fischerscope - Fischer Instruments
Anuncio

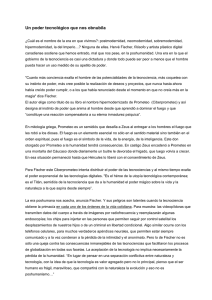
No. 01 E s pa ñ a 10/09 FISCHERSCOPE ® F I S C H E R N e w s l e t t er Espesor de Recubrimientos Análisis de Materiales Microdureza Ensayo de Materiales «editorial» «observado con más detalle» Estimados lectores: Fischer Instruments SA Les presentamos nuestra nueva revista corporativa “FISCHERSCOPE”, que les proporcionará las últimas novedades, tendencias e información en torno a la medición del espesor de recubrimientos, así como el análisis y el ensayo de materiales. Ni que decir tiene que les informaremos oportunamente sobre las actividades mundiales del grupo Fischer. En tiempos económicamente difíciles como los que corren es primordial centrarse en esfuerzos tales como la calidad de los productos y los procesos de producción eficaces, para así posicionarse de forma más destacada en un entorno sumamente competitivo. Por nuestra parte, queremos apoyarles como colaboradores mediante nuestros productos y soluciones de calidad contrastada. En este número, les facilitamos un resumen de nuestra última generación de instrumentos portátiles para la medición del espesor de recubrimientos. Asimismo, continuamos desarrollando diferentes programas para nuestros instrumentos de fluorescencia de rayos X; nada menos que dos artículos les presentarán las innovaciones en este ámbito. FISCHER INSTRUMENTS, S.A. fue fundada en el mes de noviembre de 1984 en Barcelona, empezando su andadura en un pequeño local de la barcelonesa calle de Muntaner. Después de unos pocos años, y con la llegada de los equipos de fluorescencia de rayos X, el local se hizo pequeño, trasladándose en los albores de los Juegos Olímpicos a la nueva e inigualable zona del Poble Nou donde actualmente tiene su sede social. Para acabar de completar su crecimiento desde el año 2003 dispone también de un centro comercial y de asistencia técnica en Madrid capital. Walter Mittelholzer Joan Pujol CEO Director Técnico Helmut Fischer Holding AG Fischer Helmut Fischer AG Instruments, S.A. Director Técnico FISCHER INSTRUMENTS, S.A. es una Sociedad Anónima Unipersonal subsidiaria al 100% de la firma HELMUT FISCHER HOLDING, A.G. ubicada en Suiza y fundada en el año 1953. Posee la certificación ISO 9001 desde 1998, siendo la primera empresa especializada en la medición del espesor de recubrimientos que la obtuvo, tanto a nivel nacional como internacional. Asimismo es la única empresa en España que es la filial directa de la matriz productora de los equipos que suministra. Sus actividades abarcan todo el mercado nacional así como Portugal. El Sr. Jaume Pascual responsable Esperamos que disfruten de una lectura interesante en este número de “FISCHERSCOPE”. No duden en ponerse en contacto con nosotros si desean mayor información, será un placer asistirles en la solución a sus problemas de medición. Joan Pujol del S.A.T. en Barcelona Los dos centros de Fischer en España son capaces de proponer a sus clientes todos los servicios y la experiencia necesarios para que puedan elegir el método de medida y el instrumento que mejor se adapte a su problema de medición; asimismo ponen a su disposición un servicio para la medición de muestras en sus laboratorios, el alquiler o préstamo de instrumentos, demostraciones “in situ” y toda la asistencia técnica necesaria después de la venta que va desde la reparación, el mantenimiento, la formación, el control técnico, la calibración o la actualización de los equipos para prolongar, en todo lo posible, el ciclo de vida de nuestros equipos. FISCHER propone una amplia y siempre novedosa gama de instrumentos para la medición del espesor de recubrimientos basados en los métodos de la inducción magnética, las corrientes de Foucault en sus diferentes facetas, la disolución anódica (coulombimetría), la retrodispersión de partículas beta y la fluorescencia de rayos X, todos ellos apoyados por normas UNE EN ISO. Asimismo disponemos de equipos y sistemas para el ensayo de materiales (conductividad, contenido en ferrita, porosidad y sellado de películas anódicas), el control de la micro y nano dureza, así como el análisis de materiales por fluorescencia de rayos X por dispersión de energías EDXRF (incluso con equipos de vacío). FISCHER está presente en todos los sectores de la industria (tratamientos de superficie, automoción, aeronáutica y aeroespacial, joyería, electrónica, electricidad, industria pesada, energía,…) así como en la enseñanza, laboratorios de ensayo y control, centros de I+D+i, etc. Si desea mayor información acerca de nuestra compañía, nuestros productos y soluciones, puede visitar nuestra página en Internet www.helmut-fischer.com «de la experiencia práctica» Cuarta generación de equipos FISCHER portátiles para la medición del espesor de recubrimientos Ya disponibles: La nueva gama de equipos portátiles DELTASCOPE® FMP10 y FMP30 ISOSCOPE® FMP10 y FMP30 DUALSCOPE® FMP20 y FMP40 Durante los pasados meses se ha introducido en el mercado mundial uno de los grupos de productos FISCHER de mayor éxito: la nueva línea de equipos portátiles de las series FMP10, FMP20, FMP30 y FMP40. Continúa así la tradición de FISCHER en cuanto a la medición portátil de espesores de recubrimiento, iniciada en 1985 con la innovación de los microprocesadores en los equipos DELTASCOPE® MP e ISOSCOPE® MP. Fig. 1: DUALSCOPE® FMP40 con sonda de medición FD 10. Carcasa de diseño con asideras hundidas y un soporte (naranja). Desde el punto de vista del aspecto exterior, los nuevos modelos FMP destacan por el nuevo diseño de su carcasa. En modo de medición, una tapa deslizante cubre las teclas no operativas. Una gran pantalla de cristal líquido permite visualizar las indicaciones de menú y de manejo en texto claro (Véase la fig. 1). Por su aspecto, la nueva carcasa se alinea con el instrumento de nivel superior DUALSCOPE® FMP 100, introducido ya a principios de 2008 y que funciona con Windows (TM)* CE (* marca registrada de Microsoft) como sistema operativo con una elegante pantalla táctil. Como ya era habitual en las anteriores generaciones de aparatos, los equipos básicos FMP10 y FMP20 se diferencian de los aparatos con funcionalidad ampliada FMP30 y FMP40 por su equipamiento. La tabla 1 ofrece la correspondiente información. La filosofía de manejo de la nueva generación de aparatos FMP se ha mantenido deliberadamente sin cambios con respecto a los anteriores modelos MP. El usuario hallará la misma disposición de las teclas en el medidor que ya conocía para poder sentirse cómodo de inmediato. Modelos de instrumentos Nuevas ventajas del hardware FMP Instrumentos básicos: 50 horas de DELTASCOPE® FMP10 funcionamiento ISOSCOPE® FMP10 (4 x 1,5 V) DUALSCOPE® FMP20 Puerto USB para datos* Instrumentos con funciones ampliadas: DELTASCOPE® FMP30 ISOSCOPE® FMP30 DUALSCOPE® FMP40 50 horas de funcionamiento (4 x 1,5 V) Puerto USB para datos e impresora* Aplicaciones almacenables 1 Tapa de la carcasa abierta (izquierda) y cerrada (derecha). Histórico en la pantalla gráfica. Ámbitos de aplicación Los aparatos DELTASCOPE® miden recubrimientos de metales no férreos (cromo, cobre, cinc, etc.), así como capas de esmalte, pintura, barniz o recubrimientos plásticos sobre hierro y acero. Los aparatos ISOSCOPE® sirven para medir recubrimientos de pintura, barniz o revestimientos de plástico sobre metales no férreos y aceros inoxidables no magnéticos, así como capas de anodizado sobre aluminio, además de capas de metales no férreos (Cu, Sn, Zn, etc.) sobre material aislante. El DUALSCOPE® reúne las posibilidades de aplicación de DELTASCOPE® e ISOSCOPE® en un medidor (con reconocimiento automático del material de base). La combinación ideal: la gama de aparatos FMP y la nueva generación de sondas F. Evaluación estadística Programas de medición Manejo del usuario mejorado en modo de ajuste / calibración Menú en texto claro* Toma de un valor de medición individual Modo de medida libre Indicación de los valores estadísticos más importantes: número de medidas n, valor medio, desv. típica, coef. de variación, mín., máx., recorrido Hasta 100 (máx. 20.000 valores de medición en 4.000 bloques)* Manejo del usuario mejorado en modo de ajuste / calibración Menú en texto claro* Toma de un valor de medición individual. Modo de medida libre. Guardar promedio de i mediciones individuales. Modo matriz. Indicación de los valores estadísticos más importantes: número de medidas n, valor medio, desv. típica, coef. de variación, mín., máx., recorrido. Otros valores Medición de superficie* característicos específicos: control de la tolerancia Medición automática* Evaluaciones gráficas con indicación en la pantalla de cristal líquido (histograma)* Tabla 1: Características importantes, nuevas o mejoradas* de la gama de instrumentos portátiles FMP FISCHERSCOPE® 10 / 0 9 En relación con el desarrollo de los equipos portátiles de la gama FMP, se ha perfeccionado asimismo la gama de sondas magnéticoinductivas y de corrientes de Foucault, así como las sondas combinadas (DUAL o DUPLEX), que aúnan los dos métodos físicos. Para realizar la toma de mediciones están disponibles numerosas sondas de medición (sondas F) para las diferentes necesidades. Los polos de las sondas se han fabricado con un alto nivel tecnológico y poseen una vida útil prolongada. La sonda F se coloca de forma táctil sobre el objeto que debe medirse que, a continuación, emite una señal en función del espesor de la capa. Elegir la sonda correcta y la calidad de esta resulta decisivo para poder solucionar técnicamente el problema, es decir, para conseguir una medición del espesor de capa fiable y adecuada para el material. Cada sonda F de FISCHER consta de un elemento medidor, un chip de memoria EEPROM, un cable y un conector. Las sondas F cuentan con un nuevo y resistente conector de 10 pines. Por primera vez, las sondas F son capaces de almacenar, gracias a su chip de memoria EEPROM, los coeficientes de 2 curvas de calibración maestras (calibración maestra de fábrica y calibración maestra opcional del cliente), lo cual supone una novedad en la fabricación de sondas. La calibración maestra de fábrica no se puede eliminar. El avance decisivo en la tecnología de las nuevas sondas F consiste en que, gracias a las profundas y perfeccionadas mejoras en la obtención de la calibración maestra de fábrica (mediante soporte de láser o patrones maestros especiales de precisión o innovadores métodos matemáticos de compensación), la curva de calibración maestra obtenida se aproxima más a la realidad, es decir, se logra una corrección muy alta, inalcanzable hasta ahora. En este caso, la desviación sistemática del valor de medición detectada Us será menor que el espesor conocido de un modelo de calibración. La desviación en el valor de medición Us es una característica de la calidad con que se transforma la señal de medición obtenida de la sonda con la curva de calibración maestra almacenada en el chip de memoria EEPROM del conector de la sonda F para dar lugar a un valor equivalente del espesor de capa. Según DIN 1319, la indonde certidumbre de medición u se define como siendo la eventual desviación del valor de medición Uz. Fig. 2: DELTASCOPE® FMP30 con sonda de medición FGAB 1.3. Programas de medición Zn / acero o pintura / acero (piezas planas) y Cr / acero (cilindros) Como consecuencia de esta definición, una mayor corrección de la curva de calibración y, con ello, una menor desviación sistemática del valor de medición us provocan una menor incertidumbre de medición u. En concreto, esto significa que en la sonda F, tanto en el rango inferior de la línea característica maestra (espesor de capa menor de 5 µm) como en el rango superior (espesor de capa mayor de 1000 µm), se obtiene una menor