250 TENSIONES RESIDUALES Y DEFORMACIÓN PLÁSTICA EN
Anuncio

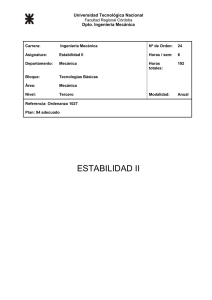
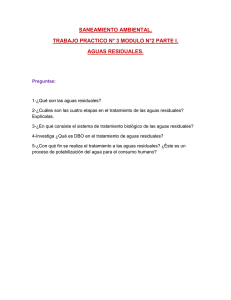
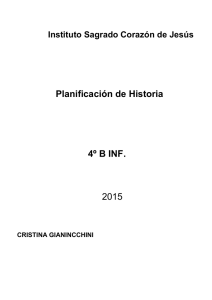
JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 04-22 TENSIONES RESIDUALES Y DEFORMACIÓN PLÁSTICA EN SUPERFICIES MECANIZADAS DE FUNDICIÓN DE HIERRO ESFEROIDAL DE DISTINTO CONTEO NODULAR Paolinelli L.D a, Echeverría M.D.b , Míngolo N c, y Moncada O.J. d a UNMDP. J.B.Justo 4302. Mar del Plata, Argentina, [email protected] b UNMDP, J.B.Justo 4302. Mar del Plata, Argentina, [email protected] c CAC-CNEA, Buenos Aires, Argentina, [email protected] d UNMDP, INTEMA, J.B.Justo 4302. Mar del plata, Argentina, [email protected] En piezas de pared delgada de fundición de hierro esferoidal, la disminución del espesor y el consecuente aumento del conteo nodular, modifica las propiedades del material. Por su parte, el mecanizado final, comúnmente un rectificado, genera cambios microestructurales, defectos superficiales y subsuperficiales, distorsión de forma, y tensiones residuales que afectan la capacidad de carga y la fiabilidad de componentes mecánicos críticos, de pequeño espesor. En este trabajo se estudia el efecto del conteo nodular en las tensiones residuales post-mecanizado sobre placas delgadas de 2 y 4 mm de espesor, provenientes de una colada de fundición de hierro esferoidal. Las placas son ferritizadas y luego rectificadas bajo condiciones de acabado normales. Se encontró que las tensiones residuales aumentan con el conteo nodular, siendo de tracción en todos los casos. Los valores de tensión en la superficie superan los 400 MPa para alto conteo nodular, teniendo mayor valor y profundidad el campo de tensiones, lo que muestra coherencia con los valores de microdureza, distorsión de forma y deformación plástica observadas. Palabras claves: tensiones residuales – fundición de hierro esferoidal – conteo nodular – superficies rectificado - deformación plástica 1. INTRODUCCIÓN La tecnología de las fabricaciones mecánicas, está condicionada por mercados cada día mas dinámicos, que demandan constantemente productos de superior calidad, menor costo, mayor seguridad y mínimo impacto ambiental, lo que conduce muchas veces a reducir el peso de las piezas. En ese contexto se ubica la fabricación de piezas de fundición de hierro esferoidal, que compite ventajosamente con otras aleaciones. En muchas piezas, reducir su peso implica reducir el espesor de la pared y en el caso de la fundición esferoidal en pequeños espesores (menores a 4 mm), produce un marcado refinamiento de la microestructura y aumento del conteo nodular, incrementando a su vez la resis tencia y la ductilidad del material. En ese caso, debido a la alta relación superficie/volumen, factores dependientes del mecanizado como, tipo y magnitud de las tensiones residuales, distorsión de forma, deformación plástica y alteraciones de dureza, resultan mas significativos y relevantes, afectando la capacidad de carga y el comportamiento al desgaste y a fatiga de las piezas en servicio [1]. El monto y dirección de las tensiones residuales que deja el mecanizado final, comúnmente un rectificado, dependen de su tipo (tangencial, frontal, etc.), del material que se mecaniza, de la herramienta (muela) y de las condiciones de corte [2,3]. En este proceso de corte abrasivo, la temperatura en la superficie puede ser muy alta, generando tensiones residuales de tracción durante el enfriamiento rápido al contraerse la zona calentada (efecto térmico). Se ha demostrado que tales tensiones aumentan con la temperatura[4]. Las tensiones de tracción serán tanto mas altas cuanto mayor sea el coeficiente de dilatación térmica del material, menor sea el triple producto (kρc) entre su conductividad térmica, densidad y calor específico [5], mayores su dureza y presión específica de corte [6], y mayor el caudal de viruta removido (profundidad, avance y velocidad de corte elevados), condiciones que aumentan la generación de calor. A su vez la superficie mecanizada y capas subyacentes se deforman plásticamente en el corte, sufriendo un alargamiento por efecto mecánico que genera esfuerzos opuestos a los producidos por la contracción térmica de las capas superficiales afectadas por el calor [3,7]. Entonces, según el balance que resulte de las influencias del material a mecanizar, la herramienta, condiciones de corte y del fluido refrigerante, las tensiones residuales resultantes pueden ser de tracción, compresión o nulas. Un rectificado con bajo caudal de viruta removido y fluido refrigerante, causará menores tensiones residuales, pudiendo resultar compresivas, haciendo menos probable la aparición y propagación de grietas, mejorando la integridad estructural y la resistencia a la fatiga de las piezas. Por otra parte, mayores tensiones residuales en piezas delgadas y alta relación longitud/espesor, generan 250 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 mayor distorsión de la forma, y un consecuente aumento del rechazo de piezas. Como ejemplo, en el rectificado de acero 4340 templado y revenido, con distintas muelas y condiciones de corte, se informan variaciones de dureza entre 45 y 65 Rc, de tensión residual entre +100 y -20 ksi, de distorsión en un 35% y de resistencia a la fatiga del orden del 30 % [8]. Los conocimientos básicos y resultados experimentales reportados en la literatura, acerca de tensiones residuales y su correlación con la dureza, deformación plástica y distorsión de forma en piezas rectificadas, son relativamente vastos, pero se refieren mayormente a materiales de uso masivo como los aceros, y otros pocos metales. El objetivo de este trabajo es estudiar el efecto del conteo nodular sobre las tensiones residuales, y la deformación plástica generadas en el rectificado de placas de fundición esferoidal ferritizada, en condiciones normales de acabado. 2. METODOLOGÍA EXPERIMENTAL 2.1 Material El material se extrajo de una única colada en Planta Piloto, en horno de inducción de 3 KHz y 55 Kg de capacidad. Con el objeto de obtener diferentes conteos nodulares, causados por diferencias en la velocidad de solidificación, se emplearon dos modelos: uno diseñado para colar placas de 2 y 4 mm de espesor y otro para bloque Y de ”, ½ y moldes de arena. La composición química se determinó por espectrometría de emisión óptica con excitación por chispa. La Tabla I lista la composición química, y el valor del carbono equivalente (CE) que es levemente hipereutéctico. TABLA I. Composición química de la colada % C %Si % Mn % S % P %Mg CE 3,58 2,73 0,23 0,04 0,041 0,039 4,49 La caracterización metalográfica se efectuó por microscopía óptica, y se determinó el conteo nodular empleando el Software Image-Pro Plus de análisis de imágenes. Los valores obtenidos fueron de 500, 1250 y 1500 nód/mm2 , para las muestras de bloque Y de ”½ y las placas de 4 y 2 mm de espesor respectivamente. La nodularidad fue del 80% para el material de 500 nód/mm2 , y del 90% en los otros casos. El material en bruto de colada mostró un bajo porcentaje de carburos precipitados. 2.2 Mecanizado y tratamiento térmico Con el objeto de lograr profundidad de pasada constante en el rectificado, que garantice la uniformidad de los esfuerzos transmitidos en el corte, el material de colada se fraccionó y mecanizó por aserrado, limado y rectificado de baja energía para obtener placas de caras paralelas de 13x60 mm y espesores levemente inferiores a 2 y 4 mm. A fin de poder evaluar el efecto individual del conteo nodular, evitando influencias de otros factores, antes 04-22 del rectificado se sometieron las placas a un tratamiento de ferritizado a 910 ºC durante 1 hora, y enfriamiento en horno, obteniéndose una microestructura homogénea totalmente ferrítica. Utilizando una rectificadora tangencial plana y sujeción magnética, las placas fueron rectificadas en seco, bajo condiciones de corte de acabado, velocidad de corte 20 m/seg, avance longitudinal 16 m/min y profundidad 0,01mm. La muela empleada, identificada como SG36JVH, se caracteriza por el tipo de abrasivo, constituido por micropartículas de alúmina sinterizada de muy elevada dureza, duración de filo y capacidad de remoción, recomendada para el rectificado de metales de difícil maquinabilidad. 