FILTROS PERCOLADORES
Anuncio

FILTROS PERCOLADORES
R.S. Ramalho
7.1. Introducción
Todos los reactores biológicos aerobios descritos anteriormente suponen la presencia de
un crecimiento biológico que se mantiene en suspensión dentro del reactor. Por esta
razón se denominan reactores de crecimiento biológico en suspensión. Se ha
desarrollado otro tipo de reactor en el que se utiliza algún tipo de soporte del
crecimiento biológico, que se mantiene fijo en él. Estos reactores se denominan
reactores de crecimiento biológico asistido.
Los filtros percoladores pertenecen a este tipo de reactores de crecimiento asistido. El
filtro percolador es un relleno cubierto de limo biológico a través del cual se percola el
agua residual. Normalmente el agua residual se distribuye en forma de pulverización
uniforme sobre el lecho de relleno mediante un distribuidor rotativo del flujo. El agua
residual percola en forma descendente a través del relleno y el efluente se recoge en el
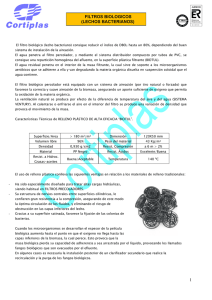
fondo. En la figura 6.25 se presenta un diagrama de la sección típica de un filtro
percolador.
Figura 6.25. Diagrama de un filtro percolador típico. (Por cortesía de Dorr-Oliver Inc.)
La capa del limo que se forma junto al relleno tiene un espesor total comprendido entre
0,1 y 2,0 mm está formado de una subcapa aerobia y de otra anaerobia, tal como se
presenta en la figura 6.26.
Fig. 6.26. Esquema de las subcapas aerobia y anaerobia de un filtro percolador.
El espesor de la subcapa aerobia es función del caudal de agua residual aplicado y de su
DBO. Cuanto mayor sea la DBO del afluente menor será el espesor de la subcapa
aerobia, ya que se presenta un consumo más rápido de oxígeno. Por otra parte, los
caudales elevados favorecen el mantenimiento de una subcapa aerobia más espesa
debido al oxígeno disuelto suministrado con el afluente pulverizado.
Para las cargas hidráulicas normalmente empleadas en los filtros percoladores, el caudal
del agua residual a través del lecho del filtro se sitúa en la región laminar.
El proceso biológico aerobio que tiene lugar en la subcapa aerobia es típico (capítulo 5,
sección 4.1.1, figura 5.7). El sustrato se oxida parcialmente para proporcionar la energía
necesaria al proceso biológico. Otra parte del sustrato se utiliza para sintetizar nuevo
material de constitución del limo.
En la subcapa anaerobia, la degradación tiene lugar con formación de ácidos orgánicos,
CH4 y H2S (sección 9.1). En los filtros percoladores la materia orgánica y coloidal se
separa mediante oxidación aerobia, biosorción, coagulación y descomposición
anaerobia. En esencia, no existe disminución de la carga orgánica por filtración
mecánica. El término «filtro percolador» resulta confuso a este respecto.
7.2. Espesor de la capa de limo
Normalmente, el espesor de la capa de limo está comprendido entre 0,1 y 2,0 mm.
Existe un efecto perjudicial en la operación del filtro percolador si dicho espesor es
superior a los 2,0 mm. Puede presentarse una obstrucción del relleno, perjudicando el
flujo del agua residual y la transferencia de oxigeno a los microorganismos aerobios.
Las cargas hidráulicas de operación normal son bajas, 1 - 10 m3/m2 · h, y no son
suficientes para mantener la capa de limo limpia. De esta forma, la carga hidráulica no
puede emplearse para controlar el espesor de la capa de limo. Este control se efectúa
principalmente por las larvas y gusanos, que sobreviven en el limo acumulado.
Conforme la capa de limo aumenta de espesor, la materia orgánica del agua residual se
metaboliza antes de que pueda alcanzar la capa de microorganismos asociada a la
superficie de relleno. Estos microorganismos quedan sin alimentación suficiente y
tienden a pasar a la fase de respiración endógena. La capa de limo en la fase endógena
pierde su capacidad para unirse a la superficie del relleno y se pierde. Este fenómeno,
denominado desprendimiento, es función de la carga orgánica e hidráulica del filtro.