desviación sistemática del valor de medición. Esta afirmación es válida para la comparación entre las sondas estándar EGAB y las nuevas FGAB. La solución de numerosos problemas de medición de espesores de recubrimientos, según el método magnético-inductivo o por corrientes de Foucault, depende de la selección de la sonda apropiada. A menudo, el usuario puede influir directamente en la precisión y repetitividad escogiendo la sonda correcta. Para realizar esta importante elección de la sonda de medición, puede confiar en el asesoramiento competente de los técnicos de aplicaciones y del servicio externo de FISCHER. Dr. Winfried Staib «de la experiencia práctica» Reconocimiento automático de materiales Aplicación de las clases de materiales en el análisis de aleaciones de oro En tiempos de fuertes oscilaciones bursátiles, la inversión en metales nobles resulta más atractiva, lo que implica también un aumento en la importancia de la comprobación de la composición y pureza. FISCHERSCOPE® X-Ray XAN 120 10 / 0 9 Para dicha comprobación se utilizan, principalmente, cuatro métodos diferentes: •Piedra de toque: el objeto a ensayar se frota contra una placa de pizarra; el área desgastada se trata con ácidos y el color obtenido se compara con referencias. •Copelación: la muestra se recubre con plomo y se funde. Mediante oxidación se extraen las partes de metales no nobles de la masa fundida. •Espectrometría de emisión atómica (ICP-OES): la muestra se vaporiza y se calienta a 6.000 – 8.000 °C. La luz emitida en ese FISCHERSCOPE® Método de medición Tiempo empleado Piedra de toque Copelación ICP-OES XRFA Minutos Horas Horas Minutos Incertidumbre de medición mín. alcanzable 10 - 20 ‰ 0,3 - 1 ‰ 2-3‰ 0,5 - 2 ‰ Tab. 1: Cuadro general de los métodos de comprobación de metales nobles caso de muestras recubiertas desconocidas, en teoría, no es posible asignar un programa de medida correcto. Ahora, WinFTM®, a partir de la versión 6.20, actualizada a la 6.21, ofrece una posibilidad elegante de clasificar de forma segura Fig. 2: Pantalla de la clase de materiales tras un análisis. La pieza medida ha sido identificada de forma inequívoca como un oro blanco de 14 quilates sin níquel con una parte de paladio, pero sin capa de rodio (índice de identificación igual a cero). Todas las demás clases de material poseen un índice de identificación superior a 5, con lo cual quedan excluidas. La tab. 2 muestra las razones de la clasificación. proceso se mide y, a partir del resultado, se determinan las concentraciones de la aleación. •Análisis de fluorescencia por rayos X: el objeto a analizar se bombardea con rayos X y se excita hasta producir la fluorescencia de los elementos presentes. Esta radiación se mide y, a partir de ella, se determinan las concentraciones de la aleación y/o los espesores de capa de un eventual recubrimiento. Puesto que el objeto por comprobar mediante copelación e ICPOES debe ser destruido al menos en parte, estos métodos no son aplicables en el caso de ciertas joyas o monedas. En éstos y en otros casos en los cuales el tiempo es esencial, el análisis por fluorescencia de rayos X (XRFA) es la elección adecuada por no implicar destrucción y por su gran exactitud. Una dificultad a la hora de aplicar el método de XRFA es que debe seleccionarse el programa de medición correcto para el objeto que debe analizarse, sobre todo cuando la medición no se realiza sin patrones, sino en modo calibrado. Así, por ejemplo, un programa de medición calibrado con oro blanco de 18 quilates con una capa de rodio no ofrecerá unos resultados óptimos si se mide en un programa de plata sterling con una capa de rodio. Sobre todo en el Nombre de la clase de material (CM) Oro blanco de 14 qt con Pd Oro blanco de 14 qt con Pd, capa Rh Oro de 14 qt (amarillo, verde o rosa) Oro blanco de 14 qt con Ni y Pd Oro blanco de 14 qt con Ni y Pd, con capa Rh Oro de 18 qt con Cd Motivo de la clasificación CM correcta La muestra no tiene capa de rodio Sin Pd definido en la CM La muestra no contiene Ni La muestra no contiene Ni, la muestra tiene capa de rodio La muestra no contiene Cd, la CM no incluye Pd, contenido en oro demasiado alto en la CM Tab. 2: Justificación de la secuencia de las 6 primeras clases de material según la fig. 2 artículos de joyería típicos en clases de materiales previamente definidas. En el ejemplo de la fig. 2, se identifica un oro blanco con presencia de Pd (Au, Ag, Cu y Pd) a partir de su espectro. El índice de identificación, el criterio que indica con que precisión se ajusta un espectro a una clase de material, solo es cero cuando la muestra cumple las condiciones indicadas en programa de medida. En el margen inferior, se visualiza el programa de medición correspondiente a esta clase de material. La precisión en la separación entre clases de material es considerable: la clase de material «Rh/14 qt white gold con NiPd» (oro blanco de 14 quilates con Ni y Pd y una capa de rodio) , por ejemplo, se distingue de la hallada solo en una capa de rodio de 0,1 µm de espesor y por un 2 % de níquel en la aleación. Sin embargo, el índice de identificación la señala con toda claridad. Así pues, con la ayuda de las clases de materiales, el análisis de metales nobles puede simplificarse claramente, evitando errores por la mala elección del programa de medición. Dr. Jens Kessler Fig. 1: Monedas y joyas elaboradas con metales nobles. Para su identificación es necesario un método de medición no destructivo. La piedra azul del anillo de oro fue identificada por fluorescencia por rayos X en vacío como un zafiro artificial. FISCHERSCOPE® 10 / 0 9 «de la experiencia práctica» Medir fácilmente el recubrimiento de contactos eléctricos con el método de la fluorescencia de rayos X Fig. 1: Contactos para diversas aplicaciones. A causa de su amplio ámbito de aplicación, en la técnica de conexión eléctrica existen múltiples tecnologías para la producción de un contacto (fig. 1). A la postre, el uso de estas tecnologías debería optimizar parámetros importantes, como la resistencia elécMaterial base Recubrimiento Sn SnPb Sn/Ni SnPb/Ni Ag Au Au/Ni Au/PdNi … Cu Sn/Cu SnPb/Cu Sn/Ni/Cu SnPb/Ni/Cu Ag/Cu Au/Cu Au/Ni/Cu Au/PdNi/Cu …/Cu CuSn CuZn trica de la corriente o la capacidad de solicitación mecánica para la correspondiente aplicación. Para alcanzar este objetivo, en teoría, se utilizan para los contactos materiales de base metálica con uno o varios recubrimientos metálicos. El espesor de estos recubri- CuFe FeNi FeCrNi Sn/CuSn Sn/CuZn Sn/CuFe Sn/FeNi Sn/FeCrNi SnPb/CuSn SnPb/CuZn SnPb/CuFe SnPb/FeNi SnPb/FeCrNi Sn/Ni/CuSn Sn/Ni/CuZn Sn/Ni/CuFe Sn/Ni/FeNi Sn/Ni/FeCrNi SnPb/Ni/CuSn SnPb/Ni/CuZn SnPb/Ni/CuFe SnPb/Ni/FeNi SnPb/Ni/FeCrNi Ag/CuSn Ag/CuZn Ag/CuFe Ag/FeNi Ag/FeCrNi Au/CuSn Au/CuZn Au/CuFe Au/FeNi Au/FeCrNi Au/Ni/CuSn Au/Ni/CuZn Au/Ni/CuFe Au/Ni/FeNi Au/Ni/FeCrNi Au/PdNi/CuSn Au/PdNi/CuZn Au/PdNi/CuFe Au/PdNi/FeNi Au/PdNi/FeCrNi …/CuSn …/CuZn …/CuFe …/FeNi …/FeCrNi … Sn/… SnPb/… Sn/Ni/… SnPb/Ni/… Ag/… Au/… Au/Ni/… Au/PdNi/... …/… La combinación de diversos recubrimientos con diferentes materiales base se reduce drásticamente en unos pocos programas de medida WinFTM® Versión 6: Reducción de los programas de medida a pocos grupos SnPb/Ag/Ni/ CuZnSnFe IOBC SnPb/Ag/Ni/ FeCrNi Au/Ni/ CuZnSnFe IOBC Au/Ni/ FeCrNi Au/PdNi/Ni/ CuZnSnFe IOBC Au/PdNi/Ni FeCrNi Tab. 1: Las combinaciones de materiales de base y de sistemas de recubrimientos utilizados frecuentemente en la técnica de conexión pueden generar muchísimos programas de medición. El programa WinFTM®, versión 6, ayuda a reducir su número. Los sistemas de recubrimiento incluidos en la tabla suponen tan solo una selección de los sistemas existentes en la práctica. 10 / 0 9 FISCHERSCOPE® Au/Ni/Base A) Au (0.054µm) Ni (1.21µm) B) Au (0.99µm) Ni (1.21µm) Base = CuSn6 X/µm S/µm Base = CuZn36 X/µm S/µm 0.041 1.15 0.92 1.06 0.043 1.15 0.90 1.12 0.005 0.05 0.01 0.05 0.004 0.02 0.01 0.04 Tab. 3: Comparación de diversas capas de Sn/Ni sobre los materiales de base CuSn6 y CuZn36. Medición realizada sin patrones con el aparato XDLM®-C4, 10 Estas posibilidades del WinFTM® V 6 pueden apreciarse más claramente con ejemplos concretos. En primer lugar, contemplaremos el sistema Au/Ni/base. Como materiales de base se utilizan distintas aleaciones de Cu y, en parte, también aleaciones de Fe. En una evaluación clásica, se debía informar (determinar) al programa del material de base para cada uno de los contactos de Au/Ni que debía medirse. Ahora, con un solo programa de medición gracias al método IOBC pueden medirse todos los contactos en una sola operación. La comparación presentada en la tabla 2 de un sistema segundos de tiempo de medición y un colimador de 0,3 x 0,05 mm. mientos es una magnitud importante característica de los contactos. Por eso, es de suma importancia medir dicho espesor para el control del proceso y de la calidad en la producción de contactos eléctricos. La tabla 1 muestra algunos ejemplos de materiales de base y recubrimientos frecuentemente utilizados en la técnica de conexión. Las posibles combinaciones arrojan un gran número de sistemas de recubrimiento, incluso con varias capas múltiples que deben medirse. Para determinar correctamente los espesores de capa mediante el análisis de fluorescencia por rayos X es necesario tener un conocimiento exacto de la estructura de las capas y del material de base. La consecuencia general es la multiplicación de los programas de medición. La administración y, en su caso, la necesaria calibración de estos programas de medición exigen un considerable gasto para el usuario y producen rápidamente la pérdida de claridad en las estructuras y, con ello, a la aparición de errores. Ahora es posible reducir drásticamente el número de programas de medición necesarios con el programa de evaluación WinFTM®, versión 6. En especial, el método IOBC (acrónimo en ingles de “independiente de la composición de la base”) simplifica estos casos; con este método, se puede medir correctamente el espesor de capas independientemente de la composición del material de base. Junto a la simplificación, aumenta también la corrección de la medición; el programa detecta automática y correctamente un material de base modificado. Sn/Ni/Base Base = CuSn6 X / µm S / µm Base = CuZn36 X / µm S / µm A) Sn (0.47µm) 0.44 0.03 0.45 0.02 -0.02 0.01 0.00 0.02 0.48 0.04 0.43 0.02 Ni (-) B) Sn (0.47µm) Ni (3.12µm) C) Sn (3.04µm) Ni (-) 2.92 0.04 2.85 0.03 2.88 0.043 2.87 0.05 -0.10 0.035 -0.07 0.04 D)Sn (3.04µm) 2.91 0.04 2.79 0.02 2.65 0.06 2.71 0.06 Ni (3.12µm) Tab. 2: Resultados de las mediciones sin patrones de los sistemas de recubrimiento Au/Ni/ CuSn6 y Au/Ni/CuZn36, obtenidos con el aparato XDLM®-C4, 10 segundos de tiempo de medición y un colimador de 0,3 x 0,05 mm de capas (láminas de grosor conocido) sobre CuSn6 y CuZn36 no muestra prácticamente ninguna influencia del material de base sobre el espesor de capa medido. Además, los resultados obtenidos sin patrones son ya muy satisfactorios en cuanto a corrección y precisión de repetición de las capas de Au y Ni. Existe una limitación del método IOBC para aquellas capas que contengan elementos presentes también en el material de base, como por ejemplo Cu/CuZn. En tales casos, se debe trabajar con un material de base definido fijo. Las capas de Sn suponen una importante excepción a esta regla; el elemento Sn posee dos componentes muy claramente separados y mensurables en el espectro de fluorescencia por rayos X (las líneas Sn-K y Sn-L); la capa aporta al espectro tanto las líneas Sn-K como las Sn-L, pero el material de base sólo las Sn-K. Por tanto, por su alta energía, las capas de Sn sobre un material de base que contenga Sn también pueden medirse con el método IOBC. La tabla 3 muestra la comparación entre diferentes capas de Sn sobre CuSn6 y CuZn36. Aquí también, la influencia del material de base sobre el espesor medido de la capa de Sn es insignificante. Conclusión El gran número de diferentes programas de medición provocado por las numerosas combinaciones de recubrimientos y de materiales de base utilizados en la técnica de contacto puede reducirse claramente con el software WinFTM® V 6. Con ello, se consigue un ahorro de tiempo considerable para el usuario y se reducen las posibilidades de error. Dr. Bernhard Nensel FISCHERSCOPE® XDAL 237 FISCHERSCOPE® 10 / 0 9 «observado con más detalle» Tener en cuenta las influencias, evitar errores Los medidores modernos del espesor de recubrimientos, que utilizan el método magnético-inductivo (UNE EN ISO 2178) o el método por corrientes de Foucault sensible a la amplitud (UNE EN ISO 2360), deben ser sencillos y rápidos de manejar para cualquiera. Eso significa: Si entonces se calibra sobre ese objeto y luego se mide sobre una pieza con un grosor inferior al grosor de saturación, del lado de la muestra opuesta a la sonda una parte del campo de medición se saldrá del objeto y se obtendrá sistemáticamente un resultado Colocar la sonda de medición, leer el valor y ¡listo! Sin embargo, la naturaleza no se lo pone tan fácil al usuario del aparato. Ello se debe a que los dos métodos mencionados son métodos de medición comparativos. Esto quiere decir que la señal de medición emitida por la pieza medida se compara con el modelo de calibración del medidor a través de la curva característica. Ello puede provocar errores sistemáticos de medición en caso de que el usuario no tenga en cuenta ciertas influencias físicas fundamentales. Figura 3: Influencia de la Las influencias más habituales en la práctica son causadas por la forma y el tamaño (geometría) del objeto que debe medirse, como por ejemplo la curvatura de la superficie de medición (fig. 1). Así, la parte del campo de medición de la sonda que atraviesa el aire antes de que el campo de medición penetre en el objeto es, con un diámetro exterior (curvatura convexa), más amplia que en un objeto plano y en éste, a su vez, más grande que con un diámetro interior (curvatura cóncava). Figura 4: Influencia del ¿El efecto? Si un aparato de medición se calibra, por ejemplo, sobre un objeto plano, con diámetros exteriores se obtendrán sistemáticamente valores demasiado grandes y con diámetros interiores se obten- rugosidad del material de base. tamaño de la superficie de medición y la distancia hasta el borde. de medición demasiado grande. Sin embargo, si se calibra sobre esa parte fina y luego se mide sobre un objeto de medición más grueso, se obtendrán sistemáticamente valores demasiado pequeños. También en este caso el usuario puede evitar estos errores de medición calibrando sobre el material de base sobre el cual medirá más tarde el espesor de capa. Figura 1: Influencia de la curvatura, curvatura convexa y cóncava del objeto que debe medirse. drán valores demasiado pequeños. El usuario puede evitar estos errores de medición calibrando su medidor sobre la curvatura sobre la cual desea medir posteriormente el espesor de capa (fig. 1). Otra influencia producto de la geometría de la pieza es el grosor del material de base, por ejemplo, el grosor de chapa (fig. 2). Si las piezas tienen el llamado grosor de saturación, que depende de Otras influencias geométricas son: la rugosidad del material de base (fig. 3), el tamaño de la superficie de medición y la distancia de las sondas de medición de espesores de capa hasta los bordes (fig. 4). El efecto de las influencias aquí descritas puede reducirse eligiendo una sonda de medición adecuada de Fischer. Para compensar estas influencias conviene calibrar un medidor magnético-inductivo o por corrientes de Foucault según la siguiente «regla de oro»: Se calibra siempre sobre la pieza no recubierta de la superficie de medición sobre la cual se desea medir el espesor de capa en la pieza recubierta. No obstante, en casos concretos, puede haber excepciones a esta regla; dichas excepciones deben estar muy pensadas y aseguradas con mediciones experimentales. Figura 2: Influencia del grosor del material de base. Un ejemplo de excepción pueden ser las sondas por corrientes de Foucault patentadas de Fischer ETD3.3 y FTD3.3, que cuentan con una compensación de la curvatura. Si se calibran sobre un objeto plano no magnético, se puede medir sin influencia de la curvatura hasta un diámetro exterior mínimo de 4 mm y obtener resultados, prácticamente, sin error. la sonda y también de la magnetizabilidad o de la conductividad eléctrica del material de base, el campo de medición de la sonda discurrirá enteramente por dentro del objeto que debe medirse. 10 / 0 9 Ulrich Sauermann, físico FISCHERSCOPE® «actual» Nuevos laboratorios de aplicación en Helmut Fischer AG Servicios típicos prestados por los laboratorios: •Resolución de problemas de medición complicados •Apoyo técnico para proyectos complejos •Formación para clientes y verificadores •Apoyo de los asesores de clientes en tareas de medición difíciles •Exploración de nuevos ámbitos de aplicación Dr. Daniel Sutter, Fischer, Suiza Para poder llevar, aún mejor, nuestra capacidad hasta nuestros clientes y personas interesadas y satisfacer así directamente las necesidades del mercado, Helmut Fischer AG ha inaugurado en 2008 dos laboratorios de aplicación, uno en Hünenberg (Suiza) y otro en Shangai (China). Bajo la competente dirección de nuestro científico en materiales, el Dr. Daniel Sutter, y equipados con nuestros instrumentos y equipos más modernos para la medición de espesores de recubrimientos, el análisis y el ensayo de materiales, estamos en condiciones de responder a prácticamente cualquier demanda o problema de medición. ¡Los laboratorios de aplicación de Helmut Fischer AG están a su disposición! A pesar de la crisis económica, Helmut Fischer AG invierte en la ampliación de sus servicios para clientes y usuarios, como por ejemplo en los nuevos laboratorios de aplicación en su central de Hünenberg para Europa y en Shangai para Asia. Se ofrecen ensayos de aplicaciones en el ámbito de la medición de espesores de recubrimientos, del análisis y el ensayo de materiales; asimismo, se imparten completos cursos de formación sobre aparatos clásicos portátiles y de laboratorio, así como sobre instrumentos de fluorescencia de rayos X, para clientes y colaboradores internos. •Ensayo de aplicaciones •Desarrollo •Formación Aseguramiento de la capacidad de Fischer Con los laboratorios de aplicación, Fischer asegura una alta capacidad para solucionar los problemas de medición más complejos y las exigencias que continuamente nos llegan de todo el mundo. La concentración de estas demandas hace crecer nuestra experiencia en muchos sectores e industrias de forma permanente gracias a innumerables aplicaciones diferentes. Centros de capacidad técnica del grupo Fischer Son la columna vertebral técnica para el asesoramiento a los clientes de las filiales en todo el mundo y garantizan que usted pueda ofrecer in situ al cliente / interesado la mejor solución posible a su problema de medición gracias a un asesoramiento competente. Punto de contacto entre los clientes y el desarrollo de Fischer Los laboratorios de aplicación son un punto de contacto para conocer las necesidades de los clientes y las nuevas necesidades del mercado. A través de nuestros laboratorios llegan a Investigación y desarrollo en Alemania, para que podamos seguir desarrollando nuestros instrumentos y soluciones siguiendo los intereses de nuestros clientes. Jie Yang, Fischer, Shanghai Fischer Instruments, S.A. C/Almogàvers 157, 3a Planta | E-08018 Barcelona Tel: (+34) 93 309 79 16 | Fax: (+34) 93 485 05 94 [email protected] FISCHERSCOPE® 10 / 0 9