Instituto Nacional de Ecología Libros INE
Anuncio

Instituto Nacional de Ecología
Libros INE
CLASIFICACION
AE 006193
LIBRO
Normas técnicas que establecen los
límites máximos permisibles de
contaminantes en las descargas de
aguas residuales de origen industrial
en cuerpos de agua
TOMO
111111111111111111111111101111111111111111111111111111
AE 006193
SECRETARIA DE DESARROLLO URBANO Y ECOLOGIA
SUBSECRETARIA DE ECOLOGIA
DIRECCION GENERAL DE NORMATIVIDAD Y
REGULACION ECOLOGICA
NORMAS TECNICAS ECOLOGICAS QUE ESTABLECEN LOS LIMITES MAXIMOS
PERMISIBLES DE CONTAMINANTES EN LAS DESCARGAS DE
AGUAS RESIDUALES DE ORIGEN INDUSTRIAL
EN CUERPOS DE AGUA
VOLUMEN I
CENTRO DE INVESTIGACION Y DE ESTUDIOS AVANZADOS
DEL INSTITUTO POLITECNICO NACIONAL
SECRETARIA LEE DESARROLLO URBANO Y ECOLOGIA
SUBSECRETARIA DE 'ECOLOGIA
DIRECCION GENERAL DE NORPIATTVIDAD ~
REGULACION ECOLOGICA
CONTRATO :
OP 410-006-89
CONTRATISTA : Centro de Investigación y de Estudios
Avanzados del I .P .N . Departamento de
Biotecnología y Bioingeniería.
RESPONSABLE TECNICO
CINVESTAV :
M . en C . Vicente López Mercado,
Profesor Adjunto del Departamento
de Biotecnología y Bioingeniería.
RESPONSABLE TECNICO
DGNRE:
Lic . Blanca Maria Trujillo Sánchez,
FECHA DE INICIO :
15 de octubre de 1989,
FECHA DE TERMINO :
31 de diciembre de 1989 .
INDICE
JUSTIFICACIÓN
1
OBJETIVO
5
PLAN DE TRABAJO GENERAL , , , , , , , , , , , , , ,
, , ,
. 7
PANORAMA HISTÓRICO DE LA INDUSTRIA QUÍMICA EN MÉXICO 11
ESTADO ACTUAL DE LA INDUSTRIA QUÍMICA
23
CLASIFICACIÓN DE LA INDUSTRIA QUÍMICA
29
INDUSTRIA QUÍMICA DE PROCESO
,
44
INDUSTRIA QUÍMICA BÁSICA
45
INDUSTRIA PETROQUÍMICA BÁSICA
55
INDUSTRIA PETROQUÍMICA SECUNDARIA
63
INDUSTRIA QUÍMICA DE PRODUCTO 72
RESINAS SINTÉTICAS
73
FIBRAS ARTIFICIALES Y SINTÉTICAS
84
HULE SINTÉTICO Y HULE QUÍMICOS 91
ADHESIVOS
99
LUBRICANTES, ADITIVOS Y ESPECIALIDADES , 105
PRODUCTOS QUÍMICOS PARA LA CONSTRUCCIÓN 109
AGROQUÍMICOS
114
COLORANTES Y PIGMENTOS 121
JABONES Y DETERGENTES
127
FARMACÉUTICA
138
FARMOQUIMICA
FARMACEUTICA
138
151
ALIMENTOS
159
C URT I DUR I A
187
LOS PROCESOS DE FABRICACIÓN Y SUS RESIDUOS
191
QUÍMICA INORGÁNICA BÁSICA , 192
PETROQUIMICA BÁSICA
218-
PETROQUIMICA SECUNDARIA
258
RESINAS SINTÉTICAS
357
HULE SINTÉTICO Y HULE QUIMICOS , 375
ADHESIVOS ,
385
.
.
..
.
AGROQUIMICOS
395
PLAGUICIDAS
FERTILIZANTES
395
406
COLORANTES Y PIGMENTOS
415
JABONES -Y DETERGENTES 429
FARMACEUTICA
434
FARMOQUIMICA
FARMACEUTICA
434
444
ALIMENTOS
CURTIDURIA
453
.
.
.
BIBLIOGRAFIA CONSULTADA
.
464
473
JUST IFICACION
2
Como consecuencia del acelerado crecimiento de la pobla-ción en el pals en los últimos 20 años, se ha registrado en -forma paralela un crecimiento de la demanda de servicios y bie
nes de consumo, entre los que se tienen como los más importantes : agua, energía eléctrica, drenaje, salud, vivienda, educación, alimentos, ropa, calzado, etc . Muchos de dichos productos y/o servicios se han visto favorecidos por el desarrollo que la Industria del Petróleo ha tenido en los últimos 40 años,
ya que gracias a ella se ha resuelto una gran cantidad de problemas con la introducción de productos que han venido a mejorar la calidad de vida del ser humano . Como ejemplos de algunos de ellos se pueden mencionar : los plâsticos, resinas, pla
guicidas, detergentes, fertilizantes, antibióticos, etc . En general se puede decir que, si bien estos productos tienen su
origen en el petróleo, son un resultado concreto de la Indus-tria Química.
En general se denomina Industria Química, a toda aquella
industria que tiene como característica la de obtener produc-tos a partir de la transformación por via química de alguna ma
teria prima . Con base en lo anterior, se puede observar que son miles los casos que entran en esta definición, lo que im-plica una gran complejidad de la industria.
Sin embargo, como la mayoría de las industrias, la Industria Química usa ciertas materias primas, produce una gran can
tidad de compuestos de gran utilidad, pero también produce una
gran cantidad de desechos, los cuales representan problemas se
3
ríos para su disposición final.
Durante mucho tiempo se ha permitido a la industria el eliminar a la mayoría de sus residuos mediante su arrastre por
disolución o suspensión en el agua, la cual en la mayoría de las veces es vertida a algún cuerpo receptor sin tratamiento alguno . Sin embargo, con el aumento en el número de industrias,
en los volúmenes de producción y por la disminución de los cau
dales de los ríos debido a un uso más intensivo del agua, el problema de los residuos industriales presenta características
alarmantes en algunos cuerpos de agua de la República Mexicana, tal es el caso del río Lerma, por citar a uno de los más conocidos,
Hasta hace algunos años se consideró que la construcción
de los llamados "Distritos para el control de la contaminación
del agua" podia resolver el problema, sin embargo, la realidad
muestra que el problema no sólo no se ha resuelto, sino que se
ha visto agravado, razón por la cual se están buscando otras alternativas mâs viables y eficientes.
Una de estas alternativas consiste en abordar el problema
en forma especifica por tipo de industria y no en forma global
como en los distritos de control de la contaminación del agua.
Lo anterior implica el fijarle a cada tipo de industria límites maximos de algunos contaminantes que de acuerdo con su
proceso especifico pueden estar descargando al agua, para así
controlar con un sólo limite a todo un grupo de industrias, fa
cilitando el control de la contaminación .
4
El criterio mencionado da lugar a las llamadas "Normas -Técnicas Ecológicas", de las cuales se pretende generar una pa
ra cada tipo de industria, teniéndose en este caso el objetivo
que a continuación se indica .
5
.
OBJETI'VO
Definir para cada uno de los sectores aue integran la Industria Química Mexicana, tanto Inorgánica como Orgánica, el ti
po y niveles de concentración de los contaminantes convencionales y no convencionales presentes en sus aguas residuales, así
como el tratamiento recomendable y remociones esperadas para la
depuración de sus efluentes, con el propósito de generar las
Normas Técnicas Ecológicas que normen sus' descargas de agua residual a los cuerpos de agua .
PLAN DE
TRABAJO
GENERAL
8
De acuerdo con las especificaciones dadas por SEDUE, el estudio se puede realizar en la forma siguiente:
1. RECOPILACION, ANALISIS Y EVALUACION DE LA INFORMACION.
El objetivo de este punto es, como su nombre lo indi--.
ca, el recopilar la información relativa a la Industria -Química en los siguientes aspectos : materias primas, proce
sos, productos, producción, fuentes de abastecimiento de agua, tratamiento del agua, tratamiento de los efluentes.
2. CLASIFICACION DE LA INDUSTRIA QUIMICA EN MEXICO.
La clasificación de la industria podrá ser realizada en función de una o varias de las características más relevantes del punto anterior.
3. DESCRIPCION DE LOS PROCESOS INDUSTRIALES EMPLEADOS Y CUANTI
FICACION DE LOS VOLUMENES DE PRODUCCION.
Este punto se puede cubrir con el análisis de la infor
mación obtenida en el punto 1.
4. ESTABLECIMIENTO CUALITATIVO Y CUANTITATIVO DE LOS VOLUMENES
DE AGUAS RESIDUALES GENERADAS Y DE LOS CONTAMINANTES POTENCIALMENTE PRESENTES EN LAS .. AGUAS RESIDUALES DE LOS GIROS DE
LA INDUSTRIA QUIMICA EXISTENTES EN MEXICO.
Esta información se generará del análisis de la información obtenida en el punto inicial .
9
5. DETERMINACION DEL USO, GENERACION .Y PRODUCCION DE LOS 126 CONTAMINANTES TOXICOS PRIORITARIOS PARA LA INDUSTRIA QUIMICA DE MEXICO.
Este punto se obtendrá con base en el análisis de mate
rias primas, productos y procesos y su comparación corres-pondiente con la lista de contaminantes tóxicos priorita--rios.
6. ESTABLECIMIENTO DEL COMPORTAMIENTO, DESTINO Y REMOCION DE LOS 126 CONTAMINANTES TOXICOS PRIORITARIOS EN LOS SISTEMAS
CONVENCIONALES DE TRATAMIENTO DE AGUAS RESIDUALES.
Esta información se generará mediante un analisis de la literatura especializada relativa al tratamiento de a--guas residuales.
7. DETERMINACION DE LAS TECNOLOGIAS ESPECIFICAS PARA EL CON--TROL Y REMOCION DE LOS 126 CONTAMINANTES TOXICOS PRIORITARIOS DE LOS EFLUENTES INDUSTRIALES.
Este punto se desarrollará en forma similar al punto anterior, es decir, mediante una revisión bibliográfica de
la literatura.
8. DEFINICION INTEGRAL DE LOS TRENES DE TRATAMIENTO RECOMENDABLES PARA LA REMOCION DE CONTANTES CONVENCIONALES Y NO
CONVENCIONALES PRESENTES EN LOS DIVERSOS GIROS DE LA INDUSTRIA .
Este punto se generara mediante la síntesis de la in-formación generada en los puntos 6 y 7 .
9. ESTABLECIMIENTO DE LA CALIDAD FINAL DE LAS AGUAS RESIDUALES
PROVENIENTES DE LOS DIFERENTES GIROS QUE INTEGRAN A LA INDUSTRIA QUIMICA, UNA VEZ QUE SE HAN SOMETIDO A TRATAMIENTO.
En realidad este punto constituye la principal conclusión que se espera del estudio, ya que será la base para la
elaboración de la norma técnica ecológica.
10. CONCLUSIONES Y RECOMENDACIONES.
11 . ESCRITURA E IMPRESION .
PANORAMA HISTORICO DE LA
INDUSTRIA
QUIMICA EN MEXICO .
- 12 -
Aunque el hombre ha usado desde hace cientos de años (en
algunos casos quizá miles) procesos químicos para la obtención
de diversos y variados productos, pudiéndose citar como ejem-píos la cerveza, el papel y la pólvora, es durante el presente
siglo que esta industria ha tenido un desarrollo más sistemâti
co y científico, en particular después de la expropiación pe-trolera . Sin embargo, ello no quiere decir que la Industria Química no haya tenido progresos, lo cual se pone de manifiesto al analizar la excelente recopilación de Giral y colaborado
res (12).
EPOCA PREHISPANICA.
De los aspectos mas destacados en este periodo se puede mencionar la existencia de gran uniformidad en las técnicas -que manejaban las diversas culturas de América . Como es conocido, obtenían oro y plata para la fabricación de objetos ar-tisticos y de ornato, pero estos metales los obtenían por métodos mecánicos y lavado de los minerales ricos en ellos, ésto
debido a que no conocían las técnicas de alta temperatura para
el beneficio de los metales, por el mismo motivo, la cerámica
que producían era poco resistente.
Sabían como separar la sal comen del carbonato de sodio usando las aguas del lago de Texcoco . Para la limpieza usaban
las saponinas de la raíz del maguey y algunas otras plantas,
ya que no conocían la sosa cáustica para saponificar los 5c i-dos grasos . No producían azúcar, pero usaban la miel de abe-jas para endulzar . Conocían la fermentación del agua miel p
ra producir el pulque, no así la destilación para producir o-tras bebidas y alcohol.
En la producción de colorantes y pigmentos empleaban algu
nos que todavía se usan en la actualidad . Para teñir de azul
usaban el añil de la planta Xiuchquilitl, el rojo lo obtenían
de la cochinilla de la tuna y el negro del palo de Campeche.
Conocían el hule, con el que fabricaban pelotas ; usaron el petróleo que brotaba en forma natural para propósitos de iluminación.
EPOCA COLONIAL.
La producción de este periodo fue dirigida por España, alentando la producción de los artículos que necesitaba (oro, plata, colorantes, cuero, azúcar, vainilla, tabaco y cacao), y
prohibiendo la fabricación de lo que ellos producían . Como se
aprecia, fueron el comercio y la minería las principales actividades de la época.
Para el beneficio de la plata se produjo la amalgama con
mercurio, lo que hizo más económica y atractiva la producción
de la primera.
Fue hasta 1805 cuando se autorizó la construcción de la -
primera fundición de hierro, la cual tenia como finalidad el a
liviar la escasez de este metal en la Nueva España.
MEXICO INDEPENDIENTE (1821-1867).
Durante este periodo el caos económico y la crisis politi
ca fueron las principales características, la mayoría de las minas fueron abandonadas cuando los empresarios huyeron o los
trabajadores se enrolaron en el ejército insurgente.
En la década de 1830 se creó el Banco del Avio y con él se fomentó el desarrollo de algunas industrias como las de algodón y lana, vidrio, papel, fundiciones y talleres mecánicos,
aceite de oliva, cacahuate, linaza, etc . ; produciéndose además
cerillos, sulfato de magnesio, sosa y ácido nítrico . Sin embargo, por otro lado la industria azucarera decayó notablemente y sólo se recuperó a finales de siglo.
Fue en esta época (1833) cuando se creó el Colegio de - Ciencias Médicas, en donde se empezó a enseñar en forma sistemática el análisis químico y fue así como se formaron los primeros químicos en México ; no obstante, en la química industrial
no había profesionales mexicanos que ayudaran a desarrollar a
la industria, los existentes en su mayoría provenían de Europa .
- 15 -
PERIODO DE ESTABILIDAD (1867-1910).
Al regresar Juárez al poder en 1867, después de la Intervención francesa, dio inicio una época de estabilidad política
que se prolongó y acentuó durante los periodos de ` gobierno del
general Porfirio Diaz, terminando en 1910, al estallar la Revo
lución.
Un aspecto importante en este periodo lo constituyó el he
cho de que trataran de sanear las finanzas públicas y otro más
fue la construcción de los ferrocarriles, pues ayudaron a lo-grar una comunicación más rápida y eficiente en todos los as-pectos, derivado de lo anterior, se logró el establecimiento de un gran número de industrias nuevas y el crecimiento de la
textil, la del vidrio y la azucarera.
BASES PARA LA INDUSTRIALIZACION (1916-1938).
Durante esta etapa, la economía del pals creció lentamente en general.
Se creó en el año de 1916 la Escuela Nacional de Química
Industrial, la cual ayudó a formar a los profesionales de la química de aquella época, un año después dicha escuela se incorporó a la Universidad Nacional.
La producción minera se desplomó durante la revolución, no siendo hasta 1923 cuando volvió a alcanzar la producción -que habla logrado en 1910 ; el petróleo, no obstante, mantuvo -
un crecimiento continuo, siendo la producción en 1921 de - 529,000 barriles diarios.
En este periodo se creó la Comisión Nacional de Caminos,
la cual ayudó en forma muy marcada al desarrollo industrial, ya que en 10 años se pasó de 700 a 8,500 km . de caminos.
En 1926 se creó la Comisión de Irrigación, la cual logró
entre 1928 y 1938, incrementar de 2,000 a 200,000 las hectâ--reas bajo riego, creando con ello una gran necesidad de fertilizantes y plaguicidas.
Tres acontecimientos mâs, que contribuyeron a fomentar el
desarrollo industrial fueron : La creación en 1936 del Institu
to Politécnico Nacional, de la Comisión Federal de Electrici-dad en 1937 y, en 1938, la creación de Petróleos Mexicanos.
INICIO DE LA INDUSTRIA QUIMICA MODERNA (1938-1950).
La Industria Química Moderna se inició propiamente con la
expropiación petrolera, aunque hubo otros dos factores que influyeron en forma importante también, y éstos fueron : la maduración adquirida de los profesionales de la química y la construcción de la planta para la fabricación del tetraetilo de -plomo .
Desde 1924 la Compañia Petrolera "El Aguila" inició la fa
bricación de acido sulfúrico y en 1939 Productos Químicos de México produjo sosa cáustica y cloro por electrólisis .
En 1942 se fundó Sosa Texcoco y en 1943 se fundó Celanese
Mexicana con la participación de Celanese Corporation y el Ban
co Nacional de México.
El inicio de la Industria Química Moderna de México fue
durante los años 40's y la segunda guerra mundial fue determinante en ello, ya que por una parte se dificultaba la importación de productos químicos y por otra se facilitó el exportar
materias primas tratadas químicamente . . Lo . anterior se muestra
de manera más clara en la Tabla 1.
TABLA 1
Características seleccionadas de la Industria
Química de México durante el periodo de
1930 - 1950 (12) **
Concepto
1930
1940
1950
Número de empresas .
194
379
1,710
Capital invertido* .
150
160
1,581
7,650
680
10,000
794
332
8,874
34,280
2,682
4,691
26,907
Personal ocupado.
Ind . Química General
Productos básicos
Prod . intermedios
Paraquimica
269
6,701
* Millones de pesos a precios de 1950.
** Fuente : Giral y Col . 1978.
Los cambios ocurridos en la Industria Química en la década de los 50's son tanto cualitativos como cuantitativos, ya que en 1950 aparecen industrias que antes no existían o que te
nian una producción muy baja, encontrándose entre ellas fertilizantes, insecticidas y fibras químicas.
El aumento de personal en las industrias químicas fue de
13% anual, mientras que en la Industria de Transformación en general fue de 6% .
Por otra parte, la inversión en la Indus--
tria Química creció 25 .7% anual, mientras que la de Transforma
ción lo hizo a una tasa promedio de 10 .5% anual.
CRECIMIENTO DE LOS PRODUCTOS BASICOS
(1950-1960).
Si bien la década de los años cuarenta marca el inicio de
la Industria Química Moderna y se caracteriza por la aparición
de nuevas industrias químicas, especialmente de productos in-termedios, la década de los cincuenta se caracteriza por un au
mento más acelerado en la fabricación de los productos quimi-cos básicos.
Medidos por el número de establecimientos, los de básicos
pasaron de 126 en 1950 a 297 en 1960, creciendo a un ritmo de
8 .9% anual . En contraste, la tasa respectiva para toda la Industria Química fue de 18% anual . El valor de la producción de las industrias de productos básicos aumentó, de 1950 a 1960,
a un ritmo de 14 .4%, contra una tasa de 9 .5% para el total de
la Industria Química .
En esta década comenzó a tener éxito la labor de los ex-tensionistas agrícolas de Guanos y Fertilizantes y de la Secre
tarta de Agricultura, ya que los agricultores empezaron a usar
los fertilizantes para aumentar la productividad de la tierra,
para ello se inició la producción de amoniaco sintético a partir de gas natural en la planta de Cuautitlân de Guanos y Fertilizantes.
Al finalizar la década se inicia en Pémex la Industria Pe
troquimica con la primera planta para producir dodecilbenceno,
compuesto básico en la fabricación de detergentes.
INICIOS DE LA INDUSTRIA'PETROQUIMICA
(1960-1973).
Inmediatamente después de iniciada la producción petroquí
mica por Pémex en 1959, el gobierno dedicó una atención muy es
pecial al cuidado de esta industria . Se emitieron las prime-ras leyes para reglamentar la petroquímica, por las cuales se
separan los productos básicos a cargo de Pémex, de los secunda
ríos, donde puede participar la iniciativa privada con un mini
mo de 60% de capital mexicano . Se creó la Comisión Petroquímica que analiza los proyectos y recomienda aquellos que con-vienen al país y a los cuales se les otorga el permiso indispensable.
Es importante señalar que, pese a dicha planeación, la de
manda ha superado siempre a la oferta, especialmente en los --
productos básicos.
Con el propósito de tener una idea del crecimiento de la
petroquímica en sus primeros 10 años, basta comparar el volu-men producido por Pémex en 1959 (47,000 toneladas) con el correspondiente a 1969
(1'721,000 tons .), lo que implica un cre-
cimiento de 43% anual . El volumen de la producción petroquimi
ca básica llegó a 3 .4 millones de toneladas en 1977.
Entre 1961 y 1978 se han autorizado 380 permisos para ins
talar plantas con una capacidad conjunta de 4'962,343 tonela-das, las cuales requirieron inversiones por 10,000 millones de
pesos, ubicándose dichas plantas en 60 localidades diferentes
del pals . Con el propósito de ilustrar lo anterior se presenta la Tabla 2.
LA INDUSTRIA MODERNA (1973-1980).
Hasta el año de 1972 los precios de los productos quimi-cos aumentaron más lentamente que los indices generales de pre
cios, sin embargo, el aumento de . los precios del petróleo a fi
nes de 1973 produjo una seria inestabilidad en el mercado de productos químicos, situación que se prolongó durante 1974 y 1975 .
El crecimiento de la producción química continuó con ta-,
sas altas durante el periodo 1970-1973 (13% anual), pero en -1974 dicho crecimiento fue de sólo 2% .
TABLA 2
Características seldccionadas de la Industria Qúimica
en México en 1950, 1960, 1970 y 1975*
Tipo de Industria
Año
Total Industria Quimica .
1950
Productos Básicos .
Numero de
empresas .
Personal ocupado
1960
1970
1975
1,710
2,037
2,059
1,869
34,380
74,951
107,785
125,724
1950
1960
1970
1975
126
297
195
179
12,682
12,333
13,331
Productos Intermedios . .
1950
1960
1970
1975
378
366
430
442
1,691
12,802
23,676
34,527
Industria Paraquimi
ca .
1950
1960
1970
1,206
1,374
1,434
26,907
46,816
1975
1,248
17,166
71,378
74,031
* Fuente : Giral y Col . 1978.
Un acontecimiento importante en esta época fue el aumento
de las reservas probadas de petr6leo, las cuales pasaron de ---
6,338 millones de barriles al 31 de diciembre de 1975, hasta 20,000 millones al lo . de septiembre de 1978, por lo anterior,
la inversión programada por Pémex para el sexenio 1976-82 fue
de 310,000 millones de pesos, lo cual permitió aumentar el número de plantas de 59 a 115, y aumentar la capacidad de produc
ción de 5 .2 a 18 .6 millones de toneladas .
ESTADO
ACTUAL DE LA
INDUSTRIA
OUIMICA
En general la Industria Química es uno de los sectores de
la economía que mayor crecimiento ha tenido en los últimos 10
argos (ver tablas 3 y 4), lo cual se pone de manifiesto por el
hecho de que se tienen en la actualidad poco más de 2,000 empresas que producen cerca de 25 millones de toneladas que comprenden alrededor de 1,000 p roductos diferentes (1 y 19).
Un aspecto importante de mencionar es el hecho de que esta industria satisface el consumo en mas de un 90% y participó
en el año de 1988 con el 6% del p roducto interno bruto, lo - cual es mostrado en la Tabla 4.
TABLA 3
Crecimiento de la Producción en la Industria Química .*
Año (19 . .)
Crecimiento
(%) .
* A .N .I .Q .
81
82
83
84
85
86
87
88
12 .0
7 .5
9 .0
5 .0
5 .5
1 .2
10 .5
13 .0
1989 .
TABLA 4
Participación de la Industria Química en el Producto
Interno Bruto. .*
Año (19 . .)
Crecimiento
(%) ..
*A .N .I .Q .
1989 .
81
82
83
84
85
86
87
3 .6
4 .6
6 .2
5 .9
6 .2
7 .8
10 .0
88
6 .0
Por otro lado, es una industria que presenta un margen de
utilidad importante, lo cual se muestra en la Tabla 5, que ha
permitido tener una inversión en 1989 de 700 . millones de pe--sos .
TABLA 5
Valor de los insumos y la .producción en la
Industria Química .*
(Millones de pesos)
Insumos
1987
1988
8'775,000
11'379,000
1'950,000
975,000
390,000
585,000
2'662,000
1'210,000
484,000
726,000
Insumos totales
12'675,000
16'456,000
Valor de la producción .
19'500,000
24'200,000
Materias primas y auxiliares .
Sueldos y salarios .
Energéticos
Regalías y Asist . Técnica .
Otros
* A .N .I .Q . 1989.
Sin embargo, para el dinamismo mostrado, la Industria Qui
mica ha sido deficitaria al menos durante los últimos 8 años, lo cual se muestra en la Tabla 6.
TABLA 6
Balanza comercial de la Industria Química*.
(Millones de dólares).
Concepto / Año (19 . .)
81
Importación total .
2255
Exportación total .
612
82
83
84
85
86
87
88
1348 1181 1454 1783 1610 1837 2778
579
801
950
836 1042 1400 1820
* A .N .I .Q . 1989.
En la generación de empleos se puede decir que la Indus-tria Química genera alrededor de 125,000 de ellos, los cuáles
se distribuyen en la forma mostrada en la Tabla 7.
Aunque las plantas de producción de la Industria Química
se encuentran en 60 localidades de la República, las principales se encuentran distribuidas de acuerdo a como se muestra en
la Tabla 8.
- 27 -
TABLA 7
Generación de empleos para la Industria Química .*
Tipo de empleo
Año
1987
1988
Obreros
81,200
80,900
Empleados
45,200
44,400
Profesionales de la química .
7,150
7,200
Otros ingenieros .
4,100
4,230
Otros profesionales
4,750
4,810
Técnicos medios
6,050
6,180
126,400
125,300
T o t a 1.
* A .N .I .Q .
1989 .
TABLA 8
Localización de Plantas en la Industria Química .*
Estado
Estado de México
No . de Plantas .
%
106
23 .7
Veracruz
80
17 .8
Distrito Federal
77
17 .3
Nuevo León
31
6 .9
Tamaulipas
23
5 .2
Guanajuato
23
5 .2
Jalisco
21
4 .7
Puebla
19
4 .3
Durango, Chihuahua, Coahuila y Baja California .
17
3 .8
Morelos
12
2 .7
Querétaro, San Luis Potosí y Michoacan .
14
3 .1
Chiapas, Oaxaca y Tabasco .
9
1 .9
Hidalgo
8
1 .7
Tlaxcala
8
1 .7
445
100 .0
T o t a l
* A.N .I%Q . 1989.
CLASIFICACI'ON DE LA INDUSTRIA
QUIMICA EN MEXICO
Como ya se mencionó, la Industria Química es muy compleja
y comprende varios cientos de productos, su clasificación no es
sencilla, sin embargo, se tienen algunos criterios generales -que pueden aplicarse, los cuales son:
CLASIFICACIÓN EN QUÍMICA INORGÁNICA Y QUÍMICA ORGÁNICA.
Esta es una clasificación basada en su naturaleza química
sin considerar importancia económica, esta forma de clasifica-ción tendría el inconveniente de ser muy socorrida en la parte
correspondiente a la química orgánica, ya que son cientos los productos orgánicos que se producen, teniendo el inconveniente
de que los fabricantes podrían muchas veces entrar tanto en la
orgánica como en la inorgânica, ya que se producen compuestos inorganicos para fabricar compuestos orgánicos.
CLASIFICACIÓN DE LA SECRETARÍA DE
HACIENDA Y CRÉDITO PÚBLICO,
La Secretaria de Hacienda yCr6dito Publico, en su Catálogo de Claves de Actividades para Efectos Fiscales (23), tiene co
mo objetivo el de clasificar y dar una clave a las actividades
que se desarrollan en el país y que implican la necesidad de re
portar un impuesto a dicha Secretaría, para lo cual,ésta los -clasifica en grandes sectores, los que a su vez se subdividen en giros y subgiros, asignândoseles entonces una clave que es la forma como se manejan para propósitos fiscales .
Para el caso de
la
Industria Química, se encontró que son
2 los sectores que guardan relación con ella, los cuales son;
Minería y Extracción de Petróleo y
- Substancias Químicas, Productos derivados del petróleo y del
carbón, de hule y plâstico.
Estos sectores, con sus giros y subgiros, se muestran a -continuación .
GIROS Y SUBGIROS DEL CATALOGO DE ACTIVIDADES PARA EFECTOS FLSCA
LES QUE GUARDAN RELACIÓN CON LA INDUSTRIA QUÍMICA,
SECTOR : MINERIA Y EXTRACCION DE PETROLEO.
CLAVE
ACTIVIDAD
2210
EXTRACCION DE PETROLEO Y GAS NATURAL.
221000
Extracción de petróleo crudo y gas natural, -asi como la perforación de pozos y las labores
previas a la explotación y otras actividades en los yacimientos cuando las realiza el mismo
establecimiento productor.
2220
SERVICIOS A PRODUCTORES DE PETROLEO Y GAS NATURAL
TALES COMO LOS SERVICIOS DE TERCEROS QUE LA INDUSTRIA PETROLERA MEXICANA CONTRATA PARA AUXILIARLA EN EXPLOTACION Y REFINACION.
SECTOR : SUBSTANCIAS QUIMICAS, PRODUCTOS DERIVADOS DEL PETROLEO
Y DEL CARBON, DE HULE Y PLASTICO.
CLAVE
ACTIVIDAD
3511
PETROQUIMICA BASICA.
351100
Fabricación de productos petroquímicos basicos,
incluye los productos elaborados por PEMEX
ACTIVIDAD
'CLAVE.
3512
FABRICACION DE SUSTANCIAS QUIMICAS BASICAS, EXCEPTO LOS PETROQUIMICOS BASICOS.
351211 Fabricación de productos básicos orgánicos . -Incluye : ácidos, bases y sales orgánicas y tetraetilo de plomo.
351212 Fabricación de productos químicos básicos inor
gánicos . Incluye ácidos, bases y sales inorgá
p icas.
351213 Fabricación de colorantes y pigmentos . Incluye : extractos preparados, curtientes y coloran
tes sintéticos para alimentos.
351214
Fabricación de gases industriales.
351215
Fabricación de aguarrás y brea o colofonia.
351216
Fabricación de otros productos químicos bási-cos . Incluye hielo seco o artificial.
351221
Fabricación de fertilizantes . Incluye los áci
dos fosfórico, sulfúrico y nítrico producidos
en la misma planta.
351222
Mezcla de insecticidas y plaguicidas . Incluye
fungicidas y raticidas.
351231
Fabricación de resinas sintéticas y plastifi-cantes.
351232
Fabricación de hule sintético . Incluye produc
tos relacionados con su elaboración .
3513
INDUSTRIA DE LAS FIBRAS ARTIFICIALES.
351300
3521
Fabricación de fibras químicas . Incluye p
pel celofán y cuerdas para llantas.
INDUSTRIA FARMACEUTICA.
352100
3522
Fabricación de productos farmacéuticos . In-cluye productos químicos y botánicos empleados
en medicina humana y veterinaria y productos homeopáticos.
FABRICACION DE OTRAS SUSTANCIAS QUIMICAS.
352210 Elaboración de pinturas, barnices, lacas y similares . Incluye bases para pinturas, removedores, thiner, selladores y mastique.
352221 Fabricación de perfumes, cosméticos y simila-res . Incluye : cremas para afeitar, shampoos y
desodorantes.
352222
Fabricación de jabones, detergentes y dentrificos . Incluye glicerina.
352231
Fabricación de adhesivos, impermeabilizantes y
similares . Incluye aprestos y pegamentos.
352232
Fabricación de tintas para impresión y escritu
ra.
352233
Fabricación de cerillos.
352234
Fabricación de películas, placas y papel sensible para fotografía . Incluye productos qui
micos para revelado, telas heliogrâficas sensibilizadas, y telas para, copias fotogrâficas;
excepto papel especial para fotocopias.
352235
Fabricación de velas y veladoras.
352236
Fabricación de explosivos y fuegos artificiales . Incluye ; mechas, cordones y detonadores.
352237
Fabricación de limpiadores, aromatizantes y si
milares . Incluye desinfectantes, limpiadores
y pulimentos.
352238
Elaboración de aceites esenciales . Incluye -grasa y cera vegetal para uso industrial.
352239 Refinación de grasas y aceites animales no comestibles .
Incluye refinación de cera de abe-
ja y sebo.
352240 Fabricación de otros productos químicos secundarios . Incluye todos los no mencionados ante
riormente.
3530
REFINACION DEL PETROLEO.
353000 Refinación de petróleo . Incluye obtención de
gas natural . Excepto la obtención de productos pe .trogümicos basicos.
INDUSTRIA DEL HULE.
3550
355001
Fabricación de llantas y cámaras.
355002
Vulcanización de llantas y câmaras . No inclu
ye reparaciones menores .
355003
Fabricación de piezas y artículos de hule, -excepto llantas . Incluye ; regeneración de hule y elaboración de botas, tacones, suelas de
hule y linoleos.
3560
ELABORACION DE PRODUCTOS DE PLASTICO.
356001
Fabricación de película y bolsas de polietile no, impresas y no impresas.
356002
Fabricación de perfiles, tubería y conexiones
de resinas termoplásticas.
356003
Fabricación de productos diversos de PVC . In-cluye tapiz para muros, pisos y envolturas.
356004
Fabricación de envases y piezas diversas de -plástico soplado.
356005
Fabricación de artículos de plástico para el hogar . Incluye botones.
356006
Fabricación de piezas industriales moldeadas
con diversas resinas y empaques de poliestire
no expandible .
Incluye las fabricadas por en
cargo.
356007
Fabricación de artículos de plástico reforzado (poliester con fibra de vidrio).
356008
Fabricación de laminados decorativos e industriales.
356009
Fabricación de espumas uretánicas y sus produc
tos
CLAVE
ACTIVIDAD
56010
Fabricación de otros productos no enumerados
anteriormente .
EN RESUMEN SON
SECTOR :
MXNERIA Y EXTRACCION DE PETROLEO.
Giro : Extracción de Petróleo y Gas Natural.
Clave 2210
1 subgiro
Giro : Servicios a Productores de Petróleo y Gas Natural.
1 subgiro.
SECTOR : SUBSTANCIAS QUIMICAS, PRODUCTOS DERIVADOS DEL PETROLEO
Y DEL CARBON, DE HULE Y PLASTICO.
Giro : Petroquímica Básica.
1 subgiro.
Giro : Substancias Químicas.
10 subgiros.
Giro : Fibras Artificiales.
1 subgiro.
Giro
Industria Farmacéutica.
1 subgiro.
Giro : Otras Sustancias Químicas,
13 subgiros.
Giro : Refinación de Petróleo.
1 subgiro.
Como se observa, son 8 los giros y 29 subgiros industriales'
involucrados directamente con la Industria Química, que son :
221000 Extracción de Petróleo
222000 Servicios a . la extracción de petróleo.
351100 Petroquímica básica.
351211 Productos básicos orgánicos
351212 Productos básicos inorgánicos.
351213 Colorantes y pigmentos.
351214 Gases industriales.
351215 Fabricación de aguarrás y brea o colofonia.
351216 Fabricación de otros productos químicos básicos.
351221 Fertilizantes.
351222 Insecticidad y plaguicidas.
351231 Resinas sintéticas.
351232 Hule sintético.
351300 Fibras artificiales.
352100 Industria Farmacéutica.
352210 Pinturas.
352221 Perfumes y cosméticos.
352222 Jabones y detergentes.
352231 Adhesivos.
352232 Fabricación de tintas.
352233 Fabricación de cerillos.
352234 Películas fotográficas.
352235 Velas y veladoras.
352236 Explosivos .
352237 Desinfectantes y limpiadores.
352238 Aceites esenciales.
352239 Grasas y aceites.
352240 Otros químicos secundarios.
353000 Refinación de petróleo.
Es importante hacer notar que existen algunos otros giros
que tienen relación con la Industria Química, pero que se dedican a la fabricación de artículos muy específicos, como son los
giros de la Industria del Hule. (3 subgiros) y la de Productos de Plastico (10 subgiros), lo cual elevaría a 42 el número de giros a normar.
LA CLASIFICACIÓN FUNCIONAL.
La Clasificación Funcional se llama así porque es la forma
como la Industria Química ha venido funcionando en forma practi
ca, la cual en realidad es una combinación de la clasificación
de Hacienda y de algunos criterios dados por Giral y col . (12).
Esta, divide a la Industria Química en 2 grupos : La Industria Química de Proceso y la Industria Química de Producto . La
de Proceso se llama así porque es una industria en donde la tec
nologla de proceso da la directriz en la obtención de un gran número de productos, mientras que en la de Producto, la tecnolo
gia de producto marca la pauta para cada caso en particular, -asa tenemos :
INDUSTRIA QUIMICA DE PROCESO .- Esta industria emplea como materia prima a minerales, petróleo, gas y carbón principalmente, y
mediante la transformación obtiene un gran número de compuestos
que son de gran importancia para el desarrollo de toda industria
química y de toda la industria en general, los cuales no llegan
a constituir productos finales.
Esta, se divide en Química Inorgánica Bésica, Petróleo y Derivados, Petroquímica Básica y Petroquímica Secundaria.
INDUSTRIA QUIMICA DE PRODUCTO .- Este sector de la industria, to
ma como materias primas a las producidas por la Industria Química de Procesos y mediante procesos más específicos, da lugar a una vasta cantidad de productos finales, lo cual en general le da una mayor rentabilidad.
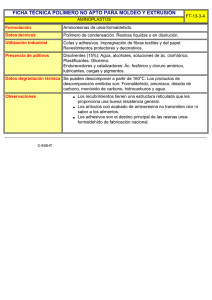
Esta industria comprende : Resinas sintéticas, Fibras artifi
ciales y sintéticas, Hule y hulequímicos, Adhesivos, Lubricantes,
Productos químicos para la construcción, Agroquimicos, Pigmentos
y colorantes, Farmacéutica, Perfumes y cosméticos, Jabones y detergentes, Alimentos, Curtiduría y otras especialidades químicas
que comprenden : Especialidades para automóviles, Productos qufmi
camente puros y de diagnóstico, Fluorocarbonos, Catalizadores,
Plastificantes, Enzimas y aditivos para alimentos, Aditivos para
petróleo, Aditivos para papel, Aditivos para fundición . Esto en.
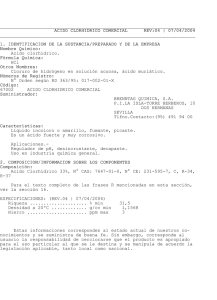
forma esquemâtica se muestra en las Figuras 1 y 2.
Al comprender la clasificación de Hacienda giros que se ale
jan del objetivo global de la Industria Química, en este estudio
se usará la clasificación funcional, que, sin excluir dichos giros, los ubica en cuanto a su importancia real .
INDUSTRIA QUIMICA DE . PROCESO
1
Petróleo y
derivados
Minerales
Química
Inorgánica
1
I
Bâsica
Petroquímica
I
~
~
I
Bâsica
Petroquímica
Secundaria
►
!J
r
► INDUSTRIA QUIMICA DE PRODUCTO
Fig . 1 . La Industria Química y la Clasificación Funcional .
I.
Resinas Sintéticas
II.
Fibras artificiales y sintéticas.
III. Hule y hulequímicos.
IV.
Adhesivos.
Lubricantes
VI.
Productos químicos para la
Construccí6n.
VII. Agroquimicos.
VIII. Pigmentos y Colorantes.
IX.
Farmacéutica.
X.
Perfumes y Cosméticos.
XI.
Jabones y Detergentes.
XII. Alimentos.
XIII. Curtiduría.
XIV. Especialidades Químicas.
Figura 2 . La Industria Química de Producto .
INDUSTRIA OUIMICA DE PROCESO
INDUSTRIA QUIMICA BASICA.
El sector químico primario o básico incluye a la Química
Inorgánica y a la Petroquímica Básica, en este sector ocurre la primera transformación química a los recursos naturales,
sus productos constituyen el punto de partida para toda la Industria Química y son indispensables en casi todas las industrias de transformación.
Características Generales:
1) Altamente intensivo en capital.
2) Sensible a las economías de escala, por lo que se re quiere
de grandes volúmenes de producción.
3) Generador de pocos empleos directos.
4) Uso de tecnologías desarrolladas por los paises industrializados hace muchos años y fácilmente disponibles.
5) Productos de bajos crecimientos relativos a nivel mundial y
considerados como "comunes".
6) Requiere como condición a su existencia disponibilidad de recursos materiales.
México, con sus abundantes recursos de petróleo, gas natu
ral y minerales, ofrece un gran potencial para el desarrollo de este sector.
La Química Inorgánica Básica utiliza como insumos recur-sos naturales, minerales ; sus productos son los ácidos inorgá-
nicos, cloro álcalis y las sales inorgánicas, las cuales partí
cipan en la mayoria de las operaciones industriales y son indispensables para la integración de las . cadenas productivas de
la industria química.
El Estado tiene una gran participación en el sector de -productos inorgénicos a través de Fertimex, Sosa Texcoco y Clo
ro de Tehuantepec,
los
cuales contribuyen con un porcentaje --
considerable en la producción total de estos productos .
PANORAMA GENERAL DE LA
IN•DUSTRI:A QUIMICA INORGANICA BASICA.
La Industria Química Inorgánica cubre un sinnúmero de productos, los que representan la materia prima para la fabrica-ción de una gran cantidad de compuestos ; muchos de ellos necesa
ríos en otras áreas de la Industria Química,
Por'este motivo y en base a la información aportada, se -contemplan los principales 13 productos químicos inorgánicos bá
sicos, con el fin de lograr integrar la representación más fiel
de lo que hoy en día es la Industria Química Inorgánica.
Producción:
La producción de los principales inorgánicos en 1987 fue de 6'593,995 toneladas ; en 1988 fue del orden de 6'998,248 ; lo
que representa un aumento del 6 .6%.
Importación:
Las importaciones de estos productos en 1988 disminuyeron
en 14% con respecto a 1987 . Las principales importaciones re-gistradas fueron las de Carbonato de Sodio, Sosa Cáustica y Aci
do Sulfúrico.
Exportación:
Las exportaciones en 1988 disminuyeron 4 .4% en relación a
1987 . Las principales exportaciones fueron de Sulfato de Sodio,
Oxido de Magnesio y Sosa Cáustica .
TABLA .9
Relación de producciones de Químicos Inorganicos Básicos
(Toneladas)
Producto
1983
1984
1,985
1986
1987
1988
133,334
135,557
154,237
159,855
158,220
158,927
56,396
66,050
71,846
69,293
77,460
97,198
167,229
170,811
173,419
154,152
210,043
302,300
398
407
406
384
'382
480
Acido sulfúrico . *
2,996
3,196
3,322
3,194
3,180
3,956
Acido crómico (como trióxido de Cr)
1,412
937
998
1,204
1,560
1,670
24,292
25,503
24,808
16,636
Carbonato de sodio
395,500
423,600
454,600
417,400
419,200
417,700
Cloro
303,310
298,790
301,610
322,478
360,200
376,300
69,469
102,956
121,273
107,546 115,649
141,800
Sosa Câustica
363,325
349,596
363,200
381,704
398,878
413,400
Sulfato de sodio
140,475
152,453
135,435
140,519
117,730
102,205
Tripolifosfato de sodio
148,475
152,543
135,435
140,519
117,730
102,205
Acido clorhídrico (al 30%)
Acido fluorhidrico
Acido nítrico
Acido fosfórico (en base a per6xido de P) .*
Bicarbonato de sodio
Oxido de magnesio
Fuentes : A .N .I .Q . 1989 ; SECOFI.
* Miles de toneladas.
27,100
30,000
TABLA 10
Principales productores de la Industria Química
Basica Inorgánica.
Producto
Fabricante
Acido clorhídrico . .
Aromâticos Betroquimicos, S .A . de C .V.
Celulosa y Derivados, S .A.
Cia . Química Ameyal, S .A.
Fertilizantes Mexicanos, S .A.
Industria Química del Istmo, S .A.
Industrias Cydsa Bayer, S .A . de C .V.
Pémex.
Pennwalt, S .A . de C .V.
Pennwalt del Pacifico, S .A . de C .V.
Plasticlor, S .A . de C .V.
Polaquímica, S .A . de C .V.
Quimobásicos, S .A . de C .V.
Rot Química, S .A.
Acido fluorhidrico .
Fluorex, S .A.
Industrias Químicas de México, S .A . de
C .V.
Quimobásicos, S .A . de C .V.
Química Fluor, S .A . de C .V.
Acido nítrico .
Fertilizantes Mexicanos, S .A.
Fibras Sintéticas, S .A.
Acido fosfórico .
Fertilizantes Mexicanos, S .A.
Industrias Químicas de México, S .A . de
C .V .
(Continua . .)
TABLA lo.
Principales productores de la Industria Química
Inorgánica Bâsica (Continuación)
Producto
Fabricante
Acido fosfórico .
(Cont .)
Industrias Resistol, S .A.
Polifos, S .A . de C .V.
Acido sulfúrico
Azufre Panamericano, S .A.
Fe.noquimia, S .A . de C .V.
Fertilizantes Mexicanos, S .A.
industrial Minera de México, S .A.
Industrias Peñoles, S .A . de C .V.
Industrias Químicas de México, S .A . de
C .V.
Industrias Resistol, S .A.
Mexicana de Cobre, S .A . de C .V.
Química Fluor, S .A . de C .V.
Univex, S .A.
Acido Crómico
Química Central, S .A.
Bicarbonato de Sodio
y Carbonato de Sodio
Industria del Alcali, S .A.
Sosa Texcoco, S .A.
Cloro
Celulosa y Derivados, S .A.
Celulosa 1 Pilar, S .A.
Cloro de Tehuantepec, S .A . de C .V.
Fertilizantes Mexicanos, S .A.
Industria Química del istmo, S .A . de C .V.
Pennwalt, S .A . de C .V.
Pennwalt del Pacifico, S .A . de C .V.
CContinua . .)
TABLA 1Q
Princpales productores de la Industria Química
Inorganica Básica (Continuación).
Producto
Fabricante
Oxido de magnesio .
Coyoacan Química, S .A.
Química del Mar, S .A . de C .V.
Química del Rey, S .A . de C .V.
Sosa caustica .
Celulosa y Derivados, S .A.
Celulosa El Pilar, S .A.
Cloro de Tehuantepec, S .A . de C .V.
Compañía Industrial San Cristobal, S .A.
Industrial Química del Istmo, S .A.
Pennwalt, S .A . de C .V.
Pennwalt del Pacifico, S .A . de C .V.
Sulfato de sodio .
Celanese Mexicana, S .A.
Química del Rey, S .A . de C .V.
Química Central, S .A.
Sulfato de Viesca, S .A.
Tripolifosfato de
sodio .
Industrias Químicas de México, S .A . de
C .V.
Industrias Resistol, S .A.
Polifos, S .A . de C .V .
PETROLEO Y DERIVADOS.
Crudo:
Las reservas probadas de hidrocarburos líquidos totales has
ta el 31 de diciembre de 1988 fueron de 67,600 millones de barrí
les, variando 2% con las reportadas en 1987 . La producción de hidrocarburos líquidos totales en 1988 fue de 1,248 millones de
barriles.
En 1988 la producción promedio de crudo fue de 2'506,642 ba
rriles al día, lo que representa una baja de 1 .3% con respecto a
1987 .
La producción diaria nacional de crudo por zonas es la si-guiente:
Zona Marina
67 .3%
Zona Sureste
25 .7%
Zona Centro, Norte y Sur
7 .0%
Refinación:
En 1988 el proceso total fue de 1'411,471 BDC de crudo fres
co, liquido del gas (propano y mâs pesados) y condensados en las
refinerías y centros petroquímicos .-
TABLA 11
Producción de Petrolíferos en México (Barriles)
Producto
Gas seco
Butanos (1)
Gas licuado AP
Gas licuado PB
Suma gas licuado
(2)
Pentanos (3)
Gasolina extra
Gasolina nova
Gasolina reformada
Gasavión
Gasolina incolora
Solventes
Suma gasolinas (2) *
Turbosina
Tractogas
Tractomex
Diáfano, petróleo incoloro .
Suma querosenos
1985
1986
1987
1988
11'126,575
12'470,577
12'754,837
15'784,864
50'671,733
10'671,733
61'343,466
55'202,258
44'709,570
9.9'911,828
58'002,697
12'303,603
70'306,300
62'456,021
13'248,247
75'704,268
2'254,644
1'632,.743
128'451,270
4'748,684
2'804,938
126'490,839
3'149,761
4'125,677
2'549,815
7'881,198
147,774
129'162,536
429,804
41,043
536,215
140,-748,385
16'494,503
3,724
1'234,463.
8'722,949
26'455,639
406,179
117,084
770,114
133'632,034
419,202
120,465
674,035
135'258,163
130'164,831
418,188
43,146
597,193
138,498,796
12'378,930
67,412
1'005,073
10'213,756
23'665,371
12'625,273
16,352
1'035,685
8'745,922
22'423,232
15'140,856
6,054
1'410,102
9'593,150
26'150,172
* En este rubro se incluyen pentanos y solventes, los que, sin ser gasolinas,
guardan una estrecha relación con ellas.
~
L..)
TABLA 11
Producción de Petrolíferos en México (Barriles).
(Continuación)
Producto
Diesel nacional
Diesel especial
Suma diesel
Virgin stock 28 (3)
Combustoleos .
Asfaltos semisólidos
Asfaltos rebajados
Sumas residuales
Lubricantes
Grasas
Parafinas
Coque
Materia prima, negro de humo (4)
Suma otros
1985
1986
1987
1988
80'081,402
9'644,347
89'725,749
77'363,466
11'157,910
88'521,376
74'292,727
10'524,448
84'817,175
64'888,294
10'576,366
75'464,660
16'954,158
145'252,853
5'284,437
3'075,288
170'566,736
949,650
147'974,344
3'868,345
2'185,177
154'978,026
451,976
154'939,187
4'098,135
2'557,332
162'046,630
154'000,864
3'194,816
2'268,351
159'466,031
2'432,751
70,912
479,877
121,325
1'575,705
4'863,470
2'327,955
47,893
517,946
2'506,994
95,234
608,050
20,863
2'775,000
66,625
549,498
13,113
2'903,794
3'231,141
3'404,236
(1) Incluidas en producción de gas licuado . (3) A exportación.
(2) Incluye refinación y petroquímica .
(4) Incluye refinación y aromaticos de Cangrejera.
Cifras confirmadas.
Fuentes : Memoria de Labores de Pémex 1986, 1987 y 1988 ; Diario Oficial de la Federación del 15 de agosto de 1989.
INDUSTRIA PETROQUIMICA BASICA.
La Industria Petroquímica Bâsica transforma los hidrocarbu
ros naturales del petróleo y gas natural en derivados, éstos a su vez son los insumos de la Petroquímica Secundaria.
El Estado reserva esta actividad industrial a Petróleos Me
xicanos, apoyado
en el
marco legal del art . 27 constitucional y
la Ley Reglamentaria en Materia Petroquímica de 1971.
La Petroquímica Básica es uno de los sectores m g s dinami-cos y de mayor crecimiento dentro de
la
economía del país . En -
los últimos tres años la capacidad instalada y la producción tuvieron incrementos del 15 y 9% respectivamente . La Industria Pe
troquímica aumentó su participación en la economía de 0 .31% del
PIB en 1982 a 0 .4% en 1985 en forma sostenida los últimos 3 - años .
La balanza comercial de este sector ha sido deficitaria,
pasando éste de 213 millones de dólares en 1983 a 495 en 1985, representando esta última cifra un
58 .E
con respecto a 1984 y el
132% con respecto a 1983.
En 1988, la producción de petroquímicos bâsicos alcanzó la
cantidad de 15'462,248 toneladas, que al compararse con - - - 13'807,597 producidas en 1987, indican un aumento del 12%.
Los mayores incrementos de producción se registraron en -Alquilarilo pesado 19 .3%, amoniaco 18 .5%, azufre 26%, carga para
negro de humo 26 .2%, nitrógeno 24 .3%, oxigeno 34 .7%, tetracloruro de carbono 46 .5% y tetrámero 42 .5% .
El total de, las importaciones de petroquímicos básicos en
1988 fue de 34,233 toneladas, reflejando un 82 .5% inferior a lo
realizado en 1987 ; ésto es debido principalmente a 2 factores:
a) Incremento en la producción nacional (amoniaco, azufre, etc .).
Decisión de Pémex de no importar los déficits de pe-troquímicos a partir de agosto de 1986 ..
En lo que respecta a las exportaciones, en 1988 Pémex exportó 517,458 toneladas de petroquímicos básicos, mismos que re
presentan un incremento del 165 .8% con respecto a lo observado
en 1987 ; el incremento de exportación mayor se dio en el amonia
co con un incremento del 213 .8% y en etileno con 1,502 .2%.
Por otra parte, se dejaron de exportar aromáticos, carga
petroquímica y polietileno de baja densidad.
En 1988, Pémex produjo un total de 46 productos petroquímicos, los cuales son mostrados en la Tabla 12.
Sin embargo, por decreto presidencial de fecha de publica
ción del 15 de agosto de 1989 en el Diario Oficial de la. Federa
ción, se liberaron productos que a partir de esa fecha se consi
deran petroquímicos secundarios, quedando únicamente como petro
químicos básicos, los 19 que a continuación se mencionan:
1. Amoniaco
2. Benceno
3. Butadieno
4. Dodecilbenceno
5, Etano
6. Eter meth terbutilico
7. Etileno
8. Heptano
9. Hexano
10. Materia prima para Negro de . Humo.
11. Metanol
12. N-parafinas
13. Ortoxileno
14. Paraxileno
15. Pentanos
16. Teramil metil éter.
17. Tetrâmero de Propileno.
18. Tolueno.
19. Xilenos .
TABLA 12
Producción bruta de Petroquímicos Básicos (Toneladas) .
19830
19840
19850
19860
19870
19880
Acetaldehido
152,914
146,754
144,653
136,489
157,614
156,380
Acetonitrilo
2,045
1,959
1,837
3,446
2,134
2,243
Acido cianhídrico
6,416
6,550
5,965
7,472
6,776
7,175
Acido clorhídrico
78,099
77,065
63,095
83,143
116,961
117,732
Acido muriâtico
17,978
16,390
16,004
21,085
29,153
25,171
Acrilonitrilo
55,301
49,440
.48,630
53,637
57,770
61,241
6,169
4,522
6,623
11,312
9,216
10,998
Amoniaco
2'354,560
2'156,460
2'261,287
1'948,540
2'121,471
2'514,656
Anhídrido carbóni
3'367,241
3'157,385
3'199,255
2'902,063
3'005,575
3'377,997
85,591
72,542
62,940
65,681
90,649
84,875
90,494
127,824
110,978
110,010
118,757
98,424
Azufre
377,770
461,093
474,928
456,307
500,911
510,160
Benceno
138,794
156,337
178,372
221,843
281,913
270,965
18,519
20,101
18,185
17,948
Alquilario pesado
co .
Aromâticos pesa--
dos .
Aromina 100
Butadieno
21,168
12,313
(Continua . .)
TABLA 12
Producción bruta de Petroquímicos Básicos (Toneladas).
(Continuación)
Producto
Ciclohexano
19834)
1984(P .
19854)
19864)
19874)
19884)
48,045
30,523
31,949
39,282
51,709
41,886
134,357
131,516
107,751
141,295
178,808
175,002
36,622
32,773
38,945
41,857
37,818
47,634
262,202
219,763
193,305
270,672
326,095
329,861
56,509
51,085
61,476
103,405
98,356
111,315
4,559
5,987
5,865
5,801
5,556
8,336
23,996
30,240
33,029
69,448
121,129
131,643
1'637,894
1'573,781
1'905,395
2'550,357
2'518,462
2'927,194
24,236
31,035
46,064
90,505
151,523
159,204
Etileno
645,006
642,664
670,273
767,188
804,358
915,730
Heptano
5,776
8,789
9,945
12,831
9,439
7,425
Hexano
64,362
94,678
97,951
101,046
97,640
69,756
Isopropanol
11,909
14,128
14,496
11,075
16,831
13,630
205,585
196,846
192,210
182,285
190,898
200,666
Cloruro de vinilo
Cumeno
Dicloroetano
Dodecilbenceno
Especialidades petro
químicas .
Estireno
Etano
Etilbenceno
Metanol
(Continua . .)
TABLA 12
Producción bruta de Petroquímicos Basicos (Toneladas)
(Continuación)
Producto
1983(p
1984(p
Meta y paraxilenos
Nitrógeno
Ortoxileno
Oxido de etileno
1986cp
19874
1988p
246,815
231,183
312,766
312,590
46,435
49,435
49,498
61,537
38,599
42,775
44,493
41,539
63,132
67,568
112,026
97,429
71,021
113,982
95,367
102,071
211,161
205,705
179,271
241,422
109,778
122,545
187,191
183,232
7,356
8,466
75,992
81,717
Oxigeno
Paraxileno
1985q
115,688
136,673
Percloroetileno
Polietileno de aclta
densidad .
67,815
69,075
Polietileno de baja
densidad .
159,996
272,166
275,108
317,101
206,705
231,709
256,836
281,276
5,849
2,829
7,406
8,128
406
2,294
Propileno
190,718
208,108
Sulfato de amonio
Tetracloruro de carbono
---
--
(Continua . .)
TABLA 12
Producción bruta de Petroquímicos Básicos (Toneladas)
(Continuación)
Producto
Tetramero
Tolueno
S u b t o .t a l
Glicoles
Hidrógeno
Materia prima para
negro de humo .
#Pentanos
Polialquilados
S u b t o t a 1
T 0 T A L
1983cp
19844
19854
1986(p
1987(
1988q
29,579
35,114
31,066
51,001
75,503
107,613
222,560
215,902
220,084
237,995
312,985
309,266
11'422,624 12'025,187 13'034,507 14'482,893
2,334
3,546
2,846
3,329
15,523
20,794
20,065
29,560
264,317
543,693
748,124
943,987
694,133
1'173,194
2,752
2,071
2,055
2,479
979,959
1'743,298
773,090
979,355
12'401,683 13'768,485 13'807,597 15'462,248
(Continua . .)
TABLA 12
Producción bruta de Petroquímicos Básicos (Toneladas)
(Continuación)
Notas : Los xilenos con rango de 5°C de temperatura de destilación están én meta y -paraxilenos.
Cifras confirmadas.
# Los pentanos se dejaron de considerar como productos petroquímicos de 1987
a 1988, reaparaciendo el 15 de agosto de 1989 en el Diario Oficial de la Federación en la categoría de Petroquímicos Básicos.
No se presentan datos de producción del eter metil terbutílico, n-parafinas y
teramil metil éter, por haber pasado a ser petroquímicos básicos a partir del
15 de agosto de 1989.
Fuentes : Memoria de Labores de Pémex . 1986, 1987 y 1988.
Diario Oficial de la Federación del 15 de agosto de 1989..
Anuario A .N .I .Q . .Estadistica de la Industria Química Mexicana . 1988 .
- 63 -
INDUSTRIA PETROQUIMICA SECUNDARIA.
Este sector utiliza como insumos a ],os productos químicos
derivados del sector primario y sus productos son utilizados por la Industria Química de Transformación Final.
Caracteristicas Generales:
a) Intensivo en capital.
b) Participación variable en cuanto a tamaño de empresa.
c) Generador medio de empleos.
d) Utiliza tecnologías sofisticadas.
e) Productos de altos crecimientos relativos a nivel mundial.
Una gran cantidad de productos relacionados con la Industria Química, tiene la base del eslabón en la Industria Petroquímica Básica, que aunada a la mano de .obra de mayor o menor
densidad, produce otros eslabones en la cadena productiva que
se canalizan al consumidor final .
PANORAMA GENERAL DE LA INDUSTRIA PETROQUIMICA SECUNDARIA.
Algunas de las empresas que constituyen este sector son:
-
Adhesivos, S .A.
-
Becco Industrial, S .A . de C .V.
-
Catálisis, S .A.
-
Celanese Mexicana, S .A.
-
Derivados Maleicos, S .A . de C .V.
-
Fenoquimia, S .A . de C .V.
-
Formoquimia, S .A . de C .V.
-
Glicoles Mexicanos, S .A . de C .V.
-
Grupo Primex, S .A . de C .V.
-
Industria Química Delgar, S .A.
-
Industrias Químicas del Pacifico, S .A.
-
Industrias Cydsa Bayer, S .A . de C .V.
-
Industrias Derivadas del, Etileno, S .A . de C .V.
-
Industrias Monfel, S .A . de C .V.
-
Industrias Químicas Priha Guadiana, S .A.
-
Industrias•Resistol, S .A.
-
Nalcomex, S .A . de C .V.
-
Némesis, S .A.
- Novaquim, S .A . de C .V.
-
Petroderivados, S .A . de C .V.
- Petrocel, S .A.
-
Productos Químicos Borden de México, S .A . de C .V.
-
Polioles, S .A . de C .V .
- 65 -
-
Química Avangar, S .A . de C .V.
-
Síntesis Orgánicas, S .A . de C .V.
-
Soqúimex, S .A.
-
Tereftalatos Mexicanos, S .A.
-
Univex, S .A.
La Industria de Petroquímicos Secundarios esta compuesta
por 28 empresas afiliadas a A .N .I .Q . que operan en 32 plantas
productivas.
Capacidad Instalada:
La capacidad total instalada hasta diciembre de 1988 era
de 1'723,308 toneladas al año ; lo que representa un incremento
del 5 .5% con respecto a 1987.
Producción:
La producción de petroquímicos intermedios alcanzó en 1988
la cantidad de 1'355,644 toneladas, lo que da un incremento del
8 .2% con respecto a 1987.
Importación:
En 1988 se importaron 16,638 toneladas de petro químicos secundarios, lo que corresponde a un decremento del 47 .5% con
respecto a 1987 . Las principales importaciones se registraron
en acetona, TDI y caprolactama .
- 66 -
Exportación:
Este parámetro registró un incremento del 11 .8% respecto
a 1987, situándose en 443,464 toneladas . Las principales exportaciones corresponden a etilenglicoles, DMT y TPA .
TABLA 13
Producción de petroquímicos secundarios (Toneladas).
Producto
1983
1984
1985
1986
1987
Acetato de vinilo
45,952
48,224
54,056
48,757
46,815
51,867 '
Acetona
49,683
49,520
53,665
44,831
45,760
51,443
128,436
152,728
160,703
150,096
145,905
185,128
Acrilatos
18,803
10,439
17,811
21,522 .
26,354 .
28,559
Alcohol 2-etil-hexilico
43,093
44,162
28,239
32,227
51,594
34,487
Anhídrido acético
65,486
66,864
'76,372
76,446
78,788
83,322
Anhídrido ftálico
28,865
32,519
39,865
54,164
78,464
87,018
Anhídrido maleico
4,359
5,150
5,271
5,127
5,918
6,093
Anilina
1,909
1,700
2,144
1,653
3,853
2,336
196,757
229,982
256,481
240,900
248,800
266,535
15,198
.13,196
14,901
16,554
18,596
15,989
194,065
214,839
230,000
232,000
241,000
283,000
Etilenglicol
92,100
20,490
98,969
89,840
87,100
80,663
Fenol
22,003
24,460
27,112
30,301
34,693
35,040
78,998
87,323
105,971
93,302
99,833
107,800
Acido acético .
Acido tereftalito
Butanol
Dimetil tereftalato
Formaldehido
(al 37%)
1988
(Continua . .)
rn
TABLA 13
Producción de petroquímicos secundarios (Toneladas).
(Continuación)
Producto
Metacrilato de metilo
Toluen disocianato
1983
1984
1985
1986
1987
1988
11,223
12,528
12,907
15,057
16,082
15,392
8,064
8,838
10,595
8,900
10,299
11,990
rn
Fuentes : A .N .I .Q . 1989.
SECOFI 1990.
Diario Oficial de la Federación del 15 de agosto de 1989.
Nota : Todos los productos están clasificados como petroquímicos intermedios a partir de la publicación en el Diario Oficial de
Federación del 15 de agosto
de 1989 .
la
- 69 -
TABLA 14
Principales productores de la Industria Petroquímica
Secundaria.
Producto
Fabricante
Acetato de vinilo .
Celanese Mexicana, S .A.
Acetona .
Celanese Mexicana, S .A.
Fenoquimia, S .A . de C .V.
Acido acético
Celanese Mexicana, S .A.
Industrias Monfel, S .A . de C .V.
Alcohol 2-etil-exili
co.
Celanese Mexicana, S .A.
Acrilatos .
Celanese Mexicana, S .A.
Anhídrido acético .
Celanese Mexicana, S .A.
Grupo Primex, S .A . de C .V.
Anhídrido maleico .
Derivados Maleicos, S .A . de C .V.
Anilina .
Novaquim, S .A . de C .V.
Acidi tereftalico .
Petrocel, S .A.
Tereftalatos Mexicanos, S .A.
Butanol .
Celanese Mexicana, S .A.
Cristianson, S .A . de C .V .
producción en 1988).
(Suspendió --
(Continua . .)
TAaZ,A 14
Principales productores de ia Tndustria Pe.trQquimiCa
Secundaria
(Continuaci6n).
Producto
Fabricante
Dimetil tereftalato
Petrocel, S .A.
Etilenglicoles
Glicoles Mexicanos, S .A . de C .V.
Industrias Derivadas del Etileno, S .A.
de C .V.
Polioles, S .A . de C .V.
Pémex.
Fenol .
Fenoquimia, S .A . de C .V.
Formaldehído (37%) .
Adhesivos, S .A.
Becco Industrial, S .A . de C .V ..
Catálisis, S .A.
Formoquimia, S .A . de C .V.
Ind . Química Delgar, S .A.
Ind . Química del Pacifico, S .A.
Industrias Químicas Priha Guadiana, S .A.
de C .V.
Industrias Resistol, S .A.
Nalcomex, S .A . de C .V.
Petroderivados, S .A . de C .V.
Productos Químicos Borden de M6xico,
S .A . de C .V.
Soquimex, S .A.
Caprolactama
Univex, S .A .
(Continua . .)
TA5IA 14
principales productores de . la Industria Petroquimica
secundaria
(Continuacibn)
Producto
Fabricante
Metacrilato de metílo.
Fenoquimia, S .A . de C .V.
Toluen disocianato .
Industrias Cydsa Sayer, S .A . de C .V .
Fuentes : A .N .I .Q . 1989.
CONCAMIN 1990.
INDUSTRIA QUM-CA DE PRODUCTO
R,ESINAS SINTETICAS.
La Industria de Resinas Sintéticas en México, está inte-grada por mas de 80 compañías . Este sector depende en gran -parte de las importaciones de algunas materias primas, así como de productos auxiliares.
Producción:
Durante 1987 la producción total de resinas fue de - 1'001,837 toneladas y en 1988 ascendió a 1'078,473 ; es decir que hubo un aumento del 7 .6% . En ambos casos se incluyen los
datos de polietileno tereftalato.
Consumo Aparente:
En 1988 se encontró un incremento del 11 .5% con respecto
a 1987, esto debido principalmente al polietileno de baja densidad con un 32 .9%, el polietileno de alta densidad con un - 15 .3%, el PVC homopolimero con 12 .6% y el polipropileno con -10 .9%.
Importación:
Las importaciones pasaron de 219,103 toneladas en 1987 a
231,395 en 1988 . Sin embargo, el movimiento de importación en
volumen es mayor en el caso de las resinas termoplâsticas .
- 74 -
Exportación:
Aunque el cambio de exportaciones totales de 1987 fue de 242,550 toneladas a 218,766 en 1988, en estos productos podemos
encontrar una diferencia importante de acuerdo a su clasifica-ción como resina, ya que los considerados como termoplásticos o
plásticos son los que mantienen un alto movimiento en volumen.
Las resinas sintéticas como los elásticos por su versatili
dad y la facilidad con que sustituyen a diversos metales y - otros materiales bAsicós tienen amplia aplicación en campos como las industrias de la construcción, automotriz y de bienes de
consumo (electro domésticos) .
TABLA 15
Producciones de la Industria de las Resinas Sintéticas (Toneladas).
Producto
Poli (cloruro de vinilo) Copolimero VCM-VAM .
Poli (cloruro de vinilo)
polímero .
Homo-
Resinas de poliestireno
1983
1984
1985
1986
1987
1988
11,700
10,401
11,109
7,400
7,212
4,766
189,985
251,251
262,883
264,806
283,745
272,666
7,623
8,524
96,350
110,521
126,152
125,528
11,000
15,672
18,093
Polietileno tereftalato grado
botella .
*Polietileno de alta densidad .
82,201
76,289
67,815
69,075
75,992
1,717
*Polietileno de baja densidad .
88,244
135,520
159,996
242,166
256,836
317,101
19,600
20,600
21,200
17,000
18,000
15,000
1,100
1,500
1,920
1,540
2,710
5,000
52,000
53,800
58,000
56,200
60,300
68,170
2,072
2,910
3,300
2,341
2,600
4,800
11,390
14,500
15,770
11,596
13,316
14,203
400
440
460
415
533
510
2,600
2,750
2,800
2,300
3,690
4,794
Resinas alcidicas
Breas esterificadas
Emulsiones PVA y acrílicas
Resinas epbxicas
Resinas fenol formaldehído .
Resinas fumáricas
Resinas maleicas
(Continua . . )
TABLA 15
Producciones de la Industria de las Resinas Sintéticas (Toneladas).
(Continuación)
1983
1984
1985
1986
1987
1988
Resinas melamina formaldehído .
3,270
3,200
3,702
3,850
4,620
4,197
Poliamidas del ácido dimérico .
1,100
1,619
1,332
1,000
900
1,133
14,500
18,000
18,700
19,200
19,500
18,988
6,660
1,172
10,321
10,386
11,000
11,637
1,144
1,550
1,660
1,588
1,719
1,280
Resinas urea formaldehído
46,405
51,580
56,000
61,761
75,000
75,000
Dioctil ftalato
33,000
35,100
37,100
36,793
36,018
93,995
Producto
Resinas poliester .
Polimetacrilato de metilo .
#Poliuretanos
Silicones
Notas : * Son productos clasificados como petroquímicos básicos, que sirven comó mate
ría prima.
# Ver producción de poliuretanos.
Fuente : A .N .I .Q . 1989.
TABLA 16
Producción de Poljuretanos (Toneladas).
Producto
1983
1984
1985
1986
1987
1988
15,600
18,334
19,380
15,900
15,900
22,630
Espumas rígidas
4,700
3,979
4,000
4,600
4,660
7,250
Elastómeros microcelulares
1,800
1,585
1,360
1,600
1,780
1,850
Otros no celulares
2,700
894
840
800
1,000
2,116
24,800
24,792
25,580
22,900
23,340
33,846
Espumas flexibles
P r o d u c c i 6 n
t o t a 1
Fuentes : Anuario A .N .I .Q . 1989.
SECOFI Estadísticas, 1990.
PEMEX Memorias de Labores, 1988,
- 78 -
TABLA 17
Principales productores de la Industria de las
Resinas Sintéticas.
Producto
Fabricante
Poli (cloruro de vinilo) Copolimero VCM
VAM.
Altaresin, S .A . de C .V.
Grupo Primex, S .A . de C .V.
Policyd, S .A . de C .V.
Polimeros de México, S .A . de C .V.
Poli (cloruro de vinilo) Homopolimero .
Altaresin, S .A . de C .V.
Grupo Primex, S .A . de C .V.
Policyd, S .A . de C .V.
Polimeros de México, S .A . de C .V.
Resinas de poliestireno .
Aislantes y Acústicos de Monterrey, --S .A . de C .V.
Industrial Ebroquimex, S .A.
Industrias Resistol, S .A.
Ing . Mario Orozco Obreg6n.
Monquímica, S .A.
Nacional de Resinas, S .A.
Poliestireno y Derivados, S .A . de C .V.
Polioles, S .A . de C .V.
Productos de Estireno, S .A . de C .V.
Polietileno tereftalato grado botella.
Celanese Mexicana, S .A.
Kimex, S .A. de C .V .
Polietileno de alta
densidad.
Pémex.
(Continua . .)
TABLA 17
Bxincipale.s•productoge .s de la industria de las
Resinas Sintéticas.
(Continuación)
Producto
. Fabricante
Polietileno de baja
densidad.
Pémex.
Breas esterificadas .
Acabados Beta, S .A.
hsomex, S .A . de C .V.
Ind . Química Delgar, S .A.
Industrias Resistol, S .A.
Química Hércules, S .A . de C .V.
Rebesa Química de México, S .A.
Reichnold Química de México, S .A.
Resinas de México, S .A . de C,V.
Resichemic, S .A.
Resinas epóxicas .
Amercoat Mexicana, S .A.
Gemisa, S .A . de C .V.
Productora Química de Jalisco, S .A . de
C .V.
Resinas fumâricas .
Comercial Mexicana de Pinturas, S .A.
Ind . Química Delgar, S .A.
Industrias Resistol, S .A.
Inmont, S .A.
Pinturas Digo, S .A.
Pinturas Dual, S .A.
Poliresinas Huettenes Albertus, S .A . de
C .V .
(Continua .
TABLA 17
Principales productores de la I:ndusta de las
Resinas Sintéticas.
(Continuaci6n)
Producto
Fabricante
Resinas fumâricas .
(Continuaci6n)
Rebesa Química, S .A.
Reichnold Química de México, S .A.
Resinas de México, S .A . de C .V.
Resinas Sintéticas, S .A. de C .V.
Sanchez, S .A.
Resinas melamina for
maldehido .
BASF Mexicana, S .A . de C .V .
Cyanamid de México, S .A.
Henkel Mexicana, S .A . de C .V.
Industria Química Delgar, S .A.
Industrias Resistol, S .A.
Materiales Moldeables, S .A . de C .V.
Melcinsa, S .A.
Nalcomex, S .A . de C .V.
Pionner, S,A.
Poliresinas Huettenes Albertus, S .A . de
C .V.
Reichnold Química de México, S .A.
Wyn de México Productos Químicos, S,A . de C .V.
Resinas maleicas .
Comercial Mexicana de Pinturas, S .A.
Ind . Química Delgar, S .A.
Pinturas Digo, S .A.
Polímeros y Productos Químicos, S .A.
(Continua . .)
TABLA 17
Principales productores de la Industria de las
Resinas Sintéticas.
(Continuación)
Producto
Fabricante
Resinas maleicas .
(Continuación)
Química Industrial Verona, S .A.
Rebesa Química, S .A.
Reichnold Química de México, S .A.
Resichemic, S .A.
Resinas de México, S .A . de C .V.
Resinas Sintéticas, S .A . de C .V.
Sanchez, S .A.
Poliamidas del acido
dimérico .
Aceites Polimerizados, S .A.
Gemisa, S .A . de C .V.
Resinas Sintéticas, S .A . de C .V.
Terlan Mexicana, S .A.
Resinas poliester .
Altos Polímeros, S .A.
Grupo Químico Industrial de Toluca, S .A.
ICI de México, S .A . de C .V.
Ind . Química Delgar, S .A.
Kenmi, S .A.
Mexicana de Resinas, S .A.
Petroquímicos y Polímeros, S .A.
PPG Industries de México, S .A.
Poliésteres Bayer, S .A . de C .V.
Polifos, S .A . de C .V.
Poliplas, S .A . de C .V .
(Continua . .)
TABLA 17
Principales productores de IA Industria de las
Resinas Sintéticas
(=Continuación)
Producto
Fabricante
Resinas poliester.
(Continuación)
Roliresinas Huettenes Albertus, S .A . de
C .V.
Química Monsayer, S .A . de C .V.
Reactivos y Resinas, S .A.
Reacciones Químicas, S .A . de C .V.
Reichnold Química de México, S .A.
Resinas de México, S .A . de C .V.
Reyder Química, S .A.
Stabilit, S .A.
Polimetacrilato de metilo .
Plastiglas de México, S .A . de C .V.
Rohm and Maas de México, S .A . de C .V.
Silicones .
Bayer de México, S .A . de C .V.
Dow Corning de México, S .A . de C .V.
Unicarb Industrial, S .A . de C .V.
Wacker Mexicana, S .A . de C .V.
Resinas urea formaldehido .
Adhesivos, S .A.
Duraplay de Parral, S .A.
Fenoresinas, S .A . de C .V.
Ind . Quim . del Pacifico, S .A . de C .V.
Ind . Quim . Priha Guadiana, S .A.
Industrias Resistol, S .A.
Petroderivados, S .A . de C .V.
(Continua . .)
TABLA 17
Principales productores de, la Industria de las
Resinas Sintéticas
(Continuación)
Producto
Fabricante
Resinas urea formaldehído .
(Continuación) .
Plasticos Moldeados, S .A.
Productos Químicos Borden de México,
S .A . de C .V.
Rebesa Química, S .A . de C .V.
Resinas Sintéticas, S .A . de C .V.
Soquimex, S .A.
Dioctil ftalato
Bayer, S .A . de C .V.
Celanese Mexicana, .S .A.
Comercial Mexicana de Pinturas, S .A.
Egon Meyer, S .A .
Especialidades Industriales y Químicas,
S .A . de C .V.
Grupo Primex, S .A . de C .V.
Pyn, S .A.
Síntesis Orgánica, S .A . de C .V.
Fuentes : A .N .I .Q . Anuario 1989.
SECOFI . 1990 ..
84
FIBRAS ARTIFICIALES Y'SINTETICAS.
La Industria de Fibras Artificiales y Sintéticas en México, esta compuesta por las siguientes empresas:
- AKRA.
-
Celanese Mexicana, S .A.
-
Celulosa y Derivados, S .A.
-
Fibras Sintéticas, S .A.
-
Industrias Polifil, S .A . de C .V.
-
Finacril, S .A.
-
Impetmex, S .A . *
-
Kimex, S .A . *
* No asociadas a la A .N .I .Q.
La Industria de Fibras Químicas está constituida por 8 em
presas que operan 30 plantas ubicadas en 14 localizaciones.
Estas plantas están distribuidas en los Estados de México,
Tlaxcala, Jalisco, Nuevo León, Querétaro, Veracruz, Tamaulipas
y el Distrito Federal.
Capacidad Instalada:
La capacidad total instalada hasta diciembre de 1988 era
de 488,960 toneladas, correspondiendo 464,270 a las fibras sin
téticas y 24,690 a las fibras artificiales .
Producción:
La producción de fibras sintéticas en 1988 fue de 375,331
toneladas y la de fibras artificiales de 21,256 ; lo que da un
total de 396,587 toneladas . Las fibras artificiales en 1988 mostraron un incremento en la producción de 6 .4% con respecto
a 1987 . De igual forma, las fibras sintéticas mostraron un in
cremento del 3 .6%.
Importación:
En 1988 se importaron 22,837 toneladas de fibras artifi-cíales y sintéticas, cifra superior a la observada en 1987 en
un 67 .9% . Las principales importaciones se realizaron en ra-yón blanqueado, poliester fibra corta y en polipropileno fibra
corta.
Exportación:
La exportación de fibras en 1988 fue del orden de 384,814
millones de pesos, es decir, un 82 .4% superior a lo exportado
en 1987 . En 1988 se exportaron 91,185 toneladas y en 1987, -95,950 ; lo que da un incremento (en volumen) del 5%.
Integración de la Industria:
Fibras integradas.
En la actualidad se encuentra 100% integrada con la Petro
química Bâsica, la fabricación de las siguientes fibras :
Nylon :
Pémex
Univex, S .A .
Ciclohexano - amoniaco.
Monómero de caprolactama.
Poliester :
Pémex
Petrocel, S .A .
Tereftalatos Mexicanos, S .A . de C .V.
Polioles, S .A . de
C .V.
Idesa .
Glicoles Mexicanos,
S .A . de C .V.
P-xileno - metanol.
DP4T y TPA.
TAP grado fibra.
Pémex
Acrilonitrilo (Monómero).
Acrílica :
Fibras parcialmente integradas :
M .E .G.
M .E .G.
M .E .G.
Fibras artificiales de rayón
y acetato.
Estas fibras utilizan como materia prima básica la a-celu
losa, que no se produce en el pals y de la cual no existen pro
yectos de fabricación, tienen una integración parcial, ya que
en México se producen otros elementos de su fabricación como son la sosa cáustica, el ácido acético, el anhídrido acético y
acetato de celulosa . Esta integración parcial subsistirá por
tiempo indefinido.
Fibras no integradas : Fibras polipropilénicas.
Hasta que Pémex ponga en operación la planta programada de polipropileno de 100,000 toneladas/año, en Poza Rica, Veracruz, estas fibras se integrarán con la Petroquímica Básica .
TABLA 18
Divisiones de la Industria de Fibras Artificiales
y Sintéticas.
Fibras artificiales Rayón textil
Fibras sintéticas .
Rayón filamento tex
til.
Rayón fibra corta.
Fibras de rayón.
Rayón filamento industrial.
Fibras de acetato.
Acetato filamento.
Acetato fibra corta
Nylon textil
Nylon filamento tex
til.
Nylon fibra corta.
Fibras de nylon .
Nylon filamento industrial.
Poliester textil.
Poliester filamento
textil.
Fibras de poliester.
Poliester filamento
industrial.
Otras fibras.
Acrílica fibra corta.
Polipropileno filamento y F/C.
Elastomérica.
i
Fuente : A .N .I .Q . 1989 .
TABLA 19
Principales producciones de la Ind . de Fibras Artificiales y Sintéticas (toneladas).
1983
1984
1985
1986
Rayón filamento textil
4,588
3,099
3,074
3,138
3,349
3,500
Rayón filamento industrial .
2,512
2,336
2,344
2,093
2,392
2,484
Acetato filamento textil
5,786
5,828
7,028
6,834
5,093
6,170
Acetato de fibra corta y mecha .
6,726
6,133
7,506
6,645
8,325
9,102
27,925
28,157
20,445
26,615
26,606
20,627
4,532
4,672
3,731
5,171
4,424
1,471
Nylon filamento industrial
15,639
20,091
21,777
19,599
21,572
23,365
Poliester filamento textil
81,000 .
93,821
98,401
84,122
92. ,510
95,278
Poliester fibra corta
69,878
71,733
75,491
73,549
95,535
100,165
Poliester filamento industrial .
1,547
2,610
3,502
4,762
4,831
6,477
Polipropileno filamento y fibra
corta .
8,337
7,900
8,801
7,903
8,993
7,104 .
70,300
74,380
82,896
96,424
107,662
Producto
Nylon filamento textil
Nylon fibra corta
Acrílica fibra corta .
1987
Fuentes : A .N .I .Q . 1989 ; SECOFI, 1990 ; S .P .P : :Dir . Gral dé . Estadística, 1988 .
1988
112,246
- 89 -
TABLA 20
Principales productores . de la Industria de Fibras
Artificiales y Sintéticas.
Producto
Fabricante
Rayón filamento textil.
Celulosa y Derivados, S .A.
Rayón filamento industrial.
Celulosa y Derivados, S .A.
Acetato filamento -textil.
AKRA
Nylon fibra corta.
AKRA
Celanese Mexicana, S .A.
Fibras Sintéticas, S .A.
Kimex, S .A.
Celanese Mexicana, S .A.
Nylon filamento industrial.
AKRA.
Celanese Mexicana, S .A.
Poliester filamento
textil.
AKRA.
Poliester fibra corta .
AKRA.
Celanese Mexicana, S .A.
Fibras Sintéticas, S .A.
Kimex, S .A.
Celanese Mexicana, S .A.
Fibras Sintéticas, S .A.
Kimex, S .A.
Inpetmex, S .A.
(Continua . .)
TABLA 20
Principales productores de la Industria de Fibras
Artificiales y Sintéticas
(Continuaci5n)
producto
Fabricante
Poliester filamento
industrial.
AKRA
Celanese Mexicana, S .A.
Polipropileno fila-mento y fibra corta.
Industrias Polifil, S .A.
Acrílica fibra corta .
Celulosa y Derivados, S .A.
Fibras Sintéticas, S .A.
Finacril.
Fuente : A .N .I .Q . 1989 .
HULE SINTETICO Y HULE-QUIMICOS.
La Industria de Hule Sintético y Hule-Químicos esta constituida por las siguientes empresas;
-
Artivi, S .A . de C .V.
-
Cía.Química Ameyal, S .A.
-
Hules Mexicanos, S .A . de C .V.
-
Industrias Negromex, S .A . de C .V.
-
Micro, S .A.
-
Negro de Humo Negromex, S .A . de C .V.
-
Industrias Resistol, S .A . de C .V.
-
Novaquim, S .A . de C .V.
-
Quimic, .S .A . de C .V.
-
Química Orgânica de México, S .A.
Los hules, tanto sintéticos como naturales, al igual que
los hule-químicos, son productos cuya importancia para el Besa
rrollo del pals es grande, debido a que son materias primas de
artículos como : llantas, bandas, camaras, etc ., las cuales son
indispensables dentro del proceso económico, productivo y so cial, ya que son de uso común y generalizado.
La Industria Hulera en su conjunto engloba 2 grandes grupos : el sector productor de elastómeros y el sector manufacturero de hules.
Se entiende por Industria dé Elastómeros, al conjunto de
empresas y/o actividades que transforman productos petroquímicos y vegetales en hule y lâtex . A partir de los productos pe
troqulmicos elabora una amplia gama de hules sintéticos, entre
los que destacan el polibutadieno-estireno (SBR), el polibutadieno (BR), el cloropreno y el butilo . Por lo que respecta a las especies vegetales capaces de producir hule, las mas impor
tantes son el arbol de hule (Hevea brasiliensis), y el Guayule .
El sector manufacturero . comprende a todas las empresas de
dicadas a la fabricación de productos terminados de hule, en-tre los que destaca en primer plano la industria llantera y en
menor grado las industrias del calzado y partes industriales y
automotrices.
La industria nacional de elastómeros esta compuesta por 3
empresas, de las cuales 2 concentran más del 95% de la capacidad productiva .
El grado de segmentación es el siguiente:
Hules Mexicanos, S .A . de C .V .
49 .7%
Inds . Negromex, S .A . de C .V .
45 .4°%
Inds . Resistol, S .A . de C .V .
4 .9%
Consumo Aparente:
El total fue del orden de 181,196 toneladas durante 1988,
de las cuales 103,342 correspondieron a los hules y lâtex sintéticos ; 70,249 al negro de humo y 7,605 a hule-químicos.
Capacidad instalada:
La capacidad instalada en 1988 correspondiente a hules -sintéticos, negro de humo y hule-químicos fue de 175,700, 166,000 y 18,815 toneladas respectivamente, lo que da un total
de 354,515 toneladas.
Producción:
La producción total del sector durante 1988 fue aproximadamente de 291,414 toneladas, correspondiendo el 50 .6% a los hules y lâtex sintéticos, el 46 .9% a negro de humo y el 2 .5% a
hule-químicos.
Importación:
La importación total del sector en 1988 fue del orden de
89,955 toneladas, de las cuales 14,120 correspondieron a hules
sintéticos, 1 .936 a negro de humo, 1,258 a hule-químicos,
61,454 a hule natural y 11,227 a látex natural.
Exportación:
Durante 1988 se exportaron aproximadamente 58,364 toneladas de hule sintético, 68,404 de negro de humo y 764 de hulequímicos, lo que da un total de 127,532 toneladas .
TABLA 21
Principales productores de la Ind . de Hule Sintético y Hule-Químicos . (toneladas) .*
Producto
1983
1984
1985
1986
1987
1988
89,494
93,167
101,847
86,899
109,450
103,254
Polibutadieno-estireno (látex) .
6,878
6,205
6,533
6,536
7,113
7,264
Polibutadieno . (Hule sintético) .
29,356
39,086
41,040
38,843
38,006
30,327
2,629
2,196
2,769
4,505
2,050
6,741
128,857
145,654
152,189
186,783
156,619
147,586
86,035
100,452
117,163
108,981
124,091
136,711
.589
485
527
451
514
762
62
131
139
92
329
316
1,601
997
1,092
940
965
1,122
Aceleradores tipo tiuramilo
320
381
484
559
630
544
Antioxidantes manchantes
533
1,636
1,128
1,040
720
887
Antioxidantes no manchantes .
757
2,318
1,598
1,474
1,740
1,347
Antiozonantes
980
1,225
1,449
1,100
1,860
1,910
Esponjantes
136
141
153
152
183
143
Polibutadieno-estireno (Hule
sintético) .
Polibutadieno-acrilonitrilo.
(Hule sintético) .
Hule y látex sintéticos .
Negro de humo .
Aceleradores tipo tiazol .
Aceleradores tipo carbamato .
Aceleradores tipo sulfenamida .
.
(Continua . .)
TABLA 21
Principales productores de la Ind . de Hule Sintético y Hule-Químicos . (toneladas)*
(Continuación)
Producto
Retardadores
* A .N .I .Q . 1989.
1983
200
1984-
1985
1986
1987
1988
182
185
108
95
80
- 96 -
TAa14A 22
Principales productores de la Industria de Hule Sintético
y Hule-Químicos.
Producto
Fabricante
Polibutadieno-estire
no (hule sintético).
Hules Mexicanos, S .A . de C .V.
Industrias Negromex, S .A . de C .V.
Polibutadieno-estire
no (látex).
Hules Mexicanos, S .A . de C .V.
Industrias Resistol, S .A.
Polibutadieno (hule
sintético).
Industrias Negromex, S .A . de C .V.
Polibutadieno-acrilo
nitrilo . (Hule sinté
tico.
Hules Mexicanos, . S .A . de C .V.
Negro de Humo.
Hules Mexicanos, S .A . de C .V.
Negro de Humo Negromex, S .A . de C .V.
Aceleradores tipo -tiazol.
Cia . Química Ameyal, S .A.
Novaquim, S .A . de C .V.
Química Orgánica de México, S .A.
Aceleradores tipo carbonato.
Artivi, S .A . de C .V.
Aceleradores tipo sulfamida .
Cia . Química Ameyal, S .A .
Micro, S .A.
Novaquim, S .A . de C .V.
Química Heterociclica Mexicana, S .A . de
C .V.
(Continua . .)
TABLA 22
Principales productores de la Industria de Hule Sintético
y HuleTQuimicós
(Continuación)
Producto
Fabricante
Aceleradores tipo -- Novaquim, S .A . de C .V.
sulfamida . (Cont .)
Química Orgánica de México, S .A.
Aceleradores tipo tiuramilo .
Artivi, S .A . de C .V.
Cia . Química Ameyal, S .A.
Micro, S .A.
Novaquim, S .A . de C .V.
Química Heterociclica Mexicana, S .A . de C .V.
Química Orgánica de México, S .A.
Antioxidantes manchantes .
Cía . Química Ameyal, S,A,
Micro, S .A.
Novaquim, S .A . de C .V.
Química Orgánica de México, S .A.
Antioxidantes no
manchantes .
Artivi, S .A . de C .V.
Cia . Química Ameyal, S .A.
Micro, S .A.
Novaquim, S .A . de C .V.
Química Heterociclica Mexicana, S .A . de C .V.
Química Orgánica de México, S .A.
Real Química, S .A .
(Continua . .)
TA5I,A
22
Principales productores de la Industria de Hule Sintético
y Hule- Quimicos
(Contimtacibn)
Producto
Fabricante
Antiozonantes .
Cia . Química Ameyal, S .A.
Micro, S .A.
Novaquim, S .A . de C .V.
Química Orgánica de México, S .A.
Esponjantes .
Cía . Química Ameyal, S .A.
Micro, S .A.
Novaquim, S .A . de C .V.
Protos Productos Químicos, S .A.
Química Heterocíclica Mexicana, S .A . de
C .V.
Quimica Orgánica de México, S .A.
Retardadores .
Cía . Química Ameyal, S .A.
Micro, S .A.
Novaquim, S .A . de C,V.
Protos Productos Químicos, S .A.
Química Orgánica de México, S .A.
Fuente : A .N .I .Q . 1989 .
ADHESIVOS.
La sección de Fabricantes de Adhesivos asociados a - A .N .I .Q . esta constituida por 63 empresas, de éstas, 31 son fa
bricantes y 32 son proveedores de materias primas.
Los 7 tipos de adhesivos observados en la tabla de produc
ciones no son los únicos producidos en el país, sino los de ma
yor importancia, destacando por su volumen aquellos a base de
hules clorados y de acetato de polivinilo.
Consumo Aparente (Toneladas) :
1985
1986
1987
46,253
47,595
54,340
Importación total
213
254
440
Exportación total
66
40
344
46,400
47,809
54,436
Producción total
Consumo aparente total
Durante 1988, la distribución por segmento de mercado de
los adhesivos aqu1 reportados fue la siguiente:
%
Papel
55 .0
Calzado
18 .5
Muebles y madera
13 .1
Automotriz
8 .0
Construcción
0 .9
Otros
4 .5
Total
100 .0
TABLA 25
Principales producciones de la Industria de Adhesivos (Toneladas).
Producto
1983
1984
1985
1986
1987
1988
Adhesivos a base de PVA .
9,282
9,400
9,900
8,600
8,900
8,900
Adhesivos a base de poliuretano .
2,985
2,700
2,800
2,650
2,490
2,500
Adhesivos a base de caseína .
1,540
1,590
1,630
1,700
1,450
1,450
12,750
13,500
13,900
12,800
13,969
11,500
420
425
425
390
390
390
15,770
16,740
16,570
15,753
15,800
15,900
4,150
3,500
4,100
4,390
4,600
4,900
Adhesivos a base de cloropentano
Adhesivos a base de colas .
Adhesivos a base de dextrina .
Adhesivos termofusibles .
Fuente : A .N .I .Q . 1989.
Nota : No se consideran todos los adhesivos fabricados en México, sino sólo los más importantes en cuanto a volumen de producción .
1
- 101 -
TABLA 26
Principales productores de la Industria de Adhesivos.
Producto
Fabricante
Adhesivos a base de
PVA .
Emhart Mexicana, S .A . de C .V.
Forte Industrial, S .A . de C .V.
Henkel Mexicana, S .A . de C .V.
H .B . Fuller de México, S .A . de C .V.
Ind . C .K ., S .A.
Industrias Igam, S .A.
Industrias Resistol, S .A.
Monquimica, S .A.
National Starch and Chemical de México,
S .A . de C .V.
Pegamentos y Aprestos, S .A . de C .V.
Probst, S .A.
Productos Químicos Borden de México, S .A . de C .V.
Productos Químicos Servis, S .A.
Productos Sigma, S .A.
Química Henkel, S .A . de C .V.
Salicilicados de México, S .A . de C .V.
Adhesivos a base de
poliuretanos .
Egon Meyer, S .A.
Emhart Mexicana, S .A . de C .V.
Industrias Resistol, S .A.
K .J . Quinn de México, S .A . de C .V.
Morton Thiokol, S .A . de C .V.
National Starch and Chemical de México,
S .A . de C .V.
Pegamentos Barge, S .A.
Probst, S .A .
(Continua—)
TABLA 26
Principales productores. de la Industrj:a de Adhesivos.
(Continuación)
Producto
Fabricante
Adhesivos a base de
poliuretanos (cont .)
Prod . Ind . Eurotec, S .A . de C .V.
Proveedora Continental, S .A.
Proveedora de Inds . Varias, S .A.
Proveedora Química Borden de México,
S .A . de C .V.
Salicilicatos de México, S .A . de C .V.
Sigma, S .A.
Simón, S .A.
Adhesivos a base de
caseína .
Forte. Industrial, S .A . de C .V.
Henkel Mexicana, S .A . de C .V.
Industrias Resistol, S .A.
National Starch and Chemical de México,
S .A . de C .V.
Pegamentos y Aprestos, S .A . de C .V.
Adhesivos a base de
cloropentanos .
Adhesivos de Cuernavaca, S .A . de C .V.
Emhart Mexicana, S .A . de C .V.
Henkel Mexicana, S .A . de C .V.
H . B . Fuller de México, S .A . de C .V.
Ind . C .K ., S .A.
Industrias Igam, S .A.
Industrias Resistol, S .A.
Monguimica, S .A.
Morton Thiokol, S,A . de C .V.
National Starch and Chemical de México,
S .A . de C .V .
(Continua . .)
T AX- A 26
Principales productores, de la Industri,a
(Continuación)
de, . ' Ahesiyos.
Producto
Fabricante.
Adhesivos a base de
cloropentanos.
(Continuación) .
Pegamentos Barge, S .A.
Pegamentos y Aprestos, S .A . de C .V.
Probst, S .A.
Prod . Quien . Borden de México, S .A . de C .V.
Prod . Quien . Servis, S .A.
Química Henkel, S .A . de C .V.
Salicilicatos de México, S .A . de C .V.
Adhesivos a base de
colas .
H .B . Fuller de México, S .A . de C .V.
Industrias Resistol, S .A.
Monquimica, S .A.
National Starch and Chemical de México,
S .A . de C .V.
Pegamentos y Aprestos, S .A . de C .V.
Probst, S .A.
Prod . Quim . Borden de México, S .A . de
C .V.
Salicilicatos de México, S .A, de C .V.
Adhesivos a base de
dextrina .
Derivados de Almidón y Fécula, S .A.
H . B . Fuller de México, S .A . de C .V.
Henkel Mexicana, S .A . de C .V.
Industrias Resistol, S .A.
National Starch and Chemical de México,
S .A . de C,V,
Pegamentos Medina, S,A.
(Continua . .)
TABLA 26
Principales productores de la Tndustri.a de Adhesivos.
(Continuación)
Producto
Fabricante
Adhesivos a base de
dextrina (cont .) .
Pegamentos Procesados, S .A.
Pegamentos Titanes, S .A.
Pegamentos y Aprestos, S .A . de C .V.
Pegamentos y Engomantes, S .A.
Polypeg, S .A.
Probst, S .A.
Prod . Quim . Borden de México, S .A . de C .V.
Química Roz, S .A.
Adhesivos termofusibles .
Distribuidora Miura, S .A.
Emhart Mexicana, S,A . de C .V.
Franyuti, S .A . de C .V.
H .B . Fuller de México, S .A . de C .V.
Industrias Resistol, S .A.
Jere Industrias, S .A . de C .V .
Monquimica, S .A.
National Starch and Chemical de México,
S .A . de C .V.
Pegamentos y Aprestos, S .A . de C .V.
Probst, S .A.
Prod . Qujn . Borden de México, S .A . de C .V.
Prod . QuTm . Servis, S .A.
Química Henkel, S .A . de C .V .,
Fuente : A .N .I .Q . 1989.
LUBRICANTES, ADITIVOS Y ESPECIALIDADES.
Para fabricar lubricantes terminados y grasas, aditivos y
especialidades, todas las empresas consumZan aceites basicos de Pémex, que es el-flnico fabricante nacional . Desde octubre
de 1986, los déficits de producción que antes importaba Pémex
para reventa son importados directamente por los consumidores.
Pémex también produce aceites lubricantes terminados, al igual
que las 14 empresas que se agrupan en este sector ; la marca co
mercial de Pémex es "Brio".
Los aceites terminados se formulan principalmente con - aceites básicos y con aditivos . Los aditivos, a su vez, son producidos con aceites básicos, algunos petroquímicos y otros
productos.
Los aceites lubricantes han sido clasificados de acuerdo
a estudios del American Petroleum Institute (API) sobre el grá
do de aditivación de un aceite, en estrecha relación con el -servicio que presta . Esta clasificación tiene 2 subtipos:
API
S A®
Subtipo para motor de gasolina .
/
C ®
Subtipo para motor de diesel.
Siglas del
Instituto
En esta clave lo que puede variar es la segunda letra de
cada subtipo (encerrada en un circulo) y avanzara en el alfabe
to según sea su grado de aditivación . Ejemplo : un aceite SC -
tiene mayor aditivación que un aceite SA y su servicio es dife
rente . (SA, SB, SC, SD, SE, SF, SG) y (CA, CB, CC, CD, CE).
Ademas, otra medida común de los aceites lubricantes es el grado de viscosidad SAE (Society of Automotive Engineers),
que se divide en aceites monogrados y multigrados, y en ambos
tipos la numeración aumenta de acuerdo al rango de temperatura
en que mantiene su viscosidad más o menos constante . Ejemplo:
SAE 5 W 10
para temperaturas de 0 a 20°C.
SAE 15 W 40
para temperaturas de-10 a 60°C .
TABLA 27
Principales producciones de la Industria de Lubricantes, Aditivos y
Especialidades (metros cúbicos).
Producto
Aceites lubricantes terminados
1983
1984
1985
1986
1987
1988
551,243
485,119
163,414
442,514
562,254
603,192
Fuente : A .N .I .Q . 1989.
Notas : Las cifras de producción de 1983 incluyen únicamente a las empresas afiliadas
a la A .N .I .Q . y a . Pémex . De 1984.en adelante los datos reportados corresponden a todas las empresas fabricantes de aceites lubricantes.
Pri.ncpal,es. product,ores, de Lubricantes, . Aditivos y Especia
1,idades afiliados a
la
A .N .I .Q.
Aditivos y Lubricantes Especiales, S .A.
Comercial Euzkadi, S .A.
Comercial Roshfran, S .A.
Cia . Gral . de Lubricantes Finos, S .A.
Ingeniería Salas, S .A.
Kluber Lubricaci8n Mexicana, S .A . de C .V.
Lubrimex, S .A . de C .V.
Llantas y Vehículos, S .A.
Mextra, S .A.
Mobil Oil de México, S .A . de C .V.
Productos del Petróleo, S .A.
Texaco Mexicana, S .A . de C .V.
Fuente. ;
A .N .I .Q . 1989 .
PRODUCTOS . QUI:MICOS PARA LA CQNSTRUCCION.
Esta sección de fabricantes de Productos Químicos para la
Construcción esta integrada por 20 empresas, entre las cuales
se incluyen los proveedores de materia prima . Estas empresas
fabrican 4 familias de productos que son : Aditivos para con-creto, impermeabilizantes, selladores y auxiliares ; dentro de
cada familia hay un sinnfiimero de productos para diversas áreas
de la construcción.
Producción:
En 1987 se produjeron 168,611 toneladas de estos productos
y en 1988 bajó a 137,737 toneladas, es decir, hubo un decremento del 18 .3%.
Importación:
Las importaciones hasta 1986 representaron un porcentaje
mínimo del consumo nacional ; en 1987 ascendieron a 3,814 .3 tone
ladas y en 1988 se incrementaron hasta 5,876 toneladas, es decir, un incremento del 53 .8% . Los productos que mayor contribu
ción tuvieron en esta cifra, fueron los impermeabilizantes, cu. yo aumento fue del 94 .8%.
Problematica:
Los fabricantes de estos productos enfrentan el grave pro
blema de contar en el pals tan sólo con un punto de abasteci--miento confiable, tanto en calidad y cantidad, de asfalto, ubicado en Cd . Madero, Tamaulipas .
-TABLA 28
Principales producciones de la Industria de Prod . Químicos para la
Construcción (Toneladas).
Producto
1986
1987
1988
12,865 .
11,268
12,392
11,566
70,247
75,178
79,452
86,160
62,617
6,899
9,039
12,866
11,268
12,329
11,566
4,763
4,339
5,802
4,643
4,161
4,255
42,291
42,360
41,137
53,215
64,161
55,671
1983
1984
6,900
9,040
77,325
Selladores
Auxiliares químicos
Aditivos para concreto
Impermeabilizantes
Membranas de refuerzo y prefabricadas .
Fuente : A .N .I .Q . 1989.
Nota :
Las cifras manejadas fueron rectificadas.
1985
TABLA 29
Principales productores de
para
la
la
Ind, de Productos Químicos
Construcción.
Producto
Fabricante
Aditivos para concre
to.
Adicionantes para Concreto, S .A,
Duro Rock, S .A.
Fester de México, S .A . de C .V.
Imperquimia, S .A . de C .V.
Proconsa, S .A.
Resikum, S .A.
Sika Mexicana, S .A.
Texsa, S .A.
Impermeabilizantes.
Adhesivos y Prod . Quien . Inds ., S .A.
Cia . Industrial de Mexicali, S .A.
Fester de México, S .A.
Imperquimia, S .A . de C .V.
Productos Asfálticos de Tampico, S .A.
Protexa, S .A.
Resikon, S .A.
Sika Mexicana, S .A.
Texsa, S .A . de C .V.
Tlaloc Industrial, S .A.
USM Mexicana, S .A.
Selladores .
Bayer de México, S .A . de C .V.
Dow Corning de México, S .A . de C .V.
Duro Rock, S .A.
Fester de México, S .A.
Imperquimia, S .A . de C .V.
TABLA 29
Principales productores de la Industria de Productos Químicos
para la Construcción.
CContinuacibn)
Producto
Fabricante
Selladores.
(Continuación)
Mastimex, S .A.
Productos Pennsylvania, S .A.
Proconsa, S .A.
Protexa, S .A.
Resikon, S .A.
Sika Mexicana, S .A.
Tlaloc Industrial, S .A.
USM Mexicana, S .A . de C .V.
Wacker Mexicana, S .A . de C 1 V.
Auxiliares químicos . Adicreto, S,A.
Duro Rock, S .A.
Fester de México, S .A.
Imperquimia, S .A . de C .V.
Proconsa, S .A.
Sika Mexicana, S .A.
Membrana de refuerzo Cia . Industrial Mexicali, S .A.
y prefabricadas .
Fester de México, S .A.
Imperquimia, S .A . de C .V.
Proconsa, S .A.
Resikon, S .A.
Sika Mexicana, S .A.
Fuente : A .N .I .Q . 1989 .
AGROQUIMI :COS.
La industria de los productos químicos destinados a incrementar la productividad agrI .cola y a preservar la salud, mostró
en 1988 variaciones importantes en su producto, como consecuencia de la situación de la agricultura en México . Estos productos se dividen en 2 grupos : Fertilizantes y Plaguicidas . Los fertilizantes son productos químicos que contienen nitrógeno,
fósforo o potasio principalmente y cuya función primordial es la de constituirse en fuente de nutrientes para las plantas.
Los plaguicidas son aquellas sustancias o mezclas que se destinan a destruir, controlar, prevenir o repeler la acción de cual
quier forma de vida animal o vegetal perjudicial.
La información aquí recabada corresponde a fertilizantes nitrogenados y fosfatados, pues son los de mayor consumo en el
' pals . Todas las cifras, en este caso, se reportan en términos de nutrientes, es decir, nitrógeno o pentbxido de fósforo, la forma comunmente utilizada para ello.
En el renglón de plaguicidas, únicamente se reportan los insecticidad DDG, BHC, toxafeno, parationes y servin,así como
los herbicidas, ácidos 2,4-D y 2,4,5-T, productos utilizados ampliamente en el sector agrícola.
Las empresas que se contemplan por ser las mas importantes
son : Fertilizantes Mexicanos, S .A ., Pémex, Polaquimia, S .A ., -Univex, S .A . de C .V.
Aunque dentro del sector ágroquimico de fertilizantes se --
cuenta con 3 empresas, sólo una, que es Fertimex, tiene como su giro principal la fabricación de fertilizantes, respecto a
las otras 2, Pémex y Univex, su giro principal es la produc--ción del petróleo, por lo que su contribución es via sulfato de amonio como subproducto, que normalmente comercializa Ferti
mex.
Capacidad Instalada:
La capacidad instalada para el sulfato de amonio es de -98%, en el caso de los plaguicidas se tiene un valor promedio
del 46%, sin embargo las variaciones son muy grandes entre los
productos dependiendo de las necesidades de éstos en el agro mexicano, ya que incluso hay casos con una utilización del - 106%.
Producción:
La producción varia de acuerdo al producto, ya que en algunos casos la producción subió con respecto a 1987 en 1 .3% -sulfato de amonio, 74 .5% nitrato de amonio, 1 .3% superfosfato
triple y simple 13 .5% .
Asi también algunos insecticidas como
el hexaclorobenceno con 12 .9% y el paratión metilico 20 .8%.
En los casos en que la producción bajó están el amoniaco
anhidro con -2%, la urea con -6% y las fórmulas complejas NPK
con -15 .4% como fertilizantes . Como plaguicidas sobresale el
caso del DDT con -25% .
Comentarios:
.La industria de producción de los fertilizantes esta re-servada'al Estado, a través de la empresa Fertimex.
La producción de cualquier plaguicida requiere de permiso
petroquímico aun cuando no se consideren compuestos petroquimi
cos secundarios.
Tiene además regulaciones en su producción, manejo, trans
portación y utilización final en el campo y ésto se puede observar en la Ley de Sanidad Fitopecuaria, la Ley de Salud, la
Lay Federal de Protección al Ambiente, etc .
TABLA 23
Principales producciones de la Industria de Agroquímicos (Toneladas).
1983
1984
1985
1986
1987
1988
Urea (en base a N).
449,534
486,849 .
631,092
595,237
639,408
601,062
Sulfato de amonio (en base
317,136
365,750
391,162
359,919
340,862
345,282
37,780
37,242
37,219
35,091
53,955
94,135
Fórmulas complejas . (en'base
a N) .
56,947
69,015
73,588
63,819
146,901
124,226
Superfosfato triple (en base
a P2O5).
125,150
114,096
118,036
98,994
106,720
108,100
Superfosfato simple (en base
a P2O5).
59,966
45,765
62,740
44,180
44,600
50,600
148,057
179,989
191,862
154,332
375,840
317,660
1,147
738
2,147
1,650
2,200
1,647
1,431
1,172
1,424
1,441
1,366
1,543
999
797
818
28
491
Paration Metilico.
3,429
5,074
3,135
2,321
2,805
*Paration etílico
---
Producto
a N).
Nitrato de amonio (en base
a N).
Fórmulas complejas (en base
a P2 O 5 ).
DDT (Dicloro Difenil Tricloro
etano.
BHC (Hexaclorobenceno).
Toxafeno (Canfeno clorado).
1,096
2,588
TABLA 23
Principales producciones de la Industria de Agroquimicos (Toneladas)
(Continuación)
Producto
Acido 2,4, Dicloro fenoxiacético (mat . prima para herbici
da) .
1983
1984
1985
1986
1987
1988
1,631
2,128
2,289
859
2,094
2,662
**Acido 2,4,5, tricloro fenoxia
cético . (mat . prima p/herbicida.
Notas : * De 1981 a 1984 y de 1986 a 1988, la capacidad instalada se utilizó para producir paratión metilico.
** No hubo producción por falta de materia prima.
Todas las cifras son en relación a los siguientes productores : Fertilizantes Mexicanos,. S .A . (Fertimex), Pémex y Univex, .S .A.
TABLA 24
Principales productores de la Industria de Agroqulmicos.
Producto
Fabricante
Urea (en base a N).
Fertilizantes Mexicanos, S .A.
Sulfato de amonio
Fertilizantes Mexicanos, S .A.
Pémex
Univex, S .A.
(en base a N).
Nitrato de amonio
Fertilizantes Mexicanos, S .A.
(en base a N).
Fórmulas complejas
Fertilizantes Mexicanos, S .A.
(en base a N).
Superfosfato triple
(en base a P205).
Fertilizantes Mexicanos, S .A.
Superfosfato simple
(en base a P 205 ).
Fertilizantes Mexicanos, S .A.
Fórmulas complejas.
Fertilizantes Mexicanos, S .A.
(en base a P205).
D D T
Fertilizantes Mexicanos, S .A.
B H C
Fertilizantes Mexicanos, S .A.
S .D .S . Biotech de México, S .A.
(Produjo hasta mayo de 1984).
Toxafeno
Fertilizantes Mexicanos, S .A .
TABLA 24
Principales productores de la Industria de Agroquímicos
(Continuación)
Producto
Fabricante
Paratión metilico .
Fertilizantes Mexicanos, S .A.
Paratión etílico .
(De 1981 a 1984 y de 1986 a 1988 la capacidad instalada se utilizó para producir
paratión metilico).
Acido 2,4-Diclorofenoxiacótico.
Polaquimia ;., S .A . de C .V.
Acido 2,4,5-Tricloro Polaquimia ;, S .A . de C .V.
fenoxiacético.
Fuente : A .N .I .Q . 1989 .
COLORANTES Y PIGMENTOS.
Los colorantes, al igual que los pigmentos, son productos
cuya importancia se puede observar cotidianamente debido a que
son materias primas de sectores como el textil, pl .sticos, pin
turas, alimentos, etc.
Esta industria en su conjunto engloba dos grandes grupos:
el sector de colorantes y el sector de pigmentos tanto orgánicos como inorgânicos.
Consumo Aparente:
El total en 1988 fue de 46,789 toneladas, de las cuales 7,333 correspondieron a colorantes, 9,649 a pigmentos y 29,807
a bióxido de titanio:
Capacidad Instalada:
La capacidad instalada en 1988 correspondiente a colorantes,,pigmentos y bióxido de titanio fue de 11,864, 10,650 y -52,000 toneladas respectivamente, lo que da un total de 74,514
toneladas.
Producción:
La producción total del sector en 1988 fue de 63,821 tone
ladas, correspondiendo el 11 .5% a colorantes, 10 .8% .a pigmen-tos y 77% a bióxido de titanio .
- 122 -
Importación:
Las importaciones registradas durante 1988 fueron las siguientes :
Colorantes
Pigmentos
1,973 tons.
374 tons.
Bióxido de Titanio .
1,346 tons.
T o t a 1 .
3,693 tons .
TABLA 30
Principales producciones de la Industria de Pigmentos y Colorantes (Toneladas).
Producto
1983
1984
1985
1986
1987
.1988
Colorantes acidos
540
482
401
450
260
270
Colorantes básicos
740
627
764
829
1,230
. .1,165
Colorantes directos
560
534
491
484 -
393
396
Colorantes dispersos
1,920
1,336
1,491
1,460
1,220
1,689
Colorantes solventes
128
139
145
100
118
188
Colorantes para alimentos
250
292
316
417
322
463
Otros colorantes
550
1,306
1,651
1,542
2,634
1,131
40,489
44,723
44,982
49,273
49,020
49,607
Pigmentos inorgánicos
4,100
4,597
4,687
4,469
5,107
4,501
Pigmentos orgánicos
2,310
2,356
2,506
2,275
2,351
2,411
Bióxido de titanio
Fuente : A .N .I .Q .
1989.
- 124 -
TABLA 31
Principales productores de la Ind . de Pigmentos y Colorantes.
Producto
Fabricante
Colorantes acidos.
Anyl-Mex, S .A . de C .V.
BASF Mexicana, S .A . de C .V.
Ciba-Geigy Mexicana, S .A . de C .V.
Colorquim, S .A . de C .V.
Pyosa, S .A . de C .V.
Química Hoechst de México, S,A . de C .V.
Colorantes bâsicos .
Anyl-Mex, S .A . de C .V.
Ciba-Geigy Mexicana, S .A . de C .V.
Colorquim, S .A . de C .V.
Mexim, S .A . de C .V.
Química Hoechst de México, S .A . de C .V.
Colorantes directos .
BASF Mexicana, S .A . de C .V.
Ciba-Geigy Mexicana, S .A . de C .V.
Colorquim, S .A . de C .V.
Pyosa, S .A . de C .V . '
Colorantes dispersos .
Anyl-Mex, S .A . de C .V.
BASF Mexicana, S .A . de C .V.
Ciba Geigy Mexicana, S .A . de C .V.
Colorquim, S .A . de C .V.
Pyosa, S .A . de C .V.
Química Hoechst de México, S .A . de C .V.
Colorantes solventes .
BASF Mexicana, S .A . de C .V.
Ciba Geigy Mexicana, S .A . de C .V.
(Continua . .)
HABLA 31
Principales productores de . la Ind . de Pigmentos y Colorantes.
(Continuación)
Producto
Fabricante
Colorantes solventes .
(Continuación)
Colorquim, S .A . de C .V.
Mexim, S .A . de C .V.
Pyosa, S .A . de C .V.
Colorantes para allmentos .
Pyosa, S .A . de C .V.
Warner Jenkillson, S .A . de C .V.
Otros colorantes .
Anyl-Mex, S .A . de C .V.
BASF Mexicana, S .A . de C .V.
Ciba-Geigy Mexicana, S .A . de C .V.
Colorquim, S .A . de C .V.
Mexim, S .A . de C .V.
Pyosa, S .A . de C .V.
Quimica Hoechst de México, S .A . de C .V.
Sulcolor, S .A . de C .V.
Bióxido de titanio .
Du Pont, S .A . deC .V.
Pigmentos Inorgánicos .
BASF Mexicana, S .A . de C .V.
Colorquim, S .A . de C .V.
Du Pont, S .A . de C .V.
Ferro Mexicana, S .A . de C .V.
Pyosa, S .A . de C .V.
Pigmentos orgánicos .
BASF Mexicana, S .A . de C .V.
(Continua—)
TAPLA 31
Principales productores de. la Ind . de Pigmentos y Colorantes.
(Continuación).
Producto
Fabricante
Pigmentos orgánicos .
(Continuación) .
Colorquim, S .A . de C .V.
pyosá, S .A . de C .V.
Química Hoechst de México, S .A . de C .V .
Fuente : A .N .I .Q . 1989.
JABONES Y DETERGENTES
La limpieza ha sido una preocupación fundamental en el desarrollo social y sanitario del hombre, ya que éste ha establecido lineamientos de sanidad social, ademas de estéticos.
esta manera, desde tiempos remotos las distintas civilizaciones
han empleado sustancias limpiadoras conocidas con el nombre de
jabones, los cuales son saponificaciones de grasas animales y vegetales, que tienen la capacidad de "limpiar", entendiéndose
por este término, a la remoción o eliminación de materia no deseable, de alguna persona, objeto o material ; dichas sustancias
presentan la desventaja de precipitarse al entrar en contacto con sales de Ca y Mg, presentes en aguas duras, sin embargo y pese a este problema se han seguido empleando . Asimismo, el de
sarrollo de la Industria Petroquímica dio origen a una familia
de compuestos cuyas eficiencias y economías de proceso supera-ban a sus compuestos predecesores ; dichos compuestos fueron los
alquil bencen sulfonatos (ABS), los cuales no precipitan con sa
les de Ca y Mg y cuya fuerza tensoactiva es mayor, realizando con ésto una remoción más eficiente de la suciedad, en todo caso, los detergentes se han definido como sustancias que limpian
sin causar abrasión ni corrosión ; de tal manera que en la actua
lidad los detergentes como derivados de la petroquímica realizan funciones diversas, de manera independiente a su uso limpia
dor, así, estos compuestos se utilizan para geles en cosméticos,
espumas para afeitar, aerosoles, soluciones para lentes de con-
tacto, emulsificantes, shampoos, etc . Sin embargo, de manera paralela al uso y producción de
los
detergentes, se empezaron a
notar problemas en los cuerpos de agua, producidos en gran medi
da por la gran cantidad de espuma generada ; sin considerar los
posibles problemas producidos por la generación de contaminantes tóxicos en sus procesos productivos . Por todo lo anterior,
se hace patente el interés y la importancia de este sector industrial, aunado esto con las divisas generadas por la comercia
lización de los productos terminados, los cuales, aunque no son
muy grandes en valor, representan un pequeño porcentaje signifi
cativo de la generación de divisas por parte del sector manufac
turero global, que de manera concreta conllevan al desarrollo y
mantenimiento de la Industria en México, factor por demás impor
tante en la evolución de la sociedad.
La industria de los detergentes, desde un punto de vista geográfico y de potencial productivo, se ubica en 87 plantas -distribuidas heterogéneamente en el territorio nacional, siendo
la zona de concentración el Distrito Federal, Zona Metropolitana y el Estado de Jalisco (Tabla 32) . Requiriendo entonces, en
virtud del tamaño y número de plantas, un . total de 10,516 trabajadores, distribuidos entre obreros y empleados administrativos (Tabla 33) . Dicha fuerza productiva genera una producción
que se analiza a continuación,
En cuanto a la producción, se puede observar que el volu-men productivo en cualquiera de los 3 principales productos del
sector (_jabón para tocador, jabón de lavandería y detergentes),
TAM,A
32
Distribución Geográfica de la Industria
de los Detergentes
Entidad
Distrito Federal y Zona Metropolitana
Jalisco
Estado de México
Michoacan
Veracruz
Guerrero
Yucatan
Tamaulipas
Coahuila
Puebla
Hidalgo
Colima
Oaxaca
Guanajuato
Nuevo León
Morelos
Durango
Nayarit
San Luis Potosi
No . de empresas
38
18
4
2
2
2
2
1
1
2
3
2
3
2
1
1
1
1
1
Fuente : Câmara Nacional de lá Industria de Aceites, Grasas y Jabones . 1987.
TAELA 33
Empleo generádo por
la
Industria de los Detergentes*
Año
Obreros
Empleados
1982
6,586
3,684
10,270
1983
7,272
3,388
10,660
1984
6,786
3,112
9,898
1985
6,870
3,459
10,329
1986
6,952
3,564
10,516
*
Total
Personas
Fuente : Camara Nacional de la Industria de Aceites, Grasas y
Jabones . 1987.
no ha podido equilibrar e .l volumen de la capacidad instalada, espec1fica para cada uno de los productos ;mencionados ; de esta
manera y en base a la información obtenida, para el año de 1986,
la capacidad instalada para cada producto fue de : jabón de toca,
dor 144,000 tons ; jabón de lavandería 217,000 ; y detergentes -800,000 ; siendo las producciones maximas alcanzadas de 89,756,
180,437 y 635,975 toneladas respectivamente para el mismo año
(Tabla 34) ;. sin embargo, la tendencia observada con respecto al
año anterior (1985) fue de decremento del volumen productivo pa
ra los jabones, debido principalmente a una disminución en el abastecimiento de materias primas ; sin embargo, dichas produc-clones alcanzaron un incremento significativo en su valor comer
cial, lo que se puede atribuir a un aumento en el costo del pro
ducto, lo cual se representa con la obtención de mayores divi-sas, aunque cabe aclarar que se debe de considerar la tasa in-flacionaria para obtener las ganancias netas en proporción a -las obtenidas en 1986 con respecto al año inmediato anterior.
Por otro lado, a partir de 1982 se ha observado un incremento constante en cuando al volumen producido y su valor comercial correspondiente, a excepción del caso particular del ultimo año
de registro ; de lo cual se desprende que, los detergentes constituyen el principal producto de importancia manufacturado por
este sector industrial, seguido por el jabón de lavandería (Tabla 34) . Por todo lo anterior, se comprende el comportamiento
del consumo de materias primas, que se analiza a continuación.
Para analizar este indicador económico, en función de los
TAIKA 3 4
Producción por tipo de Producto y Capacidad Instalada
Valor de
la produc .**
Capacidad
instalada*
72'684
4'311,930
-
1983
78,066
10'349,230
-
1984
89,852
20'250,086
-
1985
89,756
46'491,234
144,000
1982
155,520
4 1 793,216
-
1983
164,834
11'302,188
-
1984
162,988
18'270,774
-
1985
186,038
34'534,462
-
1986
180,437
49'850,875
217,000
1982
629,062
19'555,992
-
1983
622,729
43'747,997
-
1984
617,042
71'562,110
-
1985
642,573
107'101,972
-
1986
635,975
195'896,313
880,000
Producto
Año
Jabón de
tocador
1982
Jabón de
lavandería
\
Detergentes
Producción*
* Toneladas
** Miles de pesos
Fuente : Cámara Nacional de
Jabones . 1987.
la
Industria de Aceites, Grasas y -
términos de producción, se separáis para su mejor anâlisis de -acuerdo al producto . En el caso de los jabones, se observa una
disminución en el consumo de sus principales insumos, como son:
sebo, aceite de coco y brea ; razón por la cual la producción de
estos disminuyó en el mismo periodo de tiempo ; sin embargo,
otros insumos registraron incrementos, lo cual debe tomarse no
como un mal manejo de los procesos productivos, sino como un -sesgo ocasionado por manejar información de varios insumos agru
pados bajo un sólo rubro, tal es el caso de los silicatos, - otras grasas y sosa ; este Gltimo debido a su continuo e impor-tante papel en la manufactura de estos productos (Tabla 35).
Con respecto a los detergentes, y en virtud de que es el enico producto que no registra decrementos de ningún tipo, sus
insumos se han mantenido bajo una tasa de consumo de incremento
constante, tal y como se aprecia en la Tabla 35 ;sin embargo, 2
de ellos, el tripolifosfato de sodio y los silicatos, muestran
pequeñas disminuciones en su consumo, lo que relacionado a su
volumen productivo de incremento constante, sugiere una mayor productividad de este grupo, es decir que se ha aumentado la -eficiencia de aprovechamiento de estos insumos en relación a -otros, en los procesos de fabricación.
De acuerdo con su producción, es predecible decir que los
detergentes son el producto de mayor consumo en el
pals,
prece-
dido por los jabones de lavander1a y finalizando con los jabo-nes de tocador ; sin embargo, es necesario aclarar que las dife- ,
rencias en el consumo son demasiado grandes y por lo tanto sig-
TABLA 35
Consumo de Materias Primas*
Producto
Materias primas
Otras
Sosa
grasas
Año
Sebo
Aceite de
coco
1982
1983
1984
1985
1986
90,162
119,133
142,180
139,390
39,717
49,948.
42,698
47,687
43,421
Producto
Año
Dodecil
benceno
Oleum
Azufre
Sosa 100%
Detergen
tes .
1982
1983
1984
1985
1986
109,053
106,784
100,286
90,687
105,847
57,307
47,899
47,918
40,646
43,486
7,589
7,735
6,648
7,585
8,127
20,184
21,026
25,181
27,353 .
31,399
Jabones
97,281
14,021
15,083 '
10,738
17,535
19,697
22,114
26,695
36,289
43,522
44,928
Tripolif .
de sodio.
136,050
130,444
124,122
119,348
119,192
Brea
Silicato
1,634
3,435
2,987
3,046
2,427
12,-469
14,823
15,906
13,949
. 17,290
Silic .
Silic.
216,658
218,232
229,282
221,017
246,464
126,906
115,800
78,477
80,365
80,300
* Toneladas.
Fuente :
Camara Nacional de la Industria de Aceites, Grasas y Jabones . 1987.
ni.ficativas, en función de
la
ppb.lación consumidora, es decir
que los productos elaborados por este sector industrial poseen
una gran demanda entre la población, lo cual se corrobora al ob
servar los consumos per capita de cada producto . Bajo este pun
to de vista, los jabones ofrecen una tasa de incremento constan
te aunque poco significativa a partir de 1982, mientras que los
detergentes han visto disminuido su consumo de manera analoga al de los jabones, se puede ver que los detergentes se emplean
por arriba de 3-4 veces el consumo de los jabones de lavandería
y 7-8 veces por arriba de los jabones de tocador ; este fenómeno
explica el porqué la producción de detergentes sigue en aumento, y se sitúa como pilar fundamental de este sector (_Tabla 36).
Este sector industrial se caracteriza por su función meramente maquiladora de ciertos productos, con la finalidad de satisfacer la demanda interna únicamente, sin miras o propósitos
de producir excedentes para exportación . De esta manera, el comercio exterior se consideraría nulo, si no se consideran las
importaciones de materias primas para su evaluación ; así el co
mercio exterior tiende a una balanza negativa al importar sebo
(materia prima para jabones), ya que no existen ventas foraneas
que generen las divisas que se ocupan en la compra de este tipo
de materiales (Tabla 37) .
TABLA 36
Consumo per-capita por producto
Consumo Per-capita*
Producto
A ñ o
Jabón de
Lavandería
1982
1983
1984
1985
1986
2 .13
2 .21
2 .14
2 .39
2 .27
Jabón de
Tocador
1982
1983
1984
1985
1986
0 .99
1 .04
1 .18
1 .19
1 .13
Detergentes
1982
1983
1984
1985
1986
8 .61
8 .34
8 .08
8 .24
8 .00
* Kilogramos/año.
Fuente : Cámara Nacional de
Jabones . 1987.
la
Industria de Aceites, Grasas y
TABLA 3 7
Importación de Sebo (Materia prima para jabones).
Año
Importación*
1982
72,020
1983
77,835.
1984
87,073
1985
108,481
1986
112,996
* Toneladas.
Fuente : Cámara Nacional de lá Industria de Aceites, Grasas y Jabones . 1987.
FARMACEUTICA
La Industria Farmacéutica, por su importancia y complejidad,
abarca 2 grandes etapas en la producción de medicamentos, una de
ellas compresnde la fabricación de las materias primas para los
medicamentos (Farmoquímica) y la otra la formulación para cada
producto en sí (Farmacéutica), razón por la cual serán tratadas
de esta forma.
Farmoquímica.
El continuo avance médico ha impulsado a la Industria Farmoquímica, que es el sector productivo de los principios activos y formulaciones con uso terapéutico que son tomados como ma
teria prima por la Industria Farmacéutica para manufacturar lo
que se conoce como medicinas, es pues importante la influencia
que tiene el sector farmoquímico sobre la Industria Farmacéutica.
La industria procesadora cuenta con 88 plantas productoras distribuidas heterogéneamente en el país, número mucho menor al de
la Industria Farmacéutica, pero que cubre satisfactoriamente las
necesidades de esta última, aunque es de esperarse un aumento productivo, pues la sociedad crece y genera cada vez mayor deman
da en el número de satisfactores . La fuerza productiva del sec
tor farmoquímico se concentra en : Distrito Federal, Estado de México y Morelos (Tabla laboral) . Su Euerza laboral suma 7,501
personas, no representa fuertes divisas al país, pues su infraestructura y fuerza laboral son poco significativas, comparadas
con la Industria Farmacéutica, el total de personal comprende los
siguientes grupos : Administración y ventas, , técnicos y obreros ;
TABLA. 38
Distribución GeogrAfi;ca de. la Industziá FaxxnaGoquimica.
Entidad
No . de plantas
Estado de México
31
Distrito Federal
18
Morelos
11
Puebla
7
Nuevo León
3
Jalisco
3
Guanajuato
3
Coahuila
3
Aguascalientes
3
Veracruz
2
Tlaxcala
2
Michoacán
1
Baja California Norte
T o t a 1
88
Fuente : La Industria Farmacéutica en Cifras . CANIFARMA . 1988.
los cuales, vistos en volumen, representan el mayor porcentaje
de la fuerza laboral (Tabla 39).
Por otra parte, al igual que la Industria Farmacéutica, de
bido a la escasez de información, sólo es posible analizar los
aspectos económicos relevantes de este sector, en función de -los valores comerciales generados por concepto de ventas, pro-ducción, costos de materias primas, importaciones, consumo aparente y autoabastecimiento ; lo que podría explicar en parte un
comportamiento en base a volúmenes, considerando para esto las
posibles fluctuaciones del valor comercial en los últimos años
y los desequilibrios económicos generados por estos . De esta
manera tenemos para cada uno de los indicadores económicos un breve análisis.
Las ventas generadas por este sector han observado un in-cremento significativo a partir de 1980, debido a un aumento en
la'demanda interna, observada a partir de la misma fecha, lo -cual pudiera interpretarse en términos de producción como una mayor productividad, la cual está compuesta por un alto volumen
productivo y una generación de ingresos proporcional a la capacidad instalada ; es decir, la producción ha aumentado trayendo
con ello beneficios económicos, de tal manera que el desequilibrio creado por los grandes volúmenes importados tienda a equili
brarse, aunque esto último disminuya las ganancias globales en
términos de ingresos (por ventas) y egresos (por importaciones)
(Tabla 40).
En cuanto a importaciones, se ha observado que dentro del
periodo 1980-1983, la demanda interna ocasionó un desequilibrio
TASI{A 39
Empleos generados por la . Industra Fa-rmogufmca
Grupo
No . de Personas
Administración y Ventas
2,161
Técnicos
1,139
Obreros
4,201
T o t a l
7,501
Fuente : La Industria Farmacéutica en Cifras . CANIFARMA . 1988.
'TABLA 40
Indicadores Económicos de la Industria Farmoquimica*.
Años
1980
1981
1982
1983
1984
1985
1986
1987
Ventas
3,866
5,664
8,931
28,608
40,143
86,053
150,810
368,294
Costos de produc-
3,393
5,688
8,573
20,377
36,115
59,142
102,094
252,672
72
64
57
68
68
71
7'5
78
Importaciones
4,649
6,282
11,895
21,150
24,265
50,362
78,650
202,182
Consumo Aparente
8,515
11,946
20,826
49,750
64,408
136,415
229,460
570,476
45
47
43
57
62
63
66
65
Concepto
ción .
Costos de materia
prima .
% Autoabastecimien
to .
Fuente :
*
La Industria Farmacéutica en Cifras .
Millones de pesos.
CANIFARMA .
1988 .
económico, al importar mayor volumen (en términos de valor co-mercial) que el generado nacionalmente.
Este comportamiento ha ido en descenso a partir de 1983, aunque cabe aclarar que los porcentajes comparativamente hablan
do, entre las importaciones y las ventas, se han situado en un
50% aproximadamente cada una, para cumplir con la demanda, gene,
rando un 65% de autoabastecimiento y el resto corresponde al vo
lumen importado ; de esta manera se puede analizar que la Industria Farmoquimica posee poca fuerza generadora de productos y de divisas, por lo que podría situarse dentro de los últimos lu
gares de importancia para la economía nacional, todo esto generado en parte por la tecnología obsoleta que coloca a la produc
ción nacional en un lugar sin importancia, aunado a lo cual, -las pocas inversiones de este giro complementan la problematica
de la farmoquimica en nuestro pals (Tabla 40).
Aunque la escasa producción de farmacoquimicos la sitúa en
desventaja económica, el consumo de sus productos ha ido en aumento a partir de 1980, de manera estable y constante, lo que resulta paradójico al compararla con el autoabastecimiento exis
tente ; todo esto ocasionado ponlas pocas inversiones existen-tes, tecnología obsoleta y la presencia de numerosas empresas trasnacionales que utilizan al pals como "maquilador" de produc
tos terminados, lo que explica las grandes diferencias observadas entre la rama farmacéutica y la farmoquimica ; además de que
los productos terminados, son los que cumplen con la demanda al
usuario final y la farmacología sólo funciona de base en un 65%
a la productora de enseres terminados (farmacéutica), siendo im-
portante señalar que tal vez el descontrol de precios en medica
mentos de patente sea debido a los altos costos de producción generados a su vez por el desequilibrio comercial existente - (Tabla 40).
Como se ha venido observando, el desequilibrio de la balan
za comercial ha ocasionado que los costos de producción aumenten considerablemente, lo cual se observa a partir de 1980, aun
que en 1986-1987, el incremento en los costos productivos y de
materias primas, han ocasionado un aumento general de precios
en productos terapéuticos, asi como una disminución en el auto
abastecimiento, debido a la incosteabilidad de algunos productos . De tal manera que todos los factores mencionados, de mane
ra conjunta han originado un gran déficit en materias primas -(producción de farmoquimicos), que se puede observar internacio
nalmente, al manejar las cifras deficitarias en dólares, debido
a que el valor y tal vez el volumen importados, generaron pérdi
das en el comercio exterior (Tablas 40 y 41).
En cuanto a productos, se observa una gran cantidad de - ellos con acción terapéutica, razón por la cual solo se analizan los grupos mas importantes (Tabla 42) . .y dentro de estos, a
los que debido a su particular clase terapéutica demandan un ma
yor volumen productivo (Tabla 43), sobresaliendo entre estos, el grupo de antibióticos, el cual, debido a su importancia económica, terapéutica y contaminante, es analizado de manera particular, al igual que los productos biológicos, hormonales y vi
taminas, debido a que representan la base de la Industria Farmo
TABLA 41
Balanza Comercial de la Industria Farmoquimica*.
Años
1980
1981
1982
1983
1984
1985
1986
1987
Total importaciones
317
336
264
176
198
276
209
235
Total exportaciones
98
126
97
106
92
103
151
150
-219
-210
-167
-70
-106
-173
-58
-85
Concepto
Balanza comercial
*
Millones de pesos.
Fuente : La ITdustria Farmacéutica en Cifras . CANIFARMA . 1988.
TABLA 42
Principales Grupos de Fáa4macos
Alcoholes
Fenobarbitol
Alcaloides
Compuestos de potasio
Anfetaminas
Purinas
Antibióticos
Piridinas
Barbitúricos
Sales de plata
Cloruro de bencilo
Sulfas
Compuestos de bismuto
Turbentina
Compuestos de bromo
Fenantoquinona
Cloruro de cobalto
Fenantreno
Demerol
Alcohol fenetilico
Compuestos de mercurio
Fenetolato
Aceites Minerales
Fenetil salicilato
Peróxicos organicos
TABLA 43 .
Principales p roductos Farmacéuticos.
Producto
Clase Verapéutica
Valium
Librium
Dorvon compuesto-65
Tetraciclina
Premarin
Empirín compuesto/codeína.
Ampicilina
Lasix
Ataráctico
Ovral
V-cilin K
Indocina
Donatal
Hidrodiuril
Dimetap
Acifed
Lanoxin
Benadril
Fenobarbital
Eritrocina
Aldomet
Acromina V
Diuril
Somicina
Ovulen 21
Diazida
Ataráctico
Analgésico
Antibiótico
Hormona
Analgésico/antipirético.
Antibiótico
Diurético
Anticonceptivo
Antibiótico
Analgésico/antipirético/antinflamatorio.
Ansipasmódico
Diurético
Antihistaminico
Antihistaminico
Digitalizador
Antihistaminico
Barbitórico
Antibiótico
Antihipertensivo
Antibiótico
Diurético
Antibiótico
Anticonceptivo
Diurético/antihipertensivo
(Continua . .)
TABLA 43
Principales Productos Farmacéuticos.
(Continuación)
Producto
Clase. Terapéutica
Alca butazolidin
Thiroides
Fiorinal
Librax
Ornade
Analgésico
Hormona
Analgésico
Ataráctico.
Antihistaminico
Torazin
Elavil
Dilantil sódico
Melaril
Orinase
Fenafen/codeina
Triavil
Prédnison
Ataráctico
Antidepresivo
Anticonvulsionante
Ataractico
Antidiabético
Analgésico
Antidepresivo
Esteroide adrenocorticoide
Orto-novum
Clorotrimetón
Gastrisin
Dalman
Anticonceptivo
Expectorante
Antibacterio (urinario)
Hipnótico (sedante)
Antihistaminico
Analgésico
Digitalizador
Antibiótico
Antihipertensivo
Antivert
Darvon
Digoxin
Cleocin
Aldoril
química, desde un punto de vista de. material básico para produ
cir principios activos y formulaciones terapéuticas.
De estos productos, los más importantes por su volumen de
consumo y/o prescripción médica, son:
1) Antibióticos
6) Cardiovasculares
2) Analgésicos
7) Sedantes e hipnóticos
3) Preparaciones frias
8) Diuréticos
4) Hormonas
9) Antiespasmódicos.
5) Ataráxicos
10) Vitaminas.
De acuerdo a lo anterior, la atención se debe centrar en los productos antibióticos, razón por la cual se presenta su -clasificación en la Tabla 44 .
TABLA 44
Fame de. Ant4,bióti,cos .
1) Azucarados (carboh .idrátados).
Macrociclicos con anillo de lactona (lactámicos).
3) Con esqueleto de. quinona.
4) Aminoácidos.
5) De sistema heterociclico con nitrógeno y/o azufre.
6) De sistema heterociclico con oxigeno.
7) Con esqueleto aliciclico.
8) Con esqueleto aromático.
9) De cadena alifática .
Farmacéutica.
El desarrollo de la ciencia médica y de la tecnología a su
servicio, ha contribuido en parte a desequilibrar las tasas res
pectivas de natalidad y mortandad, al disminuir esta última, co
mo consecuencia directa del incremento en el tiempo de vida pro
medio del hombre, el cual a su vez ha sido incrementado al contar con las bases teóricas y prácticas de una educación médica,
así como el hecho del aumento de productos médicos encaminados
a mantener y restablecer la salud a nivel individual y nacio-nal . Estos productos se agrupan bajo un mismo rubro, llamado Industria Farmacéutica, la cual es motivo de atención para los
sectores público y privado, los cuales deben de . esforzarse por
mantener la conservación de la misma, en virtud de la gran importancia que tiene este sector industrial, como factor principal en la carrera por alcanzar el objetivo del goce pleno del derecho a la salud ; todo lo cual se ve reflejado en el bienes-tar social . Asimismo, la Industria Farmacéutica es importante
desde un punto de vista económico, ya que ocupa un lugar destacado dentro del contexto económico industrial del pals, debido
a su participación en la generación de divisas, empleos y de--sarrollo tecnológico, que reditúa en la producción de mejores productos y en mayor cantidad . De esta manera,
Farmacéutica, que comprende
la
la
Industria --
producción de medicamentos en --
sus diversas presentaciones comerciales y/o de administración,
generó 1'004,814 millones de pesos en 1987, como producto inter
no bruto, Que comparado con respecto a 1986 (413,089 millones de pesos), representa una diferencia significativa de 591,725 millones, es decir, la participación de este sector industrial
en la generación de divisas para el país, se incrementó en un 143 .24% con respecto al total de 1986, cabe aclarar también,
que el producto interno bruto (RIB) farmacéutico representa con
respecto al generado por la Industria Química (8'892,159 millones de pesos) en 1987, el 11 .25% aproximadamente..
En base a todo lo anterior, nos podemos dar cuenta de la importancia que la Industria Farmacéutica tiene en la economía
nacional y en el bienestar social . De la misma manera, dicha
industria se encuentra heterogéneamente distribuida en el terri
torio nacional, siendo los siguientes Estados, los que cuentan
con una mayor concentración de plantas productoras : Distrito Fe
deral, Jalisco, Puebla, Morelos y Querétaro, y los que cuentan
con el menor número de plantas farmacéuticas son : Hidalgo, Sono
ra y Chihuahua (Tabla 45).
Por otra parte, durante 1987 la Industria Farmacéutica fue
de los sectores manufactureros que más empleos generó (36,283
personas), debido a sus múltiples actividades productivas y de
comercialización, siendo los rubros de obreros no calificados y
de personal administrativo, los que cubren la mayor parte de -las plazas, lo que a su vez hace suponer que debido al volumen
de obreros (mano de obra productiva) empleado, la producción ha
aumentado y con ella las ventas, aunque este último punto sea discutible, en función del incremento de toxicodependencias en
TABLA 45
Distribución Geográfica de la Industria Farmacéutica
Entidad
No . de Plantas
Distrito Federal
231
Jalisco
35
Puebla
15
Morelos
10
Querétaro
Estado de México
7
Nuevo León
6
Veracruz
5
Michoacán
4
San Luis Potosi
4
Guanajuato
3
Coahuila
Baja California Norte
Yucatan
2
Hidalgo
Sonora
Chihuahua
1
T o t a l
338
Fuente : La Industria Farmacéutica en Cifras . CANIFARMA . 1988.
los últimos años, lo que .oc4siora la re .glamentacibn y el control en la venta de. algunos productos ; fenómenos que pudieran alterar el comportamiento positivo de ventas, observado hasta 1987 ; asimismo podemos observar el gran incremento del costo de
producción y materias primas (farmoquimicos) que se ha venido suscitando a lo largo de la década de los
80's ;
todo esto nos -
hace reflexionar sobre el aumento observado en el consumo de me
dicamentos (farmacéuticos), por parte del sector social y veterinario (Tabla 46).
Hasta el momento no se han manejado volúmenes de producción debido a que, de acuerdo con la gran diversidad y compleji
dad de los productos generados por el sector farmacéutico, re-sulta imposible generar la información por volumen dé acuerdo al
tipo de producto y a la forma de presentación comercial y/o
a la vía de administración, por lo que se deben manejar estos rubros (Industria Farmacéutica y Farmoquímica) bajo la consigna
de importancia económica, desde el punto de vista del valor
pital,
ca-
razón por la cual se analizan los principales indicado--
res económicos de este sector manufacturero a continuación.
Debido a
la
problemática existente de información global e
incompleta, generada por la diversidad de productos, tipos de presentaciones
c
aerciálés y/o vias de administración ; la produc
ción sólo puede ser estimada en base a su autoabastecimiento, el cual es mediado por el consumo aparente, las importaciones y
las ventas nacionales (cobertura de demanda) ; aunque dichas com
paraciones se harán en base al valor de los indicadores económi
TABLA 46
Ventas y Costos de Producción de la Industria Farmacéutica*.
Concepto
Año
1980
1981
1982
1983
1984
1985
1986
1987
Ventas
27,640
33,490
48,064
105,627
172,744
382,776
720,929
1'387,902
Costo de pro-
18,520
23,125
28,340
77,586
143,958
207,195
374,629
709,817
76
71
71
74
74
74
76
ducción.
Costo de mate
riaprima .
*
Millones de pesos.
Fuente : La Industria Farmacéutica en Cifras . CANIFARMA . 1988.
80
cos.,
durante la década
de. )-,Qs: 8Q's ;
producción nacional cubre, e .n más . de,
aunque
9_0% . a
cabe,aclárar
l
que
la
demanda interna.
Las importaciones han ido en constante. aumento a partir de
1984, debido en parte al incremento observado en el consumo apa
rente, el cual esta sujeto al aumento de la población nacional
y con ello a los cambios y necesidades demandadas por este auge
demogrâfico ; asimismo a una pequeña baja en la producción, debí
da en gran parte a reajustes de precios internacionales, que -obligan al empresario a producir menos y vender a mejor precio,
que producir mas y malbaratar sus productos, cosa que, aunada al
aumento de los costos de producción, ha redituado en una dis
minucióñ pequeña del 1% de autoabastecimiento en los últimos -años (Tabla 47), y por consiguiente, todo lo anterior ha origina
do que, o bien el volumen de las importaciones aumente y se con
serve
bajo esta tendencia, o que el costo de las importaciones
aumente y con ello su valor económico, lo que influye sobre las
ventas nacionales.
En cuanto a estas últimas, podemos observar un comporta--miento p ositivo, en cuanto al incremento en el valor de las ven
tas, lo cual resulta ambiquo, debido a los incrementos de pre-cios generados a partir de 1982, es decir que la tendencia de aumento en el valor comercial en las ventas, puede deberse a es
te aumento global de precios y no precisamente a un aumento en
el volumen de producción ; aunque de acuerdo a la tendencia del
porcentaje de autoabastecimiento de la demanda interna con respecto al consumo interno, indica que la producción se ha mantenido equilibrada con respecto a la demanda ; por lo tanto, de --
TABLA 47
Indicadores Económicos de la Industria Farmacéutica*.
Año
1980
1981
1982
1983
1984
1985
1986
1987
Importaciones
526
561
523
836
1,094
2,313
3,215
10,027
Ventas Nacionales .
27,640
53,490
48,064
105,627
172,744
382,776
720,929 1'387,902
Consumo Aparen
te .
28,166
34,051
48,587
106,463
173,838
385,089
724,144 1'397,929
Autoabasteci-miento . (%)
98 .1
98 .4
98 .9
99 .2
99 .4
99 .4
Indicador
*
Millones de pesos.
Fuente : La Industria Farmacéutica en Cifras . CANIFARMA . 1988.
99 .6
99 .3
existir incrementos, estos han sido proporcionales a las necesi
dades, lo cual nos marca la pauta para comprender el comporta-miento del consumo interno (Tabla 47).
De igual manera que los indicadores anteriores, el valor del consumo ha ido en aumento, lo que en términos de producción
podría explicarse como un comportamiento de incremento de necesidades, y por lo tanto, de producción (en relación a volumen productivo), es decir, la población creciente demanda mayor can
tidad de satisfactores, dentro de los cuales se comprende a la
salud y su preservación, lo que influye de manera directa en el
consumo de los medios necesarios para alcanzar el objetivo de satisfacción anteriormente mencionado (ver Tabla 47).
De acuerdo a la información anterior, la cobertura de de-manda, expresada en porcentaje, ha mantenido pocas variaciones
a lo largo de la década de los 80 0 s ; por lo cual se ha mantenido en un promedio del 99 .3% aproximadamente, lo cual indica a su vez, que la producción nacional en base a su volumen, ha res
pondido satisfactoriamente, incrementândose en volumen, de mane
ra independiente al aumento de su valor comercial ; aunque dicha
producción no rinde excedentes que puedan ser objeto de exportación, y de haberlos, son mínimos, de acuerdo con la importancia de las ventas nacionales, en cuanto a valor y volumen pro-ductivo se refiere, es decir, que la producción nacional esta encaminada a cubrir la demanda interna casi en su totalidad -(ver Tabla 47) .
ALIMENTOS,
La alimentación es el principal satisfactor demandado por
la población humana, se puede considerar como un factor de equi
librio socio-económico-político, ya que la estabilidad de una organización social depende en gran medida de su capacidad de autoabastecimiento de productos alimenticios . Lo anterior ha motivado que un sector manufacturero en un principio auspiciado
en gran medida por las importaciones, haya sido transformado a
nivel industrial a fines del siglo pasado, desde entonces ha -presentado un impulso de gran relevancia para el resto de las actividades económicas ; de este modo la industria alimenticia
se encuentra conformada por diversas ramas que comprenden la -elaboración de numerosos y variados productos terminados, así como materias primas para
la
elaboración de otros (Tabla 48).
Por otra parte, el esfuerzo para satisfacer los requeri--mientos de alimentación de nuestra población comienzan desde el
sector agrario, continúa en las actividades de recolección, aco
pio, almacenamiento, distribución y llegan hasta la etapa de -transformación o industrialización de los productos y finalmente son nuevamente distribuidos, almacenados y comercializados;
todo lo cual nos habla de la complejidad de una cadena que en ocasiones parece 'ser más sencilla ; asimismo, para comprender -aún más la problemâtica de este sector industrial, en cuanto a
su complejidad
e
importancia económica, podemos analizar su --
fuerza de trabajo, la cual solamente en las actividades agropecuarias y en la industrialización de alimentos, encuentran em--
wI,A 4 8
Ramas que integran a la Industria de . Alimentos
Carnes y Lácteos
Preparación y envase de fratás y legumbres
Molienda de nixtamal y fabricación de tortillas.
Molienda de cereales y otros productos agrícolas.
Elaboración de productos de panadería.
Beneficio y molienda del café.
Fabricación de aceites y grasas comestibles.
Azúcar.
Fabricación de cacao, chocolate y artículos para confitería.
Alimentos para animales.
Otros alimentos.
Bebidas alcohólicas.
Cerveza y malta.
Refrescos.
Fuente : Cámara Nacional de la Industria de Transformación.
(CANACINTRA), 1990 .
pleó mas de la cuarta parte de la población económicamenteacti
va del pals . Vista de esta forma, la Industria de Alimentos es
la . actividad manufacturera más grande del país ; sin embargo, -mas allá de las simples cifras, la importancia de la Industria
de Alimenos debe considerarse también a partir de su capacidad
de ofrecer alimento suficiente en calidad, cantidad, oportunidad y precio a la población nacional . Para cumplir con tal fun
ción, este sector industrial depende en primera instancia de -las actividades agropecuarias, mismas que en nuestro país se -ven sometidas a una serie de limitaciones que dificultan su 6ptimo desarrollo ; es decir que el agro mexicano se ha desenvuelto en un medio adverso en lo que a sus términos de intercambio
con el resto de la economía se refiere, situación que se ha tra
ducido en una continua descapitalización de las actividades pri
marías y una creciente dependencia de las mismas, con respecto
a los controles y apoyos del gobierno . Si a lo anterior aunamos los desequilibrios en la estructura de la propiedad agrícola que impiden la capitalización y la generación del volumen productivo adecuado por unidad de producción, así como la inseguridad existente sobre la tenencia de la tierra, resulta comprensible el estancamiento de la producción,agricola, así como
la creciente importación de productos básicos alimenticios.
Por lo que respecta a la ganadería, productora de carne, el hato porcino se ha reducido de 15 .4 millones de cabezas en 1981, a 8 millones en 1988 . En los últimos años, la situación
se ha visto agravada por fenómenos climatológicos adversos, lo
cual ha reducido sensiblemente la disponibilidad de otros pro-doctos; como arroz y
frijol ;
razón por la cuál, estos elementos
han comprometido el abasto de materias primas para la industria
alimenticia . En tal sentido, dentro de las ramas más afectadas
destacan las de productos cárnicos (depende en un 60% de importaciones), lo mismo puede decirse en el caso de los fabricantes
de manteca de cerdo . Por su parte, la producción de lâcteos y
granos básicos ha reducido su nivel de operación, debido a muy
diversos factores, algunos de los cuales son : la carencia de -una infraestructura de transporte adecuada y la insuficiencia del abasto de materias primas, razón por la cual la tasa de incremento anual de cada una de las ramas de este sector indus--,trial no han reportado grandes incrementos, generando , asi el es
tancamiento anteriormente mencionado (Tabla 49) . Asimismo, y
de acuerdo a la información anterior, el analisis económico de
esta industria sé realiza de dos maneras : una global (compren-diendo el desarrollo de todas las ramas que la conforman), y -una particular, que abarca solamente el desarrollo estimado de
los productos lacteos, por considerar a esta rama como una de las principales productoras del pals.
En cuanto a la producción, esta industria genera casi el 6% del producto interno bruto (PIB) nacional y explica casi la•
tercera parte del PIB manufacturero ; situación que ubica a este
sector industrial a la cabeza del sector manufacturero nacional,
conviene aclarar que el 95% de los establecimientos de la Indus
tria Alimenticia, se clasifican dentro de los rubros de la mi--
TA5LA 49
Tasas de Incremento Anual por Rama de. la Industria
de Alimentos (1981-1988)
Rama
Tasa anual de incremento (%)
Manufacturas
-0 .7
Carnes y lâcteos .
0 .4
Preparación de frutas y legumbres .
2 .8
Molienda de trigo .
0 .4
Beneficio y molienda de
café .
2 .4
Azúcar
1 .7
Alimento para animales .
1 .7
Otros alimentos .
3 .0
Bebidas alcohólicas .
1 .9
Cerveza y malta .
0 .3
Refrescos
Fuente : CANACINTRA . 1990.
-0 .2
cro (83%) y
la
pequeña (12%) industrias ; mismas que generan el
48% de la producción global de alimentos . .
Asimismo, a
raíz de
la activación del mercado interno, en 1989 la producción de -alimentos alcanzó un nivel histórico, tras registrar un creci miento del 7 .2% ; este comportamiento fue provocado por las ramas : lácteos, café, cerveza, refrescos y bebidas alcohólicas ; las cuales en conjunto representaron ese año (1989) el 60% del
PIB generado por esta industria . En contraste, las ramas de -azúcar, aceites y grasas, mostraron una tendencia a la disminución en su nivel productivo, no obstante el cual fue poco signi
ficativo.
A
diferencia de otras actividades manufactureras, este sec
tor se caracterizó por mostrar una contracción del 6 .9% en el valor de sus exportaciones, luego de que la recuperación interna de la economía propiciara que parte de la producción antes exportable, se orientara a cubrir la demanda interna . Este retroceso en las exportaciones, aunado al crecimiento del 63 .4%
de las importaciones de productos alimenticios (básicos y termi
nados, como vinos y enlatados), ocasionó que la Industria Ali-menticia registrara al cierre de 1989 un déficit de 745 millo-nes de dólares (en valor) . De esta manera, la capacidad de este sector industrial para financiar con divisas propias las im portaciones, se redujo de 100 a 63%, lo cual significa que las
divisas producidas por el consumo interno cubren únicamente poco más de la mitad de sus compras externas, generando de esta manera el déficit ya mencionado (Tabla 50) .
50
TAB.IA
Comercio Exterior de
Año
la
Industria de Alimentos*
Exportaciones
Importaciones
Saldo Comercial
1987
10
10
0
1988
12
17 .
-5
1989
14
22
--.8
*
Miles de millones de dólares.
Fuente : CANACINTRA . Dirección de Estudios Económicos e Informática . 1990.
Dentro de. la Industria Manufacturera Nacional, la fabricación de alimentos y bebidas se. distingue. por mantener una parti
cipación del 17% en la absorción de la fuerza de trabajo, y por
ser el segundo sector que en orden de importancia genera anualmente el mayor número de trabajos . Así, durante 1989, se crearon 33,340 nuevos empleos, aumentando la fuerza de trabajo de esta industria a 516,390 personas, de las cuales, la Industria
Alimenticia absorbe un 75% y la de bebidas y tabaco el 15 y 10%
restantes, de manera respectiva (Tabla 51).
De la información anterior, se observa que el estudio de
esta industria transformadora resulta sumamente complicado si se consideran las problemáticas especificas de cada rama, razón
por la cual debe considerarse a las ramas mâs importantes como
imagen de la industria total . Asi, con base en la información
del Sector Alimenticio Mexicano, de 129,401 establecimientos
que censó el INEGI, la molienda de nixtamal y tortillerias ocupa el primer lugar por número, seguida de las unidades panifica
doras y finalmente, las unidades procesadoras de productos lacteos, lo cual se muestra en la Tabla 52.
Las ramas de actividad no mencionadas, resultan ser poco significativas en cuanto a número, de tal manera que su producción (valorizada) es poca con respecto al nivel de industrialización ; en otras palabras, se produce poco, en pocas unidades,
por lo que su importancia económica global es minima, no así su
importancia social, por ejemplo, los productos cárnicos.
De esta manera, la industria de alimentos y bebidas ha ido
TABLA 51
Empleo Generado por la Industria de Alimentos*
Año
Personal empleado
1987
2,000
1988
2,700
1989
2,100
* Miles de personas.
Fuente : CANACINTRA . Dirección General de Estudios Económicos
e Informática . 1990.
TA MM 52
Principales Giros de la Industria Alimenticia
en México .
Rama y Entidad
Federativa
No . de Unidades
Censadas
Elaboración de
Productos Lácteos.
7,449
Distrito Federal
Estado de México
Michoacán
Guanajuato
1,397
1,083
456
427
Elaboración de
Conservas Alimenticias.
Sinaloa
Guanajuato
Distrito Federal
Sonora
Michoacán
(Total)
82,777
162,727
5,721
52,213
385 (Total)
42
39
38
30
28
36,161
25,807
15,098
11,458
7,667
Molienda de Cereales y
otros Productos Agrícolas.
661 (Total)
Distrito Federal
Estado de México
Puebla
Guanajuato
Jalisco
132
97
63
43
38
Elaboración de Productos
de Panadería.
Distrito Federal
Puebla
Veracruz
Estado de México
Oaxaca
Producción Bruta
Total*
10,428
1,358
908
880
816
574
48,373
51,914
21,379
14,794
29,332
(Total)
103,388
13,073
15,580
25,380
1,850
(Continua . .)
TABLA 52
Principales Giros de la Industria Alimenticia
en México.
(Continuación).
Rama y Entidad
Federativa
Molienda de Nixtamal
y Tortillerlas.
Distrito Federal
Estado de México
Puebla
Jalisco
Veracruz
Industria
Azucarera.
Veracruz
Nuevo León
Jalisco
Distrito Federal
Baja California
Michoacán
* Millones de pesos.
No . de Unidades
Censadas
Producción Bruta
Total*
23,008 (Total)
3,665
2,823
1,846
1,608 '
1,505
104
48,763
25,720
6,352
17,282
9,733
(Total)
32
13
10
4
3
6
80,961
17
35,369
241
12
17,205
mejorando a partir de 1980 a 1987, ya que. el valor de. su pro-ducción ha ido aumentando (Tabla 53), y su intervención en la industria manufacturera global, se . ha ido incrementando, hasta
situarse, en 1987, en el 28 .4% de
la
Industria Manufacturera, -
colaborando separadamente, la Industria de Alimentos con un -23 .8% y la Industria de Bebidas con un 4 .6%.
Por otro lado, como se ha venido observando, es la Indus-tria de Alimentos, y en especial, la rama de lácteos y carnes,
la más importante de este sector, mientras que los refrescos y
la cerveza representan la fase fuerte de la Industria de Bebi-das, lo qué en conjunto, nos indica que estos productos pueden
indicar, hasta cierto limite, la productividad del sector
ali -
mentario ; considerando que los productos cárnicos son pocos, pe
ro de gran valor comercial (Tabla 53).
Por otra parte, el personal ocupado en la Industria de Ali
mentos y Bebidas, es en número uno de los más altos del Sector
Manufacturero, sitúandose en 1987 en 642,561 personas empleadas,
de las cuales 124,560 corresponden a la Industria de Bebidas y
518,001 a la Industria de Alimentos, lo que corresponde a una remuneraci6n promedio de 1'849,452 millones de pesos corrientes,
que equivalen a un 19% de la remuneraci6n global del sector manufacturero, en este año .
TA&l,A. 53
Principales Caracterfsticas de la Industri .a de Alimentos y Bebi
das, segGn Ráma de Actividad, 1985.
Rama de Actividad
No . de Unidades
Censadas .
Industria de la Carne .
Personal Ocupado
(Promedio)
870
22,819
7,449
44,696
Elab . de Conservas Aliment .
385
44,875
Molienda de Cereales
661
22,562
Elab . de Prods . de Panif .
10,428
88,584
'Molienda de nixtamal y
Tortillerfas.
23,008
62,656
Fab . de grasas y aceites comestibles.
117
16,474
Industria Azucarera .
104
45,352
Fab . de cocoa y arts .
de confitería.
463
18,247
Elab . de otros prods .
aliment . de consumo
humano.
2,091
28,561
887
102,318
46,463
497,144
Elaborac . de Prods . Lâcteos .
Industria de Bebidas
T O T A L
Fuente : INEGI . XII Censo Ind . 1986 .
TABLA 54
Principales Características de la Industria de . Alimentos y Bebi
das . Producción . 1985.
Rama de Actividad
Producción
Bruta Total*
Valor de la Prod.
Industrial*
Industria de la Carne
240,869
220,002
Elaboración de Productos
Lâcteos .
551,708
435,900
Elaboración dé Conservas
Alimenticias .
241,913
221,211
Molienda de Cereales .
375,671
322,430
Elaboración de Productos
de Panificadora .
339,156
329,233
Molienda Nixtamal y
Tortillerlas .
218,553
214,130
Fabricación de Grasas y
Aceites Comestibles .
614,260
604,720
Industria Azucarera
242,503
238,422
Fabricación de Cocoa
y Artículos de Confit .
130,393
128,909
Elaboración de Otros
Prod . Alimenticios-para Consumo Humano .
323,404
304,939
Industria de Bebidas .
865,231
827,362
4'143,661
3'847,258
T O T A L
* Millones de Pesos.
Fuente : I'NEGI . XII Censo Ind . 1986.
TABLA 55
Caracteristicas. de. 14 Industria de. Alimentos y Bebidas por Entidad
Federativa . 1985.
Entidad Federativa
Aguascalientes
Baja California
Baja California Sur
Campeche
Coahuila
Colima
Chiapas
Chihuahua
Distrito Federal
Durango
Guanajuato
Guerrero
Hidalgo
Jalisco
México
Michoacan
Morelos
Nayarit
Nuevo León
Oaxaca
Puebla
Querétaro
Quintana Roo
San Luis Potosí
Sinaloa
Sonora
Tabasco
Tamaulipas
Tlaxcala
Veracruz
Yucatan
Zacatecas
T O T A L
No . de Unid .
Censadas
Pers .
ocupado
(prom .)
477
663
140
307
860
256
941
1,315
7,229
573
2,033
1,223
844
3,242
5,171
2,183
845
495
1,269
2,377
3,448
334
213
981
884
648
367
1,192
629
3,154
1,608
562
6,550
12,287
3,011
3,504
11,096
2,979
6,339
11,914
86,206
7,746
19,736
6,414
4,579
43,716
44,617
15,990
9,119
4,265
27,748
9,668
21,387
7,083
2,103
9,627
22,425
15,271
6,492
14,157
3,090
44,411
10,648
2,966
46,463
497,144
Prod . *
Total
Valor de la
Prod . Ind .*
57,750
125,526
13,522
20,780
102,322
8,792
34,067
250,510
686,070
69,028
113,834
25,230
40,051
458,903
667,843
80,318
33,183
18,372
314,871
32,712
111,366
87,421
11,677
24,584
156,682•
117,505
46,206
69,635
23,359
280,992
48,706
11,834
54,192
118,917
12,825
17,498
99,256
. 3,468
33,242
242,099
651,378
66,424
110,809
24,412 .
38,275
436,505
552,218
74,990
32,321
17,665
272,094
30,556
106,581
88,237
10,524
28,622
150,310
107,770
43,492
67,382
21,880
270,772
44,989
12,555
4'143,661
3'847,258
* Millones de pesos.
Fuente : Sector Alimentario Mexicano . Ed . 1990 . Comisión Nacional
de Alimentación . INEGI.
TABLA 56
Producción Bruta del Sector Manufacturero y de la Industria de Alimentos y Bebidas, según
Rama de Actividad . 1981-1987.
Rama de Actividad
1981 .
1983
1985
1987.
296,145
18,824
72,246
102,444
29,933
43,355
49,323
88,530
7'170,800
867,476 .
60,277
244,923
339,080
104,246
125,934
167,714
241,242
2'150,882
2'629,818
168,411
705,084
1'050,832
311,513
360,707
515,651
700,264
6'442,280
26,914,369
944,552
3'238, .056
4'878,046
1'586,950
1'480,474
1'712,066
2,940,908
42'750,889
101,793
154,939
169,589
426,321
247,924
408,967
518,200
1'175,091
1'052,330
1'784,370
2'376,752
Industria de Alimentos.
Carnes y Lácteos (1)
Preparación de Frutas y Legumb .
Molienda de Trigo .
Molienda de Nixtamal
Beneficio y molienda del café
Azúcar
Aceites y Grasas Comestibles
Otros productos alimenticios .
T O T A L
Industria de Bebidas.
Bebidas Alcohólicas
Cerveza y Malta
Refrescos y Aguas Gaseosas
T O T A L
38,374
59,227
61,614
159,215
Notas (1) Incluye matanza de ganado.
Millones de pesos.
Fuente : INEGI .Sistema de Cuentas Nacionales de México.
5'113,452
TABLA 57
Producto Interno Bruto de la Industria de Alimentos y Bebidas, según Rama de
Actividad . 1981-1987 (Millones de pesos).
Rama de Actividad
1981
1983
1985
1987
25,430
19,663
78,120
43,113
228,406
229,809
874,702
841,345
1,868
3,878
2,023
3,466
29,462
2,233
30,021
5,917
5,622
25,071
386
15,654
9,934
5,760
7,156
12,826
5,957
'4,913
83,478
7,512
117,916
28,009
12,901
68,844
800
49,647
28,475
14,199
20,445
37,078
18,301
17,253
264,367
26,902
351,974
79,274
52,062
181,600
1,698
169,223
76,924
37,480
57,864 .
244,620
94,968
339,784
1,255,183
221,862
1,737,913
405,942
29,414
718,404
4,121
500,695
291,620
149,807
7,491
20,452
75,044
268,390
6,534
6,724
20,412
17,173
66,461
46,194
330,689
207,385
Industria de Alimentos
Carnes (1)
Leche, crema, mantequilla,
queso.
Otros productos lácteos.
Frutas y Legumbres envasadas.
Salsas y condimentos.
Harina de trigo.
Pan y otros prods . de trigo.
Harina de maíz
Nixtamal y tortillas de maíz.
Beneficio del café
Café, café soluble y té.
Azúcar y subproductos.
Alcohol etílico
Aceites y grasas comestibles
Confituras
Preparación, envasado de
pescado y mariscos.
Arroz y otros productos agrícolas de molino.
Concentrados y jarabes.
Otros Productos Alimenticios .
(Continua . .)
TABLA 57
Producto Interno Bruto de la Industria de Alimentos y Bebidas, según Rama de
Actividad . 1981-1987 (Millones de pesos) . (Continuación).
Rama de Actividad
1981
1983
1985
1987
3,296
12,449
26,726
115,423
16,486
611
42,253
1,267
110,751
2,651
483,943
9,852
1,418
29,609
34,367
3,328
83,580
91,289
10,591
213,307
298,718
50,427
896,938
1'398,289
Industria de Bebidas
Aguardientes, bases, Agaves
excepto pulque.
Vinos y licores .
Pulque y otras bebidas fermentadas.
Fabricación de malta .
Cerveza
Refrescos y Gaseosas .
Nota : (1) Incluye matanza de ganado.
Fuente : INEGI . Sistema de Cuentas Nacionales de México.
LACT E. .OS.
Para comprender mejor este rubro, requerimos clasificar a
los productos lácteos de la siguiente manera, para después analizarlos de manera conjunta, considerando asi a todos los pro-ductos de esta rama de la Industria de Alimentos:
Leche Bronca
Leche. Pasteurizada
Leche Fluida
Leche Rehidratada
Leche en polvo
Leche. Industrializada .
Leche evaporada
Leche condensada
Frescos
Procesados
Derivados Lácteos
Crema
Mantequilla
Yoghurt
Fuente : Cámara Nacional de Productos Alimenticios Elaborados con Leche (CPAEL) . 1990.
De esta manera, se puede observar en la Tabla 58, que la producción de leche global no alcanza a cubrir la demanda inter
na por completo, razón por la cual se requiere de importaciones;
este fenómeno, aunado al crecimiento poblacional, ha generado que los volúmenes productivos se incrementen en función de la demanda, la cual al no ser cubierta requiere del aumento del vo
lumen importado . Asimismo, y debido a que todos los tipos de leche existentes provienen de la leche bronca, la producción de
esta última debe de mantener un ritmo constante de crecimiento,
llegando en 1989 á la cantidad de 3,790 millones de litros, mientras que el volumen productivo nacional que comprende todos
los tipos de leche, para el mismo periodo de tiempo, se colocó
en 9,773 millones de litros, en base a que existen algunos ti-pos lácteos, como la leche en polvo, que es casi completamente
importada y al rendimiento de la industrialización . Asimismo,
podemos decir que la leche fluida es el tipo lácteo de mayor -producción y consumo, distribuyéndose en mayor porcentaja en la
TABLA 58
Producción, Consumo e Importación de Leche y Derivados Lâcteos*
(Continuación)
Leche Industrializada
Consumo
Producción Importación
Consumo
Derivados Lácteos
Producción Importación
1980
1,375
90,8
467
2,251
1,451
800
1981
1,235
900 .
335
2,102
1,546
556
1982
1,349
979
370
2,220
1,600
620
1983
1,563
959
404
2,338
1,654
684
1984
1,475
1,036
439
2,455
1,707
748
1985
1,550
1,077
473
2,573
1,761
812
1986
1,627
1,119
508
2,691
1,815
876
1987
1,703
1,160
543
2,809
1,869
940
1988
1,778
1,201
577
2,927
1,923
1,004
1989
1,854
1,242
612
3,045
1,977
1,068
* Millones de litros.
TABLA 58
Producción, Consumo e Importación de Leche y Derivados Lácteos*
(Continuación)
Leche Industrializada
Producción Importación
Consumo
Consumo
Derivados Lâcteos
Producción Importación
1980
1,375
908
467
2,251
1,451
800
1981
1,235
900
335
2,102
1,546
556
1982
1,349
979 .
370
2,220
1,600
620
1983
1,563
959
404
2,338
1,654
684
1984
1,475
1,036
439
2,455
1,707
748
1985
1,550
1,077
473
2,573
1,761
812
1986
1,627
1,119
508
2,691
1,815
876
1987
1,703
1,160
543
2,809
1,869
940
1988
1,778
1,201
577
2,927
1,923
1,004
1989
1,854
1,242
612
3,045
1,977
1,068
* Millones de litros.
leche pasteurizada, precedida por
el
tipo de leche rehidratada,
durante 1989 ; y que la leche. industrializada posee el menor volumen productivo, aclarando que es menor todavía que la . producción de derivados lácteos en conjunto ; este fenómeno puede ser
explicado en función del alto volumen importado de los, subtipos
de leche industrializada, los cuales son bajos en producción na
cional, pero no en consumo,
lo
que motiva el aumento de las im-
portaciones (Tabla 59) . Asimismo, los comportamientos globales
de cada uno de los tipos de productos en•cuanto a sus produccio
nes, consumos e importaciones se refiere, se observan en pleno
auge de incremento, debido principalmente al aumento de la de-manda interna, el cual es generado por diversos factores como son : el aumento de la población que consume leche y la diversificación de
los
derivados lácteos, que actúan como consumidores,
ya sea de productos terminados o como materias primas.
Asimismo, se observó en la Tabla 60 que el consumo de los
derivados lácteos mantiene un comportamiento de incremento, basado en el consumo de queso, crema, yoghurt y mantequilla (por
orden de importancia en el consumo), lo cual explica su auge -productivo en los últimos 9 años.
El queso fresco encabeza la demanda, seguido por el queso
maduro y por último, el queso procesado, tal y como se observa
en la Tabla 61 . Asimismo y de. manera resumida, se puede decir
que de la leche producida en forma global, la leche bronca ocupa el primer lugar de producción, después de lo cual, de manera
simultánea, la leche pasteurizada ' y los deriyados lácteos ocu--
TABLA 59
Producción por Subtipo de Leche Industrializada*.
Leche
Industrializada
Leche
evaporada
Leche
condensada
Leche en polvo
1980
908
308
81
440
1981
900
396
146
357
1982
979
401
147
429
1983
959
402
191
365
1984
1,036
459
. 142
456
1985
1,077
482
148
473
1986
1,119
506
154
490
1987
1,160
529
161
506
1988
1,201
552
167
522
1989
1,242
575
.173
539
Año
* Millones de litros.
Fuente : Câmara Nacional de Productos Alimenticios Elaborados con Leche (CPAEL) . 1990.
TABLA 60
Consumo de Derivados Lácteos .*
Derivados
lácteos
Queso
1980
197
155
1981
220
1982
Mantequilla
Yoghurt
18
9
15
169
21
10
20
249
222
23
9
23
1983
287
232
20
10
24
1984
252
188 .
23
11
30
1985
278
212
23
11
32
1986
295
224
24
11
36
1987
313
237
25
•12
.39
1988
331
250
26
13
42
1989
349
263
27
13
46
Año
Crema
Fuente : Cámara Nacional de Productos Alimenticios Elaborados con Leche (CPAEL) . 1990 .
* Miles de Toneladas.
TABLA 61
Consumo Aparente de Quesos .*
Año
Quesos
Queso
Procesado
Queso
Maduro
Queso
Fresco
1980
155
5
41
109
1981
169
6
45
122
1982
222
8
58
156
1983
232
8
56
168
1984
257
9
63
185 .
1985
281
10
68
203
1986
305
11
73
221
1987
329
12
78
239
1988
354
13
84
257 .
1989
378
14
89
275
Fuente :
Camara Nacional de Productos Elaborados con Leche (CPAEL) . 1990 .
* Miles de Toneladas.
pan el segundo lugar, siendo
la
leche industrializada el produc
to que menos se produce en el país (Tabla 62) y el que encabeza
la demanda de importaciones.
En base a la información anterior, podemos comprender la problemâtica de la Industria Alimenticia, desde el punto de vis
ta de los productos lácteos, limitaciones en las apreciaciones,
debido a dos factores : 1) El análisis de una rama de un grupo tan versátil y grande no brinda suficientes bases para extrapolar conclusiones y 2) los datos manejados son de 2 tipos : d
1980-1986 son datos históricos y de 1987 en adelante, son estimaciones realizadas en base a las estadísticas 'y probabilidades
de los datos históricos, lo cual sesga la información, haciendo
la confiable para entender los comportamientos de los principales indicadores básicos económicos, peron no para asegurar di-chos comportamientos .
TABLA 62
Composición Porcentual de la Producción Lechera .*
Año
Leche
Total
Leche
Bronca
Leche
Pasteurizada
Leche
Industrializada
Derivados
Lácteos
1980
100
42
24
13
21
1981
100
42
26
12
21
1982
100
41
26
12
21
1983
100
40
27
12
21
1984
100
40
28
12
20
1985
100
39
29
12
20
1986
100
39
28
12
20
1987
100
39
28
13
20
1988
100
39
28
13
20
1989
100
39
28
13
20
* Porcentajes .
Fuente : Cámara Nacional de Productos Alimenticios Elaborados con Leche (CPAEL) . 1990.
CURTTDURZA
El hombre en el curso de la historia, ha tratado de controlar a los entes o elementos de la naturaleza para transformarlos
en satisfactores ; dentro de los cuales los bienes de consumo han
jugado un papel importante en el desarrollo de la tecnología actual . Es así que el hombre desde sus inicios ha tratado de protegerse de las inclemencias del tiempo (lluvia, calor, nieve, -etc .), de acuerdo a sus posibilidades y ubicación geogrâfica ; de
esta manera, se han producido enseres que cumplan dicha función,
uno de estos es el calzado y/o los artículos de piel, cuyas características propias le confieren una gran durabilidad ; es así
que, las técnicas de la curtiduría se han venido desarrollando
a través del tiempo, generando un mayor número de artículos, en
base a la utilización de materias primas, que, al resultar contaminantes, la sitúan dentro de las industrias que producen mayor contaminación en la actualidad.
El objetivo principal de la operación del curtido, es convertir la piel de cualquier animal en un producto final que pueda destinarse a diversos usos, ya sea industriales o domésticos.
En México, el mayor volumen de. productos procesados se encuentra
formado por la suela y la carnaza, obtenidas principalmente del
curtido de pieles de ganados vacunos y bovinos ; ademâs de concen
transe en la industria del calzado en un 90% aproximadamente.
En nuestro pais, esta industria se encuentra ubicada por orden de importancia productora, en 3 estados : Guanajuato (41%),
Jalisco (26%) y el Distrito Federal (21%) , distribuyéndose el resto entre los Estados de . Nuevo. León, Estado de México, Hidalgo, Yucatân y la Zona Fronteriza.
De esta manera, existen en el país factores que afectan la
productividad de esta industria, resumiéndose básicamente en la
escasez de materias primas, las cuales no se alcanzan a cubrir
con la producción nacional ; dentro de los materiales i s afecta
dos podemos encontrar al corte de cuero, suela de cuero, suela
sintética, tacones, hormas, etc . ; aún con este 'problema se obtienen productos de buena calidad, la cual depende de varios -factores, como son:
las
a)
El origen y acabado de
pieles.
b)
El sistema de fabricación elegido.
c)
La calificación de la mano de obra.
De acuerdo a esto, en México existen 3 tipos de calidad de
calzado:
a) Fino : Cuya fabricación tiene un estricto control de calidad
y su materia prima es el cuero, suela de piel natural y forro.
b) Medio : Cuyos productos son elaborados con materiales sintéti
cos y cuero.
c) Económico : Cuyos productos están elaborados con material sin
tético casi en su totalidad .
Bajo las condiciones. actuales del pals, la producción por
calidad es de 36% (fino), 33% . (:medio) y 31% . (económico).
Con respecto a los sistemas de fabricación, en el pals se
emplea con mucha diferencia de volumen de producción sobre los
demás, el sistema llamado "pegado" o "encementado" (34 .2%), ya
qué el calzado manufacturado por cosido ocupa el segundo lugar
{19 .3%), y el sistema por inyectado empieza a tomar auge, debido a la alta producción de zapatos tenis.
De esta manera, la producción de la Industria del Calzado
(curtiduría), puede clasificarse de acuerdo al sistema de fabri
cación empleado, a la calidad del producto y al tipo de usuario
(dama, niño, etc .), estableciéndose entonces el siguiente comportamiento.
De acuerdo con el tipo de calidad del calzado, la produc .-ción de los 3 tipos se encuentra equilibrada, y no presenta - grandes diferencias en los volúmenes de producción ; es decir -que para el año de 1989 se produjeron 89 millones de pares de calzado fino, 82 millones de pares de calzado medio y 77 millones de pares de calzado económico . De la totalidad de esta pro
ducción, el 34 .2% equivalente a 85 millones de pares, fue produ
cido por el sistema de fabricación "encementado" y 48 millones
de pares ( .19 .3%) fueron manufacturados por vía cosido . A su -vez, una gran parte de esta producción fue diseñada para caballero (83 millones de pares), seguida por calzado para dama con
54 millones de pares y calzado para niños con 67 millones de pa
res en 1989 . Es decir, la producción de calzado depende . de ma-
nera directa del crecimiento por etapas de la población, en - otras palabras, año con año el porcentaje representado por la población económicamente activa aumenta, generando un mayor con
sumo de los productos de esta industria, así como el aumento en
la población general promueve un incremento en
las
producciones
de calzado.
Por otra parte, de manera independiente la producción de calzado por tipo de linea, se sitúa con el calzado de vestir en
la vanguardia, con el 33 .5% de la producción total, equivalente
a 85 millones de pares en 1989, seguido por el calzado sport -(47 millones de pares) y los zapatos tenis (34 millones de pa-res), repartiéndose el restante de la producción global, entre
calzados de tipo colegial, semivestir, zapatilla, vaquero, bostoniano y pantuflas . Para obtener estas producciones, se consu
men diversas materias primas, las cuales para 1989, fueron consumidas como se indica a continuación.
El PVC (policloruro de vinilo), fue el material consumido
en mayor proporción, en cualesquiera de sus presentaciones (sue
la o laminado) por la Industria del Calzado, seguido por el - cuero, hule, poliuretano, polietileno y'otros materiales, que son manufacturados para obtener calzado de muy diversos tipos,
con pieles procesadas para su curtimiento ; es aquí donde se hace importante el conocer las fuentes de contaminación generadas
por esta industria, para así lograr su control .
LOS
PROCESOS
Y SUS
DE FABRICACION
RESIDUOS
Con el objeto de tener un conocimiento más completo de la
Industria Química, se hará una descripción de. los principales procesos de fabricación que se involucran, ello con el propósito de conocer cuál es la relevancia que tienen en el problema de contaminación del agua y al mismo tiempo, conocer la dispersión que dichos productos tienen de acuerdo a quien los produce.
Las referencias de las cuales fueron tomados los procesos
(salvo que otra cosa se indiqué) fueron la Enciclopedia de Cien
cia y Tecnología de Mc Graw Hill y la Enciclopedia de Tecnolo-gfa Química de John Wiley and Soms.
QUÍMICA INORGÁNICA BÁSICA.
La Industria Química Inorgánica Básica es aquella que se encarga de producir compuestos inorgánicos a partir de minera-les y que sirven de materia prima para la industria en general,
ya sea de manera aislada y/o conjunta.
Como se mencionó anteriormente, esta rama de la industria
agrupa a tres grandes grupos de productos, los cuales para fi-nes prácticos, representan un total de 13, mostrándose en la Ta
bla 53 .
TABLA 63
Productos de la Química Inorganica Básica
Compuesto
Producción 1988
(Toneladas)
Acido clorhídrico
158,927
Acido fluorhídrico
, 97,198
Acido nítrico
302,300
Acido fosfórico
480,000
Acido sulfúrico
3'956,300
Acido crómico
Bicarbonato de sodio
1,670
30,000
Cloro
376,300
Oxido de magnesio
141,800
Sosa caustica
413,400
Sulfato de sodio
102,205
Tripolifosfato de sodio
102,205
Carbonato de sodio .
417,700
Fuente : A .N .I .Q . 1989.
ACIDO SULFURICO.
Este acido (p .m . = 98 .08) . es un liquido corrosivo, incoloro, aceitoso, ligeramente viscoso, con un indice de refracción
de 1 .429 . La gravedad especifica es de 1 .839 referida al agua
a 15 .5°C y el punto de fusión es de 10 .49°C . El H2 SO 4 ebulle a 237 °C con una descomposición parcial . El H 2SO4 es completamente miscible con agua, pero descompone alcoholes y otros solu
bles orgánicos . Según las estadísticas de los Estados Unidos,
la producción mundial esta estimada en 100 millones de toneladas al año, de las cuales Estados Unidos produjo 32 millones de
toneladas en 1973 . Los fertilizantes fosfatados consumen H 2SO 4
con un 42% del total . Otros usos importantes incluyen : refinación de petróleo 9%, producción de (NH 4 ) 2 SO 4 , 6% ; manufactura de pigmentos 5%, manufactura de explosivos 3%, manufactura de detergentes 1% y la producción de otros químicos (miscelánea química), 24%.
Fuente de materiales y proceso : La fuente de SO 2 para la
producción de H 2 SO4 es el azufre 73%, . gases de piritas 5%, ga-ses de zinc 4% y de cobre 8%, H 2 S 3%.
Tipos de plantas : Las plantas de producción de H 2SO 4 son
de dos tipos : Planta de quema de azufre y Plantas metalúrgicas,
donde usan SO 2
(gas) . El tipo de. planta es seleccionado en ba-
se a su viabilidad y economía de . la fuente de materiales para.
la manufactura del H 2 SO 4 .
Las plantas de quema de azufre tienen la ventaja de tener
bajos costos de operación y de capitál, junto a grandes producciones de H 2 SO4 . Las plantas metalargicas deben poseer un sistema de purificación de gas, liquido y sólidos, así como de vapor de agua . De esta manera el SO 2 es convertido a SO 3 .
La absorción interpaso designada doble catálisis, puede -ser aplicada a ambos tipos de plantas de producción de H 2 SO 4 .
Esta absorción incluye una torre de remoción de SO 3 formado a partir de SO 2 . La remoción de SO 3 desplaza el equilibrio de la
reacción en favor de la oxidación, esencialmente de SO 2 a SO 3 .
Con una doble catálisis el rendimiento obtenido es de 99 .7 99 .9% de obtención de SO 2 . Todo el procedimiento es catalizado
por pentóxido de vanadio V 2 O 5 con un promotor de potasio.
V205
SO 2 + 1/2 0 2 ► SO3
420 - 425 °C
ACIDO CLORHIDRICO.
El cloro, componente del HC1 es siempre obtenido a partir
de sales cloradas formadas inicialmente cuando los depósitos de
la tierra reaccionan con el ácido clorhídrico.
El ácido clorhídrico puede ser obtenido por pirohidrólisis
de cloruros de magnesio y/o de calcio .
Los cloruros metélicos sintéticos como el TiC1 4 también -pueden ser hidrolizados . El acido clorhídrico puede ser obteni
do también por disociación térmica de varios cloruros hechos -sintéticamente, como es el caso del A1C1 3 .6H 2O . En estos proce
sos se obtiene como producto principal un hidroxilato metélico
y el HC1 como subproducto.
Dos procesos son utilizados generalmente para usos comer-ciales en la obtención del HC1, estos son : El proceso de salesácido sulfúrico y el proceso Hargreaves, que utiliza dióxido de
azufre, aire y vapor de agua junto con H 2SO4 .
1. Proceso de sales-H 2 SO 4 .
La reacción de las sales del H D SO 4 se sigue en 2 etapas:
NaCl + H 2 SO 4
►N á HSO 4 + HC1
NaHSO 4 + NaCl
► Na 2 SO4 + HC1
Ambas reacciones son endotérmicas, la segunda reacción se
lleva a cabo a temperaturas alrededor de 150 °C a diferencia de
la reacción ocurrida durante el proceso Hargreaves que es de -550-600 °C.
El diseño más reciente del reactor utilizado en este proce
so envuelve vapores de H 2SO 4 inyectados con la combustión de ga
ses dentro de un lecho fluidizado de sal.
2.
Proceso Hargreaves.
Los resultados de este proceso son NaCl, dióxido de azu--
Agua de enfriamiento
Vapor
Sprays de agua
Agua de al ime:
c ión
Agua
Ga s débil
de
Pnf ria
miento
Loro~
Quemador
Atmósfera
Entrada
1
4
Gas débil
Flama
Producto ..c ido
Hidrógeno
Figura 3 . Diagrama para la síntesis directa del HC1 .
Restregador
gas
fre, aire y agua . La reacción bâsica es:
4NaC1 + 2 SO 2 + 02 + 2H2O
► 2Ná 2 SO4 + 4HC1
Esta reacción es exotérmica y el uso del aire en un produc
to gaseoso que contiene solamente 10-12% HC1.
3 . Síntesis directa a partir de Hidrógeno y Cloro.
La reacción del hidrógeno y cloro es altamente exotérmica.
El equilibrio de la temperatura para la reacción adiabática o las proporciones este quiométricas de hidrógeno y cloro es de 2490 °C, a esta temperatura el equilibrio de la mezcla contiene
42% de cloro libre como C1 2 por volumen, posteriormente los gases son enfriados ; el hidrógeno libre y el cloro se combinan rá
pidamente y a 200°C la concentración de cloro libre es despreciable.
ACIDO CROMICO.
El ácido crómico H 2 CrO 4 ó H2 Cr2O3 es formado por la adición
de H 2 SO 4 concentrado a una solución de cromo para formar óxido
crómico Cr 2 O3 y oxigeno a una temperatura de 190 °C y activando
el proceso con un agente oxidante . El óxido crómico es utiliza
co como un mordente en la pintura de seda y las maderas .
ACIDO FOSFORICO.
El nombre de ácido fosfórico es generalmente referido al ácido ortofosfórico H 3PO4 anhidro,este químico es un sólido -blanco y cristalino que funde a 42 .35 °C.
forma hemihidratada funde
mo es
el
a
29 .32 °C de temperatura,
co
caso del H 3PO 4 .2H 20 . El principal uso de este âcido -
es en el ramo de fertilizantes y la producción de fosfatos de sodio y potasio, o bien en la manufactura de detergentes y compuestos limpiadores ; asimismo el âcido fosfórico se emplea en
la fabricación de fosfatos de calcio para suplementos alimenticios, fosfatos para cocción y fosfatos de amonio para refractan
tes . Los fosfatos estân también incluidos en otros materiales,
como por ejemplo : insecticidas, aceites lubricantes, aditivos y
ciertos tipos de vidrio.
Fuente y Proceso : La mayor fuente de H 3 PO4 son los depósi
tos minerales de rocas fosfatadas .
El mayor constituyente de -
las rocas fosfatadas es la fluoroapatita, 3Ca 3 (PO 4 ) .CaF 2 ; las rocas comerciales contienen del 30-38% P 20 5 mâs impurezas . Dos
métodos han sido utilizados para la producción del Acido fosfórico a partir de rocas fosfatadas• .
El proceso húmedo envuelve
la reacción de la roca fosfatada con ácido sulfúrico para produ
cir acido fosfórico y sulfato de calcio insolubles.
En el otro método : el proceso por calor, la roca fosfatada
es combinada con coque y silica y reducida a altas temperaturas
en un horno eléctrico, seguido por una condensación de, elemen--
tos fosfatâdos• . El
sido
f,-ós 6rico. es producido por incinera -
ción o quema de. P elemental con aire. y absorbiendo el P 2O5 en el agua . El ácido producido por este método tiene gran pureza.
Durante el proceso húmedo la reacción global es;
3Ca. (PO 4 ) 2 .CaF + 10H 2SO4 + 20H2 O -f10SO 4 .2H 2O + 6H 3 PO4 + 2HF.
La roca fosfatada y el Acido fosfórico junto con líquidos
reciclados son cuidadosamente yertidós en un reactor, donde . son
retenidos dé 4 a 8 horas bajo condiciones cuidadosamente contro
ladas .
Los típicos niveles decontrol son ) .os siguientes:
Temperatura (°C)
77-83
Concentración de ácido
24-32 P 2 O 5
Sólidos (%)
33-34
Sulfatos disueltos
(%)
1 .5-3
(40-44 H 3PO4)
(H2 SO4 )
El agua residual de una planta productora de H 3 PO 4 puede estar contaminada por fluor, fosfatos, sulfatos y otros compues
tos .
Se requieren 2 .6-3 ton . de H 2 SO4 para producir 1 ton . de H 3 PO 4 y. además 3-5 ton de roca fosfatada y 20,000-30,000 gal de
H2 ó
Durante el proceso de Horno eléctrico (por calor) la obten
ción del H 3 PO4 es mucho más cara que en el proceso húmedo, pero
la ventaja es que el producto posee una alta pureza, en este -producto una mezcla de coque, sílice y roca fosfatada es formada dentro de módulos por calentamientos de un horno modulizado.
De esta manera las reacc,ones en este proceso son básica-mente :
2Ca 3 (_PO 4 ) 2 + CaS O 2 + IOC --á-P 4 + 1000 + 6CáSiO3
P4 + SO 2
2P 2O 5
P 2 0 5 + 3H 2PO ----: 2H 3PO 4
Se requieren : 3 .6 - 4 .2 Ton. roca fosfatada
0 .6 - 0 .8 Ton . de coque.
0 .7 - 4 .3 Ton . de sílice
8,500 - 20,000 gal . de agua,
para producir : 1 Ton . de H 3 PO 4 .
Producción de H 3 PO 4 por segregación de vapor y recirculación.
Ventajas del nuevo proceso : El proceso modificado permite una
importante reducción en la contaminación por iones de P . El
nuevo proceso produce una pequeña reducción en el consumo de -agua por cualquiera de las 2 formas, ya sea directamente por re
circulación o indirectamente por descargar una pequeña cantidad
de vapor de agua contaminada . El proceso no requiere equipo es
pecifico, solamente unos cuantos cambios en las líneas de tubería de vapor .
-
202 -
-.4- - -
Agua crudq
_~
..._
_
T
01
jLodá
uda
l
P
H2 SO4
- --
Dilución
H 2 SO 4
t
N
t
i
/ ~A
I
1
..
41
Agua
Agua Residual
para la manufact.
de yeso
,~
i --
Concentrac.
-
I
¡
I
10-_
t
I
I
I
i
I
I
A►
1
Agua Fluorada
Caliente
I
1
I
I
I
I
1
1
t
1
Modificaciones al
proceso antiguo
Neutralización
Pulpa
Aire
1
1
1
-rt0l
1
frio
I
t
__
..
- .~_ ._•~_.___ .,
Depósito de
Decantación
Figura 4 . Diagrama de Proceso para la obtención del ácido
fosfórico .
Gypsum.
ACLDO NI,TRLCO.
El acido nítrico es un líquido incoloro, con una gravedad
específica de 1 .503 a 25 °C ; un punto de congelación de -41 .6
°C y un punto de ebullición de 86 °C . Este acido es, completa-mente miscible en agua ; es un ácido fuerte y extremadamente oxi
dante.
Producción : Tres métodos comerciales han sido desarrollados para producir âcido nítrico:
1)
La reacción entre H 2 PO 4 y nitrato de sodio.
2)
La combinación térmica de oxígeno y nitrógeno atmosférico.
3)
La oxidación catalítica de amoniaco y absorción de produc-tos gaseosos en agua.
De estos, el tercero es el proceso más comunmente utiliza-
do en nuestros días . Durante. la oxidación del amoniaco y absor
ción de productos gaseosos en agua, el HNO 3 es producido en 3 etapas de operación:
I.
El amoniaco es oxidado a óxido nítrico.
II.
El óxido nítrico es oxidado fuertemente a dióxido de nitró
teno.
III . . Los gases son absorbidos en agua.
4NH3 + SO 2
► 4N0 + 6H20
2N0 + 0 2
► 2NO 2
3NO 2 + H2O-
2HNO3 + NO
- 204 -
Respiradero
o
~
+r —
--t
(ti
ro
_
y vapor
•
Condensador Compresor Condensadof
Ai
~- _ ►~
NO
1
NO 2
60% Acido
80$
iDNO 3
para Dest.
Figura
5, Diagrama de proceso para la obtención del Acido Nítrico .
El óxido nitrico formado retorna en forma gaseosa y es reoxidado a dióxido de. nitrógeno y reabsorbido, durante el proceso . Estas reacciones son extremadamente exotérmicas ; por lo -que las condiciones del proceso son extremosas (altas temperatu
ras y altas presiones).
CLORO
El cloro fue producido por primera vez en 1774, al reaccio
nar NaNO 2 con HCl ; posteriormente se obtuvo por electrólisis de
NaCl, teniendo como coproducto la sosa cáustica, sin embargo, el proceso más importante actualmente es el de células de Hg o
bien un proceso potencial es el proceso Deacon, en donde el HC1
es oxidado con oxigeno para producir Cl 2 y H 2O.
4HC1 + 0 2 .
~ 2C1 2 + 2H 2 O
Este proceso aún no ha sido comercializado en E .U ., pero si en Europa, donde es llamado oxiclorinación .
Mas del 50% de
la producción mundial de cloro es obtenida por el proceso electrolitico de las celdas de Hg ; durante este proceso se desarrollaron 2 ciclos : el ciclo de salmuera y el ciclo de Hg . La -salmuera es generalmente una salmuera de NaCl, ésta es parcialmente agotada de NaCl en el electrolizador y purificada ; una -vez hecho lo anterior la salmuera es reciclada a partir de la -
AGUA
Sal
1
4
Salmuera
10
9
6
t--~
Cloro
Hc
r
12
. A Sist . de Sosa Caústica
Figura 6 . Diagrama de proceso para la obtención de Cloro por las Celdas de Hg.
(Continua . .)
1 . Sal disuelta
2. Tratamiento de la salmuera.
9. Desclor-inación
10. Ajuste de pH
11. Enfriamiento
3. Ajustamiento
12. Banda de Hg
4. Filtración
13. Demistring
5. Almacenamiento de la salmuera.
14. Lavado
6. Calentamiento.
15. Fregadura
7. Electrolizador
16. Licuefacción.
8. Descomponedor
Fig . 6 . Diagrama de proceso para la obtención de cloro por
las celdas de Hg . (.Continuación) .
-
209 -
Proceso Nuevo - Separación por Recuperación Mejorada
Agua + cloro + impu rezas orgánicas
I
1
1
Síntesis
cloro
-
_
Cloro
r
Destilación
Solvente + cloro
+ impurezas org.
Solvente
Fase
Fase
Destilación
de
Separación orgánica
pesada
♦ Derivados
clorados
pesados
Agua
► Cloro
Agua ácida
ab
♦ Exclusión
Neutralización
Modificaciones al Proceso
antiguo
Figura 7 . Diagrama de proceso para la obtención del cloro .
celda y acidificada y rendida con aire para remover cloro
La de.clorinacibn de. la salmuera se. realiza a
dual .
pH.
resi-
9-10 .5.
Durante el ciclo del mercurio, éste evita un contacto con
la salmuera, formándose sodio metalico en el cátodo de
Hg
y se
amalgama con éste . La amalgama contiene un 0 .45% aproximadamen
te de sodio, el cual es removido de la celda.
OXIDO DE MAGNESIO.
El
término cal incluye una variedad de químicos manufactu-
rados a partir de piedra caliza o derivados de procesos quimi-cos donde se utilizan compuestos de Ca . De acuerdo a su composición propiciada pro la piedra caliza, la cal puede ser designada como : cal dolomítica o cal viva, CaO y CaO .MgO y cal hidra
tada, CaO .H 20, CaO(OH) 2 .MgO y CaO .MgO .2H 2 0.
Los varios tipos de óxidos de cal e hidróxidos son usados .
como álcalis para las industrias químicas y metalúrgicas.
Manufactura : Los procesos básicos de obtención del óxido
de magnesio, incluido dentro de las cales, son : la calcinación
y la hidratación . Comenzando con una piedra caliza dolomítica,
las reacciones son:
CaCO3 + calor .
' CaO + CO 2
CaO + H 2 O =
Ca (_OH) 2 + calor .
Si se utiliza el otro tipo . de c
CaCO 3 .MgCO 3 + calor
, las reacciones son:
CaO .MgO + 2CO 2
CaO .MgO + H2 O (1)4==± Ca (HO) 2 .MgO + calor
CaO .MgO + 2H 2 O (g) + presión 1==1 Ca (HO) 2 .Mg (OH) 2 + calor
Las temperaturas utilizadas en el proceso varían de 727 a
899°C .
Usos : Las cales se utilizan como materia estructural, y en la estabilización de suelos, así como en la producción de ce
mentos, aceros, papel, acetileno y en la fabricación de insecti
cidas, desecantes y tratamiento de aguas.
SOSA CAUSTICA.
Sosa cáustica es el nombre comercial del hidróxido de so-dio (NaOH), la cual es obtenida como coproducto en la produc--ción de cloro . La sosa cáustica es el químico de mayor uso en
los procesos químicos, manufactura de . pulpa y papel, producción
de jabones y detergentes ; procesamiento de bauxita para produ-cir alúmina, manufactura del rayón, procesamiento textil y otros
importantes segmentos en la industria.
Este químico es utilizado en solución, habiendo 2 concen traciones comunmente utilizadas, 50 y 73% de concentración de NaOH .
Como se
dijo
anteriormente,
la
sosa cáustica es obtenida
como producto del cloro por electrólisis de NaCl y salmuera -(ver cloro producción).
ACIDO FLUORHIDRICO.
Las materias primas empleadas en la elaboración de HF son:
el ácido sulfúrico y el fluoruro de, calcio (CaF 2 ) , de tal manera que:
CaF 2 (S) + H 2 SO 4
► CaSO4 (S) + 2HF (_g)
El rendimiento de dicha reacción, está influenciado por la
pureza del CaF 2 , la concentración del H 2 SO 4 y las cantidades -reactantes de las 2 materias primas, asi como por la temperatura de la reacción, ya que ésta es endotérmica (absorbe teóricamente 1400 KJ/Kg) y dura aproximadamente 30-60 min . a 200-250
°C . Los generadores de HF, pueden ser hornos rotatorios, calen
tados de manera horizontal y externa, siendo removido el sulfato de calcio (residuo) a través de una llave de aire . Por otra
parte, el HF es rápidamente absorbido en agua, razón por la cual algunos procesos emplean soluciones acuosas de reactantes
para obtener HF liquido, y fraccionando y/o destilando el H 2 SO 4 .
BICARBONATO DE SODIO.
El NaHCO 3 , se obtiene como subproducto del proceso para -formar carbonato de sodio (NaCo 3 ), el cual se emplea en un 40%
en la manufactura de vidrio, en un 35% como materia prima para
compuestos de sodio (cromatos, fosfatos y silicatos) y en un . 10%
en la industria papelera.
1. Proceso Leblanc.
Fue el primer proceso productivo para la elaboración de -carbonato de sodio ; en este proceso el cloruro de sodio es transformado a sulfato de sodio, el cual posteriormente es ca-lentado con cal y coque en un horno, de acuerdo a las siguien-tes reacciones:
Na 2 SO 4 + 2C --Ip Na 2 S + 2CO 2
+ CaCO3
2 CO3 + CaS
N
Na 2 S a
2.
Proceso Solvay.
El proceso Leblanc fue ampliamente reemplazado por el pro-
ceso Solvay en base a amoniaco ; en éste el dióxido de carbono se hace pasar a través de una solución saturada de amoniaco y cloruro de sodio para formar bicarbonato de sodio, el cual después es calcinado para producir carbonato de sodio :
NH 3 + CO 2 + NaCl + H.2 0
2HNaCO3
A
~HNaCO 3 + NH 4 C1
► Na 2 CO 3 •+ CO 2 + H 2 0.
SULFATO DE SODIO.
El sulfato de sodio puede ser obtenido por 2 vías : como -subproducto de diversos procesos químicos (ver carbonato de sodio, por ejemplo), o por vía natural . De esta manera, el - Na 2 SO 4 , es obtenido como residuo dedos procesos Hargreaves y Mannheim, después de que el HC1 es lavado a partir de la reacción de la mezcla creada por la combinación de la sal y el áci
do sulfúrico o nítrico . También el Na 2 SO 4 es obtenido a partir
de soluciones sulfatadas, empleadas en procesos productivos de
rayón, dicromato de sodio, ácido bórico, fenol, etc ., ya que el
sulfato es removido por el enfriamiento de los cristales de la
sal Glauber, a partir de la cual es transformado en Na 2 SO 4 por
procesos de evaporación, fundición y rocío . .
TRI .PQLIFOSFATQ D SODIO.
Los polifosfatos de cadena larga son difíciles de obtener
en forma pura, ya que normalmente se encuentran como mezclas de
variad longitudes de cadena . La composición de los polifosfa-tos de cadena larga se aproxima mucho a los metafosfatos ( .MP03 )n.
La deshidratación térmica del fosfato monobâsico de sodio
da lugar a numerosos polifosfatos condensados, pudiendo variarse su estructura por medio de . manipulación de las condiciones ambientales como temperatura y humedad.
El tripolifosfato se usa en la formulación de pastas denta
les y como emulsificante de quesos.
DESECHOS PRODUCIDOS POR LA INDUSTRIA QUIMICA INORGANICA BASICA.
Los desechos que se producen debido a la actividad desarro
liada en este giro industrial, son los que se muestran en la Ta
bla 64 .
TABLA 64
Desechos producidos por la Industria Química
Inorganica Básica
Compuesto
Posibles desechos
Acido fosfórico.
Fluoroapatita
Acido sulfúrico
Sulfato de calcio
Sílice
Coque
Fósforo elemental
P205
Acido fluorhídrico
Acido fosfórico
Fluor
Acido nítrico
Acido sulfúrico
Nitrato de sodio
Amoniaco
Acido nítrico
Oxidos de nitrógeno
Acido sulfúrico
Azufre
S0 2
S03
Pentóxido de vanadio
Acido sulfúrico.
Cloro
HC1
Hg
Na
H2SO4
C12
NaOH
Oxido de Mg
CaCO 3
CO2
MgO
Acido clorhídrico
Acido sulfúrico
Cloruro de sodio
NaHSO4
Na2SO 4
C1 2
HC1
(Continua . .)
TABLA 64
Desechos producidos por la Industria Química
Inorgánica Básica . (Continuación).
Compuesto
Posibles desechos
Acido crómico
Acido sulfúrico
Cr2 0 3
Acido crómico
Sosa
HC1
Hg
Na
Acido sulfúrico
C1 2
NaOH
Acido Fluorhídrico
Carbonato de Sodio y
Bicarbonato de Sodio .
HF
Acido sulfúrico
Na 2 S
CaS
NH3
NH 4 C1
Sulfato de Sodio
NH3
NH 4C1
HC1
Tripolifosfato de Sodio
H 2 SO4
PO4 =
TABLA 65
Gastos de agua producidos por la Industria
Inorgánica Básica*
Compuesto
Acido sulfúrico
Sosa
Acido fosfórico
Gasto
m 3 /ton**
18 - 20
80
15 - 20
* Industrial Wastewater Management Handbook.
Azad Hardane Zingh, 1976.
Nota : No se incluyen gastos para los demás procesos, pues no
están re p ortados .
PETROQUÍMICA BÁSICA.
La Petroquímica Básica produce aquellos compuestos que son
la materia prima de un gran número de otros productos, y que -son de fabricación exclusiva de Petróleos Mexicanos, siendo dichos productos los mostrados en la Tabla 66.
AMONIACO.
El primer proceso comercial para la síntesis directa de -amoniaco, fue el desarrollado en Alemania en 1900, posteriormen
te fueron desarrollados otros procesos con diferentes materias
primas, siendo los más importantes los que a continuación se -describen.
1 . Proceso de Síntesis por Preparación de Gas.
La manufactura de anhídrido amoniacal sintético, consiste
en 3 etapas básicas : Preparación de la síntesis de gas, purificación y síntesis de amoniaco . Las dos primeras etapas compren
den la generación de hidrógeno acuoso, la introducción de nitró
geno en la proporción estequiométrica de la síntesis y la remoción de catalizadores tóxicos, como el CO y CO 2 . La síntesis de amoniaco incluye la fijación catalítica de nitrógeno a eleva
TABLA 66
Productos y Producción de la Petroquímica
Básica en 1988 .*
Compuesto
Acetaldehído
Acetonitrilo
Acido cianhídrico
Acido clorhídrico
Acido muriatico
Acrilonitrilo
Aiquilarilo pesado
Amoniaco**
Anhídrido carbónico
Aromâticos pesados
Aromina 100
Azufre
Benceno **
Butadieno **
Ciclohexano
Cloruro de vinilo
Cumeno
Dicloroetano
Dodecilbenceno **
Especialidades petroquímicas
Estireno
Etano **
Etilbenceno
Etileno **
Heptano **
Producción
156,380
2,243
7,175
117,732
25,171
61,241
10,998
2'514,656
3,377,997
84,875
98,424
510,100
270,965
12,313
41,886
175,002
47,634
329,861
111,315
8,336
131,643
2'927,194
159,204
915,730
7,425
(Continua—)
TABLA 6 6
Productos y Producción de la Petroquímica
Básica en 1988 .*
(Continuación)
Compuesto
Producción
Hexano **
Isopropanol
Metanol **
Meta y paraxilenos
69,756
13,630
200,666
312,590
61,537
56,568
102,071
241,422
183,232
Nitrógeno
Ortoxileno **
Oxido de etileno
Oxigeno
Paraxileno **
Percloroetileno
Polietileno de alta densidad
Polietileno de baja densidad
Propileno
Sulfato de amonio
Tetracloruro de carbono
8,466
81,717
317,101.
281,276
8,128
2,294
107,613
309,266
Tetrámero de propileno **
Tolueno **
Glicoles
Hidrógeno
Materia prima para negro de humo**
Pentanos **
Polialquilados
T O T .A L
3,329
25,560
943,987
2,479
.979, .355
.
* Toneladas
** Petroquímicos Básicos a partir de 1989.
Fuente : A .N .I .Q . 1989.
,
.15'462,248
das temperaturas y presión y la recuperación de amoniaco . Otra
fuente de hidrógeno puede ser : agua, petróleo, coque y gas natural . En el proceso original Haber-Bosh, la fuente dé hidróge
no fue coque cargado con aire, en donde el calor liberado por la formación de CO 2 incorporaba incandescencia al coque . Los productos de la combustión son expelidos a la atmósfera.
El nitrógeno requerido para la síntesis de amoniaco es suministrado por adición de una cantidad suficiente en la combustión de los productos a partir de vapor . Las partículas de pol
vo y de vapor que no r-eacciónb son removidas via lavado con - agua . El CO2 libre es comprimido y frotado con una solución cu
prosa amoniacal para remover el CO 2 no reactivo . Cuando la pureza relativa del gas, consiste en 3 partes de hidrógeno y una
de nitrógeno, es alimentado al reactor de síntesis amoniacal,
por medio de catálisis y reciclaje de gas.
2 . Oxidación Parcial basada en Carbón.
Este es el segundo proceso mds importante para la producción de amoniaco y puede llevarse a cabo por 2 vías : Via Lurgi
y Vía Kippers-Totzek ; en la primera via, el carbón es gasificado en un reactor usando oxigeno y vapor entre 20 y 30 atmósferas de presión . La ceniza es removida en un sistema rotatorio.
Dependiendo de las características de la alimentación, las
temperaturas de gasificación oscilan entre 560 y 620 °C . A esta
'temperatura y a una relativa alta presión el metano y el dióxi do de carbono que contiene el gas• crudo son considerables . Este gas crudo es tratado posteriormente por procesos que inclu-yen recuperación de agua caliente ; conversión desviada y remo-ción de fenoles y otros subproductos.
El tratamiento rectisol (lavado con metanol) se usa para la remoción de azufre y CO 2 , el lavado con nitrógeno liquido pa
ra producir gas con una elevada pureza ; compresión y finalmente
síntesis de amoniaco . El lavado con nitrógeno liquido introduce el nitrógeno requerido para la síntesis y remoción de CO y metano, los cuales son reciclados al sistema de vapor.
En el proceso Koppers-Totsek, la gasificación se realiza a
bajas presiones y altas temperaturas, esencialmente asegurando
una conversión completa de hidrocarburos . Una mezcla homogénea
de carbón pulverizado, oxigeno y vapor reaccionan produciendo una zona de flama con temperaturas alrededor de 1,925 °C . Las
reacciones endotérmicas subsecuentes reducen la temperatura de
esta zona hasta 1,480 °C aproximadamente . Dependiendo de la -reactividad del carbón, éste puede gasificarse hasta en un 99%.
El gas crudo es procesado en una serie de operaciones que inclu
yen : Generación de vapor, lavado, compresión, remoción de azu-fre, compresión adicional, conversión desviada, remoción de CO 2 ,
lavado con nitrógeno, compresión y síntesis.
En las figuras 8 y 9 se. pueden apreciar dichos proceso"s .
N2
Aire ---~-. Fraccionamiento --r
Lavado con
N2 liquido
S02
Carbón
Vapor
p. Generación de
vapor por gasificación .
Conversión
desviada.
CO2
Tratamiento
rectisol.
' t
Tratamiento
gas/liquido
Síntesis
de
Amoniaco
Aceite, naftafenoles .
•,
NH3
Vapor reformado
Figura 8 . Proceso de Gasificación de Carbón Via Lurgi .
Aire
1
Fraccionamiento
— opN 2
Aire
Carbón-0 Gasificación
---ip Compresión
vapor
Vapor P
:aac i ón
de
--10 Compresión
Azufre
Cenizas
•
Lavado con
N 2 lígido
T
Compresión y
Síntesis de
Amoniaco
Remoción
de
C0
Conversión
desviada
0 NH3
Figura 9 . Proceso Gasificación de Carbón Vía Koppers-Totzek .
3 . Oxidación parcial basada en hidrocarburos'pesados.
Este proceso . fue desarrollado después de la 2a . Guerra Mun
dial, utilizándose 2 procesos comerciales, el Shell y el Texaco,
por medio de los cualesse . produce entre el 10 y el 12% de la producción mundial . Las condiciones de operación en la generación de gas, varían de 1,200 a 1,370 °C de temperatura y entre
30 y 60 atmósferas de presión . En general los aceites pesados
son los hidrocarburos que alimentan el proceso.
En el proceso de gasificación Shell, el hidrocarburo de -alimentación precalentado con oxigeno y vapor es alimentado al
reactor y a la cámara de combustión . Una reacción de flama no
catalítica, es llevada a cabo para producir gas crudo .
El --
efluente caliente del reactor es enfriado y la síntesis de gas
crudo y gránulos de carbón aceite son formados en un aparato -llamado granulador . (Fig . 10).
En el proceso Texaco, el hidrocarburo precalentado junto con oxigeno son vertidos al reactor . La síntesis de gas crudo
caliente es templado con vapor de agua caliente mediante layado
y después se remueve el remanente de carbón . El vapor de agua
que contiene carbón es mezclado con nafta y después son separados . Esta mezcla es procesada y después se recicla la nafta al
reactor .
El agua del separador de. nafta, después de desengra--
sarla es enviada al lavado . (Fig . 11) .
Oxígeno -- ► Condensador
—►
Reactor --i Condensador
Y
Condensador
T
Calentador
de
Agua
► ?astiliador
Alimentación de
Hidrocarburos
Figura
Lavado
f r io
Gas.
T
Síntesis
de gas crudo limpio
Homogenizador
la
Proceso de Gasificación Shell .
Oxigeno
Reactor
Vapor
r
A
Precalen_
tador:
Lavador --1.Sintesis de Gas
Crudo Limpio
Separador
de Nafta
Rayador de
nafta
1
Desengrásante
de agua
Figura 1L Proceso de Gasificación Texaco .
Hidrocarburos
ligeros
Desulfuración
Primera
reformación
Segunda
reformación
CO2
V
Metanación f---
Compresión y
síntesis de
Amoniaco
Remoción
de CO 2
Conversión
desviada
-n NH 3
Figura 12 . Proceso por vapor reformado para la producción de
Amoniaco .
4 . Reformación de la generación de vapor.
El 75-80% de la producción mundial de amoniaco es obtenido
por operaciones de generación de vapor a partir de hidrocarbu- ,
-ros,utilzandproxmetd60-5%gasnturle
alimentación o en su defecto nafta ; en este proceso la nafta es
p rimero desulfurizadá cuando la mezcla con vapor es reformada por primera vez . Con aire suficiente que contiene la cantidad
de nitrógeno requerida para la síntesis, es introducida la mezcla en el segundo reformador . El gas reformado es desviado pos
teriormente y lavado para la remoción de CO 2 . Las cantidades remanentes : de CO2 y CO son removidas en una etapa de metana-ción, enseguida el gas se comprime y se produce el amoniaco.
Estos procesos desarrollados más recientemente reducen en
forma considerable la emisión de amoniaco libre a los ríos.
El consumo de agua es:
Proceso antiguo
16 .1 m 3 /ton
Proceso nuevo
2 .85 m 3 /ton .
BENCENO
El benceno puede ser producido a partir de petróleo, ya -que la presencia de benceno en los petróleos crudos es bien reconocida . Los procesos por deshidrogenación de cicloparafinas
(naftas) usando como catalizadores platino o paladio han sido desarrolladas comercialmente a partir de 1950.
1.
Separación
Reformamiento.
La producción de benceno por este proceso está asociada -con la producción de tolueno y xileno (Plantas BTX) . La produc
ción relativa de varios hidrocarburos aromáticos es una f unoión
de la alimentación, condiciones del reactor, catalizadores y, principalmente, del rango de ebullición de la fracción del producto sujeto a la extracción del solvente . En este proceso las
cicloparafinas llamadas ciclohexano, metil ciclohexano y dime-til cicloexano son convertidas a benceno por deshidrogenación o
por dealquilación y el metil ciclopentano y dimetil ciclopentanos son convertidos a benceno por isomerización, deshidrogena-ción y desalquilación . Los catalizadores empleados generalmente son el níquel y cobre, o bien el molibdeno y el óxido de cro
mo .
2.
Proceso BTX a partir de petróleo.
La fracción obtenida a 65-175°C directamente o por crak.ing
no contiene suficientes aromáticos para ser evaluable, razón -por la cual se lleva'a cabo una reforma catalítica, seguida de
una destilación por columnas para separar las fracciones de materiales de alto punto de ebullición . La fracción así obtenida
es separada en caliente ; esta fracción contiene una gran propor
ción de no aromáticos que son removidos por un proceso de ex ;--tracción, dicho extracto contiene benceno, tolueno, aromáticos
C8 y C9 . Los aromáticos son disueltos preferentemente en un --
solvente y separados de las fracciones no aromáticas . Los ar-•omâticos son recobrados por destilación.
Los o-xilenos son generalmente recobrados por destilación
doble, de donde el sedimento es una mezcla de o-xilenos y C 9 -aromáticos, los cuales son b .edestilados y recobrados con un 96%
de pureza, los aromáticos C9 son utilizados como solventes en la producción de componentes de gasolinas.
El liquido destilado contiene etilbenceno, p-xilenos, m-xi
lenos y o-xilenos que fueron alimentados por los p-xilenos en el proceso de separación.
El liquido madre obtenido a partir de la cristalización -y/o del refinado después de la remoción por absorción, es asome
rizado y convertido a m-xilenos y a p-isomeros.
En la isomerización, la luz y las impurezas pesadas son ge
neralmente incluidas en los hidrocarburos saturados, benceno, tolueno y aromáticos Cg . Estos son removidos por el reciclaje
de la isomerización . . . En la isomerización se encuentra mucho -benceno y tolueno que son reciblados.
Caba adlarar que este proceso es la base de la petroquímica básica, y desde un punto de vista poco estricto, puede constituir la base de la petroquímica intermedia.
Los principales usos de los compuestos BTX se muestran en
la Figura 13 .
Benceno
Etil Benceno--- .p Estiren
Cumeno
D.Fenol y Acetona
1
p 2
Ciclohexano - D.Ac . adfpico y capro- --o 3
lactama.
Benceno
Tolueno
Tolueno disocianato -- 0 4
Dinitrotolueno
Anhídrido ftálico
i). 5
Meta
Para ,
Acido isoftálico
f>Dimetil tereftalato
Etilbenceno --
* Estiren
1,6
p. 7
D. 8
Orto
Xilenos
(1)
Poliestireno
Estireno/butadieno
Resinas ABS
Elastómerós SBR
(4) Poliuretanos
(5) Plastificadores
(6) Resinas alquidicas y poliester
(2) Metacrilatos
Metilsobutilcetona
(3) Nylon 6
Nylon 66
(7) Fibras y films de poliester
(8) Poliestireno
Figura 13 . Usos de los compuestos BTX.
BUTADIENO.
El 1,3 butadieno, C 4 H6 es un compuesto muy reactivo por su
estructura conjugada y de doble enlace . Toda su producción se
emplea en la fabricación de polímeros como SBR (estiren -buta-dieno) y ABS (acrilonitrilo-butadieno=estireno).
El primer proceso a escala comercial resultó a partir de la necesidad de hules y plásticos después de la II Guerra Mun :Rdial . Durante este periodo, el proceso (Shell ACN para recuperación de butadieno) fue desarrollado para recuperar butilenos,
para la deshidrogenación del butadieno o para recuperación del
butadieno . El solvente utilizado es la acetona . Cuando el ace
tonitrilo surgió como subproducto de la producción de acrilonitrilo, el proceso de recuperación del butadieno fue adaptado al
uso de acetonitrilo por sus mejores características.
Inicialmente el butadieno fue producido por deshidrogena-ción de butilenos.
Recientemente el craking de la nafta para la producción de
etileno y propileno produce vapores C4 cómo subproductos que son
una fuente importante de butadieno.
La base del proceso es el cambio en la relativa volatili-dad de hidrocarburos C4 en presencia de acetonitrilo como solvente cuando se hace la separación . La mezcla de C4 es alimentada o vertida a una columna de destilación extractiva ; donde es
separada en un medio solvente, teniendo como subproductos a Los
vapores de butano-butilenos y al vapor de la mezcla butadieno/-
solvente . (áceto-nitrilo) . El subproducto de butano-butilenos es layado para recuperar acetonitrilo . El butadieno es lavado
con un solvente . El butadieno crudo obtenido de esta manera, es alimentado a un postfraccionador donde finalmente es recuperado como producto final.
Otros procesos para la recuperación del butadieno son simi
lares al proceso Shell ACN, pero el uso de otros solventes en la destilación extractiva hace la diferencia ; estos solventes son : n-metil piriolidina, azufre y dimetil acetamida . En forma general el proceso es mostrado en la Figura 14.
DODECILBENCENO.
Para producir dodecilbenceno, se requiere como materia prima la kerosina
(C10-C13 ó C11-C14), la cual se hace pasar por un tamiz molecular, obteniéndose así los hidrocarburos con cade
nas lineales que alimentan 2 vías distintas : la clorinación para producir cloroparafinas y la deshidrogenación catalítica para obtener olefinas, añadiendo las olefinas producidas por la deshidroclorinación de cloroparafinas, que de manera separada y/o conjunta producen dodecilbenceno lineal, con la adición del
benceno y acido fluorhidrico, para finalmente destilar el pro-ducto final, lo anterior se muestra en la Figura No . 15.
El dodecilbenceno (ramificado) es producido por Petróleos
Mexicanos por medio del proceso UOP (alquilación con âcido - fluorhidrico), en donde se emplean como materias primas el ben-
Bu tadieno
♦
Butilenos
Alimentación
C4
Condensador--0.
II
1
2
1
Columna de destilación extractiva.
2
Rayador de aceite
3
Postfraccionador.
4
Lavado de butano-butilenos
5
Recuperación de solvente.
3
4-
Figura 14 . Proceso para la obtención de Butadieno .
5
Kerosina
Hidrocarburos lineales
cloroparafinas
Deshidroclorinación
Benceno
Benceno
H
AiC1 3F
Destilación
b.
Dodecilbenceno
polefinas
destilación
4
Fig . No . 15 . Esquema General para la Producción de
Dodecilbenceno .
ceno y el tetrámero de. propileno (presentes en el petróleo cru do) y obteniendo ademâs de . dodecilbenceno ramificado, 2 tipos de alquil arilo (ligero y pesado) . De esta manera a partir del
crudo se obtiene gasolina por una destilación fraccionada o catalítica del petróleo (reforma catalítica : ver refinación petro
lera) . A su vez, a partir de. la gasolina se obtienen por refor
mación catalítica tolueno y benceno, el cual junto con el tetrâ
mero de propileno obtenido a su vez de la polimerización del -propano-propileno formado por la desintegración catalítica y deshidrogenación del propano presente en el petróleo crudo ; mediante la adición de acido fluorhdrico (HF) se lleva a cabo la
alquilación, produciéndose así
el
Dodecil benceno ramificado.
(Fig . 16).
ETANO.
Normalmente el gas natural es procesado para recuperar sus
componentes, como son : el metano, etano, propano e hidrocarburos parafinicos . Dependiendo de los constituyentes y el porcentaja de recuperación requeridb, 2 técnicas son generalmente con
fiables : un proceso de absorción de aceite para recuperar bajas
cantidades de etano y el proceso criogénico para grandes cantidades de etano recuperadas . El proceso bâsico es el siguiente:
el gas natural es alimentado en el fondo de una torre de absorción, donde el gas entra en contacto con una cierta absorción presurizada de aceite . La circulación de aceite y el rango de
. temperatura están determinados por el espectro del producto y
el porcentaje de recuperación requerido . Grandes porcentajes de recuperación generan grandes rangos de circulación . El eta-
Crudo
Propano
Propileno
Gasolina
Tolueno
Tetrámero de propileno
Oenceno
Hidrodealquilación
HF
I
Alquilación
Dodecil benceno ramificado
Fig . 16 . Esquema para la producción del Dodecil Benceno
Ramificado.
no recuperado es separado y el aceite puede ser refrigerado.
La absorción de acite remueve los hidrocarburos formados
por el gas y vertidos directamente en una torre de demetanización, donde el metano es absorbido y removido a partir de la absorción de aceite por fraccionación . El metano es refrigera
do y combinado con la regeneración de aceite . La fase de va-por contiene metano . El liquido presurizado es usado como reflujo en el demetanizador . Lbs depósitos sedimentados deldeme
tanizador son directamente sosegados con el aceite, cuando los
componentes hidrocarbonados son separados del aceite.
Los vapores contienen etano y son fraccionados ; el sedi-mento líquido es reciclado a través de un numero de intercambios calientes y presurizados . La torre de reflujo puede ser
generada utilizando refrigeración, agua o aire frio . Las turbinas de gas pueden ser usadas como equipo de rotación.
El Proceso Criogénico.
Se basa en que el vapor de gas natural colocado en una -unidad de procesamiento criogénico, cuando la temperatura es disminuida progresivamente, con el efecto subsecuente de con-densación de hidrocarburos . Varios niveles de temperatura son
utilizados, como por ejemplo el de -37°C pará'propano . . .Un re=
-frigeantco eilnopudsra etbilzar los nivéles de temperatura.
Los hidrocarburos condensados son separados a partir de la mezcla vapor/liquido . Las fases de hidrocarburos condensa-
ETANO
pm
PROPANO
2
~a s so..-L
br e e--'-ag-*
na-dante
3
4
5
6
7
Gas
Figura 17 . Proceso para la obtención de etano por absorción de aceite
Proceso por Absorción de Aceite
(1)
(2)
(3)
(4)
Intercambiadores
Knockoutpots
Demetanizador
Deetanizador
(5)
(6)
(7)
(8)
Depropanizador
Debutanizador
C4
Remoción de CO2
8
dos son llevados directamente a un demetanizador a alta pre--ión ; cuando el metano es fraccionado a partir del producto del
vapor de hidrocarburos . El vapor de metano frio a alta presión
es esencialmente expandido y sometido a intercambios calientes,
cuando es combinado con el gas frio . Los sedimentos del demetanizador contienen hidrocarburos recuperados y subsecuentemen
te una fracción de productos hidrocarbonados . La alimentación
contiene CO 2 , que es considerado como contaminante ; el CO 2 es
removido a partir del producto de vapor de etano.
Los compresores de refrigeración pueden estar controlados
por una turbina de gas . Los desechos calientes son recupera-dos por un sistema de circulación de aceite caliente .
CO 2
PROCESO CRIOGENICO
► ETANO
Gas sobrenadante
A
PROPANO
Alimen =
táción
Ref ri g erari`
4
1
P Pt-- -
a
RFG
RF
►
ISOBUTANO
L
pano
Caja
fria
RFG
~
HO
s
HC
HO
Etanc
o eti
leno
BUTANO
r
Gasolina
Natural
Figura 18 . Proceso Criogénico para la obtención de etano
(1) Intercambiadores
(2) Knouckoutpots
(3) Demetanizador
(4) Deetanizador
(5) Depropanizador
(6) Debutanizador
(7) C4
(8) Re7noción de CO 2
RFG
PR
HO
Refrigerante
Refrigerante de Propano
Aceite caliente .
METANOL
El metanol es un alcohol alifatico, es un lfquido incolo-ro, inflamable, volátil y muy inconstante . El compuesto es tóxico como líquido o vapor y es soluble én agua, alcohol etíli-co, y dietil éter en todas proporciones.
Este químico se utiliza como uno de los materiales crudos
más importantes de la Industria Química Orgánica ; es decir, se
utiliza en la prducción de formaldehído, dimetil tereftalato, metacrilatos, metilaminas (para resinas, herbicidas y fungici-das), metil halidos (para silicones, tetrametilo de plomo, y -plásticos butflicos), removedores de pinturas, films fotográfi-•
cos, propelente para aerosoles y compuestos desengrasantes, áci
do acético •y solventes.
Producción.
El avance más reciente en la síntesis del metanól ; es el
proceso dé presión baja e intermedia . La síntesis por este pro
ceso requiere de catalizadores de cobre y presiones de 50 y 100
atm . Estas presiones son substancialmente más pequeñas que las
presiones requeridas por otros procesos en donde son del orden
de 250-750 atm . La más alta actividad catalítica se alcanza a
250-270°C de temperatura . Como resultado la metanación es anulada y su formación como subproducto es baja . Este proceso consta de 3 operaciones básicas : Síntesis de la preparación de
gas, síntesis de metanol y purificación de metanol.
La síntesis de gas es preparada por la reformación del vapor u oxidación parcial de un liquido o gas hidrocarbonado o -por combinación directa de CO 2 con gases ricos en hidrógeno purificado . Después de recuperar el gas y enfriarlo, la síntesis
del gas es comprimida y se requiere de síntesis a presión . La
síntesis de metanol catalizada (niquel) se lleva a cabo a 250270°C de temperatura . El control de la temperatura es efectuado por inyección de gas frío y niveles apropiados de cataliza-dor . Posteriormente los gases convertidos son enfriados y el metanol crudo es condensado y separado de los gases no reacti-vos . El metanol crudo es reducido y pasado a una purificación,
generalmente por destilación.
ETILENO.
El etileno es un producto basico, debido a que de él depen
den las producciones de óxido de etileno, etilbenceno, cloruro
de etilo, dicloruro de etileno, etanol y polietileno, así como
por su uso en la manufactura y producción de una multitud de -productos finales . El etileno es un gas flamable a predión y temperatura estándar ; tiene un peso molecular de 28 .03 y un pun .
to de ebullición normal de -103 .7°C a una presión crítica de -44 .98 atm . y a una temperatura crítica de 9 .5°C . Esencialmente
todo el etileno producido tiene una alta pureza (99 .9 %) .
-
2 :45
Alimentación
..Purga
1
Quemador de
aire
T
Agua
Metal
1 .- Quemador y supercalentador
Aire precalentado
3.- Hogera
4.5.6.7.8.9.-
refinado
T
Pui.: a de alcoholes
Conversión del metal
Separador
Vaso de destelló
Almacenamiento de crudo
Columna de Topping
Columna de refinamiento
Figura 19 . Diagrama del proceso para la fabricación de metanol
T
El etileno en un principio fué producido por la deshidrata
ción del etanol por alúmina:
H
H
I
1
H -- C -- C -OH
I
I
H
H
H
\.
Alúmina
H
/
.0 = C
H20
/
\
H
H
Ahora el etileno es producido comercialmente por el sitema
de craking del vapor del etano :
H
H
H
I
I
-C - C - H
I
I
H H
H
H
\
/
C = C + - H2
/
\
H
H
0 por el cracking del vapor de propano:
H
►
H H
I
I
H --C -C -C -H
.H
\
C=C
/
+ CH 4
I 1 I
H
H
H
H
H
El etileno puede ser producido a partir de otros hidrocarburos parafinicos: Q no parafinicos, . Estas reacciones son altamente endotérmicas . La importancia del tiempo en este compuesto se deriva de su versatilidad como reactante, produciendo un
gran número de químicos intermedios, la re .actividad de su doble
cadena y su viabilidad de homopolimerizarse y copolimerizarse con otros mon6meros . Las reacciones mâs importantes del etileno desde un punto de vista comercial, es ; la polimeración del P o
lietileno baja y alta densidad:
nCH 2 = CH 2 —f ( -CH 2 - CH 2 ) n
La oxidación a óxido de etileno:
CH 2 = CH 2 -i► CH 2 - CH 2
/
O
La alquilación de benceno a etilbenceno para la producción
de estireno:
CH 2 = CH 2 +
La oxiclorinación a dicloruro de etileno para la produc-ción de . cloruro de vinilo :
CH 2 = CH 2 + 2HC1 + 1/2Q2--0n CHC12 ± H 2 Q
La hidratación a etanol:
CH 2 = CH 2 + H 2 O
--io.C 2 H 5 OH
La oxidación a acetaldehido :
0
CH 2 = CH2 + 1/20 2 —Iw CH3 — C
H
La clorinación a cloruro de etilo:
Catalizador
CH 2 = CH2 + HCl
acido
Pm.
CH3 — CH 2 C1
Producción : El etileno fué preparado e identificado en la decada de los 1800 por la deshidratación del etanol, hidrogenaciónde acetileno, cracking de hidrocarburos C 4 ricos en butadieno.
Los coprodutos producidos varían del tipo y cantidad de acuerdo
a la severidad del rompimiento durante el dracking de hidrocarburos (Ver esquema).
Nota : Este proceso incluye el proceso de producción del propile
no .
TOLUENO
El tolueno se produce por reformación catalítica de naftas
aromáticas . El catalizador consiste en 10% de dióxido de molib
deno en alamina como soporte . También se producen 46 m 3 de hidrógeno por Kg de nafta . En el proceso se obtiene una mezcla de hidrocarburos aromáticos, siendo uno de los principales el tolueno (Ver Benceno).
HEPTANO, HEXANO, PENTANO,' N PARAFINAS Y NEGRO DE HUMO.
Todos estos compuestos son considerados parafinas, los - cuales son hidrocarburos saturados que contienen cadenas de car
bono e hidrógeno, como ejemplo se tiene el metano (CH 4 ) que es
la base de la serie de compuestos conocidos como parafinas o -alcanos . La fórmula general de estos compuestos es CnH 2 n+2, de
tal forma que los compuestos con menos de cuatro átomos de carbono
son gases, de más de 5 átomos son líquidos y con mâs de 16 átomos son sólidos.
Todos estos compuestos se obtienen como subproductos de la
refinación del petróleo, razón por la cual no existen procesos
específicos para su obtención .
ETE.R METIL TERBUTILICO Y TERAMI.L METIL ETER.
Los éteres se caracterizan estructuralmente por la presencia de un oxigeno entre 2 radicales de acuerdo a la fórmula general R-O-R . Estos radicales pueden ser iguales como en el caso del dimetil éter, o bien pueden ser distintos como en el caso del éter metil terbutilico.
Estas mezclas son producidas a partir de los alcoholes,
los que reciben su nombre.
COMPLEJO PETROQUIMICO.
Debido a que los procesos utilizados para la producción de
cada uno de los componentes de la rama petroquímica básica, no
son independientes uno del otro, sino que, por el contrario, todos forman lo que se ha denominado complejo petroquímico, que
es un término aplicado a los procesos distribuidos, clasificados
y agregados u ordenados en unidades que en conjunto convierten
y transforman en la variedad de petroquímicos intermedios y/o productos finales . Lo anterior se explica al entender que los petroquímicos son derivados del petróleo' y/o gas natural, que son separados y obtenidos de los constituyentes de estas fuentes
de hidrocarburos ; dentro de estos petroquímicos se llama interme
dios a aquellos que intervienen como materia prima y/o fuen--
te de productos . finales para el comercio . A su vez muchas de
las fuentes de materiales utilizadas en un complejo petroquimico son subproductos y/o productos de refinación del petróleo,
ejemplo de esto es el propileno a partir del cracking catálicoo'los hidrocarburos aromáticos a partir del de reformación ca tálitica,o bien ; ,el propio complejo petroquímico puede producir
sus propias fuentes de materia prima, como es el etileno e hi drógeno a partir de componentes de gas natural . Los principales
usos y/o productos finales de la moderna industria petroquímica
son : elastómeros sintéticos, plasticos y resinas, fibras y pelt
culas sintéticas, detergéntes, solventes, pinturas, plásticos,químicos agrícolas como son fertilizantes, pesticidas y herbici
das :químicos automotores como son :anticongelantes y farmaucéúti
cos.
Por lo tanto podemos decir que la petroquímica básica (complejo
petroquímico) es la base de otra industria petroquímica de proceso y/o manufactura, también denominada petroquímica secunda .ría o intermedia.
Por todo lo anterior es posible comprender las grandes interacciones que existen entre los procesos-productos-coproductos y subproductos que se generan y transforman en la industria petro
química moderna ; un ejemplo de ésto, es el siguiente complejo petroquímico teórico donde:
1.- Hay etano, propano o nafta para la manufactura de olefinas
2.- Hidrocarburos C 6 - C 8 producidos a partir de reforma catall
tica como una fuente de aromático .
3.- Una querosina Hidrotratada como fuente de n-parafinas para
la manufactura de detergentes.
4.- Propileno producido por cracking catalizado.
5.- Hidrógeno como subproducto de reforma catalítica y otras
fuentes manufacturadas.
Lo que una vez transformado nos proporciona : Amoníaco,Urea
Nitratos, Etileno, Propileno, Butilenos, Butadieno, Benceno,Mo
nómeros de etileno, Ciclohexano, Cumeno, Fenol, Acetona,Tolueno
Aromáticos C8, Paraxilenos,Etilbenceno, Metaxilenos, Ortoxilenos
Detergentes, n-olefinas ; dentro de los cuales se encuentran numerosos contaminantes tóxicos prioritarios, (benceno, tolueno)
y otras sustancias y deshechos peligrosos (acetona,estireno,etc .)
lo que nos da una idea clara de lo contaminante que resulta la
industria petro química bâsica, al utilizar como materia primay como intermediarios para producir numerosos contaminantes-. tóxicos, los cuales a su vez serân utilizados para producir y manufacturar bienes de consumo generales . Un ejemplo de esto lo
representa el proceso BTX ; Benceno-Tolueno_Xileno pilar de la petroquímica bâsica.
DESECHOS PRODUCIDOS POR LA PETROQUIMICA BASICA.
De los procesos mencionados se desprende que ésta producirâ como residuos en cantidades variables a los compuestos que -
- 253 -
se mencionan a continuación (Tabla 67).
Tabla 67
Residuos producidos por la Industria Petroqufica Básica.
Compuesto
Posibles Desechos
Amoniaco
Hidrógeno
Nitrógeno
CO
CO 2
Cu
Metanol
Azufre
Metano
Ni
Amoniaco
Acetonitrilo
Hidrocarburos C 4
Butano
Butilenos
Butadieno
n-metilpirrolidina
Azufre
Dimetilacetamida
Butadieno
Etano
Metano
Etano
Propano
Etileno
CO
Butano
Isobutano
Gasolina
Gas natural
Aceite
(Continua . . .)
Tabla 67'
Residuos producidos por la Industria Petroquímica Básica
(Continuación)
Compüesto
Posibles desechos
Metanol
Cu
CH 4
CO
MeLnol
O-xileno
Petróleo
P-xileno
P-xilenos
Xilenos
M-xilenos
Tolueno
O-xilenos
Benceno (Ver Tabla . 68)
Etileno
Etano
Propano
Nafta
Acetileno
Hidrocarburos C4
Propileno
Etileno
Propileno
Etano
Propano
Acetileno
Hidrocarburos C4
Propileno
Etileno
Un resumen general de los desechos producidos para el complejo petroquímico es mostrado en la Tabla 68.
En la Tabla 69, se presentan los datos de carga orgánica y
el
ca .
gasto por toneladas de los productos de la Petroqufmica Bâsi-
Tabla 68
Desechos Producidos por el Complejo Petroquímico
Cu
Propano
Nafta
Acetileno'
Benceno
Propileno
Tolueno
Etileno
Xilenos
Azufre
Acetonitrilo
NH 3
Dimetilacetamida
Metanol
n-metilpirrolidina
CH 4
Aceite
CO 2
Etano
- 257 -
TABLA 69
Gastos y Carga Orgánica Producidos por la
Petroquímica Básica*
Compuesto
Gasto
m 3 /Ton
Amoniaco
'
.
DBO
DQO
mg/1
mg/1
1 .0-10
25 -100
50 -250
Butadieno
0 .4-6
25 -200
100-400
Etileno
0 .2-6
100-1000
500-3000
Metanol
1 .2-12
300-1000
300-2000
Tolueno
1 .0-10
300-2500
1000-5000
Xileno
0 .8-10
500-4000
1000-8000
Propileno
0 .4-8
100-1000
5000-3000
* Industria Wastewater Managanent Handbook
Azad Hardane Zingh . 1976.
PETROQUÍMICA SECUNDARIA.
La Petroquímica Secundaria es aquella cuya producción esta
fundamentalmente orientada a la fabricación de compuestos que ya tienen un uso como productos finales, o bien que pueden ser
usados en la Industria Química de Producto . En la Tabla 70 se
presentan las producciones para 1988 de'los compuestos mas representativos.
ACETONA
Las dos rutas mas importantes para
la
obtención de acetona
son : La segmentación del hidro peróxido de cumeno y la deshidro
genación del . ' alcohol isopropilico.
1 . Proceso del Hidroperóxido de cumeno para fenol y acetona.
El benceno es alquilado a cumeno y el hidroperóxido de cu-
meno es oxidado transformándose y segmentdndose a fenol y aceto
na .
C 6H 5 CH (CH3 ) 2
02
► C6H5 (CH3 ) 200H
d
Qdo►C 6 H SOH+CH 3 000H3
Cerca del 90% del fenol producido en Estados Unidos es pro
ducido mediante esta ruta, la cual produce alrededor de 0 .400 .45 Kg de acetona por Kg de cumeno ; y en relación al fenol te-
TABLA 1b
Productos y Producción en Petroquímica Secundaria
Producto
Producción
(Toneladas)
Acetato de vinilo
(1)
51,867
Acetona (2)
Acido acético
51,443
(1)
185,128
Acrilatos
28,559
Alcohol 2 etil hexílico
34,487
Anhídrido acético
83,322
Anhídrido ftálico
87,018
Anhídrido maleico
6,093
(3)
Anilina
2,336
Acido tereftálico
266,535
Butanol
15,989
Dimetil tereftalato
(3)
283,000
Etilenglicol
80,663
Fenol
35,040
(3)
Formaldehído
(1)
(2)
167,800
Metacrilato de metilo
15,392
Toluen disocianato
11,990
(1) Substancia Peligrosa
(2)
(3) Contaminante Tóxico Prioritario.
Fuente : A .N .I .Q . 1989.
Desecho peligroso.
nemos que 1 kg de fenol se obtiene a partir de 0 .6 kg de acetona . Existen varias modificaciones a este proceso base ; así el
proceso se, resume a : oxidación del cumeno a un hidroperóxido -concentrado ; segmentación del hidroperóxido ; neutralización y segmentado de producto y destilación y recuperación de la aceto
na . En el primer paso se utiliza el oxígeno atmosférico para la oxidación del ' cumeno a hidroperóxido de cumeno ; la temperatu
ra es generalmente entre 80-130°C y presión y promotores conocí
dos, como el hidróxido de sodio . Un proceso completo implica el uso de 3 o 4 reactores de oxidación en series, de.l, cumeno;
el primer reactor es alimentado con cumeno fresco y cumeno reci
ciado y concentrado de los otros reactores ; en el fondo de los
reactores puede haber 2-3% de NaOH que es el promotor y/o estabilizador utilizado en el proceso . Las temperaturas oscilan en
tre los reactores de 90-115 °C . Finalmente, el hidroperóxido de cumeno concentrado en el último reactor (90-95%) es evaporado y reconcentrado a 75-85% para realizar la reacción de segmen
tación, la cual se lleva a cabo bajo condiciones acidas y tempe
raturas de 60-100 °C ; en este punto hay una mezcla de fenol . y acetona y subproductos o impurezas como son ; cunjilfenoles, acetofenona, dimetilfenil carbinol y x-metil estireno, que son neu
tralizados con una soluci5n de fenóxido de sodio u otra base -apropiada o resinas de intercambio . El agua de proceso puede ser utilizada para la remoción de algunas sales inorgánicas .,
El producto final asís obtenido puede ir a separación (fenol y acetonaá a un periodo o etapa de . layado (_recuperación.) o
ir
di-
rectamente a
la
destilación.
La acetona cruda es recuperada por dest ilación ; una o dos
columnas adicionales de destilación pueden ser requeridas para
obtener una mejor pureza ; en la primera columna son removidas las siguientes impurezas : acetaldehdo y propionaldehido.
2 . Deshidrogenación del Alcohol T'soproplico.
El otro proceso de importancia comercial de la producción
de acetona es
la
deshidrogenación del isopropanol . La reacción
es endotérmica .
CH3 CHOHCH 3 + 66 .5 KJ/mol (a 327°C) catalizador ► CH3 000H 3 +
H2
El equilibrio de esta reacción es desviado a la acetona
por incremento de la temperatura . A 327°C el 97% de la converSión es teoricamente posible ; se han utilizado asimismo numerosos catalizadores como son : cobre, plata, platino y paladio, -siendo los soportes inertes manejados a 400-600 °C de temperatu
ra los catalizadores mâs empleados en este proceso . Utilizando
óxido de zirconio u otras combinaciones de Zn se puede desarrollar el proceso a temperaturas más bajas , (315-485 °C) . La reac
ción ocurre en un reactor tubular, en donde en los primeros estados (420-550°C) se logra la conversión del 70% del alcohol en
acetona ; los segundos periodos utilizan un reactor de lecho -agitado con óxido de zinc cono catalizador, y se logra una conversión hasta el 85% . .
La alta selectividad del isopropanol convertido a acetona
vía fase.-vapor deshidroge.nac .ón, permite remover una gran cantidad de impurezas, como son : Isopropanol no reactivo, hidrógeno, propileno, polipropileno, óxido mesitílico, éter disopropilico, acetaidehido, propionaldehído y otros hidrocarburos y óxi
dos de carbono . Finalmente, la mezcla obtenida es enfriada y los gases no condensables son lavados con agua.
3 . Oxidación directa de hidrocarburos con productos oxigenados
incluyendo acetona.
El aire y vapor mezclados con hidrocarburos y catalizadores produce acetonas, aldehidos y alcoholes, los cuales son recuperados después de enfriar la reacción.
Hidrocarburos
02
vapor
► Alde .hidos + Alcoholes + Acetona
Celanese terminó con esta tecnología en 1973.
4 . Oxidación catalítica del isopropanol.
El isopropanol es mezclado con aire para alimentar los - reactores mantenidos a 400-600 °C de temperatura,
CH 3 CHOHCH 3 + 1/2 02
catalizador
1H 2 0 -h CH 3 COCH33
La reacción es extremadamente exotérmica (180KJ/mol 6 43
Kcal/mol a 295°C) . Esta tecnología se utiliza actualmente para
la producción de acetona sin disminuir el uso de la oxidación catalítica del isopropanol .
5 . Proceso Shell Glicerol para alcohol alilico, peróxido de hi
dr6geno, glicerol y acetona.
Propileno
Propileno
H
02
Propileno
2O
H 2O
Isopropanol
Isopropanol
1
Acroleina
V
2
Acetona más alcohol alilico
Peróxido de Hidrógeno
más acetona.
Glicerol
El propileno es oxidado a acroleina en fase vapor por reac
ción catalítica.
CH2 =CHCH 3 + 02
Cu20
300-400 °C
CH2== CHCHO + H 20
El propileno es absorbido bajo presión y atmósferas distin
tas, en acido sulfúrico, formando sulfato isopropilico para des
pués hidrolozarse a isopropanol .
CH2 = CHCH3 ---+ (CH 3 ) 2 CHOSO3H
H 2 O--b.
H3 CHOHCH 3 .
La acrol,e. í,tna reacci;on cQR. e.1 isopropanol y produce aceto
na y alcohol alili,co . El rendimento terco e,s de 1 ; 09 kg . de
acetona por kg de alcohol a plico.
MgO +ZnO+CH,3 000H 3
CH 2 ~. CHCHO + CH3CHOHCH3
+
CH 2 = CHCH 2 OH
400 °C
El oxigeno es burbujeado a través del isopropanol, formando acetona y peróxido de hidrógeno . El rendimiento teórico es
de 1 .7 kg de acetona por kg de peróxido de hidrógeno producido.
CH 3 CHOHCH 3 + 02
90-140 °C,
CH 3 000H.3 +H2O 2
El alcohol alilico es convertido a glicerol por la reac--ción que tiene con el
CH 2
H202
= CHCH 2 OH + H 2 0 2
.
► CH 2 0HCHOHCH 2 OH
El rendimiento teórico es de
1 .26
kg acetona/kg glicerina
producida.
Usos : La acetona es usada principalmente como químico intermedio y solvente, es decir que participa en los siguientes procesos:
-
Metacrilatos
- Solvente : pinturas, lacas, barnices, resinas en solución.
-
Metil isobutil cetona.
-
Bisfenol A
-
Farmacéuticos .
-
Acetato de celulosa.
- Metil isobutil carbinol
-
Hexilenglicol
-
Isoforonas
-
Alcohol diacético
-
Oxido mesitilico, etc.
ACIDO ACETICO.
El ácido acético es producido comercialmente por 3 rutas:
Oxidación del acetaldehido, Oxidación de la fase liquida del hidrocarburo y Carbonilación del metanol.
1 . Oxidación del acetaldehido.
El acetaldeido es oxidado directamente por aire en presen
cia de catalizadores como son : acetato de manganeso, acetato de
cobalto o acetato de cobre ; la primera sustancia intermedia for
mada en la reacción puede ser un complejo entre ácido paracético, acetaldehido y el ión metálico trivalente . La oxidación -convencional del acetaldehido se lleva a cabo bajo las siguientes condiciones : 50-80 °C y 800-1000 KPa (8-10 atm) de. presión,
lo que nos produce una solución de ácido acético con un 5-15% de acetaldehido . Por último, el producto obtenido es destilado
y los gases, incluyendo acetaldehido que no reaccionó, acetato
de metilo, acetona, óxidos de, carbón, y nitrógeno, son removidos.
Para la purificación final
del
ácido
e.$
de.sti, l,ado e.n presencia
de permanganato de potasio, dicromato de sodio u otros oxidan-tes similares .
El
permanganato es utilizado tradicionalmente -
por oxidar un mayor rango de impurezas, no obstante que resulta
ser mucho más caro que el dicr•omato, de esta manera se obtiene
una concentración final del producto de. 99 .75% . Los residuos de la destilación pueden ser reciclados al sistema de. oxidación;
el acetato de manganeso puede ser recobrado de. los residuos por
un lavado con agua y solvente orgánico insoluble (ejemplo : tolueno, a acetato de butilo) .
E .
proceso e.n forma de esquema se
aprecia en la figura 20.
2 . Oxidación de la fase liquida de butano a nafta.
Este proceso fue introducido por
Celanese
e.n 1952, debido
a que la nafta es más accesible que el butano y además la oxida
ción puede realizarse a bajas temperaturas y presiones . La com
posición del producto a partir de nafta es más compleja y por lo tanto, la separación del ácido acético es más cara que en el
caso de la producción a partir de butano . De esta manera, el butano es disuelto en ácido acético con un adecuado catalizador
(ejemplos : cobalto, cromo y vanadio o manganeso acetatos de) y
rociado con aire bajo presión, las condiciones de la oxidación
son las siguientes : 95-100 °C y 1000-5500 KPá (10-54 atm) de -presión . El primer producto obtenido es una mezcla compleja
que contiene acetato de etilo, metil-etil,-ce.tona y metil-vinilcetona, así como trazas de aldehidos y esteres . En la destila-
CH 3 CHO oxidación
acetaldehido
acetato de manganeso
acetato de Co 3+
acetato de Cu t+
(Catalizadores)
50 - 80 °C.
♦ DESTILACION
Complejo Ac . Paracético- _
acetaldehido-Ión trivalente
acetaldehido
acetato de metilo
acetona
oxidos de carbón
nitrógeno
800 - 1000 KPa (8-10 atm)
r REMOCION
V
PURIFICACION
CH 3 000H 4
Acido Acético
99 .75%
DESTILACION
1
Permanganato de Potasio
Figura 20 . Obtención de Acido Acético por oxidación del Acetaldehido .
ción el acido acético y fórmico son extraídos junto con el agua
debido a que. junto con el ácido propiónico, a, cr•,l,ico y butirico
forman los componentes de alta ebullición de . la mezcla obtenida . El ácido fórmico y acético pueden ser destilados fácilmente, no así su separación . (Fig . 21):.
3.
Car-bonilación de metanol.
Se basa en la reacción del metóxido de. sodio y el CO2 bajo
temperaturas y presiones elevadas (310 °C y 2Q,000 KPa (199 atm).
En este proceso el metanol es usualmente diluido con agua
para suprimir la formación de acetato de metilo y la incrementa
ción de la conversión . El agua interactúa con el monóxido de carbono proporcionando hidrógeno y dióxido de carbono ; el pro-ducto así obtenido es enfriado a 15°C y la presión es disminuida a 200 KPa (_2 atm), para remover los gases residuales, el dióxido de carbono y principalmente metano . Estos gases son la
vados con metanol frío . Las, sustancias de baja ebullición son
destiladas a 80 °C y son dimetil eter, acetato de metilo, ace-taldehido, butiraldehído y acetato de etilo . (Fig . 22).
Usos : El acido acético es usado como solvente en la oxidación
de la fase liquida de p-xileno a acido te .reftalico, y en produc
tos alimenticios y bebidas . .
Butano
Aire
P Disolución con acido acético .
Cu
Cr
Va
Mn
--n Oxidación ---d Mezcla de
95-100 °C
Acetato de etilo
Metil-etil-cetona
Metil-vinil-cenota
Aldehidos
Esteres
1000-5500 KPa
CH 3 000H 1
Acido acético
Destilación
r
Acido acético
Acido fórmico
H 2O
Ac . Propiónico
Ac . Acrílico
Ac . Butirico
Fig . 21 . Obtención del Acido Acético por Oxidación de la Fase Liquida de Butano o Nafta .
Metanol + H 2 O + Metóxido de sodio + CO 2
Enfriamiento
Destilación -trCH 3000H
15 oc
80
o
C
2 atm
i
Dimetil eter
Remoción
Acetato de metilo
Lavados con metanol
Gases Residuales
Acetaldehído
CO 2 y CH 4
Butiraldehido
Acetato de etilo
Fig . 22 . Obtención del Acido Acético por Carbonilación del Metanol .
ANHIDRIDO MALEICO.
El anhídrido maleico es utilizado principalmente en la manufactura de resinas de poliester . Este petroquímico secundario fue producido comercialmente en 1933, utilizando la oxidación del benceno en la fase vapor catalizada . Actualmente la producción del .anhidrido maleico es la siguiente ; por oxida- -,ción directa del benceno y en menor extensión por oxidación de
butanos ; en este proceso, el benceno es mezclado con aire, precalentado y pasado a través de un reactor multitubular para enfriar, donde el benceno es oxidado a anhídrido maleico . Otras
reacciones ocurren, pero la más importante es la oxidación del
benceno hasta CO 2 y H 2 O . Las temperaturas de las reacciones -oscilan entre 350-450 °C . El efluente del reactor
(gases) pasa
a través de 3 intercambios calóricos en serie . El primero gene
ra vapor, el segundo precalienta, el gas de alimentación y tam-bién enfría el efluente gaseoso, y el último enfría el reactor
y el efluente utilizando agua fria . Los gases enfriados pasan
por un lavado con agua, donde el anhídrido maleico es absorbido
como ácido maleico . La solución ácida es deshidratada a anhidrido maleico ; se purifica después por refinación y finalmente
granulado y embolsado.
Un compresor centrifugo abastece de aire la oxidación del
benceno, después de lo cual el anhídrido maleico producido es recuperado y purificado en columnas de bandeja . (Fig . 23) .
-
272 -
Vapor
Aire
Imprimido
Agua
Agua
4
cenc
5
2
Vapor
3
III
Anhidrido
maleico
1
6
1.
2.
3.
4.
5.
6.
7.
Reactor catalítico tubular.
Intercambio térmico
Separador
Fregador
Deshidratador
Tanque de anhídrido maleico crudo
Columna de refinación.
II1
7
Vapor
Fig . 23 .
Obtención del Ahnidrido Maleico por oxidación
del benceno .
FORMALDEHIDO.
Casi todo el metanol producido mundialmente es transformado a formaldehído HCHO ; a su vez, todo el formaldehido producido comercialmente es una solución acuosa y más del 90% es hecha
a partir de metanol . Otras materias primas son : metano, gases
hidrocarbonados y dimetil éter, pero estos materiales general-mente no se usan para este propósito.
El proceso que utiliza metanol como materia prima, tiene 2
categorías:
1) Catalizado con plata, donde el formaldehído es formado por combinación de procesos de deshidrogenación/oxidación.
CH 3OH --+HCHO + H 2 (endotérmica).
H 2 + 1/2 0 2--+
2)
H2O
(exotérmica).
Catalizado por óxidos, donde el formaldehído es producido -
por oxidación directa del metanol.
CH 3OH + 1/2 0 2
► HCHO + H 20
(exotérmica).
Actualmente el proceso catalizado con plata es el más utilizado, el de oxidación tiene un desarrollo reciente . El proce
so catalizado con plata consta de 2 secciones : 1) Síntesis, con
materiales que contienen metanol . 2) Destilación, requerida -cuando el producto tiene un bajo contenido de metanol.
En la sección de síntesis, el metanol es vaporizado a través de un sistema con vapor precalentado a 100 °C, para después
añadir el catalizador de plata 'para formar el formaldehído por
deshidrogenación del metanol . La reacción endotérmica requiere
calor que es suministrado por quemadores, algunos de los cuales
producen hidrógeno en la reacción de deshidrogenación . Posteriormente el producto crudo se hace pasar por una columna de -destilación . Los catalizadores empleados por la v 'ia de producción de oxidación consisten generalmente de mezclas de óxidos de molibdeno, fierro y vanadio.
En la fig . 24 se puede observar el proceso del formaldehído a base de metanol.
ACRILATOS
(Etilo, Metilo, Butilo).
Varios de los métodos para la manufactura de los acrilatos
son resumidos en la figura 25 ; la ruta de producción (proceso)
depende de la materia prima, sus costos y disponibilidad ; el -proceso mas económico está basado en 2 estados de oxidación de
la fase-vapor o propilen de ácido acrílico.
Los procesos por medio de los cuales se obtiene acrilatos
son:
1 . Oxidación del propileno.
Este proceso de oxidación es atractivo por la disponibilidad y alta selectividad catalítica y costos relativamente bajos
del propileno .
rapor
6
Gas 4
i
Agua de proceso
10
7
2
Aire
11
1
t. Aire
tano t
8
Síntesis
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
4
Formaldehído
Vaporizador
Calentadorde gas
Flama
Convertidor
Calentador de agua
Vapor
Torre de absorción
Precalentadores de alimento-sedimentos fríos
Recalentador
Columna de fregado de metanol
Reflujo.
Fig . 24 . Obtención del formaldehído por el proceso a base de metanol .
C 2H 2
CH 4
—Síntesis del Gas
CO
2C
H
CO + H 2
Ni
CO
Etileno
C 2 H4
Acetileno
Metano
Metanol --►Formaldehído
CH 2 O
CH 3 OH
CO
ROH
CO
02
Pd
CO
Ni
v
CO
02
ROH
O„
NH 3
Acrilonitrilo
Acido Propi6
nico
C 3H3N
02
Acroleína
C 3 H40
C 3H602
Cetona - -gpAcido Acético —t
C 2 H20
C2H40 2
02
- (H 2 )
Propiolactona
C
C 3 H 40 2
Acido Acrílico*
3H402
r
Acido Acrí-lico 4
Acido
acrílico
C 3 H 40 2
ROH
ROH
C3 H402
ROH
ROH
Metil acrilato
► Etil acrilato
1
Butil acrilato
Fig . 25 . Métodos para la manufactura de acrilatos .
CH 2 = CH - CH 3 + 0 2
► CH 2 = CHCHO + H 2 0
AcroleIna
(Contara . Tox . P .)
OH2 = CH - CHO + 1/2 0 2
► CH 2 =CH-CO 2H Acido acrílico.
En un reactor una mezcla de propileno/aire y vapor son con
vertidos primeramente a acroleina ; el efluente de este reactor
pasa directamente
al
segundo reactor donde la acroleina es oxi-
dada a ácido acrílico . Los producto son absorbidos con agua dando alrededor del 20% de ácido acrílico en solución acuosa y
un 70% de rendimiento en base al propileno.
2 . Catálisis.
La catálisis permanente es el factor más importante en la
economía del proceso de oxidación ; esta puede ser medida como
actividad (conversión de reactantes), selectividad (conversión
del reactante al producto deseado), producción y vida de catáli
sis . Ciertas catálisis para la síntesis de acroleina es-tan basadas en el óxido cuproso y en otros óxidos de metales pesados
depositados sobre soportes inertes de silica o alúmina.
La catálisis más selectiva para la oxidación del propileno
en acroleina y ácido acrílico se prepara a partir de Bi, Co, -Fe, Ni y ácidos molibdico, molibdico fosfórico y sílico molibdi
co . La catâlisis permanente depende de la composición, del método de preparación, del soporte y las condiciones de calcina-.
cion .
3 . Esterificación.
Este proceso se ocupa en la producción de esteres bajos de
acrílico (metil, etil o butil), de esta manera, al producirse acrilato de butilo, los alcoholes, metanol y etanol así como -los catalizadores como el ácido sulfúrico, son removidos por la
vado de columna y reciclados junto con el ácido acrílico sobran
te .
(Fig . 26).
ACRILAMIDA.
Contaminante tóxico prioritario (EPA) . Las rutas de manufactura de la acrilamida se basan en la hidratación del acrilonitrilo (2-propenitrilo,vinil cianido o cianoetano), que es fá
cil de obtener y de bajo costo . Dicha hidratación se lleva a cabo exclusivamente con acido sulfúrico monohidratado.
CH 2 =CHCN + H2SO 4 .H 2 O ---♦ CH 2 -.CHCONH 2 .H 2 SO4
La metacrilamida puede ser obtenida utilizando para ello metacrilonitrilo . El acrilonitrilo puede mezclarse bajamente con el ácido y agua, esta' reacción es extremadamente exotérmi-ca (aprox . -130 kJ/mol ó -31 Kcal/mol).
La reacción es realizada a 90-100 °C de temperatura con -una residencia de 1 hora . Algunos de los típicos inhibidores de la temperatura que se utilizan en el proceso son : sales de cobre, azufre y fenotiazina, de los cuales las sales de cobre son preferidas ; dos métodos se han utilizado para la producción
H20
Columna de Esterificación
27 .7 KPa
50 °C
Lavado de Columna----oColumna de ---p Columna del--Deshidratación
producto
20 KPa
13 .3 KPa
50 °C
45 °C
ESTER
-- Catalizador (H2SO4)
---i Acido acrílico
--- Alcohol 80°C
REFINADO
Removedor de
alcohol.
Residuos
orgánicos
Residuos
acuosos
Acrilato de Butilo
v
Residuos orgánicos
y H2 SO 4
Columna azeotropa
de butanol.
FIG . 26 . Proceso de esterificación para obtención de acrilatos .
de acrilamida a gran escala .
Para monâmeros cristalinos, dilu-
ción de sulfato de acrilamida con vapores reciclados seguido -por adición estequiométrica de amoniaco (el sulfato de amoniaco
es el indicado por su rendimiento) . A 40-50 °C el sulfato de
amonio exhibe una baja solubilidad en presencia de cierta solución saturada de acrilamida y puede ser removido como cristales;
o bien enfriando la acrilamida cristalizada ; esta acrilamida -cristalizada puede ser purificada por recristalización, sublima
ción al vacio o intercambio iónico.
'Por otra parte, el segundo método utilizado es el de exclu
sión fónica para'.'la producción de monâmeros acuosos, este proceso requiere de la neutralización del sulfato de acrilamida y el
aislamiento de la acrilamida cristalina . El sulfato de acrilamida es diluido con un lavado de vapor a partir de una columna
de exclusión iónica y una resina de intercambio iónico con ácido sulfónico .
El
agua se hace pasar a través de una columna
de'
resina y ácido sulfúrico, cuando es excluida de las burbujas de
resina por efectos iónicos, emerge primero seguida de acrilamida en solución .
El
efluente que contiene alrededor de 10%
de
--
acrilamida puede ser polimerizado o concentrado al vacio . Es-tos 2 procesos producen vapores residuales que contienen sulfato o acido sulfúrico contaminado con acrilamida . La purificación y distribución de estos residuos representan una producción costosa de la acrilamida.
La mayor aplicación de los monâmeros de acrilamida es la de la producción de polímeros de poliacrilamida . La poliacrila
mida es utilizada para estabilización de suelos, cromatografías
de gel, electrofóresis, papeles marcadores, en la clarificación
y tratamiento de agua potable y alimentos.
Rutas basadas en acetileno . Basadas en la reacción del ni
quel carbónilo con acetileno y agua o alcoholes para producir ácido acrílico o esteres.
4C 2 H 2 + 4C 2 H S OH
+ Ni(CO 4 )
+ 2HC1—i4CH 2 =CHCO 2 C 5 H 5 +
H2
+ NiC1 2
Los residuos producidos son, entre otros, monóxido de carbono, acetileno y alcoholes del ester acrilato (metanol, buta-nol, etanol) producidos por la reacción catalítica . El cloruro
de niquel es recobrado y reciclado en la síntesis del níquel -carbonilo . Un subproducto dificil de separar del etil acrilato
es el propionato de etilo, otros subproductos son : esteres bdsi
cos,monobásicos insaturados (alquil 3-penteoato y 3-5 heptadienoato) y esteres ácidos dibdsicos multi o insaturados.
Ruta del acrilonitrilo . Este proceso está basado en la hi
drólisis del acrilonitrilo, y también en la ruta del propileno,
donde el acrilonitrilo es producido por la amoxidación catallti
ca de la fase vapor del propileno.
CH 3 CH=CH 2
+
NH 3
+ 3/2 0 2
—+CH 2 =CHCN
+ 3
H20
Acrilonitrilo
Proceso cetona . Basado en el ácido acético o acetona, pero no es utilizado comercialmente porque produce -propiolactona que es carcinogénico.
Existen otros procesos para producir ácido acrílico y este
res, como son : Deshidrogenación de propionatos, Dehidroclorinación del ácido y esteres S-cloropropiónicos, eliminación de alcoholes a partir de S-alcoxipropionatos, oxidación de la fase líquida de la acroleina y de carboxilación del ácido maleico.
Utilizadas en la producción de polímeros para adhesivos,
pinturas, solventes, películas de plástico, textiles, papel (re
sinas), así como intermediario (acrilato de metilo) de pesticidas y productos farmacéuticos.
METACRILATO DE METILO.
Los acrilatos hidroxialquilados y los metacrilatos son fun
ciones esteres hidroxilados del acrílico y del ácido metacrílico . Sus usos son múltiples, como en la fabricación de pinturas
acrílicas, plásticos avílicos (monómeros de metacrilato de meti
lo), etc . El método comercial más utilizado para su producción
es el basado en el uso de melaminas sustituidas, como la hexa-quis (metoximetil melanina) . En adición a los fines de preparación a nivel industrial por la polimerización de soluciones,
los acrilatos y los metacrilatos pueden incorporarse en la pro
ducción de gomas de varios tipos, así como la fabricación de -agentes dispersantes, geles hidrofilicos, polímeros solubles en
agua, aditivos para el papel, etc.
El método o proceso empleado en la producción industrial de estos'petroquimicos intermedios, es
la
reacción del etileno
u óxido de propileno con el ácido carbóxilico insaturado apro-piado.
CH 2 =CRCOOH + CH 2 CH 2
\ /
0
► CH 2 =CRCOOCH 2 CH 2 OH
CH 2 = CRCOOH + CH 2 CHCH 3--iCH 2 = CR000CH 2 CHCH 3 +CH 2 =CRCOOCNCH 2 OH
21
\/
0
OH
CH 3
Estas reacciones son llevadas a cabo en presencia de un -catalizador que promueve la formación de esteres e inhibe y/o retarda la polimerización . Los catalizadores típicos empleados
son aminas terciarias y sus sales cuaternarias (Cr III), cloruro de aluminio y Fe III.
Los acrilatos hidroxialquilados y los metacrilatos pueden
provocar irritación de los ojos y piel, a través de la cual pue
de absorberse también originando respuestas alérgicas en algu-nas personas .
ANILINA.
Es una amina primaria, yen general es una base nitrogenada utilizada como radical, como por ejemplo el CH 3
(metil) etio
lamina, etc . Las aminas pueden considerarse como derivados del
amoniaco, por que uno o mâs de sus hidrógenos en la molécula de
amoniaco es reemplazada por uno o más radicales alquilados.
Las aminas primarias contienen un radical alquil y el grupo ami
no (-NH 2 ) . La anilina tienen la siguiente fórmula : C 6 H 5NH 2 y el proceso general para introducir grupos amino a compuestos orgánicos es la aminación y algunos de los procesos mâs utiliza-dos para producir aminas primarias, como la anilina, son:
-
Reducción de compuestos nitrogenados . (ejemplo : anilina a -partir de nitrobenceno).
-
Reducción de cianidas, hidroxilaminas, hidrazonos, compuestos nitrosos y oximas.
-
Hidrólisis (alcalina - NaOH) de isocianatos o irocianidas.
- Alcoholes (vapor) mâs algo de amoniaco en presencia de un ca
talizador.
- Descomposición natural de aminoâcidos .
ANTRANILATO DE DIMETILO:
Se producen de 2 a 5 Ton por año y se obtiene de la , reducción del ácido N-metilantranílico con metanol, en presencia -del ácido sulfúrico como catalizador . Al terminar la reacción
el producto se neutraliza con solución de carbonato de sodio.
Se separa la fase orgánica y se destila a presión reducida.
ANTRANILATO DE METILO.
Su producción es de 20 a 60 toneladas por año y se obtiene
por reacción del anhídrido isatoico con el metanol en presencia
de sosa cáustica como catalizador . Al finalizar la reacción el
producto se destila a presión reducida . El residuo de la desti
lación se neutraliza con una solución diluida de ácido sulfúrico.
ALCOHOL CINAMICO.
Se obtiene de la reducción del aldehido cinámico con iso-propanol en presencia del catalizador isopropóxido de aluminio,
generando acetona que se destila conforme avanza la reacción.
Al terminar la reacción se destila el exceso de isopropanol.
El producto se lava en solución de ácido sulfúrico y se destila
a presión reducida . Se producen de 100 a 150 toneladas por año .
ACETATO DE FENILETILO.
Se producen de 2 a 3 toneladas por año ; se prepara por la
reacción del anhídrido acético con el alcohol feniletilico.
Al terminar la reacción se destila a presión normal el ácido -acético formado, el producto sin destilar se neutraliza con solución de carbonato de sodio y se destila a presión reducida.
ACETATO DE BUTILO.
Se produjeron alrededor de 3,050 toneladas por año ; se pre
para por la reacción del ácido acético con el alcohol butilico
en presencia de un catalizador ácido (ácido petolvensulfónico).
Al terminar la reacción el producto se neutraliza con solución
de carbonato de sodio y se destila a presión normal . Las cabezas se destilan con agua, se secan con carbonato de potasio y se regresan al sistema hasta eliminar totalmente el agua . Este
producto es narcótico en altas concentraciones y puede causar
conjuntivitis.
ACETATO DE BENCILO.
Producción de 1,800 toneladas por año . Se prepara por la
reacción del anhídrido acético con el alcohol bencilico . Al terminar la reacción se destila a presión normal el ácido acé
tico formado y se continua con la destilación del producto a presión reducida .
ACETANISOL.
Se obtiene por la reacción del anisol con el anhídrido acé
tico en presencia de cloruro de zinc como catalizador . Al terminar la reacción el producto se lava con agua y después con so
lución de carbonato de sodio hasta neutralizar . El producto la
vado se destila a presión reducida . Se producen de 50 a 60 toneladas por año.
ALCOHOL BUTILICO NORMAL.
Se produjeron 15,198 toneladas en 1988 . Se usa el proceso
de condensar acetaldehido para obtener alcohol, el cual se trata con una base a temperaturas bajas : 5 .25°C . La mezcla reactiva se acidifica para producir crotonaldehido . El butanol es
producido por la hidrogenación catalítica de este aldehido insa
turado . Se requieren 1 .32 kg . de acetaldehido para obtener 1
kg . de butanol .
ACIDO ESTEARICO.
Se produce por desdoblamiento del sebo de estearina, segui
do de destilación y prensado . Algunas empresas parten de sebo
y otras de estearina ; ambos materiales se importan . No es tóxico, pero si combustible.
ACIDO BENZOICO.
Se producen 750 toneladas por año ; se obtienen por oxidación catalítica en fase líquida del tolueno . Las condiciones típicas de reacción son : 165 °C, presión 150 psi, catalizador:
acetato de cobalto ; conversión de 30%, rendimiento de 90% . Pro
ceso comercial llamado SNIA viscosa . Se requieren 925 kg de to
lueno para 1 tonelada de ácido benzoico.
ACETATO DEL ETER MONOBUTILICO DEL DIETILENGLICOL.
Se obtiene de la esterificación directa del ácido acético
con el glicoeter butilico en presencia del ácido paratoluensulfónico y sosa.
ACETATO DEL ETER MONOETILICO DEL ETILENGLICOL.
Se obtiene de la esterificación directa del ácido acético
con el glicereter etílico, en presencia de ácido paratoluensulfónico y sosa .
ACETATO DEL ETE.R MONOMETILICO .DEL ETILENGLICOL.
Se obtiene por esterificación directa del ácido acético -con el glicoeter metilico, en presencia del ácido paratoluensul
fónico y sosa.
ACETATO DE VINILO.
Su producción es de 48,759 toneladas por año . Se produce
por el proceso de acetato de etilideno (prod . intermedio) . Se
hace reaccionar el acetaldehído con anhídrido acético, obtenido
en el país,del ácido acético, y este a su vez, del acetaldehído,
se requieren 1 .3 toneladas de acetaldehído por tonelada de acetato de vinilo.
ACRILATO DE ETILO.
Se prepara a partir de la etilen clorhidrina o acrilonitri
lo, etanol y ácido sulfúrico ; también por una oxo-reacción a -partir del acetileno, monóxido de carbono y etanol, en presen-cia de un catalizador apropiado.
ANHIDRIDO ACETICO.
Se produjeron alrededor de 66 mili tons . en 1988 . Se obtie
ne primero el ácido acético por oxidación parcial de acetaldehl
do en presencia de un catalizador (mezclas de acetatos de Mn, -
Co, Cu), después por pirólisis de acido acético se obtiene el anhidro . En el proceso se requieren 1,5 toneladas de acetaldehido para obtener una tonelada de anhidro.
ACIDO MONOCLOROACETICO.
Se produjeron 2000 . toneladas en 1988, se obtiene de la clo
ración del acido acético con una corriente de cloro gaseosa en
presencia de un catalizador, tal como el paladio, el azufre,
fósforo y anhídrido acético . Los vapores de este producto destruyen la epidermis, por lo que se envasa en bidones de fibra revestidos interiormente con parafina . Debido a su corrosivi-dad se maneja en equipo de vidrio.
ACIDO TEREFTALICO.
Se produjeron alrededor de 600,000 toneladas . El proceso
consta de : 1) Area de oxidación : Oxidación del paraxileno en presencia de 0 2 y de catalizadores orgânicos de cobalto, bromo
y manganeso, teniendo como medio de suspensión el acido acético;
como resultado de esta reacción se forma el acido tereftâlico crudo, el cual se cristaliza, centrifuga y seca . 2) Area de pu
rificación : El acido crudo posee una pureza muy baja, se me zcla con agua de tal manera de formar una suspensión que se lleva a un reactor de hidrogenación, en donde en presencia de un -
catalizador de paladio se verifica la transformación de las impurezas en sustancias solubles que después de pasar por la fase
de cristalización se eliminan en la centrifugación . El sólido resultante se seca.
ANHZDRIDO FTALICO.
Se fabrica por oxidación del o-xileno con aire . La reac-ción es en fase gaseosa, en un reactor tubular, con catalizador
de pentóxido de vanadio . Se requieren 975 kg de o-xileno por tonelada de anhídrido . Esta reacción se lleva a cabo a una temperatura de 375-435 °C y a 10 psi . La capacidad de producción es de alrededor de 100,000 toneladas por año .
ACIDO FUMARICO.
Se obtiene por hidrólisis e isomerizaci6n del anhídrido ma
leico . También es obtenido como subproducto cuando el benceno
por medio de una oxidación es convertido a anhídrido maleico,
el cual a través de una isomerización es convertido a ácido fumárico.
BENZALDEHIDO.
En Estados Unidos el benzaldehído es producido como un co
producto del ácido benzoico por oxidación del tolueno (Cont . Tox . Prioritario) . El tolueno es oxidado en su fase líquida a
temperaturas de 140 a 160 °C y presiones del rango de 446 a 618
KPa, utilizando catalizadores de cobalto . El rendimiento depen
de del proceso de purificación y oscila entre 60-90%, siendo la
constitución del producto crudo la siguiente:
Tolueno
Alcohol bencílico
Benzaldehído
Difenilos
Benzil benzoato
Acido benzoico
Especies Ftálicas no identificadas .
Otros métodos para obtención de benzaldehído son ; Oxidación
del alcohol bencílico ; reducción del benzoi,l clorado ; reacción
del monóxido de carbono y benceno y ozonólisis de acril alque
no . En la Fig . 27 se observa el proceso para la obtención del
benzaldehído que produce cantidades iguales tanto de éste co
mo de ácido benzoicor los rendimientos más significativos son:
Proceso
Rendimiento mol %
Dow
90
Snia Viscosa
91
Amoco
- 91
Pureza %
99
99 .5
ALCOHOL BENCILICO.
El alcohol bencílico es prodúcido en escala comercial a -partir del bencil clorado y carbonato de sodio, de la siguiente
manera:
Un reactor con chaqueta de acero con condensador de reflujo es cargado con-1,325 1 de agua, 714 kg de ceniza y 1,428 kg
de bencil clórado ; la mezcla es agitada y calentada a reflujo por 24 hrs ; posteriormente la mezcla se . enfría y se agrega so-dio clorado a saturación para después destilarse al vacío . El
grado de rendimiento es de 853 a 878 . kg (70-72%) de alcohol ben
cílico.
Este alcohol también puede producirse por hidrólisis de
cloro con otros âlcalis o con sales 61calis y écidos grasos, se
Aire
----., Fase líquida (reactor)
4
Tolueno --Y 308-790 KPa
Cobalto --s 130-160 °C
H2O
Ac . Fórmico
Ac . Acético
Tolueno
Reciclaje de
tolueno.
v Destilación y/o
cristalización
I,
Alquitrán
CO 2
Fig . 27 . Proceso para la obtención de Acido Benzoico y Benzaldehído .
Acido benzoico
y Benzaldeído
guido por saponificación ; o por la reducción de benzaldehido, Acido benzoico y derivados, o por la reacción de. Grignarol de Bromobenceno y formaldehído a bencil clorado y oxigeno.
BUTIRALDEHIDO.
La forma más común de la manufactura de butiraldehido e -isobutiraldehido es el proceso Oxo, en el cual el propileno, mo
nóxido de carbono e hidrógeno son combinados utilizando como ca
talizador compuestos de cobalto y bajo las siguientes condiciones : 130 a 160 °C de temperatura y 10-20 MPa (100-200 atm) de presión.
CH 3 CH= CH 2
+ CO +
H2
-*(CH 3 ) 2
CHCHO + CH 3 CH 2 CH 2 CHO
El radio del producto es variable, dependiendo de la tempe
ratura, presión y concentración de reactantes, pero el radio o
rendimiento usual es de 3 kg de butiraldehido por kg de isobu-tiraldehido . El uso de los complejos de sodio como catalizadores en la reacción Oxo es utilizada desde 1976 . Las ventajas que este catalizador ofrece son que los procesos de obtención de butiraldehido se realicen a bajas temperaturas { .80-120 °C) y
operando bajas presiones (7-30 atm), así como una alta eficiencia y baja formación de subproductos.
El butiraldehido también puede ser producido a partir de 2-Butanol (crotonaldehído) formado por condensación del aldol de acetaldehido .
2CH3CHO
OH
CH 3 CH-CH 2 CHO -H ? Ob . CH 3 CH=CHCHO _2yCH 2 =C=O
OH
Butiraldehido
o bien :
CH 3 —
=0
Los butiraldehidos son utilizados en la fabricación de polimeros de vinilo, así como en la producción de resinas de aces
tes solubles, aminoresinas, plastificadores, étc ., y también es
manejado como agente solvente y dispersante.
El isobutiraldehido se utiliza en la producción del ácido
pantoténico y vitamina B 5 , DL valina y DL Leucina (aminoácidos),
así como en la síntesis de perfumes, agentes saborizantes, pías
tificadores y como aditivo de gasolinas.
BENZOATO DE SODIO USP.
Se produjeron alrededor de 2,500 toneladas en 1988 . Se fa
brica saponificando benzoato de metilo con una solución acuosa
de hidróxido de sodio . La solución de benzoato de sodio que se
obtiene se purifica ; ya pura, se seca en secadores rotatorios continuos . El benzoato de sodio seco se muele o granula, según
los requerimientos.
Se prepara por la reacción del ácido benzoico con carbonato de sodio en solución acuosa . Después se trata la solución de la sal con carb6n activado y se filtra . El filtrado se evapora a sequedad .
BENZOATO DE BENCILO.
Se obtiene por la transesterificación del benzoato de meti
lo y el alcohol bencilico en presencia de metilato de sodio.
Al terminar la reacción el producto se lava con agua y se desti
la a presión reducida . La producción es de unas 20 toneladas por año.
BUTANOL.
Se obtiene haciendo reaccionar el acetaldehido con un me-dio alcalino, obteniéndose el alcohol . El aldol se hace reac
cionar con una fase orgánica obteniendo crotonaldehido, éste se
hidrogena y se obtiene butanol.
BISFENOL.
Se fabrica por la reacción del fenol con acetona en presen
cia de un catalizador ácido . Se requieren 875 kg de fenol y -265 kg de acetona para una tonelada de bisfenol . Se usan también pequeñas cantidades de benceno, hidróxido de sodio, etc.
Capacidad : 3,000 toneladas por año . En 1980 se aumentó a 5,500
toneladas .
BENZOATO DE METILO.
Se obtiene de la reacción del ácido benzoico y metanol, -con ácido sulfúrico como catalizador . Después de terminar la reacción se deja enfriar y se añade agua para separar el acido
sulfúrico que se pasa a neutralizar con carbonato de sodio . Al
final se destila a presión reducida . La producción fue de alrededor de 75 toneladas.
BENZOATO DE 2 ETILHEXILO.
' Es preparado mediante la esterificación azeotrópica del -âcido benzoico con el 2-etilhexanol en presencia de un cataliza
dor ''Acido (p-toluensulfónico) . Al terminar la reacción el producto se neutraliza con solución de carbonato de sodio y se destila a presión reducida . Se producen de 5 a 10 toneladas por año . .
BENZALACETONA.
Se obtiene de la reacción del benzaldehído con acetona en presencia de sosa en solución acuosa . Al terminar la reacción se lleva el pH a 7 .5 - 8 .0 y se destila el exceso de acetona.
Se separan las fases y el producto orgánico se destila a -presión reducida . Se próducen cerca de 50 toneladas al año.
BENCIL ACETONA.
Se obtiene por hidrogenación de la benzalacetona con catalizador níquel-raney . Al terminar la hidrogenación el sistema
se lava con nitrógeno y el producto se filtra para quitar catalizador y se destila a presión reducida . Se producen de 20 a 30
toneladas por año .
BUTIRATO DE 2-ETI. LHEXILO.
Se obtiene por la esterificación ozeotrópica del ácido butirico con el 2 etil hexanol en presencia de un catalizador áci
do (ácido p-toluensulfónico) . Al terminar la reacción el pro-ducto se neutraliza con solución de carbonato de sodio y se des
tila a presión reducida . Se fabrican de 2 a 6 toneladas por -año.
BUTIRATO DE BUTILO.
Su producción es de 1 a 5 toneladas por año . Se obtiene por la reacción del ácido butirico con el alcohol butilico en presencia de un catalizador ácido (ácido p-toluen sulfónico).
Al terminar la reacción el producto se neutraliza con carbonato
de sodio y se destila a presión reducida.
BUTIRATO DE BENCILO.
Su producción es de 1 a 5 toneladas por año . Se prepara por la reacción del ácido butirico con el alcohol bencilicoen
presencia de un catalizador ácido . Al terminar la reacción el
producto se neutraliza con carbonato de sodio y se destila a -presión reducida .
BENZOFENONA.
Su producción es de 100 a 200 toneladas por año . Se obtie
ne por la reacción del benceno con el cloruro de benzollo en -presencia de cloruro de aluminio . La reacción continúa hasta que no se desprenda más ácido clorhídrico . El producto se vier
te sobre una mezcla de hielo y acido muriático obtenido de la misma reacción . Se dejan separar las fases . La fase orgánica
se lava con solución de sosa cáustica hasta neutralizar y se -destila al principio a presión normal para separar el benceno que no reaccionó, el cual se recicla y luego se continua destilando a presión reducida.
COMPUESTOS CLOROFENOLICOS.
1 . Monoclorofenoles.
Son producidos a través de la clorinación del fenol y el p-clorofenol, aunque también se utilizan el sulfato de sodio
p-fenol y el fenil fosfato (preparado a partir de fenol) ; poste
riormente sigue una desulfonación del producto 2-clorofenol y una hidrólisis en ácido o base para producir p-clorofenol en -rendimientos del 90% . Los fenoles monoclorinados también han sido obtenidos vía hidrólisis de di y tri bencenos triclorina-dos . La hidrólisis de 1,2-diclorobenceno con KOH o NaOH, así como 1,3-diclorobenceno y 1,4 diclorobenceno con sales cúpricas
e hidroxilamina producen las arto, meta . y para clorofenoles res
pectivamente . El vapor hidrolizado de 1,2,4-triclorobenceno -junto con un catalizador de fosfatos a temperaturas de 370 a 500°C rinde m-clorofenoles.
Otros métodos de producción de monoclorofenoles son : la -deshalogenación sobre clorofenoles polisubstituidos y la oxidación de 0 y P-clorocumenos ; asi como la oxidación del ácido
p-clorobenzoico con cobre como agente oxidante.
2 . Diclorofenoles.
El diclorofenol más importante comercialmente hablando es
el 2,4 diclorofenol ; éste es obtenido via clorinación del fenol,
de la siguiente manera : El fenol es disuelto en SO 2 líquido y
tratado con gas cloro frío (ambos contaminantes tóxicos prioritarios), produciendo 2-4 dicloropropanol con 98% de pureza . Si
el proceso anterior es aplicado a 2 clorofenol, el producto con
tendrá 10% 2-6 diclorofenol.
El 1,2,3 triclorobenceno cuando es sulfonado rinde una mez
cla de ácido 2,3,4 triclorobenzoico y ácido 2,3,4 tricloroben-ceno-1,5 disulfónico . El tratamiento de esta mezcla con hidróxido álcali seguido por hidrólisis ácida rinde 2,3 diclorofenol.
El 3,4 diclorofenol puede ser retenido vía preparación del
correspondiente 3,4 diclorocumeno y subsecuentemente oxidado se
guido por un . tratamiento con ácido sulfúrico.
El tratamiento con catalizadores de Cu, Fe o Zn ha resulta
do en la producción del 3,5 diclorofenol .
Por último, la hidrogenación dé fenoles policlorinados con
los catalizadores anteriores (metales pesados) con la adición de FeSO 4 - CuSO4 , Na 2 S ó S produce 3-clorofenol y 3,5 diclorofenol .
3.
Triclorofenoles.
El 2,4,5-triclorofenol es producido via clorinación del --
benceno con 4 moles de cloro forma 1,2,4,5 tetraclorobenceno.
El tetracloruro es hidrolizado básicamente para obtener el producto deseado.
Por otro lado, la clorinación del 2,4,5-triclorofenol en solución ácida produce 2,4,4,6-tetracloro-2,5-ciclohexadieno y
2,2,4,5,6,6 hexacloro-3-ciclohexanona.
4.
Tetraclorofenoles.
Son producidos en la clorinación del fenol utilizando te--
lurato de potasio específicamente (K 2TeO3 ) como catalizador . Los isómeros de los tetra y pentaclorofenoles han sido separa-dos vía gradiente de elusión con resinas de intercambio fónico.
La mezcla es adsorbida en una resina Dowex 2-X8 en donde es lavada con acetato de sodio ., ácido acético y metanol.
5.
Pentaclorofenoles.
El pentaclorofenol es manufacturado via clorinación del fe
nol a 100-180 °C de temperatura con varios catalizadores, den-tro de los cuales podemos incluir al AiC1 3 , FeCl 3 y sales de te
lurio . Solamente el AlC1
3
ha, sido utilizado en la clorinación
prâctica.
Una vez realizada la clorinación y antes de ésta, tres o cuatro átomos de cloro han sido substituidos dentro del fenol y
es entonces cuando se incrementa la temperatura hasta 10°C abajo de este punto de ebullición . El
HC1 y
los gases de cloro --
formados son tratados con fenol y reciclados . El pentaclorofenol crudo puede ser purificado por destilación a presión reduci
da y en presencia de alcanolamina . (Fig . 28).
OH
+ 5 C1 2
catalizador p 0
100-180 °C
+ 5HC1
DIETILENGLICOL.
El etilenglicol
HOCH 2 CH 2 -OH
se produce en forma tradicio-
nal y es ampliamente utilizado en la fabricación del óxido de etileno y fibras de poliester, así como en la producción de explosivos y esteres del glicol . En adición los di y trietilen-glicoles son importantes coproductos normalmente producidos durante la fabricación del etilenglicol . Los usos del dietilen-glicol
HOCH 2 CH 2 OCH 2 OH
han sido la manufacturación de resinas in
saturadas de poliester y polioles de poliester para la producción de resinas poliuretânicas y en la industria textil como -agente lubricante y condicionante de fibras sintéticas y natura
les . Otros usos son el de solvente de extracción en la indus--
Fenol
A planta clorinación
i
Clorinación
Reactor
+
-- A1C1
Primario
3
Reciclaje
HC1 +
Cloro
exceso +~ limpio -~ HCl
C1 2
Mezcla de fenoles
parcialmente clorinados
Pentaclorofenol
Fig . 28 . Diagrama de Proceso para la obtención de pentaclorofenoles .
Separación
tria petrolera y en la producción del trietilenglicol, así como
en la fabricación de ciertos plastificantes y surfactantes.
El trietilenglicol
HOCH 2 CH 2 OCH 2 CH 2 OCH 2 CH 2 OH
es usado prin-
cipalmente en la dehidratación de gas natural y como humectante;
no obstante pequeñas cantidades son utilizadas como solvente en
pinturas y plastificantes, resinas insaturadas de poliester y polioles de poliester para poliuretanos.
El proceso de producción incluye
la
producción y purifica
ción del óxido de etileno y etilenglicol, así como de coproductos . Dicho proceso es el siguiente : El óxido de etileno es -producido por la oxidación directa del etileno con
02
purifica-
do y catalizadores de plata . El óxido de etileno en turno, es
hidrolizado térmicamente a etilenglicol, dietilenglicol y trietilenglicol por las siguientes reacciones:
H
O
0
H 2 C - CH 2 + H 2 0
b H 2 C - CH 2
Oxido de etileno
H
O
I
/
H
0
H 2 C - CH 2 +
O
/ \
- CH 2-
H
O
Etilenglicol
-t, HO -CH 2 - CH 2 - 0 -CH 2 -CH 2 -OH
Diegilenglicol.
O
i~
HO -CH 2 - CH 2 -O- CH 2 - CH 2 -OH + H 2 C - CH 2--
II,
HO -CH 2 - CH 2 -0- CH 2 - CH 2 -O -CH 2 -CH 2 -OH
Trietilenglicol
Por otra parte, los di- y txi- etilenglicoles pueden ser producidos por hidrogenación e hidrogenólisis de melasas ; o por
formaldehído.
En lo referente al proceso, el óxido de etileno es formado
por oxidación directa del etileno con 0 2 y catalizador de H.
g
La reacción caliente es recuperada en un sistema de generación
de vapor . El óxido de etileno es recuperado de este reactor -por absorción en agua y salida de gas . Los gases que no reac-cionaron son comprimidos y adicionados después al etileno y 0 2
en un reactor reciclado de óxido de etileno . Una porción de -gas es reciclada y tratada para remover CO 2 formado en la reacción . El óxido de etileno es recuperado a partir de absorción
con agua por lavado de vapor . La solución de OE (óxido de etileno) es condensada y lavada . Una porción de OE estabilizado se utiliza en el sistema de reacción del etilenglicol . El rema
nente es cargado para una columna de purificación final, donde
se obtiene OE puro.
El OE estabilizado y mezclado con vapor produce etilenglicol, el cual alimentará los reactores de producción de dietilenglicol y trietilenglicol, por reacciones bajo temperaturas y -presiones constantes . El rendimiento de esta manera obtenido en los glicoles es del 99 .5% . Este proceso incluye Oxido de -etileno, Etilenglicol, Dietilenglicol y Trietilenglicol .
DIMETIL TEREFTALATO.
Es la principal materia prima de las fibras poliester, que
son fibras sintéticas que contienen un 80% aproximadamente de compuestos catenados de polimeros de ácido tereftálico y esté-res o alcoholes dihídricos ; los cuales son extensivamente utili
zados en la Industria Textil . Su producción se basa en la esterificación del ácido tereftálico (TPA) con etilenglicol.
De esta manera, el primer intermediario producido es el -diester, bishidroxietil tereftalato (bis HET) ; el metanol produ
cido en el curso es destilado ; los catalizadores empleados son
sales de álcalis (en especial Litio) ; así se obtiene un prepoli
mero, que a 200-250 °C y 2-10 atm de presión produce dimetil -tereftalato . El agua así producida es destilada.
Otro proceso es de oxidación del p-xileno en 2 pasos, este
rificación de los ácidos obtenidos con metanol y purificación del dimetil tereftalato.
DIFENIL METANO.
Su producción es de 60 a 100 toneladas por año . Se obtiene por la reacción del éter de dibencilo, con benceno en presen
cia de ácido sulfúrico . Al terminar la reacción se enfría el producto y se deja sedimentar la fase sulfúrica . Se prepara la
fase ácido sulfúrico para neutralizarlo con solución de carbona
to de sodio .
La fase benceno se neutraliza con solución de car
bonato de sodio y se destila a presión normal el exceso de benceno, el cual se recicla . El producto libre de benceno se destila a presión reducida.
DIPROPILENGLICOL.
Su producción es de 25,000 toneladas por año . Se obtiene
por hidratación del óxido de propileno.
DIOCTIL FTALATO.
Se produjeron 6,320 toneladas en 1986 . Se obtiene por esterificación de anhídrido ftálico y 2 etilhexanol o mezcla de al
coholes usando un catalizador anfotérico a temperatura controlada para lograr la esterificación requerida .
ETANOLAMINAS.
Las etanolaminas pueden ser producidas por medio de la - reacción del etilen clorohi .drín con NH 3 , ciertamente todos los
procesos comerciales envuelven la reacción del óxido de etileno
con el HN 3 , generalmente en solución acuosa.
Durante la producción de los 3 tipos de etanolaminas, el radio de cada una de éstas varía y puede ser modificado por - ajustamiento de la relación NH 3 -OE (óxido de etileno) y por el
reciclamiento de mono y/o dietanolaminas durante la reacción.
Proceso . El óxido de etileno y el NH 3 acuoso, así como un
reciclaje de MEA DEA son mezclados y alimentados al reactor . La reacción no es catalizada y sólo se eleva la presión del - reactor . Esencialmente el óxido de etileno es consumido en la
reacción . El efluente del reactor es pasado a un lavado con
NH 3 ; donde el amoniaco que no reaccionó es removido de la solución . Los vapores que contienen NH 3 y agua son enfriados y par
cialmente condensados en una columna de absorción de NH 3 . El NH 3 fresco es alimentado a esta columna.
Las aminas libres de amoniaco en solución acuosa son
mentadas a un sistema de evaporación donde el agua es removida.
Esta agua es recuperada para usarse en la absorción de NH 3 que
produce la solución acuosa de amoniaco que alimenta al reactor.
Las aminas concentradas son llevadas a una columna de lavado pa
ra remover los remanentes de agua . Las aminas lavadas son sepa
radas en una serie de columnas de destilación donde son fabrica
dos los productos finales . (Fig . 29) .
Agua
Dietanolamina
Amoniaco
Oxido de etileno
•
6
7
1
Residuo
H2
Amoniaco
reciclaje
1
1
1
4
5
2
I
Mónoetanolamina Trietanolamin
1.
2.
3.
4.
5.
6.
7.
8.
Reactor
Stripper
Absorción de amoniaco
Sistema de Evaporación
Columna de lavado.
Columna de Metanolamina
Columna de Dietanolamina
Columna de Trietanolamina
Fig . 29 . Diagrama de obtención de Etanolaminas.
METIL ISOBUTIL CETONA.
El metil isobutil cetona puede ser producido comercialmente en 3 fases a partir de acetona:
1 . Fase-Liquida Condensación .
OH
0
á1calis e(CH 3 ) 2
C CH 2 C CH 3
2 CH 3000H 3
Alcohol Diacetona
2 . Deshidratación (catalizada por acido).
OH
O
0
(CH 3.)2 C CH2 C CH 3 ácido ;p(CH 3 )C = CH C CH 3 + H 2 O
100°C
Oxido de Mesitilo.
3 . Hidrogenación Selectiva.
O
0
2+
II
(CH3)2 C=CH C CH3 + H2 Ni2+
ó Cu b, (CH 3 ) 2 CHCH2 C CH 3
120-165°C
Metil isobutil cetona .
-
313 -
MIBK
-tw
H
Columna de
acetona
Reactor
H 3 PO 4
Figura 30 .
Columna de
dehidratación
H 3 PO 4
Proceso del Metil Isobutil Cetona .
Columna de
Oxido de Metilo
Columna de
hidrogenación.
METIL ETIL CETONA.
Esta substancia usualmente es producida por deshidrogena-ción de 2-butanol, produciendo acetona e isopropanol . Hay 2 es
tados o fases durante el proceso a partir de butanos:
La deshidrogenación es catalizada por Zn 2+ o
co"
a altas
temperaturas y bajas presiones ( 345 KPa o 3 .4 atm) . El proce
so comienza con la conversión de 2-butanol:
OH
CH 3CH = CHCH 3 H 2SO4
lp CH 3 CHCH 2CH 3
OH
I
CH3CHCH2CH3
2-butanol
Zn 2+
y CH 3 CCH 2CH3 + H 2
400-500°C
~I
O
Metil etil cetona
Por otra parte, la metil etil cetona es obtenida también como subproducto de la oxidación del butano a ácido acético . -O bien este reactivo puede producirse por oxidación directa de
n-butanos en solución acuosa de Pd o Cu 2±
0
ÍI
PdCl -CuCl
n-C 4 H 8 + 1/2 0 22
CH3
C .CH 2 CH 3
2tP
120°C
10-20 atm
Metil etil cetona
Y por último, existe el proceso de oxidación del etileno
hacia acetaldehido .
O
~I
CH3 CHO + CH 2 = CH2
radical, oCH 3 C CH 2 CH 3
libre
O, isomerización del óxido de butileno:
Co ( CO ) 2
CH 3 CH 2 CHCH 24
/
65°C
0
0
II
CH3
CH 2 .0 CH3
0
ETERES DEL ETILENGLICOL Y DIETILENGLICOL.
Los eteres del etilenglicol son líquidos incoloros de gran
solvencia, obtenidos por reacciones entre un alcohol y el óxido
de etileno . Varios alcoholes han sido utilizados en las reac-ciones, incluyendo el metanol, etanol, isopropanol, n-butanol e
isobutanol para formar sus esteres respectivos . El producto de
la reacción inicial es el eter monoetilenglicol, con el cual se
reaccionan óxidos de etileno . Los alcoholes homólogos generalmente son completamente miscibles con agua y virtualmente con todos los . solventes comunes . (Fig . 31).
/ 0
ROCH 2 CH2 OH + CH2 \CH 2 ---~ ROCH 2 - CH 2 - 0 -CH 2 - CH 2 OH
Monoproducto
Oxido de
. etileno .
Diproducto
- 316 -
► Monoproducto
j
1
► Diproducto
2
Tripro3tcto
ido dr
xileno
3
4
5
cohol
1. Reactor
2. Columna de alcohol
3. Monocolumna
4. Dicolumna
5. Tricolumna
Fig . 31 .
Diagrama de Producción de Eteres del Etilenglicol .
Proceso : En un proceso (Shell Chemical U .D . Ltd .), la producción de éteres de etilenglicol es funcionalmente, dividida en
2 secciones : una sección de reacción y una sección de purificación del producto . En la sección de reacción el óxido de etileno es mezclado con alcohol en exceso que alimenta a un vaporizador, en donde es reciclado el alcohol a partir de una columna de
recuperación de éste . El vapor combinado es calentado y con esto se alimenta el reactor . El precalentamiento depende del tipo
de alcohol alimentado . La reacción es exotérmica . El óxido de
etileno esencialmente es reaccionado hasta su desaparición en el
reactor.
El vapor producto de la reacción es llevado a una columna
de recuperación de alcohol, en donde el exceso de alcohol es removido y el producto así obtenido es retornado al reactor . Los
éteres glicoles crudos son removidos del sedimento o fondo de las columnas y son pasados a una purificación directa.
En la sección de purificación del producto, los éteres glicoles crudos son separados específicamente en mono, di y triglicoles éteres y por un fraccionamiento al vacio son purificados
totalmente.
Es importante señalar que con este mismo procéso se obtienen los compuestos mostrados en la Tabla 71 .
TABLA 71
Eteres glicblicos producidos.
Acetato del éter monobutilico del dietilenglicol.
Acetato del éter monobutilico del etilenglicol.
Acetato del éter monometilico del etilenglicol.
Eter monobutilico del trietilenglicol.
Eter monoetilico del dietilenglicol.
Eter monobutilico del dietilenglicol.
Eter etílico del monoetilenglicol.
Eter monometilico del etilenglicol.
Eter monobutilico del etilenglicol.
Eter monometilico del dietilenglicol .
ETER BETA-NAFTIL METILICO.
Su producción es de 2 a 10 toneladas por año . Se obtiene
de la reacción del beta-naftol con metanol, en presencia del âci
do sulfúrico . Al terminar la reacción se deja separar la fase sulfúrica y se saca para néutralizarlo posteriormente . La fase
orgánica se vierte sobre una solución de sosa cáustica que con-tiene tolueno como solvente . Se separa la fase alcalina que se
pasa a neutralizar y se aplican lavados acuosos hasta quitar -exceso de alcalinidad . El producto se destila a presión reducida.
ESTIRENO.
Su producción es de 30,000 toneladas al año aproximadamen—
te . El etilbenceno se transforma en estireno mediante una deshi
drogenación catalítica en presencia de vapor . El rendimiento de
estireno basado en etilbenceno es del 90% .
2 ETIL HEXANOL.
Su producción es de 44,000 toneladas al año . El proceso
es el de Hidroformilación del propileno : El propileno y el --agua de síntesis (monóxido de carbono e hidrógeno), se alimen-tan al reactor de hidroformilación, en el cual se introduce pre
viamente el catalizador a base de rhodio en fase liquida homo-génea . La reacción se lleva a cabo a temperaturas entre 80-120
°C y a presiones de 200 a 300 psi ; produciéndose n-butiraldehído e isobutiraldehido en una proporción de 10% ..
Estos productos se separan por destilación y el n-butiraldehído se adoliza en presencia de hidróxido de sodio para produ
cir el aldol, el cual por deshidrogenación da lugar al 2 etil hexanal que por hidrogenación produce el 2 etil hexanol, que -posteriormente se purifica.
ETER MONOBUTILICO DEL TRIETILENGLICOL.
Su producción es alrededor de 100 toneladas por año . Su
obtención es por esterificación del alcohol butilico (butanol)
con óxido de etileno.
ETER MONOETILICO DEL DIETILENGLICOL.
Su producción es de 340 toneladas por año y su proceso por
esterificación del alcohol etílico con el óxido de etileno .
ETER MONOBUTILICO DEL DIETILENGLICOL.
Su producción es de 350 toneladas al año . Se obtiene de
la reacción directa del butanol con el óxido de etileno, de esta reacción se obtiene una mezcla de compuestos que se separan
por destilación fraccional . '
ETER ETILICO DEL MONOETILENGLICOL.
Su producción es de 2,500 toneladas al año . Se obtiene de la reacción directa del alcohol etílico y el óxido de etileno . De esta reacción se obtiene una mezcla de compuestos que se separan por destilación fraccional.
ETER MONOMETILICO DEL ETILENGLICOL.
Su producción es de 900 toneladas al año . Se obtiene de
la reacción directa del metanol con el óxido de etileno . De es
ta reacción se obtienen varios compuestos mezclados, que se separan por destilación fraccional.
ETER MONOBUTILICO DEL ETILENGLICOL.
Se obtiene de la reacción directa del óxido de etileno y
el butanol, de esta reacción se obtiene una mezcla de compuestos, que se separan por destilación fraccional .
ETER MONOMETILICO DEL DIETILENGLICOL.
Se obtiene de la eterificación del alcohol metilicb con -óxido de etileno.
FENOL .
Para la producción a escala comercial, el fenol es produci
do de 2 formas : El proceso del Cumeno Hidroperóxido y el del To
lueno-Acido Benzoico.
1 . Proceso de Hidroperóxido de Cumeno.
El benceno (acuoso) es alquilado a cumeno (acuoso) donde es oxidado a hidroperóxido de cumeno . El hidroperóxido de cume
no es fraccionado en fenol y acetona . La reacción global es:
C6H 5 CH (CH 3 ) 2 ~?t C 6 H 5 C (CH 3 ) 200H acido C 6H5OH+CH 3 000H3
Más del 95% del fenol en Estados Unidos es producido por esta via . Aproximadamente de 0 .40 a 0 .45 kg acetona/kg cumeno
es producido como coproducto . El proceso básicamente es el siguiente : El cumeno es oxidado a hidroper6xido de cumeno concen
trado, éste es fraccionado y neutralizando los productos fra ccionados, destilando recuperamos acetona y por medio de otra -destilación recobramos fenol . El oxigeno atmosférico es utilizado para oxidar el cumeno a hidroperóxido de cumeno concentra-
do durante la primera etapa . Se puede utilizar uno o varios -oxidantes también . ' La temperatura generalmente es de 80-130 °C
y los promotores son generalmente : NaOH o Carbonato de Sodio.
Un proceso típico envuelve 3 6 4 reactores de oxidación -del cumeno . El cumeno es reciclado de estos reactores en otro
que alimenta al primer reactor . El oxígeno es comprimido y ali
mentado a los reactores de oxidación . El rendimiento obtenido
de esta manera es de alrededor de 90 a 95% . Finalmente, el pro
ducto es concentrado por evaporación . El cumeno que no reaccio
n6 es recuperado, destilado y alimentado al primer reactor . Al
gunos de los subproductos son : cumil fenoles, acetofenona, dime
tilfenilcarbinol y x-metilestireno.
2 . Proceso Tolueno-Acido Benzoico.
Este proceso consta de 2 etapas : La conversión de tolueno
(acuoso) a ácido benzoico (acuoso) ; antes de purificarse el áci
do benzoico es oxidescarboxilado con un catalizador de Cu t+ o de Co t+ a 110-125°C de temperatura y 2 atm dé presión.
COOH
+ 3/2 0 2 ! C ° 4,
140°C
Tolueno
+ 1/2 0 2
Cu M~
240 °C
+ CO 2
Fenol.
FORMIATO DE BENCILO.
Su producción es de 1 a-2 toneladas por año . Se obtiene por la esterificación azeotrópica del ácido fórmico con el alco
hol bencilico, usando tolueno como solvente . Al terminar la -reacción el producto se neutraliza con solución de carbonato de
sodio y se destila a presión reducida.
FENILACETATO DE METILO.
Su producción es de 3 a 5 toneladas por año . Se obtiene por
la
esterificación azeotrópica del ácido fenilacético con el
metanol en presencia de un catalizador ácido (ácido p-toluen -sulfónico) . Al terminar la reacción el producto se neutraliza
con solución de carbonato de sodio y se destila a presión reducida.
FENILACETATO DE ISOBUTILO.
Se produce de 1 a 3 toneladas anuales . Se prepara por la
esterificación azeotrópica del ácido fenilacético con el alco-hol isobutilico en presencia de ácido p-toluen solfónico (catalizador) . Al terminar la reacción el producto se neutraliza -con solución de carbonato de sodio y se destila a presión reducida .
FENILACETATO DE FENILETILO.
Producción de 1 a 3 toneladas anuales . Se prepara por la
esterificación azotrópica del ácido fenilacético con alcohol fe
niletílico en presencia de ácido p-toluensulf6nico como catalizador . Al terminar la reacción el producto se neutraliza con solución de carbonato de sodio y se destila a presión reducida.
HEPTOATO DE ALILO.
Producción de 6 a 10 toneladas al año . Se obtiene por la
esterificación azeotrópica del ácido heptánico, con el alcohol
alílico en presencia de p-toluen sulfónico (catalizador) . Al terminar la reacción, el producto se neutraliza con solución de
carbonato de sodio y se destila a presión reducida.
HEXACLOROBENCENO.
Se obtiene mediante el proceso Kolker, al hacer reaccionar
cloro con benceno en presencia de luz actínica . Una vez evaporada la mezcla de BHC y benceno, a fin de recuperar este último
compuesto, se hojuelea el BHC y se encostala .
HIDROQUINONA.
Se obtiene a partir de Bis-Fenol A, que a su vez se
ce
produ-
a partir de fenol y acetona en la misma planta . La reacción
global estequiométrica produce nuevamente fenol y acetona, que
se utilizará para la producción de BPA . El BPA sufre una reacción de rompimiento de su molécula obteniéndose fenol e isopropenil fenol,
el
cual se oxida fácilmente con peróxido de hidró-
geno en un medio ácido, para obtenerse la hidroquinona y acetona como subproducto . La hidroquinona obtenida pasa entonces -por una neutralización, separación, centrifugación y secado para presentarse en forma de cristales . Haciendo una ecuación global, toman en cuenta que el BPA requiere 2 moles de fenol y
una de acetona, la reacción es:
1 Fenol + H 2 O 2
H 2 SO 4
t
. HQ
+ H 2O
Su producción es de 500 toneladas al año.
ISOVALERIANATO .DE BENCILO.
Producción de 1 a 2 toneladas por año . Obtenido por la es
terificación azeotrópica del ácido isoval .erianico con el alco-hol bencilico en presencia de acido p-toluen-sulfónico (catalizador) . Al terminar la reacción el producto se neutraliza con
solución de carbonato de sodio y se destila a presión reducida .
ISOBUTIRATO DE FENOXIETILO.
Producción de 100 a 150 toneladas por año . Obtenido por la esterificación azeotrópica del ácido isobutírico con el fe-noxietanol en presencia de ácido p-toluensulfónico (catalizador
ácido) . Al terminar la reacción el producto se neutraliza con
solución de carbonato de sodio y se destila a presión reducida.
ISOBUTIRATO DE FENILETILO.
Se obtiene por la esterificación azeotrópica del ácido iso
butírico con fenietanol en presencia de ácido p-toluensolfónico
(catalizador ácido) . Al terminar la reacción
el
producto se --
neutraliza con solución de carbonato de sodio y se destila a--presión reducida.
ISOBUTIRATO DE BENCILO.
Producción de 1 a 3 toneladas por año . Obtenido por la es
terificación azeotrópica del ácido isobutirico con el butanol en presencia de acido p-toluensulfónico (catalizador âcido) . Al terminar la reacción el producto se neutraliza con solución
de carbonato de sodio y se destila a presión reducida .
METILMERCAPTANO.
Producción de 3,000 toneladas al año, se obtiene
a
partir
del metanol y sulfuro de hidrógeno.
META-NITROBENCENSULFONATO DE SODIO.
Producción de 80 toneladas al año . Se obtiene de la reacción del ácido nítrico y benceno, obteniendo el nitrobenceno -que se hace reaccionar con oleum neutralizando con hidróxido de
calcio y posteriormente se hace reaccionar con el carbonato de
sodio para obtener el producto final.
MONO PROPILENGLICOL.
Su producción es de 4,000 toneladas anuales . Se obtiene de la hidratación del óxido de propileno.
MONO OLEATO DE SORBITAN.
Se obtiene a partir del ácido oleico y sorbitol, se obtiene el éster líquido con propiedades emulsificantes .
MONOLAURATO DE SORBITAN.
A partir del ácido laurico, se reacciona el sorbitol para
obtener el ester.
MONOESTEARATO DE SORBITAN.
Se obtiene a base de ácido esteárico y sorbitol . Se esterifica hasta el ester.
MONOCLOROACETATO DE SODIO.
Producción alrededor de 10 toneladas al año . Se obtiene por neutralización de ácido monocloroacético con hidróxido de sodio en solución acuosa, para obtener monocloroacetato de so-dio al 42% de activo y posterior secado en spray drier para obtener monocloroacetato de sodio polvo.
METIL ETIL CETOXINA.
Producción de 180 toneladas al año . Se reacciona el sulfa
to de hidroxilamina en solución con la metil etil cetona en medio alcalino . El sulfato de hidroxilamina en este caso está en
forma liquida, lo cual . facilita el proceso y el manejo .
METIL ETIL CETONA.
Producción de 4,500 toneladas al año (.1988) . En Celanese se obtiene por deshidrogenaci6n del seobutanol, en Aromáticos Petroquímicos se obtiene a partir de anhídrido acético y ácido
acético.
METIL ISOBUTIL CETONA.
Celanese la fabrica por hidrogenación del óxido de misitilo, este óxido se obtiene a partir de acetona, pasando por diacetona a alcohol . La acetona en medio de acido se transforma en diacetona alcohol, luego en medio alcalino se deshidrata a óxido de misitilo . Este último se hidrogena y purifica . Se re
quieren 1,400 kg de acetona y 225 m 3 de hidrógeno por tonelada
de producto final.
NONIL FENOL.
Producción de 5,000 toneladas por .año . Se hace reaccionar
neoneno y fenol en la presencia de un catalizador para obtener
Nonilfenol, el cual se destila para obtenerlo de las especificaciones internacionales .
P-METIL ACETOFENONA.
Producción de 3 a 5 toneladas por año . Obtenida por la -reacción de tolueno con anhídrido acético en presencia de - cloruro de aluminio . Al terminar la reacción el producto se de
ja enfriar sobre una mezcla de hielo y ácido muriático obtenido
de la misma reacción y se extrae con tolueno . Los extractos se
lavan con solución de sosa y se destila a presión reducida.
PROPIONATO DE FENOXIETILO.
Producción de 5 a 10 toneladas por año . Obtenido por la esterificación azeotrópica del ácido propiónico con el fenoxietanol en presencia de un catalizador ácido (âcido p-poluen-sulfónico) . Al terminar la reacción el producto se neutraliza con
una solución de carbonato de sodio y se destila a una presión reducida.
PROPIONATO DE 2-ETILHEXILO.
Producción de 2 a 6 toneladas al año . Obtenido por la esterificación azeotrópica del ácido propiónico con el 2-etilhexa
nol en presencia de un catalizador ácido (ácido p-toluensulfóní
co) . Al terminar la reacción el producto se neutraliza con solución de carbonato de sodio y se destila a presión .
PROPIONATO DE HUTILO.
Producción de 1 a 2 toneladas por año . Obtenido por la es
terificación azeotrópica del acido propiónico con el alcohol bu
tilico en presencia de un catalizador acido (ácido p-toluensulfónico) . Al terminar la reacción el producto se neutraliza con
solución de carbonato de sodio y se destila a presión normal.
PROPIONATO DE BENCILO.
Producción de 2 a 5 toneladas por año . Se obtiene por la esterificación azeotrópica del acido propiónico con el alcohol bencilico en presencia de un catalizador acido (ácido p-toluen sul
fónico) . Al terminar la reacción el producto se neutraliza en
solución de carbonato de sodio y se destila a presión reducida.
P-CLOROACETOFENONA.
Producción de 50 a 60 toneladas al año . Se obtiene por la
reacción del cloruro de acetilo en presencia de cloruro de aluminio . El producto se vierte sobre una mezcla de hielo y "acido
muriatico obtenido de la misma reacción . Se dejan separar las
fases y la orgánica se lava con solución de sosa hasta neutrali
dad y se destila a presión reducida .
POLICLORURO DE VINILO.
Producción 1986 : 273,000 tons . ; 1987 : 285,000 tons . Obtenido por polimerización del cloruro de vinilo por : emulsión,
suspensión y en solución . Se requiere 1 .01 tons . de cloruro de
vinilo para obtener 1 tonelada de polímero.
PENTAERITRITOL.
Obtenido por el método de Sosef Meissner Gmblt . Este proceso utiliza como materia prima acetaldehído, formaldehído y so
sa . El proceso ocurre en dos etapas : condensación del aldol y
reacción de Cannizaro . Para producir 1 tonelada de pentaeritri
tol se requieren 420 kg de acetaldehído, 1,180 kg . de formaldehído y 370 kg de sosa.
SALICILICATO DE BENCILO.
Producción de 200 toneladas anuales . Obtenido por transes
terificación del salicilicato de metilo y el alcohol bencílico
en presencia de metilato de sodio . Al terminar la reacción el
producto se lava con agua y se destila a presión reducida .
SORBITOL.
Producción de 13 .200 toneladas nor año . Se sintetiza nor
hidrogenación a alta presión de glucosa (125 atm y 140°C) con
una solución al 50% de niquel como catalizador, se consumen 35
kg de glucosa y 155 m 3 de hidrógeno por tonelada de sorbitol.
SALICILICATO DE METILO.
Producción de 30 a 70 toneladas por año (1988) . Se obtiene por la reacción del ácido salicílico con metanol en presen-cia de ácido sulfúrico (catalizador) . Al terminar la reacción
el ácido sulfúrico diluido con el agua formada en la reacción se separa en una fase líquida y se seca para neutralizarlo posteriormente . El salicilicato de metilo se lava con, solución de
carbonato de sodio y se destila a presión reducida.
SALICILICATO DE ISOBUTILO.
Producción .de 10
a
15 toneladas por año . Se obtiene por -
la esterificación azeotrópica del ácido salicílico con el alcohol isobutílico en presencia de un catalizador acido (acido ptoluensolfónico) . Al terminar la reacción el producto se neu-traliza .con solución de carbonato de sodio y se destila a pre-sión reducida .
SALICILICATO DE HEXILO.
Producción de 50 a 100 toneladas por año . Obtenido por la
esterificación azeotrópica del ácido salicilico con el n-hexa-nol en presencia de un catalizador ácido . Al terminar la reacción el producto se neutraliza con carbonato de sodio y se destila a presión reducida.
SALICILICATO DE .2 ETILHEXILO.
Producción de 150 a 200 toneladas anuales . Obtenido por la esterificación azeotrópica del ácido salicilico con el 2 - etilhexanol en presencia de un catalizador ácido . El producto
se neutraliza con solución de carbonato de sodio y se destila a
presión reducida.
TRICLOROFENATO DE POTASIO.
Producción de 161 toneladas (1988) . Se obtiene por neutra
lización del triclorofenol e hidróxido de potasio en solución acuosa.
TRIPOPILENGLICOL.
Producción de 8,000 toneladas anuales y capacidad de 25 -mil . Obtenido por hidratación del óxido de propileno .
TRIOCTIL TRIMETILATO.
Producción de 10,000 toneladas anuales . Proceso consistente en la esterificación al combinar el anhídrido trimetilico -con el zetil hexanol, en presencia de un catalizador.
VALERIANATO DE BENCILO.
Producción de 1 a 2 toneladas por año . Obtenido por la es
terificación azeotrópica del ácido valeriânico, con el benzanol
en presencia de acido p-toluensulfónico como catalizador . Al terminar la reacción el producto se neutraliza con sulución de
carbonato de sodio y se destila a presión reducida.
'ACETONITRILO.
Como derivado nitrogenado del acetileno, se obtiene al - reaccionar acetileno con amoniaco, trabajando en fase gaseosa y a presión ordinaria, con partes equiproporcionales de amoniaco y acetileno diluidos con hidrógeno sobre sulfato de zinc precipitado en un gel de ácido salicílico, y se obtiene, a la temperatura de 450°C, un producto constituido en un 95% de acetoni
trilo . La velocidad del gas desempeña un papel importante en la
síntesis y deberá mantenerse alrededor de los 75 1/h por litro
de catalizador ; de esta manera el proceso de formación de aceto
nitrilo transcurre con separación de hidrógeno:
CH E
,
CH + NH 3
--O'
Acetileno Amoniaco
CH 3
- CN + H 2
Acetonitrilo
El acetonitrilo es un liquido incoloro, miscible en agua en todas proporciones, hierve a 82°C y resultaría muy adecuado
como solvente, de no ser tan tóxico . En la actualidad, el acetonitrilo es el punto . de partida para la obtención del tricloro
acetonitrilo.
CLORURO DE VINILO.
El Cloruro de vinilo fue fabricado por primera vez en - Grieshiem, añadiendo cloruro de hidrógeno al acetileno en pre-sencia de sales de mercurio.
CH= CH + HC1
--~ CH~
=
CHC1
De tal manera que el acetileno previamente seco y rellenado con DOH y el cloruro de hidrógeno secado con
H 2 SO 4
, se me z--
clan en presencia de carbón activado, para pasar después a un horno de catálisis, que se mantiene a 80°C . Posteriormente, el
producto se lava con agua y se libera de la base por medio de
la adición de ácido . Por enfriamiento, el gas húmedo abandona
la parte de agua y el cloruro de vinilo crudo, se seca cuidadosamente en torres con sosa . Por otra parte, en Estados Unidos
se emplea el etileno como materia prima principal, debido a su
bajo costo en comparación con el acetileno ; de esta manera, el
cloro se adiciona al etileno, según la siguiente reacción:
C
CH 2 = CHH2
2 + C1 2
C1 - CH 2C1
y los vapores del cloruro de etileno formado se llevan a 400 500°C, sobre carbón activo, en el que se separa una molécula de
HC1 y queda otra de cloruro de vinilo.
CH 2 C1 - CH 2C1 --~ CH 2 = CHC1 + HC1
Con frecuencia, el HC1 desprendido, se vuelve a hacer reac
cionar con acetileno para producir cloruro de vinilo según el procedimiento alemán, de manera que ambos procesos pueden acoplarse para auemntar la productividad del proceso.
TETRACLORURO DE CARBONO.
Es
un compuesto halogenado del metano, que se obtiene al -
hacer actuar el cloro sobre el sulfuro de carbono, el cual se calienta con exceso de cloro, en una caldera emplomada, en presencia de polvo de hierro como catalizador, primero a 60°C y -posteriormente a ebullición . Después de la reacción, el produc
to se purifica por fraccionamiento . El azufre libre, que se se
paró durante la reacción, se convierte otra vez en sulfuro de
carbono o en cloruro de azufre y se vuelve a alimentar al reac-
tor .
El proceso total se basa en las siguientes reacciones:
CS 2 + 2S 2 C1 2
CC1 4 + 6S
2S + C
CS 2
4S + 2C1 2
fi 2S 2 C1 2
El tetracloruro de carbono tiene un punto de fusión de --23 .77°C, un punto de ebullición de 760 mm de Hg de 76 .75°C, -.
una densidad de D 4 20 = 1 .5944, es incoloro, incombustible e insoluble en agua . No se altera por la acción de las bases, pero
resulta corrosivo frente a los metales, y hay que manejarlo en
aparatos estañados o emplomados . Es un excelente agente extractivo y solvente, muy empleado en ceras, resinas, grasas y barni
ces.
TAEiZ,A 72
Residuos Producidos en la Petroquímica Secundaria
Producto
Desechos Producidos.
Acetona
Benceno
Cumeno
Hidroper6xido de Cumeno
Fenol
NaOH
Cumilfenoles
Acetofenona
Dimetil fenil carbinol
x-metil estireno
Fenóxido de sodio
Acetaldehido
Propionaldehido
Isopropanol
H2 SO 4
Sulfato isopropilico
Cu 2+
Ag3+
P1
Pd
Zn 2 +
Propileno
Polipropileno
Oxido mesitilico
Eter desopropilico
Hidrocarburos
Acroleina
Alcohol alilico
Glicerol
H202
Acetona
Acido Acético
Metil-vinil-cetona.
Aldehídos
Esteres
Acido propiónico
Acido acrílico
Acido butirico
Acido fórmico
Metóxido de sodio
CO2
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos.
Acido Acético
(Continuación)
Metanol
CH4
Dimetil éter
Butiraldehido
Acetaldehido
Acido acético
Acetato de Manganeso
Acetato de Cobalto
Acetato de Cobre
Acido paracético
Acetato de metilo
Oxidos de Carbón
N2
Permanganato de Potasio
Dicromato de sodio
Nafta
Butano
Co l+
Cr 6+
Va
Acetato de etilo
metil-etil-cetona.
Anhídrido maleico
Benceno
n'-Butanos
CO2
Acido Maleico
Anhídrido Maleico
Formaldehído
Metanol
CH4
Dimetil éter
Ag 3+
H2
Oxido de Molibdeno
Oxido de Fierro
Oxido de Vanadio
Acrilatos (Etilo,
Metilo, Butilo)
Propileno
Metanol
CH 4
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Acrilatos (Etilo,
Metilo, Butilo) .
(Continuación) .
Acetileno
Etileno
Formaldehido
Acido Molíbdico
Acido Molíbdico Fosfórico
Acido Silico Molibdico
Cetona
Acido acético
Propiolactona
Acido acrílico
Ni 3+
CO
Pd
Acido Propiónico
NH3
Acrilonitrilo
Acroleina
Cu 3+
Acrilatos
Fe 2+
Etanol
H2SO4
Acrilamida
Acrilonitrilo
H2SO4
Metacrilamida
Metacrilonitrilo
Etilacrilato
Propionato de etilo
Propileno
Acido Acético
Acetona
Cu t+
S 2+
Fenotiazina
Amoniaco
Propionatos
Acido Sulfónico
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Acrilamida
(Continuación).
Acetileno
CO
Alcoholes del ester acrilato
(metanol, butanol, etanol).
S-propiolactona
Acrilamida.
Metacrilato de
Metilo.
Melaminas sustituidas (Hexaquis metoximetil melanina)
Etileno
Oxido de Propileno
Acidos carboxilicos
Aminas terciarias
Cr 3+
A1 3+
Fe a+
Metacrilato de Metilo.
Anilina
Amoniaco
Aminas primarias
CH 3 --metil etiolamina
NiErobenceno
Ciánidos
Hidroxilaminas
Hidrazonos
Oximas
Isocianatos
Irociánidos
Aminoácidos
Anilina
Antranilato de
Dimetilo .
Acido N-metilantranilico
Metanol
H 2 SO4
NaCO3
Antranilato de Dimetilo.
Antranilato de Metilo .
Anhídrido Isatoico
Metanol
NaOH
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Antranilato de Metilo
(Continuación).
H2SO 4
Antranilato de Metilo
Alcohol Cinámico
Aldehído Cinámico
Isopropanol
Isopropóxido de Aluminio
Acetona
H 2 SO4
Alcohol Cinámico
Acetato de Feniletilo.
Anhídrido Acético
Alcohol fenílico
Acido acético
NaCO 3
Acetato de Feniletilo
Acetato de Butilo
Acido acético
Butanol
Acido petolvensulfónico.
NaCO3
KCO3
Acetato de Butilo
Acetato de Bencilo
Anhídrido Acético
Butanol
Acido acético
Acetato de bencilo
Acetanisol
Anisol
Anhídrido acético
Zn 3+
NaCO3
Acetanisol
Butanol
Acetaldehído
H2SO4
Crotonaldehído
Butanol
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Alcohol Bencilico
Cloruro de Bencilo
Benzáldehido
Alcohol Bencilico
NaCO3
Cloro
Acido Esteárico
Sebo de Estearina
Acido Esteárico
Acidó Benzoico
Tolueno
Co a +
Acido Benzoico
Acido Fórmico
Acido Acético
CO2
Alquitrán
Acetato del Eter
monobutilico del
Dietilenglicol .
Acido Acético
Glicoeter Butilico
Acido paratoluensulfónico
NaOH
Acetato del eter monobutilico del
dietilenglicol.
Acetato del eter
monoetilico del
Etilenglicol .
Acido Acético
Glicoeter etílico
Acido paratoluensulfónico
NaOH
Acetato del eter monoetilico del
etilenglicol.
Acetato del eter
monometilico del
Etilenglicol .
Acido Acético
Glicoeter metílico
Acido paratoluensulfónico
NaOH
Acetato del éter monometili'co del
etilenglicol.
Acetato de Vinilo
Acetato de etilideno
Acetaldehido
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Acetato de Vinilo
(Continuación)
Anhídrido Acético
Acetato de Vinilo
Acrilato de Etilo
Etilen clorhidrina
Acrilonitrilo
Etanol
H2SO4
Acetileno
CO
Etanol
Acrilato de Etilo
Anhídrido Acético
Acido Acético
Acetaldehído
Mn 3+
Co 3+
Cu 3+
Anhídrido Acético
Acido Monocloroacético .
Acido Acético
Cloro
Pd
S
P
Anhídrido Acético
Acido Monocloroacético
Acido Tereftálico
Paraxileno
Co 3+
Br 3+
Mn 3 +
Acido Acético
Pd
Acido Tereftâlico
Anhídrido Ftálico
Ortoxileno
Va
Anhídrido Ftálico
02
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Anhídrido Maleico
Benceno
Anhídrido Maleico
Acido Fumárico
Anhídrido Maleico
Benceno
Acido Fumárico
Benzaldehido
Acido Benzoico
Tolueno
a +Co
Alcohol Bencilico
Difenilos
Benzil benzoato
Benzaldehido
CO
Acido Fórmico
Acido Acético
CO2
Alquitrán
Butiraldehido
Propileno
CO
H2
Co 3 +
Isobutiraldehido
2-Butanol
Butiraldehido
Benzoato de Sodio
USP .
Benzoato de metilo
NaOH
Acido Benzoico
NaCO3
Benzoato de Sodio USP.
Benzoato de Bencilo
Benzoato de Bencilo
Alcohol Bencilico
Metilato de Sodio
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Bisfenol
Fenol
Acetona
Benceno
NaOH
Bisfenol
Butiraldehido
Propileno
Propanol
n-butiraldehido
i-butiraldehido
Benzoato de metilo
Acido Benzoico
Metanol
H2SO4
NaCO3
Benzoato de Metilo
Benzoato de 2 etil -hexilo .
Acido Benzoico
2 etilhexanol
Acido p-toluensulfónico
NaCO3
Benzoato de 2 etil hexilo
Benzalacetona
Benzaldehido
Acetona
NaOH
Benzalacetona
Bencilacetona
Benzalacetona
Ni 3+
N2
Bencilacetona
Butirato de 2-etil
hexilo .
Acido Butirico
2-etilhexanol
Acido p-toluensulfónico
NaCO3
Butirato de 2 etilhexilo
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Butirato de Butilo
Acido Butirico
Alcohol ButIlico
Acido p-toluensulfónico
NaCO3
Butirato de Butilo
Butirato de Bencilo
Acido Butirico
Alcohol Bencilico
NaCO3
Butirato de Bencilo
Benzofenona
Benceno
C14ruro de Benzoilo
A1 3+
HC1
Acido Muriático
NaOH
Benzofenona
Compuestos Clorofenólicos .
Monoclorofenoles
Fenol
p-clorofenol
Sulfato de sodio
p-fenol
fenil fosfato
2-clorofenol
cloro
Di y tribencenos
KOH
NaOH
Diclorofenoles
S02
Cu3+
Fe a+
Zn 2+
Triclorofenoles
Tetraclorobenceno
Tetraclorofenoles
Telurato de Potasio
Pentaclorofenoles
A1 3+
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Dietilenglicol
Oxido de etileno
Etilenglicol
Etileno
02
Aga+
Dietilenglicol
Trietilenglicol
Formaldehído
CO2
Dimetil Tereftalato
Acido Tereftâlico
Etilenglicol
Metanol
Dimetil Tereftalato
p-xileno
Difenil Metano
Eter de Dibencilo
Benceno
H2SO4
NaCO3
Dipropilenglicol
Oxido de Propileno
Dipropilenglicol
Dioctil Ftalato
Anhídrido Ftálico
2 etilhexanol
Dioctil Ftalato
Etanolaminas
Etilen clorohidrin
Amoniaco
Oxido de etileno
Etanolaminas
Dietanolaminas
Metil isobutil cetona .
Acetona
NaOH
Alcohol Diacetona
H2SO4
Oxido de mesitilo
Ni t +
Cu 2+
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Metil isobutil cetona (Contin .)
Metil isobutil cetona.
Metil etil cetona
2 Butanol
Acetona
Isopropanol
In
Co 2+
H2SO4
P
Etileno
Butileno
Metil etil cetona
Eteres del Etilenglicol y dietilenglicol .
Metanol
Etanol
Isopropanol
Butanol
Isobutanol
Oxidos de etileno.
Eter Beta-Naftil Metilico .
Beta Naftol
Metanol
H2SO4
NaOH
Tolueno
Estireno
Etilbenceno
Estireno
2-Etilhexanol
Propileno
CO
H2
n-butiral.dehido
Isobutiraldehido
NaOH
2-etilhexanol
Fenol
Hidroperbxido de cumeno
Tolueno
Acido Benzoíco
(Continua—)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Fenol
(Continuación) •
Benceno
Acetona
NaOH
NaCO3
Cu 2+
Co 2+
Fenol
Formiato de Bencilo
Acido Fórmico
Alcohol Bencilico
Tolueno
NaCO3
Formiato ' de Bencilo
Fenilacetato de metilo
Acido Fenilacético
Metanol
Acido p-toluensulfinico
NaCO3
Fenilacetato de metilo
Fenilacetato de isobutilo .
Acido Fenilacético
Isobutanol
Acido p-toluensulfónico
NaCO3
Fenilacetato de isobutilo
Fenilacetado de feniletilo .
Acido Fenilacético
Alcohol Feniletilico
Acido p-toluensulfónico
NaCO 3
Fenilacetato de Feniletilo
Heptoato de Alilo
Acido He.ptánico
Alcohol Alilico
Acido p-toluensulfónico
NaCO3
Heptoato de
alilo .
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquimica Secundaria
(Continuación)
Producto
Desechos Producidos
Hexaclorobenceno
Cloro
Benceno
Hexaclorobenceno
Hidroquinona
Bisfenol A
Fenol
Acetona
Isopropenil Fenol
H202
H2SO4
Hidroquinona
Isovalerianato de
Bencilo .
Acido Isovaleriánico
Alcohol Bencilico
Acido p-toluensulfónico
NaCO3
Isovalerianato de Bencilo
Isobutirato de Fenoxietilo .
Acido Isobutírico
Fenietanol
Acido p-toluensulfónico
NaCO3
Isobutirato de Fenoxietilo
Isobutirato de Bencilo .
Acido Isobutirico
Butanol
Acido p-toluensulfónico
NaCO3
Isobutirato de Bencilo
Metilmercaptano
Metanol
Sulfuro de Hidrógeno
Metilmercaptano
m-Nitrobencensulfonato de sodio .
Acido Nítrico
Benceno
Nitrobenceno
Oleum
CaOH
NaCO3
rn-nitrobencensulfonato de sodio.
(Continua . .)
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Monocloroacetato
de sodio .
Acido monocloroacético.
NaOH
Monocloroacetato de sodio
Metil etil cetoxina
Sulfato de hidroxilamina
Metil etil cetona
Metil etil cetoxina
Metil etil cetona
Butanól
Anhídrido acético
Acido Acético
Metil etil cetona
Metil isobutil cetona .
Oxido de misitilo
Acetona
Diacetona
H2SO4
NaOH
Metil isobutil cetona
Nonilfenol
Neoneno
Fenol
Nonilfenol
p-metil acetofenona
Tolueno
Anhídrido Acético
A1 3+
Acido muriatico
p-metil acetofenona
Propionato de Fenoxietilo .
Acido Propiónico
Fenoxietanol
Acido p-toluensulfónico
NaCO 3
Propionato de Fenoxietilo
Propionato de 2-etil
hexilo .
Acido Propiónico
2-etilhexanol
Acido p-toluensulfónico
NaC0.3
Propionato de 2-etilhexilo
(Continua . ..)
TABLA 72
Residuos Producidos en la Pe,troquimica Secundaria
(Continuación)
Producto
Desechos Producidos
Propionato de Butilo
Acido Propiónico
Butanol
Acido p-toluensulfónico
NaCO3
Propionato de butilo
Propionato de Bencilo .
Acido Propiónico
Alcohol Bencilico
Acido p-toluensulfónico
NaCO3
Propionato de Bencilo
p-cloroacetofenona
Cloruro de acetilo
A1 3+
Acido muriatico
NaOH
p-cloroacetofenona
Pentaeritritol
Acetaldehido
Formaldehído
NaOH.
Pentaeritritol
Salisilicato de Bencilo . Alcohol
Salisilicato de Metilo
Bencilico
Metilato de Sodio
Salisilicato de Bencilo
Salisilicato de Metilo
Acido Salisilico
Metanol
H2SO4
NaOH
Salisilicato de Metilo
Salisilicato de Isobutilo .
Acido Salisilico
Isobutanol
Acido p-toluensulfónico
NaCO3
Salisilicato de Isobutilo
(Continua—)
- 356 -
TABLA 72
Residuos Producidos en la Petroquímica Secundaria
(Continuación)
Producto
Desechos Producidos
Salisilicato de Hexilo
Acido Salisilico
n-Hexanol
Acido p-toluensulfónico
NaCO3
Salisilicato de Hexilo
Salisilicato de 2 etil
hexilo .
Acido Salicilico
2 etil hexanol
Acido p-toluensulfónico
NaCO3
Salisilicato de 2 etil hexilo
Trioctil Trimelitato .
Anhídrido Trimetilico
2 etil hexanol
Trioctil Trimelitato
Valerianato de Bencilo
Acido Valeriánico
Benzanol (Acido Bencilico)
Acido p-toluensulfónico
NaCO3
Valerianato de Bencilo .
RESINAS SINTETICAS
La producción de las principales resinas sintéticas se - muestra en la Tabla 73.
SILICONES
Los silicones son polímeros semiorgánicos con una estructu
ra de cuarzo, en donde varios grupos orgânicos son adheridos al
átomo de silicón . Hay variación en el número de grupos orgânicos, lo que produce una gran variedad de materiales a partir de
líquidos o geles y de elastómeros a sólidos rígidos (resinas).
Un común proceso comercial para la producción de silicones
empieza con dióxido de sílice SiO 2 . El cuarzo es reducido por
carbón a silicón en un horno de arco eléctrico y el producto es
roto por compresión a una fina pólvora . Por contacto entre esta
pólvora y el cloruro de metilo en presencia de un catalizador,
bajo condiciones apropiadas se forma un clorosilano . Este proceso es conocido como Proceso Directo . Un método alternativo,
para la preparación de clorosilanos intermedios, envuelve los reactantes de Gringard con tetracloruro de sílice . Los cloruros
o clorosilanos organosiliconados son purificados por destila-ción e hidrólisis con agua a partir de tetrâmeros cíclicos o si
loxanos . Este material es retornado al reactor en presencia de
TABLA 73
Producción de Resinas Sintéticas en 1988
Producto
Producción (Ton .)
Policloruro de vinilo copolímero
Policloruro de vinilo homopolimero .
Resinas de poliestireno .
Tereftalato de polietileno .
Polietileno de alta densidad .
Polietileno de baja densidad .
Resinas alcídicas .
Breas esterificadas .
Emulsiones PVA y acrílico .
Resinas e póxicas .
Resinas fenol formaldehído
Resinas fumáricas
Resinas maleicas
Resinas melamina formaldehído
Poliamidas del ácido dimérico
Resinas poliester
Polimetacrilato de metilo
Poliuretanos
Silicones
Resinas urea formaldehído .
Dioctil ftalato
Fuentes : A .N .I .Q . 1989
SECOFI
1990.
4,766
272,686
125,528
18,093
1,717
317,161
15,000
5,000
68,170
4,800
11,203
510
4,794
4,197
1,133
18,988
11,637
33,890
1,280
75,000
93,995
un agente bloqueador que forma el polímero . Las reacciones son
las siguientes:
2Si + 7HC1
► HSiC1 3 + SiC1 4 + 3H 2
Triclorosilano
Cu
3SiC1 4 + 2H2 + Si ~
' 4HSiC1 3
500°C
SiC + 2C1 2
► SiCl 4 + C
SiO 2 + 2C + 2C1 2*
SiC1 4 + 2C0
Silicón
RESINAS O EMULSIONES PVA Y ACRILICAS.
La emulsión de alcohol polivinílico (PVA) es una resina -completamente sintética, soluble en agua . El polímero puede -ser sólo hecho por hidrólisis de otro polímero vinílico . Teóri
camente el alcohol polivinílico incluye a todas las resinas solubles en agua producidas a partir de poliacetato de vinilo.
–CH 2CHn
OH
,
Este polímero es preparado por 2 procesos : El primero es por polimerización del acetato de vinilo o del poliacetato de vinilo ; que es convertido a PVA por hidrólisis en presencia de
un catalizador acido o básico . Los precipitados de PVA a par-tir de la solución són recuperados como pólvora por filtración
y secado . Las propiedades del alcohol polivinilico dependen de
la materia prima, o sea de las características del poliacetato
de vinilo . El arobisisobutironitrilo (AIBM) y su relativamente
pequeño grupo de peróxidos, han sido utilizados comercialmente
como iniciadores de la polimerización . El álcali catalizador de la alcoholisis en metanol es generalmente utilizado industrialmente para hidrolizar al PVA.
RESINAS O EMULSIONES ACRILICAS.
El Poli(ácido acrílico) y el poli(ácido metacrilico) son producidos por polimerización y copolimerización de monómeros o
por hidrólisis de poliester acrilato o por poliacrilonitrilo.
CH 2 -CH
H2CHNaOH
CN
n
~
CoNa
^Ó — n
Los productos obtenidos a partir de cualquiera de los 2 -procesos contienen un ester no hidrolizado o grupos nitrilo.
La hidrólisis de esteres metacrílicos es más difícil por los -acrilatos.
La polimerización de monómeros acrílicos y metacrílicos es
frecuentemente llevada a cabo en < 25% de solución acuosa con iniciadores convencionales libres de radicales, por ejemplo:
peroxidisulfato ; a 90-100°C de temperatura . Los rangos de poli
merización se dan en un pH 2-5.
Los polímeros pueden ser preparados por emulsión-polimerización (técnicas) ; una importante familia de productos es hecha
por estas técnicas . Estos productos son copolímeros del acido
metacrílico y bajos en acrilato y esteres de metacrilato,
p or -
ejemplo : copolímero ácido metacrílico-butil acrilato.
RESINAS MALEICAS : COPOLIMERO DE ANHIDRIDO MALEICO - ESTIRENO.
El bajo peso molecular de estos copolímeros hace que su pro
ducción sea por procesos de precipitación a altas temperaturas
(250-276°C), en un calentador se alimentan hidrocarburos aromâti
cos altamente metilados, por ejemplo : 2-propilbenceno ó 4-iso--
propil-l-metilbenceno, para terminar la cadena del polímero . Después de la polimerización el solvente es removido a vacío y
el polímero fundido es removido del reactor y es enfriado . Los
esteres de bajo peso molecular como el copolímero de anhídrido
maleico-estireno, son preparados por calentamiento del copolímero con cantidades estequiométricas apropiadas de alcohol .
El
esterparcial es insoluble en agua pero soluble en una solución
de NH 4 OH .
El alto peso molecular de los copolímeros puede ser
manufacturado por polimerización en masa ; polimerización de sol
vente y no solvente, o ambos.
COPOLIMERO DE ANHIDRIDO MALLICO-ETILENO:
Estos polímeros son preparados por polimerización de radicales libres en tolueno o xileno, bajo presiones de 6 .2-8 .6 MPa
(900-1250 psi) a 80°-150°C de temperatura . Los precipitados de
la solución son recuperados como sólidos blancos después de una
filtración y secado.
El bajo peso molecular de los productos es preparado con altas concentraciones de peróxido de benzoilo y un agente activo de transferencia de cadena.
RESINAS UREA-FORMALDEHIDO y RESINAS MELAMINA-FORMALDEHIDO (AMINORESINAS).
Los condensados de urea-formaldehído y melamina-formaldehí
do scn las aminoresinas comercialmente importantes . Otras resi
nas de este grupo utilizan sulfonamidas, anilina y thiurea.
Los condensados simples son metilureas y metilo melaminas . Un
típico estado de resinas es producido cuando la urea (o melamina) es mezclada con formaldehído . La reacción inicial de urea
(o melamina) con formaldehído es una simple adición que produce
compuestos metilados :
N-NH
HCH
2
2 OH
/ C = 0 + CH 2 O
► O=1C
-NH2
N
H
\
2
Algunas dimetilureas son formadas, como HOH 2 CN$ .CO .NHCH2OH.
El mecanismo de intercondensación subsecuente de los compuestos
metilados no ha sido establecido definitivamente, pero las evidencias de la formación de metileno unido a -NH, -CH 2 , -NH-, u
otros puentes como -NH .CH 2 -O-CH2NH-.
Estos intermediarios hidrosolubles son empleados en una -mezcla con celulosa para producir algo más que celulosa y otro
producto insoluble . Se requiere de un catalizador y control de
temperatura . La melamina no es propiamente soluble en agua o
formalina, por lo que es necesario calentar alrededor de 80°C
para obtener compuestos metilados para resinas de melamina-formaldehido.
POLIURETANOS:
Los uretanos son un grupo de conglomerados de polímeros en
donde hay formación del grupo uretano :
H O
II
N-C-O
, que es
un importante paso en la polimerización . Las uniones de uretanos están generalmente formadas por la reacción del hidróxilo y
grupos isocianatos . La alta reactividad de los isocianatos y -
el conocer los catalizadores de las reacciones de isocianatos,
hace posible la producción de diversos polímeros, a partir de materiales base líquidos, de bajo y moderado peso molecular . Algo importante en la producción de poliuretanos es la reacción isocianato-agua, donde ambos generan 00 2 para expandir las espu
mas de úretano y formas substituidas de bloques de urea en la estructura del polímero.
H 0
I
►
R-N=C=O + H 2 0
II
R-N-C-OH
► RNH2 + CO 2
H 0 H
I
RNH 2 + RNCO
►
11
I
R-N-C-N-R
Urea substituida.
Los isocianatos más comunes empleados en la producción de
poliuretanos son : 80/20 2,4-/2,6- Toluen diisocianato, 68/35 2,4
/2,6 - Toluen diisocianato, 2,4-Toluen diisocianato, Toluen diiso
cianatos modificados, 4 .4' Difenil metano diisocianato, Poliso-cianatos a partir de condensados de anilina-formaldehído, 1,6
hexametilen diisocianato, 4,4'Dicicloheximetano diisocianato, iso
meros mezclados.
Todos son líquidos de baja viscosidad . Los isocianatos -aromáticos son más reactivos que los alifáticos y son usados ex
tensivamente en las espumas de uretano y elastómeros . La estruc
tura cíclica de los isocianatos aromáticos y alicíclicos contri
buye a la rigidez en poliuretanos.
También se utilizan correactantes hidroxilados terminales
que son polieteres de polioles, poliesteres de polioles y pro-ductos naturales ; los que se emplean para la producción de po-liuretanos están preparados por esterificación directa de áci-dos dicarboxilicos, adipico, ftálico ; con un exceso de alcoholes como el etilenglicol, propanodioles y butanodioles.
RESINAS DE POLIESTIRENO:
El poliestireno es un termoplástico producido a partir de
carbón y gas de petróleo ; que generalmente es utilizado para -perillas, compactos, como estabilizador de formulaciones y en
una gran diversidad de otras aplicaciones . Las bases p ara en-tender una planta o el propósito general de la producción de po
liestireno, son que el estireno es alimentado continuamente en
3 estados para polimerizar una cadena, donde aproximadamente se
obtiene un 90% de la conversión . La solución contiene 90% de polímero que es bombeado a un devolatilizador, donde el estireno residual que no reaccionó es vaporizado, condensado y reci-ciado continuamente al primer estado del polimerizador . Los -flujos de poliestireno caliente y fundido pasan a través de un
alimentador cónico a un devolatilizador dentro de un granulador
donde el extracto es granulado, enfriado, secado y tamizado.
Los gránulos y/o pastillas de poliestireno son conducidos a un
almacenamiento final.
POLIETILENOS (DE ALTA :Y BAJA DENSIDAD).
El polietileno es un termoplástico de excelente resisten-cia a los químicos, y es producido por la polimerización del -etileno bajo condiciones especificas de presión y temperatura en presencia de un catalizador, de acuerdo a la siguiente ecuación:
H H
1
Presión
I
C = C catalizador
H H
H H H H
1
i
1
1
-C -C -C -CI
I
I
I
H H H H
n
La reacción es exotérmica y puede formar polímeros con un
peso molecular de 1,000 - 1'000,000 . Los procesos de alta presión, usan oxigeno, peróxido u otro fuerte oxidante como catali
zador . Los rangos de presión de la reacción son a partir de -15,000 psi a 40,000 psi . El polímero formado en el proceso de
alta presión está altamente dividido a diferencia del polímero
obtenido por el proceso de baja presión que es más lineal, y cu
yos catalizadores varían, pero pueden ser álcalis u óxidos meta
licos . En resumen, el polietileno de alta densidad o dividido
(ramificado) se produce por polimerización del etileno mediante
el mecanismo de radical libre . Y el polietileno de baja densidad o lineal también se produce por polimerización del etileno,
pero por el mecanismo de complejo catalítico o carbanión .
POLI(CLORURO DE VINILO)
COPOLIMERO Y HOMOPOLIMERO.
La gran viabilidad y bajo costo de las materias primas y la versatilidad del producto final, cloruro de polivinilo, han
concluido en una alta competitividad.
El VCM (monómero de cloruro de vinilo) es un liquido incoloro, con un punto de ebullición de -13 .3°C (+8°F) . Es flama-ble con el aire (a 4-22% por volumen) . El proceso clâsico para
la producción de VCM envuelve la hidroclorinación catalizada del
acetileno . Esta reacción es generalmente llevada a cabo en tubos con carbón activado y cloruro mercúrico como catalizador.
Las temperaturas normalmente varían de 100-280°C, la temperatura
incrementada disminuye la actividad catalizadora con el tiempo.
El alto costo del acetileno en relación con otros hidrocarburos,
como el etileno, han provocado que los procesos se basen en este último . La ruta económica de producción de VCM utiliza etileno y cloro y HC1, obteniendo como producto intermedio al di-cloruro de etileno (EDC) . En la configuración usual donde el C1 2 elemental y el etileno son alimentados, el EDC es producido
por clorinación directa del etileno . El acido clorhídrico - (HC1) formado como subproducto del rompimiento del EDC hacia
VCM, es reaccionado con etileno en el proceso de oxiclorina-ción que produce EDC para reciclaje . En este caso la clorinación directa y oxiclorinaci6n tienen la misma capacidad.
- Clorinación directa del etileno : C 2 H4 + C12
Etileno
C1C 2 H 4 C1
(EDC)
- Deshidroclorinaci6n térmica de EDC (cracking de EDC):
C1C 2 H 4 C1
►
CH 2
=
CHC1
+
HC11
- Oxidroclorinación del etileno :
C 2 H 4 + 2HC1 + 1/2 0 2
► ClC 2H4 C1 + H 2 0
Policloruro de vinilo (VCM)
- Impurezas de los 3 procesos que producen VCM:
HC1,
cloruro férrico, C1 2 , cloruro cúprico, oxicloruro cú-
prico, NaOH, CO 2 y CO.
POLIETILENO TEREFTALATO.
Este químico es producido para la manufactura de fibras de
poliester ; este material es un sólido blanco con un p eso molecu
lar de 10,000-25,000 . La estructura química básica es:
0
0
0
0
HOCH 2 CH 2 0C<O)•C - 0 CH 2 CH 2 0C-CO>C - 0
CH2CH 2 OH
Se extingue rápidamente al fundirse ; el material es sustan
cialmente amorfo, pero si está frío o bien al calentarlo de 95
a 180°C . El material en cristales posee un punto de fusión de
250-265°C, dependiendo del grado de cristalización . El poll-mero manufacturado contiene generalmente un peaueño porcentaje
de dietilenglicol (DEG) . En adición al DEG, se encuentran com-puestos menores, como residuos de catalizadores, inhibidores de
oxidación y degradación térmica, así como óxido de titanio TiO 2 .
RESINAS EPDXICAS.
Estas resinas termoendurecidas están clasificadas en los plâsticos de ingeniería, porque sus excelentes propiedades mecá
nicas y eléctricas así lo permiten, así como su estabilidad dimensional ; resistencia a altas temperaturas y a químicos ; su -gran adhesión a metales, vidrio y otros materiales . Su estructura molecular es la siguiente:
O
/~
H 2 C - CH - CH 2
CH3
0
OH
~~-O -CH 2 - CH - CH 2
CH3
CH 3
O
-®-CH 3
0-CH 2-CH-CH
\ /2
'0
Su producción es similar a las bis-A-resinas y se basan en
grupos hidroxifenólicos convertidos a éteres glícidos . General
mente las cicloalifáticas epóxicas líquidas son producidas por
la epoxidación del ácido peracético de olefinas cíclicas . Los
grupos epóxido son adheridos directamente al anillo de cicloali
fáticos.
Las resinas epóxicas líquidas pueden ser sintetizadas por
2 reacciones : Un exceso de epiclorhidrina con bisfenol A, en -presencia de un catalizador alcalino . La reacción consiste ini
cialmente en la formación de diclorhidrin de bisfenol A y por
una reacción via deshidrohalogenación del producto intermedio en cantidades estequiométricas de alcali.
Proceso Taffi : El bisfenol A reacciona directamente con epiclor
hidrina en presencia de cantidades estegiométricas de NaOH.
Los resultados de la reacción de polimerización se resume en un
producto altamente viscoso (emulsión de agua y resina) y la - reacción de condensación de p ende de la agitación.
Materias primas de varios tipos de Epoxiresinas (dependen del tipo de resina epbxica de que se trate):
- Aminas aromáticos.
- Aminas aromáticos y licidicas.
- 5,5 dimetil hidantoina
- Condensados de o-cresol-formaldehído.
- Fenol-formaldehído.
- Fenol-acetona
- Polifenol glicidilado
- Compuestos ciclo olefínicos.
- Polioles (1,4 butanodiol ; 2,2' dimetil-1,3-propanodiol).
- Propilenglicol.
- Glicerol
- Trimetil propano
- Pentaeritritol .
RESINAS FENOL - FORMALDEHIDO (FENOLICAS).
Las resinas preparadas a partir de fenol con formaldehído
son clasificadas como resinas fenólicas . Las resinas de este
tipo p resentan una alta toxicidad plâstica . El proceso para -producir resinas fenol-formaldehído es relativamente simple y
envuelve una mezcla de formaldehído 37-40%, HCHO ; solución con
fenol C 6H 5 OH, en presencia de amoniaco como catalizador ; las -reacciones se llevan a cabo aproximadamente entre 80-90°C, -cuando se forma una masa resinosa . El agua es calentada afuera
y el producto resinoso es permitido u obtenido en paredes frías.
La reacción puede ser retenida por dilución con un solvente -(acetona o alcohol) . En otro proceso el formaldehído y fenol son mezclados (con amoniaco) y calentados suavemente en un di-gestor, en un rango de temperatura de 140-160°C, por un periodo
de 3 horas . La pared de material resinoso es enfriada ; después
se mezcla con varios agentes modificadores.
Los revestimientos y adhesivos consumen cerca del 75% de las resinas fenólicas, el otro 25% es consumido por productos moldeados . Los adhesivos fenólicos y laminados son utilizados
ampliamente en productos de construcción . Los compuestos moldeados son excelentes dieléctricos, resistentes a impactos y -con buena estabilidad dimensional.
Los principales . desechos de estos productos son mostrados
en la Tabla 74 .
TABLA 74
Principales Desechos Producidos por la Industria de
las Resinas Sintéticas
Producto
Desechos Producidos
Silicones
Si02.
Carbón
Cloruro de metilo
Tetracloruro de sílice
HC1
Triclorosilano
Silicones
Emulsiones PVA y Acrílicas : Alcohol Polivinílico (PVA) .
Acetato de vinilo
Poliacetato de vinilo
Azobisisobutironitrilo (AIBN)
Metanol
Emulsiones PVA y Acrílicas
Poli (ácido acrílico)
Poli (âcido metacrilico)
Poliacrilonitrilo
Acido metacrilico-butil acrilato
Poliester acrilato.
Resinas Maleicas .
Copolímero de anhídrido maleico-estireno.
Resinas maleicas
Hidrocarburos aromáticos
NH 4 OH
Copolímero de anhídrido maleico-etileno.
Tolueno
Xileno
Aminoresinas
Resinas Urea-forlmaldehído
Resinas Melamina-formaldehído
Metileno
Urea
Melamina
Formaldehído
Poliuretanos .
Uretanos
Isocianatos
Hidr6xilos
CO2
Poliuretanos.
(Continua . .)
TABLA 74
Principales Desechos Producidos por la Industria de
las Resinas Sintéticas
(Continuación)
Producto
Desechos Producidos
Resinas de Poliestireno
Carbón
Gas de carbón
Estireno
Poliestireno
Polietileno (alta y
baja densidad) .
Etileno
02
H202
Polietilenos
Poli (cloruro de vinilo) .
Cloruro de vinilo
Acetileno
Carbón activado
Cloruro mercúrico (1) Hq3+
Etileno
Cloro
HC1
Dicloruro de etileno (EDC)
Cloruro férrico (FeC12)
Cloruro cúprico (CuC12)
Oxicloruro cúprico
NaOH
CO2
CO
Poli (cloruro de vinilo).
Cloruro de vinilo
Acetileno
Carbón activado
Cloruro mercúrico
Etileno
Cloro
HC1
Resinas Epóxicas
Oxido de etileno
Epiclorhidrina
Bisfenol A
Resinas epóxicas
Dicloro hidrin de Bisfenol A
NaOH
Aminas aromáticas
Glicerol
(Continua . .)
TABLA 74
Principales Desechos Producidos por la Industria de
las Resinas Sintéticas
(Continuación)
Producto
Desechos Producidos
Resinas Epóxicas .
(Continuación)
Trimetil propano
Pentaeritritol
5,5' dimetil hidrantoina
Condensados de o-cresol-formaldehído
Fenol-formaldehído
Fenol-acetona
Polioles
Propilenglicol
Resinas Fenol-Formaldehido .
Fenol
Formaldehído
Amoniaco
Acetona
Resinas fenol-formaldehído
HULE SINTETICO Y HULE QUIMICOS
La producción de los principales productos de este giro se
muestra en la Tabla 75.
RETARDADORES.
Los retardadores son químicos que previenen la vulcaniza-ción prematura de los compuestos plásticos, durante la mezcla,
calentamiento y otras etapas del proceso . Algunos retardadores
convencionales son:
- Acido Benzoico .- Retardador para gomas naturales y sintéticas.
- N-(ciclohexiltio) ftalimida .- Retardador para gomas naturales y sintéticas ; es el mejor de los aceleradores tipo sulfenamida.
- N-nitrosodifenilamina .- Retardador para gomas naturales y -sintéticas.
- Anhídrido Ftálico .- Retardador para gomas naturales, estireno-butadieno y neopreno.
- Acido Salicílico .- Retardador para gomas naturales y estireno
butadieno, acelerador para tipos W de neo-preno.
- Derivados de Sulfonamida .- Retardador de gomas naturales y sintéticas .
TABLA 7'5
Producción de Hule Sintético y Hule Químicos en 1988.
Producto
Polibutadieno estireno (hule sintético)
Polibutadieno estireno (látex)
Polibutadieno
Polibutadieno acrilonitrilo
Neopreno
Aceleradores tipo tiazol .
Aceleradores tipo carbonato
Aceleradores tipo sulfonamida
Aceleradores tipo tiouramilo
Antioxidantes manchantes
Antiozonantes
Antixidantes no manchantes
Esponjantes
Retardadores
Producción
(Ton .)
103,254
7,264
30,327
6,741
147,586
762
316
1,122
544
887
1,910
1,347
143
80
Nuevos Retardadores.
Un prototipo de inhibidor de prevulcanización es el N-(tri
clorometiltio) ftalimida, aunque en Estados Unidos el N-(ciclohexiltio) ftalimida es el retardador mas utilizado ; éste es -sintetizado por la reacción de ftalimida con cloruro ciclohexíl
sulfenilico, en presencia de una base solvente.
El cloruro ciclohexilsulfenilico es preparado por la reacción del mercaptano ciclohexilico con cloro . Un método alterna
tivo es la electrosintesis de N-(ciclohexiltio) ftalimida a par
tir de ftalimida y disulfido ciclohexilico en acetonitrilo.
ANTIOZONANTES.
Muchos elastómeros altamente insaturados son susceptibles
de romperse por el estres de una atmósfera que contiene ozono,
por lo que se requiere de antiozonantes para evitarlo . En gene
ral la N-N' disustituida y p-fenilenediaminas son los antiozo-nantes comerciales más efectivos.
Las di-sec-alquil-p-fenilenediaminas son preparadas a partir de acetona y p-fenilenediamina . La condensación comienza con el dianil cuando es cataliticamente hidrogenado al producto
deseado . Las N-sec-alquil-fenil-p-fenilenediaminas son preparadas por la misma vía . La condensación con la acetona empieza con el monoanil cuando es hidrogenado al producto deseado .
ANTIOXIDANTES.
Los antioxidantes son sustancias que retardan la oxidación
por oxigeno atmosférico a temperaturas moderadas (autoxidación).
Estos compuestos son muy utilizados en polímeros, alimentos y productos petrolíferos . Los antioxidantes se clasifican en - varios grupos, que son:
- Aminas : Son generalmente los más empleados y más efectivos en los plásticos . Como ejemplos tenemos a la dihidrotrime
tilquinona y b-etoxi-1,2 dihidro -2,2,4 trimetilquinolina.
- Fenólicos : Son antioxidantes más descoloridos que las aminas;
se encuentran entre estos a las hidroquinonas alquiladas y
fenoles, como son : bisfenoles obtenidos por fenol y dicloru
ro de azufre.
- Fosfitos : Ciertos fosfitos son empleados para proteger los -plâsticos durante la manufactura y almacenamiento . Para plásticos, se emplean generalmente en combinación con otro
antioxidante (fenólicos) . Ejemplo : El Tri(nonil y dinonifenil) fosfito.
- Sulfidos : El dilauril thiadiopropinato y el disteril thidipro
propionato son los antioxidantes más empleados de este gru
po . En general son empleados combinados con fenol y plásticos, para combinaciones sinergistas.
- Ditioâcidos : Estas sustancias son descomponedoras de hidro--
peróxidos .. Son generalmente utilizados en conjunción con
otros antioxidantes (fen6licos), para plásticos, gomas y productos petrolíferos.
Preparación : Los antioxidantes fenólicos son preparados por al
quilación de hidroquinonas, fenoles o cresoles . Los fenoles al
quilados pueden reaccionar con dicloruro de azufre para dar fenol-sulfidos o condensados con aldehídos, cetonas u otros com-puestos reactivos de alto peso molecular . Todos los antioxidan
tes aromáticos (aminas) son hechos a partir de anilina o anilinas sustituidas ; por ejemplo acétona con anilina, bajo presión.
La difenilamina y p-fenilediaminas son derivados directos de la
anilina y otros materiales crudos . Los fosfitos y dithiofosfatos son producidos por alcoholes o fenoles . o sus mezclas . La reacción con tricloruro fosfórico rinde fosfitos, pero estos -pueden ser tomados a partir de cloruro de hidrógeno y agua . Los
ditiocarbamatos y xantatos son preparados a partir de carbón di
súlfido.
ACELERADORES.
Los aceleradores orgánicos reducen el tiempo requerido para
la vulcanización de las gomas, a partir de horas a minutos . En
adición, bajos niveles de azufre se requieren para obtener un producto más uniforme . Dos ejemplos de aceleradores, consisten
en mercaptobenzotiazole (MBT) y sus derivados . El proceso co mercial para la manufactura de MBT comprende la reacción de ani
lina, carbón súlfido y azufre a temperaturas alrededor de - 250°C y a una presión de 450 psi . El producto crudo es disuelto en sosa cáustica y removidas las impurezas . El resultado de
esta solución, son usados para manufacturar diversos aceleradores derivados del MBT, incluyendo MBT refinado ; benzoatiasol di
súlfido (MBTS) y el N-ciclohexibenzotiazol sulfonamida.
POLIBUTADIENO-ESTIRENO.
El butadieno es producido por variados métodos, incluyendo:
1) Deshidratación de etanol . 2) Hidrólisis de acetileno a ace-taldehido, seguido por una reacción con óxido de etileno para formar acetaldol ; el cual es hidrogenado, para formar 1-3 butilen-glicol y subsecuentemente deshidratado a butadieno . 3) La
reacción del acetileno con formaldehído ; seguida por una hidrogenación para producir 1-4 butanediol . Este es hidrolizado a
butadieno . 4) A partir de almidón (fermentación) hasta 2-3 butanodiol ; el cual es esterificado a diacetato y pirolizado a bu
tadieno . 5) Las deshidrogenaciones catalíticas del butano normal a butilenos.
El estireno es un monómero no solamente para gomas, sino también para plâsticos sintéticos, como el poliestireno . La -vía predominante de . producción del estireno es la via etilbence
no, donde el etilbenceno es alquilado a partir de benceno con etileno y subsecuentemente deshidrogenado hasta estireno, utili
zando como catalizador cloruro de aluminio, . acido fosfórico sólido y/o catalizadores de silica-alúmina.
C6 H 6 + C 2 H4 --4 C 6 H 5C 2 H 5
t C 6 H 5 CH CH 2 + H 2
ACRILONITRILO.
Es una de las materias primas esenciales de los hules, y es producido a partir de acetileno e hidrógeno cidnido ; que son
puestos a reaccionar en presencia de un catalizador liquido, co
mo es el cloruro cuproso, el cloruro de hidrógeno y los cloruro
alcalis ; a presión atmosférica.
CuC1 2
CH : CH + HCN
► CH 2 CHCN
Un nuevo proceso, para la manufactura del acrilonitrilo a
partir de propileno, amoniaco y aire, ha sido probado en Estados
Unidos, utilizando como catalizador molibdeno y bismuto.
El cloropreno, es un mon6mero producido a partir de neopre
no ; el cual es producido a partir de acetileno y NCI . El aceti
leno es dimerizado a monovinilacetileno, el cual es puesto a -reaccionar con HC1 para formar el monómerode cloropreno.
CuC12
HC1
2CH . CH CH2
:CH
.0
CH
---:CH
2 :CCI :CH :CH 2
NH
65-75°C vinilacetileno
cloropreno
Ci
COPOLIMEROS DE BUTADIENO - ESTIRENO.
Los copolimeros de butadieno-estireno, que contienen un -50% o mâs de butadieno, son conocidos como SBR . El monómero -usual (radio) es de 75 partes de butadieno por 25 de estireno;
que da como resultado un copolímero.
NEOPRENO.
Los plásticos de cloropreno, fueron los primeros productos
sintéticos producidos en Estados Unidos ; estos fueron desarrolla
dos por Du Pont en 1932, bajo el nombre de DuPrenos' . El monó-mero de cloropreno, después de una purificación por fracciona-ción, es emulsificado en agua y polimerizado a 100°F aproximada
mente, bajo presión atmosférica, en presencia de azufre, con -persulfato de potasio como catalizador . El neopreno es un elas
tómero con una particular versatilidad ; ya que sus propiedades
y combinaciones sirven para múltiples aplicaciones .
TABLA 76
Desechos Producidos por la Industria de Hule
y Hulequimicos
Producto
Desechos Producidos.
Aceleradores
Mercaptobenzotiazol (MBT)
Benzotiazol disi 1fido (MBTS)
N-ciclohexibenzotiazol sulfonamida.
Anilina (1)
Carbón bi súilf ido
Azufre
NaOH
Polibutadieno-Estireno
Butadieno
Etanol
Acetaldehido
Acetaldol
1-3butilenglicol
1-4 butanodiol
2-3 butanodiol
Diacetato
Al2C1 3 (1)
H3PO4 (1)
Acetileno
Oxido de etileno (1)
Formaldehído (2)(3)
Almidón
Butano
Estierno (1)
Etilbenceno (1)
Benceno (1)
Etileno
Polibutadieno-estireno.
Polibutadieno-Acrilonitrilo .
Acrilonitrilo (1)
Acetileno
HCN (1)
CuCl
(1)
HC1 ~1)
Propileno
NH 3 (1)
Mb
Bi
Polibutadieno-acrilonitrilo.
(Continua . .)
TABLA 76
Desechos Producidos por la Industria de Hule
y Hulequimicos
(Continuación)
Producto
Desechos Producidos
Retardadores
Acido Benzoico
N-(ciclohexiltio) ftalimida
N-nitroso difenilamina
Anhídrido ftalico
Acido salicilico
Derivados de sulfonamida
Acetonitrilo (1)
C1 2 (1)
Cloruro ciclohexilsulfónico
Mercaptano ciclohexilico
Antiozonantes
N-N' fenil enediaminas
p-fenilenediaminas
di-sec-alquil-p-fenilenediaminas
Acetona (3)
Antioxidantes
Aminas
Fenólicos
Fosfitos
Sulfidos
Ditioacidos
Acetona (3)
Fenol (1)
Dicloruro de azufre
Hidroquinonas
Cresol (1)
Anilina (1)
Neopreno
Cloropreno
Acetileno
HC1 (1)
Monovinil acetileno
Azufre
Persulfato de Potasio
NH 4 C1
CuC1 2
Notas : (1) Contaminante Tóxico Prioritario (EPA, OMS y CIPR).
(2) Desecho Peligroso (EPA)
(3) Sustancia Peligrosa (EPA)
ADHESIVOS.
La producción de adhesivos para 1988 se muestra en la Tabla
77.
ADHESIVOS.
Los centenares de preparaciones adhesivas hechas hoy en -día, estân suplementadas por cientos de formulaciones, con una
capacidad de mantener juntos a diversos materiales, por medio de una superficie de contacto . Estos productos son generalmente obtenidos a partir de sus componentes básicos, y sus combina
ciones especificas no siempre son del dominio público . Varias
composiciones están protegidas por patentes . Los adhesivos pue
den ser clasificados por uno o varios métodos ; por ejemplo, el
uso y la composición ; esta última clasificación está basada en
el ingrediente principal.
Proteínas Adhesivas.
La caseína, un derivado proteínico de la leche, es la base
o ingrediente principal de una clase de adhesivos, que pueden ser o no resistentes al agua . Los adhesivos en base a caseína
son empleados en la industria de la manufactura maderera y en la manufactura de copas y de contenedores de paja y de helados ..
TABLA 77
Producción de Adhesivos en 1988
Producto
Adhesivos a base de PVA
Adhesivos a base de poliuretano
Adhesivos a base de caseína
Adhesivos
Adhesivos
Adhesivos
Adhesivos
a base de cloropentano
a base de colas
a base de dextrina
termofusibles .
Producción (Ton .)
8,900
2,500
1,450
11,500
390
15,900
4,900
Los adhesivos en base a soya poseen propiedades similares
a los adhesivos caseínicos ; son baratos pero no muy eficientes.
Estos 2 tipos son generalmente utilizados en combinación,
particularmente en el revestimiento de campos, lo que permite una disminución en los costos del pegamento.
Los adhesivos en base a albúmina son preparados de albúmina de sangre o huevos.
Los adhesivos a base de zeína se obtienen a partir de esta
proteína del maíz.
Los adhesivos en base a cacahuate se obtienen en base a los
hidratos de esta semilla.
Los adhesivos en base a almidón o pegamentos, fueron los primeros en utilizarse en escala industrial ; en la actualidad son producidos a partir de almidón de maíz, tapioca y papas . Estos adhesivos pueden ser aplicados fríos y no tienen las características indeseables de los pegamentos animales (olor) . Los adhesivos en base a almidón son más baratos que los adhesivos en base a resinas sintéticas . El almidón nativo es empleado como un adhesivo para revestimientos y láminas corrugadas,
donde la resistencia al agua no es importante . A través de con
versiones enzimdticas es la base para adhesivos líquidos . El almidón es la materia prima para la hidratación de dextrinas -(pegamentos a base de dextrinas), estos son importantes almidones modificados para el desarrollo de gomas, papel engomado,
tarjetas engomadas para vidrio, metal y madera ; cartones, ta-bias laminadas y gomas de relleno . La dextrina de tapioca es -
el adhesivo empleado para estampillas.
Formulación.
Los almidones son preparados a partir de granos o raíces
(maíz, papas y tapioca), utilizando H2SO4 diluido para causar una hidratación parcial y SO 2 para inhibir la fermentación ; así
también las dextrinas se obtienen de calentar el almidón seco
con H 2 SO4 diluido . Las gomas británicas resultan del calenta-miento de almidón con una pequeña cantidad de catalizador ; es-tos adhesivos son más granosos y .pegantes que las dextrinas.
En la manufactura de adhesivos en base a almidón, raramente son utilizadas aisladamente las dextrinas, gomas británicas
y almidones . Varios químicos pueden ser mezclados en las reacciones, como el Bórax, que incrementa la viscosidad y gomosidad,
el NaOH que acentCia la acción del bórax . Otros químicos importantes pero de bajo grado son : Na 2 CO 3 , KOH y K 2CO 3 . La urea -tiene un efecto contrario al del bórax . Otros materiales utili
zados en la manufactura de adhesivos en base a almidón son : - plastificantes, agentes espumantes, preservativos, "Agentes flui
dizantes", colorantes, saborizantes y agentes emulsificantes.
ADHESIVOS EN BASE A RESINAS SINTETICAS.
Estos adhesivos son apreciados por su resistencia al agua .
ADHESIVOS EN BASE A UREA.
Son adhesivos que consisten de resinas urea-formaldehido solas o combinadas usualmente con adhesivos en base a almidón,
para aumentar la resistencia al agua.
ADHESIVOS EN BASE A RESINAS FENOLICAS.
Son adhesivos basados en fenol y derivados, como el resorcinol, que son condensados con aldehidos o acetonas . Estos son
adhesivos termosensibles y necesitan de un catalizador para com
pletar la polimerización ; poseen una gran resistencia al agua.
ADHESIVOS EN BASE A RESINAS EPDXICAS.
Son adhesivos basados en resinas producidas en base a la condensación del fenol, acetona y epiclorhidrina . Estos adhesi
vos tienen una mayor flexibilidad que los adhesivos fenólicos y
una resistencia química mayor que los adhesivos alquilados . Es
tos son particularmente empleados para pegar metales . Alquilados, acrilatos, metacrilatos, alilos y polímeros hidrocarbona-dos como el ideno, cumarone, polímeros de estireno, resinas de
silicones y gomas naturales y sintéticas, todos son aplicados como aditivos o bases . Es por esto que los adhesivos vinílicos
son una clase importante de pegamentos.
Químicamente, los adhesivos sintéticos son de 2 tipos:
Unos son solamente adhesivos y otros están emparentados con los
materiales que los constituyen . Una clasificación incluye : ter
mosensibles rígidos, gomas termosensibles, termoplásticos, copo
limeros y mezclas de polímeros y adhesivos inorgânicos.
ADHESIVOS TERMOSENSIBLES RIGIDOS.
Incluyen epóxicas, silicones, poliésteres, cianoacrilatos
y resinas fenólicas, urea-formaldehido y resorcinol-formaldehido . Su resistencia al calor y a los químicos es generalmente buena ; algunos poseen una resistencia al agua excelente.
ADHESIVOS 0 GOMAS TERMOSENSIBLES.
Incluyen gomas de silicón, uretano y gomas butilicas .y poli
sulfidicas . Algunos de estos son empleados como selladores . Su
resistencia no es muy importante, pero la resistencia al agua,
luz y tiempo son esenciales .
ADHESIVOS TERMOPLASTICOS.
Estos incluyen vinílicos, poliestireno, acrilatos, poliami
das y gomas basadas en adhesivos, pegamentos de origen animal y
pegamentos en base a almidón y dextrina.
COPOLIMEROS Y MEZCLAS.
Son formados para obtener mejores propiedades, en base a componentes simples, por ejemplo : buena adhesión y resistencia
a altas temperaturas . Los adhesivos epóxicos con nylon, fenóli
cos, poliamidas, silicones y uretanos, así como nitrilo-fenólicos, son algunas mezclas empleadas.
ADHESIVOS INORGANICOS.
Son utilizados en la industria de cerâmica y vidrio por -sus altas temperaturas . El silicato es usado para corrugación
de cajas .
MISCELANEA DE ADHESIVOS.
El asfalto, azufre, shellac, gomas naturales y mucilaginosas y
una gran variedad, de ésteres de celulosa disueltos en un solven
te orgânico, son debidamente utilizadas en la casa y/o oficina.
Pero este no es el propósito de todos los adhesivos . Varios tipos de adhesivos son agentes reemplazantes de ayonadores industriales, además la moderna industria automotriz, utiliza los -adhesivos para ensamblar, disminuir precios y reducir el peso de los automóviles.
Los desechos producidos por este giro industrial se muestran en
la Tabla 78 .
TABLA 78
Desechos Producidos por la Industria de Adhesivos
Producto
Desechos Producidos
Adhesivos a base de
PVA.
Materia Orgánica
H2SO4
Adhesivos a base de
poliuretano.
SO 2
Bórax
Adhesivos a base de
caseina.
NaOH
Na2CO 3
Adhesivos a base de
cloropentano.
KOH
K2CO3
Adhesivos a base de
colas.
Urea'
Fenol
Adhesivos a base de
dextrina.
Resorcinol
Acetona
Adhesivos termofusi
bles .
Epiclorhidrina
Acrilatos
Metacrilatos
Polímeros hidrocarbonados
Polímeros alquilados
Polímeros de estireno
Silicones
Resinas epóxicas
Poliésteres
Cianoacrilatos
Resinas fenólicas
Poliamidas
Cloruro de vinilo
Uretanos
Nylon
Resinas Nitrilo-fenólicas
Resinas vinilo-fenólicas
Cloropentano
Adhesivos a base de PVA
Adhesivos a base de poliuretano
Adhesivos a base de cloropentano
Adhesivos a base de colas.
Resinas Urea-formaldehído.
(Continua . .)
TABLA 78
Desechos Producidos por la Industria de Adhesivos
Producto
Desechos Producidos
Ahesivos termofusi
bles (continuación) .
Plastificantes
Emulsificantes
Agentes espumantes
Preservativos
Colorantes
Saborizantes
NOTA : Las producciones estan dadas en base a los principales
tipos de adhesivos, en cuanto a su volumen de producción, pero no se consideran todos los adhesivos fabricados en México .
AGROQUIMICOS .
Como ya se mencionó, este giro industrial comprende
la fabricación de fertilizantes y plaguicidas, razón por la cual
se trataran en forma separada.
PLAGUICIDAS .
La producción de plaguicidas en México se muestra en
la Tabla 79 .
Tabla 79
Producción de Plaguicidas en México en 1988.
Compuesto
DDT
Hexaclorobenceno
Toxafeno
' Paratión metílico
Acido 2,4 diclorofenoxiacético
Producción*
1647
1543
491
2805
2662
Los principales procesos productivos, para fines objetivos
y de facilitar la comprensión, los dividimos en : Insecticidas -fosforados, insecticidas clorados, insecticidas tipo carbamatos,
herbicidas y fungicidas .
INSECTICIDAS FOSFORADOS.
Este grupo se puede dividir en 2 grandes familias : los derivados del pentasulfuro de fósforo y los derivados del tricloruro de fósforo, los cuales a su vez se fabrican de fósforo ele
mental y azufre y de fósforo elemental y cloro respectivamente.
Los insecticidas que se pueden obtener a partir del primer producto mencionado son : Malatión, Folimat, Dimetoato, Gusatión Me
tilico, Parati6n Metilico, Parati6n Etílico, Diazinón y Gusa-ti6n etilicp ; en tanto que los derivados del tricloruro de fósforo son : el Dipterex, Naled, Azodrin y Fosdrin . En la Figura
32 se presenta un diagrama de flujo del proceso de obtención de
este grupo.
INSECTICIDAS CLORADOS.
La materia prima básica de este grupo, es el cloro o pro-ductos . derivados de éste . A su vez, este grupo se divide en 3
familias, dependiendo de otras materias primas empleadas en su
elaboración ; siendo éstas las siguientes : 1) Derivados del ciclopentadieno (endosulfan y aldrin) ; 2) Derivados del Benceno
(DDT y BHC) y 3) Derivados de aguarrás (toxafeno) . Su diagrama
se observa en la Figura 33 .
Gasolinas---fBenceno-- . nhidrido Maleico
-Monocloro metila- -1. Azodrín
cetoacetamida.
-Fosfito de Trime- -4
tilo.
Gas Natural-4Metanol—►
• ► Bidrin
-Dimetil aceto ace
tamida .
-Ac . dimetil ditio
* Fentión
fosfórico.
-Cloral
Etileno .--► Acetal- ~
dehído
--Formaldehído
► Dimetoato
+► Malatión
► Gusatión Met.
Dipterex y
Y Folimat.
Sulfuro
de etilo
T Etanol---►Clorpirito
Amoniaco ---► Dia z inon
Etano —\—_ Etileno --* Bromhuil
~+ Metanol---~ Fosdrín
Gasolina --r Benceno -- : Clorobenceno ---~► Párati6n Metilico y
Etílico.
Sulfuro
Etanol —♦ 1 -2 dicloro-_-+ Gusatión Etílico.
de etilo --p
etano.
Figura 32 . Diagrama de Proceso para la Síntesis de Insecticidas
Fosforados .*
* Comisión Petroquímica Mexicana .
Alfapireno ► Toxafeno
► Canifeno
t
► DDT
Cloral
►Monoclorobenceno
► BHC
Benceno
Cloro
►
Hexaclorociclopentadieno.
Ciclopenta -
dieno .
Aldrín
Bicicloheptadie
no.
1
Acetileno
Formaldehído
}.Butindiol
`
► Hexaclorobiciclo
Cloruro de Tanilo
Thiodan
Figura 33 . Diagrama de Proceso para la Síntesis de Insecticidas
Clorados .*
* Industria de los Plaguicidas en México . CPM .
INSECTICIDAS CARBAMATOS.
Este pequeño grupo se representa por el insecticida ser-vin, cuya elaboración es la menos compleja, debido a que re-quiere únicamente de hacer reaccionar el isocianato de metilo con alfanaftol, aunque existen otros 2 insecticidas como el Temik y el Lannate, cuya elaboración se observa en la Figura 34.
HERBICIDAS.
Dentro de este grupo, los principales exponentes son:
ácido 2-4 diclorofenoxiacético, la 3-4 dicloropropionamida y el
paraquat, cuyas materias primas respectivas son : acetaldehido y
propileno ; nitrobenceno y anilina ; y acetaldehido . Su proceso
se observa en la Figura 35.
FUNGICIDAS.
Sus materias primas son : amoniaco, benceno, cumeno, gas na
tural y gasolinas, obteniéndose por medio de éstas los siguientes fungicidas : Captân técnico, Maneb, Zineb, Pentacloro fenol,
Hexaclorofenol y Pentacloronitrobenceno (Figura 36) .
Isobutileno
1.2 cloro-2 metil
1 nitroso propano
Cloruro de nitro-
silo.
Metil mercaptano
Temik
Acetonitrilo
'T4etil tiola-
cetato.
Metilamina
.joIsocianato
de mItilo.
1Lannate
Forgeno
Alfa naftol
'Servin
Figura 34 . Diagrama de Proceso para la Síntesis de Insecticidas
Carbamatos .*
* La Industria de los Plaguicidas en México . CPM .
Cloruro de Metilo
Paraquat
Etano
b•Etileno
Propileno
*.Cumeno
—Metil arsonato de sodio.
2-4-5 Tricloro
Acetaldehido —l1b. ~ Acido
fenoxiacético.
Acido 2-4 dicloro
fenoxiacético.
)n 3,4,5 tricloro carbani-
lida.
Benceno
}Nitroben-
ceno .
Tolueno
}Clorotolueno rTrifuralina.
1 3,4 d icloropropionanilida.
Figura 35 . Diagrama de Proceso para la Síntesis de Herbicidas .*
* La Industria de Plaguicidas en México . CPM .
Amoniaco
].Captán Técnico
1-2 dicloroetano
Benceno
j. Etilendiamicina
}Anhídrido
maleico .
,n Anhidrido
Ftâlico.
} Maneb
}.Zineb
Cumeno
).Fenol
} Pentaclorofenol
IoTetracloro-
benceno.
}Hexaclorofenol
} Nitrobenceno
).Pentacloronitro
benceno.
Benceno
Figura 36 . Diagrama de Proceso para la Síntesis de Fungicidas .*
* La Industria de Plaguicidas en México . CPM .
Por todo lo anterior se puede decir, que la contaminación
generada proviene de . fugas, purgas y lavados de equipo, asi como de usos inadecuados de las materias primas, altamente t6xi-cas, en la elaboración de estos productos para la agricultura.
De tal manera que el volumen de desecho generado por 2 tipos de
plaguicidas (altamente tóxicos) es:
DDT
5 .3 m 3 /ton de plaguicida.
BHC
3 .6 m 3/ton de herbicida.
Siendo los principales contaminantes por grupo de plaguici
das los siguientes : arsénico, cianuro, mercurio, cobre, bario,
fluoruros,, fosfatos, nitratos, sulfuros, nitrógeno amoniacal,
zinc, detergentes, plaguicidas organoclorados y plaguicidas organofosforados, mostrândose en forma desglosada en la Tabla 80 .
TABLA 80
Desechos Producidos por la Industria de los Plaguicidas
Producto
Desechos Producidos
Insecticidas
Fosforados .
Benceno
Anhídrido maleico.
Metanol
Etano
Etileno
Acetaldeido
Sulfuro de etilo
Etanol
Amoniaco
Clorobenceno
1-2 dicloroetano
Insecticidas fosforados.
Insecticidas
Llorados .
Alfapireno
Cloral
Benceno
Cloro
Monoclorobenceno
Ciclopentadieno
Acetileno
Formaldehído
Cloruro de tionilo
Insecticidas clorados.
Insecticidas
Carbamatos .
Isobutileno
Cloruro de nitrosilo
Metil mercaptano
Acetonitri-o
Hidroxilamina
Metilamina
Alfanaftol
Insecticidas carbamatos.
Herbicidas .
Cloruro de metilo
Etileno
Acetaldehido
Acido acético
Propileno
Benceno
Amoniaco
Nitrobenceno
(Continua . .)
TABLA 80
Desechos Producidos por la Industria de los Plaguicidas.
(Continuación)
Producto
Desechos Producidos
Anilina
Herbicidas .
(Continuación) Metanol
Tolueno
Herbicidas.
Fungicidas .
Amoniaco
Benceno
Cumeno
Fenol
Metanol
Formaldehído
Tetracloruro de benceno
Nitrobenceno
Pentaclorofenol
Fungicidas .
FERTILIZANTES
En la Tabla 81 se muestra la producción de fertilizantes -para el año de 1988 .
TABLA 81
Producción de Fertilizantes en 1988
Producto
Producción (Tons)
Urea
601,602
Sulfato de Amonio
345,282
Nitrato de Amonio
94, 135
Fórmulas complejas (N)
124,226
Superfosfato triple
108,100
Superfosfato simple
50,600
Fórmulas complejas (P)
317,000
Debido a que a partir de los procesos productivos se pueden estimar los principales componentes de sus desechos, de -forma que a partir de esta información es posible definir los trenes de tratamiento de agua que permitan controlar la contami
nación generada.
Se presentan a continuación los principales procesos para
la elaboración de agroquimicos.
UREA
La producción de urea es realizada a partir de amoniaco anhidrico liquido y gas carbónico.
Este proceso involucra tres fases:
1) Síntesis de urea.
2) Recirculación.
3) Evaporación y aperdigonado.
1 . La síntesis de urea se lleva a cabo a una presión de 100 a 250 atmósferas y 160 a 200°C en un condensador de alta -presión donde son adicionados el amoniaco y el gas carbónico, los cuales reaccionan para formar el carbonato de amonio:
2NH 3 (1) + CO 2 (g)
E
NH'4 COONH 2 (1) + calor
el carbonato de amonio formado y el CO 2 y amonio residuales pasan a un reactor donde el CO 2 (g) del carbonato de amoniaco es -
transformado a urea de acuerdo a la siguiente reacción:
NH 4 000NH 2
(l)
—; NH 2 CONH 2
(l) +
H2 0
+ calor + amoniaco + CO 2
En el reactor se separan las 2 fases (liquida y gaseosa).
La fase liquida está formada por urea, carbonato de amonio, amo
niaco y agua, esta mezcla se hace fluir hacia un distribuidor donde desciende en forma de película, haciéndola ponerse en con
tacto con CO 2 gaseoso, los cuales pueden recircularse al proceso .
2. Recirculación . La fase liquida formada por urea, carbo
nato de amonio y agua es hecha pasar por una columna empacada,
recibiendo en contracorriente gases de amoniaco y CO 2 con alta
temperatura, lográndose con esto aumentar la concentración de
urea .
3. Evaporación . La mezcla concentrada de urea pasa a un evaporador, donde se obtiene urea fundida en alta concentración,
posteriormente pasa a un sistema de acabado final, en donde la
urea fundida se alimenta a una especie de centrifuga donde sé
dispersa en pequeñas gotas, que forman perdigones durante la
calda libre como resultado de la pérdida de calor ocasionada -por aire en contracorriente .
- 409 -
SULFATO DE AMONIO.
El sulfato de amonio es preparado a partir de la rea
del ácido sulfúrico y amonia ..
El proceso involucra tres fases:
1. Reacción.
2. Separación de cristales.
3. Secado.
1. Reacción . Para que se lleve a cabo la reacción d
niaco es alimentado en forma gaseosa a un reactor que tra
al vacío.
El acido sulfúrico es clasificado de forma líquida,
do la solución de sulfato de amonio mas calor . Esta solu
se cambia aconcentradores y pasa a unas centrífugas.
2. Separación de cristales . Los cristales de sulfa
amonio son separados por medio de centrifugación del lic
dre, estos son transportados a un secador, en tanto que
ción concentrada es recirculada al proceso.
3. Secado . Se realiza en câmaras rotatorias con f
gases a temperaturas de 230 a 260 °C.
Los cristales secos pasan a un enfriador y posteri
al almacen .
SUPERFOSFATO SIMPLE.
Se elabora a partir de la reacción de
70% roca fosfórica
con acido sulfúrico al 60ó ó 70%, donde se generan varios productos, entre los que se encuentran los siguientes:
1.
Transformación de fosfato tricálcico a monocâlcico.
Ca 3 (PO 4 ) 2 + H 2 SO4 + 4H 2 O --► CaSO 4 + 2CaHPO 4 . 2H 2O
2.
Reacción del carbonato de calcio.
CaCO 3. H 2O -
3.
► CaSO 4 + H 2 O + CO 2
Reacción del fluoruro de calcio.
CaF 2 + H 2 SO 4 + 2H 2 O
CaSO4 + 2H 2 + HF
El acido fluorhídrico ataca al sílice de la roca.
-¡4HF + SiF
Si02
4 + 2H 2 O
El proceso se inicia con la molienda de la roca fosfórica,
la cual posteriormente es puesta en contacto con el acido sulfú
rico y mezclada.
Durante este contacto se formatetrafluoruro de sílice gaseoso .
La masa de la mezcla se pasa a un solidificador en donde endurece, posteriormente es cortada a un tamaño adecuado para su manejo y almacenado durante 2 6 3 semanas para completar su
maduración .
SUPERFOSFATO TRIPLE.
Existen dos métodos para la producción de este compuesto,
el más común de ellos involucra reacciones muy semejantes a las
descritas para el superfosfato simple, con la diferencia de que
en este caso se emplea ácido fosfórico al 64% ó 75%, en lugar de ácido sulfúrico.
El proceso alternativo emplea el ácido fosfórico en menor
concentración, lo que hace que la reacción sea más lenta, y, por lo tanto, más manejable.
FORMULAS COMPLEJAS (FOSFATO MONOAMONICO Y FOSFATO DIAMONICO).
1.
Fosfato de amonio . El proceso involucra la reacción -
de amonia con ácido fosfórico al 30% ó 40%.
Estas materias primas son puestas a reaccionar en cristali
zadores con o sin agitación, siguiendo un procedimiento similar
al descrito para el superfosfato simple.
2. Fosfato diamónico . Para preparar este compuesto, se ha
ce reaccionar el fosfato monoamónico con amonia, en la forma en
que se ha descrito en los procesos anteriores .
NITRATO DE AMONIO.
Existen tres procesos para la manufactura del nitrato de
amonio :
1) Proceso de Stengle.
2) Proceso Prill
3) Proceso de cristalizado.
En el proceso de Stengle, se hacen reaccionar vapores de
amonia con acido nítrico al 60%.
Los vapores de agua formada y nitratos son recobrados por
condensación, el líquido . retenido es reciclado al proceso.
La solución es concentrada por medio de aire caliente, empleado para evaporar agua.
Los gases no condensables y vapor de agua son ventilados a
la atmósfera.
El agua resultante del condensado final es desechada al -sistema de alcantarillado.
El nitrato de amonio seco es granulado y empacado.
Los desechos producidos se muestran en la Tabla 82 .
- 413 -
TABLA 82
Desechos Producidos por la Industria de los Fertilizantes
Producto
Desechos Producidos
Superfosfato triple
P205
H3PO4
Ca (PO4 ) 2 . CaF2
Ca (H2PO4) 2 . H20
HF*
Fórmulas Complejas
(en base a N)
NH3 anhidro
NH 3 acuoso
Urea
Formaldehído
Azufre
NaNO 3
CaCN2
HNO3
Ca(NO3)2
Nitrofosfatos
Ca 3 (PO4) 2 . CaF 2
H3PO 4
CaH2 (HPO4) 2
HF
H 2 SO4
Fórmulas Complejas
(en base a P205)
Monortofosfatos
Fosfatos de amonio (mono y di) .
H2SO4
H3PO4
NH 3 anhidro
Sulfato de amonio
H2 SO 4
Caprolactama
CaSO4 .2H2O
(NH4)
CaCO3
(NH4)
Gas de carbón
(Continua . .)
TABLA 82
Desechos Producidos por la Industria de los Fertilizantes
(Continuación)
Producto
Desechos Producidos
Nitrato de amonio
NH 3
HNO 3
Ca(NO3)2
CO 2
CaCO3
NH4NO 3
Urea
NH3
Ag3+
Pb 2+
CO 2
Carbamato de Amonio
Urea
Superfosfato simple .
Ca3(PO4)2 .CaF2
H2SO4
Ca(H2PO4)2
CaSO4
HF
P205
COLORANTES Y PIGMENTOS.
La producción de colorantes y pigmentos se muestra en la
Tabla 83 .
TABLA 83
Producción de Colorantes y Pigmentos en 1988
Producto
Colorantes ácidos
Colorantes básicos
Colorantes directos
Producción (Tons .)
270
1,165
396
Colorantes dispersos
1,689
Colorantes solventes
188
Colorantes para alimentos
463
Otros colorantes
Bióxido de titanio
1,181
49,607'
Pigmentos inorgánicos
4,501
Pigmentos orgánicos
2,411
PIGMENTOS.
Los pigmentos colorantes son sustancias inorgânicas y orrâ
p icas, insolubles, son utilizados de manera extensa en revestimientos de superficie ; pero también son empleados en plásticos,
gomas, cerâmica, papel y linoleum . Un gran nflmero de pigmentos
y colorantes son consumidos en diferentes productos que requieren un particular color, opacidad, economía, durabilidad y reflectancia . El plomo blanco, óxido de zinc y litof6n son los principales pi gmentos blancos ; los pigmentos coloridos consisten en : azul de prusia, cromatos de plomo, varios óxidos de hie
rro . El óxido de titanio es utilizado en varios tinos de pig-mentos.
Pigmentos Blancos.
Litofón : Es un pigmento de sulfuro de zinc, cuya manufactura envuelve circuitos de bario, zinc y litofón . La solución de sulfido de bario es preparada por reducción del BaSO 4 con -carbón:
BaSO 4 + 4C
► BaS + 4C0
El zinc es disuelto en H 2 SO 4 y la solución es purificada.
Las 2 soluciones son reaccionadas y la mezcla pesada precipita;
resultando un 28-30% de sulfuro de zinc y 72-70% de sulfato de
bario .
ZnSO 4 + BaS
► ZnS + BaSO 4
Este precipitado no es utilizado como pigmento, sino que es filtrado, secado, calentado y fraccionado a altas temperaturas y enfriado con agua.
Pigmentos Azules.
El azul ultramarino es un complejo de silicato de sodioaluminio y súlfuro hecho sintéticamente . El azul ftalocianina
se utiliza particularmente en lacas de nitrocelulosa en bajas concentraciones ; es un pigmento muy resistente a ácidos y álcalis, así como a cambios de color.
Los pigmentos azules fenociánidos, conocidos como azul de
Prusia, azul de china, azul milori, azul de bronce ; son produci
dos por la precipitación de soluciones de sulfato ferroso (en algunos casos, en presencia de sulfato de amonio) con ferrocianuro de sodio.
Pigmentos Rojos.
El plomo rojo (Pb 30 4 ) posee un color rojo-naranja brillante, es resistente a la luz, tiene propiedades de inhibidor de corrosión, este pigmento es producido por un proceso regular, que consiste en la oxidación a óxido de plomo, con aire . Otra
via de producción es el proceso ahumado, donde se producen pequeñas partículas de plomo, que son atomizadas por aire comprimido y forzadas a pasar por una flama .
El Oxido Férrico (Fe 2O3) es otro pigmento rojo empleado en
pinturas y primers ; este pigmento es producido por calentamiento del sulfato de hierro.
Rojos Cromatos.
Son producidos por p recipitación obtenida de una mezcla de
CdSO4 , NaSO 3 , NaSe.
Pigmentos Amarillos.
El ocre es un pigmento que contiene un 30% de Fe(OH) 3 , - existen varios tipos : Los cromos amarillos son pigmentos muy populares por su excepcional brillo, producidos por una solución
(mezcla) de nitrato de plomo o acetato con una solución de dicro
mato de sodio.
El amarillo de zinc, utilizado por excelente inhibición a
la corrosión, es un complejo de composición aproximada de - 4ZnO .K 2 O .4CrO 3 .3H 2 O.
Pigmentos Verdes.
El mejor pigmento verde es el verde de Ftalocianina ; uno de los pigmentos verdes antiguos es el óxido de cromo (Cr 2 O 3 ).
Estos son producidos por calcinación de dicromato de sodio o po
tasio con azufre : Na 2Cr 2 O2 + S
► Cr 2 O 3 . + Na 2 SO 4 .
PigmentosCafés.
Son óxidos de hierro, cuidadosamente calentados.
DIOXIDO DE TITANIO.
Aproximadamente el 50% de TiO 2 es consumido en pinturas, barnices y lacas ; siendo el segundo consumidor mas importante la industria del papel . Este pigmento es producido por el proceso de blanqueo con H 2 SO4 , en donde la ilmenita es digerida en
un tanque con H2 SO 4
(66°Be) . La mezcla es agitada y calentada
con vapor a 110°C . La reacción es exotérmica . La masa sólida
que reacciona, es disuelta en agua, dando comienzo a una solu-ción de titanio soluble y sulfatos ferrosos y férricos . El sul
fato férrico es reducido . La solución es clarificada.
El 15%
de hierro es removido a partir de la solución, como sulfato ferroso cristalizado por enfriamiento . Una segunda clasificación
remueve las trazas de otros residuos . La solución es concentra
da en un evaporador, a un equivalente de alrededor de 200 g/l
TiO 2 como sulfato soluble . Este sulfato titánico fuertemente soluble en acido (probablemente TiOSO 4 ) es hidrolizado . La - reacción de hidrólisis depende de la cantidad y calidad requerí
da, así como concentración, pH y rango de calentamiento . El pre
cipitado formado, es filtrado al vacío, rebombeado y refiltra-do . Estas operaciones remueven el resto de sulfato de hierro .
El filtrado es rebombeado y tratado con un agente condicio
nante y calcinado a TiO 2 por 24 horas . En la producción ruti-naria ciertos carbonatos como sodio, potasio y litio pueden ser
utlizado.s , así como los carbonatos de Mg y Zn . El TiO 2 ca-liente es pulverizado y dispersado en agua.
El proceso nuevo convierte TIC1 4 en TiO 2 ; hidrolizando el
TiC1 4 en una flama de oxigeno y combustible:
TiC1 4 + 0 2
►Ti0 2 + 2C1 2
COLORANTES.
La industria de los colorantes tiene una gran multiplici-dad de materias primas, que requieren para sus productos terminados ; sin embargo, de manera global puede representarse una se
cuencia lineal de materiales:
Petróleo y carbón-- hidrocarburos— intermediarios L
colorantes.
a) Hidrocarburos.
'Los hidrocarburos requeridos por esta industria son : Bence
no, tolueno, xilenos, naftaleno, antraceno y parafinas.
b) Químicos inorgánicos.
Los colorantes y sus intermediarios son consumidores de -quimicos orgánicos e inorgánicos .
El uso de estos químicos en
la producción de colorantes e intermediarios es frecuentemente
estimulado por la creciente demanda de los productos finales,
un ejemplo es el desarrollo de los procesos de contado para la
manufactura del óleum . Los colorantes y los intermediarios con
sumen en general, los siguientes químicos en gran escala:
- Acidos : HNO 3 , H 2 SO4 , mezclas, HC1, HCN, Ac . Acético, fórmico,
etc.
- Alcalis : NaOH, amonio, cal, Ca 2 CO3 , alquilaminas.
- Sales : NaCl, Na 2 SO 4 ,•Na 2NO 3 , Na 2 SO3 , NaCN, CuSO 4 , KC1, AiC1 3 ,
hidrosulfito de sodio, etc.
- Miscelanea : Cloro, bromo, yodo, hidrógeno, alcohol, metanol,
formaldehído, acetileno, azufre, Fe, etc.
c) Intermediarios.
Los intermediarios empleados en la producción de coloran-tes, también se emplean en la producción de medicamentos, plásti
cos, hules y fibras sintéticas . Entre los más importantes tene
mos:
- Acetanilido .
- Anilina
-
Ciclohexanona
o-diclorobenceno
- Acido Benzoico - p-diclorobenceno
- Clorobenceno 3,3' diclorobencidina
- x-clorotolueno - Dodecilbencenos
- Cresoles
- Etilbenceno
- Acido cresilico - x-metilestireno
- Cumeno
- Ciclohexano
-
Nitrobenceno
- Acido ortotoluensulfónico
- Nonilfenol - Anhídrido ftalico
- o-xilenos - Acido salicilico
- p-xilenos
-
Estireno
- Fenol
Todas estas materias primas intervienen en reacciones, cuyo objetivo es la producción de colorantes ácidos, básicos,
directos, dispersos, solventes y otros ; que se resumen bajo el
rubro de productos finales . Dentro de las reacciones que se -llevan a cabo en los procesos de producción de cada uno de es-- ,
tos tipos de colorantes, tenemos las siguientes:
a) Nitración . Ejemplo : Nitración del Benceno
Nitrobenceno.
C 6 H6 + HNO 3 (H 2 SO4 ) --5 C 6 H5 NO 2 + H 2 O (H2 SO 4 ) AH= -27 .0 Kcal.
b) Aminación por reducción . Ejemplo : Colorantes en base a anilina.
N
NO2
H2
AH
=
+ 9Fe + -130
4H 2O HC1-b. 4
+ 3Fe
Kcal.
3O4
c) Aminación por Amon6lisis . Ejemplo : Anilina.
C 6 H 5 Cl + 2 NH
3
(aq) 180-220°C , C H NH + NH C1 (5)
6 5 2
4
750 psi
d) Halogenación . Ejemplo : Halogenación del Benceno
FeC1 3
C 6 H 6 + C1 2
► C6 H 5C1 + HC1
Clorobenceno.
e) Sulfonaci6n . Ejemplo : Acido Bencensulfónicó,
HO
R. H +
) S0 2
► R . S0 2 .OH ,+ H 2O
HO
f) Hidrólisis . Ejemplo : e,-Naftol.
Ar50 3Na (o ArCl) + 2 NaOH— ArONa + Na 2 SO 3 + H 20 (o NaCl + H 2 0)
g) Oxidación.
h) Alquilación . Ejemplo : Dimetilamina.
H 2 SO 4
C 2 H5NH 2 + 2 CH 3 OH
► C 6 H S N(CH 3 ) 2 + 2 H 2 0
Causa del color.
un
colorante se forma por la unión de un cromógeno y un --
auxocromo, es decir : colorante = cromógeno + auxocromo.
El cromógeno es un cuerpo aromático que contiene un grupo
llamado cromoforo, estos son las medidas de color, algunos cromóforos son:
1) Grupo Nitroso .
-NO (o=N-OH)
(2)
o=No
Grupo Nitro .
-NO 2
.OH)
3) Grupo Azo
4) Grupo Etilen
5) Grupo Carbonil
-N=N-- C=C -----..
C=O
6) Grupo Carbón-Nltr6geno .
7) Grupo carbonil .
C=NH y -CH=N~
,,C=S
y
-C-S-S-C-
Estos grupos adicionan color a los cuerpos aromáticos simples por causarles desplazamiento o una absorción de bandas del
espectro visible.
CLASIFICACION DE LOS COLORANTES.
Los colorantes pueden ser clasificados a partir de su química y aplicación o desde otros puntos de vista . Uno de estos
puntos de vista (manufacturero), clasifica a los colorantes en:
Dispersos, ácidos, básicos, directos y solventes.
Dispersos.
Estos colorantes están desarrollados especialmente a par-tir de colorantes de acetato de celulosa y. al gunas de las nuevas fibras sintéticas . Estos se dividen en 2 clases:
colorantes azo simples insolubles y colorantes aminoantraquinina insolubles, ambos con un tipo alto de dispersión y consecuen
temente, alta capacidad de penetración o colorante . Ambas clases poseen generalmente grupos etanolamina o un radical similar .
Acidos.
Son empleados como colores sintéticos y fibras (animales)
naturales poliamidas a partir de la acidificación de solucio-nes . Presentan generalmente los grupos -NO 2 , -SO 3 H y -COOH fre
cuentementeadicionado con -OH . Estos colorantes son de importancia para el teñido de sedas y maderas.
Básicos.
Son producidos a partir de aminas o aminoderivados substituidos, frecuentemente a partir de .triarilmetano ; son de vital
importancia en la industria del papel.
Directos.
Son frecuentemente de la clase azo y son empleados en el teñido de algodón y fibras vegetales.
Solventes.
Son generalmente de la clase azo simple, bases triarilmeta
nos ; o antraquinona . Son empleados para colorantes aceitosos,
barnices y gasolina .
TABLA 84
Desechos Producidos por la Industria de Colorantes y
Pigmentos.
Producto
Desechos Producidos
Colorantes
Nitrobenceno
Acido o-toluensulfónico
nonifenol
o-xilenos
p-xilenos
Fenol
Anhídrido Ftálico
Acido Salisílico
Estireno
Benceno
Tolueno
Xilenos
Antraceno
Parafinas
HNO3
H2SO4
HC1
HCN
Acido Acético
Acido Fórmico
NaOH
NH4
Cal
Ca 2 CO 3
Alquilaminas
NaCl
Na2SO4
Na2SO3
Na2NO3
Na CN
CuSO4
KC1
A1C1 3
Hidrosulfito de sodio
Cloro
Bromo
Yodo
Hidrógeno
Metanol
Formaldehido
(Continua . .)
TABLA 84
Desechos Producidos por la Industria de Colorantes y
Pigmentos.
(Continuación)
Producto
Desechos Producidos
Colorantes
(Continuación)
Acetileno
Azufre
Fe 2+
Acetanilido
Anilina
Acido Benzoico
Clorobenceno .
x-clorotolueno
Cresoles
Acido Cresilico
Cumeno
Ciclohexano
Ciclohexanona
o-diclorobenceno .
p-diclorobenceno
3-3' diclorobencidina
dodecilbencenos
etilbenceno
x-metil estireno
Colorantes (todos tipos)
Pigmentos
Plomo blanco
Oxido de Zinc
Litofón
Azul de Prusia
Cromatos de Pb .
Oxidos de Fe
TiO 2
Cr203
Na2SO4
BaSO4
Carbón
H2SO4
ZnSO4
ZnS
(NH4) 2 SO4
FeSO4
Pó304
Fe203
(Continua . .)
TABLA 84
Desechos Producidos por la Industria de Colorantes y
Pigmentos.
(Continuación)
Producto
Pigmentos
(Cont .)
Dióxido de
Titanio .
Desechos Producidos
CdSO 4
NaSO 3
NaSe
FeOH
PbNO 3
Na2Cr 2 0 2
Azufre
TiO2
H2SO4
Ilmenita
FeSO4
Fe(SO4) 3
Na2CO3
K 2 CO3
Li2CO3
MgCO3
ZnCO 3
TiC1 4
DETERGENTES,
Durante el proceso de fabricación de los detergentes, se llevan a cabo las siguientes reacciones:
1 . Sulfonaci6n del alauilbenceno lineal . Donde la materia prima (ABS) es reaccionada junto con oleum (H 2 SO4 .SO 3 ), produciendo como primer producto un alquilbencen sulfonato y -H 2 SO4 .
2. Reacciones secundarias . El alq uil bencen sulfonato obtenido
se reacciona junto con oleum para rendir disulfonatos y âcido sulf1rico ; o bien reaccionar un ABS y un alauilbenceno -para rendir agua y sulfano al 1%.
3. Sulfonación de alcoholes grasos . Que son reacciones específicas para cada tipo de alcohol.
Etapas del Proceso : Las reacciones anteriores se dan lugar a través de las siguientes etapas:
Sulfonación-Sulfación : El alauilbenceno (AB) es alimentado
continuamente en un sulfonador, con las cantidades re queridas de oleum y se mantiene la temperatura alrededor de 130 °F . Den
tro del sulfonador, la mezcla sulfonatada es alimentada con alcoholes grasos y más oleum, bajo los principios del proceso tipo Batch, produciendo de esta manera una mezcla de surfactantes .
Neutralización . El producto sulfonatado-sulfatado es neutralizado mediante la adición del NaOH ., bajo una temperatura -controlada que mantiene la fluidez de los surfactantes . El sur
factante que escurre es conducido a almacenamiento . Después de
lo cual se alimenta junto con tripolifosfato de sodio y demás aditivos (coadyuvantes, secuestradores, colorantes, desodoran-tes, etc .), a un ahorquillador . Una considerable cantidad de agua es removida de la pasta así tratada, la cual es concentrada por la reacción de hidratación del tripolifosfato, en la - cual el tripolifosfato de sodio es convertido a tripolifosfato
de sodio hexahidratado . Posteriormente, la mezcla es bombeada
a un sitio, a partir del cual se "rocía" bajo altas presiones en una "torre de rociamiento", en donde se hace pasar también una corriente de aire caliente, todo lo anterior con la finalidad de producir y secar los gránulos de detergente ; los cuales
son después estabilizados, separados, perfumados y empaquetados
para su distribución, almacenamiento y/o comercialización . Lo anterior se puede observar en la Fig . 37.
Las materias primas empleadas en la manufactura de deter-gentes son:
- Dodecilbenceno - Hipoclorito de sodio
- Oleum
- Dextrina
- Azufre
- Carboximetil
- NaOH
- Tolueno
-
Bisulfito
de
sodio
- Tripolifosfato de sodio .
n.Materias Primas
(a)
Almacenamiento
de surfactante
Sulfonador—p.Sulfatador
f
Neutralizador Ahorquillador
Pasta
Mezcla
L
Refrigerante
Tanque de 4
rociamiento
-Tanque Te goteo
Gránulos
Secado
Estabilización
Fregado
Filtrado
Acabado
Perfumado
. Producto Final.
Fig . 37 . Diagrama de Proceso para la Fabricación de Detergente.
Fuente :' Chemical Process Industries.
R . Norris Shervé .
- Sulfato de sodio
- Silicatos
- Azul difenilo
-
Perfume
- Silicado de sodio
- Aditivos.
- Enzimas
. de los cuales se requieren las siguientes cantidades, para producir 1,000 libras de detergente en polvo:
Materiales surfactantes .
Alquilbenceno
75 lb.
Alcohol graso
75 lb.
Oleum
150 lb.
NaOH
200 lb.
Aditivos
Agua
Inhibidor de corrosión:
Silicato de sodio
Secuestrador:
Tripolifosfato de '
sodio .
30 lb.
100 lb.
En base a la información anterior, podemos decir que los posibles contaminantes generados por la Industria de los Detergentes y descargados en sus desechos líquidos son:
- H 2 SO4
- Dodecilbenceno
- Alquilbenceno sulfonato
- NaOH
- Alquilbenceno
- Dextrina
- Disulfonatos
- Azul difenilo
- Carboximetil celulosa
- Pirofosfato tetrasódico
- Azufre
- Sulfato de sodio
- Hipoclorito de sodio
- Silicatos
- Enzimas
- Oleum
- Aditivos
- Tolueno
- Sulfanos
- Bisulfito de sodio
- Alcoholes grasos
- Perfume
- Tripolifosfato de sodio
- Tripolifosfato de sodio
hexahidratado .
FARM00U I MI CA ,
Históricamente, la Industria Far .moquimica ha empleado frecuentemente materiales de origen vegetal y/o animal como fuentes
de fármacos, para lo cual emplea los procesos vitales de animales, plantas . y generalmente, microorganismos, los cuales son cul
tivados bajo condiciones controladas y particulares para producir complejos químicos, los que a su vez son procesados de manera sintética o semisintética en otros laboratorios . Ambos -procesos son competitivos para la producción de varios productos, como son : la riboflavina, cloranfenicol, etc . ; mientras -que otros son producidos por una sóla vía, como la vitamina - B 12 , obtenida únicamente por fermentación . De esta manera, se
desarrollan cada uno de los grupos farmoquimicos mencionados de
este texto.
ANTIBIOTICOS.
Los antibióticos han sido definidos "como una sustancia -producida por microorganismos ; que posee la característica de inhibir el crecimiento y/o bien destruir a otros microorganismos, por la acción de una pequeña cantidad de estos antibióticos" . Aproximadamente existen 2,000 productos que entran en es
te rubro, pero sólo algunos son catalogados como viables médica
mente . La penicilina, estreptomicina y los derivados dihidroes
treptomicinicos encabezan a este grupo selecto, incluyendo también a la illoctina, bacitracina, cloranfenicol, tetraciclina,
aureomicina, ferramicina, lincocina, policilina y keflin . Es-tos productos farmoquímicos son los de mayor consumo y prescrip
ción médica debido a su efectividad . Asimismo, la Ingeniería Química, junto con otras disciplinas, ha contribuido al desarro
110 de la Industria de Antibióticos, la cual es reciente, en -cuanto a tecnología y crecimeinto se refiere . A continuación se analizarân algunos de ellos, dada su importancia.
1 . Penicilina . Existen varios tipos y cantidades de penicilina, diferentes entre si sólo por la composición de su grupo
R particular ; todos los tipos han sido aislados a partir del me
dio natural y algunas han podido ser semisintetizadas . La peni
cilina G (USP), con grupo R bencil, generalmente es la m6s co-merciable y clínicamente m6s viable, ésta generalmente es combi
nada con sales, formando procaina o potasio (complejo).
La penicilina no fue el primer antibiótico producido para
uso universal, pero sí es el antibiótico cuyas cantidades deman
dadas y empleadas son mayores, prácticamente es un farmoquímico
no tóxico y es uno de los agentes antimicrobianos más activo -que se conoce ; sólo produce hipersensitivación en un 10% de los
pacientes que la emplean . Por otra parte, los tipos de penicilina, como se dijo en un principio, difieren por su grupo R específico, el cual esté intimamente relacionado con el precursor
empleado en la fermentación, de tal manera que la bencilpenicilina, utiliza al ácido fenilacético como precursor, y la penici
lina V, producida biosintéticamente, emplea como precursor al ácido fenoxiacético.
2. Ilóctina . Es un tipo de penicilina aislado por métodos
de extracción como solvente ; es asimismo una base orgánica bajo
condiciones más básicas que las condiciones ácidas de la extracción de la penicilina clásica.
3. Estreptomicina . El método comercial para producir este
compuesto es una fermentación aerobia sumergida ; su estructura
indica una naturaleza altamente hidrofílica, por lo que no puede ser extraída por solventes orgânicos, por lo cual, y debido
a las características altamente básicas de los 2 grupos de guanidina sustituidos, puede ser tratada como un catión, por lo -que puede ser removida de soluciones filtradas,
por medio de --
técnicas de intercambio iónico.
Producción y aislamiento de Penicilina, Eritromicina y
Estreptomicina . La pureza se obtiene por medio del aislamiento
y purificación del cultivo de un respectivo antibiótico, a partir del tanque de inoculación, el cual, para el cultivo de peni
cilina es : Penicillium chrysogesium ; para eritromicina : Strepto_
myces erithreus ; y para la estreptomicina : Streptomyces Iriseus.
La preparación del medio se esteriliza con vapor a 120 °C
y contiene proteínas, carbohidratos, lípidos y minerales.
Se introduce el inóculo en el fermentador de aire agitado,
para facilitar la ra p idez del metabolismo ; se puede emplear
aire estéril . El fermento o crecimiento del microorganismo res
pectivo es bajo condiciones favorables, planeadas para la producción masiva del antibiótico . El tiempo de fermentación es
variables, de 100 a 150 horas a 25-27°C de temperatura.
Se filtra el micelio (célulás y productos metabólicos inso
lubles) del microorganismo respectivo y se lava, empleando un disco giratorio o filtro . Se seca . Los filtrados de cada mi-croorganismo contienen a cada antibiótico respectivo, con impurezas, que en el caso de la penicilina equivalen solamente a un
5-10% de impurezas provenientes del medio y productos metabólicos .
Con base en la información anterior (pasos o secuencias -globales), podemos explicar y comprender los procesos específicos para la producción de cada uno de estos 3 antibióticos - principales:
1 . Penicilina . La solución fría y acidulada (H 2 SO 4 ) a un
pH de 2 .0, forma una penicilina . La extracción con solvente, empleando un volumen de 1 :10 de amil acetato como solvente, pro
duce una pureza del 75-80% . La extracción inversa a un pH 7 .5
de una solución de concentración conocida y pureza . Un decolora
zador de carbón, adición de sal en solución y la centrifugación,
, remueven el residuo de la lixiviación . El producto así obtenido
forma cristales intermedios y la centrifugación los recupera,
después de lo cual se realiza la extracción con el solvente orgânico a partir del líquido madre . En la purificación final, se esteriliza el producto por medio de filtros . Los precipita-
dos obtenidos son procesados, por ejemplo : con HC1 para rendir
procaina, o con potasio o sales de sodio.
2. Eritromicina . La eritromicina se extrae con solvente
(amil acetato) y se alcaliniza con NaOH ; posteriormente se le
adiciona ácido y se centrifuga, se decoloriza con carbón ; se -extrae la sal de los cristales y se vuelve a centrifugar . Poste
riormente el producto se recristaliza o bien se precipita, para
obtener eritromicina . Finalmente se esteriliza a través de fil
tros Seitz y se seca bajo condiciones estériles.
3. Estreptomicina . Se extrae el antibiótico de una solución acuosa, con concentraciones de 10-15 mg/ml, por una resina
de intercambio iónico, se eluye de la resina con agua acidulada;
se concentran, decolorizan, cristalizan y se centrifugan los -cristales intermediarios, para obtener la sal, que se esteriliza por medio de filtros Seitz, para finalmente secar el producto
bajo condiciones estériles.
Las materias primas son:
- Almidón
-
Sulfato
de
sodio
- Lactosa
-
Cloruro
de
sodio
- Dextrasa
- Levaduras
- Carbonato de calcio - Formaldehído
- Sulfato de zinc - Antiespumante
Los desechos son:
- Hidrocloruro de procaina
- HC1
- Sal buffer de sodio
- Penicilina
- Sal buffer de potasio
- Eritromicina
- Solvente orgánico (emil
- Estreptomicina
acetato u otros).
- Carbonatos orgánicos
- Biomasa (mat . orgânica).
- NaOH.
- Acido glucohept6nico
- H 2 SO4
- Procaína
Productos:
- Penicilina procainica
- Eritromicina hidratada.
- Penicilina sódica
- Carbonato de etil eritromi-
- Penicilina potâsica
- Sulfato dihidro estreptomicina .
cina.
- Eritromicina glucoheptonato
- Estreptomicina .
Propagación de ---#Fermentaciónt
cultivo
PENICILINA
Fermentador
Tanque de -inóculo
ERITROMICINA
Fermentador
-Agua Caliente (mat . prim)
Tanque medio
(a)
ESTREPTOMICINA
Fermentador
Vapor esterilizado a 120
°C .
Agua p/enfriam.
5000 gal/min.
Aire estéril
Acidificación
Filtración
1
Filtración
Enfriamiento
Acidificación
Filtración
Enfriamiento
la . extracción.
la . extracción.
2a . extracción
1
Enfriamiento
1
Intercambio
fónico
Decolorización
Secado
2a .
extrac .
Decolorización.
Concentración --n Decolorización
1
1
Conversión
Hidrogenizacióni---Conversión
T
yPurif icación t
final
(b)
Productos Finales
(c)
Figura 38 . Diagrama de Proceso (Penicilina, Eritromicina y Es-treptomicina).
PRODUCTOS BIOLOGICOS.
Son virus, sueros terapéuticos, toxinas, antitoxinas o pro
ductos análogos, aplicables en la prevención, tratamiento o -cura de enfermedades o males humanos . Son originados a partir
de la acción de los microorganismos y son empleados para la pro
filaxis, tratamiento y diagnóstico de infecciones o enfermedades alérgicas . Los productos biológicos son empleados también
para producir inmunidad a las infecciones y como medida preventiva en el caso de enfermedades contagiosas epidérmicas.
HORMONAS ESTEROIDES.
Los esteroides empleados en medicina, pueden dividirse en
corticoides,•andrógenos anabólicos, hormonas progestacionales
y hormonas estrogénicas . Todas y cada una de éstas actualmente
se producen en forma sintética y son empleadas particularmente
en enfermedades reumâticas y 'en condiciones inflamatorias y de
alergia ; así como en el tratamiento de irregularidades menstrua
les, menopausia y control de la natalidad . Sin embargo, exis-ten otras indicaciones para el uso de los esteroides en medicina, como es el caso de : enfermedades renales y cardiovasculares,
ciertos tipos de câncer y varios tipos de reacciones de stress.
Producción de progesterona (Hormona corticoide) . La pro-gesterona es convertida con altos rendimientos por medio de las
secuencias en base a II-a-hidroxiprogesterona, por medio de una
fermentación anaeróbica con Rhizopus arrhizus . Otras fermentaciones rinden Metrol, alfadrol, oxilone y otros esteroides que
tienen un doble enlace entre el carbón 1 y el 2, para poder ser
deshidrogenados con especies de Septomyxa . Asimismo, otros pro
cesos comerciales para la síntesis de hormonas esteroides sinté
ticas, se basan en ácidos bílicos y en el esteroide diosgenino
de las plantas.
VITAMINAS.
Son compuestos químicos que de manera general son requeridos para actividades enzimáticas y metabólicas del cuerpo .humano .
Entre las más comunes obtenidas por síntesis química podemos mencionar el ácido ascórbico (vitamina C) y a la riboflavina, como producto de fermentación .
II-a-acetato de Hidroxiprogesterona
Metilprednisolone
Medrol
Hidrocortisona USP
Y
Acetato de cortiso
na USP.
Alfadrol
Fluprednisolone
Fluorometolone
Oxilone
Prednisolone USP
Y
Prednisone USP
9-x-Fiuorohidrocortisona.
Figura 39, Diagrama de Proceso II-a-acetato de Hidroxiprogesterona .
FARMACEUT I CA .
Para comprender la complejidad de los procesos productivos
y del impacto contaminante de estos, es necesario analizar su problemática desde el principio, para lo cual requerimos, en -primer término, conocer sus materias primas, las cuales son obtenidas de amplias fuentes ; asimismo, los científicos han obser
vado, analizado y aplicado los conocimientos de pueblos primiti
vos, lo que ha permitido que numerosos laboratorios realicen in
vestigaciones sobre el desarrollo de productos sintéticos y/o nuevas drogas con propiedades farmacológicas . Asimismo, los -procesos de fabricación de esta industria envuelven procedimien
tos de extracción, purificación, síntesis química, procesos fer
mentativos y manufactura farmacéutica (la más desarrollada en
México) para producir el volumen propicio de productos . De esta manera, las drogas crudas o químicos puros, usualmente son preparados para uso médico y veterinario, y son empacados hábil
mente, de manera que se presentan (manufacturación farmacéutica)
como : preparaciones líquidas, extractos, tabletas, c gpsulas, -píldoras, soluciones estériles para inyección y medicamentos en
aerosol . Estos productos manufacturados (farmacéuticos) son en
vasados, dosificados y esterilizados p ara su administración, co
mo se analiza a continuación .
Procesos . De acuerdo con el sector farmacéutico, los productos farmacéuticos deben ser dosificados y presentados comercialmente, es decir que, de acuerdo al uso y tipo de medicamento, sera su dosificación durante un tratamiento, el cual debe ser administrado según las necesidades de velocidad del efecto
farmacológico y las posibles dificultades que presente el paciente a la forma de dosificación (pastillas, cépsulas, inyecciones, etc .) . De esta manera, se entiende que la Farmacéutica
es el sector industrial encargado de la transformación final de
dosificación de productos de acción terapéutica, razón por la cual el análisis de los procesos envueltos en las transformacio
nes de esta industria marca la pauta para definir y cualificar
a los posibles contaminantes, y con ello, estimar su impacto -contaminante, que en función de las demandas de agua y requerimientos de calidad, darán como resultado un tren de tratamiento
especifico y adecuado a las necesidades.
TABLETAS COMPRIMIDAS.
Este popular tipo . de dosificación, confiere estabilidad, precisión, seguridad y una buena bioviabilidad de los ingredien
tes activos (terapéuticos) . El control de la calidad llevada a
cabo durante la manufactura de los productos finales, es checado por medio de testigos clínicos, los cuales incluyen entre -otras pruebas : uniformidad de peso y contenido, dureza, grado -
de desintegración, grado de disolución y friabilidad ; después de lo cual, las tabletas son producidas directamente por compre
sión de formulaciones granuladas y/o pólvoras o harinas mezcladas.
GRANULACION HUMEDA.
Este método no puede ser empleado para drogas sensibles al
calor y la humedad.
La droga en polvo y diluida es mezclada con una dispersión
del excipiente empastador (por ejemplo : gelatina) ; posteriormen
te, los gránulos formados son secados y encapsulados.
Un método para incrementar la eficiencia, puede . ser la com
binación del proceso de granulación común con estados secos, lo
que produce gránulos secos, formados a partir de la mezcla de pequeños gránulos con harinas lubricantes y desintegrantes . En
algunos casos, una porción de desintegrante puede ser añadida a
la mezcla de harina, después de la adición del empastador ; posteriormente es comprimida y/o encapsulada .
GRANULACION SECA.
Este método se emplea cuando la droga no es estable bajó las condiciones de la granulación húmeda y cuando las harinas combinadas de una formulación no pueden ser comprimidas de manera directa . En este proceso, todos los ingredientes son mezclados y comprimidos bajo grandes presiones.
COMPRESION DIRECTA.
Este proceso es relativamente simple, ya que todos los ingredientes son mezclados y comprimidos a una tableta finalmen te . Este es un excelente método, pero presenta ciertos inconve
nientes, como es que no todas las sustancias pueden ser comprimidas directamente, y que hay sustancias que requieren granulación .
Asimismo, cualquier comprimido requiere en su formulación
varios tipos de agentes inertes, como son : diluyentes, desintegrantes, adhesivos (empastadores) y lubricantes ; para mantener
la actividad terapéutica y su forma de dosificación ; algunos de
los diluyentes más comunes son : la lactosa y el fosfato dicálci
co, asf como de los desingegradores (tabletas efervescentes) : bicarbonato de sodio, ácido cítrico o ácido tartárico . Final-mente, debido a los problemas causados por las actividades del
paciente, los comprimidos deben poseer color y sabor agradables
para su fácil dosificación, por lo cual, dentro de su formula-ción, se requiere también de colorantes y saborizantes inertes.
CAPSULAS.
Existen 2 tipos de cápsulas : 1) de gelatina, donde los fár
macos granulados o polvorados son encerrados en paredes rígidas
de gelatina (câpsula) ; y 2) de gelatina suave, que contienen -glicerol en la composición de la cápsula, para darle mayor pías
ticidad.
Las cápsulas duras son fabricadas en 2 secciones : tapa y
cuerpo, mientras que las câpsulas blandas están hechas de una sola pieza y rellenas generalmente de soluciones acuosas, a diferencia del relleno granuloso de las cápsulas duras.
FORMAS DE DOSIFICACION LIQUIDAS.
Las soluciones acuosas, sueros, elixires y tintes, son pre
parados por dilución de solutos en los adecuados sistemas de -solventes . Asimismo, sus formulaciones llevan de manera adjunta agentes saborizantes, secantes, endulzadores y preservativos
microbianos . Estas soluciones son filtradas bajo presión y des
pués filtradas a través de materiales especiales . Estos produc
tos así preparados son almacenados en tanques, de donde son to-
mados para rellenar sus respectivos contenedores (frascos) . -Las soluciones para uso externo u oral no requieren esterilización, pero generalmente contienen agentes microbianos (preserva
tivos), mientras que las soluciones oftálmicas y parentales si
requieren de esterilización.
FORMAS SEMISOLIDAS.
Este apartado comprende las cremas, pastas y ungüentos ; de
los cuales los ingredientes básicos son : ceras y petrolatum ; -así los componentes de la droga en polvo son adicionados a la masa agitada y enfriada de cera . Después el producto pasa a -través de una máquina que dispersa grumos y sólidos para darle
la presentación y consistencia final al producto.
SUPOSITORIOS.
Los supositorios son formas de dosificación plásticas y se
mirigidas, diseñadas para ser dosificadas en las cavidades del
cuerpo, como son el recto, vagina y uretra ; dependiendo de los
constituyentes básicos, los supositorios se derriten o funden a
la temperatura corporal (por la mantequilla o crema de cocoa) o
se disuelven en los fluidos de la cavidad (por los polietilen-glicoles o la glicerogelatina) .
Los supositorios rectales son una vía de administración en
condiciones de coma o pacientes pediátricos.
FORMAS DE DOSIFICACION PARENTALES.
Estas formas han sido diseñadas para inyectarlas dentro de
los fluidos corporales, ya sea por vía subcutánea, intramuscu-lar o intravenosa, por lo que los requerimientos de sus formula
ciones requieren de esterilización, isotonicidad y ajuste de pH,
así como la ausencia de pirógenos ; de esta manera el control de
calidad en estas dosificaciones es realizado con mucho cuidado,
obteniéndose así los siguientes tipos de dosificación : soluciones, preferentemente de sistemas de solventes acuosos ; sólidos
secos, que deben ser diluidos en un agente o vehículo estéril,
para inyectarlo, o bien, sólidos suspendidos o emulsificados, que deben ser igualmente diluidos por completo en vehículos específicos, para su administración . Dentro de estos vehículos de administración, se reconocen 3 tipos de agua para inyección;
la cual es preparada por ósmosis inversa o destilación, donde son removidos los pirógenos no volátiles ; estos tipos son:
- Agua estéril : Libre de pirógenos y esterilizada.
- Agua bacteriostática : Contiene agentes bacteriostáticos, además de estar estéril y libre de pirógenos.
- Inyecciones isotónicas : Contienen agua estéril y solventes -miscibles, como etanol, propilenglicol, etc .
Por otra parte, existen también los vehículos no acuosos,
para la administración de dosificaciones parentales, limitândose en este caso a ciertos tipos de aceites, como el isopropilmi
ristato ; de la misma manera que en las demás formas de dosifica
ción el tipo parental requiere de aditivos, necesarios para man
tener la estabilidad, esterilidad e isotonicidad, incluyendo -también agentes preservativos, antioxidantes, quelantes y amortiguadores o buffers.
En base a la información anterior, nos podemos dar cuenta
que la Industria Farmacéutica, debido a su función "maquiladora"
dentro del sector sanitario, genera una gran cantidad de contaminantes, los cuales, debido a sus características, presentan una gran diversificación ; aunque de manera general se pueden re
sumir en:
- Farmacoquímicos respectivos a cada medicamento (agentes, acti
vos, formulaciones farmacéuticas, etc).
- Adhesivos o empastadores (gelatina).
- Lubricantes (isopropil miristato).
- Desintegradores (bicarbonato de sodio, ácido cítrico, ácido tartárico).
- Diluyentes (lactosa, fosfato dicálcico).
- Agentes preservativos.
- Agentes quelantes.
- Agentes antioxidantes.
- Amortiguadores .
- Constituyentes de formas de dosificación:
• Capsulas (glicerol y gelatina).
. Sueros, suspensiones, tintes, elixires.
. Cremas, pastas ungüentos (ceras, petrolatum).
. Supositorios (crema de cocoa, polietilenglicoles, glicerogelatina.
. Parentales (etanol, propilenglicol, etc .) .
ALIMEN70S,
En base a la clasificación por producto manejada hasta el
momento, se desarrollarân los procesos de producción respectivos, enfatizando las materias primas y posibles desechos genera
dos por los mismos, para valorar con ello el potencial contaminante de las ramas de productos lâcteos y de preparación y enva
se de frutas y legumbres, por ser estas dos las que mayor deman
da de agua generan y las que podrían resultar de interés económico para el desarrollo de trenes de tratamiento.
FRUTAS Y LEGUMBRES.
Los procesos de elaboración que demandan mayores usos de
agua son : la elaboración de legumbres enlatadas, la preparación
de mermeladas, el enlatado de frutas, el enlatado de .productos
de tomate y el enlatado de chiles y conservas ; de tal manera -que, debido a las numerosas variantes que puede tener un mismo
proceso, de acuerdo al tipo de producto enlatado, sólo se desarrollarâ un proceso de enlatado general para todos los usos específicos : Dicho proceso inicia con la recolección de la fruta
y/o la verdura seleccionada y su separación por medio de maquinas desgranadoras, cuyos residuos sólidos se pueden emplear como forraje ; posteriormente los granos obtenidos son limpiados,
pesados y embalajados, empleando agua o aire para estas opera-ciones, así como para su conservación si son transportados a -otra planta procesadora . Después los granos son lavados p ara remover impurezas y separados en grupos predeterminados, para pasar a una etapa de precocimiento, después de la cual vuelven
a ser lavados por medio de•aspersión de agua ; para ser envasa-dos y mezclados con otros ingredientes (según sea el producto terminado) . Una vez envasados son cocidos por medio de vapor y
preservados por medio de la adición de salmuera y/o conservadores quimicos,,después de lo cual, se cierran las latas al vacío
y se esterilizan, para finalmente enfriarse, almacenarse y distribuirse (Figura 40).
Respecto a los requerimientos de agua, en base a los proce
sos que consumen un mayor volumen de agua, se pueden ver los da
tos mâs importantes en la Tabla 85.
Los principales contaminantes generados por estos procesos
son : materiales sólidos (huesos, cáscaras, hojas, étc .), y mate
rial de desperdicio (azúcares, féculas, carbohidratos, etc .), por lo cual, el mayor contaminante es la materia organica que genera altas DBO, DQO, SST y pH 4-7 . Siendo las caracteristi-cas de las aguas residuales, las siguientes:
DBO
2000 - 4000 mg/1
DQO
4600 - 5000 mg/1
SST
350 - 2500 mg/1
pH
3 - 9 .5
Pre aración
Precocimiento
l
Limpieza
4'
-Lavado
Selección
Llenado
T
Esterilización . 4
Enfriamiento
Lavado
Cerradol
Cocimiento
Producto
Terminado
Alternativas para diferentes productos.
Figura 40 . Diagrama de Proceso para el Procesamiento de Frutas y Legumbres .
TABLA 85
Demandas de Agua por Proceso*
Proceso
Preparac . de
legumbres en
latadas.
Lavado de
mat . prima
Lavado de
equipo
Enfriamiento
Demanda de
agua
43-49
9 .5-11 .72
6 .4-4
58 .7-67 .32
30
5 .5-60
3-6
50-53
11 .12-12
5 .5-12
Enlatado de
frutas.
Enlatados de
chile.
40 .1-67
66 .9-131 .35
Descarga
de agua residual
56 .5-67 .12
38 .5-67
66 .70-165
rn
Preparación de
mermeladas.
-
27
2 .50
33 .04
29 .50
Enlatados de
productos de
tomate .
113
30
8
168 .88
151
Fuente : Uso y Manejo del Agua en la Industria de Alimentos . SARH.
* m3/dia
Sol . Sed.
20 - 28 ml/litro
Materia Flotante
Flujo de agua residual
67 - 165 m 3 /dia
El agua empleada en la Industria de Alimentos tiene que -ser apropiada desde un punto de vista bacteriológico, no debe tener olor ni sabor alguno, por lo que las aguas alcalinas y mi
neralizadas no son convenientes . En base a lo anterior, se pue
de decir que el agua demandada por la Industria de Alimentos de
be ser potable y de acuerdo con el Reglamento para la Preven--ción y Control de la Contaminación de Aguas, debe poseer los 11
mites de composición que se muestran en la Tabla 8 :6.
DERIVADOS LACTEOS.
La leche y sus derivados tienen un papel fundamental en la
dieta humana, debido a las características naturales de la taxa
a la que pertenecemos (mamíferos) ; de aquí que su desarrollo en
procesos productivos sea tan diversificada ; así tenemos que en
un patrón general de procesos de derivados lácteos, comprenda
las fases señaladas en la Figura 41.
Las técnicas lecheras son:
Pasteurización . La leche pasteurizada se obtiene a partir
de la leche higienizada mediante el incremento de la temperatura hasta casi el punto de ebullición y su posterior enfriamiento rapido .
TABLA 86
Composición del Agua de Proceso para la
Industria de Alimentos
pH
Temperatura
6 .5-8 .5
30 °C max.
Oxigeno disuelto
Bacterias coliformes
Aceites y grasas
Sol . dis.
4 mg/1 min.
200/10 '0 ml Max.
0 .76 mg/1 max.
1000 mg/1 max.
Turbiedad
Color
Olor y sabor
Nitrógeno y fósforo
10 UTG max.
20 max . (escala de platino).
Ausentes
Ausentes o en cantidades que no provoquen hiperfertilización.
Ausente.
Materia flotante
• Oxidos de Mg
Materia disuelta
Ca
Mg
Hierro como FeO 3
Sulfatos
Cloruros
Nitratos
Nitritos
Amoniaco
Dureza total
3 mg/1 max.
800 mg/1 max.
118 mg/1 max.
71 mg/1 max
10 mg/1 máx.
100 mg/1 max.
88 mg/1 máx.
80 mg/1 max.
9 mg/1 max.
0 mg/1 máx.
9 .7 mg/1 max.
Fuente : Water-Quality Requirements for the Dairy and Food Industries . JWWA .
Ordeña
Aprovisionamiento para la Industria
Reco ección
Recepción
Depuración
Técnicas
Lecheras
Pasteurización
Técnicas
Mantequeras
Desnatado
Técnicas
Queseras
Acidificación
Ultrapasteurización
Desacidificaci6n
Coagulación
Esterilización
Pasteurización
Desuerado
Concentración
Desodorizaci6n
Salado
Desecación
Batido
Maduración
Fermentación
Lavado
Amasado
Figura 41 . Diagrama de Proceso de Derivados Lácteos.
Fuente : Elaboración de Productos Lácteos . R . Meyer Marco .
Esterilización . La elaboración de la leche esterilizada en botellas consiste en las siguientes operaciones:
- Lavado de las botellas con lejía y agua caliente.
- Llenado de las botellas de un litro con leche preesterilizada.
- Tapado de las botellas.
- Embalado de las cestas.
- Esterilización a 112°C durante 25 minutos.
- Almacenamiento.
Leche Ultrapasteurizada . La elaboración de la lecha ultra
pasteurizada consiste en las siguientes operaciones:
- Almacenamiento de la leche cruda.
- Estandarización y descremado parcial de la leche.
- Almacenamiento de la nata.
- Precalentamiento de la leche.
- Ultrapasteurización por inyección de vapor, seguido por la ex
pansión de una cámara al vacío.
- Homogeneización.
- Enfriamiento.
- Envasado aséptico.
– Embalado de cestas .
Las
técnicas mantequeras son:
Desacidificaci6n de la nata . Se puede efectuar lavando la
nata, pra lo cual se mezcla ésta con 1-2 veces su volumen de -agua,,seguido por un desnatado centrífugo .
El
agua arrastra --
una gran parte de las sustancias solubles como el ácido láctico
y la lactosa.
Pasteurización . Se realiza un proceso típico de' pasteurización, después del cual se procede al lavado , rara reducir el
contenido de sustancias no grasas del suelo.
Batido, lavado y amasado .
El
batido tiene por objeto trans
formar la grasa de la nata en mantequilla . La emulsión de la grasa en el agua de la nata se convierte en una emulsión de - agua en la grasa de la mantequilla . Esta emulsión se separa de
la fase acuosa durante el batido . Al agitar la nata en la bati
dora, se incorpora aire a la masa y se forma espuma, en donde se acumula la grasa, que suelda los glóbulos producidos por la
agitación, formando así los granos de mantequilla, que son homo
geneizados en una pasta, por medio de su amasado continuo, la cual es separada de posibles impurezas por el lavado .
Técnicas queseras:
Coagulación de la caseína . La coagulación es el proceso en que las proteínas (caseína) se vuelven insolubles y se solidifican, transformando la leche en una sustancia semisólida y gelatinosa . Esto se logra mediante ácidos o por medio de enzimas .
Desuerado . De cada 100 kg de leche, se obtienen unos 11 kg de queso, con un contenido acuoso de 45%, o sea, equivalente
a 5 kg aproximadamente ; entonces se elimina
el
liquido (suero)
por escurrimiento del queso.
Salado . El salado reduce la proliferación de bacterias, completa el desuerado y contribuye al sabor del producto terminado ; el salado puede efedtuarse por cualquiera de los siguientes métodos:
- Adición de sal a la leche de la quesería.
- Salado de la cuajada escurrida.
- Salado seco de los quesos.
- Salado de los quesos en salmuera.
Maduración . Durante la maduración, se llevan a cabo va--ríos procesos químicos, físicos, microbiológicos y enzimáticos,
que dan por resultado el aspecto y sabor característico de cada
tipo de queso .
En la elaboración de productos alimenticios se emplean las
siguientes clases de agua : Agua con contacto con el producto ; agua de enfriamiento, agua para limpieza, agua para uso humano
y agua para calderas ; de las cuales las 4 primeras clases deben
cumplir con los requerimientos del agua potable y el agua para
calderas debe tener bajo contenido de minerales . Asimismo, el
agua de proceso debe ser desmineralizada y clorada para evitar
el florecimiento de microorganismos, aunque se puede filtrar -también para remover quistes de parasitos, empleando para ello
filtros de arena de cuarzo . Por otra parte, es preferible remo
ver el cloro residual por medio de filtros de carbón activado
para evitar sabores desagradables en los productos finales . Por
lo que respecta a los requerimientos de calidad del agua, estos
son los mismos que para la preparación y envase de frutas y legumbres ; sólo cabe aclarar que el volumen de agua demandada es
mayor, siendo en este cáso de 13 billones de galones/año la demanda y el volumen de aguas residuales de 58 billones de galo-nes al año aproximadamente, debido al agua contenida en la mate
ría prima y que se observa en el suero quesero y en la emulsión
mantequillera, lo cual aumenta considerablemente el volumen de
agua . desechado.
Los contaminantes principales generados por estos procesos
son : proteínas, carbohidratos y sales ; por lo que los parametros
más afectados son : demanda bioquímica de oxigeno, demanda quimi
ca de oxigeno y sólidos suspendidos en concentraciones simila-res a las encontradas en el caso del enlatado de alimentos .
CURTIDURIA
El proceso de curtido se divide en 3 partes : Depilado, cur
tido y acabado.
Durante el depilado se obtiene la remoción del p elo de la
piel, por medio de baños químicos, que utilizan los siguientes
compuestos : sulfato de sodio, cal, NaOH, NaCl, ácido muriético,
sulfato de amonio, detergentes y H 2 SO 4 principalmente . En esta
etapa se gasta un volumen de agua medio, comparado con el que se consume durante el curtido . Asimismo, este etapa puede llevarse a cabo por medio de 2 métodos:
a) Método de la pulpa . Disolución del pelo mediante baños químicos.
b) Método del estanque . Remoción física del pelo, auxiliada con
químicos, sin llegar a la disolución completa.
Las pieles, una vez depiladas, pasan a la segunda etapa.
Curtido : El curtido busca la estabilización permanente de
la piel, por medio de agentes curtientes, para preservarlas y conferirles características de resistencia y durabilidad . Exis
ten 2 variantes del proceso, principalmente : Curtido con sales
de cromo y curtido con agentes vegetales.
El curtido con sales de cromo, está compuesto por los siguientes pasos :
a) Remojo y lavado.
i) Recurtido
b) Depilado
j) Cortado*
c) Desencalado.
k) Desmanchado.
d) Dividido.
1) Coloreado*
e) Curtido
m) Aceitado*
f) Lavado ácido.
n) Secado *
g) Lavado y rendido.
o) Almacenado*
h) Descarnado .
* Acabado.
Una vez recibidas las pieles y clasificadas según sus carac
teristicas, se ablandan y sé les remueven impurezas, tales como
sangre, tierra, grasas, sal de curado y materia orgánica, que
pueden afectar la calidad del curtido ; una vez limpias y flexibles, las pieles son depiladas (ver depilado) y transportadas a
la sección de desencalado, donde las pieles son neutralizadas em
pleando sales de amonio, para posteriormente ser cortadas de -acuerdo a las especificaciones de
los
usos a que sean destina--
das . Una vez realizado esto, las pieles son descarnadas para remoción del tejido adiposo y restos de músculos ; depués de lo
cual se lavan y rinden por medio de sales de amonio y enzimas,
reduciendo de esta manera el pH y eliminando también las proteínas, con el fin de suavizar las pieles . Estas son desencaladas,
preservadas y prevenidas contra la precipitación de las sales de cromo por medio del lavado ácido, después del cual se realiza
el curtido con sales de cromo, empleando también detergentes industriales, sal industrial, H~SOA, aceite para curtir, cromo tri
valente, formato de sodio y bicarbonato de sodio.
Las pieles así procesadas son recurtidas con aceites vegeta
les para incrementar la calidad del curtido de cromo ; y posterior
mente son cortadas de acuerdo a sus finalidades de uso y desmanchadas para quitar los excesos de productos químicos empleados durante el curtido, para después colorearlas por medio de tintes
bésicos, âcidos o directos ; una vez listas las pieles, son aceitadas con la finalidad de aumentar su flexibilidad, suavidad y resistencia, adicionando aceites minerales, vegetales y/o animales según sea el caso . Las pieles ya procesadas son secadas con
o sin pasta y se almacenan y clasifican según sus estándares de
calidad y uso.
Al observar y analizar este proceso, podemos deducir que la
etapa de mayor demanda de agua es el curtido, seguida por la eta
pa de depilado ' y coloreado ; asimismo, son estas etapas las que contribuyen en mayor grado a la contaminación generada por esta
industria, al emplear en ellas sustancias químicas ya mencionadas . Cabe aclarar que las cantidades de sustancias y de agua no
potable empleadas, dependen de la producción de la empresa que
utilice este proceso ; por lo que de manera media podemos manejar
los volúmenes indicados en el diagrama de proceso (Fig . 42) .
DEPILADO 8m 3 /día.
1
Pieles sin
procesar y — ♦, Remojo y lavado —~ Depilado --}Desencalado
clasificadas
H 2 SO4
Lavado
acido 4
Lavado y
rendido* L
3 m .--}CuTtido —
día/
Descarnadol-- Dividido
.
LAVADO 20 m 3 /día
Recurtido-- ;.Cortado -4 .Desmanchado
28 m 3 /día
Almacenado(
Secado 4
Aceitado
A
52 m 3/
día
Coloreado
ACABADO
Fig . 42 . Diagrama de Proceso Para el Curtido al Cromo .
CONTAMINANTES:
(a) Materia orgánica:
Químicos:
Pelo
Sulfato de sodio.
Sangre
Cal
Sal de curtido.
NaOH
Tierra
NaCl
Grasas
Acido Muriático.
Sulfato de Amonio.
Detergentes
H 2 SO4
(b) Materia orgánica:
Químicos:
Músculos.
Sales de Amonio
Tejido adiposo.
H 2 SO4
Proteínas
Enzimas
(c) Sales de cromo.
Acido fórmico
Cromo Trivalente.
Tetrapol (agente para curtir).
Detergentes indust.
Acido muriático.
Sal industrial.
Hipoclorito de sodio .
H 2SO 4
Aceites para cortar.
Formato de sodio.
Bicarbonato de sodio .
(d)
Tintes básicos.
Tintes ácidos.
Tintes directos.
(e)
Aceites vegetales.
Aceites minerales.
Aceites animales.
El curtido mediante agentes vegetales (taninos) es muy parecido al proceso de curtido con sales crómicas, únicamente - varia en las siguientes etapas:
a) Lavado ácido : Cuyo propósito es el mismo que en el curtido
por cromo, sólo se sustituye el H 2SO 4 por HC1.
b) Curtido : Esta etapa se realiza cuando se requieran artículos
industriales, como uso de las pieles . Asimismo se realiza por medio de una mezcla de materiales o agentes curtientes de origen vegetal.
c) Recurtido : En esta etapa se recurten las pieles empleando para ello soluciones de sales de cromo, para aumentar la dureza, resistencia y durabilidad del curtido.
d) Secado : Se efectúa sin la acción directa del sol, empleando
para esto calentadores de aire.
Al observar el diagrama de proceso, podemos analizar las demandas de agua y la posible emisión de contaminantes, generados por este proceso, resultando que gasta menos volumen de agua
global y de contaminantes .
CONTAMINANTES.
(a) Materia Orgánica.
Químicos.
Pelo
Sulfato de sodio.
Sangre
Cal
Sal de curtido
NaOH
Tierra
NaCl
Grasas
Acido muriático.
Sulfato de amonio
Detergentes.
(b) Materia Orgánica.
Químicos.
Músculos
Sales de amonio
Tejido adiposo
HCl
Proteínas
Enzimas.
(c) Agentes Veg . p/curtir .
Extractos de Quebracho
Extractos de Cascalota
Extractos de Enano.
Extractos de Acacia.
Extractos de Castaño .
Químicos.
Sales de cromo.
(d)
Tintes básicos.
Tintes ácidos.
Tintes directos.
(e) Aceites vegetales.
Aceites animales.
Aceites minerales.
Cabe aclarar que, debido al uso que se les da a los curtidos con agentes vegetales (uso industrial), esta etapa se desarrolla muy poco.
Como se ha podido observar, debido a los procesos producti
vos, el agua empleada en la Industria de la Curtiduría no necesariamente debe ser potable, aunque sf blanda, cruda y cribada,
por lo que se toma el suministro de las fuentes convencionales
(suministro municipal, pozos, etc .), sin afectar con esto la ca
lidad del producto, aunque lo importante no es la calidad reque
rida del agua de proceso, sino los grandes volúmenes empleados
durante estos procesos .
DEPILADO 8-13 m3/c1 a - 1
Pieles sin
procesar y—4-Remojo y lavado — Depilado ---Desencalado
clasificadas
(a)
(a)
(a)
HC1
(
Lavado Acidof— Lavado
y rendido
(b)
(.b)
Descarnado(—Dividido
(b)
LAVADO 43 m 3 /dia
1 m 3/día
Curtido
(c)
Agentes
vegetales
Almacenado(
jRecurtido
(c)
Secado
sin sol i
.Cortado
Aceitado-(
(e)
1
* Desmanchado
Coloreado
(d)
ACABADO
Fig . 43 . Diagrama de Proceso para el Curtido con Taninos .
BIBLIOGRAFIA CONSULTADA
BIBLIOGRAFIA CONSULTADA.
1 . A .N .I .Q . 1989 . Anuario Estadístico de la Industria Química
en 1988.
2 . Azad Hardane Zingh . 1976 . Industrial Wastewater Management
Handbook . Mc Graw Hill Book Co.
3 . Camara Nacional de la Industria de Aceites, Grasas y Jabones . 1987.
4 . CANACINTRA . 1990 . Camara Nacional de la Industria de Transformación . IndicadoresBâsicos de la Industria Asociada . Dirección de Estudios.
5. CANIFARMA . 1988 . La Industria Farmacéutica en Cifras.
6 . CEPIS . 1988 . Manual de Evaluación y Manejo de Sustancias Tóxicas en Aguas Superficiales . Sección I . Perspectiva.
Centro Panamericano de Ingeniería Sanitaria y Ciencias
del Ambiente . OPS.
7 . Comisión Petroquímica Mexicana . 1987 . Relación de Permisos
Petroquímicos Publicados hasta el ler . semestre de -1987.
8 . Consindine, D .,M . 1974 . Chemical and Process Technology Encyclopedia . Mc Gráw Hill Book Co.
9 . CPAEL . 1990 . Câmara Nacional de Productos Alimenticios Elabo
rados con Leche.
10 . Encyclopedia of Science and Technology . 1977 . Mc Graw Hill
Book Co.
11 . Ekenfelder, W .W . 1989 . Industrial Water Pollution Control.
2nd . Edition . Mc Graw Hill Book Co . U .S .A.
12 . Giral, B . José, González P . Sergio y Montafio A . Eduardo.
1979 . La Industria Química en México . Redacta, S .A.
13 . IUPAC, 1963 . International Union of Pure and Applied Chemistry . Section Reuse of Water in Industry . London Butterworths Ed . London, England.
14 . Kirk, Othmer . 1978 . Encyclopedia of Chemical Technology.
John Wiley and Sons.
15 . Mecalf and Eddy Inc . 1972 . Wastewater Engineering : Collection, Treatment and Disperol . Mc Graw Hill Book Co . USA .
16 . Murdoch, W .W . 1975 . Environment, Resources Pollution and
Society . 2nd . Edition . Sinaver Associates Inc . Publishers . Massachusetts . U .S .A.
17 . Nemerow, Nelson . 1978 . Industrial Water Pollution . Origins,
Characteristics and Treatment . Addison Wesley Publi-shing Co . U .S .A.
18 . Overcash, M . 1986 . Techniques for Industrial Pollution Prevention . Lewis Publisher Inc . U .S .A.
19. PEMEX . 1986, 87, 88 . Memorias de Labores.
20 . Petroquímica 87 . 1987 . Comisión Petroquímica Mexicana.
SEMIP.
21 . SECOFI . 1990 . Perfiles de Productos . Subdirección de Petroquímicos Intermedios.
22 . Shteve, R .N . 1977 . Chemical Process Industries . 4th . Edition.
Mc Graw Hill Book Co.
23 . S .H .C .P . 1984 . Catâlogo de Claves de Actividades para Efec-tos Fiscales.
24 . Sittig, Marshall . 1981 . Handbook of Toxic Hazardous Chemicals . Neyes Publications . Park Ridge . N .J . U .S .A.
25 . Tood, D .K . 1970 . The Water Encyclopedia . A water information
publication . California, U .S .A.
26 . Verschueren, K . 1977 . Handbook of Environmental Data on
Organic Chemicals . Van Nortrand Reichnold Publishing
Co .