7.3. Comparación entre los filtros percoladores y el proceso de lodos activos
Para rendimientos en la disminución de la DBO de aproximadamente el 60%, se ha
encontrado que normalmente los filtros percoladores son más económicos que el
proceso de lodos activos, en particular para caudales pequeños de aguas residuales. Para
rendimientos superiores en la disminución de la DBO (90% o más) el proceso de lodos
activos es más económico debido a que el coste del material del relleno podría resultar
demasiado elevado. Estas consideraciones sugieren una posible operación en dos etapas:
filtros percoladores seguidos por una planta de lodos activos, combinación que en
algunos casos puede resultar ventajosa. Un ejemplo de un sistema de este tipo es el
proceso del biofiltro activo, que se presenta en el diagrama de la figura 6.27.
Debido a que los organismos gubernativos están imponiendo normas de calidad del
efluente cada vez más restrictivas, el hecho de que sea difícil para los filtros
percoladores competir económicamente con las plantas de lodos activos en el intervalo
de rendimientos elevados de la disminución de la DBO puede resultar un factor
importante contra la utilización de los filtros percoladores en el tratamiento de as aguas
residuales.
Fig. 6.27. Diagrama para el proceso del biofiltro activado (Cortesía de Neptune
Microfloc.)
Algunas de las ventajas de los filtros percoladores sobre el proceso de lodos activos son
(1) no se necesita energía para la aireación, (2) operación sencilla, (3) respuesta lenta y
recuperación más rápida de los cambios bruscos de la DBO y (4) son menos sensibles a
la presencia de sustancias tóxicas en el afluente.
7.4. Disposición física de los filtros percoladores
Los filtros percoladores son lechos de 1 a 12 m de profundidad rellenos de materiales
tales como roca, clinkers o materiales sintéticos (nombres comerciales: Surfpac, Flocor,
Actifil). Estos rellenos de material plástico se encuentran en el mercado (Dow Chemical
Co., Ethyl Corporation, B. F. Goodrich, Norton Co.) en formas diversas. El agua
residual afluente percola a través del relleno poniéndose en contacto con la capa de limo
biológico.
Las dos propiedades más importantes de los filtros percoladores son la superficie
especifica y el porcentaje de huecos. La superficie específica se define como los m2 de
superficie de relleno por m3 de volumen total. Cuanto mayor sea la superficie específica
mayor será la cantidad de limo biológico por unidad de volumen. Por otra parte, a
mayor porcentaje de huecos se consiguen cargas hidráulicas superiores sin peligro de
inundación.
Mientras que los lechos rellenos de roca, clinkers u otros materiales similares, no
pueden sobrepasar profundidades de 1 a 2,5 m, los lechos de materiales sintéticos
pueden soportar profundidades entre 6 y 12 m. El mayor porcentaje de huecos en los
rellenos sintéticos facilita el flujo y reduce el peligro de inundación.
Para los rellenos comunes (roca, clinkers, etc.) las características normales son la
siguientes: diámetro: 4 - 5 cm; área superficial específica: 80-110 m2/m3 de volumen
global; % de huecos: 45-55 % y carga hidráulica máxima: 3,4 · 10 4 m3/s · m2.
Las ventajas de los rellenos sintéticos son: (1) que permiten profundidades del relleno
hasta de 12 m; (2) que se puede llegar a cargas hidráulicas elevadas hasta 2,8 · 10-3 m3/s ·
m2 (3) tienen superficies específicas de hasta 220 m2/m3 de volumen total; (4) existe un
riesgo menor de quedar obstruidos por las aguas residuales que arrastran cantidades
importantes de sólidos en suspensión y (5) debido a su peso ligero requieren una
estructura de soporte más barata.
Las desventajas de los rellenos sintéticos son: (1) su precio comparativamente elevado y
y (2) que resultan inadecuados para obtener rendimientos en el tratamiento de las aguas
residuales relativamente importante al compararlos con los que se consiguen con los
rellenos normales.
