- Ninguna Categoria
Tema5.Difusion.ProcesamientoMaterialesCeramicos
Anuncio
DIFUSIÓN / INTRODUCCIÓN Muchas reacciones y procesos importantes en la fabricación de un componente o de una estructura de ingeniería, o del tratamiento de materiales ocurren por medio DE TRANSPORTE DE MASA, bien dentro de un determinado sólido, o bien desde un líquido, un gas u otro sólido. El transporte de masa generalmente ocurre a escala microscópica. Esta transferencia va acompañada inseparablemente por la difusión DIFUSIÓN: fenómeno de transporte de masa por movimiento átomos dentro de la red cristalina (en el caso de metales); de cationes y aniones (en el caso de cerámicas iónicas) y de macromoléculas (en el caso de polímeros). La difusión ocurre en el interior de sólidos, líquidos y gases. Gases ⇒ movimiento átomos/moléculas muy rápido Líquidos ⇒ movimiento más lento ⇒ ↑↑Interacciones atómicas Sólidos ⇒ SÓLO vibraciones térmicas en posiciones equilibrio Es básica en procesos industriales como: • Procesos de solidificación en el estado sólido • Transformaciones alotrópicas • Mecanismos de precipitación o cambios de solubilidad • Recristalización • Tratamientos térmicos • Fenómenos de oxidación - reducción • Fabricación de materiales cerámicos. Sinterización • Mecanismos de fluencia La difusión atómica en los materiales sólidos depende: • La temperatura • El gradiente de concentración PARA QUE PUEDA PRODUCIRSE LA DIFUSIÓN EN ESTADO SÓLIDO, GENERALMENTE SE REQUIERE LA EXISTENCIA DE DEFECTOS PUNTUALES. DIFUSIÓN / INTRODUCCIÓN El fenómeno de la difusión se puede demostrar mediante el par difusor formado por la unión de dos metales (Cu y Ni) puestos en contacto a través de las dos caras (Figura 1). Este par se calienta a elevada temperatura (por debajo de la temperatura de fusión de ambos metales) durante un largo período de tiempo y luego se enfría a temperatura ambiente. El análisis químico revela una condición parecida a la registrada en la figura 2 : cobre y níquel puros en los extremos del par, separados por una región de aleación. La composición de ambos metales varía con la distancia, como ilustra la figura 2.c. Este resultado indica que los átomos de cobre han migrado o difundido dentro del níquel y que el níquel ha difundido dentro del cobre. Este proceso, en que los átomos de un metal difunden en el otro, se denomina interdifusión o difusión de impurezas. Ejemplo: difusión de C o N en matriz de Fe (procesos de cementación y nitruración) Existe un claro transporte de átomos desde las regiones de elevada concentración a las de baja concentración. También ocurre difusión en metales puros, donde los átomos del mismo tipo intercambian posiciones y se denomina autodifusión. La autodifusión no se puede observar por los cambios de composición. Figura 1 (a) Un par difusor cobre-níquel antes del tratamiento térmico a elevada temperatura, (b) Representación esquemática de las localizaciones de los átomos de Cu (círculos coloreados) y Ni (círculos grises) dentro del par difusor, (c) Concentraciones de cobre y de níquel en función de la distancia a la intercara del paR. Figura 2 a) Zona de aleación por difusión del par difusivo cobre-níquel después de tratado térmicamente a elevada temperatura, (fe) Representación esquemática de las localizaciones de los átomos de Cu (círculos coloreados) y Ni (círculos grises) dentro del par difusor, (c) Concentraciones de cobre y de níquel en función de la distancia en el par. MECANISMOS DE DIFUSIÓN A nivel atómico, la difusión consiste en la migración de los átomos de un sitio de la red a otro sitio. La movilidad atómica exige dos condiciones: 1) Debe existir un espacio libre adyacente 2) El átomo debe tener suficiente energía como para romper los enlaces con los átomos vecinos y distorsionar la red durante el desplazamiento. Esta energía es de naturaleza vibratoria . A una temperatura determinada, alguna pequeña fracción del número total de átomos es capaz de difundir debido a la magnitud de su energía vibratoria. Esta fracción aumenta al hacerlo la temperatura. El movimiento (salto) de los átomos en un material puede describirse por medio de la ecuación de Arhenius: Q Razón de movimientos (saltos / s ) C e RT 0 C0 = Constante que depende de la naturaleza de los átomos que se mueven. R = Constante universal de los gases Q = Energía de activación. Los átomos tienen guardada cierta cantidad de energía, la cual los mantiene oscilando alrededor de su posición de equilibrio. Cuando los átomos intentan moverse, se topan con una barrera energética que intenta obligarlos a quedarse en su posición de equilibrio. La energía de activación es la energía que el átomo necesita recibir para vencer esa barrera y dejar su posición inicial para llegar hasta la posición final, la cual puede ser una vacancia cercana o un sitio intersticial. T = Temperatura absoluta (K). Existe una energía que hay que superar para iniciar el desplazamiento de los átomos (energía de activación). Se pretende que ésta sea mínima. MECANISMO DE DIFUSIÓN A TRAVÉS DE VACANTES Átomos sustitucionales cambian de posición con vacantes existentes en el reticulado cristalino. • El movimiento es una función del número de vacantes presentes. • El número de vacantes (lagunas) aumenta exponencialmente con la temperatura. • El movimiento del átomo ocurre en una dirección y la de vacantes ocurre en la dirección contraria. Las vacantes se crean por agitación térmica y responden a una ley de Arrhenius que relaciona el nº de vacantes respecto al de átomos: A medida que la temperatura aumenta, la vibración de los átomos aumenta. Los átomos están unidos por enlaces químicos, y la distancia entre los átomos es la necesaria para que la energía total de los mismos sea la menor posible. Energía de activación requerida para llevar un átomo hasta una posición vacante (a)Plano de átomos con una vacante, (b) Energía potencial del átomo sombreado como función de la posición. El átomo puede moverse hacia la posición vacante si es capaz de superar la barrera de energía qm, que es la energia de activación para el movimiento hacia la vacante DIFUSIÓN INTERSTICIAL El segundo tipo de difusión implica a átomos que van desde una posición intersticial a otra vecina desocupada de la red cristalina. Átomos en posiciones intersticiales se desplazan a otras posiciones intersticiales vacías sin desplazar permanentemente a ningún átomo de la matriz. No hay necesidad de que existan vacantes vecinas. Los átomos que difunden intersticialmente son pequeños, idóneos para ocupar posiciones intersticiales , respecto de los de la matriz (ejemplo: H, N, O, C, .... en redes cristalinas metálicas ) . Los átomos de soluto sustitucionales raramente ocupan posiciones intersticiales y no difunden por este mecanismo. En la mayoría de las aleaciones, la difusión intersticial ocurre más rápidamente que la difusión por vacantes, ya que los átomos intersticiales son más pequeños que las vacantes y tienen mayor movilidad. Teniendo en cuenta que hay más posiciones intersticiales vacías que vacantes, la probabilidad del movimiento atómico intersticial es mayor que la difusión por vacantes. Los átomos intersticiales requieren de menos energía para moverse entre los intersticios que los átomos que se mueven por vacancias. Por esa razón, la energía de activación para la difusión intersticial es menor que la energía de activación para la difusión por vacancias. CAMINOS PARA LA DIFUSIÓN El movimiento de átomos puede ocurrir: 1) En el volumen del material aprovechando vacancias o intersticios 2) A lo largo de defectos lineales: dislocaciones 3) A lo largo de defectos bidimensionales: límites de grano, superficies externas. Las juntas de grano son lugares preferentes para la difusión. La energía de activación será menor cuando la difusión es a través de juntas de grano • El movimiento de átomos por los defectos cristalinos es mucho más rápida que por el volumen • En algunos casos, la contribución del flujo de átomos a través de los defectos cristalinos es insignificante (la sección transversal de las áreas es muy pequeña comparada con el interior del material) La energía de activación será menor cuanto más débil sea el enlace atómico. Es decir, cuanto menor sea la temperatura de fusión. DIFUSIÓN EN ESTADO ESTACIONARIO. Primera ley de Fick Desde un punto de vista macroscópico, la difusión es un proceso que depende del tiempo. Muchas veces es necesario conocer a qué velocidad ocurre la difusión, o la velocidad de la transferencia de masa. Normalmente esta velocidad se expresa como un flujo de difusión (J), definido como la masa (o número de átomos) M que difunden perpendicularmente a través de la unidad de área de un sólido por unidad de tiempo. La expresión matemática se puede representar por: M J kilogramos o átomos por metro cuadrado por segundo kg / m 2 s o átomos / m 2 s At Forma diferencial J 1 dM A dt donde A es el área a través de la cual ocurre la difusión y t el tiempo que dura la difusión. La condición para que exista estado estacionario es que el flujo de difusión no cambie con el tiempo. Un ejemplo clásico de la difusión en estado estacionario es la difusión de átomos de un gas a través de una lámina metálica cuyas concentraciones (o presiones) de las substancias que difunden se mantienen constantes a ambos lados de la lámina. (a) Difusión en condiciones de estado estacionario a través de una lámina delgada, (b) Perfil lineal de concentración para la situación (a) de difusión. Al representar la concentración C [masa de la sustancia o nº de átomos por unidad de volumen del sólido (Kg/m3)(atm/m3)] frente a la posición (o distancia) dentro del sólido x, la gráfica resultante se denomina perfil de concentración, C=f(x). La pendiente de esta gráfica en un punto determinado es el gradiente de concentración. dC Gradiente de concentración dx Se mide como la tangente de la curva en un determinado punto C C A CB Gradiente de concentración Cuando la concentración es función lineal de la distancia: x x A xB La expresión matemática de la difusión en estado estacionario en una dirección (x) es: dC J D dx J (átomos/cm2.s) D (cm2/s) Δc (átomos/cm3) Δx (cm) Primera ley de Fick (Flujo proporcional al gradiente de concentración) Difusión en estado estacionario en una dirección La constante de proporcionalidad D se denomina coeficiente de difusión y se expresa en metros cuadrados por segundo. El signo negativo de esta expresión indica que la dirección de difusión es contraria al gradiente de concentración: va desde elevada concentración a baja concentración. En la primera ley de Fick, el potencial termodinámico (driving force) para que ocurra el fenómeno de difusión, es el gradiente de concentración. Podemos decir que el gradiente de concentración es el “motor” de la difusión: a mayor gradiente (mayor diferencia de concentraciones de las dos substancias) mayor difusión. (a) Difusión en condiciones de estado estacionario a través de una lámina delgada, (b) Perfil lineal de concentración para la situación (a) de difusión. La ley de Fick se puede deducir de la siguiente manera. En un sólido cristalino los átomos vibran, u oscilan, en torno a sus posiciones de equilibrio con una frecuencia υ (alrededor de 1013 s-1). La red cristalina define cuáles son estas posiciones. A una temperatura T, la energía promedio (cinética y potencial) de un átomo es 3kT, siendo k la constante de Boltzmann (1.38 x 10-23 J atom-1 K-1). Pero ésta es sólo la energía promedio. Como los átomos (o moléculas) vibran, colisionan entre sí y la energía se transfiere continuamente de unos a otros. Aunque la energía promedio es 3kT, en cualquier instante, hay una cierta probabilidad de que un átomo pueda tener una energía mayor o menor que la promedio. En un momento dado, una pequeña fracción de los átomos tendrán una energía suficiente o mayor que la necesaria para saltar a una posición atómica vecina. A partir de la mecánica estadística se puede demostrar que la probabilidad, p, de que un átomo tenga, en cualquier instante, una energía mayor o igual a q, es p e q / kT ¿Por qué esto es importante en la difusión del zinc en el cobre? Imagine dos planos reticulares adyacentes en una aleación de bronce con dos concentraciones de zinc ligeramente diferentes, como se muestra en la Figura 21.5. Llamemos a estos planos A y B. Para que un átomo de zinc difunda de A a B tiene que "estrujarse" entre los átomos de cobre (una afirmación muy simplificada que elaboraremos a continuación). En otras palabras, el átomo de zinc tiene que superar una barrera de energía de altura q, como se muestra en la Figura 21.5. Si el número de átomos de zinc en el plano A es nA, el número de átomos con energía suficiente para superar la barrera q será, en cualquier instante nA p nAe q / kT Para que estos átomos superen efectivamente la barrera entre A y B deben moverse en la dirección correcta. El número de veces que un átomo de zinc oscila en la dirección de B es ≈υ/6 s-1 (en tres dimensiones hay seis posibles direcciones en las cuales el átomo de zinc se puede mover, y sólo una de ellas corresponde a la dirección de B). Así pues, el número de átomos que realmente saltan de A a B por segundo es 6 nAe q / kT Pero en ese tiempo algunos átomos de zinc pueden saltar de B a A. Si el número de átomos de zinc en el plano B es nB, el número de átomos de zinc que pueden superar la barrera de energía y moverse de B a A, por segundo, será 6 nB e q / kT El número neto de átomos de zinc que saltan la barrera de energía por segundo es nA nB e q / kT 6 El área de la sección a través de la cual los átomos saltan es l1xl2, y así, el flujo neto de átomos será nA nB q / kT J e 6l1l 2 La concentración atómica, c, está relacionada con el número de átomos, n, mediante cA nA l1l 2r0 , cB nB l1l 2r0 donde cA y cB, son las concentraciones de zinc en los planos A y B, y r0 es el tamaño de los átomos. nA nB q / kT J e J 6l1l 2 cA nA l1l 2r0 , cB nB 6 r0 c A cB e q / kT 6 r02 c A cB e q /kT r0 l1l 2r0 Pero -(cA-cB)/r0, es el gradiente de concentración en la dirección x, dc/dx. Las cantidades q y k son excesivamente pequeñas y es mejor referirlas a un mol de átomos Q = NAq y R= NAk, donde NA es el número de Avogadro. La cantidad (υr02/6)se suele designar D0. Introduciendo estos cambios se obtiene: J D0e que es exactamente la ley de Fick con: D D0e Q /RT Q /RT dc dx DIFUSIÓN EN ESTADO NO ESTACIONARIO. SEGUNDA LEY DE FICK La mayoría de las situaciones prácticas de difusión son en estado no estacionario. En una zona determinada del sólido, el flujo de difusión y el gradiente de difusión varían con el tiempo, generando acumulación o agotamiento de las substancias que difunden. Esto se ilustra en la Figura , que muestra perfiles de concentraciones a tres tiempos de difusión diferentes. En condiciones no estacionarias se utiliza la ecuación de derivadas parciales C C D t x x Segunda ley de Fick Si el coeficiente de difusión es independiente de la composición, lo cual deberá comprobarse para cada situación particular de difusión, la ecuación se simplifica a C 2C D 2 t x En general, la dedución de las soluciones de la segunda ley de Fick es compleja. En la práctica, una solución importante es la de un sólido semiinfinito (Una barra de un sólido se considera semiinfinita si durante el tiempo que dura la difusión de los átomos que difunden alcanza el extremo de la barra. Una barra de longitud l se considera semiinfinita si cumple la siguiente expresión: l >10 Dt) cuya concentración superficial se mantiene constante. Ejemplo: difusión de un gas (cuya concentración superficial se considera constante); en el interior de un sólido semiinfinito ( difusión de carbono en un acero, saturación de un metal con gases atmosféricos, etc…) DIFUSIÓN EN ESTADO NO ESTACIONARIO. SEGUNDA LEY DE FICK Si se plantean las siguientes hipótesis: 1.Antes de la difusión, todos los átomos de soluto están uniformemente distribuidos en el sólido a concentración Co. 2.El valor de x en la superficie es cero y aumenta con la distancia dentro del sólido. 3.El tiempo se toma igual a cero en el instante inmediatamente antes de empezar la difusión. Estas condiciones límite son: Para t = 0, C=C0 a 0 < x < Para t > 0, C = Cs (la concentración superficial constante) x = 0 C = C0 a x = Aplicando las condiciones límites a la ecuación: la solución es C x C0 C 2C D 2 t x 2 x 1 ferr (1) ferr x Cs C0 2 Dt z y2 0 e dy ; z x 2 Dt Cx= Concentración a la distancia x después del tiempo t. Los parámetros de concentración que aparecen en la Ecuación (1) están representados en la Figura, con un perfil de concentración a un tiempo determinado. Cuando se desea conseguir una concentración determinada de soluto, Cl5 el primer miembro de la Ecuación 5.5 se convierte en: C1 C0 Cons tan te Cs C0 En esta condición, el segundo miembro de esta misma expresión también es una constante: x Cons tan te 2 Dt o bien x2 Cons tan te 4Dt La magnitud del coeficiente de difusión D es indicativo de la velocidad de difusión atómica dC J D dx Primera ley de Fick C 2C D 2 t x Segunda ley de Fick (a) Tipo de mecanismo: (i) Intersticial (ii) Sustitucional/por vacantes (b) Tipo de red de la matriz anfitrión (c) Existencia de defectos (i) Tipo de defecto (d) Tipo de soluto y concentración de soluto (e) Temperatura (a) Mecanismo de difusión C (Radio atómico pequeño) difunde intersticialmente en Fe-γ (FCC) y en el Fe-α (BCC) Cu (Radio atómico ≈) difunde sustitucionalmente en una red metalica de Al La energía de activación para la difusión por intersticios es menor que para la difusión por vacantes (b) Tipo de estructura cristalina de la red cristalina anfitriona/matriz D (C en Fe-γ, FCC)=5.10-15 m2/s < D(C en Fe-α, BCC)=10-12 m2/s Factor empaquetamiento (BCC) =0.68< Factor empaquetamiento (FCC)=0.74 La energía de activación será menor a menores factores de empaquetamiento (c) Tipo de imperfecciones o defectos en el cristal: -Estructuras abiertas ( ∃ canales, planos, ⇒) ↑ D - Dsuperficie > Dborde grano> Dinterior La energía de activación será menor cuando la difusión es a través de juntas de grano (d) Concentración especies que difunden 1. Variación de las fuerzas de cohesión entre átomos. 2. Direcciones preferenciales de migración para disminuir la eg interna de la red FACTORES DE LA DIFUSIÓN ////SUSTANCIAS QUE DIFUNDEN La magnitud del coeficiente de difusión D es indicativo de la velocidad de difusión atómica. En la Tabla 5.2 se dan coeficientes de interdifusión y de autodifusión de varios metales. Las substancias que difunden y los materiales a través de los cuales ocurre la difusión influyen en los coeficientes de difusión. Por ejemplo, existe una notable diferencia entre la autodifusión del hierro y la interdifusión del carbono en el Fe(α) a 500°C. El valor de D es mayor para la interdifusión del carbono (1.1x10-20 frente a 2.3x10-12 m2/s). Esta comparación también evidencia la diferencia en las velocidades de la difusión vía vacantes y la difusión vía intersticial. La autodifusión ocurre por el mecanismo de vacantes, y la difusión del carbono en hierro por el mecanismo intersticial. FACTORES DE LA DIFUSIÓN /// TEMPERATURA La temperatura ejerce gran influencia en los coeficientes y en las velocidades de difusión. Por ejemplo, para la autodifusión del Fe en Fe-α se multiplica por cinco (de 1.1 x 10-20 a 3.9 x 10-15 m2/s) al aumentar la temperatura desde 500 a 900°C (e) Temperatura: ↑T ⇒ ↑D Difusión de átomos: al ↑ T⇒ ↑ Energía térmica átomos ⇒ mayor probabilidad de movimiento ⇒ D↑ La dependencia del coeficiente de difusión con la temperatura cumple la siguiente expresión: D D0e Q / RT d (1) D0 = Factor de frecuencia independiente de la temperatura Qd = Energía de activación para la difusión (J/mol o eV/átomo). R = Constante de los gases, 8,31 J/mol-K, 1,987 cal/mol-K o 8,62 x 10-5 eV/átomo. T = Temperatura absoluta (K). La energía de activación se puede interpretar como la energía requerida para producir el movimiento difusivo de un mol de átomos. Al ↑Tf ⇒ ↑ED (ya que ↑ E enlace) De la ecuación del flujo D D0 Q / RT e d (1) se observa que a medida Qd disminuye, D aumenta, aumentando el flujo de átomos. Qd se definió como la energía de activación o la barrera energética que los átomos deben vencer para poder moverse. Menor Q significa que los átomos deben vencer barreras menores, por lo que la difusión es más fácil. De lo anterior puede concluirse lo siguiente: 1. La difusión intersticial tiene menor Q que la difusión por vacancias. Por tanto la difusión intersticial ocurre más rápido que la difusión por vacancias. El acero es una mezcla de Hierro con átomos de Carbono, en donde los átomos de Carbono ocupan los espacios intersticiales entre los átomos de Hierro. El movimiento rápido del Carbono en el Hierro a causa de difusión intersticial hace posible que las propiedades de los aceros puedan ser modificadas por medio de tratamientos térmicos. 2. Entre más compacta es la estructura cristalina de un material, mayor será la dificultad que encontrarán los átomos para moverse, generando una elevada energía de activación. La difusión es más lenta entre más compacta es la estructura cristalina. 3. El valor de la energía de activación depende entre otras cosas de la fuerza que tengan los enlaces entre los átomos. La fuerza de los enlaces se refleja en la temperatura de fusión del material: a mayor fuerza de enlace entre átomos, mayor es la temperatura de fusión. Entre mayor es la temperatura de fusión de un material, mayor es Q y la difusión es más difícil. 4. La energía de activación es mayor en los materiales iónicos que en los metales. Esto se debe a la fuerza del enlace químico y a la neutralidad eléctrica que siempre debe existir en el material iónico. En los metales la difusión es más fácil que en los materiales cerámicos. Tomando logaritmos naturales en la Ecuación (1), resulta: D D0e Q / RT d Ln(D ) Ln D0 (1) Qd 1 R T (2) Ya que D0, Qd y R son constantes, esta expresión adquiere la forma de la ecuación de la recta: y = b + mx, donde y y x son variables análogas a ln D y (1/T), respectivamente. Si se representa gráficamente D frente a la recíproca de la temperatura absoluta, resulta una recta: -Qd/R es la pendiente y ln D0 es la ordenada en el origen. De este modo se determinan experimentalmente los valores de Qd y D0. En la Figura 5.7 están representadas varias gráficas de aleaciones y se aprecia una relación lineal en todos los casos. Gráficas de los logaritmos de los coeficientes de difusión frente al recíproco de la temperatura absoluta para varios metales CEMENTACIÓN 1.- Endurecimiento Superficial (Modificación superficial de piezas): Superficie: fase martensítica (muy dura) Interior: estructura bainítica y perlítica (muy dúctiles y tenaces) Fotografía de un engranaje de acero que ha sido endurecido superficialmente. La capa exterior de Ia superficie se ha endurecido selectivamente por un tratamiento térmico de difusión del carbono de la atmósfera a elevada temperatura. La zona endurecida aparece como el margen exterior oscuro del segmento del engranaje seccionado. Las propiedades de los materiales ponen de manifiesto que existe una gran disparidad entre las características físicas de los metales y las cerámicas. Por consiguiente, estos materiales se utilizan en aplicaciones totalmente distintas y, en este sentido, se complementan unos a otros, y también con los polímeros. Muchos materiales cerámicos pueden clasificarse, según sus aplicaciones, en uno de los grupos siguientes: vidrios, productos estructurales de arcilla, porcelanas, refractarios, abrasivos, cementos y cerámicas avanzadas. Algunas propiedades o características de los materiales, tales como: expansión térmica, módulo de Young, conductividad eléctrica, punto de fusión, densidad,.. SON POCO SENSIBLES A LA MICROESTRUCTURA SIN EMBARGO, EN OTRAS PROPIEDADES LA MICROESTRUCTURA SI QUE JUEGA UN PAPEL MUY IMPORTANTE LA OPTIMIZACIÓN DE UNA PROPIEDAD REQUIERE UNA DETERMINADA MICROESTRUCTURA. MICROESTRUCTURAS PARA OPTIMIZAR PROPIEDADES Incomplete removal of the porosity during solid-state sintering of CeO2 results in a microstructure consisting of grains, grain boundaries, and pores. Elongated exaggerated grain in Al2O3. FABRICACIÓN DE MATERIALES CERÁMICOS Muchas de las técnicas de conformado de los metales se basan en el moldeo y/o técnicas que involucran cierta deformación plástica del material. puesto que los materiales cerámicos tienen normalmente un alto punto de fusión, no pueden ser fabricados, en general, por los procesos en fase fundida que se usan para los metales y polímeros. Además, en muchas ocasiones, la fragilidad de estos materiales hace inviable la deformación plástica. Su fabricación se efectúa por sinterizado, entrando de este modo en el área de la metalurgia de polvos. se forman a partir de polvos (o sea, conjuntos de partículas) que deben ser finalmente secados y cocidos. TÉCNICAS DE FABRICACIÓN DE MATERIALES CERÁMICOS Métodos de preparación de pastas cerámicas. PROCESAMIENTO DE MATERIALES CERÁMICOS Notable excepción son los vidrios, que se procesan a partir de una masa fundida, que aumenta su viscosidad al enfriarse. Transparencia óptica y la facilidad con que pueden fabricarse. Para dar forma a los productos realizados con cemento (Hormigón, mortero,,..), se hace con ellos una pasta fluida que se coloca en moldes o encofrados ; la pasta endurece y adquiere una forma permanente debido a reacciones químicas de hidratación. PRODUCTOS CERÁMICOS POLVOS CERÁMICOS PASTAS CERÁMICAS PROCESOS DE CONFORMADO EL POLVO CERÁMICO CON LA DISTRIBUCIÓN GRANULOMÉTRICA Y FORMA ADECUADAS SE ALIMENTA AL EQUIPO DE CONFORMADO Y SE TRANSFORMA EN LA PIEZA EN VERDE FORMA, DIMENSIONES Y SUPERFICIE CONTROLADAS DENSIDAD Y MICROESTRUCTURA DETERMINADAS ESTAS CARACTERÍSTICAS DEBEN SER CONTROLADAS CON EL FIN DE OBTENER UN PRODUCTO FINAL DE CALIDAD LOS DEFECTOS SIGNIFICATIVOS INTRODUCIDOS DURANTE EL CONFORMADO, EN GENERAL, NO SON ELIMINADOS DURANTE LA COCCIÓN La microestructura de la pieza en verde tiene un efecto significativo en la etapa de cocción posterior. Si existen variaciones en la densidad de empaquetamiento graves en la pieza en verde, el producto final (cocido) puede contener heterogeneidades que van a limitar sus propiedades ingenieriles. El empaquetamiento homogéneo de las partículas en la pieza verde es objetivo de la etapa de consolidación. Dado que la densidad de empaquetamiento controla la cantidad de contracción durante la cocción, el logro de alta densidad de empaquetamiento es también deseable. LA RESISTENCIA DEL PRODUCTO EN VERDE DEBE SER LA SUFICIENTE PARA PODER MANEJAR EL PRODUCTO Y, EN SU CASO, REALIZAR ALGUNA OPERACIÓN DE ACABADO EN VERDE. Para lograr un producto final con propiedades uniformes , se requiere que el polvo cerámico sufra tratamientos especiales o un procesado previo antes de su conformado. La tabla resume algunos de esos pretratamientos, según el proceso de conformado a utilizar. CUALIDADES QUE DEBE PRESENTAR UN POLVO CERAMICO Gran superficie especifica OBJETIVOS: DENSIDAD ALTA (MINIMA POROSIDAD) TAMAÑO DE GRANO PEQUEÑO MICROESTRUCTURA UNIFORME LA CALIDAD DE LOS POLVOS DEPENDE DEL MÉTODO DE PREPARACIÓN LAS CARACTERÍSTICAS DEL POLVO TIENEN UNA INFLUENCIA SIGNIFICATIVA EN: LA HOMOGENEIDAD DEL EMPAQUETAMIENTO DE LA PIEZA CONSOLIDADA EVOLUCIÓN MICROESTRUCTURAL Y PROPIEDADES DE LA PIEZA SINTERIZADA POLVO CON UNA DISTRIBUCION ESTRECHA DE TAMAÑOS DE PARTICULAS (POLVO MONODISPERSO) DENSIDADES DE EMPAQUETAMIENTO EN LA PIEZA EN VERDE MAS BAJAS QUE EN EL CASO DEL POLVO POLIDISPERSO PERMITE CONTROLAR LA MICROESTRUCTURA DURANTE LA SINTERIZACION LAS FORMAS ESFERICAS O EQUIAXICAS SON BENEFICIOSAS PARA CONTROLAR LA UNIFORMIDAD DEL EMPAQUETAMIENTO POLVO CON UNA DISTRIBUCION AMPLIA DE TAMAÑOS DE PARTICULAS (POLVO POLIDISPERSO) DENSIDADES DE EMPAQUETAMIENTO ALTAS EN LA PIEZA EN VERDE DIFICULTAD DE CONTROLAR LA MICROESTRUCTURA DURANTE LA SINTERIZACION UN PROBLEMA COMUN ES QUE LOS GRANOS GRANDES CRECEN A EXPENSAS DE LOS MAS PEQUEÑOS, HACIENDO IMPOSIBLE LA CONSECUCIÓN DE UNA DENSIDAD ALTA CON UN TAMAÑO DE GRANO CONTROLADO NO EXISTE POROSIDAD RESIDUAL LA MICROESTRUCTURA CONSISTE EN GRANOS CRISTALINOS SEPARADOS UNOS DE OTROS POR LÍMITES DE GRANO PRESENCIA DE AGLOMERADOS EMPAQUETAMIENTO HETEROGENEO EN LA PIEZA EN VERDE, LO QUE CONDUCE A UNA SINTERIZACIÓN DIFERENCIAL DURANTE LA ETAPA DE COCCION. LA SINTERIZACION DIFERENCIAL OCURRE CUANDO ZONAS DIFERENTES DE LA PIEZA CONTRAEN A VELOCIDADES DIFERENTES, LO QUE PUEDE DAR LUGAR AL DESARROLLO DE GRANDES POROS Y HUECOS DEBIDOS A LAS GRIETAS EN LA PIEZA COCIDA HUECO DEBIDO A UNA GRIETA PRODUCIDA POR UN AGLOMERADO DE ZrO2 QUE SE CONTRAE DENTRO DE LA MATRIZ Al2O3/ZrO2 QUE LE RODEA IMPUREZAS DE LA SUPERFICIE DEL POLVO 1.- PUEDEN INFLUIR SOBRE LA DISPERSION DEL POLVO EN UN LIQUIDO • ETAPA DE COCCION 2.- PUEDEN CONDUCIR A LA FORMACION DE UNA PEQUEÑA CANTIDAD DE FASE LIQUIDA A LA TEMPERATURA DE SINTERIZACION, LO QUE CAUSA UN CRECIMIENTO SELECTIVO FORMANDOSE GRANOS DE MAYOR TAMAÑO HETEROGENEIDAD MICROESTRUCTURAL DEBIDA A LA PRESENCIA DE IMPUREZAS EN UNA ALUMINA PRENSADA EN CALIENTE SPRAY DRYING / ATOMIZACIÓN EL SPRAY DRYING SE USA EN EL PROCESAMIENTO CERÁMICO PARA OBTENER UN POLVO UNIFORME DE ELEVADA FLUIDEZ MEDIANTE LOS ADITIVOS APROPIADOS SE PREPARA UNA SUSPENSIÓN DEL POLVO CERÁMICO, LA CUAL SE INTRODUCE EN EL SPRAY DRYER A TRAVÉS DE UN ATOMIZADOR Y ES ARREMOLINADO POR EL AIRE CALIENTE QUE CIRCULA EN LA CÁMARA CÓNICA EL FLUIDO SE EVAPORA Y SE OBTIENEN UNOS AGLOMERADOS DE POLVO DE FORMA, APROXIMADAMENTE, ESFÉRICA 1 El electroventilador de presurización presiona el aire…2 ...a través del quemador que lo calienta …3 ...a lo largo de una tubería de acero aislada térmicamente…4 ...en el distribuidor anular que lo pone en rotación …5 ...dentro de la torre de secado AQUÍ ENCUENTRA LA BARBOTINA que…A ...las bombas han enviado a presión constante, B ...a través de los filtros,... C ...en una serie de boquillas con orificio calibrado. Las boquillas ubicadas en el anillo distribuidor o en lanzas radiales, pulverizan la mezcla de agua y arcilla. 6 El producto secado de esta forma cae en el fondo de la torre donde se descarga en una cinta que lo transporta a los silos de almacenado. 7 Los ciclones separadores capturan el aire húmedo y abaten gran parte del polvo fino en suspensión. 8 El ventilador principal … 9 ...introduce el aire húmedo en el abatidor que acaba el tratamiento de de pulverización. 10 El aire limpio se expulsa hacia el exterior a través de la chimenea. Todo el ciclo está controlado mediante un equipo electrónico. ATOMIZADOR LANZA CORONA 30 – 250 μm DISCO (ROTARY ATOMIZER) EMPAQUETAMIENTO DE PARTÍCULAS LOS POLVOS CERÁMICOS DEBEN TENER UNA DISTRIBUCIÓN GRANULOMÉTRICA Y PORCENTAJE DE TAMAÑOS TAL, QUE DEN LUGAR AL MENOR NÚMERO POSIBLE DE HUECOS ENTRE ELLOS, DESPUÉS DE LA COMPACTACIÓN (P.E., MEDIANTE PRENSADO). CON ELLO SE CONSIGUE UNA MAYOR COMPACIDAD (MENOR POROSIDAD) MÁXIMA DENSIDAD EN VERDE. LA COMPACIDAD DE CONJUNTO DEL POLVO CERÁMICO ES LA RELACIÓN ENTRE EL VOLUMEN DEL MISMO Y SU VOLUMEN DE CONJUNTO, QUE ES EL VOLUMEN INTERIOR DEL RECIPIENTE QUE LO CONTIENE. A MAYOR COMPACIDAD MENOR VOLUMEN DE HUECOS Y, POR TANTO, MENOR POROSIDAD, QUE SERÁ MÁS FÁCIL DE ELIMINAR EN EL POSTERIOR PROCESO DE COCCIÓN DISTRIBUCIONES DE TAMAÑOS BIMODALES PROPORCIONAN DENSIDADES FRACCIONALES MAYORES QUE LAS PARTÍCULAS DE UN SOLO TAMAÑO LAS PARTÍCULAS PEQUEÑAS LLENAN LOS ESPACIOS QUE QUEDAN ENTRE LAS PARTÍCULAS GRANDES VARIACIÓN DEL VOLUMEN DE CONJUNTO EN MEZCLAS BINARIAS EMPAQUETAMIENTO DE PARTÍCULAS Representación bidimensional de los efectos en el empaquetamiento de la combinación de esferas de diferentes tamaños. (a).- Mismo tamaño (b).- Bimodal (c).- Trimodal y (d).- Bimodal con tamaños poco diferentes. EMPAQUETAMIENTO DE PARTÍCULAS PARA UNA MEZCLA DE PARTICULAS GRUESAS Y FINAS, LA MÁXIMA DENSIDAD DE EMPAQUETAMIENTO VIENE DETERMINADA POR LA CANTIDAD DE PARTICULAS GRUESAS, CON RESPECTO A LAS FINAS. EN LA FIGURA SE MUESTRA EL CASO DE LA COMPOSICIÓN ÓPTIMA (MÁXIMA DENSIDAD DE EMPAQUETAMIENTO), DE UNA COMPOSICIÓN CON UN EXCESO DE FINOS Y DE OTRA CON UN EXCESO DE GRUESOS. MODELO DE FURNAS Densidad fraccional en función de la composición para una mezcla bimodal de esferas grandes y pequeñas. Las partículas pequeñas tienen un tamaño inferior al tamaño de los poros dejados por las grandes ρf2 = ρ2/ ρ1 ρf1 = 1 (ρ1 = m1/V) ρf2 = ρ2/ ρ1=(m2/V)/(m1/V) = m2/m1 m2=ρVm2 m1=ρVm1= ρVT ρf2 = Vm2/VT VT VG VHUECOS WG XG WG WP VHUECOS VT VG VHUECOS VT 1 VG VT 1 fG VHUECOS 1 fG VT WG GVG fG GVT ρG = Densidad teórica de las partículas grandes. fG = Factor de empaquetamiento de las partículas grandes. VT = Volumen total Para la máxima densidad de empaquetamiento hay que añadir una cantidad de partículas pequeñas tal que se rellene justamente el espacio vacío entre las partículas grandes sin forzar que estas se separen. La cantidad de espacio vacío es igual a : 1 f V WP PVP fP PVHUECOS 1 fG fP PVT G T fG G X fG G 1 fG fP P * G VHUECOS 1 fG VT ' V HUECOS 1 fG VT 1 fG VT fM 1 fG 1 fM VT WG GVG fG GVT WM 1 fG fM MVT WF 1 fG 1 fM fF FVT Factor empaquetamiento con tres fracciones: fMAX fG 1 fG fM 1 fG 1 fM fF 1 fG VT 1 fG VT 1 fG VT fM 1 fG 1 fM VT 1 fG 1 fM VT 1 fG 1 fM fFVT 1 fG 1 fM 1 fF VT Factor empaquetamiento con cuatro fracciones: fMAX fG 1 fG fM 1 fG 1 fM fF 1 fG 1 fM 1 fF fI EFECTO DE LA RELACION DE TAMAÑOS ENTRE PARTÍCULAS SE OBTIENE UN NOTABLE INCREMENTO DE LA DENSIDAD FRACCIONAL HASTA QUE EL TAMAÑO DE LAS PARTÍCULAS PEQUEÑAS SE HACE MENOR QUE EL TAMAÑO DE LOS POROS DEJADOS POR LAS GRANDES ESTO SUCEDE PARA UNA RELACIÓN DE TAMAÑOS MAYOR QUE 7:1 SISTEMAS MULTIMODALES: SE PUEDE SEGUIR INCREMENTANDO LA DENSIDAD PROGRESIVAMENTE, PERO LOS INCREMENTOS QUE SE CONSIGUEN SON CADA VEZ MENORES, MIENTRAS QUE RESULTA COMPLICADO OBTENER POLVOS CON LOS TAMAÑOS ADECUADOS. EN GENERAL, SÓLO RESULTAN PRÁCTICAS LAS DISTRIBUCIONES BIMODALES. EMPAQUETAMIENTO DE PARTÍCULAS EN LA PRODUCCIÓN A NIVEL INDUSTRIAL SE EMPLEAN MEZCLAS CON UNA DISTRIBUCIÓN DE TAMAÑOS TAL QUE DE LUGAR A UNA MAYOR EFICIENCIA DEL EMPAQUETAMIENTO. LA ELECCIÓN DE DICHA DISTRIBUCIÓN SE SUELE BASAR EN LA ECUACIÓN DE ANDREASEN, LA CUAL PERMITE DETERMINAR LA PROPORCIÓN DE CADA TAMAÑO DE PARTICULA EN LA MEZCLA. DICHA ECUACIÓN TIENE LA FORMA: a FM (a) 100 aMAX n Si n = 0.5 FM (a) 100 a aMAX Parábola de FULLER FM(a) = Tanto por ciento acumulado de partículas menores que a a = Tamaño de partícula aMAX = Tamaño máximo de partícula n = Módulo de la distribución que es una característica de la distribución granulométrica Los experimentos de empaquetamiento de Andreasen muestran que el mejor empaquetamiento tiene lugar cuando el módulo de distribución es tal que: 0.33 < n < 0.50 En un sistema de coordenadas doblemente logarítmico la representación gráfica de la ecuación de ANDREASEN es una recta a log FM (a) 2 n log aMAX aMAX = 50 n =0,5 log FM (a) 1,15 0,5log a a=5 log FM (a) 1,5 FM (a) 31,6 Distribución granulométrica de una porcelana eléctrica y de la ecuación de Andreasen teniendo el mismo tamaño máximo a FM (a) 100 aMAX n n = 0.55 aMAX= 5 mm CARBONO 0.1-1 mm 0.1-1 mm a FM (a) 100 5 0.55 a (mm) FM(a) (%) FM(an)- FM(an-1) (%) 5 100 11.55 4 88.45 4 88.45 3.35 80.23 3.35 80.23 3 75.51 3 75.51 2.8 72.69 2.8 72.69 2.5 68.30 2.5 68.30 1 41.26 1 41.26 0.1 11.63 < 0.1 (Finos) 11.63 8.22 4.72 2.82 4.39 27.04 29.63 11.63 a FM (a) 100 5 0.55 EMPAQUETAMIENTO DE PARTÍCULAS DINGER Y FUNK SUPUSIERON QUE EN LOS MATERIALES REALES LAS PARTÍCULAS MÁS FINAS TIENEN UN TAMAÑO FINITO Y PROPUSIERON LA ECUACIÓN: n a n aMIN FM (a) 100 n n aMAX aMIN FM(a) = Tanto por ciento acumulado de partículas menores que a a = Tamaño de partícula aMAX = Tamaño máximo de partícula aMIN = Tamaño mínimo de partícula n = Módulo de la distribución que es una característica de la distribución granulométrica log FM (a) 2 log n n aMAX aMIN n log a MIN n a PROCESOS DE CONFORMADO ESTADOS DE CONSISTENCIA CUANDO SE MEZCLAN UN LIQUIDO O UNA SOLUCIÓN DEL LIGANTE CON EL POLVO CERAMICO: 1.- POLVO SECO (NO LIQUIDO) 2.- AGLOMERADOS (GRANULOS) 3.- CUERPO PLASTICO 4.- PASTA 5.- PAPILLA (SLURRY) ADITIVOS en el procesado de los materiales cerámicos PROCESOS DE CONFORMADO / PRENSADO EL PRENSADO ES LA COMPACTACIÓN Y CONFORMADO SIMULTANEOS DE UN POLVO CERÁMICO O MATERIAL GRANULAR (PREMEZCLADO CON LOS LIGANTES Y LUBRICANTES ADECUADOS Y PRECONSOLIDADO DE TAL MODO QUE TENGA UNA FLUIDEZ ELEVADA) SE LLEVA A CABO CONFINANDO EL MATERIAL EN UN MOLDE RÍGIDO O FLEXIBLE Y APLICANDO PRESIÓN PARA LOGRAR LA COMPACTACION PROCESOS DE CONFORMADO / PRENSADO PRENSADO UNIAXIAL MOLDE RIGIDO PRENSADO ISOSTATICO MOLDE FLEXIBLE PRENSADO UNIAXIAL EL PRENSADO UNIAXIAL TIENE POR OBJETO LA COMPACTACIÓN DE UN POLVO CERÁMICO (SECO: < 2 % HUMEDAD, SEMISECO: 5-20 % HUMEDAD) DENTRO DE UN MOLDE RÍGIDO APLICANDO LA PRESIÓN EN UNA SOLA DIRECCIÓN POR MEDIO DE UN EMBOLO, O UN PISTÓN O UN PUNZÓN RÍGIDO. ES UN PROCEDIMIENTO DE ELEVADA CAPACIDAD DE PRODUCCIÓN Y FÁCIL DE AUTOMATIZAR, QUE PRODUCE PIEZAS DE DIMENSIONES PRECISAS LAS ETAPAS GENERALES EN EL PRENSADO SON: 1.- LLENADO DE MOLDE (POLVOS FINOS NO FLUYEN BIEN→DIFICULTAD PARA COMPACTARLOS HOMOGENEAMENTE → GRANULACION) 2.- COMPACTACIÓN Y CONFORMADO DE LA PIEZA 3.- EXTRACCIÓN DE LA PIEZA COMPACTADA HUECOS DEL TAMAÑO DE LOS GRANULOS Y HUECOS MAS PEQUEÑOS Las zonas de contacto presentan una geometría circular HUECO GRANDE 1º: Deformación elástica: Esta energía permanece almacenada hasta la extracción 2º: Deformación plástica: aumenta el área de los contactos entre partículas 0.03 MPa 10% red. poros 50-100 MPa DIAGRAMA ESQUEMATICO MOSTRANDO LAS FASES DE LA ETAPA DE COMPACTACION DE LOS GRANULOS LIM: 90% red. poros CERAMICAS / CONFORMADO PRENSADO CERAMICAS / CONFORMADO PRENSADO MODOS DE COMPACTACIÓN: DEFINIDOS EN TERMINOS DEL MOVIMIENTO DEL MOLDE Y DE LOS PUNZONES CERAMICAS / CONFORMADO PRENSADO EFECTO DE LA FRICCIÓN DEL POLVO CON LA PARED DE LA MATRIZ P P - dP PAP P dP AP F f 0, PAP PAP dPAP F f 0 Por otra parte: F f Fn Fn = Fuerza normal Fn AL Pr Pr = Presión radial Pr K P μ = Coeficiente de fricción entre la masa de polvo y la matriz AL = Área lateral AP dP F f AP dP KAL P AL dP K P AP EFECTO DE LA FRICCIÓN DEL POLVO CON LA PARED DE LA MATRIZ AL dP K P AP AL dP K P AP Ajuste de signos D2 AP 4 AL Ddx dP Ddx 4 K K dx 2 P D D 4 Luego: Integrando: P P0 dP 4 K P D P 4 K P 0 dx, Ln P0 D x x 4 K x D P0e P 4 K x D P0e P P0 4 K x D e x x/D CERAMICAS / CONFORMADO PRENSADO P P0e 4 K x D D e i Py Pa a l y 2 K l a e CERAMICAS / CONFORMADO PRENSADO CONFORMADO PLÁSTICO EL CONFORMADO PLÁSTICO INCLUYE LOS PROCEDIMIENTOS DE CONFORMADO DE PRODUCTOS A PARTIR DE UNA MEZCLA DE POLVO CERÁMICO Y ADITIVOS, QUE ES DEFORMABLE (MOLDEABLE) BAJO PRESIÓN LA MEZCLA PUEDE OBTENERSE EN SISTEMAS CONTENIENDO ARCILLAS POR LA ADICIÓN DE AGUA (1530 % DEPENDIENDO DEL TIPO DE ARCILLA) Y PEQUEÑAS CANTIDADES FLOCULANTE AGENTE DE MOJADO LUBRICANTE EN SISTEMAS QUE NO CONTIENEN ARCILLA, TALES COMO ÓXIDOS PUROS, CARBUROS Y NITRUROS, ES NECESARIO AÑADIR, EN LUGAR DE AGUA, UN MATERIAL ORGÁNICO, MEZCLADO CON AGUA U OTRO FLUIDO, PARA PROPORCIONAR LA PLASTICIDAD SE REQUIERE ENTRE EL 20 Y EL 50 % DE UN ADITIVO ORGÁNICO PARA LOGRAR LA PLASTICIDAD ADECUADA PARA EL CONFORMADO CONFORMADO PLÁSTICO EL CONFORMADO PLÁSTICO SE USA DE FORMA EXTENSIVA EN LA FABRICACIÓN DE CERÁMICAS TRADICIONALES Y MODERNAS O AVANZADAS, QUE TENGAN UNA SECCIÓN TRANSVERSAL CONSTANTE, POR EJEMPLO CILINDROS MACIZOS O HUECOS MATERIALES DE CONSTRUCCIÓN TRADICIONALES TALES COMO: LADRILLOS Y TEJAS SE OBTIENEN POR EXTRUSIÓN DE UNA MEZCLA DE ARCILLA Y AGUA PUEDEN PRODUCIRSE POR EXTRUSIÓN: TUBOS DE PROTECCIÓN DE LOS TERMOPARES TUBOS PARA HORNOS TUBOS DE CARBURO DE SILICIO PARA INTERCAMBIADORES DE CALOR AISLANTES ELÉCTRICOS DE PORCELANA SUSTRATOS PARA APLICACIONES ELECTRÓNICAS SOPORTES DE CATALIZADORES TIPO “COLMENA DE ABEJA” TUBOS TRANSPARENTES PARA LÁMPARAS LOS SUSTRATOS PUEDEN EXTRUIRSE A UN ESPESOR < DE 1 mm. HONEYCOMB STRUCTURES Thermal exchange elements Catalytic converter supports Filters in the melting of metal CIENTOS DE CELDAS POR CENTIMETRO CUADRADO CON UN ESPESOR DE PARED DE 100 m EL POLVO CERAMICO SE MEZCLA CON UNA RESINA DE POLIURETANO Y LUEGO SE EXTRUYE HACIA UN BAÑO DE AGUA A UNA VELOCIDAD QUE SE AJUSTA A LA VELOCIDAD DE CURADO DEL POLIURETANO VELOCIDAD: 2 mm/segundo This catalytic converter is used for the purification of exhaust gases from petrol and diesel engines, through conversion of CO, HC and NOx into harmless substances. It has a ceramic substrate with a very large surface area and great filtering efficiency, as well as high thermalshock resistance CONFORMADO PLÁSTICO/ EXTRUSIÓN ESTA TÉCNICA DE CONFORMADO SE EMPLEA EN LA FABRICACIÓN DE PRODUCTOS CERÁMICOS DE SECCIÓN CONSTANTE CONSISTE EN FORZAR EL PASO, MEDIANTE LA APLICACIÓN DE UNA PRESIÓN, DE LA PASTA CON UNA CONSISTENCIA PLÁSTICA (ELEVADA VISCOSIDAD) A TRAVÉS DE UNA MATRIZ SE OBTIENE UN PRODUCTO LINEAL CON UNA SECCIÓN TRANSVERSAL CONTROLADA, QUE LUEGO SE CORTA A LA LONGITUD REQUERIDA POR EL PRODUCTO A OBTENER ES UN MÉTODO DE CONFORMADO CONTINUO MUY EFECTIVO Y EFICIENTE, QUE USA UN EQUIPAMIENTO SIMPLE. METODO DE BAJO COSTE PARA GRANDES CANTIDADES DE PRODUCTO SE PUEDEN OBTENER PRODUCTOS DE GRAN TAMAÑO (MÁS DE UNA TONELADA), HASTA DE PEQUEÑO TAMAÑO DE SOLAMENTE UNOS GRAMOS DE MASA. LA EXTRUSIÓN SE USA EN EL CONFORMADO DE MATERIALES COMPUESTOS Y LA EXTRUSIÓN EN CALIENTE PUEDE USARSE PARA LA OBTENCIÓN DE ELECTRODOS DE GRAFITO. LAS PRESIONES QUE SE ALCANZAN EN LA INDUSTRIA VARÍAN DESDE LOS 4 MPa PARA PRODUCTOS DE PORCELANA HASTA LOS 15 MPa PARA ALGUNOS MATERIALES PLASTIFICADOS CON PRODUCTOS ORGÁNICOS. LA CAPACIDAD DE PRODUCCIÓN VARÍA EN FUNCIÓN DEL TAMAÑO DE LA PIEZA A FABRICAR, APROXIMÁNDOSE A LAS 100 t/h PARA PIEZAS DE GRAN TAMAÑO. LA VELOCIDAD DE EXTRUSIÓN MEDIDA EN TÉRMINOS DE LA VELOCIDAD DE SALIDA DEL MATERIAL DE LA MÁQUINA, TAMBIÉN VARÍA AMPLIAMENTE Y ESTA CONTROLADA POR LA VELOCIDAD DE CORTE Y DEL SISTEMA DE TRANSPORTE. UNA VELOCIDAD DE 1 m/minuto ES COMÚN EN LA EXTRUSIÓN DE PIEZAS DE GRAN TAMAÑO. SE HAN DESARROLLADO VARIOS MÉTODOS PARA FORZAR EL PASO DE LA PASTA A TRAVÉS DEL DADO: GIRO DE UNOS RODILLOS EMPUJE DE UN PISTÓN ROTACIÓN DE UNA HÉLICE (TORNILLO DE ARQUÍMEDES) LAS MAQUINAS EXTRUSORAS DE TORNILLO PUEDEN SER SIMPLES O DE TORNILLOS GEMELOS. MÁQUINAS EXTRUSORAS DE PISTÓN PRESIONES MUY ELEVADAS - EL CONTROL DE LA TEMPERATURA DE LA MEZCLA Y EL EQUIPAMIENTO ES SIMPLE, YA QUE NO HAY TRANSPORTE MEDIANTE UN MECANISMO DE ARRASTRE In plug flow, the velocity of the fluid is assumed to be constant across any crosssection of the pipe perpendicular to the axis of the pipe. The plug flow model assumes there is no boundary layer adjacent to the inner wall of the pipe. LA MAQUINA EXTRUSORA DE TORNILLO SIMPLE, AUNQUE ES MÁS COMPLEJA QUE LA DE PISTÓN, ES LA USADA HABITUALMENTE EN LA INDUSTRIA CERÁMICA. CONSISTE DE VARIAS SECCIONES Y ES CAPAZ DE TRABAJAR DE FORMA CONTINUA ATENCIÓN: DISEÑO DEL CILINDRO DISEÑO DEL TORNILLO LA PRIMERA SECCIÓN ES UN MOLINO AMASADOR O MEZCLADOR, QUE CONTIENE DOS FILAS DE PALAS MONTADAS SOBRE DOS EJES QUE GIRAN EN SENTIDOS OPUESTOS, LO QUE PROPORCIONA UNA ELEVADA ACCIÓN CORTANTE QUE TROCEA Y MEZCLA DE FORMA EFICAZ EL MATERIAL, QUE PASA ESTRUJADO ENTRE LAS PALAS (SE TRATA DE MEZCLAR EL POLVO CERAMICO Y LOS ADITIVOS FORMANDO UNA MASA HOMOGENEA) . EL MOLINO MEZCLADOR AMASA LA PREMEZCLA PROPORCIONANDO HOMOGENEIDAD, MAXIMIZANDO LA PLASTICIDAD Y ELIMINANDO AIRE POR EL EFECTO DE APRIETE DE LA PASTA. EN LA ALIMENTACIÓN USANDO UN TORNILLO SIMPLE, EL MATERIAL NO DEBE DESLIZAR SOBRE LA PARED DE LA CAMISA. EN CONSECUENCIA, LA ADHESIÓN DEL MATERIAL SOBRE LA PARED DE LA CAMISA Y LA RELACIÓN Area de la pared Area del tornillo DEBE SER SUFICIENTEMENTE ALTA. - LOS TORNILLOS DEBEN ESTAR SUFICIENTEMENTE PULIDOS PARA FACILITAR EL DESLIZAMIENTO. - PARA ALCANZAR PRESIONES MÁS ALTAS PUEDEN USARSE TORNILLOS DE MAYOR TAMAÑO O CONVERGENTES. - EL NÚMERO DE HILOS DEL TORNILLO CONTROLA EL NÚMERO DE COLUMNAS DE ALIMENTACIÓN DESPLAZADAS. EN EL AVANCE DEL MATERIAL EN EL INTERIOR DEL CILINDRO INTERVIENEN LOS GRUPOS DE FUERZAS SIGUIENTES: 1.- FUERZAS DE ROZAMIENTO DEL MATERIAL SOBRE LA SUPERFICIE DEL CANAL DE LA HÉLICE. ESTE ROZAMIENTO QUE SE OPONE AL DESLIZAMIENTO DEL MATERIAL SOBRE LA HÉLICE, AUMENTA CON LA PRESIÓN Y CON EL GRADO DE FRICCIÓN DEL MATERIAL SOBRE DICHA SUPERFICIE COMO CONSECUENCIA DE ESTE ROZAMIENTO EL MATERIAL TIENDE A QUEDAR FIJO SOBRE LA SUPERFICIE DE LA HÉLICE GIRANDO CON ELLA Y DESCRIBIENDO UNA TRAYECTORIA CIRCULAR 2.- FUERZAS DE ROZAMIENTO DEL MATERIAL SOBRE LAS PAREDES INTERIORES DEL CILINDRO O CAMISA (ACTÚAN EN SENTIDO CONTRARIO ) TIENDEN A EVITAR EL GIRO DEL MATERIAL CON LA HÉLICE DEJÁNDOLO ESTACIONADO EN UN PUNTO FIJO SOBRE LA SUPERFICIE DEL CILINDRO. HAY QUE DISMINUIR AL MÍNIMO EL PRIMER GRUPO DE FUERZAS Y AUMENTAR EL VALOR DEL SEGUNDO A FIN DE QUE LA MASA PLASTICA SE QUEDE PARADA SOBRE LA SUPERFICIE INTERIOR DEL CILINDRO Y SEA ALCANZADA LO ANTES POSIBLE POR EL FLANCO DE PROPULSIÓN DE LA HÉLICE, EMPUJÁNDOLA HACIA ADELANTE. 3.- GRUPO DE FUERZAS CONSTITUIDO POR LA COHESIÓN O FUERZA DE ATRACCIÓN EXISTENTE ENTRE LAS PARTÍCULAS ARCILLOSAS LA FUERZA DE COHESIÓN DE LA ARCILLA DEBE SER MUY SUPERIOR A LA FUERZA DE ADHESIÓN DE LA MISMA SOBRE LA SUPERFICIE DEL CANAL DE LA HÉLICE Y LIGERAMENTE SUPERIOR A LA FUERZA DE ADHESIÓN SOBRE LA SUPERFICIE INTERIOR DEL CILINDRO, DE LO CONTRARIO LA ARCILLA QUEDARÁ PEGADA A LA SUPERFICIE DEL CANAL DE LA HÉLICE HASTA FORMA UN RODILLO QUE GIRARÍA EN EL INTERIOR DEL CILINDRO RECUBIERTO DE ARCILLA. ESTO ES LO QUE SUCEDE CUANDO SE TRABAJA DON ARCILLAS EXCESIVAMENTE PLÁSTICAS Y ADHESIVAS UNA VEZ CONOCIDAS LAS FUERZAS QUE INTERVIENEN EN EL AVANCE DEL MATERIAL (ARCILLA) EN EL INTERIOR DEL CILINDRO, SE VAN A INDICAR LAS CONDICIONES QUE SE DEBEN CUMPLIR PARA LOGRAR EL MÁXIMO RENDIMIENTO DE LA EXTRUSIÓN: (A).- QUE LA FUERZA DE ROZAMIENTO SOBRE LAS PAREDES DEL CANAL DE LA HÉLICE SEA DE LA MENOR INTENSIDAD POSIBLE PARA REDUCIR LA ADHESIÓN DE LA ARCILLA. ESTO SE CONSIGUE CON UN BUEN PULIDO DE LA SUPERFICIE DE LA HÉLICE, ELIMINANDO LAS REBABAS DE FUNDICIÓN. ESTA ES LA RAZÓN POR LA QUE SE MEJORA EL RENDIMIENTO DE LAS HÉLICES NUEVAS DESPUÉS DE ALGUNOS DÍAS DE SU PUESTA EN SERVICIO. (B).-QUE SE AUMENTE LA INTENSIDAD DEL ROZAMIENTO SOBRE LAS PAREDES INTERIORES DEL CILINDRO. PARA ELLO EN LA SUPERFICIE INTERIOR DEL CILINDRO SE COLOCAN COSTILLAS LONGITUDINALES QUE FRENAN EL MOVIMIENTO CIRCULAR DE LA ARCILLA. LA SEPARACIÓN ENTRE HÉLICE Y CILINDRO NO DEBE SUPERAR NUNCA LOS 20 mm, SIENDO SUS LÍMITES ÓPTIMOS DE 3 A 12 mm. SI LA SEPARACIÓN AUMENTA, AUMENTA EL REFLUJO DE ARCILLA DESDE LA ZONA DE PRESIÓN ENTRE LA SUPERFICIE DE LA HÉLICE Y EL CILINDRO, BAJANDO EL RENDIMIENTO VOLUMÉTRICO. ESTO GENERA UN AUMENTO DE TEMPERATURA DEL SISTEMA Y ES UNA SEÑAL DE ALERTA QUE ESTÁ FUNCIONANDO MAL. (C).- QUE LA FUERZA DE PROPULSIÓN QUE EMPUJA A LA ARCILLA HACIA DELANTE SEA MÁXIMA. ESTO DEPENDE DEL PAR DE GIRO APLICADO AL EJE Y DEL ÁNGULO DE LA HÉLICE. INTERESA QUE EL PAR DE GIRO SEA MÍNIMO PORQUE REPRESENTA EL CONSUMO DE LA HÉLICE Y ESTO SE REGULA CON EL ÁNGULO DE LA HÉLICE. NO EXISTE UNA FÓRMULA FIJA PARA DETERMINAR LA RELACIÓN DIÁMETRO - PASO DE HÉLICE, POR CUANTO ESTO DEPENDE DE CADA TIPO DE MATERIAL (ARCILLA). SLIP CASTING (COLADO) CONFORMADO CERAMICOS/ SLIP CASTING (COLADO) LA TÉCNICA DE COLADO DE METALES FUNDIDOS, SOLAMENTE SE UTILIZA EN LOS MATERIALES CERÁMICOS DE UNA FORMA LIMITADA (TEMPERATURAS DE FUSIÓN ELEVADAS). ES EL CASO DE LA PREPARACIÓN DE MATERIALES DE ALTA DENSIDAD DE Al2O3 y Al2O3 – ZrO2 Y DE ABRASIVOS EN ESTE ÚLTIMO CASO, EL COLADO DEL FUNDIDO CERÁMICO SOBRE SUPERFICIES METÁLICAS ENFRIADAS PRODUCE UN ENFRIAMIENTO RÁPIDO, LO QUE DA LUGAR A UN TAMAÑO DE CRISTAL MUY PEQUEÑO, QUE IMPARTE UNA ALTA TENACIDAD AL MATERIAL LA TÉCNICA DE COLADO DE MATERIALES CERÁMICOS FUNDIDOS SE DENOMINA “FUSION CASTING” SLIP CASTING (COLADO) PREPARACIÓN DE UNA SUSPENSIÓN DEL POLVO CERÁMICO EN UN LÍQUIDO, USUALMENTE AGUA, CON UNA CONSISTENCIA ADECUADA PARA PODER SER VERTIDA O BOMBEADA EN UN MOLDE PERMEABLE, GENERALMENTE DE YESO. EN EL PROCESO DE COLADO DRENANTE LA SUSPENSIÓN SE VIERTE EN UN MOLDE POROSO QUE EXTRAE POR SUCCIÓN CAPILAR EL LÍQUIDO DE LA SUSPENSIÓN ADYACENTE A LAS PAREDES DEL MOLDE, CON LO QUE SE VA FORMANDO LA PIEZA EN LAS PAREDES DEL MOLDE DRAIN CASTING El proceso de colada hueca se utiliza para la fabricación figuras artísticas, lavabos y otros artículos sanitarios, crisoles y una amplia variedad de otros productos MOLDE POROSO Ley de Jurin γ = tensión superficial interfacial (N/m) 2 cos θ = ángulo de contacto h ρ = densidad del líquido (kg/m³) gr g = aceleración de la gravedad(m/s²) r = radio del tubo (m) Agua 1.4 x105 h ( m) r MECÁNICA DEL SLIP CASTING J dx K dp L L2c 2 K c pt L Vc V 1 s (6.9) VENTAJAS DEL PROCESO DE COLADO : 1.- Completa dispersión del polvo cerámico en un líquido de, relativamente, baja viscosidad 2.- Posibilidad de obtener piezas de forma compleja 3.- Costes relativamente bajos DESVENTAJAS: 1.- Capacidad de producción baja 2.- Baja precisión dimensional COLADO A PRESIÓN UNA LIMITACIÓN DEL PROCESO DE SLIP CASTING CONVENCIONAL ES EL LARGO PERIODO DE TIEMPO REQUERIDO PARA QUE SE PRODUZCA LA CONSOLIDACIÓN DE LA PIEZA AL ESPESOR DESEADO. ESTO TRAE COMO CONSECUENCIA EL QUE HAYA QUE DISPONER DE UN GRAN NUMERO DE MOLDES, DEL CORRESPONDIENTE ESPACIO PARA SU COLOCACIÓN Y DE UN MAYOR TRABAJO. TODO ELLO INCREMENTA LOS COSTES LA ECUACIÓN (6.9) NOS INDICA QUE LA VELOCIDAD CON QUE AUMENTA EL ESPESOR DE LA CAPA CONSOLIDADA PUEDE INCREMENTARSE AUMENTANDO LA PRESIÓN QUE INDUCE LA MIGRACIÓN DEL LIQUIDO. POR TANTO, LA APLICACIÓN DE UNA PRESIÓN EXTERNA AUMENTA LA VELOCIDAD DEL PROCESO REDUCIENDO EL TIEMPO DEL CICLO. LA TÉCNICA DE DENOMINA COLADO A PRESIÓN Y ES SIMILAR AL FILTRADO BAJO PRESIÓN. EN ESTE ULTIMO AL AGUA U OTRO LIQUIDO CUALQUIERA SE ELIMINA UN POLVO, PRESIONANDO LA MEZCLA DE POLVO Y LIQUIDO CONTRA UNA MEMBRANA SEMIPERMEABLE. EN EL COLADO A PRESIÓN LA SUSPENSIÓN SE PRESIONA DENTRO DE UN MOLDE PERMEABLE CON LA FORMA DE LA PIEZA DESEADA. L2c 2 K c pt L Vc V 1 s (6.9) LA SUCCIÓN CAPILAR DE UN MOLDE DE YESO OSCILA ENTRE 0.12 Y 0.18 MPa Y LA PRESIÓN QUE ORIGINA LA MIGRACIÓN PUEDE AUMENTARSE HASTA 20 VECES SI SE APLICA UNA PRESIÓN EXTERNA. SIN EMBARGO, DEBIDO A LA BAJA RESISTENCIA MECÁNICA DE LOS MOLDES DE YESO, SI SE UTILIZA ESTE TIPO DE MOLDES LA CANTIDAD DE PRESIÓN QUE SE PUEDE APLICAR ESTA LIMITADA. PARA SALVAR, EL INCONVENIENTE ANTERIOR SE HAN DESARROLLADO MOLDES POROSOS DE PLÁSTICO QUE PERMITEN ALCANZAR PRESIONES DE HASTA 4 MPa. ESTOS MOLDES DE PLÁSTICOS ESPECIALES SON MÁS COSTOSOS, ASÍ COMO EL EQUIPAMIENTO NECESARIO. L2c 2 K c pt L Vc V 1 s Resultados del colado tradicional y a presión. Maquina para colado a media presión con una serie de moldes poliméricos montados sobre un banco CONFORMADO CERAMICOS/ TAPE CASTING LA TECNICA DE CONFORMADO DEL TAPE CASTING SE USA PARA LA PRODUCCIÓN DE: LÁMINAS DELGADAS DE MATERIAL CERÁMICO DE ESPESOR CONTROLADO (10 μm a 1 mm), EN GRAN CANTIDAD Y A BAJO COSTE, QUE PUEDEN SER APILADAS ES ESCTRUCTURAS MULTICAPA. ES UN PROCESO CONTINUO, SIMILAR AL SLIP CASTING, EXCEPTO QUE LA PASTA CERAMICA ES EXTENDIDA SOBRE UNA SUPERFICIE PLANA, EN LUGAR DE SER VERTIDA EN UN MOLDE. HOY EN DÍA LA TECNICA DE CONFORMADO DEL TAPE CASTING ES BASICA PARA LA INDUSTRIA ELECTRONICA A LA QUE SUMINISTRA CONDENSADORES MULTICAPA (MLC) Y PAQUETES CERAMICOS MULTICAPA (MLCP) CONFORMADO CERAMICOS/ TAPE CASTING (Defloculante, plastificante, ..) The preparation of the slurry is a CRITICAL STEP in the tape casting process. (Selection of solvent, dispersant, binder, plasticizer, etc.) MOST TAPE CASTING OPERATIONS CURRENTLY USE ORGANIC SOLVENTS, BUT THE TREND IS TOWARDS AQUEOUSBASED SYSTEMS Other considerations in the selection of a solvent are the thickness of the tape to be cast and the surface on which the cast is to be made. Thin tapes are cast from highly volatile solvent systems (e.g., acetone or methyl ethyl ketone) Thicker tapes (0.25 mm) have to be cast from slower drying solvents (e.g., toluene) THE DISPERSANT MAY BE THE MOST IMPORTANT ORGANIC ADDITIVE IN THAT IT SERVES TO LOWER THE VISCOSITY OF THE SLURRY, THEREBY ALLOWING THE USE OF A HIGH PARTICLE CONCENTRATION THE TAPE CASTING PROCESS THE KEY COMPONENT OF THE TAPE CASTING EQUIPMENT IS THE DOCTOR BLADE ASSEMBLY IT CONSISTS OF AN ADJUSTABLE DOCTOR BLADE MOUNTED IN A FRAME WITH A RESERVOIR TO HOLD THE SLURRY (OR SLIP). BEFORE IT IS METERED OUT UNDER THE BLADE TO FORM THE THIN LAYER OF SLURRY ON THE CARRIER SURFACE. THE FLOW BEHAVIOR OF THE SLURRY DURING THE CASTING OF THE TAPE HAS BEEN ANALYZED THEORETICALLY TO ESTIMATE THE INFLUENCE OF THE CASTING PARAMETERS ON THE THICKNESS OF THE TAPE The Firing Process The green body is heated to produce the desired microstructure. The changes occurring during this stage may be fairly complex, depending on the complexity of the starting materials. In the ceramics literature, two terms have been used to refer to the heating stage: • FIRING • SINTERING Generally, the term FIRING has been used when the processes occurring during the heating stage are fairly complex, as in many TRADITIONAL CERAMICS produced from clay-based materials. In less complex cases, the term SINTERING has been used. We will distinguish between firing and sintering when this is convenient; however, we do not wish to attach much importance to this distinction. DEFINICIÓN SINTERIZACIÓN PROCESO DE TRATAMIENTO TÉRMICO (COCCIÓN), CON O SIN APLICACIÓN DE PRESIÓN EXTERNA, DE UN SISTEMA DE PARTÍCULAS INDIVIDUALES (METÁLICAS, CERÁMICAS, POLIMÉRICAS) EN FORMA DE UN AGLOMERADO POROSO COMPACTO (PREVIAMENTE CONFORMADO), CON EL OBJETO DE TRANSFORMARLO EN UN PRODUCTO DENSO (REDUCCIÓN DE LA POROSIDAD, TENDIENDO A QUE SEA NULA) Y RESISTENTE, COMO RESULTADO DE LA UNIÓN ENTRE LAS PARTÍCULAS ADYACENTES DEL MATERIAL. NO SE LLEGA A LA FUSIÓN TOTAL Obtener la densidad teórica a la menor temperatura posible LA PRINCIPAL DIFICULTAD PARA LOGRAR DICHO FIN RADICA EN EL HECHO DE QUE LA FUERZA MOTRIZ IMPLICADA EN LA SINTERIZACIÓN ES BASTANTE PEQUEÑA, USUALMENTE DEL ORDEN DE UNOS POCOS J/mol, COMPARADOS CON UNOS POCOS KJ/mol DE LAS REACCIONES QUÍMICAS. CONSECUENTEMENTE, A MENOS QUE LA SINTERIZACIÓN SE LLEVE CON SUMO CUIDADO, ES COMPLICADO LOGRAR UNA DENSIFICACIÓN TOTAL LA UNIÓN DE LAS PARTÍCULAS SE PRODUCE A UNA TEMPERATURA SUFICIENTE (T < Tf) PARA ESTIMULAR LOS MECANISMOS DE TRANSPORTE DE MASA The simplest case is that for a pure, single-phase material (e.g., Al2O3) The system is heated to a temperature that is in the range of 0.5–0.75 of the melting temperature. (For Al2O3 with a melting temperature of 2073 ºC, the sintering temperature is commonly 1400–1650 ºC.) THE POWDER DOES NOT MELT; instead, the joining together of the particles and the reduction in the porosity (i.e., densification) of the body, as required in the fabrication process, occurs by ATOMIC DIFFUSION IN THE SOLID STATE. This type of sintering is usually referred to as SOLID STATE SINTERING. While solid state sintering is the simplest case of sintering, the processes occurring can be fairly complex. THE DRIVING FORCE for sintering is the reduction in surface free energy of the consolidated mass of particles. This reduction in energy can be accomplished by atom diffusion processes that lead to either DENSIFICATION of the body (by transport matter from inside the grains into the pores) or COARSENING of the microstructure (by rearrangement of matter between different parts of the pore surfaces without actually leading to a decrease in the pore volume). TIPOS DE SINTERIZACIÓN SINTERIZACIÓN EN ESTADO SÓLIDO. a The microstructure consists of the cystalline grains and the boundaries (interfaces) (a) (b) (a) The surface of an alumina ceramic from which all porosity has been removed during the firing of the powder; the microstructure consists of the cystalline grains and the boundaries (interfaces) between them. (b) The sintering of silicon results in the formation of a continuous network of solid material (white) and porosity (black); this microstructural change in not accompanied by shrinkage. TIPOS DE SINTERIZACIÓN A common difficulty in solid-state sintering is that coarsening may dominate the densification process, with the result that high densities are difficult to achieve. This difficulty is especially common in highly covalent ceramics (e.g., Si3N4 and SiC). One solution is the use of an additive that forms a small amount of liquidphase between the grains at the sintering temperature. This method is referred to as LIQUID-PHASE SINTERING. The liquid phase provides a high diffusivity path for transport of matter into the pores to produce densification but is insufficient, by itself, to fill up the porosity. A classic example of liquid-phase sintering in ceramics is the addition of 5–10 wt % of MgO to Si3N4. The presence of the liquid phase adds a further complexity to the sintering process, but the benefits can be significant, as demonstrated by the widespread use of liquid phase sintering in industry ADITIVO Microstructure produced by liquid-phase sintering, under an applied pressure, of Si3N4 with MgO additive. A continuous glassy phase, 0.8 nm thick, separates the crystalline grains. TIPOS DE SINTERIZACIÓN Another solution to the difficulty of INADEQUATE DENSIFICATION is the application of an external pressure to the body during heating in either case of solid-state or liquid-phase sintering. This method is referred to as PRESSURE SINTERING of which hot pressing and hot isostatic pressing are well-known examples. The APPLIED PRESSURE has the effect of INCREASING THE DRIVING FORCE FOR DENSIFICATION without significantly affecting the rate of coarsening. However, a common drawback of pressure sintering is the increase in the fabrication costs. Schematic showing the essential elements of a hot press VARIABLES EN LA SINTERIZACIÓN The major variables which determine sinterability and the sintered microstructure of a powder compact may be divided into two categories: MATERIAL VARIABLES and PROCESS VARIABLES These variables influence the powder compressibility and sinterability (densification and grain growth). In particular, for compacts containing more than two kinds of powders, the homogeneity of the powder mixture is of prime importance. To improve the homogeneity, not only mechanical milling but also chemical processing, such as sol-gel and coprecipitation processes, have been investigated and utilized. LOS CAMBIOS QUE TIENEN LUGAR DURANTE EL PROCESO DE SINTERIZACION SON: (1).- REDUCCIÓN DE LA ENERGÍA INTERNA DEL SISTEMA DE PARTÍCULAS INICIAL. ESTE TIENDE HACIA UN ESTADO DE EQUILIBRIO QUE LE CONFIERE UNA ESTABILIDAD DE FORMA Y DIMENSIONES. (2).- DISMINUCIÓN DE UN MODO IMPORTANTE DE LA POROSIDAD INICIAL CAMBIOS: FORMA TAMAÑO DISTRIBUCIÓN DE LOS POROS (3).- VARIACIÓN DE LAS PROPIEDADES FÍSICAS (RESISTENCIA MECÁNICA, CONDUCTIVIDAD TÉRMICA, TRASLUCENCIA, ETC) ENERGÍAS MOTRICES DE LA SINTERIZACIÓN. PARA QUE CUALQUIER SISTEMA, HOMOGÉNEO O HETEROGÉNEO, EVOLUCIONE (POR EJEMPLO, UN MATERIAL PULVERULENTO Y POROSO DE LUGAR A UN PRODUCTO SINTERIZADO) DEBERÁ EXISTIR UNA ENERGÍA MOTRIZ (DRIVING FORCE) QUE LO IMPULSE HACIA OTRO ESTADO DE ENERGÍA MAS PEQUEÑA (VÉASE MÍNIMA) Y, POR TANTO, DE MÁXIMA ESTABILIDAD TERMODINÁMICA. EXISTEN TRES POSIBLES FUERZAS MOTRICES PRINCIPALES 1.- CURVATURA DE LA SUPERFICIE DE LAS PARTÍCULAS. 2.- PRESIÓN APLICADA EXTERNAMENTE 3.- REACCIÓN QUÍMICA. FUERZA CONDUCTORA GLOBAL PARA LA SINTERIZACIÓN Reducción de la ENERGÍA LIBRE TOTAL GT del sistema GT GV GB GS Donde GV, GB y GS representan el cambio en la energía libre asociado con el: VOLUMEN BORDES DE GRANO SUPERFICIES DE LOS GRANOS La fuerza conductora principal en la sinterización convencional es: GS S es decir la que esta relacionada con las superficies de grano Los otros términos pueden ser significativos en ciertos estados para algunos sistemas materiales. La fuerza conductora macroscópica de la sinterización es la REDUCCIÓN del EXCESO DE ENERGÍA ASOCIADO CON LAS SUPERFICIES COARSENING CONTRACCIÓN Si los procesos atómicos que conducen a la densificación dominan los poros se hacen cada vez más pequeños y tienden a desaparecer con el tiempo EL MATERIAL COMPACTADO CONTRAE Si los procesos atómicos que conducen al engrosamiento son más rápidos los poros y los granos se hacen más grandes con el tiempo The driving force of sintering is the reduction of the total interfacial energy The total interfacial energy of a powder compact is expressed as γA, where γ is the specific surface (interface) energy and A the total surface (interface) area of the compact The VARIATION of the total energy can be expressed as: A A A i. The change in interfacial energy (Δγ) is due to densification ii. The change in interfacial area (∆A) is due to grain coarsening. For solid state sintering, Δγ is related to the replacement of solid/vapour interfaces (surface) by solid/solid interfaces. ENERGIA SUPERFICIAL ESTADO INICIAL, la energía superficial es igual al producto de la superficie total de las partículas que constituyen el sistema multiplicado por la energía superficial específica de ellas ,γ ESi ST ( Para N partículas esféricas iguales )= 4 r 2N 4 r 2 N 3M (masa ) 4 r 3 3M 4 r 3 3 M 3 Vm r r (1 mol) ESTADO FINAL, la energía corresponderá a la suma de las energías de las JUNTAS DE GRANO (de idéntica naturaleza), de las JUNTAS DE FASE (granos de naturaleza diferente) y de la asociada a la POROSIDAD RESIDUAL DISMINUYEN LAS JUNTAS DE GRANO La superficie de las partículas de la pieza en verde son reemplazadas, en la pieza sinterizada por JUNTAS DE GRANO (BAJA ENERGÍA) , γSV = (2-3) γgb DIFERENCIA DE PRESIÓN EN UNA SUPERFICIE CURVA ECUACIÓN DE LAPLACE 1 1 P P1 P2 r1 r2 Pα>Pβ ENERGÍA VINCULADA AL EXCESO DE VACANTES QUE EXISTE EN LA PROXIMIDAD DE LAS SUPERFICIES CÓNCAVAS ECUACIÓN DE KELVIN-THOMPSON EFECTO DE LA CURVATURA SOBRE LA CONCENTRACIÓN DE VACANTES. C CV C CV = Concentración de vacantes en la superficie plana C = Concentración de vacantes en la superficie curva C = Exceso a defecto de vacantes C Ln C V Vm RT 1 1 r1 r2 (3.4.12) Constante de Boltzmann En la formula (3.4.12), los radios de curvatura son positivos cuando apuntan hacia el interior de la fase condensada y negativos en caso contrario MECANISMO DE SINTERIZACIÓN SIMPLE DOS ESFERAS 1 1 P (b) r1 r2 (a) Figura 10.26 For a SPHERICAL PARTICLE, the two radii of curvature are defined as positive, equal to each other, and equal to the radius of the sphere rsphere (Figura 10.26 a). Thus for a sphere, κ= 2/rsphere and ΔP is positive. Conversely, for a SPHERICAL PORE, the two radii are equal, but since in this case the surface of the pore is concave, it follows that κ= —2/rpore and ΔP is negative In sintering, the geometry of the surface separating particles is modeled to be a saddle with two radii of curvature, as shown in Figure 10.26b. It follows that 1 1 2 1 1 r1 r2 d rcuello rcuello In most sintering problems, r1 is on the same order as the particle radie r, which is usually much larger than the radius of curvature of the neck rneck and thus: 1 rcuello C Ln C V Vm RT 1 1 r1 r2 r1 = x r2 = ρ Vm=NAVa R =kNA (=A) x, ρ = Radios de curvatura principales Se concluye que en la proximidad de las superficies cóncavas (r<0) existe un exceso de vacantes, C>0, [C = CV+ACV] con respecto a la concentración de vacantes en una superficie plana 2.- En un punto cualquiera, N, de la superficie de las esferas: C Ln C V Vm RT 1 1 C 2 Vm r r r 1 2 Ln 1 r r RTr 1 2 CV Se concluye que en la proximidad de las superficies convexas (r>0) , existe un defecto, C<0, [C = CV -BCV] con respecto a la concentración de vacantes en una superficie plana 2 Va C CV kTr EN LA PROXIMIDAD DE LAS SUPERFICIES CÓNCAVAS (r<0) EXISTE UN EXCESO DE VACANTES, C>0 CON RESPECTO A LA CONCENTRACIÓN DE VACANTES EN UNA SUPERFICIE PLANA EN LA PROXIMIDAD DE LAS SUPERFICIES CONVEXAS (r>0) EXISTE UN DEFECTO, C<0, CON RESPECTO A LA CONCENTRACIÓN DE VACANTES EN UNA SUPERFICIE PLANA ESTE EXCESO O DEFECTO DE VACANTES, NO ES MÁS QUE UN GRADIENTE DE CONCENTRACIONES QUE , ORIGINARÁ UN FLUJO (DIFUSIÓN) DE VACANTES DESDE LAS SUPERFICIES CÓNCAVAS (CUELLOS) A LAS CONVEXAS (PARTÍCULAS), A LO QUE CORRESPONDERÁ UN FLUJO DE ÁTOMOS, DE MATERIA, EN SENTIDO CONTRARIO (DIFUSIÓN EN Schematic showing distributions of vacancies (o) and vapour atoms (•) near a curved interface ESTADO SÓLIDO) ENERGÍA ASOCIADA A LA EXISTENCIA DE UNA FASE EN ESTADO VAPOR. EFECTO DE LA CURVATURA SOBRE LA PRESIÓN. P1 = P0 + P P1 Vm Ln P0 RT 1 1 r1 r2 Mecanismo de sinterización simple dos esferas. P V Ln 1 m P0 RT 1 1 r1 r2 r1 = x r2 = ρ EN LAS PROXIMIDADES DE UNA SUPERFICIE CÓNCAVA (r < 0) HAY UNA DISMINUCIÓN DE LA PRESIÓN DE VAPOR CON RESPECTO AL DE UNA SUPERFICIE PLANA 2.- En un punto cualquiera, N, de la superficie de las esferas: P 2 Vm P 2 Vm 2 Va Ln 1 RTr kTr RTr P0 P 0 2 Va 2 Vm r1 r2 r PCURVA P0 1 P0 1 RTr kTr , , LA ECUACIÓN NOS INDICA QUE EN LAS PROXIMIDADES DE UNA SUPERFICIE CONVEXA (r > 0) HAY UN AUMENTO DE LA PRESIÓN DE VAPOR CON RESPECTO AL DE UNA SUPERFICIE PLANA. 2 P r SE CONCLUYE QUE: EN LAS PROXIMIDADES DE UNA SUPERFICIE CÓNCAVA (r < 0) HAY UNA DISMINUCIÓN DE LA PRESIÓN DE VAPOR CON RESPECTO AL DE UNA SUPERFICIE PLANA EN LAS PROXIMIDADES DE UNA SUPERFICIE CONVEXA (r > 0) HAY UN AUMENTO DE LA PRESIÓN DE VAPOR CON RESPECTO AL DE UNA SUPERFICIE PLANA SERÁ, POR TANTO, ENERGÉTICAMENTE FAVORABLE LA TRANSFERENCIA , DEL VAPOR DE LAS SUPERFICIES CONVEXAS (PARTÍCULAS) A LAS CÓNCAVAS (CUELLO) EN LOS PROCESOS DE SINTERIZACIÓN. , LUEGO, PUEDE ESTABLECERSE UN TRANSPORTE DE MATERIA, EN FASE VAPOR, DESDE LAS SUPERFICIES CONVEXAS HACIA LAS CÓNCAVAS, MECANISMO QUE SE CONOCE CON EL NOMBRE EVAPORACIÓNCONDENSACIÓN. PCURVA 2 Vm P0 1 RTr 2 Va P 0 1 kTr V V Vm N AVa a R k B N A a R R R kB NA Given that the radius of curvature is defined as negative for a concave surface and positive for a convex surface, the pressure of a material above a convex surface is greater than that over a flat surface, and viceversa for a concave surface. For example, the pressure inside a pore of radius r would be less than that over a flat surface Conversely, the pressure surrounding a collection of fine spherical particles will be greater than that over a flat surface IT IS ONLY BY APPRECIATING THIS FACT THAT SINTERING CAN BE UNDERSTOOD. PORO SUPERFICIE PLANA PARTICULA MECANISMOS DE SINTERIZACIÓN. / MODELIZACIÓN DEL PROCESO DE SINTERIZACIÓN Tipo sinterización Fase vapor Fase sólida Mecanismo de transporte de materia Origen de materia Destino de materia Camino Contracción (Eliminación de porosidad) Fuerza motriz Evaporación-Condensación SUPERFICIE GRANO Puente de unión 1 NO Exceso de presión (Diferencias en la presión de vapor) Mecanismo de difusión atómica. (Difusión a través de la red cristalina superficial) SUPERFICIE GRANO Puente de unión 2 NO Exceso de vacantes Mecanismo de difusión atómica. Difusión superficial (Difusión a través de la red cristalina volumétrica) SUPERFICIE GRANO Puente de unión 3 NO Exceso de vacantes Mecanismo de difusión atómica. Difusión en volumen (a través de la red cristalina). FLUJO PLÁSTICO DISLOCACIONES Puente de unión 6 SI Exceso de vacantes Mecanismo de difusión atómica. (Difusión INTERGRANULAR a través de los bordes de grano) JUNTAS DE GRANO Puente de unión 4 SI Exceso de vacantes Mecanismo de difusión atómica. (Difusión a través de la red cristalina). VOLUMEN JUNTAS DE GRANO Puente de unión 5 SI Exceso de vacantes GRANO GLOBAL Puente de unión SI Exceso de energía superficial Puente de unión SI Exceso de energía superficial Fase liquida Difusión y flujo viscoso Fase liquida reactiva Flujo viscoso y solución-precipitación COARSENING IT IS IMPORTANT to appreciate that any mechanism in which the SOURCE OF MATERIAL IS THE SURFACE OF THE PARTICLES and THE SINK IS THE NECK AREA CANNOT LEAD TO DENSIFICATION, because such a mechanism does not allow the particle centers to move closer together Consequently, evaporation— condensation (1), surface diffusion (2), and lattice diffusion (3) from the surface to the neck area cannot lead to densification. They do, however, result in A CHANGE IN THE SHAPE OF THE PORES, A GROWTH IN THE NECK SIZE, AND A INCREASE IN COMPACT STRENGTH. Moreover, the smaller grains, with their smaller radii of curvature, will tend to "evaporate" away and plate out on the larger particles, RESULTING IN A COARSENING OF THE MICROSTRUCTURE Basic atomic mechanisms that can lead to (a) coarsening and change in pore shape (b) densification. Evaporation—condensation, path 1 Surface diffusion, path 2 Volume diffusion. Mass transferred from the surface to the neck area, path 3 Volume diffusion. The mass can be transferred or from the grain boundary area to the neck area (path 5) Grain boundary diffusion from the grain boundary area to the neck area- path 4 DENSIFICACIÓN If mass transfer from the surface to the neck area or from the surface of smaller to larger grains does not lead to densification, other mechanisms have to be invoked to explain the latter. For densification to occur, the source of material has to be the grain boundary or region between powder particles, and the sink has to be the neck or pore region. To illustrate why this is the case, consider the thought experiment illustrated in Figure c. Cut a volume (shaded area in Figure c) from between two spheres, bring the two spheres closer together, and then place the extra volume removed in the pore area. Clearly such a process leads to shrinkage and the elimination of pores. Consequently, the only mechanisms, apart from viscous or plastic deformation, that can lead to densification are grain boundary diffusion and bulk diffusion from the grain boundary area to the neck area (Figure b). Atomistically, both mechanisms entail the diffusion of ions from the grain boundary region toward the neck area, for which the driving force is the curvature-induced vacancy concentration. Because there are more vacancies in the neck area than in the region between the grains, a vacancy flux develops away from the pore surface into the grain boundary area, where the vacancies are eventually annihilated. An equal atomic flux will diffuse in the opposite direction, filling the pores. NECK AREA GRAIN BOUNDARY Basic atomic mechanisms that can lead to (b) densification (c) Thought experiment illustrating how removal of material from the area between particles into the pore leads to shrinkage and densification. ETAPAS DE LA SINTERIZACIÓN Cuando dos o más partículas sólidas de un material capaz de sinterizarse se ponen en contacto y son sometidas a cocción, SU comportamiento se puede esquematizar mediante TRES ETAPAS IDEALIZADAS (Una etapa representa un intervalo de tiempo o de densidad en el cual se considera que la microestructura está razonablemente bien definida) INICIAL O FORMACIÓN DE CUELLOS (NECKING STAGE) INTERMEDIA (DENSIFICACIÓN Y CRECIMIENTO DE GRANOS) FINAL (FORMACIÓN DE POROSIDAD CERRADA) (a).- Polvo de partida. Esferas tangentes (b).- ETAPA INICIAL, cerca del final de esta etapa las esferas comienzan a coalescer (c).- ETAPA INTERMEDIA. Los granos adoptan la forma de un tetracaidecaedron, encerrando canales de poros en los bordes de grano (d).- ETAPA FINAL. Los poros son inclusiones tetraédricas en los vértices donde se encuentran cuatro tetracaidecaedros. ETAPA INICIAL / ECUACIONES CINETICAS MECANISMO DE EVAPORACIÓN - CONDENSACIÓN The pressure differential between the surface of the particle and the neck area results in a net matter transport, via the gas phase from the surface to the neck La sinterización en fase vapor solo es importante en procesos efectuados a elevada temperatura, próxima a la de fusión de las partículas que constituyen el aglomerado poroso = Coeficiente de evaporación r ρ MODELO ESFERAS TANGENTES SI SE OBSERVAN LOS CAMBIOS EN LA ESTRUCTURA QUE TIENEN LUGAR EN LA SINTERIZACIÓN POR ESTE MECANISMO, APARECE CLARAMENTE QUE LA DISTANCIA ENTRE LOS CENTROS DE LAS PARTÍCULAS NO CAMBIA, Y, POR TANTO, NO TIENE LUGAR UNA CONTRACCIÓN DE LA PIEZA NI UNA REDUCCIÓN DE LA POROSIDAD TOTAL DE LA MISMA, SOLO CAMBIA LA FORMA DE LOS POROS ESTE CAMBIO DE FORMA DE LOS POROS PUEDE TENER UNA APRECIABLE INFLUENCIA SOBRE LAS PROPIEDADES, PERO NO AFECTA A LA DENSIDAD DEBIDO A QUE LA PRESIÓN DE VAPOR AUMENTA EXPONENCIALMENTE CON LA TEMPERATURA, LA SINTERIZACIÓN POR ESTE MECANISMO ES ALTAMENTE DEPENDIENTE DE LA TEMPERATURA. SON, POR TANTO, EL TAMAÑO DE PARTÍCULA INICIAL Y LA TEMPERATURA DE COCCIÓN (QUE FIJA LA PRESIÓN DE VAPOR) PARA UN MATERIAL DETERMINADO, LAS VARIABLES QUE FUNDAMENTALMENTE CONTROLAN EL PROCESO. (5) (4) (1) (2) (3) RESUMEN DE LAS ECUACIONES CINÉTICAS PARA VARIOS MECANISMOS DE LA ETAPA INICIAL DE LA SINTERIZACIÓN ap Vista expandida de uno de los canales de poros cilíndricos. Las vacantes pueden difundir por los bordes de grano (flecha con trazos) o a través del volumen (flechas sólidas). Hay que señalar que en ambos casos las vacantes son aniquiladas en los bordes de grano. DIFUSION VACANTES En la proximidad de las superficies cóncavas (r<0) existe un exceso de vacantes, C>0, y en la proximidad de las superficies convexas (r>0) un defecto, C<0 Este proceso se autoacelera, desde que los cilindros se hacen más pequeños en diámetro, su curvatura se incrementa y el gradiente de concentración de vacantes también se incrementa. 1 Va C CV rcuello ( ) kT El proceso no sigue indefinidamente; a medida que los poros se hacen más largos y más finos, se hacen inestables y se dividen en poros esféricos más pequeños a lo largo de los bordes de grano y/o en los puntos triples entre los granos En dicho instante, la etapa intermedia de la sinterización finaliza y comienza la final. En la proximidad de las superficies cóncavas (r<0) existe un exceso de vacantes, C>0, y en la proximidad de las superficies convexas (r>0) un defecto, C<0 PORO ρP= Radio poro En este modelo, la fuente de vacantes es la superficie de los poros de radio P y el sumidero es la superficie esférica de radio R, donde R >> P Construcción geométrica usada para modelizar la eliminación de la porosidad, por difusión volumétrica Construcción geométrica usada para modelar la eliminación de la porosidad, asumiendo difusión en borde de grano, donde las vacantes están limitadas a difundirse a lo largo de un borde de grano de ancho bg. ÁNGULO DIHEDRAL A necessary condition for densification to occur is that the grain boundary energy γgb be less than twice the solid/vapor surface energy , γSV, (γgb < 2γsv) This implies that the equilibrium dihedral angle ϕ shown in Figure and defined as: γgb = 2γsvcos(ϕ/2) has to be less than 180°; (0<cos(ϕ/2)<1) For many oxide systems the dihedral angle is around 120°, implying that γgb/γsv≈1.0, in contrast to metallic systems where that ratio is closer to between 0.25 and 0.5. Vapor Sólido EFECTO DEL ÁNGULO DIEDRAL EN LA ELIMINACIÓN DE LOS POROS Si se permite al poro contraer una cantidad igual al área sombreada, la energía eliminada es proporcional a 2SV mientras que la energía ganada será proporcional a GB If the pore shrinks, there will be a decrease in the free energy resulting from the decrease in the pore surface area but also an increase due to the increase in the grain boundary area. For the pore to shrink, the former (decrease) must be greater than the latter (increase) La relación entre la energía perdida y la ganada es: Energía perdida 2 SV Energía ganada BG Intersección de 4 granos alrededor de un poro (The equilibrium shape of the BG 2 SV cos 2 pore is dictated by the dihedral angle, ϕ, CARACTERISTICA DEL SISTEMA CERÁMICO ) cos 2 2 SV BG 2 SV cos cos 2 2 2 SV cos cos 2 2 2 SV BG 1 Si φ = Φ Dis min ución de energía 2 SV Aumento de energía BG 2 SV cos cos 2 2 2 SV cos cos 2 2 Disminución de energía = Aumento de energía cos cos luego : 2 2 La fuerza motriz para la migración de borde de grano y la contracción de poro es 0 Disminución de energía > Aumento de energía cos cos luego : 2 2 Luego el PORO CONTRAE cuando los granos alrededor de un poro se encuentran de tal modo que φ < ϕ, siendo ϕ el ángulo diedral Disminución de energía< < Aumento de energía cos cos luego : 2 2 El PORO NO CONTRAE Si se quieren eliminar completamente LOS POROS, sus números de coordinación (n) tienen que ser menor que un cierto valor crítico Nc , el cual esta relacionado con el ángulo diedral mediante la expresión: 360 Nc = 180- 2 180 1 N c Φ = 120, Nc = 6 n< Nc EL PORO SE CONTRAE Φ = 60, Nc = 3 The surface curvature of the grains around an isolated pore is affected by their number and the dihedral angle between them Types of surface curvature associated with various numbers of grains for a twodimensional system and a dihedral angle of 120º La curvatura de la superficie de los poros se incrementa a medida que el ángulo diedral aumenta ρ ρ n=8 n=6 Φ = 120, Nc = 6 n=4 Variation of pore shape with the number of surrounding grains. Dihedral angle assumed to be 120º. For more than six grains the grain surface is convex and the chemical potential of atoms on the grain surface is higher than at the grain boundary. The pore has a tendency to expand. In contrast, for a grain number less than six, the pore tends to shrink. Se puede concluir que el incremento del ángulo diedral, en principio, debe ayudar en los últimos estados de la sinterización. 360 Nc = 180- Φ ↑ Nc ↑ n< Nc PORO CONTRAE Sin embargo, se puede demostrar también que la avidez de los poros por los bordes de grano es más fuerte para ángulos diedrales más pequeños Φ ↓ Avidez de los poros por los bordes de grano ↑ DADO QUE PARA ELIMINAR LOS POROS TIENEN QUE PERMANECER ADJUNTOS A LOS BORDES DE GRANO, ESTA ÚLTIMA PROPIEDAD TENDERÍA A SUGERIR QUE BAJOS ÁNGULOS DIEDRALES AYUDARÍAN EN LA PREVENCIÓN DE LA SEPARACIÓN PORO-BORDE Y ASÍ SER BENEFICIOSO SINTERIZACIÓN EN PRESENCIA DE FASE LIQUIDA La sinterización en presencia de fase líquida es una técnica importante para la OBTENCIÓN DE COMPONENTES CERÁMICOS DENSOS a partir de piezas en verde de polvos cerámicos compactados Usually the purpose of liquid-phase sintering is to • Enhance densification rates • Achieve accelerated grain growth • Produce specific grain boundary properties La cantidad de fase liquida oscila entre el 1 y el 20 % y se forma al calentar la mezcla de polvos cerámicos The additive melts or reacts with a small part of the major component to form a eutectic liquid. Liquid-phase sintering is particularly effective for ceramics such as Si3N4 and SiC that have a high degree of covalent bonding and are therefore difficult to densify by solid-state sintering. The process is also important when the use of solid-state sintering is too expensive or requires too high a fabrication temperature. Una determinada proporción del material a sinterizar se encuentra en estado líquido A disadvantage of liquid-phase sintering is that the liquid phase used to promote sintering commonly remains as a glassy intergranular phase that may degrade high temperature mechanical properties such as creep and fatigue resistance. The presence of a liquid REDUCES THE FRICTION BETWEEN PARTICLES and INTRODUCES CAPILLARY FORCES, that result in the rapid rearrangement of the solid particles and enhanced matter transport through the liquid. CALENTAMIENTO SINTERIZACIÓN EN PRESENCIA DE FASE LIQUIDA Hay TRES REQUISITOS generales para que tenga lugar la sinterización en presencia de fase liquida: 1.- Debe de estar presente una cantidad suficiente de fase liquida a la temperatura de sinterización 2.- La fase liquida debe mojar adecuadamente al sólido, es decir el ángulo de contacto, θ, ha de ser pequeño 3.- La solubilidad del sólido en la fase liquida debe ser apreciable, con el fin de que se produzca la transferencia de materia lejos de las áreas de contacto LIQUIDO SITUADO SOBRE UNA SUPERFICIE SÓLIDA The degree of wetting and whether a system is wetting or nonwetting are quantified by the equilibrium contact angle θ that forms between the liquid and the solid BALANCE DE FUERZAS SV LS LV cos SV LS cos LV High values of γSV and low values of γLS and/or γLV promote wetting. At a molecular level, if the cohesion between the liquid molecules is greater than the adhesion between the liquid and the solid, the liquid will not want to wet the solid. THE COMPLETE PENETRATION OF GRAIN BOUNDARIES WITH A LIQUID IS ALSO IMPORTANT FOR MICROSTRUCTURAL DEVELOPMENT (E.G., IT COULD LEAD TO THE BREAKUP OF AGGLOMERATES) A necessary condition for the penetration and separation of the grains with a thick liquid film is γGB > 2γLS This implies that the equilibrium dihedral angle ψ and defined as ψ/2 Figura 10.3.b GB 2 LS cos 2 GB 2arc cos 2 LS must be zero (DESAGREGACIÓN TOTAL) It follows that high values of γGB and low values of γLS are desirable Depending on the interfacial tensions, the liquid may penetrate the grain boundaries completely so that the grains are separated from one another by a fairly thin layer (1–5 nm), or it may only partially penetrate the grain boundaries. PENETRACIÓN DEL LIQUIDO EN EL BORDE DE GRANO The variation of the dihedral angle as a function of the ratio γss/γsl is sketched in Figure 10.7. For γss/γsl < 2, the dihedral angle takes values between 0 and 180º and the liquid does not completely penetrate the grain boundary. In particular, when the ratio γss/γsl is small, liquid penetration of the grain boundary is limited, so solid-state processes can be significant. GB The condition γss/γsl = 2 represents the limiting condition cos (10.5) 2 2 for complete penetration of the grain boundary by the liquid. LS For γss/γsl> 2, no value of satisfies Equation (10.5), and this represents the condition for complete penetration of the grain boundary. One consequence is the lack of rigidity of the system. Physically, the condition γss/γsl >2 means that the sum of the specific energies associated with the two solid-liquid interfaces is less than that of the solid-solid interface, so penetration of the boundary leads to an overall decrease in energy. CARACTERÍSTICAS DE LA SINTERIZACIÓN EN PRESENCIA DE FASE LÍQUIDA AUMENTO DE LA DENSIFICACIÓN Comparada con la sinterización en estado sólido la presencia de fase líquida conduce a un aumento de la densificación a través de: (1).- Mejora del reordenamiento de las partículas sólidas. (2).- Mejora del transporte de masa a través de la fase líquida. In liquid-phase sintering, if, as we assume, the liquid wets and spreads to cover the solid surfaces, the particles will be separated by a liquid bridge. La fricción entre las partículas se reduce de tal modo que ellas se reordenan más fácilmente bajo la acción de las tensiones compresivas, debidas a la capilaridad, ejercidas por la presencia de la fase líquida Modelo idealizado de dos esferas comparando los aspectos microestructurales de la sinterización: (a).- Sinterización en estado sólido (b).- Sinterización en presencia de fase líquida. CARACTERÍSTICAS DE LA SINTERIZACIÓN EN PRESENCIA DE FASE LÍQUIDA (2).- Mejora del transporte de masa a través de la fase líquida En la sinterización en estado sólido mediante la difusión a través de los límites de grano, un parámetro importante que controla la velocidad de difusión es el producto del coeficiente de difusión en los límites de grano, DGB, por el espesor del límite de grano, GB En la sinterización en presencia de fase líquida el parámetro correspondiente es el producto del coeficiente de difusión, DL, de los átomos de soluto en la fase líquida por el espesor del puente liquido, GL Puesto que, GL es, típicamente, varias veces más grande que GB y además la difusión a través de la fase líquida es más rápida que a través de la fase sólida, la presencia de una fase líquida proporciona un medio para aumentar el transporte de masa HOT PRESSING AND HOT ISOSTATIC PRESSING By now it should be clear that the driving force for densification is the chemical potential gradient between the atoms in the neck region and that at the pore This can be accomplished by application of a compressive pressure to the compact during sintering. In other words, the simultaneous application of heat and pressure If the applied pressure is uniaxial, the process is termed hot pressing, whereas if it is hydrostatic, the process is termed hot isostatic pressing or HIP. The concentration of vacancies in an area subjected to a bVm Cstress 1 stress Cstress is related to C0 by: C0 RT where σb is the effective stress at the boundary due to the applied stress. For a compressive applied stress, σb is MX SV negative and the concentration of vacancies at the boundary Ccurv C0 1 (i.e., between the particles) is less than that at the edges, kT which results in a net flux of vacancies from the neck into the boundary areas and leads to densification. THE MAJOR ADVANTAGE of hot pressing and HIP is the fact that the densification occurs quite readily and rapidly, minimizing the time for grain growth, which results in a finer and more uniform microstructure THE MAJOR DISADVANTAGES, however, are the costs associated with tooling and dies and the fact that the process does not lend itself (no se presta) to continuous production, since the pressing is usually carried out in a vacuum or an inert atmosphere. COCCIÓN/CERÁMICAS TRADICIONALES OBJETO DE LA COCCIÓN MEDIANTE EL APORTE DE CALOR, SEGÚN UN PLAN PREESTABLECIDO, SE PRODUCE UN PROCESO DE TRANSFORMACIONES FÍSICO-QUÍMICAS DE LOS COMPONENTES PRESENTES EN LA PIEZA EN VERDE -QUE MODIFICAN LA ESTRUCTURA QUÍMICA Y CRISTALINA DE LAS ARCILLAS DE FORMA IRREVERSIBLE OBTENIÉNDOSE FINALMENTE: -UN MATERIAL DURO DE CONSISTENCIA PÉTREA E INALTERABILIDAD DE FORMA - DE ELEVA SU DUREZA Y RESISTENCIA MECÁNICA -RESISTENTE AL AGUA Y A LOS PRODUCTOS QUÍMICOS ¿POR QUÉ CALENTAR Y ENFRIAR SEGÚN UN PLAN PREESTABLECIDO? • Para evitar roturas durante el calentamiento • Para que la cocción sea uniforme y se logren los efectos esperados • Para no sobrepasar la máxima temperatura admisible por los materiales y así generar deformaciones de las piezas • Para evitar roturas durante el enfriamiento FACTORES IMPORTANTES •La velocidad de calentamiento y enfriamiento de El tiempo de cocción a la máxima temperatura, que depende de las las piezas debe permitir que los cambios dimensiones del producto ya que es necesario un tiempo que permita dimensionales y estructurales del material se que las partes centrales del producto alcancen la temperatura requerida. realicen sin que la pieza se rompa. LA CUESTIÓN ES COMPLICADA PARA LAS Ciclo de cocción PIEZAS GRUESAS, PUESTO QUE LA SUPERFICIE SE en un horno túnel CALIENTA MÁS RÁPIDAMENTE QUE EL INTERIOR, Y DE ESTE GRADIENTE DE TEMPERATURA RESULTA UNA CONTRACCIÓN EXTERIOR MÁS RÁPIDA, QUE PUEDE TENER COMO RESULTADO LA FISURACIÓN DEL PRODUCTO Las temperaturas de trabajo suelen ser las siguientes: -Productos porosos de ladrilleria y tejería: 900° a 1000°C -Loza y gres cerámico:1000° a 1300°C -Porcelana, refractarios y vitrificados: 1300° a 1500°C ES ESENCIAL QUE LA DIFERENCIA DE TEMPERATURA ENTRE EL NÚCLEO Y LA SUPERFICIE DE LA PIEZA, EN EL MOMENTO DEL PASO POR LOS PUNTOS CRÍTICOS RESULTE PEQUEÑA PARA QUE LOS CAMBIOS DIMENSIONALES QUE EXPERIMENTE EL MATERIAL EN LAS CITADAS ZONAS SEA LO MÁS PARECIDO POSIBLE. CLASIFICACIÓN DE LOS HORNOS CERÁMICOS (1).- POR LA FORMA DE CALENTAMIENTO: - ELÉCTRICOS (RESISTENCIAS) - DE COMBUSTIÓN (LLAMAS): -COMBUSTIBLE SÓLIDO. - COMBUSTIBLE LIQUIDO. - COMBUSTIBLE GASEOSO. (2).- POR EL TIPO DE PROCESO: - INTERMITENTES. - CONTINUOS. (3).- POR LAS DISPOSICIONES DEL MATERIAL CON RESPECTO A LOS PRODUCTOS DE COMBUSTIÓN: - DE LLAMA LIBRE. - MUFLADO. HORNO TÚNEL SON DE HOGAR FIJO MOVIÉNDOSE LAS PIEZAS A COCER. EL HORNO TÚNEL DE LLAMA LIBRE ES EL MÁS CLÁSICO Y SIMPLE DE LOS HORNOS TÚNEL. ESTÁ CONSTITUIDO POR UNA GALERÍA RECTA CON UNA SECCIÓN RELATIVAMENTE PEQUEÑA Y UNA LONGITUD QUE PUEDE ALCANZAR LOS 130 METROS. LA GALERÍA ESTÁ PROVISTA DE PUERTAS A AMBOS LADOS
 0
0
Anuncio
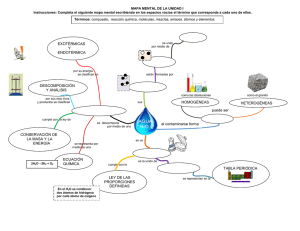
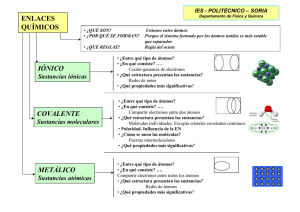

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados