500 mil litros al mes que, junto con la Planta de Antímano (activa hasta 1978), cubría escasamente la demanda del Centro y Occidente del país. Por ello, en 1960 empieza actividades Cervecería Modelo C.A. en Maracaibo, Estado Zulia, con 115 trabajadores y una capacidad instalada de 4 millones de litros mensuales para abastecer la región occidental y andina del país. Para cubrir con la creciente demanda de los productos de Cervecería Polar, nace en 1978 Cervecería del Centro C.A. ubicada en San Joaquín, Estado Carabobo con una capacidad instalada de 12 millones de litros al mes. A lo largo de su trayectoria, Cervecería Polar ha representado un apoyo para las comunidades generando empleos y trabajando para cumplir con las necesidades del exigente mercado venezolano. 1.2.Estructura organizacional Cervecería Polar C.A. cuenta con una organización orientada al producto, contando con una distribución enfocada a producciones de alto volumen y baja variedad. (Heizer & Render, Dirección de la producción: decisiones estratégicas, 2001). La empresa cuenta con una dirección general para supervisar, a nivel nacional, sus operaciones. El proyecto de pasantía se realizó en la Dirección de Manufactura la cual está conformada por gerentes de los cuatro centros de producción: Los Cortijos, San Joaquín, Modelo y Oriente, cada una con sus respectivas gerencias de Elaboración, Envasado, Servicios Industriales y Materiales. La estructura organizativa se muestra en la Figura 1.1. 5 Dirección General Negocio Cerveza y Malta Director Cerveza y Derivados Vinos Director Administración y Servicios Compartidos Director Malta Director Técnico Planta Los Cortijos Gerencia de Elaboración Gerencia de Envasado Director de Manufactura Planta San Joaquin Gerencia de Servicios Industriales Director Ventas y Distribución Planta Modelo Director Abastecimiento y Logística Planta Oriente Gerencia de Materiales Figura 1.1: Estructura Organizativa Cervecería Polar C.A. Este proyecto fue realizado en la Gerencia de Envasado de la Planta Los Cortijos, cuya estructura organizativa se muestra en la Figura 1.2. La Superintendencia de Operaciones, quien efectuó la supervisión directa, es la encargada de planificar la producción semanal, supervisar el correcto funcionamiento de las líneas de producción dentro de la Planta y llevar un registro de los indicadores de gestión proporcionados por el sistema de información SAP. 1.3.Principales procesos en la Planta Los Cortijos Dentro de la Planta Los Cortijos de Cervecería Polar se elaboran y envasan en diversas presentaciones las cervezas Ice, Pilsen, Solera, Solera Light y la malta Maltín. 1.3.1. Proceso de elaboración de cerveza y malta Los esquemas del proceso de elaboración de la cerveza y de la malta se puede observar en las Figuras 1.3 y 1.4, respectivamente. Ambos procesos se diferencian en que para la elaboración de malta, en lugar de agregar levadura y aire estéril en la etapa de maduración, se añade azúcar caramelizada sin llevarse a cabo el proceso de fermentación. 6 Gerente de Envasado. Asistente Corporativo. Superintendente de Mantenimiento Eléctrico y Mecánico. Líderes de Mantenimiento. Analistas de Mantenimiento Eléctrico y Mecánico. Superintendente de Operaciones. Líderes de Operación. Analistas de Operación. Supervisores. Mecánicos, Electricistas y Contratistas. Operadores. Figura 1.2: Estructura organizativa de la Gerencia de Envasado. En el Apéndice A se encuentra una explicación general del proceso de elaboración. 1.3.2. Proceso de envasado de la cerveza y malta en botellas retornables y no retornables En la Planta Los Cortijos se envasan la cerveza y la malta en botellas retornables y no retornables de diversos tamaños, en barriles y en latas. Sin embargo, en la línea 2 donde fue realizado este proyecto, sólo se envasa la cerveza de marca Ice y la malta de marca Maltín en botellas retornables de 222 mililitros. Durante el desarrollo de este proyecto (en el mes de octubre), la Gerencia de Envasado tomó la decisión de envasar en esta línea únicamente la cerveza Ice, por un aumento en las botellas de malta caídas durante el proceso de pasteurización. 7 Figura 1.3: Proceso de elaboración de la cerveza. Rotapool Figura 1.4: Proceso de elaboración de la malta. 8 Un esquema de ese proceso de envasado se puede observar en la Figura 1.5, donde en color amarillo se indica el recorrido de las botellas y en color rojo se indica el de las gaveras vacías. Figura 1.5: Proceso de envasado. El proceso de envasado en la línea 2 se compone de las siguientes etapas: 1.3.2.1.Recepción de botellas vacías Las gandolas son recibidas en el almacén de la Planta Los Cortijos ubicado en La California. Dentro de ellas, las gaveras llenas con botellas vacías están colocadas encima de paletas de madera. Cada gavera contiene 36 botellas y, en cada paleta, se pueden cargar 72 gaveras, es decir, 2592 botellas. 9 Mediante montacargas, las paletas son movidas al espacio destinado para su almacenamiento y luego a la vía de entrada de las máquinas despaletizadoras. En la Figura 1.6 se muestra una imagen satelital con la ubicación del almacén y la Planta Los Cortijos. Figura 1.6: Ubicación del almacén y la Planta Los Cortijos. (Google, 2010) 1.3.2.2.Despaletizado Las paletas son colocadas en la vía de entrada de las despaletizadoras. Las gaveras son incorporadas, en grupos de tres, a una banda transportadora que llega hasta la línea 2, mientras que las paletas son apiladas para ser reutilizadas. En la Figura 1.7 se observa un esquema del proceso de despaletizado. Para el suministro de gaveras a la línea 2, se usan dos despaletizadoras. 10 Figura 1.7: Proceso de despaletizado. (Cervecería Polar, 2006) 1.3.2.3.Desembalaje La banda transportadora de gaveras con botellas vacías se divide en dos, para proveer suministros a los dos desembaladores de la línea 2. Los desembaladores están compuestos de brazos mecánicos, denominados cabezales, que cuentan con 36 dispositivos de succión cada uno, denominados operacionalmente chupones, los cuales mediante presión sacan las botellas de las gaveras y las colocan en la vía de entrada de la lavadora. Las gaveras siguen hacia una vía transportadora lateral en donde son lavadas y transportadas hasta los embaladores. La vía de gaveras conecta los desembaladores con los embaladores, por esto las velocidades de ambas estaciones deben ser similares. En la Figura 1.8 se puede observar un esquema del proceso de desembalado y, en la Figura 1.9, una imagen de los desembaladores de la línea 2. 11 Figura 1.8: Proceso de desembalado. (Cervecería Polar, 2006) Figura 1.9: Embaladores de la línea 2. 1.3.2.4.Lavado La lavadora está compuesta de bolsillos, los cuales son bases colocadas en hileras donde encajan exactamente las botellas para ser movilizadas. Cuando una hilera de bolsillos, denominada cesta, recoge un grupo de botellas de la banda transportadora se da, en términos operativos, un golpe de la lavadora. 12 Dentro de los bolsillos las botellas son lavadas por inmersión y por inyección en diez tanques, a través de los cuales la concentración y la temperatura de la soda cáustica varían, para garantizar la limpieza óptima. El lavado por inmersión consiste en sumergir las botellas en soda cáustica caliente, en el caso de los primeros tres tanques de la lavadora, y en agua suave, en el caso de los últimos cuatro tanques. El lavado por inyección consiste en inyectar un chorro intermitente de soda cáustica y ocurre en el cuarto, quinta y sexto tanque. El proceso dura aproximadamente media hora y al culminar las botellas son colocadas en la vía de entrada de los inspectores de envases vacíos. En la Figura 1.10 se puede observar un esquema del proceso de lavado y, en la Figura 1.11, una imagen de la lavadora de la línea 2. Figura 1.10: Proceso de lavado. (Cervecería Polar, 2006) 13 Figura 1.11: Lavadora de la línea 2. 1.3.2.5.Inspección de envases vacíos La banda transportadora de botella se divide en dos a la salida de la lavadora. Cada rama tiene un inspector automatizado para asegurar que a la llenadora no entren botellas rotas, sucias, con mal pirograbado o de una marca diferente a la que se está llenando. El inspector revisa la botella visualmente y la compara con las especificaciones deseadas. Luego empuja, mediante un soplador, hacia una bandeja de rechazo las botellas que no las cumplen. Allí un operador, de acuerdo a la razón de rechazo, toma las acciones correspondientes. Las botellas rotas y con mal pirograbado son movilizadas en carritos a tolvas de vidrio para su posterior reciclaje, las sucias y de marcas diferentes (denominadas botellas extrañas) son guardadas en gaveras. Las botellas sucias son enviadas al almacén ubicado en La California y las de la competencia son devueltas a la empresa de la cual provienen. En la Figura 1.12 se puede observar un esquema del proceso de inspección de botellas vacías y, en la Figura 1.13, una imagen de uno de los inspectores de la línea 2. 14 Figura 1.12: Proceso de inspección de envases vacíos. (Cervecería Polar, 2006) Figura 1.13: Inspector de envases vacíos. 1.3.2.6.Llenado y tapado La llenadora es una máquina giratoria que contiene diversas válvulas de llenado, las cuales inyectan el producto a ser envasado en las botellas. Inmediatamente después, pasan a la tapadora donde son cerradas herméticamente. 15 La línea 2 cuenta con dos llenadoras y tapadoras. Cada llenadora tiene una pantalla digital para el control de su funcionamiento, en la cual también se muestra la temperatura de los tanques del pasteurizador. En la Figura 1.14 se puede observar un esquema del proceso de llenado y tapado, en la Figura 1.15, una imagen de las llenadoras y, en la Figura 1.16, una imagen de una de las tapadoras. Figura 1.14: Proceso de llenado y tapado. (Cervecería Polar, 2006) Figura 1.15: Llenadoras de la línea 2. 16 Figura 1.16: Tapadora de la línea 2. 1.3.2.7.Inspección de envases llenos Una vez tapadas, las botellas pasan a través de un punto de inspección para chequear si el nivel del llenado y el tapado de los envases cumplen con las especificaciones deseadas. Aquellas que no las cumplan, son movidas automáticamente a la bandeja de rechazo para ser vaciadas y almacenadas en gaveras, para su posterior envío al almacén de la Planta Los Cortijos. En la Figura 1.17 se puede observar un esquema del proceso de inspección de botellas llenas. 17 Figura 1.17: Proceso de inspección de envases llenos. (Cervecería Polar, 2006) 1.3.2.8.Pasteurización En este proceso, las botellas son rociadas con agua a diversas temperaturas para pasteurizar el producto que ha sido envasado. La pasteurización es un proceso de conservación que inhibe el crecimiento de microorganismos en el producto, y consiste en un calentamiento y enfriamiento gradual a temperaturas y tiempo controlado del producto, definiendo sus Unidades de Pasteurización (UP). Las UP son una medida que define los límites de aceptación o rechazo de un lote, siendo el rango óptimo de UP de la cerveza de 8 a 14 UP. El pasteurizador tiene dos pisos y contiene tanques de agua que son calentados con vapor proveniente del proceso de elaboración del producto. En la Figura 1.18 se puede observar un esquema genérico del proceso de pasteurizado y, en la Figura 1.19, una imagen del pasteurizador de la línea 2. 18 Figura 1.18: Proceso de pasteurización. (Cervecería Polar, 2006) Figura 1.19: Pasteurizador de la línea 2. 19 1.3.2.9.Embalaje Las bandas transportadoras de botellas a la salida de los pisos del pasteurizador se unen, antes de una mesa de acumulación. Esta mesa es llenada y vaciada de acuerdo a la velocidad de los embaladores, y permite que, si hay una parada en el funcionamiento de los embaladores, el producto envasado no permanezca más tiempo del deseado dentro del pasteurizador. Una imagen de esta mesa de acumulación se puede observar en la Figura 1.20. Figura 1.20: Mesa de acumulación de la línea 2. Luego de la mesa de la acumulación, la banda transportadora se divide nuevamente en dos ramas para proporcionar el suministro de los dos embaladores de la línea 2. Los embaladores están compuestos, al igual que los desembaladores, de brazos mecánicos, que cuentan con 36 chupones cada uno, pero realizan el proceso inverso. Es decir, los embaladores toman las botellas de la banda transportadora en grupos de 36 botellas, y los colocan dentro de las gaveras, provenientes de la vía lateral de gaveras. En la Figura 1.21 se puede observar un esquema del proceso de embalado y, en la Figura 1.22, una imagen de un embalador de la línea 2. 20 Figura 1.21: Proceso de embalado. (Cervecería Polar, 2006) Figura 1.22: Embalador de la línea 2. 1.3.2.10. Paletizado Las gaveras con botellas llenas son enviadas al almacén ubicado en La California en bandas transportadoras hasta las dos paletizadoras de la línea. Este proceso consiste en ordenar las gaveras en las paletas. Para esto las gaveras son movilizadas hasta una bandeja, automáticamente. Cuando las bandejas tienen nueve gaveras, son colocadas en las paletas, las cuales una vez completadas, son movidas mediante un montacargas 21 hasta la zona del almacén destinada para su almacenamiento. Allí estarán a espera de los resultados de las pruebas de calidad del producto para su despacho. En la Figura 1.23 se puede observar un esquema del proceso de paletizado. Figura 1.23: Proceso de paletizado. (Cervecería Polar, 2006) 1.4.Características resaltantes de la línea 2 de la Planta Los Cortijos La línea 2 de la Planta Los Cortijos es una línea de ensamble o cadena de montaje que consiste en una banda transportadora, que pasa por una seria de estaciones de trabajo en un intervalo de tiempo. En cada estación de trabajo se lleva a cabo labores para el envasado del producto. El trabajo total que se desempeña en cada estación de trabajo es igual a la suma de las tareas asignadas a esa estación. (Chase, Jacobs, & Aquilano, 2005). Éste es un tipo de organización orientado al producto, puesto que se realiza un proceso de producción repetitivo, continúo, de grandes volúmenes y baja variedad. (Heizer & Render, 2001) 22 Los equipos de la Planta Los Cortijos son identificados con tres números: el primero representa la línea a la cual pertenecen, el segundo el centro de producción y el tercero la manga. El centro de producción Los Cortijos es definido como 0. Aquellos equipos ubicados en el lado izquierdo de la línea corresponden a la marga 1, y los del lado derecho a la manga 2. En la Figura 1.24 se puede observar un plano con la distribución de la línea 2 de la Planta Los Cortijos y la identificación de los equipos. La velocidad de las bandas transportadoras y de los equipos puede ser ajustada desde el tablero central de control eléctrico, con la autorización de los supervisores de la línea. Los cambios son realizados bajo un esquema “punto a punto” en el cual ésta se aumenta o disminuye sin conocimiento de la velocidad final, puesto que el tablero no cuenta con pantallas digitales. Sin embargo, los operadores pueden, presionando un botón claramente identificado, detener a las bandas transportadoras y a los equipos, de presentarse alguna situación irregular. 