7.5. Sistemas de filtración por percolación
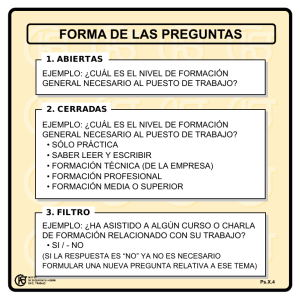
En la figura 6.28 se presentan las disposiciones más comunes de sistemas de filtración
por percolación. (a) Sistema de filtro único. Puede trabajar cono sin reciclado del
efluente. El reciclado del efluente está indicado para obtener una calidad mayor. Si la
DBO del afluente es mayor de 500 mg/l el reciclado resulta recomendable. Ya que los
sistemas de crecimiento asistido retienen la biomasa dentro de los límites del sistema, se
elimina la necesidad de reciclado de la misma, como en el caso de las plantas de lodos
activos. (b) Filtración doble alternativa. El primer filtro es responsable de la mayor parte
de la eliminación de la DBO, el segundo sirve para mejorar la calidad del efluente; en
consecuencia la mayor parte del crecimiento de limo sucede en el primer filtro. El ciclo
se invierte periódicamente (diaria o semanalmente) tal como queda mostrado por la
linea de puntos de la figura 6.28 (b). De esta forma el control del espesor de la capa de
limo es fácil de conseguir, manteniendo un espesor uniforme de dicha capa de limo en
las dos unidades. Por este sistema se obtiene una calidad del efluente superior con
respecto a los filtros únicos. (c) Filtración en dos etapas. El primer filtro es grueso,
relleno normalmente con material sintético que separa el 60-70% de la DBO. El
segundo filtro, en el cual el crecimiento de limo es considerablemente menor, actúa
como sistema de mejora del efluente.
Fig. 6.28. Sistemas de filtración por percolación.
a) Sistema de percolación a través de un filtro único.
b) Filtración en dos etapas
Figura 6.29. Algunos modelos de reciclado en filtros percoladores.
Con los sistemas de filtración por percolación con una o varias etapas son posibles
muchas formas de reciclado. El reciclado puede enviarse directamente de nuevo al filtro
o puede pasar a través de tanques de sedimentación. La figura 6.29 presenta unos
cuantos modelos de reciclado utilizados en sistemas de filtración por percolación de una
y dos etapas.
7.6. Pretratamiento en la filtración por percolación
En la filtración por percolación puede requerirse un pretratamiento similar al que se
efectúa en el proceso de lodos activos. Puede resultar necesario ajustar el pH mediante
neutralización hasta un valor óptimo entre 7 y 9, debido a que el exceso de alcalinidad o
de acidez perturba el proceso biológico.
7.7. Fórmulas de diseño de los filtros percoladores
El propósito de las fórmulas de diseño es obtener una relación entre la disminución de la
DBO, la profundidad del filtro, la carga hidráulica y las características del medio. La
formulación que sigue es la desarrollada por Eckenfelder y colaboradores. Las dos
suposiciones fundamentales aplicadas para este desarrollo son: (1) el filtro percolador se
considera un reactor de flujo pistón y (2) la disminución de la DBO sigue la cinética de
las reacciones de primer orden.
Estas suposiciones fueron las que se hicieron en el desarrollo del modelo del reactor de
flujo pistón (capítulo 5, sección 12.2), que conducen a la ecuación (5.232).* Resulta
conveniente, debido a las transformaciones que se hacen a continuación, que la ecuación
(5.232) vuelva a escribirse con los símbolos K' y t en lugar de K y th y reagrupada como
sigue:
Se/So = e-K't (6.89)
Hagamos
K' = kXv (6.90)
en la que Xv es la biomasa activa en mg/l. La concentración de biomasa activa Xv es
proporcional a la superficie específica del medio, esto es:
Xv = C'Av (6.91)
en la que C' es una constante de proporcionalidad y Av es la superficie específica del
medio (m2/m3). Asimismo, para el filtro percolador, Eckenfelder propuso que el tiempo
de residencia venga dado por:
t = CD/Ln (6.92)
* Para el caso específico de la filtración por percolación, el diagrama del reactor de flujo
pistón debe volver a dibujarse verticalmente (figura 5.36) con el afluente entrando por la
parte superior y el efluente abandonando el filtro por el fondo. Por otra parte, el
desarrollo es enteramente igual al del capitulo 5, sección 12.2.
en la que D es la profundidad del filtro (m); L la carga hidráulica m3/(s)(m2); C, n son
constantes que son funciones del tipo y de la superficie específica del relleno del filtro.
Por último, el parámetro C puede escribirse en la forma:
C = C''Avm (6.93)
en la que C'' y m son constantes. La sustitución de K' y t en la ecuación (6.89) por los
valores dados en las ecuaciones (6.90) y (6.92) y la utilización de las ecuaciones (6.91)
y (6.93) para Xv y C conduce a:
Se/So = exp(- kC'AvC''AvmD/Ln) = exp(- kC'C''Avm+1D/Ln) (6.94)
haciendo kC'C''Avm+1 = K la ecuación (6.94) se convierte en:
Se/So = exp(-KD/Ln) (6.95)
La ecuación (6.95) es el modelo de Eckenfelder [6] de los filtros percoladores.
Relaciona el % de DBO remanente (Se/So) con la profundidad del filtro (D) y la carga
hidráulica (L). El parámetro K, para un relleno específico es función de la constante de
velocidad k del sustrato. Esto lleva a la definición de K, esto es K = kC'C''Avm+1 en las
ecuaciones (6.94) y (6.95). Por otra parte, el parámetro n depende solamente de las
características del relleno.
El efecto de la temperatura puede considerarse en el valor del parámetro K. Eckenfelder
propone una corrección de temperatura dada por una relación tipo Arrhenius:
K = K20(l,035)T-20 (6.96)
en la que T viene expresada en ºC.
7.8. Aplicación del modelo matemático básico a los filtros percoladores con y sin
reciclado
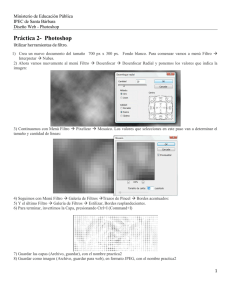
En la figura 6.30 se representan las corrientes involucradas en el funcionamiento de los
filtros percoladores con y sin reciclado del efluente. El reciclado mejora el rendimiento
en la disminución de la DBO y diluye la DBO del afluente hasta valores compatibles
con el mantenimiento de las condiciones aerobias. Cuando no hay reciclado se aplica
directamente la ecuación (6.95). En los filtros percoladores con reciclado, la DBO del
afluente (SF) se diluye hasta un valor So antes de entrar al filtro. La relación entre So, SF,
Se y la relación de reciclado se obtiene mediante un balance de materia para la DBO
[circuito (----) de la figura 6.30 (b)].
QFSF + QRSe = (QF + QR)So
...So = (QFSF + QRSe)/(QF + QR)
Dividiendo numerador y denominador por QF y haciendo QR/QF = r = relación de
reciclado,
Fig. 6.30. Filtro percolador sin reciclado (a) y con reciclado (b).
So = (SF +rSe)/(1 + r) (6.97)
Sustituyendo este valor en la ecuación (6.95):
Se/[(SF +rSe)/(1 + r)] = exp(-KD/Ln) (6.98)
Para simplificar se hace KD/Ln = X. Dividiendo numerador y denominador por SF y
despejando Se/SF:
Se/SF = e-x/(1 + r - re-x) (6.99)
Balakrishnan [3], para aguas negras, ha desarrollado una relación empírica basada en la
ecuación (6.99):
Se/So = exp(- 0,003 Av0'644Se0,54D/Ln) (6.100)
7.9. Procedimiento de diseño de filtros percoladores cuando se dispone de datos de
plantas piloto o semi-piloto
Se discutirán tres aspectos: (1) Un modelo de filtro percolador semi-piloto y el
procedimiento para obtener datos de diseño a partir de este modelo, (2) el tratamiento de
los datos obtenidos con objeto de determinar las constantes n y k de la ecuación (6.95) y
(3) la aplicación de estos resultados para diseñar un filtro percolador a escala real. Se
estudian ambos casos, con y sin reciclado. La solución que se da es la propuesta por
Eckenfelder y Ford [7]. En el ejemplo 6.7 se presenta un problema numérico.
7.9.1. Modelo de filtro percolador semi-piloto
En la figura 6.31 se presenta un diagrama del modelo semi-piloto del filtro percolador
desarrollado por Eckenfelder y colaboradores. El agua residual contenida en el
recipiente de alimentación se bombea mediante una bomba peristáltica hasta una placa
perforada de distribución del flujo. Allí se mezcla con la corriente de reciclado
procedente del tanque de decantación.
Como etapa previa, es necesario generar un limo aclimatado sobre el relleno del filtro.
Esta operación puede durar desde varios días hasta algunas semanas, dependiendo del
tipo del agua residual. Se toman muestras periódicamente en el relleno y en el liquido y
se llevan a cabo determinaciones de la DBO. Se registran los valores de equilibrio de la
DBO. Pueden emplearse también unidades piloto.