2.3. Medición de tensiones residuales Se realizaron mediciones de tensiones residuales utilizando un difractómetro de rayos X en el Departamento Materiales de CAC-CNEA. Se registró únicamente el valor de la tensión en la dirección paralela al rectificado, ya que en la dirección perpendicular se comprobó que su valor era despreciable. Para obtener el perfil de las tensiones residuales en profundidad, sobre cada muestra de diferente conteo nodular, se obtuvieron los valores en la superficie y por debajo de ella a diferentes profundidades. Para ello, se realizaron decapados sucesivos mediante la técnica de electropulido, afectando pequeños sectores de 2x3 mm en la zona central de las placas, para no alterar el gradiente de tensiones generado en el mecanizado. 2.4. Medición de microdureza Se realizaron mediciones de microdureza utilizando un microdurómetro de banco, con un microindentador de diamante tipo Vickers y carga de 10gr. Se obtuvieron perfiles de microdureza de la matriz metálica, tomando valores desde la superficie mecanizada hasta 500µm de profundidad, sobre inclusiones metalográficas de muestras de distinto conteo nodular cortadas y pulidas según un plano normal a la superficie rectificada y paralelo a la dirección del rectificado. Sectores decapados Superficie enmascarada Dirección en que se mide la tensión (dirección de rectificado) Figura 1. Esquema de la muestra, para mediciones de tensión residual. 2.5. Deformación plástica A fin de cualificar y comparar la deformación plástica en la superficie y capas subyacentes, generada en el mecanizado, se realizan metalografías sobre muestras preparadas de igual forma que las de microdureza, atacadas con nital al 2%, a fin de revelar el borde de grano de la matriz. 251 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 04-22 tensión generada en el rectificado se alivia, al liberar la pieza de su anclaje, produciendo mayor distorsión de forma (curvado), por su menor rigidez. 3. RESULTADOS Y DISCUSION 400 Se analizan separadamente tensiones residuales y deformación plástica en relación con la distorsión de forma y las alteraciones de la microdureza, respectivamente. 300 3.1. Tensiones residuales La figura 2 muestra los valores de tensiones residuales, en la superficie y a distintas profundidades debajo de ella, originadas en el rectificado de placas de 4 mm de espesor con 500 y 1250 nód/mm2 . 0 100 -100 -200 0 1250 nod/mm2 100 0 -100 -300 50 100 150 200 250 Profundidad (um) 300 350 300 350 3.2. Deformación plástica A fin de evaluar la deformación plástica producida durante el rectificado de acabado para los diferentes conteos, se analizan los valores de microdureza en la superficie y a distintas profundidades sobre la matriz. En la Figura 4 se muestran los perfiles de microdureza para los tres conteos nodulares. -200 0 100 150 200 250 Profundidad (um) La tensión residual en la superficie, si bien es inferior en las placas mas delgadas, sigue siendo elevada, pudiendo disminuir la resistencia de un componente dado, cuando está sometido a cargas cíclicas. 200 400 Figura 2. Perfil de tensiones residuales. Placas rectificadas, 500 y 1250 nod/mm2 , espesor 4 mm. Se observa que el rectificado provocó importantes tensiones residuales de tracción en la superficie (450,6 y 397 MPa, respectivamente), causadas por la elevada temperatura superficial alcanzada en el corte. Cabe destacar que los valores encontrados, tanto en magnitud como en signo resultaron semejantes a los reportes bibliográficos sobre otros materiales mecanizados por rectificado, asimismo la forma del perfil de tensiones en profundidad [9]. En alto conteo nodular las tensiones residuales de tracción de la superficie y capas subyacentes son mayores y abarcan mayor profundidad. El cálculo de la tensión promedio, para distintas profundidades permite determinar que las mismas son de tracción y mayores en un 16, 240, 238, 225% para las capas de 50, 100, 200 y 300 µm respectivamente. Mediciones sobre probetas similares en igual condición de mecanizado mostraron que las placas de mayor conteo nodular tuvieron mayor distorsión de forma, confirmando la conocida proporcionalidad entre las tensiones residuales del mecanizado y la distorsión de la forma en piezas esbeltas [10,11]. La Figura 3 muestra los valores de tensiones residuales en la superficie y a distintas profundidades, generadas en el rectificado de las placas de 2mm, 1500 nód/mm2 , para la misma condición de corte que las de 4 mm. Las tensiones residuales en la superficie y hasta 100 µm de profundidad son de tracción e inferiores a las de 4mm. Esto se debe a que una mayor parte de la 375 350 1250nod/mm2 1500nod/mm2 500nod/mm2 sin rectificar 325 Dureza HV Tensión residual (MPa) 500 nod/mm2 300 50 Figura 3. Perfil de tensión residuales.Placas rectificadas 1500 nod/mm2 , espesor 2 mm. 500 400 Placa 2mm (1500 nod/mm2) 200 300 275 250 225 200 175 150 0 50 100 150 200 250 300 350 400 450 500 Profundidad (um) Figura 4. Perfil de Dureza HV, para 1500, 1250 y 500 nod/mm2 La dureza de la superficie es levemente mas alta para bajo conteo nodular, y significantemente mayor en las capas más profundas. Supera a la dureza del material sin rectificar (180HV), aún a 500 µm de profundidad, mientras que para los altos conteos, alcanza ese valor a los 100µm. El aumento de dureza indica el grado de deformación plástica producido, resultando mayor en las placas de bajo conteo nodular. Esta diferencia se aprecia en la Figura 5, que muestra la capa superficial deformada, para alto y bajo conteo nodular, siendo más profunda, en las placas de 500 nód/mm2 . De acuerdo a lo conocido, los coeficientes de expansión térmica, conductividad y calor específico, 252 JORNADAS SAM/ CONAMET/ SIMPOSIO MATERIA 2003 no varían con el conteo nodular [12]. Como tampoco varían los esfuerzos de corte, el calor generado es el mismo. De aquí se deduce que las diferencias de tensión residual y distorsión para distinto conteo, no están causadas por la variación de la tensiones de origen térmico. 3. 25µm 4. 1500 nód/mm2 60µm 500 nód/mm2 Figura 5. Zona deformada plásticamente La mayor deformación plástica de la superficie y la mayor profundidad que ésta alcanza para bajo conteo, reducen en mayor proporción el efecto térmico de contracción en la zona afectada por el calor. Esto explica que las tensiones residuales de tracción y la distorsión sean menores. Tal diferencia de deformación se atribuye a la menor nodularidad, mayor tamaño y la distribución menos uniforme de los nódulos, que aumenta el efecto de concentración de tensiones en la matriz, y por ende su deformación plástica. 2. alivio de tensiones que promueve mayor distorsión de la forma, por su menor rigidez. La deformación plástica reflejada por las variaciones de dureza resulta mayor para bajo conteo nodular, y más profunda la zona afectada, reduciendo las tensiones residuales de tracción y modificando su distribución. Las variaciones de tamaño, nodularidad y uniformidad de la distribución de los nódulos, para los distintos conteos, son causantes de las diferencias encontradas. 5. REFERENCIAS [1] S.W. Shin and G.H. Walter, Case Histories of Residual Stress Related Component Failures, Residual Stress for Designers and Metallurgists, L.J. Vande Walle, Ed., American Society for Metals, 1980, p 1-20. [2] R.LBornmann,Cut-surface Quality–The Pluses and Minuses of EDM,Tool.Prod,Jan 1985,p37-41. [3] E. Brinksmeier, J.T. Cammett, W. Konig, P. Leskovar, J. Peters and H.K. Tonshoff, Ann. CIRP vol 31 (Nº2), 1982, p 491-510. [4] R. Snoeys, Thermal Damage in Grinding, Pro. Milton C. Shaw Grinding Symp, R. Komanduri and D. Maas, Ed (Miami Beach, FL), The American Society of Mechanical Engineers, 1985, p425-434. [5] M.C. Shaw, Fundamentals of Grinding, New Developments in Grinding, M.C. Shaw, Ed, Carnegie Press, 1972. [6] K.Subramanian and R.P. Lindsay, A. System Approach for the Use of Vitrified Bonded Superabrasive Wheels for Precision Production Grinding, J. Eng. Ind, Vol 114, Feb 1992, p41-52. [7] Marc Tricard, ASM Handbook Vol 5 Surface Ingeneering, 1994 , p 144-151. [8] Machinability Data Center, “Machining Data Handbook 3rd Edition” Volume two, METCUT, 1980, p 18-5. [9] ASM, “Metals Handbook 9th edition” Volume 16, ASM International, 1989, p 242. [10] Echeverría M.D., Moncada O.J., Sikora J.A. Actas Congreso Conamet-SAM. Simposio Materia 2002. Santiago Chile. Nov. 2002, p 281285. [11] A. D. Sosa, M.D. Echeverría, O. J. Moncada, J. A. Sikora. Jornadas Conamet-SAM. Simposio Materia 2003. Bariloche Argentina. Nov. 2003. [12] Quit- Fer et Titane Inc. Ductile Iron Data for Design Engineers. 1990. Cap. III. p 59-61. 4. CONCLUSIONES 1. 04-22 Las tensiones residuales superficiales en placas de FE ferrítica, rectificadas con condición de acabado normal, son de tracción alcanzando valores del orden de 400 MPa. Aumentan con el conteo nodular, causando mayor distorsión de forma. La tensiones residuales de tracción en las placas más delgadas resultaron inferiores, debido al 253