SISTEMA DE DESPACHO DE NORMALES AL PUNTO DE USO
Anuncio

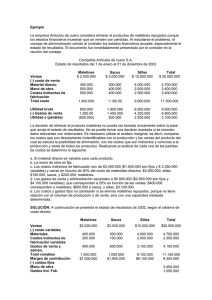
SISTEMA DE DESPACHO DE NORMALES AL PUNTO DE USO Memoria del PFC Ingeniería Industrial Escuela Técnica Superior de Ingeniería José Román GALO LUQUE Tutor: Jesús Racero Moreno 01/09/2013 1 INTRODUCCIÓN La realización de este Proyecto Final de Carrera de Ingeniería Industrial nace de las prácticas que estoy realizando en la FAL del A400M de Airbus Military en San Pablo Sur (Sevilla), concretamente en el Departamento de Industrial Services (Logística) desde el 1 de abril de 2013. Al ser este documento sólo una memoria a modo resumen del PFC se han omitido las imágenes y muchos datos que son relevantes para el objetivo final de este proyecto. Si bien todo lo nombrado anteriormente omitido se encontrarán en el proyecto junto a otros objetivos secundarios que aquí no se nombran que un alto grado de detalle. 1.1 Introducción a lean manufacturing en el marco del proyecto El Sistema de Producción Toyota (TPS) es el sucesor en la evolución de la eficiencia de los procesos, después del sistema de producción en masa ideado por H. Ford. En este apartado se detallará en primer lugar el origen de la Toyota Automotive Company, para más tarde, profundizar en el concepto de Sistema de Producción Toyota, fuertemente vinculado a su historia. A partir de los años sesenta, Toyota comenzó a enseñar TPS a sus proveedores, pasando de aplicar la filosofía TPS exclusivamente en la producción a hacerlo en un sistema empresarial completo. Más allá de sus proveedores, Toyota también divulgó el TPS a otras compañías. Aunque cabe decir que en formato de seminarios que como bien sabían no llevaba a ningún puerto. En los años noventa, el Massachusetts Institute of Technology (MIT) lanzó un programa de investigación para revitalizar la industria del automóvil, el International Motor Vehicle Program (IMVP). Dentro de este programa se realizó una investigación sobre los sistemas de gestión de la producción en el mundo, donde se destacó la potencia y superioridad del Sistema de Producción Toyota, que en el transcurso de la investigación fue bautizado como Lean Production. Gran parte de los resultados del 1 estudio se recogen en el libro de Womack, Jones y Roos, [1] The Machine that changed the world. Al contrario de lo que se opina frecuentemente, el término Lean no fue creado por Womack y Jones. En efecto, cuando se investiga en [1] sobre el porqué de bautizar con este nombre al TPS, el lector se encuentra con el responsable: Lean production (un término acuñado por el investigador del IMVP John Krafcik) es “Lean” porque usa menos de todo comparado con la producción en masa – la mitad de esfuerzo humano en la planta, la mitad del espacio productivo, la mitad de inversión en máquinas y la mitad de horas de ingeniería para desarrollar un nuevo producto en la mitad de tiempo. También requiere la mitad del inventario en el lugar de trabajo, resultando en muchos menos defectos y produciendo una mayor y creciente variedad de productos. El concepto Lean manufacturing – que en castellano se suele traducir por “producción ajustada”- se refiere a la búsqueda intensiva de la mejora continua en la fabricación mediante la eliminación de desperdicio, entendiendo como desperdicio o despilfarro todo aquello que no aporta valor al producto desde el punto de vista del cliente y por lo cual no quiere pagar. En efecto, cuando se habla de lean, la primera palabra que se tiene que venir a la mente es la de CLIENTE, en mayúsculas. Se trata de identificar qué quiere el cliente de nosotros, qué es lo que identifica como valor, para después hacerlo fluir hacia él en el tiempo adecuado y al coste adecuado. Esto puede interpretarse de forma que casi cualquier sistema de producción puede encajar en esta definición. Sin embargo, las particularidades del Lean lo han convertido en el modelo a seguir por las mayores empresas del mundo, que en la puesta en práctica de sus principios, han interpretado filosofía y han hecho del Lean un concepto aún más amplio del que ya era. Este proyecto