El procedimiento para obtener los datos básicos es: (1) seleccionar tres o cuatro cargas
hidráulicas, m3/(s)(m2). Para profundidades de filtro(D > 3 m) con relleno plástico, se
eligen caudales de 3,5 · 10-4 a 2,8 x 10-3m3/(s)(m2). En la unidad piloto (ejemplo 6.7), se
utilizan cargas hidráulicas de 7 · 10-4, 1,4 · 10-3, 2,1 · 10-3 y 2,8 · 10-3 m3/(s)(m2) (cuadro
6.4). (2) Para cada caudal se muestrean por lo menos tres profundidades. Para el
ejemplo 6.7 se han muestreado cuatro profundidades (1,5, 3,4,5 y 6 m).
Fig. 6.31. Filtro percolador semipiloto.
CUADRO 6.4.
Datos del ejemplo 6.7a (a 20º C)
a
Valores deL en m3/(s)(m2).
Los análisis de las muestras se expresan normalmente en forma de % de la DBO
remanente, esto es, Se/So · 100. Ya que en el ejemplo 6.7 se han tomado cuatro cargas
hidráulicas (L) y cuatro profundidades de muestreo, los valores Se/So forman una matriz
4 · 4 (cuadro 6.4). Los análisis pueden expresarse también como DQO o COT. Se llevan
a cabo también determinaciones del pH, del nitrógeno Kjeldahl y de la temperatura del
agua.
7.9.2. Tratamiento de los datos obtenidos con objeto de determinar las constantes n
yK
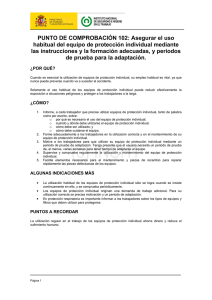
Paso 1. En el papel semilogarítmico se representa el porcentaje de DBO remanente
(Se/So) · 100 en función de la profundidad (D) para cada valor de la carga hidráulica (L).
De la ecuación (6.95) se deduce que,
ln(Se/So) = - KD/Ln = - (K/Ln)D (6.101)
Con ello se obtiene una familia de líneas rectas. El valor absoluto de sus pendientes
corresponde a K/Ln. Para el ejemplo 6.7, esta representación se muestra en la figura
6.32, en la que las cuatro líneas corresponden a cuatro ensayos, L = 7 · 10-4, 1,4 · 10-3, 2,1
· 10-3 y 2,8 · 10-3 m3/(s)(m2).
Paso 2. En papel doble logarítmico se representan los valores absolutos de las
pendientes para cada una de las líneas de paso 1 en función de L (cuadro 6.5 y figura
6.33). Debido a que:
|pendiente| = K/Ln (6.102)
tenemos:
log |pendiente| = log K - n log L (6.103)
Fig. 6.32. Representación del % de DBO remanente en función de la profundidad.
CUADRO
K/Ln en función de L
a
De
6.5.
la
Fig.
6.32.
Fig. 6.33. Representación de K/Ln en función de L.
Se obtiene una línea recta en que cada punto corresponde a uno de los ensayos. La
pendiente de dicha recta nos permite encontrar el valor de n de acuerdo con la ecuación
(6.103). En la figura 6.33 se representa esta situación para el ejemplo 6.7 en la que se
han utilizado cuatro puntos para la construcción de la recta.*
Paso 3. Se llevan a cabo los cálculos siguientes:
1. Se determinan los valores de Ln para cada ensayo utilizando el valor de n determinado
en el paso 2 (cuadro 6.6).
CUADRO 6.6
Valores de Ln = L0,478 en función de L
2. Se calculan los valores de D/Ln para cada ensayo a cada profundidad. Para el ejemplo
6.7, esto conduce a una matriz 4 · 4 (cuadro 6.7).
* El valor de K puede estimarse a partir de la ordenada en el origen para un valor de
abscisa L = 7 · 10-4 de la figura 6.33, equivalente a 0,356. Es preferible sin embargo
determinarlo de la pendiente de la recta de la figura 6.34, tal como se describe en el
paso 4.
CUADRO 6.7
Matriz de los valores de D/Ln = D/L0,478
CUADRO 6.8
D/Ln= D/L0,478 en función de (Sc/So) · 100
3. Se construye un cuadro de D/Ln en función de (Se/So) · 100 a la vista de lo presentado
en los cuadros 6.4 y 6.7. En el cuadro 6.8 se muestran los valores obtenidos de esta
confrontación, correspondientes al ejemplo 6.7. Los valores de D/Ln se leen en el cuadro
5.7 de izquierda a derecha y de arriba abajo y los valores correspondientes a (Se/So) ·
100 se toman del cuadro 6.4 de la misma forma. En el cuadro 6.9 aparece un resumen de
los valores calculados correspondiente al ejemplo 6.7.