23 Figura 1.24: Layout de la línea 2. CAPÍTULO 2 MARCO TEÓRICO A continuación se presentan las teorías y conceptos que se utilizaron como base para la realización de este proyecto. 2.1. Metodologías para la mejora de procesos En la mejora de los procesos, un enfoque sistemático permite obtener óptimos resultados en la solución de problemas. Es por esto que, a lo largo de los años, se han desarrollado diversas metodologías para estandarizar los procesos de mejora, buscando la mejora continua en las empresas. Dos metodologías de mejora continua son: la metodología DMAIC y el ciclo Deming. 2.1.1. Metodología DMAIC Es un ciclo que representa la manera sistemática, orientada a proyectos, usada para resolver problemas dentro de la filosofía Seis Sigma. Ésta consiste en “reducir la variación en los procesos” (Chase, Jacobs, & Aquilano, 2005) que conducen a los defectos en los productos y procesos. La metodología está compuesta por las siguientes etapas: (Evans & Lindsay, 2002) - Definir: consiste en describir el problema con claridad y de una manera más específica. - Medir: busca precisar e implementar los procedimientos para recopilar los datos adecuados. - Analizar: se concentra en encontrar, usando los datos recopilados, las causas de origen, definidas como: “la condición que permite o provoca que ocurra un defecto y que, una vez corregida de manera adecuada, evita la recurrencia del defecto de manera permanente en el mismo producto o servicio, o en los subsecuentes, que genera el proceso”. (Evans & Lindsay, 2002) 25 - Mejorar: radica en la recopilación de ideas para solucionar las causas de origen, evaluarlas y seleccionar e implementar las que proporcionen un impacto positivo y representen los rangos máximos aceptables para las variables en estudio. - Controlar: se enfoca en la conservación en el tiempo de las mejoras implementadas estableciendo, por ejemplo, nuevas normas y procedimientos y programas de capacitación del personal. En la Figura 2.1 está esquematizado la metodología DMAIC. Definir Controlar Mejorar Medir Analizar Figura 2.1: Metodología DMAIC. 2.1.2. Ciclo Deming Es una metodología promovida por W. Edwards Deming, también conocida como ciclo PDCA por sus siglas en inglés, que representa la base de la mejora continua y consiste en cuatro etapas: (Evans & Lindsay, 2002) - Planear: radica en el estudio de la situación actual, la descripción del proceso, el entendimiento de los clientes, la recopilación de los datos, la identificación de los problemas, las pruebas de las teorías sobre las causas y el desarrollo de soluciones y planes de acción. 26 - Hacer: consiste en la implementación de un plan de acción, a manera de prueba, para evaluar la solución propuesta y obtener datos objetivos. - Estudiar: realiza la evaluación de la efectividad del plan tentativo mediante la evaluación de los resultados obtenidos, para luego registrar el aprendizaje logrado y establecer si se deben tomar aspectos o planes de acción diferentes. - Actuar: busca estandarizar las mejoras, implementando el plan de acción como una “mejor práctica actual”. Un esquema de esta metodología se puede observar en la Figura 2.2. Planear Actuar Hacer Estudiar Figura 2.2: Ciclo Deming. 2.1.3. Herramientas analíticas usadas en la mejora de procesos Son herramientas sencillas diseñadas para el control de la calidad, que pueden ser usadas por los trabajadores de cualquier nivel con facilidad. (Evans & Lindsay, Administración y control de calidad, 2002) Dos herramientas usadas frecuentemente son: el diagrama de Pareto y el diagrama causa-efecto, también llamado diagrama Ishikawa. 2.1.3.1. Diagrama de Pareto: “es un histograma de los datos ordenados de la frecuencia mayor a la menor”. (Evans & Lindsay, Administración y control de calidad, 2002) Este tipo de diagrama se basa en la observación de que un gran porcentaje de los problemas se deben a un pequeño 27 porcentaje de las causas. Para crearlo se organizan los problemas de acuerdo a la frecuencia con que suceden, así se observa, aquellos que representan mayores pérdidas. 2.1.3.2. Diagrama de Ishikawa: es un método gráfico que permite mostrar las relaciones entre el problema estudiado y las causas más probables. Permite evaluar la problemática como una cadena de causas y efectos. La elaboración se realiza colocando en el tronco principal el problema, cada ramificación del mismo representa una causa potencial y, a su vez, las ramificaciones de las causas potenciales, muestran una posible fuente de error. (Evans & Lindsay, Administración y control de calidad, 2002) 2.2. Teoría de las restricciones Es un método constituido por cinco pasos, que se puede aplicar a muchos campos de negocios para resolver problemas. La base del método es que la producción sea sincronizada, es decir, que el proceso integral de producción trabaje en forma coordinada haciendo hincapié en el desempeño de todo el sistema y no de medidas localizadas. Algunos conceptos importantes a tener en cuenta para comprender la teoría se explican a continuación. 2.2.1. Balanceo de las líneas de envasado Balancear una línea implica definir la manera de asignar la totalidad de las tareas a una serie de estaciones de trabajo, para que no tenga más trabajo del que pueda realizar en su tiempo de ciclo (tiempo máximo durante el cual el producto es procesado en la estación de trabajo) y se minimice el tiempo de inactividad. La teoría de restricciones explica que balancear las líneas buscando reducir al mínimo los desequilibrios entre las estaciones de trabajo, es decir, igualando sus capacidades, “sólo sería posible si los tiempos de producción de todas las estaciones fueran constantes”. (Chase, Jacobs, & Aquilano, 2005) Esto se debe a que las etapas del proceso son hechos dependientes en una línea de envasado, donde la capacidad para comenzar las tareas de una estación de trabajo depende de la culminación de tareas de la anterior. Ocasionando que, si las estaciones corriente arriba de la línea cuentan con mayores tiempos de producción, corriente abajo se producen tiempos de 28 inactividad; y, en el caso contrario, aumentan los inventarios entre las estaciones. El efecto de esta variación se acumula y los tiempos perdidos no son recuperables. Basados en esta teoría, el balanceo de las líneas se realiza equilibrando el flujo del producto a lo largo del proceso, para disminuir la inactividad de las estaciones. 2.2.2. Cuellos de botella Son aquellos recursos cuya capacidad efectiva es la más baja entre todas las de la línea y que, por esta razón, “limita la salida de productos del sistema” (Krajewski & Ritzman, 2000). De hecho, el proceso sólo podrá ser realizado a una velocidad igual a la más lenta de sus operaciones. Por esta razón, los cuellos de botella definen un punto de control del sistema, llamado tambor (Chase, Jacobs, & Aquilano, 2005), que marca el ritmo que seguirán el resto de las estaciones de trabajo en el proceso de envasado. Este punto de control busca asegurar que no se cree un inventario excesivo. El tiempo ahorrado en este tipo de recursos, es tiempo agregado a todo el sistema. Por esto, se debe garantizar que tengan ante sí una cantidad considerable de trabajo asegurando que estén siempre activos. El inventario frente a una operación que forma un cuello de botella es denominado colchón de tiempo (Chase, Jacobs, & Aquilano, 2005) y su tamaño se fija estudiando el desempeño de las operaciones. Los cuellos de botella se identifican evaluando la capacidad instalada con la capacidad actual de producción y por medio del análisis del sistema de operación. En la producción sincronizada definida en la teoría de las restricciones, sólo en los cuellos de botella no habrá exceso de capacidad. Aquellos procesos que no cuenten con un cuello de botella tienen exceso de capacidad y, según la teoría de restricciones, deben ser modificados para crearlos. (Chase, Jacobs, & Aquilano, 2005) 2.2.3. Balanceo en V Consiste en equilibrar el flujo del producto de un sistema, teniendo en cuenta la teoría de las restricciones. En este tipo de balanceo, se encuentra el cuello de botella del proceso y se diseña el resto del proceso de tal manera que, antes del cuello de botella, exista un colchón de tiempo, que permita que éste no tenga tiempos de inactividad, asegurando que no se cree un inventario 29 excesivo. También se programa que, después del cuello de botella, la capacidad sea mayor para no frenar su funcionamiento. (Chase, Jacobs, & Aquilano, 2005) La Planta Los Cortijos usa este tipo de balanceo para sus líneas de envasado, a manera de mantener en continuo funcionamiento las estaciones de trabajo, aunque cuentan con diferentes capacidades de procesamiento. Con el fin de equilibrar el flujo del producto se programa la velocidad de los equipos de manera que, en cada uno de ellos ubicado antes del cuello de botella ésta sea mayor que en el siguiente, y en el caso contrario, sea menor que el próximo. En la Figura 2.3 se muestra un ejemplo del gráfico de las velocidades de los equipos de la línea de envasado, donde se puede observar que el vértice de la V dibujada por éstas, constituye el cuello de botella que marca el ritmo del proceso. Figura 2.3: Balanceo en V. 2.3. Productividad Es una medida relativa de desempeño que se puede evaluar a lo largo del tiempo dentro de una misma operación, para comparar su progresión en los diversos períodos estudiados. Permite evaluar la utilización de los recursos o factores de producción de una empresa. Se define como la “razón de la producción a los insumos”. (Evans & Lindsay, 2002) En la práctica, las empresas, dado que buscan evaluar si hay mejoras en sus procesos particulares, calculan de diferentes maneras las medidas de desempeño. (Chase, Jacobs, & 30 Aquilano, 2005) Esto explica que, en Cervecería Polar C.A., el indicador usado para evaluar el funcionamiento de las líneas de envasado y como criterio de remuneración variable para los empleados de la Planta es llamado productividad (%Prod), y es definido como: “una medida del uso de los recursos de producción mientras se está envasado. Se calcula como el cociente de la cantidad producida, entre el producto de la velocidad limitante (Vlim) por el tiempo operativo real (Top.real)”. (Cervecería Polar C.A., 2009) Donde la velocidad limitante es la velocidad nominal del equipo más lento de la línea (que representa el cuello de botella) y el tiempo operativo real es el tiempo en que se envasa una cantidad de botellas definida por la orden de proceso. 2.4. Herramientas informáticas A continuación se presentan dos herramientas informáticas usadas para facilitar el proceso de recolección y análisis de datos. 2.4.1. SAP (Sistemas, aplicaciones y productos) Es un software de gestión para la planeación de recursos de la empresa, comprendido por diversos módulos que proveen soporte a diversos departamentos de una compañía. Las aplicaciones del sistema están completamente integradas, formando una red en torno a la base de datos y permitiendo el acceso independiente a la misma. (Chase, Jacobs, & Aquilano, 2005) El objetivo principal del sistema es tener mayor visibilidad de los procesos de las empresas a tiempo real, permitiendo optimizar las operaciones y el uso de los recursos al implementar las mejores prácticas en toda la cadena de valor. (SAP) Un sistema de información de este estilo es importante porque permite tener una fuente de información central a la cual todos los empleados tienen acceso, logrando que las personas facultadas tomen decisiones oportunas y emprendan acciones para servir mejor a los clientes. (Evans & Lindsay, 2002) 2.4.2. Visual basic para aplicaciones Es un lenguaje de secuencia de comando para aplicaciones de Microsoft Office como Word, Excel y Powerpoint. Está basado en el lenguaje de programación BASIC (acrónimo de Beginners 31 All-purpose Symbolic Instruction Code, traducido al español: código de instrucciones simbólicas multipropósito para principiantes). (Walkenbach, 2010) Consiste en un editor de código, un depurador de errores y un constructor de interfaz gráfica. Usando el constructor se crea el diseño visual de la interfaz, con el editor se programan los procesos que serán realizados automáticamente y el depurador verifica que no hayan errores en el código desarrollado. Con esta herramienta se puede: automatizar acciones repetitivas, crear formularios personalizados, personalizar la interfaz, modificar las opciones e interactuar sobre los libros de Excel. (Amelot, 2007) CAPÍTULO 3 MARCO METODOLÓGICO La realización de este trabajo se basó en el ciclo Deming y la metodología DMAIC (Definir, Medir, Analizar, Mejorar y Controlar). El desarrollo de éste proyecto se realizó mediante el cumplimiento de las siguientes fases: Estudio de la situación actual, Recolección y análisis de los datos, Evaluación de las propuestas de mejoras y Seguimiento y control del balanceo de la línea. Un diagrama del marco metodológico a presentar lo podemos observar en la Figura 3.1. Fase I: Estudio de la situación actual Fase II: Recolección y análisis de datos Fase III: Evaluación de las propuestas de mejoras •Entrenamiento técnico básico sobre el funcionamiento de los equipos. •Levantamiento de información de los equipos •Estudios de los procesos de envasado en la Planta. •Pruebas de paradas en las llenadoras. •Velocidad de los equipos de envasado de la línea 2. •Productividad obtenida del sistema de información SAP. •Propuestas de balanceo de la Línea 2. •Propuestas operativas. Figura 3.1: Diagrama del marco metodológico. Fase IV: Seguimiento y control del balanceo de la línea •Desarrollo del programa para el seguimiento del balanceo de la Línea 2. 