HOMAR ALIRIO LOPEZ METROLOGIA EN EL TALLER
Anuncio

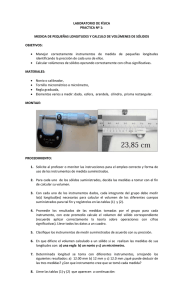
HOMAR ALIRIO LOPEZ METROLOGIA EN EL TALLER METALMECANICO INTRODUCCION En el mundo actual, y en todas las industrias que lo componen, siempre existirá la necesidad de medir, medir una magnitud, una variable, un indicador, un historial, etc., las personas en sus diferentes profesiones tienen un mundo de herramientas y dispositivos que emplean a diario en sus labores, el médico tiene medidores de frecuencia cardiaca, de presión arterial, de masa convencional entre otros, los ingenieros Químicos utilizan pipetas, probetas, vasos precipitados, erlenmeyers. Los ingenieros electrónicos utilizan voltímetros, amperímetros, osciloscopios. Los ingenieros Mecánicos usan Pie de Rey, Micrómetros, Deformímetros, Cintas Métricas, Reglas graduadas entre otros. Estos instrumentos sirven para hacer mediciones básicas puntuales, y el buen resultado en sus indicaciones depende de la calidad del instrumento, su trazabilidad y la agilidad y destreza con la que es operado, Por ejemplo, la precisión obtenida con un Pie de Rey o Micrómetro, depende de la cantidad de presión aplicada al elemento de medición. De este modo, los trabajadores a través del entrenamiento y la experiencia adquieren el sentido del tacto necesario para aplicarlo apropiadamente a las herramientas. En el campo metalmecánico, las mediciones que se hacen son en un ± 80% dimensionales, longitudes, dimensiones de una pieza, mediciones de trazos, ajuste de alturas, espesores de materiales, dentados etc., es por esto que los instrumentos de mediciones en longitud juegan un papel sumamente importante dentro de la productividad del sector, y ayudan en oportunidades de mejora en procesos que así lo requieran, lo que no se mide no se puede mejorar. Por esto es importante la metrología. En cada laboratorio, taller, y línea de producción. Para nuestros lectores de Metal actual, es importante que dentro sus conocimientos técnicos, se contemple la importancia, el cuidado, las diferentes recomendaciones de uso y almacenamiento, así como los programas de control metrológico de los instrumentos para cumplir no solo con la normatividad vigente, sino también con los estándares de calidad que cada proceso requiere para con sus clientes, y así obtener el mayor provecho, reconocimiento, ahorro y productividad en su empresa. METROLOGIA DIMENSIONAL Página 1 HOMAR ALIRIO LOPEZ METROLOGIA DIMENSIONAL – LONGITUDES En el campo de la Metrología Dimensional, existen diferentes tipos de instrumentos de medición que pueden ser clasificados de la siguiente manera: Con trazos o Divisiones Medida Directa Lineal Con tornillo Micrométrico - Todo tipo de Micrómetros - Cabezas Micrométricas Con dimensión Fija - Bloques Patrón - Calibradores de Espesores - Calibradores Límite (pasa-no-pasa) Comparativa Medida Indirecta Relativa Medida Directa Angular Medida Indirecta - Cinta Métrica - Regla Graduada - Todo tipo de Pie de Rey Y medidores de altura con escala vernier Con trazos o divisiones - Comparadores mecánicos - Comparadores Ópticos - Comparadores neumáticos - Comparadores electromecánicos - Maquina de medición de redondez - Niveles - Transportador simple - Goniómetro - Escuadra de Combinación Con dimensión fija - Reglas ópticas Trigonometría - Falsas escuadras En todo taller nunca podrán faltar estos instrumentos, los más comunes y que todos conocemos son tal vez el Pie de Rey y el Micrómetro, pero en el mundo de las mediciones, los adelantos en ingenio y tecnología, trae consigo nuevos instrumentos, nuevas mejoras para hacer cada día más fácil, fiel, exacto y preciso el arte de medir. Bien, miremos ahora cuáles son esos instrumentos, novedosos y de gran utilidad dentro de las actividades de fabricación y control en manufactura mecánica, conozcamos su funcionamiento, sus cuidados y aprendamos a seleccionar que instrumento se es el mejor de acuerdo a las necesidades de la medición. METROLOGIA DIMENSIONAL Página 2 HOMAR ALIRIO LOPEZ DEFORMIEMTRO O COMPARADOR DE CARATULA Cuando se requiere hacer mediciones de piezas en movimiento para verificar o rectificar su forma o contorno como sucedería en un torno o con los pistones de un motor, se requiere un instrumento que permita interactuar con la maquina en funcionamiento para efectuar la medición, en estos casos el Deformímetro es el más indicado. Comúnmente llamado Reloj comparador o simplemente comparador, el Deformímetro es un instrumento de medición que transforma movimientos lineales de un husillo móvil, en movimientos circulares de un puntero sobre una escala circular, recibe su nombre por ser medidor de deformaciones en piezas cilíndricas en movimiento y es muy utilizado en talleres donde se ajustan motores de todo tipo. Figura 1, Clases de Deformímetros, tomado de Catalogo 32 Starrett, páginas 118, 134 y 155 El Deformímetro es un instrumento que a lo largo de su trayectoria, se ha sabido adaptar a diferentes monturas o propósitos que en conjunto forman otro instrumento de medición a base de este, permitiendo más comodidad y agilidad en mediciones especiales. Medir el grosor de una lámina, las dimensiones de un cubo pequeño o el diámetro de una varilla por ejemplo, sería una tarea que con un Pie de Rey tardaría mas y seria poco cómodo para el operario, es por esto que los fabricantes han diseñado una montura fija para el Deformímetro convirtiéndolo así en el denominado Medidor de Espesores, instrumento rápido y fácil de utilizar con una gran precisión que no puede faltar en cualquier banco donde se tengan piezas pequeñas, en general menores a 10 mm. Figura 2. Medidor de espesores Análogo. Tomado de http://www.oxgasa.com/index.php?page=shop.product_d etails&flypage=garden_flypage.tpl&product_id=202&cate gory_id=236&option=com_virtuemart&Itemid=68 METROLOGIA DIMENSIONAL Figura 3. Uso del Medidor de espesores, tomado de http://anayco.net/productos.php?subcategoryID=21 Página 3 HOMAR ALIRIO LOPEZ MEDIDORES DE INTERIORES En sentido contrario, si es preciso medir diámetros internos o conjuntos de diámetros, existen dos instrumentos para tal fin, el primero un medidor de interiores para diámetros pequeños y el segundo para diámetros mas grandes utilizando extensiones para tal propósito. El medidor con carátula para Diámetros pequeños se usa solamente como un instrumento de comparación y debe utilizarse junto con anillo de fijación o un micrómetro. El medidor usa un resorte que da a la punta de contacto una presión de medición constante. Figura 4. Medidor de interiores digital para diámetros pequeños, tomado de Catalogo Mitutoyo Pagina F-54. Figura 5. Medidor de interiores análogo para diámetros grades, tomado de Catalogo Mitutoyo Pagina C-21. RELOJ PALPADOR Durante la fabricación de piezas cilíndricas, o superficies perfectamente planas, el control de calidad debe ser muy estricto en la detección de deformaciones sobre las piezas, en este caso entramos a contar con el Deformímetro Palpador, comúnmente llamado reloj Palpador, un Deformímetro de alta precisión al tener corto recorrido, dotado de una punta palpable excualizable que mide en ambas direcciones proporcionando comodidad y mejor exactitud que la alcanzada con un Deformímetro común sobre una base magnética. Figura 6. Deformímetro sobre base magnética ajustando pistones de motor, tomado de http://mmotoresdieselpopayan.blogspot.com/2010/08/uso s-del-comparador-de-caratula.html METROLOGIA DIMENSIONAL Figura 7. Deformímetro Palpador rectificando en fresadora, tomado de http://foro.metalaficion.com/index.php?topic=2896.0 Página 4 HOMAR ALIRIO LOPEZ El Deformímetro como lo podemos apreciar, tiene grandes aplicaciones en nuestro taller, al ser un instrumento lineal, perfecto para trabajar con calidad en los tornos, fresadoras, Motores, proyectores de perfiles, maquinas de combustión interna etc. Al ser tan útil, preciso y exacto, este instrumento debe ser tratado con suma precaución y cuidado, para no correr el riesgo de dañarlo, pues es común en ellos cometer el error de sobrepasar su rango máximo de medida, lo que ocasiona daños en los engranajes internos, cremallera y vástago, comprometiendo su funcionalidad, el vástago debe estar siempre limpio y no lubricarlo cuando no se desplace con suavidad, pues los aceites y lubricantes funcionan como trampas de polvo y suciedad que terminar dañando los engranajes, si el desplazamiento no es suave, puede que el vástago se halla forzado provocando una deformación en el (concavidad leve), que impide su perfecto recorrido entre el pie de apoyo, si esto sucede, el instrumento debe ser remitido al taller de mantenimiento y reparación de instrumentos en Longitud para su respectiva reparación y Calibración, si se continua su uso en esa condiciones, el problema puede aumentar ocasionando incluso la pérdida total del instrumento. MICROMETROS PARA INTERIORES DE DOS Y TRES CONTACTOS De la mano con las mediciones de interiores ofrecidas por el Deformímetro, si de mayor precisión se trata como por ejemplo en cilindros o interiores lineales, el Micrómetro para interiores es el más indicado. Todos conocemos un micrómetro en lo posible, el comúnmente con forma de arco para medir exteriores en piezas, veamos ahora el sentido contrario, midiendo interiores. Micrómetro, tornillo micrométrico o Palmer: es un instrumento que sirve para medir con alta precisión (del orden de un micrómetro), el interior de un objeto. Para ello cuenta con 2 o 3 puntas que se alejan entre sí mediante un tornillo de rosca fina, el cual tiene grabado en su contorno una escala. Figura 8. Micrómetro para interiores de dos contactos, tomado de http://wwwalegriadiesel.blogspot.com/2010/04/elmicrometro-de-interiores-suele-tener.html Figura 9. Micrómetro para interiores de dos contactos tipo Pie de Rey, tomado de http://www.traverstool.com.mx/fowler/57-003-224.html El micrómetro de interiores suele tener un campo de medida de 25 mm aunque existen micrómetros de medidas superiores a 1 metro. La resolución de los micrómetros de exteriores suele ser de 0,01mm aunque resoluciones de 0,005 ó 0,002 mm están disponibles de manera apreciativa por el usuario. Estos instrumentos de medida suelen ser instrumentos muy utilizados en las mediciones industriales ya que su relación precio y calidad metrológica suele ser muy buena. Estos dos instrumentos son muy útiles a la hora de medir interiores en piezas planas, el tipo Pie de Rey brinda gran comodidad al operador pero su rango es fijo. El de dos contactos trae barras intercambiables que aumentan su rango y barras de sujeción para acceder a piezas difíciles, pero si existe la necesidad de medir diámetros internos en anillos o cilindros con alto grado de exactitud, no puede falta en nuestro taller el Micrómetro para interiores de tres contactos. METROLOGIA DIMENSIONAL Página 5 HOMAR ALIRIO LOPEZ Figura 10. Micrómetro para interiores de tres contactos, tomado de http://blancamoduloplasticosycauchoblanky.blogspot.com/2010/11/micrometro-de-interiore-oimicra-tres.html Figura 11. Uso del Micrómetro de tres contactos, tomado de http://www.aimme.es/informacion/informativo/ficha.asp?i d=1312 Su funcionamiento consiste en un tornillo micrométrico similar al del micrómetro convencional, solo que esté en su extremo cuenta con tres barras xdistantes al centro del tornillo que al subir o bajar, las mueve hacia afuera o hacia adentro, permitiendo mediciones con alta exactitud en anillos, tubos, cilindros y demás piezas circulares. Como todo instrumento Dimensional, su delicadeza, uso y cuidado deben ser muy estrictos, el tornillo micrométrico es altamente fino, por lo que cualquier viruta, polvo, suciedad o demás que pudiese entrar, terminaría afectando gravemente el roscado condenando nuestro instrumento a un remplazo inmediato. Siempre debe estar limpio y con el seguro suelto para evitar que los cambios de temperatura terminen afectando su correcto funcionamiento, almacenado en su respectivo estuche y obligatoriamente acompañado de por los menos un anillo patrón que garantice su correcto ajuste previos al uso cotidiano. MICROMETRO DE PROFUNDIDAD Cambiando un poco en la necesidad de medida, pero siguiendo con el mismo principio, el micrómetro es utilizado en diferentes ramas de la tecnología para realizar mediciones de precisión, pero es en la rama de la mecánica donde es utilizado con más frecuencia para la medición de piezas de gran precisión. Existen micrómetros de diferentes tipos según sea la medición que realice. En este caso, éste es un micrómetro totalmente diferente en cuanto al resto de los micrómetros que hemos visto, tanto morfológicamente y también a la hora de la medición. Consta de un manguito graduado en forma inversa al micrómetro común, ya que a medida que se introduce el tope móvil el nonio marca mayor profundidad. Tiene un apoyo en forma de T y además posee varillas intercambiables para medir mayores profundidades que la permitida por el nonio. Figura 12. Micrómetro para profundidad y varillas intercambiables. METROLOGIA DIMENSIONAL Página 6 HOMAR ALIRIO LOPEZ Perteneciente a la familia de los micrómetros por su principio de funcionamiento, consta de un tornillo micrométrico que mueve el husillo verticalmente, solo que en este caso, el cero del instrumento es cuando el tornillo está totalmente afuera. Existen Micrómetros fijos o con barras intercambiables, los conocidos como multirrango, y se debe tener cuidado a la hora de intercambiar las barras, ya que estas al tener tuercas de ajuste en su extremo, suelen desajustarse con el tiempo, lo ideal es tener bloques calibre con los cuales poder hacer una comparación directa y así garantizar su ajuste correspondiente al rango de operación. Ideal para mediciones en profundidades de difícil acceso, el micrómetro cuenta con una superficie de medición muy delgada, que le permite penetrar y acceder a espacios reducidos, facilitando al usuario la medición de una manera rápida y precisa. Figura 13. Uso del Micrómetro de Profundidad tomado de Catalogo 32 Starrett, página 68. Como todo micrómetro, su cuidado como se ha dicho, debe ser muy delicado, comúnmente suele pasar que el tornillo fino micrométrico se trabe, por suciedad en el mismo, sobrecarga en la aplicación de fuerza durante la medida o desgaste de uso, en estos casos no se debe intentar reparar o destapar el equipo, podríamos terminar agrandando el problema, lo ideal es llevarlo al taller de reparación para instrumentos en longitud, para que personal experto se encargue. Siempre debe permanecer limpio y guardado en su estuche cuando no se use, así garantizamos una mejor y segura conservación, las varillas intercambiables debe permanecer levente lubricadas para evitar oxidaciones y facilitar su desplazamiento vertical. GONIOMETRO Ya hemos dado un vistazo a los instrumentos que cumplen a plenitud las diferentes necesidades de medición lineal en nuestro taller, ahora miremos como suplir la otra necesidad de medición dimensional, las mediciones angulares. Es común que diferentes piezas especiales cuenten con ángulos bien definidos que se deben medir, incluso las figuras regulares cuentan con ángulos de 90 º, pero como garantizar que sin son 90º, 60º o 45º efectivos?. Presentamos el Goniómetro, instrumento me medición que no puede faltar en el taller que requiera de mediciones angulares. Un goniómetro es un instrumento de medición con forma de semicírculo o círculo graduado en 180º o 360º, utilizado para medir o construir ángulos. Este instrumento permite medir ángulos entre dos objetos, el cual lleva incorporado un dial giratorio sobre su eje de simetría, para poder medir cualquier valor angular. En algunos modelos especiales, el dial giratorio lleva incorporado un nonio para medidas que requieren más precisión. METROLOGIA DIMENSIONAL Página 7 HOMAR ALIRIO LOPEZ Figura 14. Goniómetro ordinario de 180º, tomado de http://es.farnell.com/mitutoyo/180-907/mitutoyo-180-907series-180-cbntion/dp/1819445 Figura 15. Goniómetro universal con Nonio, tomado de http://metrologia.fullblog.com.ar/goniometro.html Para la medición de los ángulos, en mecánica se utiliza el goniómetro universal o nonio transportador. La graduación de Nonio doble lleva en cada arco de 11 grados 12 divisiones iguales, por lo que cada sección es: 1° ° 5’ Es decir que la resolución del Goniómetro corresponde a 5 minutos. El disco principal se divide en 360 partes, cada una de las cuales corresponde a 1°, mientras que la escala graduada está equipado con dos escalas idénticas, colocadas a los lados de la graduación central de cero, se dirige hacia la izquierda y derecha de 5' en 5' hasta 60', correspondiente a 1°, es fácil de usar y obtener la lectura del valor angular. El nonio se utiliza como el de un Pie de Rey o Micrómetro, teniendo en cuenta la parte entera (divisiones que preceden al cero del transportador) y una parte fraccionaria que se da al multiplicar las divisiones del nonio incluidas entre el cero de la escala graduada y la línea de coincidencia, por la aproximación del instrumento. Ejemplo: Si el entero es de 44° en el transportador, y la sexta división del nonio coincide con una escala, se suma a la completa 6 X 5’ (5 '= aproximación del instrumento) = 30'. La lectura completa será 44° 30'. [1] «Goniómetro», s. f. http://digilander.libero.it/giusbonc/goniometro.html. Ejemplo: El ángulo de 180° puede escribirse también como: 180° = 179° 60', ya que 1° corresponde a 60', de modo que si el valor de la alfa es 44° 30' como en el ejemplo anterior, el ángulo beta será: METROLOGIA DIMENSIONAL Página 8 HOMAR ALIRIO LOPEZ 180° β 179° 60′ 44° 30′ 135° 30′ Como se puede apreciar, si de alta precisión se trata, el Goniómetro con Nonio es el ideal, con una resolución de 5’ minutos, se pueden medir ángulos de forma más fiel, rápida y precisa, que con el goniómetro ordinario, cuya resolución es de apenas 30’ minutos. FALLOS MÁS COMUNES EN LOS INSTRUMENTOS Finalizando con la descripción de los instrumento de medición, reflexionemos sobre los posibles daños o fallos que voluntaria o involuntariamente podemos causar a nuestros equipos, con el fin de aprender a cuidarlos y sacarles el mejor provecho y beneficio. INSTRUMENTO FALLA No hay repetibilidad Deformímetro El Vástago no se desplaza con suavidad El tornillo no se desplaza con suavidad CAUSA PROBABLE SOLUCIÓN Desajuste de la aguja o de los engranajes internos por sobre carga o golpes. Ajustar la aguja a su eje, si es mecanismo interno, remitir al taller de reparación. Suciedad en el vástago por lubricantes o mala limpieza, fallo en los engranajes internos o deformación del vástago por sobrecargas o golpes. Limpieza interna del mecanismo y vástago con varsol, benzina o similar, si la causa fue golpes o sobrecarga remitir al taller de reparación. El freno esta puesto, hay suciedad en el tornillo micrométrico o esta deteriorado por sobreaprete. Soltar el freno, si es tornillo, sacarlo totalmente del tambor fijo y hacer limpieza con Varsol, Benzina o similar. Micrómetros Goniómetro El instrumento no da cero El tambor fijo esta desajustado por uso normal, el tornillo micrométrico esta suelto. El instrumento no da cero Golpes en la regla o ene l transportador Si es problema del tambor, realizar ajuste de cero con las barras patrón o bloques patrón y la llave de ajuste suministrada por el fabricante, si el problema es del tornillo remitir al taller de reparación. Remitir al taller de reparación. Siempre que un instrumento presente fallas (a excepción de los ajuste de cero), y estas sean corregidas por el usuario, o por un taller de reparación, el instrumento deber ser calibrado por un laboratorio de metrologia, para garantizar la fidelidad en sus lecturas. METROLOGIA DIMENSIONAL Página 9 HOMAR ALIRIO LOPEZ ¿POR QUE CALIBRAR LOS EQUIPOS? Antes de responder esta pregunta, definamos que es calibración: Calibración es el hecho de efectuar una comparación entre un instrumento de medición y un instrumento patrón de la misma magnitud a calibrar, en otras palabras es conocer los errores en la indicación de un instrumento mediante la comparación con un patrón de referencia bajo condiciones controladas en un Laboratorio de Metrologia. Sumincols.a.s. por ejemplo, con el aval de STARRETT-BRASIL, cuenta con unas modernas instalaciones de Laboratorio de Metrologia, que garantiza la fidelidad en las calibraciones y los resultados emitidos en los certificados de calibración, contando para ello con personal idóneo y patrones trazados internacionalmente. Figura 16, Juego de Bloques Patrón, Tomado de Catalogo 32 Starrett Pagina 360. Pero que es trazabilidad?, es una cadena ininterrumpida de calibraciones a nivel internacional en la cual se tiene en cuenta todas las incertidumbres, es decir, un patrón nacional es trazado a otro nacional o internacional, que a su vez es trazado con otro y con otro hasta llegar al patrón de referencia primario, contemplado y custodiado por los entes máximos de la metrologia mundial, la CGMP en Francia, NIST en EEUU, INMETRO en Brasil, el CENAM en México, La SIC en Colombia, etc. Figura 17, Calibrando Micrómetro, Tomado de http://citt.udb.edu.sv/joomla/index.php?option=com_content&view=article&id=56&Itemid=120&showall=1 Ahora bien, porque se calibran los instrumentos?, todo instrumento de medición cualquiera que sea debe estar calibrado previo a su uso sin importar que este sea nuevo o acabe de llegar de un mantenimiento, ya que esto no es garantía que los resultados entregados sean los correctos, solo la calibración determina si un instrumento está midiendo bien o no y dentro de que porcentaje o intervalo de error, pues es bien sabido que ninguna medición, calibración o verificación es 100 % exacta, siempre existirá una incertidumbre asociada con el proceso que también se debe tener en cuenta si de correcciones se trata. METROLOGIA DIMENSIONAL Página 10 HOMAR ALIRIO LOPEZ Los resultados de calibración, errores e incertidumbre, siempre están contemplados en el certificado de calibración y el usuario es el único responsable de su uso o aplicación, así como de determinar los intervalos de calibración teniendo en cuenta diferentes aspectos como lo son el uso del instrumento, un histórico de calibraciones, calidad del equipo etc. El tener un instrumento calibrado no significa que este mide bien, o que sus lecturas son las correctas, significa solamente que la diferencia entre lo que el instrumento indica y "lo que debiera indicar", es conocida. Por lo tanto, es posible trabajar con un instrumento que presente grandes errores en su indicación, y corregir sus lecturas de acuerdo a los resultados presentados en su Certificado de Calibración. Algunas de las razones del por qué calibrar los instrumentos según Industria y Metrologia, reconocido laboratorio son: • Detecta onerosas pérdidas inesperadas en su empresa. • Garantiza la correcta medición de sus equipos durante su proceso de producción. • Minimiza las pérdidas de materias primas, insumos o materiales. • Cumple con la normatividad de los sistemas de calidad y certificación de las empresas. • Asegura la certeza de sus mediciones, factor diferencial hacia cuando se exporta. los clientes, especialmente • Cumple con la legislación nacional e internacional vigente. • Asegura su competitividad. • Evidencia los costos ocultos de su empresa para su posterior corrección. [2] Porque Calibrar, Tomado de http://www.industriaymetrologia.com/porque.htm Debe entenderse que la calibración no puede ser confundida por ningún motivo con el proceso de ajuste o reparación, que es llevar un instrumento a condiciones óptimas de trabajo. Figura 18. Calibración de Micrómetro para interiores de dos contactos por construcción de Bloques. METROLOGIA DIMENSIONAL Página 11