CUADRO 6.9
Resumen de los valores calculados del ejemplo 6.7
Paso 4. En papel semilogarítmico se representan los valores de (Se/So) · 100 en función
de D/Ln (cuadro 6.8). De la ecuación (6.101) se obtiene:
ln(Se/So) = - K(D/Ln) (6.104)
La pendiente de la recta así obtenida corresponde el valor de K. Para el ejemplo 6.7 esta
representación se muestra en la figura 6.34. Ya que en este ejemplo hay una matriz 4 · 4,
se utilizan 16 puntos para la construcción de esta línea. Por lo tanto, los valores de las
constantes n y K para el modelo matemático han sido ya obtenidas.
7.9.3. Aplicación de los resultados al diseño de un filtro percolador a escala real
Caso 1. Filtro percolador sin reciclado [figura 6.30(a)].
El diseño se basa en la ecuación (6.95), obteniéndose los valores de K y n en la forma
descrita en la sección 7.9.2.
Fig. 6.34. Representación de (Se/So) · 100 en función de D/L0,478.
Paso 1. Se calcula la carga hidráulica requerida para una disminución específica de la
DBO correspondiente a la relación Se/So necesaria. Se supone un valor para la
profundidad D y se resuelve la ecuación para hallar la carga hidráulica L, m3/(s)(m2).
Resolviendo la ecuación (6.95) para L se obtiene:
L = [- KD/ln(Se/So)]1/n (6.105)
De la ecuación (6.105) se puede obtener la carga hidráulica L en m3/(s)(m2).
Paso 2. El área requerida de filtro A es:
A = QF/L = (m3 /s) / (m3/(s)(m2)) = m2 (6.106)
Paso 3. El diámetro del filtro viene dado por la ecuación:
d = (4A/p)1/2 = (A/0,785)1/2 m (6.107)
Caso
2.
Filtro
percolador
con
reciclado
[figura
6.30
(b)].
Paso 1. Se calcula So de la ecuación (6.97) para un valor específico de la relación de
reciclado r.
Paso 2. Se resuelve la ecuación (6.95) para L, con lo que se obtiene una ecuación
similar a la (6.105) a partir de la cual se calcula la carga hidráulica. Los pasos 1 y 2
pueden combinarse para resolver la ecuación (6.99) directamente con objeto de obtener
L. El resultado final es:
L = (-kD/ln ( (Se/SF)(1+r) / (1 + r(Se/SF)) ))1/n (6.108)
Paso 3. En consecuencia, el área requerida de filtro, A, es:
A = Qo/L = QF(r + 1)/L m2 (6.109)
Paso 4. El diámetro del filtro se calcula a partir de la ecuación (6.107).
Ejemplo 6.7. Para un filtro percolador experimental que trata un agua residual industrial
se obtienen los datos presentados en el cuadro 6.4 correspondientes al porcentaje de
DBO remanente en función de la profundidad, a una temperatura de 20ºC.
1. Determínense los valores de los parámetros n y K y escríbase la correlación de la
DBO remanente a cada profundidad y carga hidráulica.
2. Calcúlese el diámetro del filtro percolador necesario para obtener una reducción de la
DBO del 80% si el caudal del agua residual es de 0,088 m3/s. Se cuenta con un filtro de
6 m de profundidad y una relación de reciclado de 1,0. Los cálculos se basan en una
DBO del afluente de 300 mg/l.
3. Si no se emplea reciclado para el filtro diseñado en la parte 2, calcúlese el caudal
máximo de agua permisible en m3/s para alcanzar la reducción deseada de DBO del
80%.
Solución. Parte 1. Se sigue el procedimiento descrito en la sección 7.9.2.
Paso 1. Se hace una representación en papel semilogarítmico de (Se/So) · 100 en función
de D para una serie de cuatro valores de L. Este gráfico se presenta en la figura 6.32.
Paso 2. En el cuadro 6.5 se presentan los valores absolutos de las pendientes leídas en la
figura 6.32 en función de L. La figura 6.32 es una representación logarítmica de estos
valores. De la figura 6.33 se obtiene n = 0,478.
Paso 3.
1. En el cuadro 6.6 se presentan los valores de Ln = L0'478 para cada ensayo.
2. En el cuadro 6.7 se presenta una matriz de los valores de D/Ln = D/L0,478 para cada
ensayo a cada profundidad.