33 A continuación se presenta una explicación de cada una de las fases del trabajo, así como su relación con la metodología DMAIC y el ciclo Deming. 3.1. Fase I: Estudio de la situación actual En esta fase se busca comprender el funcionamiento esperado de cada uno de los equipos de la línea 2 de envasado y su integración. Esto se realizó mediante tres pasos: entrenamiento técnico básico sobre el funcionamiento de los equipos, levantamiento de información de los equipos y estudio de los procesos en la Planta. Esta fase equivale a la etapa de Definición de la metodología DMAIC puesto que se encarga de evaluar más detalladamente las circunstancias en las que se encuentra. El ciclo Deming, en su etapa de planeación, también se define como el estudio de la situación actual y la descripción del proceso. (Evans & Lindsay, 2002) 3.1.1. Entrenamiento técnico básico sobre el funcionamiento de los equipos El entrenamiento técnico básico sobre el funcionamiento de los equipos de la línea de envasado fue dictado por un experto en la Gerencia de la misma brindándonos el conocimiento necesario tanto teórico como práctico en la materia. 3.1.2. Levantamiento de información de los equipos El levantamiento de información de los equipos permitió obtener mediante la investigación de la documentación existente en la Gerencia de Envasado aquellos datos relevantes necesarios para el desarrollo del presente proyecto y consistió en tres etapas: información de los Manuales de especificación técnica, fórmulas estándares para el cálculo de las velocidades y síntesis de la información. 3.1.2.1. Información de los Manuales de especificación técnica Se recopilaron los Manuales de especificación técnica de cada equipo de la línea 2 de envasado. De los mismos se extrajeron los diagramas funcionales, cantidad de equipos instalados y velocidad nominal en botellas por minuto (bpm) la cual define la cantidad de botellas que son procesadas o movidas en un minuto. 34 3.1.2.2. Fórmulas estándares para el cálculo de las velocidades Se investigaron las fórmulas a usar para el cálculo de las velocidades operacionales de los equipos de la línea 2, así como aquellas características provenientes de los Manuales de especificación técnica necesarias para dicho cálculo. En dichas fórmulas, la unidad del tiempo de ciclo es el minuto. 3.1.2.3. Síntesis de la información Se agruparon los equipos en las siguientes estaciones de trabajo: desembalaje, lavado, llenado, pasteurizado y embalaje, como se puede observar en la Figura 3.2. Desembalaje •Desembalador 201 •Desembalador 202 Lavado Llenado •Lavadora •Llenadora 201 •Llenadora 202 Pasteurización •Pasteurizador Embalaje •Embalador 201 •Embalador 202 Figura 3.2: Estaciones de trabajo de la línea 2 Con la velocidad nominal de los equipos (Vnom), adquirida de los Manuales de especificación técnica, se calculó el colchón de tiempo (CT) de la estación usando la Ecuación 3.1. En la línea 2 la estación de llenado forma el cuello de botella del proceso de envasado, por lo cual, el colchón de tiempo es el porcentaje de holgura de cada estación de trabajo respecto a la estación de llenado. = ∗ − 100 Ecuación 3.1 Donde la velocidad nominal de la estación de trabajo será la suma de las velocidades nominales de los equipos de la estación. 35 Se archivó la información obtenida en las etapas anteriores en la Tabla 3.1, donde se especifica: a. Equipo: se nombra la máquina evaluada. b. Fórmula de la velocidad operacional: se escribe la ecuación a usar para el cálculo de la velocidad operacional en bpm. c. Características específicas: son las características del manual de especificación técnica necesarias para el cálculo de la velocidad operacional. d. Colchón de tiempo nominal: es la holgura de tiempo de la estación de trabajo a la cual corresponde el equipo, de acuerdo a la capacidad instalada de los equipos. El colchón de tiempo recomendado no podrá superar el nominal sin aumentar la capacidad del equipo. Tabla 3.1: Levantamiento de la información de los equipos. Equipo Fórmula de la velocidad operacional (bpm) Características Colchón de específicas tiempo nominal (%) Desembalador -Cantidad de cabezales. ∗ = -Cantidad de chupones. Lavadora de botellas -Cantidad de bolsillos. ∗ 62 16 = Llenadora -Cantidad de válvulas de = llenado. 0 -Cantidad de botellas por Pasteurizador = ∗ ℎ ∗ metro cuadrado. -Ancho del equipo. 20 -Desplazamiento. Embalador = ∗ -Cantidad de cabezales. -Cantidad de chupones. 62 36 37 3.1.3. Estudio de los procesos de envasado en la Planta El estudio de los procesos de envasado en la Planta consistió en observar el funcionamiento del mismo, conocer las estaciones de trabajo por separado y realizar entrevistas tipo diagnóstico no estructuradas a los operarios sobre las causas de las paradas de cada estación de trabajo. Con esta información se realizó un diagrama de Ishikawa (explicado en el Capítulo 2 titulado Marco teórico) para resumir éstas causas. 3.2. Fase II: Recolección y análisis de datos En la segunda fase del estudio se procedió a recolectar los datos necesarios para evaluar el funcionamiento de las llenadoras y el balanceo de la línea 2 de envasado. Esta fase se desarrolló en tres etapas: pruebas de paradas en las llenadoras, velocidad de los equipos de envasado de la línea 2 y productividad obtenida del sistema de información SAP. Las etapas de Medición y Análisis de la metodología DMAIC están contenidas en este apartado, puesto que permitirá reunir los datos adecuados y analizarlos para encontrar las causas de origen. A su vez el ciclo Deming, en su etapa de planeación, propone al igual que esta fase, la recopilación de datos, identificación de problemas y pruebas de las teorías sobre las causas. (Evans & Lindsay, 2002) 3.2.1. Pruebas de paradas en las llenadoras El estudio de las causas de las paradas en las llenadoras se realizó mediante pruebas que consistían en la medición de los tiempos y las causas de las mismas durante un período de tiempo de 120 minutos (7200 segundos). Para evaluar las diferencias durante el llenado de los dos productos envasados en la línea 2, se realizaron pruebas por separado para cada uno. Los tiempos fueron medidos a través de un cronómetro y la información recolectada se registró en el Reporte de paradas de las máquinas llenadoras, diseñado para este proyecto. Éste reporte se puede observar en la Figura 3.3. 38 Figura 3.3: Reporte de paradas de las máquinas llenadoras. A continuación se desglosa el contenido de cada campo de la planilla. a. Información general: 1. Fecha: día en la que se realizó la prueba. 2. Hora inicial y final: período durante el cual se realiza la prueba. 3. Llenadora: equipo en el cual se realizó la prueba: Llenadora 201 o Llenadora 202. 4. Producto: marca que se envasa en la línea durante la prueba (Ice o Maltín). A partir del mes de Noviembre el producto Maltín comenzó a ser envasado en otra línea de la Planta, por lo cual sólo se recopilaron los datos del mes de Octubre para dicho producto. b. Duración: tiempo en segundos desde que la llenadora se detiene hasta que recupera su velocidad operacional. c. Equipo causante: equipo o sector de la vía transportadora de la línea de envasado que fue la causa principal de la parada. d. Causa específica: razón exacta que ocasionó la parada. 39 Se realizó una prueba mensual en los meses de octubre, noviembre y diciembre, en los horarios comprendidos entre 8:30 am y 10:30 am, en el cual el funcionamiento de la línea era homogéneo y las paradas correspondían a causas comunes, según las observaciones previas. Los datos obtenidos a través de los Reportes de paradas de las máquinas llenadoras fueron analizados teniendo en cuenta dos aspectos: tiempo y clasificación de la parada. 3.2.1.1. Tiempo de parada Para cada prueba de parada realizada se sumaron los tiempos en los cuales no estaba operativa y se calculó el tiempo porcentual de paradas (tpp) definido como el porcentaje del tiempo total de las paradas (ttp) que representaban los tiempos de parada (tp) de cada causa específica. Para esto se usó la Ecuación 3.2. =∑ ( )∗ Ecuación 3.2 3.2.1.2. Clasificación de las paradas Se organizaron las paradas de acuerdo al equipo o sector de la vía transportadora causante de la misma. Para clasificar las causas de acuerdo a las propuestas de mejoras a realizar, se agruparon de la siguiente manera: a. Desbalance de la línea: corresponde a aquellas paradas en las cuales la llenadora no estaba operativa por falta del suministro mínimo de botellas necesario o porque no se contaba con el espacio mínimo requerido en la vía transportadora a la salida para operar. b. Desbalance en las bandas transportadoras: corresponde a aquellas paradas en las cuales la llenadora no estaba operativa porque en la vía había botellas caídas, como consecuencia del desbalance entre las velocidades de las vías. c. Fallas mecánicas: corresponde a aquellas paradas en las cuales la llenadora no estaba operativa porque algún componente de la llenadora no estaba funcionando correctamente por problemas mecánicos. 40 d. Fallas eléctricas: corresponde a aquellas paradas en las cuales la llenadora no estaba operativa porque algún componente de la llenadora no estaba funcionando correctamente por problemas eléctricos. e. Espera por operador: corresponde a aquellas paradas en las cuales la llenadora no estaba operativa por espera de alguna instrucción de un operador. Usando Diagramas de Pareto, se procedió a priorizar las causas de las paradas. 3.2.2. Velocidad de los equipos de envasado de la Línea 2 En esta etapa se procedió a tomar muestras de los tiempos de ciclo de cada equipo usando el Reporte de tiempos de ciclo diseñado para este proyecto, que se puede observar en la Figura 3.4. Figura 3.4: Reporte de tiempos de ciclo. Los tiempos de ciclo de cada equipo se midieron usando los siguientes procedimientos creados y estandarizados por la Gerencia de Envasado de Cervecería Polar: a. Para los desembaladores y los embaladores: se registra el tiempo que transcurre mientras un cabezal de referencia da una vuelta. 41 b. Para la lavadora: se registra el tiempo que transcurre mientras ésta toma 34 hileras de botellas de la banda transportadora. c. Para la llenadora: se registra el tiempo que transcurre mientras una válvula de llenado de referencia da una vuelta completa. d. Para el pasteurizador: se registra el tiempo que transcurre mientras las botellas hacen un desplazamiento de 0,125 metros en el pasteurizador. Se puede observar este desplazamiento en las placas ubicadas a los laterales del pasteurizador. Una vez obtenidos los tiempos de ciclo para cada equipo de la línea se calcula el promedio de los mismos. Usando las fórmulas para el Cálculo de la velocidad operacional de la Tabla 3.1 se calculó para la velocidad operacional de cada equipo. Al sumar las velocidades operacionales de los equipos de cada estación se obtiene la velocidad operacional de cada estación, con lo cual, se calculó el colchón de tiempo de cada estación en relación a la velocidad operacional de la estación de llenado. Para esto se usó la Ecuación 3.1, usando las velocidades operaciones, en lugar de las nominales. Para cada muestra se graficó en Microsoft Excel el colchón de tiempo de las estaciones en el eje de las abscisas y las estaciones en el eje de las ordenadas, observando el balanceo de la línea. Se tomó una muestra mensual en los meses de octubre, noviembre y diciembre. Cada gráfico obtenido se nombró Gráfico del balance de octubre, noviembre o diciembre según sea el caso. 3.2.3. Productividad obtenida del Sistema de Información SAP Con el Sistema de Información SAP, Cervecería Polar C.A. lleva un registro de diversos indicadores para tener un control del funcionamiento del Centro Los Cortijos. En este trabajo se hace énfasis en el indicador de la Productividad de la línea 2 calculado diariamente para cada orden de producción y accesible a través del comando ZPP_IND_PROD del Sistema SAP. Este comando le permite al usuario, luego de introducir el período a evaluar, conocer diversos indicadores de gestión, como por ejemplo: la productividad, el porcentaje de 42 utilización y el porcentaje de cumplimiento de la orden, así como imprimir un reporte de validación. Al inicio del proyecto se fijó una línea base para el indicador de productividad llamado productividad base (pb). El mismo consiste en un valor porcentual, tomado del Sistema de Información SAP y correspondiente a algún mes previo al inicio de las pruebas de paradas (en este caso se escogió el mes de agosto), que será comparado con las productividades de los meses estudiados, para evaluar el aumento o disminución del indicador. Los indicadores de productividad de la línea 2 de los meses posteriores a la línea base se mostrarán en términos de la diferencia en puntos porcentuales entre la productividad del día evaluado y la productividad base. Esta diferencia se llamará diferencia productividad (difprod) y se calcula a partir de la Ecuación 3.4. El signo de la variable diferencia productividad indica si hubo un incremento o una disminución en la misma en el período evaluado con respecto a la productividad base, siendo positivo si hay un incremento y negativo si hay una disminución. = (% − ) Ecuación 3.4 La diferencia productividad permitirá evaluar la efectividad de las propuestas de cada mes. 3.3. Fase III: Evaluación de las propuestas de mejoras Se realizaron dos tipos de propuestas de mejoras: propuestas de balanceo de la línea y propuestas operativas. Esta fase equivale a la etapa de Mejora de la metodología DMAIC en la cual se recopilan las posibles soluciones a las problemáticas encontradas, se evalúan y seleccionan las más promisorias, “incluyendo la confirmación de que la solución tendrá impacto positivo en las variables del proceso” (Evans & Lindsay, 2002). Las etapas Hacer y Estudio del ciclo Deming también se ajustan a las características de esta fase puesto que consisten en implementar planes a manera de prueba y determinan si funcionan correctamente mediante la evaluación de los resultados. 