recoge los principios básicos y las herramientas del Lean, para lo cual se parte del Sistema de Producción Toyota (TPS) y se aportan los conocimientos prácticos adquiridos en empresa. Así mismo se desarrollan algunas mejoras implementadas en el desarrollo del proyecto que se basan en los conceptos Lean. 2 Este proyecto nace debido a la necesidad de reducir el tiempo empleado por los operarios en trabajos que no añaden valor al cliente. Una de las acciones a desarrollar marcadas por producción para llevar a cabo esta reducción es en el ámbito de despacho de elementos llamados normales desde donde nace este proyecto. Tal como indican los principios de Lean Manufacturing unas áreas de aplicación es la reducción de actividades sin valor añadido y los transportes hasta el lugar de proceso. Esto es lo que actualmente ocurre a nivel de la FAL (Final Assembly Line) del A400M de Airbus Military, los operarios desperdician mucho tiempo diario en la búsqueda de normales (elementos auxiliares de montaje) y en el desplazamiento desde el lugar de trabajo a la ubicación de los armarios (llamados racks) donde se encuentran dichas normales. Actualmente los operarios acuden a los racks de su estación y toman las normales que necesitan para realización de su operación correspondiente. Los racks pueden encontrarse en distintos niveles o incluso estar en el otro extremo de la estación (llegando a recorrer distancias superiores a 100m). También hay que considerar el tiempo perdido en la localización de la caja de la normal en el rack y en el conteo de las normales necesarias, pues en los racks se encuentran a granel. 1.2 Conceptos básicos y estructura de la línea de ensamblado El desarrollo de este Proyecto Final de Carrera se ha realizado en la FAL del A400M de San Pablo Sur (Sevilla) de Airbus Military. Concretamente en el Departamento de Industrial Services que es el encargado de la logística de planta entre otras tareas. En la FAL se ensambla un modelo de avión, el A400M. El A400M es probablemente el avión de transporte militar más versátil disponible actualmente para responder a las necesidades de las fuerzas aéreas de cualquier país. Puede realizar tres tipos de funciones: es capaz de realizar tanto misiones tácticas directamente al punto de necesidad como tareas logísticas/estratégicas de largo alcance y puede servir como avión cisterna para repostaje en vuelo. Funciona con cuatro motores turbohélice que permiten rango alto de posibilidades de velocidad y altitud en vuelo. En un avión de 3 transporte ideal para satisfacer las más variadas exigencias de cualquier nación en términos militares, humanitarios o cualquier otra misión en beneficio de la sociedad. Definición de NORMAL: “Elementos fabricados contra una norma estándar de Airbus, usualmente de pequeño tamaño y poco valor, que se despachan a granel en las órdenes de producción. Algunos ejemplos son tornillería, tuercas, arandelas o bridas. Estás normales se encuentran generalmente en los racks de la estación”. Estos elementos están definidos por el departamento de Ingeniería. Definición de Rack de Normales: armarios con múltiples compartimentos donde se guardan las normales. Se encuentran en cada estación en diferentes zonas de ésta. Cada estación contiene una cantidad de normales necesarias para al menos dos aviones. Estos racks se reponen dos veces por semana (lunes y jueves) tras realizar una captura del estado del rack por los operarios encargados de dicha tarea para toda la FAL. 1.3 Objetivos El principal objetivo del proyecto es el desarrollo de un sistema automatizado para la gestión del despacho de normales que reduzca los tiempos de recogida de normales y evite las piezas extrañas El alcance de este objetivo está basado en la consecución de varios objetivos parciales como son: - Análisis del sistema de datos actual donde se encuentran reflejadas las necesidades de producto y componentes así como de las operaciones en cada estación. - Análisis de las operaciones de ensamblado y de los componentes y herramientas necesarias con el objetivo de determinar las