3. En el cuadro 6.8 se presentan los valores de D/Ln = D/L0,478 en función de (Se/So) · 100.
En el cuadro 6.9 se da el resumen de los valores calculados.
Paso 4. En la figura 6.34 puede observarse la representación logarítmica de (Se/So) · 100
en función de D/L0,478. De la pendiente de la línea recta de la figura 6.34 se obtiene K =
0,011. De la ecuación (6.95) para n = 0,478 y K = 0,011:
Se/So = exp(-0,011 D /L0,478)
que es la correlación de la DBO remanente a cada profundidad y carga hidráulica.
Solución. Parte 2. Diámetro del filtro percolador.
Se sigue el procedimiento descrito en la sección 7.9.3 (caso 2).
Paso 1. Se calcula So, ecuación (6.97). De aquí:
Se = (0,2)(300) = 60 mg/l
So= 300 + (1,0)(60)/(1 + 1,0) = 180 mg/l
Paso 2. Se calcula L, ecuación (6.105). De aquí:
Se/So = 60/180 = 0,333
ln 0,333 = -1,0986
y
K=0,011 ; n=0,478
Por lo tanto, ecuación (6.105)
L = [(-0,011 · 6)/(-1,0986)]1/0.478 = 0,00278 m3/(s)(m2)
o
0,0028 m3/(s)(m2) · 3600 s/h · 24 h/d = -242 m3/(d)(m2)
Procedimiento de cálculo alternativo, ecuación (6.108). En este caso: Se/SF 60/300 = 0,2;
K=0,011;n=0,478;D=6m y r= 1,0. Por lo tanto:
...L = [- (-0,011 · 6 /(ln{[(0,2)(1+1,0)]/[1+(1,0)(0,2)]})]1/0,478 = 0,02 m3/(s)(m2)
Paso 3. Se determina el área del filtro, ecuación (6.105). En este caso:
Caudal: 0,088 m3/s · 86 400 s/d = 7 603 m3/d
y
A = 7603 (1,0 + 1)/242 = 62,8 m2
Paso 4. Se determina el diámetro del filtro, ecuación (6.107):
d = (62,8/0,785)1/2 = 8,94 m
Solución. Parte 3. Sin reciclado
A = 62,8 m2
Se/So = 0,2
Paso 1. Se calcula la carga hidráulica permisible, ecuación (6,105). En este caso:
So = SF = 300 mg/l
L = (-0,011 · 6/ln 0,2)1/0,478 = 0,00125 m3/(s)(m2)
o:
0,00125 m3/(s)(m2) · 3600 s/h · 24 h/d = 108 m3/(d)(m2)
Paso 2. Se determina el caudal máximo de agua residual, ecuación (6,106).
Qx = AL = 62,8 m2 · 108 m3/(d)(m2) = 6782 m3/d
o:
Qx = 0,0785 m3/s
(era 0,088 m3/s con r = 1,0).
7.10. Procedimiento de diseño cuando no se dispone de datos experimentales
Los datos experimentales necesarios para determinar los parámetros n y K por el
procedimiento descrito en la sección 7.9.2., esto es, una red de datos como los
presentados en el cuadro 6.4, no son fácilmente obtenibles. Puede no resultar factible
llevar a cabo el trabajo experimental tedioso necesario para obtener esta red de datos. Si
este fuera el caso, el parámetro n se estima a partir de datos disponibles de diferentes
tipos de relleno (n depende sólo de las características de relleno). El parámetro K se
estima también a partir de datos disponibles de aguas residuales de diferentes fuentes.
Eckenfelder [6] presenta una tabulación de valores para el filtro «Surfpac» (n = 0,5 )
para diferentes aguas residuales industriales.
7.11 Diseño de unidades de filtro percoladores en varias etapas
Como en el caso de los sistemas de varios RFCTA en serie, descrito en el capítulo 5,
sección 12,4, es normal diseñar unidades de filtración por percolación en varias etapas
en serie adoptando el mismo volumen V por etapa [V = Dd = profundidad · diámetro].
Esto supone un procedimiento iterativo que se describe a continuación.
Fig. 6.35. Diagrama de un sistema de dos filtros percoladores en serie.
Supóngase el caso de una filtración en dos etapas tal como se presenta
esquemáticamente en la figura 6,35. Sean Epsilon1, Epsilon2, y EpsilonT los
rendimientos en la disminución de la DBO de la primera etapa, de la segunda y del
sistema en su conjunto, respectivamente, esto es:
Epsilon1 = ((So - S'e) / So) ·100 (6.110)
Epsilon2 = ((S'e - Se) / S'e) ·100 (6.111)
EpsilonT = ((So - Se) / So) ·100 (6.112)
Ya que los Epsilon representan el porcentaje de disminución de la DBO y los valores (1
- epsilon) son los porcentajes de la DBO remanente, puede escribirse el siguiente
balance de rendimientos por cada unidad de DBO:
(1,0)Epsilon1 + (1,0)(1 -Epsilon1)Epsilon2 = (1,0)EpsilonT (6.113)
en la que:
=
disminución
de
la
DBO
en
la
primera
etapa
(1,0)Epsilon1
(1,0)(1 -Epsilon1)Epsilon2 = disminución de la DBO en la segunda etapa
(1,0)EpsilonT = disminución global de la DBO
A partir de la ecuación (6.113) se obtiene.:
Epsilon2 = (EpsilonT - Epsilon1)/(1 - Epsilon1) (6.114)
El procedimiento de diseño para un valor específico del rendimiento global EpsilonT es
como sigue:
Paso 1. Se supone un valor de rendimiento Epsilon1 para la primera etapa, teniendo en
cuenta que la mayor parte de la disminución global de la DBO se presenta en dicha
primera etapa.
Paso 2. Del valor supuesto de el Epsilon1 se calcula el rendimiento en la disminución
de la DBO, Epsilon2, para la segunda etapa a partir de la ecuación (6.114).
Paso 3. Para estos valores de Epsilon1 y Epsilon2, se realiza el diseño de las etapas 1 y
2 mediante el procedimiento descrito en la sección 7.9.3.
Paso 4. Si no se obtienen volúmenes iguales para las dos etapas, se supone un nuevo
valor de Epsilon1 y se repiten las etapas 1 a 4 hasta que se llega a una concordancia
para los volúmenes de las dos etapas.
Este procedimiento puede ampliarse para sistemas con cualquier número de filtros en
serie, con o sin reciclado. Como en el caso de los RFCTA en serie, aumentando el
número de etapas aumenta el rendimiento global para un valor fijo del volumen total
(capítulo 5, sección 12.2).
7.12. Proceso Biodrof
El proceso Biodrof es una modificación del sistema de filtros percoladores clásico. El
equipo de base consiste en un lecho provisto de un material de relleno granular muy
fino. Este material sintético, llamado biolita, esta constituido por silico-aluminatos de
hierro y óxidos de titanio. El diámetro de los granulos está entre 1,5 y 3 mm, y su
superficie específica es de 1.500 m2/m3.
Durante la operación para consumo de la DBO soluble, el agua residual desciende a
través del lecho, como en el caso de los filtros percoladores ordinarios. Sin embargo, en
el proceso Biodrof una corriente de aire es aspirada a través del lecho paralelamente al
flujo de agua residual, por medio de un sistema de aspiración forzada. Un cultivo
bacteriano, sujeto por la biolita, se desarrolla a medida que ocurre el consumo de la
DBO por bioxidación.
En el caso de un filtro percolador clásico, los grandes intersticios en el relleno permiten
a la masa biológica liberada periódicamente atravesar el filtro sin obstruirlo. (Véase
sección 7.2. etapa de desprendimiento.) En el caso del filtro Biodrof esto no sucede
porque los intersticios son muy pequeños. Como resultado ocurre una obstrucción del
lecho, generalmente después de unos dos días de operación. Esto puede verificarse
registrando la pérdida de carga de la corriente de aire aspirado a través del lecho.
Cuando esto ocurre la operación ordinaria del filtro se suspende, y se cambia a una
operación de lavado similar al caso de filtros de arena en tratamiento de agua potable.
Se bombea agua de lavado en dirección ascendente a través del lecho, y la biomasa es
arrastrada, y separada posteriormente por sedimentación. Una parte del lodo
sedimentado puede ser recirculada posteriormente en el lecho, para mantener un nivel
suficiente de actividad bacteriana.
Evidentemente, una planta Biodrof debe estar provista de un conjunto de filtros, de tal
modo que cuando un cierto número de éstos esta en fase de operación consumiendo
DBO, algunos otros están en fase de lavado a contracorriente.
El proceso Biodrof fue desarrollado por la Cia. Degrémont en 1980.