3.3.1. Propuestas de balanceo de la línea Mediante el uso de Gráficos de Balanceo de cada mes se realizó un seguimiento del mismo en la línea 2 en los meses de octubre, noviembre y diciembre. 43 Se buscó lograr un Balanceo en V (explicado en el Capítulo 2 titulado Marco teórico) en la línea 2 aumentando o disminuyendo las velocidades de los equipos de ésta. Estos cambios se realizaron de manera progresiva para disminuir el impacto en su funcionamiento. Para el Pasteurizador, los cambios de velocidad propuestos debían ser evaluados por la Gerencia de Envasado, puesto que, cualquier cambio en la velocidad del equipo implica un cambio acorde en la temperatura de los rociadores para mantener las Unidades de Pasteurización (UP) del producto. La evaluación de las propuestas de balanceo se realizó mediante la variable diferencia productividad definida en la fase de recolección y análisis de datos. En los casos en los que el balanceo propuesto ocasiona una diferencia productividad positiva se considera que la propuesta tuvo un impacto positivo en el funcionamiento de la línea y se prosigue en el mismo curso de acción. En cambio, de ser negativa, se considera que la propuesta tuvo un impacto negativo en el funcionamiento de la línea. 3.3.2. Propuestas operativas Fueron las propuestas de mejoras a los problemas observados al estudiar los procesos de envasado en la Planta en la primera fase y, en la segunda fase, los problemas causados por fallas mecánicas, fallas eléctricas y por espera de operador. Estas propuestas se evaluaron en base a los beneficios que cada una de estas aporta individualmente al funcionamiento de la línea 2 en términos de la disminución del tiempo porcentual de paradas. 3.4. Fase IV: Seguimiento y control del balanceo de la línea Esta fase consiste en el desarrollo, usando el complemento Visual Basic para Aplicaciones (VBA) de Microsoft Excel, de un programa mediante el cual, cualquier usuario, pueda hacer un seguimiento del balanceo de la línea 2. Esta fase equivale a la etapa Control de la metodología DMAIC puesto que constituye una herramienta para conservar las mejoras logradas en el balance de la línea. También equivale a la etapa Actuar del ciclo Deming, al permitir estandarizar el procedimiento de control del balance de la línea. 44 Para el uso del programa diseñado, el usuario debe tomar una muestra de los tiempos de ciclo de los equipos de envasado de la línea e introducir estos datos a medida que son solicitados por el programa. Los datos son solicitados en ocho UserForm (Cuadro de Diálogo), uno para cada equipo de la línea 2, que contienen una breve explicación del tiempo de ciclo del mismo, cinco campos para introducir tiempos de ciclo y tres botones (Continuar, Borrar y Salir), y permiten introducir fácilmente en el programa los datos necesarios para calcular las velocidades operacionales de los equipos, sin necesidad de preparación técnica para su uso. Los UserForm aparecen de forma sucesiva, siguiendo la secuencia mostrada en la Figura 3.5. Desembalador 201 Desembalador 202 Lavadora Llenadora 201 Llenadora 202 Pasteurizador Embalador 201 Embalador 202 Figura 3.5: Secuencia de los UserForm. El programa está dispuesto para guardar los datos de los tiempos de ciclo introducidos por el usuario y calcular la velocidad operacional de cada equipo usando las fórmulas de la Tabla 3.1. Luego, procede a sumar las velocidades de los equipos de una estación para obtener la velocidad de la estación de trabajo. 45 Al finalizar la secuencia de los UserForm se genera un Reporte en una Hoja de Excel, como el mostrado en la Figura 3.6, que contiene una tabla donde se mostrarán las velocidades de las estaciones de la línea 2 y un gráfico donde se compararán éstas con la Velocidad Objetivo de la misma, una vez introducidos los datos. Figura 3.6: Reporte del Programa Balance Línea 2. La Velocidad Objetivo es la velocidad de la línea 2 definida por la Gerencia de Envasado de Cervecería Polar que representa el balanceo esperado en ella, en el cual, el colchón de tiempo de las estaciones de trabajo son los expresados en la Tabla 3.2. La holgura de las estaciones de trabajo, respecto a la estación de llenado, representada en dicha tabla corresponde a especificaciones de diseño de la línea de envasado. 46 Tabla 3.2: Colchón de tiempo objetivo de las estaciones de trabajo. Estación Colchón de tiempo Desembalaje 30 Lavado 15 Llenado 0 Pasteurizado 15 Embalaje 30 CAPÍTULO 4 ESTUDIO DE LAS CAUSAS DE LAS PARADAS En este capítulo se explican los resultados obtenidos del estudio de los procesos de envasado en la línea 2, de las pruebas de paradas de las llenadoras y las causas de éstas en cada estación, siguiendo los procedimientos explicados en el Capítulo 3 titulado Marco metodológico. Se divide el estudio en este apartado en dos secciones: causas de las paradas en las estaciones de trabajo y causas de paradas en la estación de llenado. 4.1. Causas de las paradas en las estaciones de trabajo Las paradas en las estaciones de trabajo, al sobrepasar el colchón de tiempo estipulado para la estación de llenado definido como el cuello de botella, ocasionan una paralización en el funcionamiento de la línea 2. Por esta razón es importante conocer las razones que pueden detener el proceso de envasado. A continuación se muestran, usando un Diagrama de Ishikawa y una tabla, los motivos que ocasionan el cese del funcionamiento en cada estación del proceso y explicaciones de cada una de las causas encontradas. Las causas de las paradas se clasificaron, de acuerdo a su origen, en los siguientes grupos: operadores, materiales, máquinas y métodos operativos. En la Figura 4.1 está un diagrama de Ishikawa donde se muestran las diversas causas encontradas. Algunas de estas causas son comunes en las diversas estaciones de trabajo como: la instrucción del operador, las fallas eléctricas, las fallas mecánicas, la salida del equipo llena y la falta de suministro de producto en proceso. Las dos últimas son originadas por el método operativo porque se deben al mal balanceo de la línea de envasado, el cual no permite el flujo continuo del producto a través del proceso. 48 Figura 4.1: Diagrama de Ishikawa de paradas del funcionamiento de la línea 2. Todas las estaciones pueden detener sus tareas por falta de suministro pero, dado que realizan diferentes procesos, el producto faltante varía. En la Tabla 4.1 se muestran los suministros necesarios en cada estación de trabajo. Tabla 4.1: Suministros de cada estación de trabajo. Desembalaje Suministro -Gaveras Lavado -Soda cáustica Llenado -Tapas -Producto Pasteurización -Vapor de agua Embalaje -Gaveras Las paradas debidas a las bandejas de rechazo llenas ocurren sólo en las estaciones de llenado y de embalaje. La primera cuenta con bandejas de rechazo de botellas, mientras que, la segunda, también tiene una para gaveras. Para asegurar la continuidad en el proceso de envasado, se deben disminuir al mínimo las paradas debidas a estas causas, de manera que no afecten a la estación de llenado, que constituye 49 el cuello de botella de la línea, y utilizar la holgura de cada estación para la realización de ajustes a las máquinas. 4.2. Causas de paradas en la estación de llenado Las pruebas de parada realizadas en las llenadoras permitieron evaluar las diversas causas de las mismas en esta estación. Para la explicación posterior se divide la estación de llenado en los sectores mostrados en la Figura 4.2. Figura 4.2: Sectores en la estación de llenado. A continuación se explican las diversas causas de las paradas de la estación de llenado, divididas en los grupos: desbalance de la línea, desbalance en las bandas transportadoras, fallas mecánicas, fallas eléctricas y espera por operador. La definición de cada uno de estos grupos se encuentra en el Capítulo 3, en la sección 3.2 titulada Recolección y análisis de datos. 50 4.2.1. Desbalance de la línea 4.2.1.1. Falta de botella Cuando en el sector de la estación denominado vía antes del inspector de envases vacíos, marcado con el color anaranjado en la Figura 4.2, no tiene botellas ocurre automáticamente esta parada. El operador puede programar a la llenadora para que continúe operativa, a modo de vaciar las bandas transportadoras, en el caso que se estén deteniendo el proceso de envasado. 4.2.1.2. Salida llena Esta parada se observa cuando el sector denominada entrada del pasteurizador, marcado con el color marrón en el Figura 4.2, está atestado de botellas llenas. Cuando esto sucede, los controles automáticos disminuyen paulatinamente la velocidad de las llenadoras, hasta la paralización total del llenado. 4.2.2. Desbalance en las bandas transportadoras 4.2.2.1. Botella caída Sucede en los sectores de la estación de llenado donde el ancho de la banda transportadora sólo permite el paso de una botella por lo que, una botella caída, obstruye el paso de las demás. Las secciones con esta característica son: la vía antes del inspector de envases vacíos, los inspectores de envases vacíos, la vía después del inspector de envases vacíos y el inspector de envases llenos. La Figura 4.3 es un diagrama de flujo del proceso que deben seguir los operadores cuando ocurre este tipo de parada. 4.2.3. Falla mecánica 4.2.3.1. Botella atascada en la entrada de la llenadora Ocurre cuando alguna pieza de la llenadora ubicada a la entrada no está correctamente posicionada o está desgastada. Las botellas al entrar a la máquina, se quedan atoradas obstruyendo el paso de las siguientes. Los operadores, en este caso, retiran la botella atascada y si se repite el problema le indican al supervisor la situación. 51 ¿Se observan botellas caídas en la sección? No Buscar la causa de la parada Sí Dar la señal de parada manual Retirar las botellas rotas y enderezar las caídas ¿Quedan espacios vacíos entre las botellas? No Quitar la señal de parada manual Reiniciar el proceso de llenado Sí Colocar botellas limpias para llenar espacios Figura 4.3: Procedimiento a seguir en el caso de botellas caídas en la vía. 4.2.3.2. Tapa atascada En la tapadora, por un desgaste en la entrada al equipo, las tapas pueden doblarse y obstruir el paso. De darse esta situación los operadores, luego de chequear que no hay fallas en el suministro de tapas, abren la tapadora y retiran la obstrucción. Si se repite la situación, le indican al supervisor el problema observado. 52 4.2.4. Falla eléctrica 4.2.4.1. Señal errónea del sensor de la tapadora La tapadora tiene un sensor que da una señal cuando hay falta del suministro de tapas. Cuando éste da señales erróneas, el operador modifica su posición. Si el problema persiste, le notifica al supervisor. 4.2.4.2. Especificaciones erróneas de botellas en el inspector de envases vacíos Las especificaciones de las botellas están grabadas en los inspectores de envases vacíos. Cuando alguna de las especificaciones se desajusta, los electricistas asignados deben revisar la programación de los mismos para realizarlo. 4.2.5. Espera por operador 4.2.5.1. Limpieza de la llenadora Si la operación de llenado ha estado detenida por gran cantidad de períodos de tiempo, los operadores detienen el proceso de llenado, para adelantar la limpieza rutinaria. También se da esta señal si se han roto botellas dentro de la llenadora. 4.2.5.2. Bandeja de rechazo llena La estación de llenado tiene cuatro bandejas de rechazo, las cuales están señaladas en la Figura 4.2 con el color amarillo. El proceso que sigue el operador para liberar las bandejas de rechazo de los inspectores de envases vacíos se puede observar en la Figura 4.4. En la Figura 4.5 se muestra el proceso que sigue el operador para desocupar las bandejas de rechazo de los inspectores de envases llenos. 53 Figura 4.4: Vaciado de la bandeja de rechazo de los IEV. Figura 4.5: Vaciado de la bandeja de rechazo de los IEL. CAPÍTULO 5 RESULTADOS OBTENIDOS EN LAS PRUEBAS DE PARADAS A continuación se presenta el análisis de los resultados obtenidos de los reportes de paradas de las llenadoras, herramienta explicada en el Capítulo 3 titulado Marco teórico. También se desglosan por mes las propuestas operativas de mejoras realizadas, las cuales son consideradas efectivas si se observa una disminución del tiempo porcentual de paradas. La estación de llenado tiene dos máquinas llenadoras, las cuales funcionan de manera independiente entre sí. Por esta razón, se realizaron pruebas de paradas a cada llenadora durante los mismos períodos de tiempo. Este capítulo se divide en dos secciones, la primera dedicada a los resultados para la llenadora denominada 201 y la segunda a la 202. Para ambas llenadoras se realizaron cuatro pruebas de paradas. La primera en octubre durante el envasado de la malta Maltín, en las últimas tres se envasaba la cerveza Ice y se realizaron en octubre, noviembre y diciembre. 5.1. Llenadora 201 En la Tabla 5.1 se muestran los datos obtenidos durante las pruebas realizadas en esta llenadora, ordenadas de acuerdo a la causa de las paradas. En la tabla se resaltan en rosado los meses donde se logró una disminución en la duración de la parada, gracias a las propuestas de mejoras implementadas (explicadas en los apartados 5.1.1, 5.1.2 y 5.1.3 de este Capítulo). De acuerdo a los datos mostrados, durante el mes de noviembre se alcanzaron disminuciones en la duración de las paradas ocasionadas por el desbalance de la línea, las botellas caídas en la vía antes del inspector de envases vacíos, la señal errónea del sensor de la tapadora y la limpieza de la llenadora. Y, en el mes de diciembre, se eliminaron las ocasionadas por botellas caídas en el inspector de envases vacíos, tapas atascadas, señal errónea del sensor de la tapadora, especificaciones erróneas de botellas en el inspector de envases vacíos y la limpieza de la llenadora. 