necesidades en cada operación. - Diseño del sistema de despacho de normales con criterios de optimización de tiempo y eliminación de objetos extraños con origen en las normales. - Diseñar e implementar un sistema automatizado de despacho de Normales por el cual éstas vayan incluidas junto al resto de elementos de su orden y 4 en la cantidad necesaria (sin excesos). Con ello se lograría el objetivo de eliminación de tiempos por búsqueda y preparación de normales en los operarios de Producción de la Estación 35. - Desarrollo del plan Implantación del sistema y evaluación en la reducción de costes y tiempo. La problemática de la FAL es que su estructura de órdenes todavía no está madura, llegándose a producir muchas variaciones de en las órdenes de producción tanto en variación de cantidad como eliminación/introducción de nuevas normales. Por ello el sistema que se diseñe debe dar solución a esta circunstancia, es decir, deberá optarse por un sistema de carácter dinámico. Además hay una serie de objetivos secundarios: - El sistema tendrá que ser estable y sencillo para poder externalizarlo en el futuro. - Eliminación del FOD. - Disminución de la tasa de reposición de los racks. 5 2 FUNDAMENTOS DEL LEAN 2.1 Los principios Lean 2.1.1 Valor En una primera aproximación, el concepto de valor puede definirse como sigue: el valor es todo aquello por lo que el cliente está dispuesto a pagar de forma consciente. No obstante, esta definición encierra una reflexión no tan inmediata. En efecto, el primer pensamiento que puede provocar esta definición es que todos los productos que se compran, están siendo valorados por el cliente antes de que se decida a adquirirlos y que, si los está comprando, es porque está dispuesto a pagar por ellos. ¿Pero sabe el cliente que en el precio del producto está siendo incluido –por ejemplo- el coste de haberlo tenido almacenado? Si fuera consciente de ello, ¿estaría conforme pagando esos costes o asumiría que ese no es su problema? ¿Y si se añaden, además, los costes de productos defectuosos, transportes transoceánicos, absorción de sobreproducción, etc, que no le aportan ningún beneficio como cliente? Orientando el concepto al caso de estudio; un proveedor de estructuras aeronáuticas, el valor es aquello que el cliente le requiere. Incluyendo todas las transformaciones físicas que sufre el producto, las especificaciones técnicas, la certificación de calidad, los registros de conformidad, etc., y, además, cumpliendo los plazos que se acuerdan y en la cadencia de aviones1 contratada. El resto de acciones, procesos, características, etc., que el cliente no desea son elementos que no representan valor2, como pueden ser el almacenaje, los transportes, controles internos de calidad, etc. Esto último es sumamente importante en el concepto de valor; el diseño de productos ajustados a la idea de valor del cliente es el primer paso, pero el valor debe estar presente en todas las actividades: Marketing y ventas: identificar qué desea el cliente. Diseño: Aportar la solución que satisface el deseo del cliente. 1 Cuando se ensambla un ala –por ejemplo- y se entrega a la empresa que realiza el ensamblaje final, se habla de ≪avión entregado≫ aunque se trate de un subconjunto. 2 Tras definir el valor en este apartado, en apartados posteriores se estudia el caso contrario; aquellas actividades que no aportan valor y aquellas que son consideradas como despilfarros. 6 Producción: Materializar el producto diseñado sin introducir actividades y procesos que no aportan valor al cliente. Calidad: Examinar la calidad de lo que el cliente espera y es capaz de valorar, exclusivamente. Expediciones: Satisfacer el tiempo de entrega que el cliente requiere, con estabilidad y precisión. Etc En definitiva, cualquier actividad del proceso debe someterse a la pregunta ¿Aporta esta actividad valor al cliente? 2.1.2 Flujo de Valor En el pensamiento lean, definir el concepto de valor es solo el primer paso; una vez se le otorga el poder al cliente en cuanto a la definición del valor, se desarrollan una serie de actividades que van desde la materia prima hasta el producto acabado (o servicio), con el fin de proporcionar el valor requerido por el cliente. En este proceso, se entrelazan actividades que se pueden enmarcar en tres grandes categorías: actividades con valor añadido, actividades sin valor añadido y despilfarros3. Por otro lado, cabe aclarar que el flujo de valor debe ser entendido en su totalidad, teniendo en cuenta el conjunto de empresas que participan en el proceso productivo, así como los transportes y trámites intermedios que se realicen entre una empresa y otra. Es decir, desde la filosofía lean, el estudio del flujo de valor de la empresa debe ser extendido a la cadena de suministro. Como punto de partida para atacar las ineficiencias y esperas en el flujo de valor, las empresas lean practican la ruptura con las estructuras organizativas tradicionales donde la información fluye en vertical, para dejar paso a modelos dotados de comunicación horizontal. Por otro lado, la departamentalización tradicional 3 En apartados posteriores se detalla cada uno de los principales despilfarros. 7 suele degenerar en competitividad en su sentido más negativo y en un desarrollo del producto difícilmente colaborativo. En lugar de colaborar, cada departamento se preocupa de ser eficiente en sus funciones sin contemplar el proceso total y su interconexión con los otros departamentos. Estas tendencias tienen resultados nefastos para los tiempos de entrega y la calidad, ya que como se verá a continuación, se producen esperas mientras un departamento “trata” al producto. Lo que es peor, se producen errores en el producto cuando la información no fluye entre los departamentos, lo que a su vez genera esperas y retrabajos4 innecesarios. 2.1.2.1 Destapando un flujo de valor ineficiente El exceso de inventario como consecuencia de producir más cantidad de la requerida es un desperdicio fatal ya que provoca la sensación de que todo funciona correctamente. Además, el exceso de inventario atenúa el interés por la mejora al otorgar argumentos como los siguientes: Se reduce la preocupación ante los defectos, ya que se posee inventario para cubrir los productos defectuosos. Si existen esperas o movimientos innecesarios, el hecho de disponer de inventario para realizar las entregas a tiempo desemboca en reducir el esfuerzo por mejorar dichos desperdicios. No considera necesaria la creatividad del empleado ya que la capacidad productiva es suficiente y no requiere de mejoras. Esto podría argumentarse con todo tipo de despilfarros que no se atacan. A todo esto se suma el despilfarro que supone la sobreproducción por si misma; perder tiempo en fabricar algo que no se va a vender o que hay que rebajar 4 Se utiliza esta traducción del término re-work 8 para sacarlo al mercado, consumos de material, energía y recursos humanos de forma inútil, etc. 2.1.3 Pull Este tercer principio, se apoya en los dos anteriores; valor y flujo de valor, ya que cuando la empresa consigue entregar al cliente lo que realmente desea en un corto plazo de tiempo, evitando defectos, altos costes de transporte, almacenaje, etc., es posible dejar que sea el cliente quien atraiga (pull) el producto hacia él. Es decir, la agilidad posibilita producir a partir de la necesidad del cliente, en lugar de producir y empujar el producto hacia él (push). El reto del Lean no es otro que reducir los lead time hasta tal punto, que se reduzca la necesidad de prever las ventas y conseguir adaptarse a la demanda en el menor tiempo posible. Por otro lado, el principio Pull no ha sido aplicado globalmente hasta el momento en ninguna empresa que fabrique productos muy complejos, ni siquiera en Toyota. Pero sí que existen herramientas basadas en el concepto pull que se describen en apartados posteriores. 2.2 Las 3 Mu: Muri, Mura y Muda. Limitantes de la productividad 2.2.1 Muri o Sobrecarga El término Muri se utiliza cuando se rebasa la capacidad de las personas o los medios productivos, originando consecuentemente una reducción de la productividad. 2.2.2 Mura o Viabilidad Este concepto recoge todas variaciones que se producen en un proceso. Estas crean no uniformidades en los productos salientes hacia el proceso aguas abajo y así sucesivamente a lo largo de la cadena. 2.2.3 Muda o Despilfarro El término japonés Muda se traduce al castellano como despilfarro. Aunque también puede encontrarse traducido como “exceso” o “desperdicio”. En cualquier 9 caso, se habla de toda actividad que no aporta valor. A continuación se detallan los 7 tipos de muda: Defectos en los productos Sobreproducción de bienes no necesarios Existencias o sobrestocks de productos esperando procesamiento o consumo adicional Sobreproceso o procesamiento no requerido Movimientos de personal innecesarios Transporte de productos innecesario Esperas de personal, producto o proceso 10 3 DISEÑO DEL SISTEMA DE OPTIMIZACIÓN 3.1 Descripción Una vez tomada la decisión de eliminar desperdicios con la idea de añadir valor al producto se decide de realizar una prueba piloto en la estación 35. En esta estación se analiza que hay grandes pérdidas de tiempo por los desplazamientos y búsqueda que realizan los operarios a la hora de obtener las normales que se encuentran en los racks de la estación. Para disminuir estas pérdidas se decide un sistema que despache las normales directamente al punto de uso (PdU) para evitar estos desplazamientos. 3.1.1 Análisis de SAP La red interna de Airbus Military está conectada con SAP (sistema para la gestión de la empresa). A través de SAP se pueden conocer todos los detalles del día a día de la empresa así como los procesos productivos que se están llevando a cabo, estados de los almacenes, planificaciones de producción, etc. El área de interés que interesa en este caso es la relativa a la estructura de las órdenes de producción. En las órdenes de producción además de los elementos propios de la orden se incluyen las normales necesarias para llevarla a cabo. 3.1.2 Análisis de normales a despachar El siguiente análisis recae sobre el tamaño de las normales a despachar. Tras acudir a los racks de las estaciones se observa que la gran mayoría de las normales no sobre pasan los 5x5cm, siendo muchas de ellas tornillos o arandelas de muy inferior tamaño. Estos datos son muy importantes de cara definir el sistema de despacho en el siguiente apartado. 3.1.3 Elección del sistema de despacho Tras analizar los apartados anteriores se decidió por despachar las normales en maletines con compartimentos separados en función de las órdenes. A diferencia de otros sistemas similares usados en otras industrias, debido a que la estructura de la FAL no está madura y se producen los continuos cambios 11 anteriormente mencionados, se decide optar por un sistema dinámico que permitiera una reconfiguración sencilla de un avión a otro. Por ello se decidió optar por maletines con cajas extraíbles de diferentes tamaños. 3.1.4 Creación del programa gestor Al optar por un sistema dinámico implica inmediatamente la necesidad de un programa para gestionar todo el sistema. El resto de industrias que usan maletines se suelen basar en un sistema estático que cuando necesitan hacer un cambio (normalmente en raras ocasiones) se realiza a “mano”. Como en nuestro caso los cambios se van a producir casi para cada avión este sistema manual no es viable. Así pues el programa que se cree debe ser capaz de extraer de la estructura de SAP las normales que se despachan (incluida cantidad) en las órdenes de producción y en función de ellas generar una serie de informes que faciliten la configuración de los maletines. 3.1.5 Despacho a la estación Con los informes generados por el programa se cargan las normales en los maletines como indican estos. Y se procede a su despacho. Recordemos que el objetivo es reducir los desplazamientos de los operarios a los racks de la estación. Por ello se decide utilizar los desplazamientos obligatorios que ya realizan los operarios, en este caso, cuando acuden a los carros USM a por el resto de elementos de la orden. El uso de este mismo flujo es razonable ya que de este modo se despacha la orden completa al mismo punto de uso (que además es mucho más cercano que los racks al lugar de trabajo). Se pensó crear un único carro para maletines (el sistema usado en la FAL del A380) pero se declinó ya que añade un desplazamiento extra y el espacio en la estación está ya muy limitado. Así pues los maletines se introducirán si es posible en el interior de la caja de su orden correspondiente. Si no es posible en el lateral de cada balda de los carros USM hay un espacio dimensionado para maletines. 12 3.2 Especificaciones del sistema El objetivo es diseñar un sistema automatizado de despacho de normales. Para ello habrá que especificar los apartados anteriores 3.2.1 Elección del maletín Una vez definida la estructura del sistema se procede a realizar la elección del maletín para la prueba piloto. De esta elección dependerán el resto de pasos a llevar a cabo. En el mercado se observó que la mayor parte de los proveedores ofertaban maletines con capacidades y tamaños de cajas casi idénticos (se apreciaba una estandarización). Por ello se eligieron dos modelos de la marca Tayg, el 430-80 y el 330-50, debido a que en principio cumplía con las necesidades expresadas (cajas extraíbles) y su coste económico para la prueba piloto era asequible. Las medidas del modelo 430-80 son 430x370x85 mm y las del modelo 330-50 330x247x54mm. Se denominaron internamente tipo X y tipo L respectivamente. La elección de dos tamaños facilitaría los casos en los que el número de normales diferentes fuese bajo para evitar manejar maletines voluminosos que irían en su mayor parte vacíos. Los maletines tienen disponibles tres tipos de cajas cada uno que permiten configurarlos como se deseen. 3.2.2 Toma de datos de las normales Para la toma de datos de las normales se realizó un estudio en los racks de la Estación 35. Para ello se obtuvo una lista previa de SAP con la configuración de todas las normales de los racks de la estación. Esta toma de datos era necesaria para poder definir el tamaño de las normales. El estudio consistió en averiguar el número de unidades de cada normal que cabía en la caja de menor tamaño posible (incluida la tipo A), es decir número de unidades por caja tipo. 13 3.2.3 Restricciones Se define un máximo de 2 maletines por Orden de Producción. En caso de haber más se dividirá en varias operaciones según las especificaciones de Producción (para la Estación 35 no existe ninguna orden que requiera más de dos maletines). Este máximo se preestablece para evitar el manejo de muchos maletines al mismo tiempo. Límite de capacidad de las cajas y maletines. 3.3 Elección del formato del programa Debido a que la gran mayoría de los ordenadores existentes en la FAL tienen restringidos los derechos para instalar programas (llegando incluso a tener bloqueados los puertos USB en un alto porcentaje de ellos) obliga a que el programa se desarrolle en un formato que sea accesible por todos los usuarios potenciales. Así pues con en la mayor parte de los programas realizados en Airbus se elige el Microsoft Access para desarrollar el programa. 3.4 Diseño de la base de datos Se generan una serie de tablas que se interrelacionan entre ellas a través de una serie de algoritmos. Esta serie de tablas y su creación se explicarán más profundamente en el PFC. A modo de resumen visual para esta memoria se adjunta la siguiente figura: 14 3.5 Diseño de los algoritmos Se divide en tres módulos: - 01 Cálculo de tamaño de caja. - 02 Configuración de maletín. - 03 Asignación de posición. 3.5.1 Módulo 01 Tamaño de caja En el módulo 01_Tamaño_Caja se calcula el tamaño de la caja en la que irá la normal en función de la cantidad requerida por la orden y por la capacidad de las cajas que se obtiene de la captura de datos que se realizó previamente. 3.5.2 Módulo 02 Configurar Maletín Este módulo calcula el formato de los maletines a partir del número de cajas de cada tipo que lleva la orden. 3.5.3 Módulo 03 Posición Caja 15 A partir del formato de los maletines generado en el módulo anterior se asignan las ubicaciones de las cajas para cada maletín. 16 4 IMPLEMENTACIÓN DEL PROGRAMA El menú principal incluye los botones que dan acceso al resto de formularios del programa. El primer botón (BL_01_Actualizar_Tablas) habrá que ejecutarlo al iniciar la aplicación. Esto provoca la actualización de las tablas con las órdenes de Producción de acorde con los datos obtenidos de SAP. Para poder realizar esta actualización es obligatorio estar conectado a la red interna de Airbus Military. El segundo botón generara los tipos de caja en el programa. Los tipos creados en este formulario aparecerán posteriormente en el desplegable del formulario de captura de datos. El tercer botón genera el formulario donde se introducen los datos de los tamaños de las normales capturadas que posteriormente son usadas por los distintos módulos del programa. El formulario 40_04_Configuración del Maletín incluye todas las rutas de las imágenes para las distintas configuraciones. En caso de cambiar la ruta de las imágenes será necesario cambiarla en este formulario también. El formulario 40_05_Estructura_ORDEN_Maletín hace un resumen del número de cajas de cada tipo que contiene una orden. Este formulario es usado internamente por los módulos, no tiene ningún interés para el usuario salvo dar una visión general del número de cajas de cada tipo que contienen las órdenes. El formulario 40_08_Normales_por_Orden es el realmente importante para el usuario y donde se llevará a cabo prácticamente toda la actividad diaria. En este formulario se encuentra un botó que ejecuta todos los módulos que calculan lo maletines. También desde aquí se puede generar todos los informes que irán colocados en los maletines posteriormente. 17 5 VALIDACIÓN 5.1 Implantación en la Estación 35 Una vez lanzadas las Órdenes de Producción el 17 de junio se procede a generar toda la documentación de los distintos maletines para que el día 1 de julio (comienzo previsto de la estación) tenga todos los maletines preparados. Con la documentación impresa se procede a montar los maletines. Una vez que todos los maletines tienen sus cajas definitivas colocadas según la configuración del frontal se procede a su cargado en los racks de la STA35. Este cargado se realiza con la ayuda de un operario de Handling. El tiempo en colocar las normales fue de 11 horas repartidas en 3 días. Si bien este tiempo es algo superior al que habría con el sistema implantado, pues hubo que realizar múltiples viajes a otras estaciones debido a la falta de algunas normales en los racks de la estación. Una vez que todos los maletines están cargados se espera a la llegada de los carros USM que contienen el resto de elementos necesarios para completar la orden. Los maletines se situaron dentro de las cajas con el resto de elementos de la orden en el caso de que sus órdenes correspondiesen a carros USM. El principal peligro que acaecía sobre el proyecto era la duda de la fiabilidad de la estructura de las órdenes de Producción en el SAP. Afortunadamente se compró que era buena y no se detectó ningún fallo de este tipo (todas las normales eran las correctas y en las cantidades necesarias). La única incidencia fue por la incorrecta carga de una normal en una orden. 5.2 Análisis de costes En este apartado se estudió en el proyecto el tiempo que tardaban los operarios en tomar las normales frente al suministro de las normales directamente al punto de uso y compararlos con los diferentes costes horarios de los operarios Airbus frente a los costes de montar todo el sistema subcontratado necesario para llevar a cabo esta labor. Se comprobó en el PFC que es muy favorable económicamente. 18 6 CONCLUSIONES El objetivo de este proyecto era realizar una prueba piloto en la FAL de cara a implantar un sistema de despacho de normales al Punto de Uso, objetivo que se ha cumplido. La elección de optar por un sistema dinámico (en otros programas de Airbus han optado siempre por sistemas estáticos) permitirá que la gestión de este proyecto pueda externalizarse completamente sin tener que depender del departamento de Logística. Si bien puede que en el futuro si se observa que las órdenes se hacen estables cabe la posibilidad de “congelar” el formato de algunas órdenes, pudiendo tener estos maletines preparados para varios aviones con anterioridad al lanzamiento de sus órdenes correspondientes (sistema semi-estático). Debido a que se hace una lectura actualizada de la estructura de Ingeniería se podría implantar de una forma rápida este mismo sistema en otras líneas de montaje de Airbus. Sólo sería necesario realizar una captura de datos de los tamaños de las normales que usen en otros programas. Además con este sistema se logra una reducción importante del FOD en los aviones ya que en todo momento se lleva sólo la cantidad necesaria. En el caso de que el operario notase una falta durante la realización de la operación asignada sabría que tiene que buscar dicha falta por los alrededores para evitar la incidencia del FOD. En cuanto a los resultados del estudio económico han sido bastantes más positivos de los que al principio del proyecto podríamos esperar. Estos datos tan positivos son fruto de la generación automática y de la facilidad para el montaje de los maletines gracias a los informes generados. Todo lo expresado anteriormente permitirá que el Business Case que hay que presentar al comité de la FAL resulte muy favorable y sea posible que se aprueben las partidas de inversión necesarias para su implantación. Este Business Case se presentará en el último tercio del año con la idea de realizar todo el pedido de maletines necesarios para la serie así como para proceder al montaje de toda la logística necesaria. Es importante reseñar que si bien este proyecto se ha desarrollado para la FAL es aplicable en cualquier industria que tenga un alto número de normales en sus 19 operaciones y que incluyan continuos cambios en ellas. Es decir, bien en procesos que no sean de producción en cadena o en procesos que estén todavía en su fase de desarrollo. 6.1 Extensiones: Una vez la prueba piloto en la STA35 estuvo funcionando correctamente se empezó a realizar el dimensionamiento de todos los maletines necesarios para funcionar en serie. Para lo cual habrá que discutir si los maletines usados para este proyecto serán los que definitivamente se comprarán o si se optará por otros muy similares que se usan en otros programas de AIRBUS y que aparentemente ofrecen mejoras de ergonomía y de FOD. Debido al éxito de la prueba piloto se decide realizar una segunda prueba piloto en la STA70 (MSN15) para finales de septiembre y adelantar la implantación del sistema de despacho de normales en toda la FAL para enero/febrero de 2014 frente la fecha anterior de mediados de 2014. Para la futura prueba piloto de la STA70 se ampliará el límite máximo de maletines a un total de cuatro. Esta estación será la prueba definitiva de si el proyecto puede implantarse en enero sin problemas. Esta estación es una de las cuales tienen un mayor número de normarles y requerirá más despachos. El orden de maletines será aproximadamente el doble que el habido en la STA35 (un primer dimensionamiento arroja datos de 81 órdenes y 130 maletines). Como último caso habría también la posibilidad de realizar una última prueba en la estación 60 o 40 antes de final de año. Estas dos estaciones son las que mayor número de normales manejan en la FAL, y por tanto los datos recabados servirían de apoyo a los obtenidos en las anteriores estaciones. Esta realización dependerá en función de si es posible aprovisionarse previamente con los maletines definitivos que se usarán en la serie. En cuanto al tema del FOD, habrá que cotejar en los futuros aviones los datos de incidencias debidas a las normales para compararlas con las anteriores a la implantación de este proyecto. 20 Por último, como todo programa que funcione dentro del organigrama AIRBUS, éste tiene que estar controlado por los programadores de la empresa. Por ello este programa será traspasado para que los programadores lo acaben de desarrollar y añadan una serie de opciones que sirvan para controlar los sistemas de despacho e inventarios. Si bien la filosofía y algoritmos del programa permanecerán casi intactos. 21