55 Tabla 5.1: Datos obtenidos en las pruebas de paradas. Duración de paradas (segundos) Octubre Clasificación Causa específica Marca Ice Marca Maltín Noviembre Diciembre Marca Ice Marca Ice Desbalance de Falta botella 589 1287 246 466 la línea Salida llena 132 60 0 240 745 268 147 279 141 241 216 1411 97 168 1181 0 Botella atascada 0 0 0 566 Tapa atascada 0 37 310 0 123 299 23 0 57 0 41 0 221 113 0 0 Botella caída en la Desbalance en las bandas transportadoras vía antes del IEV Botella caída en el IEV Botella caída en la vía después del IEV Falla mecánica Señal errónea del sensor de la Falla eléctrica tapadora Especificaciones erróneas de botellas en el IEV Espera por Limpieza de la operador llenadora La Figura 5.1 se muestra un gráfico con la duración de las paradas durante los meses evaluados, de acuerdo a la clasificación realizada. En general, la evaluación en los tres meses indica que las principales causas, en la manga 201 de la línea de envasado, son el desbalance de la línea y el desbalance en las bandas transportadoras. 56 En este gráfico también se observa una notable disminución, en el mes de noviembre, en la duración de las paradas originadas por el desbalance de la línea. En el Capítulo 6 se explican las propuestas balanceo de la línea que conllevaron esta mejora. Figura 5.1: Duración porcentual de las paradas en las pruebas realizadas en la llenadora 201. Dado que sólo durante octubre se envasó el producto Maltín en la línea, se realizó una única prueba con este producto. Las paradas causadas por el desbalance de la línea, las fallas mecánicas y eléctricas, según los datos del mes de octubre, son mayores durante el envasado de Maltín. A continuación se explica por mes, las propuestas operativas de mejoras basadas en los problemas encontrados. Esta evaluación es realizada para el envasado del producto Ice. 57 5.1.1. Mes de octubre En el diagrama de Pareto mostrado en la Figura 5.2 se observa la duración de los problemas encontrados en la llenadora 201. Se observa que, exceptuando las paradas ocasionadas por el desbalance de la línea, las de mayor duración son causadas por botellas caídas antes del inspector de envases vacíos, la falta de botella y la limpieza de la llenadora. Figura 5.2: Duración de las paradas durante el mes de octubre. En la Tabla 5.2 se muestran los porcentajes que cada parada representó del total del tiempo que la llenadora estuvo detenida, las propuestas operativas recomendadas e implementadas durante ese mes. Tabla 5.2: Propuestas operativas recomendadas e implementadas. Tiempo porcentual Causa específica de parada de paradas Propuesta operativa recomendada Propuesta operativa implementada (%) Botella caída en la vía antes del inspector de envases vacíos Limpieza de la llenadora Botella caída en el inspector de envases vacíos Señal errónea del sensor de la tapadora Botella caída en la vía después del inspector de envases vacíos Especificaciones de botellas erróneas en el inspector de envases vacíos 36 11 7 6 5 3 1.-Ajustar el ancho de las bandas. 2.-Sustituir tramos en mal estado. 3.-Rectificar los sensores de velocidad de la vía. 4.-Ajustar la velocidad de los tramos. 1.-Realizar limpiezas durante paradas ocasionadas por otros equipos. 1.-Ajustar la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 1.-Chequear la dirección del sensor. 2.-Comprobar el correcto funcionamiento. 1.-Ajustar la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 3.-Colocar una herramienta que facilite el acceso del operador a este sector. 1.-Revisar la programación del equipo. 1.-Ajuste del ancho de las bandas. 3.-Rectificación de los sensores de velocidad de la vía. 1.-Realización de limpiezas durante paradas ocasionadas por otros equipos. 2.-Rectificación de los sensores de velocidad de la vía. 1.-Chequeo de la dirección del sensor. Ninguna 1.-Revisión de la programación del equipo. 58 59 Es importante acotar que la herramienta recomendada para el sector de la banda transportadora ubicada después del inspector de envases vacíos, es un gancho similar al usado en otras estaciones de trabajo en la línea de envasado. En la Figura 5.3 se muestra las dimensiones de dicha herramienta. Esta recomendación se realizó porque la distancia desde el puesto de trabajo del operador hasta el sector mencionado es de 110 centímetros y, el alcance hacia delante del humano de pie, es de 78 centímetros según la Norma Din 33.402. (Instituto alemán de normalización, 1981) Figura 5.3: Dimensiones de la herramienta recomendada. Para comprobar la funcionalidad de la herramienta en el puesto, se utilizó una de menor tamaño usada en la estación de pasteurización. Los operadores, al probarla, expresaron la facilitación del trabajo de remoción de botellas en el sector solicitando que, para mayor comodidad, se diseñe de mayor longitud. 60 5.1.2. Mes de noviembre En el diagrama de Pareto mostrado en la Figura 5.4 se observa la duración de los problemas encontrados en la llenadora 201. Figura 5.4: Duración de las paradas durante el mes de noviembre. Al comparar las propuestas operativas de octubre con los resultados obtenidos en la prueba de parada de noviembre podemos observar que: - Gracias a las propuestas implementadas en octubre, de ajuste del ancho de las bandas y la rectificación de los sensores de velocidad de la vía, las botellas caídas en la vía antes del inspector de envases vacíos, dejó de ser la primera causa de paradas convirtiéndose en la quinta. - La limpieza en la llenadora, que representaba la tercera mayor duración en la prueba, dejó de ser una causa de detención en el equipo. - Las recomendaciones del mes de octubre para el sector de la vía ubicado después del inspector de envases vacíos no se implementaron. Por esa razón, las botellas caídas en 61 este sector constituyen, durante el mes de noviembre, la principal causa de paradas en la llenadora. En la Tabla 5.3 se muestran los porcentajes que cada parada representó del total del tiempo que la llenadora estuvo detenida, las propuestas operativas recomendadas e implementadas durante ese mes. Tabla 5.3: Propuestas operativas recomendadas e implementadas. Tiempo Causa específica de porcentual Propuesta operativa Propuesta operativa parada de paradas recomendada implementada 55 1.-Ajustar la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 3.-Colocar una herramienta que facilite el acceso del operador a este sector. 1.-Ajuste de la velocidad de los tramos. 2.-Rectificación de los sensores de velocidad de la vía. 14 1.-Revisar las paredes internas de la tapadora. 1.-Revisión de las paredes internas de la tapadora. 10 1.-Ajustar de la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. Ninguna 7 1.-Ajustar la velocidad de los tramos. 2.-Sustituir tramos en mal estado. Ninguna 2 1.-Ajustar la programación del 1.-Ajustes a la equipo. programación del equipo. 1 1.-Chequear la dirección del sensor. 2.-Comprobar el correcto funcionamiento. (%) Botella caída en la vía después del inspector de envases vacíos Tapa atascada Botella caída en el inspector de envases vacíos Botella caída en la vía antes del inspector de envases vacíos Especificaciones de botellas erróneas en el inspector de envases vacíos Señal errónea del sensor de la tapadora 1.-Chequeo de la dirección del sensor. 2.-Comprobar el correcto funcionamiento. 62 5.1.2. Mes de diciembre En el diagrama de Pareto mostrado en la Figura 5.5 se observa la duración de los problemas encontrados en la llenadora 201. Figura 5.5: Duración de las paradas durante el mes de diciembre. Al contrastar las propuestas operativas de noviembre con los resultados obtenidos en la prueba de paradas de diciembre podemos notar que: - En el mes de noviembre, las botellas caídas en la vía después del inspector de envases representaron la principal causa de detención en la llenadora. Las propuestas de ajustar la velocidad de los tramos y rectificar los sensores de la vía ocasiono que en diciembre no existan paradas por esta razón. - La realización, en noviembre, de la revisión de las paredes internas de la tapadora, el chequeo de la dirección y del correcto funcionamiento del sensor de la misma eliminaron, en diciembre, las paradas causadas por ese equipo. - El ajuste a la programación del inspector de envases vacíos suprimió las especificaciones erróneas de botellas. 63 - Este mes se mantienen las paradas debidas a botellas caídas antes y en el inspector de envases vacíos. Se puede observar que las recomendaciones para estos sectores plasmadas en la Tabla 5.3 no fueron implementadas. En la Tabla 5.4 se muestran los porcentajes que cada parada representó del total del tiempo que la llenadora estuvo detenida, las propuestas operativas recomendadas e implementadas durante ese mes. Tabla 5.4: Propuestas operativas recomendadas e implementadas. Tiempo Causa específica de parada porcentual de Propuesta operativa Propuesta operativa paradas recomendada implementada (%) Botella caída en el inspector de envases 48 vacíos Botella atascada 19 Botella caída en la vía antes del inspector de envases vacíos 9 1.-Ajustar de la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 1.-Revisar el desgaste de las piezas a la entrada de la llenadora. 2.-Ajustar la velocidad de la vía a la entrada. 1.-Ajustar la velocidad de los tramos. 2.-Sustituir tramos en mal estado. 1.-Ajustes en la velocidad de los tramos. 2.-Rectificación de los sensores de velocidad de la vía. 1.-Revisión del desgaste de las piezas a la entrada de la llenadora. 1.-Ajustes en la velocidad de los tramos. Durante los tres meses estudiados, se observa que la implementación de diversas propuestas operativas conlleva a disminuciones en la duración de las paradas. 64 5.2. Llenadora 202 En la Tabla 5.5 se muestran los datos obtenidos durante las pruebas realizadas en esta llenadora, ordenadas de acuerdo a la causa de las paradas. En la tabla se resaltan en rosado los meses donde se logró una disminución en la duración de la parada, gracias a las propuestas de mejoras implementadas (explicadas en los apartados 5.2.1, 5.2.2 y 5.2.3 de este Capítulo). De acuerdo a los datos mostrados, durante el mes de noviembre se alcanzaron disminuciones en la duración de las paradas ocasionadas por la falta de botella, las especificaciones erróneas de botellas en el inspector de envases vacíos y la limpieza de la llenadora. Y, en el mes de diciembre, se logró una disminución en las paradas causadas por falta de suministro de botellas y la eliminación de las originadas por botellas caídas en la vía antes y después del inspector de envases vacíos y la señal errónea del sensor de la tapadora. 65 Tabla 5.5: Datos obtenidos en las pruebas de paradas. Duración de paradas (segundos) Octubre Clasificación Causa específica Marca Ice Marca Maltín Noviembre Diciembre Marca Ice Marca Ice Desbalance de Falta botella 636 320 236 103 la línea Salida llena 194 368 611 548 0 0 163 0 43 290 230 78 36 30 258 0 60 354 49 83 118 480 217 0 282 196 0 0 87 147 0 0 0 0 0 20 Botella caída en la Desbalance en las bandas transportadoras vía antes del IEV Botella caída en el IEV Botella caída en la vía después del IEV Falla mecánica Tapa atascada Señal errónea del sensor de la Falla eléctrica tapadora Especificaciones erróneas de botellas en el IEV Limpieza de la Espera por llenadora operador Bandeja de rechazo llena La Figura 5.6 se muestra un gráfico con la duración de las paradas durante los meses evaluados, de acuerdo a la clasificación realizada. En general, la evaluación en los tres meses indica que las principales causas en la manga 202 de la línea de envasado son el desbalance de la línea y las fallas eléctricas. 66 Figura 5.6: Duración porcentual de las paradas en las pruebas realizadas en la llenadora 202. Dado que sólo durante octubre se envasó el producto Maltín en la línea, se realizó una única prueba con este producto. Las paradas causadas por el desbalance en las bandas transportadoras y las fallas mecánicas y eléctricas, según los datos del mes de octubre, son mayores durante el envasado de Maltín. A continuación se explica por mes, las propuestas operativas de mejoras basadas en los problemas encontrados. Esta evaluación es realizada para el envasado del producto Ice. 67 5.2.1. Mes de octubre En el diagrama de Pareto mostrado en la Figura 5.7 se observa la duración de los problemas encontrados en la llenadora 202. Las principales causas de paradas, exceptuando las debidas al desbalance de la línea, son las especificaciones erróneas de botellas en el inspector de envases vacíos, la señal errónea del sensor de la tapadora y la limpieza de la llenadora. Figura 5.7: Duración de las paradas durante el mes de octubre. En la Tabla 5.6 se muestran los porcentajes que cada parada representó del total del tiempo que la llenadora estuvo detenida, las propuestas operativas recomendadas e implementadas durante ese mes. Tabla 5.6: Propuestas operativas recomendadas e implementadas. Tiempo porcentual de Causa específica de parada paradas Propuesta operativa recomendada Propuesta operativa implementada (%) Especificaciones de botellas erróneas en el inspector de 19 envases vacíos Señal errónea del sensor de la tapadora 8 Limpieza de la llenadora 6 Tapa atascada 4 Botella caída en el inspector de envases vacíos 3 Botella caída en la vía después del inspector de envases vacíos 2 1.-Revisar la programación del equipo. 1.-Chequear la dirección del sensor. 2.-Comprobar el correcto funcionamiento. 1.-Realizar limpiezas durante paradas ocasionadas por otros equipos. 1.-Revisar las paredes internas de la tapadora. 1.-Ajustar la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 1.-Ajustar la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 3.-Colocar una herramienta que facilite el acceso del operador a este sector. 1.-Revisión de la programación del equipo. 1.-Chequeo de la dirección del sensor. 1.-Realización de limpiezas durante paradas ocasionadas por otros equipos. 1.-Revisión de las paredes internas de la tapadora. 2.-Rectificación de los sensores de velocidad de la vía. Ninguna 68 69 5.2.2. Mes de noviembre En el diagrama de Pareto mostrado en la Figura 5.8 se observa la duración de los problemas encontrados en la llenadora 202. Figura 5.8: Duración de las paradas durante el mes de noviembre. Al comparar las propuestas operativas de octubre con los resultados obtenidos en la prueba de paradas de noviembre podemos notar que: - La recomendación de revisar la programación del inspector de envases vacíos en octubre, ocasionó que las especificaciones erróneas de botellas, la cual fue la segunda razón de paradas en octubre, no lo sea en noviembre. - La propuesta de realizar la limpieza de la llenadora cuando el equipo esté inactivo debido a otras estaciones, suprimió la detención de la llenadora por esta razón. - A pesar que en octubre se rectificaron los sensores de velocidad del tramo de la vía en el inspector de envases vacíos, el no ajustar la velocidad de los tramos causó que las botellas caídas en este sector cuenten con la cuarta mayor duración de las paradas en noviembre. - Las botellas caídas en la vía después del inspector de envases vacíos se convirtió en la segunda razón de paradas en la llenadora. En la Tabla 5.6 se observa que las propuestas operativas para este sector no fueron implementadas. 70 En la Tabla 5.7 se muestran los porcentajes que cada parada representó del total del tiempo que la llenadora estuvo detenida, las propuestas operativas recomendadas e implementadas durante ese mes. Tabla 5.7: Propuestas operativas e implementadas. Tiempo Causa específica porcentual de Propuesta operativa Propuesta operativa de parada paradas recomendada implementada (%) Botella caída en la vía después del inspector de 15 1.-Ajustes en la velocidad 1.-Ajustar la velocidad de los de los tramos. tramos. 2.-Rectificación de los 2.-Rectificar los sensores de sensores de velocidad de la velocidad de la vía. vía. 13 1.-Ajustar la velocidad de los 2.-Rectificación de los tramos. sensores de velocidad de la 2.-Rectificar los sensores de vía. velocidad de la vía. 12 1.-Chequear la dirección del sensor. 2.-Comprobar el correcto funcionamiento. 9 1.-Ajustes en la velocidad 1.-Ajustar la velocidad de los de los tramos. tramos. 2.-Rectificación de los 2.-Rectificar los sensores de sensores de velocidad de la velocidad de la vía. vía. 3 1.-Revisar las paredes internas de la tapadora. envases vacíos Botella caída en el inspector de envases vacíos Señal errónea del sensor de la tapadora Botella caída en la vía antes del inspector de envases vacíos Tapa atascada 1.-Chequeo de la dirección del sensor. 2.-Comprobar el correcto funcionamiento. 1.-Revisión de las paredes internas de la tapadora. 71 5.2.2. Mes de diciembre En el diagrama de Pareto mostrado en la Figura 5.9 se observa la duración de los problemas encontrados en la llenadora 202. Figura 5.9: Duración de las paradas durante el mes de diciembre. Al contrastar las propuestas operativas de noviembre con los resultados obtenidos en la prueba de paradas de diciembre podemos observar que: - Los ajustes en la velocidad y la rectificación de los sensores que la controlan en los tramos de la vía ubicados antes y después del inspector de envases vacíos, trajeron como consecuencia que no se cayeran botellas en estos tramos en diciembre. - Las propuestas implementadas en noviembre, de chequear la dirección y comprobar el correcto funcionamiento del sensor de la tapadora, eliminaron las paradas causadas por señales erróneas de este equipo. - La falta del ajuste de la velocidad del tramo de la vía en el inspector de envases vacíos, ocasiona que ésta siga siendo una razón de detención de la llenadora. En la Tabla 5.8 se muestran los porcentajes que cada parada representó del total del tiempo que la llenadora estuvo detenida, las propuestas operativas recomendadas e implementadas. 72 Tabla 5.8: Propuestas operativas y mejoras implementadas. Tiempo Causa específica de porcentual de Propuesta operativa Propuesta operativa parada paradas recomendada implementada (%) Tapa atascada 10 1.-Revisar las paredes internas de la tapadora. 9 1.-Ajustar la velocidad de los tramos. 2.-Rectificar los sensores de velocidad de la vía. 2 1.-Mantener bajo supervisión las bandejas de rechazo. Botella caída en el inspector de envases vacíos Bandeja de rechazo llena 1.-Revisión de las paredes internas de la tapadora. 1.-Ajustes de la velocidad de los tramos. 2.-Rectificación de los sensores de velocidad de la vía. 1.-Supervisión continúa de las bandejas de rechazo. Durante los tres meses estudiados, se observa que la implementación de diversas propuestas operativas conlleva a disminuciones en la duración de las paradas. CAPÍTULO 6 BALANCEO EN V DE LA LÍNEA 2 Debido a que las estaciones son dependientes entre sí, los cambios en la velocidad de los equipos fueron realizados progresivamente. Esto se explica en que una variación en una estación de trabajo de la línea, provocará otros cambios en el resto. Por esto, se propuso efectuar ajustes tan pequeños como es posible, estableciendo un ritmo de producción rígido para disminuir dicho efecto. (Chase, Jacobs, & Aquilano, 2005) A continuación se presentan los resultados encontrados del análisis de la velocidad de los equipos de la línea 2 durante los meses de octubre, noviembre y diciembre. Cada mes se tomó un reporte de los tiempos de ciclo, se calculó el colchón de tiempo de cada estación y se obtuvo la diferencia productividad, definida como la diferencia en puntos porcentuales entre la productividad del día evaluado y la productividad base, que en este caso fue la del mes de agosto. Por último, cada mes se realizaron propuestas de balanceo para el siguiente mes, buscando alcanzar de manera progresiva la velocidad objetivo de la línea, definida por la Gerencia de Envasado de Cervecería Polar basados en las especificaciones de diseño de la línea. Es importante acotar que los cambios en la velocidad de la línea fueron realizados desde el tablero de control eléctrico bajo el esquema “punto a punto”, explicado en el apartado 1.4 titulado Características resaltantes de la línea 2 de la Planta Los Cortijos. 6.1. Análisis del colchón de tiempo de los equipos durante el mes de octubre Para la realización de las propuestas de balanceo para el mes de octubre, se usaron los datos obtenidos durante el mes de agosto. Dicho mes se tomó una muestra de los tiempos de ciclo de los equipos de la línea para, comparando los datos encontrados en esta muestra y la velocidad objetivo, realizar recomendaciones para el colchón de tiempo de las estaciones del mes de octubre. En la Tabla 6.1 están los resultados obtenidos para el mes de agosto y las recomendaciones para el mes de octubre. 74 Tabla 6.1: Colchón de tiempo recomendado. Estación de Colchón de tiempo en el trabajo mes de agosto Desembalaje 25 Lavado 15 Llenado 0 Pasteurización -5 Embalaje 15 Colchón de tiempo recomendado para el mes de octubre 25 15 0 10 20 El colchón de tiempo de la estación de pasteurización es menor que la de llenado. Esto nos indica que dicha estación está funcionando a una velocidad menor a la de la estación de llenado, por lo cual, se convirtió en el cuello de botella de la línea 2. Al aumentar paulatinamente la velocidad del pasteurizador, buscando alcanzar un colchón de tiempo de 10%, las llenadoras serán nuevamente el cuello de botella de la línea. A manera de equilibrar las velocidades de las estaciones de desembalaje y de embalaje, dado que la primera proporciona el suministro de gaveras de la segunda, se recomienda aumentar la velocidad de los embaladores hasta lograr un colchón de tiempo de la estación de 20%. El colchón de tiempo alcanzado para las estaciones de la línea en octubre se muestra en la Tabla 6.2, donde se indica con el color verde aquellas estaciones donde se logró un cambio en la dirección recomendada. Se observa que, basados en las propuestas, las estaciones de pasteurización y de embalaje aumentaron el colchón de tiempo. Tabla 6.2: Colchón de tiempo del mes de octubre. Estación de trabajo Colchón de tiempo en el mes de octubre Desembalaje Lavado Llenado Pasteurización Embalaje 38 33 0 8 49 75 En la Figura 6.1 se muestran los gráficos del balance de los meses de agosto y octubre, y la recomendación para el mes de octubre, a manera de mostrar las diferencias con un balanceo en V. Figura 6.1: Gráfico del balance del mes de octubre. En el gráfico se observa lo siguiente: - Gracias al aumento de la velocidad del pasteurizador, la estación de llenado se convirtió nuevamente en el cuello de botella de la línea. - Los aumentos de 13, 18 y 29 puntos porcentuales en el colchón de tiempo de las estaciones de desembalaje, lavado y embalaje, respectivamente, mantienen el desbalance de la línea. Esto se corrobora en las pruebas de paradas realizadas durante el envasado del producto Ice, las cuales mostraron que el 43% y el 54% del tiempo total de parada las llenadoras 201 y 202, respectivamente, estaban detenidas por el desbalance de la línea. 6.2. Análisis del colchón de tiempo de los equipos durante el mes de noviembre Basados en los resultados del colchón de tiempo del mes de octubre y en la velocidad objetivo, definida por las especificaciones de diseño de la línea, se realizaron recomendaciones para el balanceo del mes de noviembre. Con esto se espera alcanzar un balance en V y disminuir las 76 paradas en la estación de llenado por causa del desbalance de la línea. En la Tabla 6.3 se presenta el colchón de tiempo de octubre y las recomendaciones para el mes de noviembre. Tabla 6.3: Colchón de tiempo recomendado. Estación de Colchón de tiempo en el trabajo mes de octubre Desembalaje 38 Lavado 33 Llenado 0 Pasteurización 8 Embalaje 49 Colchón de tiempo recomendado para el mes de noviembre 35 20 0 15 35 El colchón de tiempo objetivo del pasteurizador es 15%. Dado que en octubre, se alcanzó un 8%, se propone aumentarlo, durante noviembre, hasta lograr el colchón de tiempo de 15%. Durante octubre, la estación de lavado contó con un colchón de tiempo de 33%, cuando el objetivo a alcanzar es 15%. Para realizar el cambio de manera progresiva, se propone reducir el colchón de tiempo de la estación de lavado a 20% durante noviembre y, al lograrlo, continuar la reducción hasta 15%. En el mes de noviembre, se recomienda nuevamente equilibrar las velocidades de las estaciones de desembalaje y de embalaje. Para esto, la propuesta es disminuir la velocidad de ambas, hasta lograr el colchón de tiempo de 35%. La Tabla 6.4 contiene el colchón de tiempo de las estaciones de la línea durante noviembre. En ella, están marcadas con color verde las estaciones de desembalaje, lavado y embalaje las cuales, basados en las propuestas, disminuyeron el colchón de tiempo. Tabla 6.4: Colchón de tiempo del mes de noviembre. Estación de trabajo Colchón de tiempo en el mes de noviembre Desembalaje Lavado Llenado Pasteurización Embalaje 35 26 0 8 40 77 La Figura 6.2 contiene los gráficos del balance de los meses de octubre y noviembre, y la recomendación para el mes de noviembre, a manera de mostrar las diferencias con un balanceo en V. Figura 6.2: Gráfico del balance del mes de noviembre. Del gráfico podemos acotar que: - La disminución en el colchón de tiempo de las estaciones de lavado y embalaje no alcanzaron las propuestas. - En comparación con el mes de octubre, el balance de la línea se acerca más al esperado puesto que existen menores diferencias entre el colchón de tiempo de las estaciones consecutivas y se mantiene los principios del balanceo en V. Esto se comprueba con las pruebas de paradas realizadas en noviembre donde, a pesar que el desbalance de la línea se mantiene entre las principales causas de paradas en las llenadoras, se observa que los tiempos porcentuales de parada son menores representando 11% en la llenadora 201 y 48% en la 202 del tiempo total. 78 6.3. Análisis del colchón de tiempo de los equipos durante el mes de diciembre Usando la información obtenida en el mes de noviembre se realizaron recomendaciones para el mes de diciembre. En la Tabla 6.5 están los resultados obtenidos para el mes de noviembre y las recomendaciones para las estaciones de la línea a ejecutarse durante el mes de diciembre. Tabla 6.5: Colchón de tiempo recomendado. Estación de Colchón de tiempo en el trabajo mes de noviembre Desembalaje 35 Lavado 26 Llenado 0 Pasteurización 8 Embalaje 40 Colchón de tiempo recomendado para el mes de diciembre 30 20 0 15 30 Dado que en noviembre no se alcanzaron los cambios propuestos, para el mes de diciembre se realizan recomendaciones similares. En éstas se propone, al igual que en el mes anterior, aumentar el colchón de tiempo de la estación de pasteurizado a 15%, disminuir el de la estación de lavado a 20% e igualar el de las estaciones de desembalaje y embalaje, esta vez a 30%. Los resultados obtenidos del colchón de tiempo para el mes de diciembre se encuentran en la Tabla 6.6. En ella están resaltadas las estaciones de desembalaje y embalaje, las cuales disminuyeron el colchón de tiempo, y la estación de pasteurización que lo aumentó, siguiendo las recomendaciones de dicho mes. Tabla 6.6: Colchón de tiempo del mes de diciembre. Estación de trabajo Colchón de tiempo en el mes de diciembre Desembalaje Lavado Llenado Pasteurización Embalaje 32 26 0 12 30 79 En la Figura 6.3 se pueden observar los gráficos del balance de los meses de noviembre y diciembre, y la recomendación para el mes de diciembre, a manera de mostrar las diferencias con un balanceo en V. Figura 6.3: Gráfico del balance del mes de diciembre. En el gráfico se destaca lo siguiente: - Las estaciones de pasteurización y embalaje se aproximan al balanceo en V deseado. - Dado que la estación de lavado cuenta con un colchón de tiempo mayor que la de desembalaje, sigue existiendo desbalance en la línea. Una muestra del efecto causado por esta situación se observó en las pruebas de paradas en las llenadoras de diciembre, en las cuales se mostró que el 24% y el 79% del tiempo total de parada las llenadoras 201 y 202, respectivamente, estaban detenidas por el desbalance de la línea. 6.4. Comparación de los tres meses estudiados Una comparación de los resultados de los tres meses, mostrada en la Figura 6.4, nos muestra que la mejor aproximación al balance en V ocurre en el mes de noviembre, puesto que el colchón de tiempo de la estación de desembalaje es mayor a la de lavado, y la de embalaje es mayor a la 80 de pasteurización. Gracias a ese balanceo el funcionamiento de la línea fue más continuo, permitiendo obtener una mayor cantidad de botellas envasadas. También se observa que en diciembre es cuando las estaciones de desembalaje, pasteurización y embalaje cuentan con colchones de tiempo más cercanos al objetivo. Cabe acotar que durante octubre y diciembre la estación de lavado tiene un colchón de tiempo muy alto respecto a la estación que la precede, aumentando el desbalance de la línea, cortando continuamente el suministro de botellas a la estación de llenado. Figura 6.4: Gráficos de balance de los meses de octubre, noviembre y diciembre. La diferencia productividad calculada para los meses de octubre, noviembre y diciembre es la mostrada en la Tabla 6.7. Tabla 6.7: Diferencia productividad de octubre, noviembre y diciembre. Mes Diferencia productividad Octubre 2 Noviembre 6 Diciembre 2,5 81 En la Figura 6.5 se muestran los gráficos de balance junto a la diferencia productividad de los meses estudiados, a manera de comparar el balanceo de la línea con los aumentos de la productividad. Figura 6.5: Gráficos de balance y diferencia productividad de octubre, noviembre y diciembre. 82 La Figura 6.5 muestra lo siguiente: - Una progresión durante los meses en busca del balanceo en V en la línea de envasado. - La diferencia productividad fue mayor para el mes de noviembre donde, en comparación con el mes de diciembre, el colchón de tiempo de la estación de lavado es mucho menor a la de desembalaje creando un mejor balance al inicio del proceso. De esta manera se observa la dependencia entre el balance en V en la línea de envasado y los aumentos de productividad en la línea. 6.5. Seguimiento y control del balanceo de la línea Debido a la relación observada entre la productividad y el balance en V de la línea 2 de envasado es necesario mantener el seguimiento del mismo. Para esto se debe realizar mensualmente el procedimiento explicado en la Figura 6.6. Figura 6.6: Seguimiento del balanceo de la línea 2. 83 En el procedimiento explicado en la Figura 6.6 se usa el programa Velocidad de la línea 2, el cual fue diseñado durante este proyecto, usando la herramienta Visual Basic para aplicaciones de Microsoft Excel. Al acceder al programa, aparecen un conjunto de ventanas llamadas Userform (Cuadro de diálogo), las cuales se muestran en las Figuras 6.7 y 6.8. En éstas se observa que los mismos cuentan con una interfaz agradable y aparecen en la misma secuencia en que están colocados los equipos en la línea, a manera de facilitar la introducción de los datos. Los Códigos de los Userform se encuentran en el Apéndice B. El usuario deberá llenar la información solicitada en cada ventana y presionar el botón continuar. Al finalizar, automáticamente se obtiene el Reporte de velocidad de los equipos que permitirá a los supervisores de la línea tomar las decisiones para alcanzar la velocidad objetivo de la línea. 84 Figura 6.7: Primera secuencia de Userform del programa Velocidad de la línea 2. 85 Figura 6.8: Segunda secuencia de Userform del programa Velocidad de la línea 2. CONCLUSIONES Y RECOMENDACIONES CONCLUSIONES El análisis de las pruebas de paradas realizadas en las llenadoras y del balance de la línea permitió realizar propuestas de mejoras a la línea, que conllevaron disminuciones en los tiempos porcentuales de parada de las llenadoras y aumentos en la productividad. De acuerdo a las pruebas de paradas realizadas en las llenadoras, se concluyó que se pueden lograr disminuciones en los tiempos porcentuales de parada de las formas presentadas a continuación: - Para disminuir el desbalance en las bandas transportadoras, que representa la segunda causa de paradas en las llenadoras, se deben realizar ajustes en el ancho de las bandas y en la velocidad de los tramos, acompañado de una rectificación de los sensores de velocidad de la vía. Con estas propuestas se logró eliminar las paradas causadas por botellas caídas en diversos sectores de la estación de llenado. - Las fallas eléctricas en la estación de llenado fueron ocasionadas por señales erróneas del sensor de la tapadora y por especificaciones erróneas de botellas en el inspector de envases vacíos. Para suprimir las paradas originadas por la primera falla se debe realizar un chequeo de la dirección y comprobar el correcto funcionamiento del sensor, para la segunda, ajustes a la programación del equipo. - Entre las fallas mecánicas observadas se encuentra las tapas atascadas. Para eliminar las paradas por esta causa se deben revisar las paredes internas de la tapadora. - La realización de limpiezas en la llenadora durante paradas ocasionadas en otros equipos, ayudó a eliminar las paradas por esta causa. 87 Del análisis del balance de la línea se concluyó lo siguiente: - Desajustes en las velocidades de los equipos crean nuevos cuellos de botella en la línea. Esto se observó durante el mes de agosto, donde la estación de pasteurización se convirtió en uno, desplazando a la estación de llenado. - En la comparación de los aumentos de productividad de los tres meses estudiados, se destaca el mes de noviembre el cual cuenta con un balance aproximado al balanceo en V. De esta manera se comprobó que este tipo de balanceo en la línea de envasado, conllevará a mayores aumentos de productividad. - Tal como sucedió durante el mes de diciembre, los desbalances entre las estaciones de desembalaje y lavado, independientemente de la cercanía del resto de las estaciones a la velocidad objetivo no permitirán grandes aumentos en la productividad. RECOMENDACIONES Para continuar con el trabajo realizado durante este proyecto de pasantía se recomienda: - Realizar mensualmente pruebas de paradas en las llenadoras, para evaluar la situación de los diversos equipos y mantener en mínimo los tiempos en los cuales no están operativos. - Incluir en el plan de mantenimiento preventivo de la tapadora la revisión del correcto funcionamiento del sensor y de las paredes internas de dicho equipo; y en el del inspector de envases vacíos la realización de ajustes continuos en la programación del mismo. - Registrar semanalmente los reportes de los tiempos de ciclo de los equipos y ejecutar el programa Velocidad de la línea 2, para proponer ajustes a las velocidades que permitan mantener el balance en V de la línea. - Considerar el desarrollo de un proyecto cuyo objetivo sea agregar, en el sistema informático SAP, el módulo de obtención de datos a tiempo real, para obtener las velocidades de los equipos y el balance de la línea de manera automática. REFERENCIAS Amelot, M. (2007). VBA Excel 2007 Programar en Excel: Macros y Lenguaje VBA. Barcelona: Ediciones Eni. Cervecería Polar. (2006). Especificación técnica. Caracas. Cervecería Polar C.A. (2009). Ficha del indicador: indicador de productividad. Caracas. Chase, R. B., Jacobs, R. F., & Aquilano, N. J. (2005). Administración de la producción y operaciones para una ventaja competitiva. D.F. México: McGraw-Hill Interamericana. Empresas Polar. (1996). Página oficial de Empresas Polar. Recuperado el 15 de noviembre de 2009, de http://www.empresas-polar.com/cronologia.html Empresas Polar. (1996). Página oficial de Empresas Polar. Recuperado el 29 de octubre de 2009, de http://www.empresas-polar.com/marca-cerveceria.php Empresas Polar. (10 de noviembre de 1996). Página oficial de Empresas Polar. Recuperado el 2009, de http://www.empresas-polar.com/cronologia.html Evans, J. R., & Lindsay, W. (2002). Administración y control de calidad. Cengage Learning. Heizer, J., & Render, B. (2001). Dirección de la producción: decisiones estratégicas. Madrid España: Pearson Prentice Hall. Heizer, J., & Render, B. (2001). Dirección de la producción: decisiones tácticas. Madrid España: Pearson Prentice Hall. Instituto alemán de normalización. (1981). Norma DIN 33.402. Beuth-Verlag. Krajewski, L. J., & Ritzman, L. P. (2000). Administración de operaciones, estrategia y análisis. México: Pearson Educación. Rodríguez, D. (2008). Diseño de un plan de mejora de la productividad para línea de empaque. Sartenejas: Universidad Simón Bolívar. SAP. (s.f.). Portal oficial. Recuperado el 20 de Enero de 2010, de www.sap.com Walkenbach, J. (2010). Microsoft Excel 2010 Power Programming with VBA. Hoboken: Wiley Publishing. APÉNDICE A PROCESO DE ELABORACIÓN DE CERVEZA Y MALTA El proceso de elaboración de la cerveza y de la malta consta de las siguientes etapas: 1. Recepción y almacenamiento de materia prima Para la elaboración de cerveza y malta las principales materias primas son: la cebada malteada (el proceso de malteo consiste en el remojo, germinación y tostado controlado para formar enzimas específicas sobre almidones y proteínas), el lúpulo y las hojuelas de maíz pre cocidas. La cebada malteada y las hojuelas de maíz son llevadas en gandolas hasta las zonas de recepción, para ser luego descargadas en las respectivas tolvas. A continuación son sometidas a un proceso de limpieza para separar las partículas extrañas y ser almacenadas en los silos. 2. Molienda de la cebada malteada Usando molinos de rodillos especiales, se tritura la cebada malteada para extraer los componentes solubles, permitiendo el trabajo de las enzimas sobre los almidones y proteínas para formar, posteriormente el líquido de la mezcla denominado mosto. 3. Maceración Se mezcla la cebada malteada molida, las hojuelas de maíz y agua en la paila de maceración. La suspensión espesa obtenida es sometida a constante agitación y temperaturas entre 50 y 70 grados centígrados, para convertir las proteínas de la cebada malteada en aminoácidos y, el almidón de la cebada malteada y de las hojuelas de maíz, en azúcares fermentables. 4. Filtración En un proceso que dura aproximadamente tres horas en la cual se separa la mezcla en el líquido (mosto) y la fracción insoluble (afrecho o nepe). El nepe es usado para la elaboración de alimentos balanceados para animales. 90 5. Cocimiento Luego de llevar al mosto al punto de ebullición, se le agrega el lúpulo, en un proceso que dura aproximadamente una hora y media. 6. Clarificación del mosto Se separa del líquido los sedimentos y partículas insolubles, como residuos del lúpulo y complejos proteínicos, a través de un movimiento de fuerzas centrífugas. Este proceso se realiza en el equipo llamado Rotapool. Los sedimentos y partículas insolubles son llevados al decantador, donde son clarificados para recuperar el mosto que queda todavía mezclado. Éste es enviado luego al enfriador. 7. Enfriamiento del mosto El mosto se enfría hasta aproximadamente 10 grados centígrados. De esta manera se obtienen las condiciones ideales para que la levadura, al ser agregada junto con aire estéril, efectúe la fermentación. La levadura usada en las plantas Polar es del género Saccharomyces Uvarum, es un microorganismo que mediante el proceso de fermentación convierte azúcares, producidos durante la maceración, en alcohol etílico, gas carbónico y compuestos aromáticos. Para la elaboración de la malta, en lugar de agregar levadura, se agrega azúcar caramelizada. 8. Fermentación y maduración La fermentación es un proceso que dura normalmente una semana donde, en tanques cilindrocónicos de acero inoxidable, es dosificada la levadura en proporción de un litro por cada cien litros de mosto. Una vez concluida la fermentación, el mosto pasa a ser llamado cerveza joven o verde. La maduración es un proceso realizado durante dos semanas aproximadamente a temperaturas desde 0 hasta -1grados centígrados, para favorecer la precipitación de sustancias insolubles y la sedimentación de levadura aún en suspensión. Para la elaboración de la malta no se realiza el proceso de fermentación. 91 9. Filtración Para eliminar las últimas células de levadura y partículas mínimas de proteínas precipitadas, se clarifica la cerveza en los filtros por medio de tierra infusoria. El gas carbónico producido durante la fermentación, es extraído para su purificación y reinyectado luego de la filtración. Luego, la cerveza es colocada en los tanques de gobierno, donde se lleva registra la cantidad de litros producidos, para consecutivamente ser envasada en las diversas presentaciones. APÉNDICE B CÓDIGOS DEL PROGRAMA VELOCIDAD DE LA LÍNEA 2 A continuación se presenta el código del libro de Excel usado: Private Sub Workbook_Open() 'Se crea el enunciado de la hoja Cells(2, 4).Value = "VELOCIDAD DE EQUIPOS DE LA LÍNEA 2" Cells(2, 4).Font.Bold = True Cells(2, 4).Font.Size = 16 Cells(4, 4).Value = "Fecha" Cells(4, 4).Font.Bold = True Cells(4, 4).HorizontalAlignment = xlCenter Cells(4, 4).Font.Size = 11 Cells(5, 4).Value = "Creado por: " Cells(5, 4).Font.Bold = True Cells(5, 4).HorizontalAlignment = xlCenter Cells(7, 2).Value = "Equipo" Cells(7, 2).Font.Bold = True Cells(7, 2).HorizontalAlignment = xlCenter Cells(7, 3).Value = "Desembaladores" Cells(7, 3).HorizontalAlignment = xlCenter Cells(7, 3).Font.Bold = True Cells(7, 3).HorizontalAlignment = xlCenter Cells(7, 4).Value = "Lavadora" Cells(7, 4).Font.Bold = True Cells(7, 4).HorizontalAlignment = xlCenter Cells(7, 5).Value = "Llenadoras" Cells(7, 5).Font.Bold = True Cells(7, 5).HorizontalAlignment = xlCenter Cells(7, 6).Value = "Pasteurizador" Cells(7, 6).Font.Bold = True Cells(7, 6).HorizontalAlignment = xlCenter Cells(7, 7).Value = "Embaladores" Cells(7, 7).WrapText = True Cells(7, 7).Font.Bold = True Cells(7, 7).HorizontalAlignment = xlCenter Cells(8, 2).Value = "BPM" Cells(8, 2).Font.Bold = True Cells(8, 2).HorizontalAlignment = xlCenter Cells(9, 2).Value = "CJ/turno" Cells(9, 2).Font.Bold = True Cells(9, 2).HorizontalAlignment = xlCenter Cells(8, 3).HorizontalAlignment = xlCenter Cells(8, 4).HorizontalAlignment = xlCenter Cells(8, 5).HorizontalAlignment = xlCenter Cells(8, 6).HorizontalAlignment = xlCenter 93 Cells(8, 7).HorizontalAlignment = xlCenter Cells(9, 3).HorizontalAlignment = xlCenter Cells(9, 4).HorizontalAlignment = xlCenter Cells(9, 5).HorizontalAlignment = xlCenter Cells(9, 6).HorizontalAlignment = xlCenter Cells(9, 7).HorizontalAlignment = xlCenter 'Se da formato al cuadro de las velocidades Range("B7:G9").Select Selection.NumberFormat = "#,##0" Selection.Borders(xlDiagonalDown).LineStyle = xlNone Selection.Borders(xlDiagonalUp).LineStyle = xlNone With Selection.Borders(xlEdgeLeft) .LineStyle = xlContinuous .Weight = xlMedium .ColorIndex = xlAutomatic End With With Selection.Borders(xlEdgeTop) .LineStyle = xlContinuous .Weight = xlMedium .ColorIndex = xlAutomatic End With With Selection.Borders(xlEdgeBottom) .LineStyle = xlContinuous .Weight = xlMedium .ColorIndex = xlAutomatic End With With Selection.Borders(xlEdgeRight) .LineStyle = xlContinuous .Weight = xlMedium .ColorIndex = xlAutomatic End With With Selection.Borders(xlInsideVertical) .LineStyle = xlContinuous .Weight = xlMedium .ColorIndex = xlAutomatic End With With Selection.Borders(xlInsideHorizontal) .LineStyle = xlContinuous .Weight = xlMedium .ColorIndex = xlAutomatic End With 'Se coloca la fecha del día en que se realiza el estudio Cells(4, 5).Select ActiveCell.Value = DateSerial(Year(Now), Month(Now), Day(Now)) ActiveCell.NumberFormat = "DD/MM/YYYY" Selection.Font.Bold = True 'Se pide el nombre al creador del estudio Dim Nombre As String Show_Box = True While Show_Box = True Nombre = InputBox("Ingrese su nombre", _ , , 250, 75) If Nombre = "" Then 94 Show_Box = False Else Worksheets(1).Range("E5").Value = Nombre Cells(5, 5).HorizontalAlignment = xlLeft Show_Box = False End If Wend 'Se da las condiciones de uso del programa al usuario MsgBox "Introduzca al menos un tiempo medido en cada ventana" & vbCrLf & " " & vbCrLf & "Use como separador decimal el punto" & vbCrLf & " " & vbCrLf & "Introduzca los tiempos en segundos ", 48, "Para el uso del programa" 'Se muestra el próximo userform datadesemb201.Show End Sub En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado al desembalador 201. Private Sub continuardesemb201_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asigna a variables los valores introducidos por el usuario data1desemb201 = data1desemb201.Text If data1desemb201 = "" Then a=0 Else a=1 End If data2desemb201 = data2desemb201.Text If data2desemb201 = "" Then b=0 Else b=1 End If data3desemb201 = data3desemb201.Text If data3desemb201 = "" Then c=0 Else c=1 End If data4desemb201 = data4desemb201.Text If data4desemb201 = "" Then d=0 Else d=1 End If 95 data5desemb201 = data5desemb201.Text If data5desemb201 = "" Then e=0 Else e=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1desemb201) Or IsNumeric(data2desemb201) Or IsNumeric(data3desemb201) Or IsNumeric(data4desemb201) Or IsNumeric(data5desemb201) Then Dim promdesemb201 As Single Dim velocbpmdesemb201 As Long Dim veloccjturdesemb201 As Long promdesemb201 = (Val(data1desemb201) + Val(data2desemb201) + Val(data3desemb201) + Val(data4desemb201) + Val(data5desemb201)) / (a + b + c + d + e) velocbpmdesemb201 = (8 * 36 * 60) / promdesemb201 Cells(8, 3).Value = velocbpmdesemb201 veloccjturdesemb201 = (velocbpmdesemb201 * 60 * 8) / 36 Cells(9, 3).Value = veloccjturdesemb201 'Se cierra este userform datadesemb201.Hide 'Se muestra el próximo cuadro datadesemb202.Show Else MsgBox "Error: Introducir sólo números" End If End Sub En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado al desembalador 202. Private Sub continuardesemb202_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asignan a variables los valores introducidos por el usuario data1desemb202 = data1desemb202.Text If data1desemb202 = "" Then i=0 Else i=1 End If data2desemb202 = data2desemb202.Text If data2desemb202 = "" Then j=0 Else 96 j=1 End If data3desemb202 = data3desemb202.Text If data3desemb202 = "" Then k=0 Else k=1 End If data4desemb202 = data4desemb202.Text If data4desemb202 = "" Then l=0 Else l=1 End If data5desemb202 = data5desemb202.Text If data5desemb202 = "" Then m=0 Else m=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1desemb202) Or IsNumeric(data2desemb202) IsNumeric(data4desemb202) Or IsNumeric(data5desemb202) Then Or Dim promdesemb202 As Single Dim velocbpmdesemb202 As Long Dim veloccjturdesemb202 As Long Dim velocbpmdesemb201 As Long Dim velocbpmdesem As Single Dim veloccjturdesem As Long velocbpmdesemb201 = Cells(8, 3).Value promdesemb202 = (Val(data1desemb202) + Val(data2desemb202) Val(data4desemb202) + Val(data5desemb202)) / (i + j + k + l + m) velocbpmdesemb202 = (8 * 36 * 60) / promdesemb202 velocbpmdesem = (velocbpmdesemb201 + velocbpmdesemb202) Cells(8, 3).Value = velocbpmdesem veloccjturdesemb202 = (velocbpmdesemb202 * 60 * 8) / 36 veloccjturdesemb201 = Cells(9, 3).Value veloccjturdesem = (veloccjturdesemb201 + veloccjturdesemb202) Cells(9, 3).Value = veloccjturdesem 'Se cierra este userform datadesemb202.Hide 'Se muestra el próximo userform datalava.Show Else MsgBox "Error: Introducir sólo números" End If End Sub IsNumeric(data3desemb202) + Val(data3desemb202) Or + 97 En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado a la lavadora. Private Sub continuarlava_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asignan a variables los valores introducidos por el usuario data1lava = data1lava.Text If data1lava = "" Then i=0 Else i=1 End If data2lava = data2lava.Text If data2lava = "" Then j=0 Else j=1 End If data3lava = data3lava.Text If data3lava = "" Then k=0 Else k=1 End If data4lava = data4lava.Text If data4lava = "" Then l=0 Else l=1 End If data5lava = data5lava.Text If data5lava = "" Then m=0 Else m=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1lava) Or IsNumeric(data2lava) Or IsNumeric(data3lava) Or IsNumeric(data4lava) Or IsNumeric(data5lava) Then Dim promlava As Single Dim velocbpmlava As Variant Dim veloccjturlava As Long promlava = (Val(data1lava) + Val(data2lava) + Val(data3lava) + Val(data4lava) + Val(data5lava)) / (i + j + k + l + m) velocbpmlava = (1 / promlava) * 66 * 60 * 34 Cells(8, 4).Value = velocbpmlava 98 veloccjturlava = (velocbpmlava * 60 * 8) / 36 Cells(9, 4).Value = veloccjturlava 'Cierro este cuadro datalava.Hide 'Muestro el próximo cuadro datallen201.Show Else MsgBox "Error: Introducir sólo números" End If End Sub En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado a la llenadora 201. Private Sub continuarllen201_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asigna a variables los valores introducidos por el usuario data1llen201 = data1llen201.Text If data1llen201 = "" Then i=0 Else i=1 End If data2llen201 = data2llen201.Text If data2llen201 = "" Then j=0 Else j=1 End If data3llen201 = data3llen201.Text If data3llen201 = "" Then k=0 Else k=1 End If data4llen201 = data4llen201.Text If data4llen201 = "" Then l=0 Else l=1 End If data5llen201 = data5llen201.Text If data5llen201 = "" Then m=0 Else m=1 End If 99 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1llen201) Or IsNumeric(data2llen201) Or IsNumeric(data3llen201) Or IsNumeric(data4llen201) Or IsNumeric(data5llen201) Then Dim promllen201 As Single Dim velocbpmllen201 As Long Dim veloccjturllen201 As Long promllen201 = (Val(data1llen201) + Val(data2llen201) + Val(data3llen201) + Val(data4llen201) + Val(data5llen201)) / (i + j + k + l + m) velocbpmllen201 = (132 * 60) / promllen201 Cells(8, 5).Value = velocbpmllen201 veloccjturllen201 = (velocbpmllen201 * 60 * 8) / 36 Cells(9, 5).Value = veloccjturllen201 'Se cierra este userform datallen201.Hide 'Se muestra el próximo userform datallen202.Show Else MsgBox "Error: Introducir sólo números" End If End Sub En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado a la llenadora 202. Private Sub continuarllen202_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asigna a variables los valores introducidos por el usuario data1llen202 = data1llen202.Text If data1llen202 = "" Then i=0 Else i=1 End If data2llen202 = data2llen202.Text If data2llen202 = "" Then j=0 Else j=1 End If data3llen202 = data3llen202.Text If data3llen202 = "" Then k=0 Else k=1 End If data4llen202 = data4llen202.Text 100 If data4llen202 = "" Then l=0 Else l=1 End If data5llen202 = data5llen202.Text If data5llen202 = "" Then m=0 Else m=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1llen202) Or IsNumeric(data2llen202) Or IsNumeric(data3llen202) Or IsNumeric(data4llen202) Or IsNumeric(data5llen202) Then Dim promllen202 As Single Dim velocbpmllen202 As Long Dim veloccjturllen202 As Long Dim velocbpmllen201 As Long Dim velocbpmllen As Single Dim veloccjturllen As Long velocbpmllen201 = Cells(8, 5).Value promllen202 = (Val(data1llen202) + Val(data2llen202) + Val(data3llen202) + Val(data4llen202) + Val(data5llen202)) / (i + j + k + l + m) velocbpmllen202 = (132 * 60) / promllen202 velocbpmllen = (velocbpmllen201 + velocbpmllen202) Cells(8, 5).Value = velocbpmllen veloccjturllen202 = (velocbpmllen202 * 60 * 8) / 36 veloccjturllen201 = Cells(9, 5).Value veloccjturllen = (veloccjturllen201 + veloccjturllen202) Cells(9, 5).Value = veloccjturllen 'Se cierra este userform datallen202.Hide 'Se muestra el próximo userform datapaster.Show Else MsgBox "Error: Introducir sólo números" End If End Sub En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado al pasteurizador. Private Sub continuarpaster_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asigna a variables los valores introducidos por el usuario 101 data1paster = data1paster.Text If data1paster = "" Then i=0 Else i=1 End If data2paster = data2paster.Text If data2paster = "" Then j=0 Else j=1 End If data3paster = data3paster.Text If data3paster = "" Then k=0 Else k=1 End If data4paster = data4paster.Text If data4paster = "" Then l=0 Else l=1 End If data5paster = data5paster.Text If data5paster = "" Then m=0 Else m=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1paster) Or IsNumeric(data2paster) Or IsNumeric(data3paster) Or IsNumeric(data4paster) Or IsNumeric(data5paster) Then Dim prompaster As Single Dim velocbpmpaster As Variant Dim veloccjturpaster As Single prompaster = (Val(data1paster) + Val(data2paster) + Val(data3paster) + Val(data4paster) + Val(data5paster)) / (i + j + k + l + m) velocbpmpaster = (378 * 4.86 * 2 * 60 * 0.125) / (prompaster) Cells(8, 6).Value = velocbpmpaster veloccjturpaster = (velocbpmpaster * 60 * 8) / 36 Cells(9, 6).Value = veloccjturpaster 'Se cierra este userform datapaster.Hide 'Se muestra el próximo userform dataemba201.Show Else MsgBox "Error: Introducir sólo números" End If End Sub 102 En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado al embalador 201. Private Sub continuaremba201_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asigna a variables los valores introducidos por el usuario data1emba201 = data1emba201.Text If data1emba201 = "" Then i=0 Else i=1 End If data2emba201 = data2emba201.Text If data2emba201 = "" Then j=0 Else j=1 End If data3emba201 = data3emba201.Text If data3emba201 = "" Then k=0 Else k=1 End If data4emba201 = data4emba201.Text If data4emba201 = "" Then l=0 Else l=1 End If data5emba201 = data5emba201.Text If data5emba201 = "" Then m=0 Else m=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma If IsNumeric(data1emba201) Or IsNumeric(data2emba201) Or IsNumeric(data3emba201) Or IsNumeric(data4emba201) Or IsNumeric(data5emba201) Then Dim promemba201 As Single Dim velocbpmemba201 As Long Dim veloccjturemba201 As Long promemba201 = (Val(data1emba201) + Val(data2emba201) + Val(data3emba201) + Val(data4emba201) + Val(data5emba201)) / (i + j + k + l + m) velocbpmemba201 = (8 * 36 * 60) / promemba201 Cells(8, 7).Value = velocbpmemba201 veloccjturemba201 = (velocbpmemba201 * 60 * 8) / 36 Cells(9, 7).Value = veloccjturemba201 103 'Se cierra este userform dataemba201.Hide 'Se muestra el próximo userform dataemba202.Show Else End If End Sub En el cuadro siguiente se muestra el código del botón “Continuar” del Userform dedicado al embalador 202. Private Sub continuaremba202_Click() 'Se definen variables auxiliares Dim i As Long Dim j As Long Dim k As Long Dim l As Long Dim m As Long 'Se asigna a variables los valores introducidos por el usuario data1emba202 = data1emba202.Text If data1emba202 = "" Then i=0 Else i=1 End If data2emba202 = data2emba202.Text If data2emba202 = "" Then j=0 Else j=1 End If data3emba202 = data3emba202.Text If data3emba202 = "" Then k=0 Else k=1 End If data4emba202 = data4emba202.Text If data4emba202 = "" Then l=0 Else l=1 End If data5emba202 = data5emba202.Text If data5emba202 = "" Then m=0 Else m=1 End If 'Se realiza el cálculo de la velocidad si todos los valores introducidos son numéricos 'Los decimales se colocan con punto no con coma 104 If IsNumeric(data1emba202) Or IsNumeric(data2emba202) Or IsNumeric(data3emba202) Or IsNumeric(data4emba202) Or IsNumeric(data5emba202) Then Dim promemba202 As Single Dim velocbpmemba202 As Long Dim veloccjturemba202 As Long Dim velocbpmemba201 As Long Dim velocbpmemba As Long Dim veloccjturemba As Long velocbpmemba201 = Cells(8, 7).Value promemba202 = (Val(data1emba202) + Val(data2emba202) + Val(data3emba202) + Val(data4emba202) + Val(data5emba202)) / (i + j + k + l + m) velocbpmemba202 = (8 * 36 * 60) / promemba202 velocbpmemba = (velocbpmemba201 + velocbpmemba202) Cells(8, 7).Value = velocbpmemba veloccjturdesemb202 = (velocbpmdesemb202 * 60 * 8) / 36 veloccjturemba201 = Cells(9, 7).Value veloccjturemba = (veloccjturemba201 + veloccjturemba202) Cells(9, 7).Value = veloccjturemba 'Se cierra este userform dataemba202.Hide 'Se crea el gráfico de balance Set chartsTemp = ActiveSheet.ChartObjects If chartsTemp.Count > 0 Then chartsTemp(chartsTemp.Count).Delete End If 'Se define la velocidad objetivo Cells(10, 3) = 2300 Cells(10, 4) = 2150 Cells(10, 5) = 2000 Cells(10, 6) = 2150 Cells(10, 7) = 2300 'Se fijan los datos del gráfico Dim graf As Chart datos = Range(Cells(20, 3), Cells(20, 7)).Address 'rango a graficar Set graf = Charts.Add 'gráfico With graf .Name = "Velocidad" .ChartType = xlLine .SetSourceData Source:=Sheets("Hoja1").Range(datos), PlotBy:=xlRows .Location Where:=xlLocationAsObject, Name:="Hoja1" ActiveChart.HasLegend = True 'Se definen las características del gráfico With ActiveChart .HasTitle = True .ChartTitle.Characters.Text = "Velocidad de los equipos de la línea 2" .Axes(xlCategory, xlPrimary).HasTitle = True .Axes(xlCategory, xlPrimary).AxisTitle.Characters.Text = "Equipo" .Axes(xlValue, xlPrimary).HasTitle = True .Axes(xlValue, xlPrimary).AxisTitle.Characters.Text = "Botellas por minuto" End With 'Se define la escala del eje 105 With ActiveChart.Axes(xlValue, xlPrimary) .MinimumScale = 1600 End With 'Se define la posición donde aparecerá el gráfico With ActiveChart.Parent .Top = 150 .Left = 150 End With End With Dim MyNewSrs As Series Set MyNewSrs = ActiveChart.SeriesCollection.NewSeries With MyNewSrs .Name = "Velocidad Nominal" .Values = ActiveSheet.Range("C10:G10") .XValues = ActiveSheet.Range("C7:G7") End With Dim MyNewSr As Series Set MyNewSr = ActiveChart.SeriesCollection.NewSeries With MyNewSr .Name = "Velocidad Actual" .Values = ActiveSheet.Range("C8:G8") .XValues = ActiveSheet.Range("C7:G7") End With Else MsgBox "Error: Introducir sólo números" End If End Sub
 0
0
Anuncio
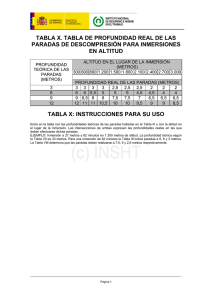
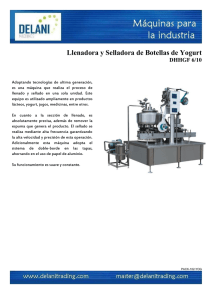
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados