Tema4.FabricacionAcero.ConvertidorLD
Anuncio

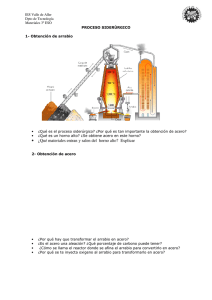
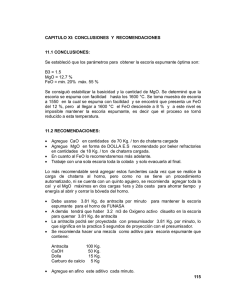
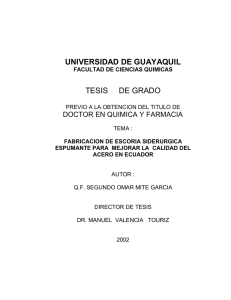
La acería es la instalación donde el arrabio que llega del horno alto se transforma en acero, se ajusta su composición y por último se solidifica, generalmente en productos de sección constante. La posibilidad de emplear oxígeno prácticamente puro determinó el desarrollo del proceso LD. Primary steelmaking is a process of oxidation. THE PRINCIPAL OXIDISING AGENT IS GASEOUS OXYGEN, ALONG WITH IRON OXIDE (ADDED AS IRON ORE). The extent of refining in oxygen steelmaking processes is substantial since the principal metallic feed is blast furnace hot metal containing high percentages of carbon, silicon, phosphorus and manganese. In EAF steelmaking, the extent of refining is far less since a large proportion of the metallic feed is in the form of steel scrap containing low levels of impurities. Las principales instalaciones de una acería perteneciente al proceso siderúrgico integral son: • Convertidor BOF • Metalurgia secundaria • Colada continua En el convertidor se elimina C del arrabio para obtener un porcentaje por debajo del 2 % (y generalmente inferior al 0.6 %), es decir, para obtener acero. Este acero, aun liquido, pasa a las instalaciones de metalurgia secundaria, donde se ajustara su composición mediante la adición de ferroaleaciones o desgasificación. En esta etapa también se homogeneiza la temperatura y la composición del baño metálico. Por ultimo, en la colada continua se solidifica el acero en productos largos de sección constante, que por lo general serán slabs, blooms o palanquillas en función de que la sección sea rectangular o cuadrada, y del tamaño de esta sección. FABRICACIÓN DEL ACERO Actualmente hay dos métodos de fabricación del acero: 1.-Ruta convencional de la siderurgia integral (horno alto + acería LD) 2.- Ruta del horno eléctrico de arco (HEA)+Reducción directa (DRI) Alloy steels are generally made in EAFs and electric induction furnaces. La fabricación de acero en la acería LD representa en la actualidad el 71.2 % de la producción mundial, siendo gran parte de esta producción dedicada a la fabricación de productos planos de alta calidad, con especificaciones muy estrictas en contenidos de elementos residuales y nitrógeno. La fabricación de acero basada en la fusión de chatarra y en ocasiones de prerreducidos de hierro en horno eléctrico de arco, ha experimentado un crecimiento muy importante en las ultimas décadas y supone el 28.2 % de la producción mundial. Resto: 0.6 % Martin Siemens En España, el acero fabricado en acería LD supone un 33 %, mientras que el 67 % restante procede del horno eléctrico de arco (HEA). LOS OBJETIVOS DEL PROCESO DE AFINO SON: • • • • Descarburación del arrabio (reducción de su contenido en carbono por oxidación) Oxidación de los elementos perjudiciales que pasarán a la escoria (reducción del contenido en silicio, manganeso, fósforo,.) Desoxidación (reducción del contenido de oxígeno por efecto del ferrosilicio y/o aluminio, es decir el calmado del acero) Ajuste de composición y temperatura a los niveles requeridos. Optimización de la temperatura del acero, para que cualquier otro tratamiento previo a la colada pueda realizarse con el mínimo recalentamiento o enfriamiento del acero. The oxidation reactions are exothermic and constitute the source of heat in BOF and BOS processes, leading to an increase in the bath temperature to 1600 -1650 °C at the end of refining, from an initial temperature of 1250-1300 °C. On the other hand, in EAF steelmaking the major heat source is electrical power. Oxidation of Si, Fe, Mn, P (and sometimes small amounts of Ti) leads to the formation of SiO2, FeO, MnO, P2O5 (and TiO2). These oxides combine with the fluxing agents added (principally lime, sometimes along with fluorspar, ilmenite, dolomite, etc.) to form a basic molten slag, which helps in refining. Carbon is oxidised in the form of gaseous carbon monoxide. Cuadro 2.1.- Características más importantes de los procesos de conversión actuales BOF La metalurgia en el convertidor LD (BOS, Basic Oxygen Steelmaking o BOF, Basic Qxygen Furnace) es el proceso más ampliamente usado para producir acero crudo a partir de arrabio líquido (metal caliente). El proceso implica el soplado de oxígeno a través del metal caliente a fin de reducir el contenido de carbono por oxidación. Existen diferentes tipos de convertidores. Generalmente divididos en: soplado por arriba, soplado por el fondo y soplado mixto. El proceso LD se desarrolló simultáneamente en las ciudades austriacas de Linz y Donawitz en 1952. No obstante, su concepción inicial fue rápidamente modificada para permitir la inyección de óxido de cal de tal manera que pudieran trabajar con arrabios de alto contenido en fósforo. En la década de los 60 (1968) el proceso conocido como BOM (Botton Oxygen Maxchutte) o Q-BOP (Quick, quit, quality, Basic Oxygen Process) puso en duda la supremacía de la tecnología BOS-LD. Se retomó nuevamente la idea de Bessemer-Thomas para obtener acero líquido, que consistía en soplar por el fondo del convertidor una mezcla de gases. Se usan, además de oxígeno, Ar, N2, hidrocarburos gaseosos (propano o gas natural) o hidrocarburos derivados de petróleo (fuel oil) que enfrían el refractario en la zona de la tobera. Estos procesos se conocen como OBM (Soplado de Oxígeno por el Fondo Maxhütte), Q-BOP (Proceso Básico Rápido al Oxígeno) y LWS (Loire-Wendel-Sidelor). Una de sus ventajas es una agitación metal-escoria muy eficiente a través del soplado de oxígeno. In the OBM/Q-BOP process, the oxygen tuyeres are cooled by injecting hydrocarbon gas through an outer pipe surrounding the oxygen pipe. Most bottomblown processes use methane or propane as the hydrocarbon coolant, but fuel oil was employed in LWS converters. A principal advantage of bottom-blowing processes is that they operate closer to equilibrium, encourage early formation of a fluid slag, reduce the oxygen content of the steel tapped, and decrease the height requirements of the converter building since no top lance equipment needs to be provided. El soplado mixto desarrollado hacia fines de la década de 1970 constituye el avance más reciente. Un soplado limitado de gas neutro (argón o nitrógeno) u oxígeno a través del fondo del recipiente de convertidores soplados por arriba brinda una agitación efectiva. Los procesos correspondientes se los conoce como LBE (Lanza Burbujeo Equilibrio), LET (Lanza Equilibrio Toberas), K-BOP (Kawasaki –Proceso Básico con Oxígeno), K-OBM (Kawasaki – Soplado de oxígeno por el fondo Maxhütte), etc.; estas facilidades ahora equipan a la mayoría de los convertidores soplados por arriba. This modification enables the production of ultra-low carbon steels like in bottom-blown processes, along with flexibility in gas-slag-metal interaction like in top-blown converters, where the lance height-distance between the lance tip and the top of the bath-can be altered to match the blowing conditions required for carbon or phosphorus removal (the former is a gas-metal reaction while the latter is a slag-metal reaction). Actualmente, todas las tecnologías de conversión han conjugado la inyección de oxígeno mediante lanza, con una velocidad tal que rompe la capa de escoria que cubre el metal, con el aporte de gases oxidantes, decarburantes, nitrurantes o reductores, realizado a través de toberas o tapones porosos dispuestos en el fondo del convertidor (cuadro 2.1). Los convertidores de soplado mixto ofrecen indudables ventajas operativas no sólo con respecto a los tradicionales LD sino también con respecto las primitivas tecnologías de soplado por el fondo. Con respecto a los convertidores de soplado con lanza vertical de oxígeno, los procesos mixtos ofrecen una distribución más homogénea de temperaturas en el baño metálico y reducen de forma considerable los desbordamientos de escoria y metal durante el afino (figura 2.2). Por otra parte, los procesos mixtos ofrecen ventajas al compararlos con los BOF soplados exclusivamente por el fondo, ya que además de admitir en su carga una mayor cantidad de chatarra, se logra una reducción importante en el número de toberas (entre el 60 y el 70 %) las cuales son responsables de frecuentes averías durante el proceso de afino. Figura 2.2.- Detalle de un convertidor de soplado mixto La acería LD está compuesta por una serie de instalaciones que dan servicio al proceso de afino, así como al de metalurgia secundaria y colada continua. La primera de estas instalaciones, siguiendo el orden del proceso, es el parque de chatarra, donde se almacena y clasifica la chatarra que será cargada en las bateas o recipientes especiales para su pesado y transporte hasta su carga en el convertidor. En la parte superior de la nave de convertidores se encuentran el sistema de almacenamiento, manipulación y transporte, y las tolvas de pesaje de fundentes y ferroaleaciones. Los convertidores donde se lleva a cabo el proceso de afino, que están dotados de los mecanismos de volteo y sistema de lanzas de oxígeno, equipos de inyección por el fondo, chimeneas refrigeradas de evacuación de gases, etc.. En la nave de colada están situadas las cucharas de acero y de escoria en las que se colarán estos productos al finalizar el proceso de afino del acero, y también los equipos para su reparación y/o gunitado del refractario. El acero, una vez sangrado el convertidor, se transporta en las cucharas a la nave de metalurgia secundaria y colada continua, generalmente anexa a la nave de colada. La escoria se lleva a un área externa, donde se trata para obtener chatarras de recuperación y escoria LD, que tiene diversas aplicaciones (agrónomas, para la corrección del pH del suelo, en obras civiles, para carreteras, etc.), siempre después de recibir tratamiento para estabilizarla, debido a su alto pH. Los gases de salida del convertidor, constituidos esencialmente por CO y CO2 y con una temperatura aproximada de 1700 oC, contienen además polvo en suspensión que debe ser eliminado para que no contamine la nave de trabajo y los alrededores de la acería. Para ello se dispone sobre los convertidores una gran campana que recoge y canaliza el polvo que acompaña al gas, enviándolo a las instalaciones de depuración y aprovechamiento de calor. Después de refrigerados y depurados, se almacenan en un gasómetro para su consumo como combustible de unos 8400 kJ/Nm3 en los talleres de la siderurgia (hornos de recalentar, estufas, etc.) y su calor sensible puede utilizarse para la producción de vapor. Dado que la depuración suele ser húmeda, se producen lodos que deberán tratarse para recuperar los productos sólidos y evitar su impacto ambiental. El conjunto de las naves cuenta con importantes puentes grúa capaces de transportar pesadas cucharas llenas de los diferentes productos (arrabio y acero) y bateas de chatarra, etc., dado que, por ejemplo, existen plantas con convertidores que permiten fabricar coladas de acero de 400 t (los mayores instalados en España son de 250 t). PROCESO LD El convertidor es un recipiente de acero revestido interiormente de refractario de carácter básico (magnesia o dolomía), sostenido por un robusto anillo de acero equipado con muñones, cuyo eje es accionado por un sistema basculante o de volcado. Puede girar para el vaciado del acero y de la escoria producidos. Exhaust gas En el procedimiento LD se realiza el afino del arrabio mediante la inyección de un chorro de oxígeno puro a gran velocidad (a una presión de 12 atm.) mediante una lanza refrigerada, que se introduce por la boca del convertidor. PROCESO LD The impingement of the oxygen jets at supersonic speed on the molten iron bath, results in metal droplets being ejected from the bath by impact, thereby increasing the metal surface area and the rate of oxidation of the impurities in molten iron. Right at the beginning of each heat, scrap is charged into the converter along with hot metal to act as a coolant for the heat generated by the oxidation reactions. More often than not, iron ore is also added during the blow so that the oxidation of silicon, phosphorus, manganese and carbon, which are all exothermic reactions, do not result in inordinate increase in bath temperature. Low carbon steels (around 0.03-0.04 % carbon) are normally tapped from such converters at 1620-1660 °C. Lime and sometimes other slag forming agents, are added during the blow to forma slag capable of 'holding' the impurities in the form of complex oxides. Con este proceso pueden lograrse altas productividades, superiores incluso a las 600 t por hora y convertidor en servicio. Inclusive of the charging and discharging of steel and slag, sampling for temperature and bath analysis, the typical tap-to-tap times range between 40 and 60 minutes. Top-blown oxygen steelmaking is thus characterised by high productivity. La rápida adopción del nuevo procedimiento en la industria siderúrgica se debió a las numerosas ventajas que presentaba frente a los métodos clásicos de obtención de acero: • El acero fabricado es de mejor calidad que el que se obtenía de los convertidores Bessemer o Thomas. • En el proceso LD la colada del acero es de corta duración, en torno a los 30 minutos, mientras que en el método Martin-Siemens la colada tarda alrededor de 5 o 6 horas, y en el horno eléctrico aproximadamente 2 horas. • El convertidor LD se basa en el empleo de arrabio líquido obtenido de los hornos altos y carga Acería LD de Avilés, Asturias además chatarra, lo que permite aprovechar material de las propias fábricas, ya sea defectuoso Uno de los retos que tiene planteado en el futuro la conversión BOF es la realización del proceso continuo con alimentación de arrabio y escorificantes. obteniendo como (despuntes de colada continua, despuntes de laminación, restos de cucharas y tundish) o hierro corrientes de salida acero y escoria. No obstante, la idea de un proceso continuo es mucho más atractiva si en lugar de arrabio se utiliza como materia prima un recuperado de la escoria del convertidor, entre prerreducido. Ésta es la filosofía del proceso DIOS, el cual viene a ser un reactor otros. continuo de producción de acero que prescinde de las instalaciones básicas de la siderurgia integral como son el horno alto y la acería BOF. MATERIAS PRIMAS Las principales materias primas cargadas en el convertidor son: Arrabio: 4.5 % C 0.5 % Mn 0.4 % Si 0.08 % P 0.02 % S •El arrabio líquido, que llega a la acería LD transportado en cucharas torpedo. Su ventana de calidad está definida por su composición química, en el entorno de un 4.5 % de C y contenidos variables de manganeso, silicio, fósforo y azufre y su temperatura del orden de 1380 °C de carga al convertidor y viene fijada para la obtención en la acería LD de un acero de la calidad requerida al mínimo coste. Es la Diferentes fundentes son usados para materia prima principal que será convertida en acero en las instalaciones de los distintos niveles de azufre; por conversión. Se emplean de 865 a 950 kg de arrabio líquido por cada tonelada de ejemplo: cal, carburo de calcio y Mg. acero producida. También se cargan 40 kg de arrabio sólido por cada tonelada de arrabio líquido. Después de ciertos tratamientos específicos: Desulfuración, etc. •La chatarra, y en su caso el mineral o sinterizado, que constituye la carga metálica adicional con especial incidencia en la regulación térmica del proceso (efecto refrigerante), con el fin de alcanzar la temperatura de fin de soplado deseada. El consumo de chatarra depende de muchas variables (temperatura y composición del arrabio, temperatura y estado del convertidor, temperatura final de colada, etc.). Como cifra de referencia se puede decir que supone unos 150 kg por cada tonelada de acero líquido producido. •Las adiciones o fundentes. Los fundentes tienen la misión de obtener una adecuada composición y tipo de escoria para efectuar el afino. Las sustancias no deseadas en el acero final son atrapadas al reaccionar con los fundentes (que actúan en este caso como escorificantes) y se recogen en la escoria deconvertidor. La escoria es, por tanto, un conjunto de óxidos que por su menor densidad flotan sobre el acero. Los fundentes tienen otra función fundamental: rebajar el punto de fusión de la escoria, consiguiendo que sea suficientemente fluida para permitir que tengan lugar las reacciones químicas entre el acero y la escoria, y que el chorro de oxígeno penetre en el seno del arrabio. Vagón-torpedo. 150 y 400 t de capacidad • El oxígeno, debe ser de una pureza superior al 99.99 %, ya que en caso contrario se incorporaría gran cantidad de nitrógeno al baño. Se inyecta a velocidad supersónica (número de Mach igual a 2) por la parte superior a través de una lanza de cobre refrigerada por agua, con suficiente energía para asegurar el contacto y agitación del baño (reacciones metal-escoria). Materiales auxiliares Además de los materiales descritos existen otros materiales auxiliares que también se emplean. Los principales son: • Productos desulfurantes. Son compuestos de calcio, generalmente siliciuro de calcio, cianamida cálcica, aluminato cálcico y carburo cálcico. • Polvos de colada. Se emplean en el molde de colada continua. Tienen la misión de proteger el acero contra la reoxidación y sirven de lubricante entre el lingote y el molde. • Polvos de cobertura. Se emplean para proteger el acero contra la reoxidación y como aislantes térmicos. En colada continua suelen emplearse en el tundish y para la cobertura de la cuchara de acero. • Aluminio, en granalla. Se emplea como desoxidante y como componente de los aceros en metalurgia secundaria y en el convertidor. • Cascarilla de arroz. Se utiliza para proteger el acero contra la reoxidación, en la cuchara y en el tundish y como aislante térmico. Puede ser natural o calcinada. • Productos para el tratamiento de aguas. Con la finalidad de evitar las deposiciones calcáreas y la formación de algas en determinados circuitos de refrigeración. CARGA DEL CONVERTIDOR Para cargar el convertidor se inclina este aproximadamente 30 º respecto a la vertical, de forma que la boca se encuentre en la posición adecuada para la entrada de las cucharas de carga (o bandeja de carga en el caso de la chatarra). 4º.-Continúa con el proceso de soplado 1º.-Carga de chatarra en el convertidor 10 y el 30 % del total de la carga del convertidor Actúa como refrigerante en el proceso de conversión Sino se alcanzarían temperaturas demasiado elevadas al ser muy exotérmicas las reacciones químicas de oxidación del Si, Mn, C y P. Una temperatura demasiado alta en el convertidor provocaría un alto desgaste del refractario y dificultades en la colada del acero liquido por exceso de fluidez. También causaría desajustes en la composición química al perturbar los equilibrios del proceso y aumentaría el consumo de O2 en el soplado. 3º.-Carga de arrabio en el convertidor Una vez que se tiene la cuchara con el arrabio libre de escoria, se inclina el convertidor nuevamente y la cuchara vuelca el arrabio a unos 1330 oC. A continuación se endereza el convertidor, listo ya para el soplado. Otra posibilidad es cargar en primer lugar el arrabio y a continuación la chatarra. El que se emplee uno u otro procedimiento de carga depende de cada acería en particular (de las características del convertidor, etc.). 2º.-Después de la carga de la chatarra el convertidor vuelve a la posición vertical para repartir homogéneamente el material por el fondo. 5º.- Cuando la composición y la temperatura del acero en el convertidor son homogéneas, se realiza la colada o sangría. Hay varios factores del proceso de colada del acero que dependen del modo de realizar la sangría. Así, cuanto más lentamente se realice, mayor será la pérdida de temperatura del baño. La velocidad de sangría también influye en la oxidación del acero. Por otra parte, según la forma de la boca del convertidor, se captará más o menos nitrógeno. Un chorro uniforme tiene menor superficie de captación, mientras que un chorro en abanico tiene mayor superficie y por tanto capta y enfría más. y la incorporación de las adiciones hasta llegar a la introducción de la sublanza y soplado final para ajuste de las características del acero. INFLUENCIA EN LA ADICIÓN DE FERROALEACIONES La adición de ferroaleaciones consiste en introducir en el acero los elementos necesarios para ajustar la composición química requerida. Generalmente las ferroaleaciones se añaden durante el tercio central de la sangría para que el reparto sea más efectivo. El chorro de acero es la fuerza impulsora para su introducción. Una velocidad excesiva no permite hacer un buen reparto por toda la cuchara, puesto que es difícil hacerlo en el momento oportuno y las ferroaleaciones suelen quedar en la parte superior. Para favorecer la asimilación de las ferroaleaciones en coladas de más de 1000 kg se realiza una homogeneización por el tapón poroso del fondo durante la sangría y se mantiene tres minutos más tras el final de ésta. En la figura se muestra la “competición” que se produce entre descarburación y oxidación del hierro en el punto de impacto del chorro en convertidores de soplado por arriba y de soplado por el fondo. En el punto de impacto, los elementos se oxidan en la proporción de sus contenidos en el metal (Fe, C, Si, etc.) Temperatura de colada A fin de lograr la correcta temperatura de colada, es importante considerar los efectos de diferentes adiciones sobre la temperatura del acero. 1. Bajo condiciones de permanencia, tales como cuando se interrumpe el flujo del gas de agitación y no hay inyección de oxígeno, el acero se enfría aproximadamente entre 1 y 2°C/min. 2. Para la mayoría de las adiciones, cada tonelada métrica (1000 kg) agregada resulta en una caída adicional de temperatura de aproximadamente 5 °C. 3. La oxidación del fósforo y del silicio es altamente exotérmica y produce alrededor de 26 MJ/tonelada métrica por 0.1 % por tonelada métrica de metal caliente oxidado, equivalente a aproximadamente 3 °C/tonelada métrica por 0.1 %. 4. La oxidación del carbono es también exotérmica y produce alrededor de 13 MJ/tonelada métrica por 0.1 % oxidado, equivalente a aproximadamente 1.4 °C/tonelada métrica por 0.1%. 5. Aumentar la temperatura del metal caliente o del acero requiere 9.0 o 9.4 MJ/tonelada métrica, respectivamente. Si se calcula cuidadosamente el tiempo total entre la carga y la colada del convertidor, debería ser posible estimar el perfil de temperatura vs. tiempo. Es imprescindible evitar que la temperatura del baño de acero caiga por debajo de la temperatura liquidus (es decir, la temperatura a la que el acero comienza a solidificarse). La temperatura liquidus, Tliq, depende en gran medida de la composición y puede calcularse a partir de las siguientes ecuaciones: EL PROCESO DE AFINO / Soplado de oxígeno El soplado es la inyección de oxígeno mediante una lanza que se introduce en el convertidor por su parte superior. Las variables que intervienen en este proceso definen lo que se llama el “esquema o patrón de soplado” y son diferentes para cada grado de acero, temperatura y composición del arrabio, etc. Estas variables son: • • • • • Volumen de oxígeno Caudal Presión Altura de lanza sobre el baño Gas de soplado por el fondo. El soplado comienza una vez que se ha completado la carga del convertidor, se ha colocado en posición vertical y se han cerrado las puertas. Entonces se hace descender la lanza hasta la posición de soplado, unos 90-300 cm por encima del nivel del baño, y comienza la inyección de oxígeno. La presión de inyección debe ser suficiente para que penetre de forma apreciable en el arrabio y sea capaz de atravesar la capa de escoria que desde el comienzo de la operación se forma sobre el baño metálico (conviene utilizar presiones próximas a 10 atm para que la penetración en el baño no sea demasiado profunda pero incida con la intensidad adecuada). 90-300 cm Situación de soplado EL PROCESO DE AFINO / Soplado de oxígeno Al incidir el chorro de oxígeno sobre el baño se produce una depresión en éste, con una zona de circulación de fluido alrededor de la depresión. Además se producen salpicaduras o partículas desde la zona de impacto y comienzan a elevarse gases. Pueden existir zonas muertas en las que la agitación del baño es pobre o no existe, lo que quiere decir que la reacción del oxígeno con los elementos del baño no se verificará o lo hará muy lentamente. Evitar estas zonas muertas y favorecer un mejor contacto entre el oxígeno y el arrabio es la función del soplado de fondo LBE. Esto se puede evitar disminuyendo el diámetro del recipiente y acercando la lanza al baño. De ahí la importancia que tiene que la relación entre el diámetro del convertidor y el diámetro de la superficie de impacto del chorro de oxígeno sea la adecuada. Lo mismo sucede con la relación entre la profundidad de la depresión producida en el baño con la profundidad del baño. El diámetro del convertidor y el de la superficie de impacto del chorro de oxígeno vienen determinados por el diseño del convertidor y la cabeza de la lanza y, por tanto, en general no se puede actuar sobre ellos. Lo que sí se puede variar es la profundidad de la huella de impacto modificando la altura de soplado o el caudal. Existen relaciones óptimas entre estos valores que han sido determinadas por la experiencia. Al principio del soplado se añaden los fundentes necesarios para que se forme una escoria que atrape a los elementos no deseables en el acero final. Para la fusión de estas adiciones basta con el calor generado por las reacciones de oxidación que tienen lugar en el proceso. Si la velocidad de inyección del oxígeno es excesiva aumenta el consumo de refractarios y disminuye el rendimiento metálico, ya que el ataque oxidante es mayor. Esto se traduce en una pérdida de hierro junto con la escoria, en forma de FeO, oxidado por el gran volumen de oxígeno introducido. La conversión dura de 15 a 20 minutos. Poco antes de terminar el proceso se introduce en el convertidor la sublanza, a fin de tomar datos de nivel, temperatura y composición, y realizar sobre la marcha las correcciones necesarias. DEPRESIÓN Zona afectada directamente por el chorro de oxigeno DINÁMICA DEL PROCESO Se definen tres zonas “físicas” para estudiar la dinámica del soplado: • Zona 1: zona de impacto del chorro de oxígeno. Es la zona afectada directamente por el chorro de oxígeno, de pequeña profundidad y extensión. En ella se alcanzan elevadas temperaturas (de 2500 a 3000 oC) y comienza a producirse la oxidación del hierro, formándose FeO. Este óxido de hierro constituye el principal aporte de oxígeno para la eliminación de otros elementos. • Zona 2: baño. Es la zona que rodea a la primera. Entre las dos se establece una fuerte circulación del metal, que es una de las principales características del proceso. Este movimiento hace que el metal de esas zonas se mezcle. Así, parte del óxido de hierro de la zona de impacto del chorro pasa a oxidar los elementos del arrabio y otra parte a la escoria. • Zona 3: escoria. La escoria, que flota sobre el baño metálico, se mantiene durante el proceso en ebullición tumultuosa, acentuada por la circulación del metal y por el continuo desprendimiento de gases, chispas, gotas de metal y partículas de óxido de la zona metálica fundida. Cuando aumenta la oxidación se forma una capa de espuma que puede alcanzar varios metros de altura. Los óxidos producidos en el baño suben hacia la escoria, donde reaccionan con la cal. Después de unos minutos desde que comienza el proceso, esta cal va disolviéndose, formando una escoria reactiva. En el proceso de afino se pueden distinguir tres etapas: • Etapa inicial (de 0 a 5 minutos). Período de oxidación del silicio Durante el primer tercio (aproximadamente) del soplado la mayor parte del Si se oxida (reacción muy exotérmica) junto con algo de Fe. Es también durante este período que la mayoría del P y del Mn se oxidan. El remanente del oxígeno suministrado reacciona con el carbono. • Etapa de decarburación creciente (entre los 5 y los 15 minutos siguientes). Bajo condiciones normales, todo el oxígeno suministrado reacciona con el carbono. Sin embargo, si la posición de la lanza es muy alta, una porción del oxígeno oxidará el Fe. Por otra parte, cuando la lanza está demasiado baja, el FeO previamente formado (y la escoria espumante) se reduce y el oxígeno liberado reacciona con el C. • Etapa de decarburación decreciente y oxidación del metal (desde los 15 a los 20 minutos). Al finalizar el soplado, cuando el contenido de carbono es menor al 0.8 %C, la velocidad de decarburación disminuye sustancialmente y se encuentra cada vez más limitada por la difusión del carbono en el acero. Una ecuación aproximada para la decarburación durante este período se muestra en (el oxígeno remanente oxidará el Fe): (% C ) VO 2 0.98 0.15 2 % C Δ(%C) = cambio en el contenido de carbono en wt-% %C = contenido actual de carbono en wt-% VO2 = oxígeno suministrado en m3/tonelada métrica Desde los primeros momentos se produce la oxidación de los principales elementos que contiene la fundición. El primer elemento que se oxida es el silicio y casi inmediatamente después lo hace el manganeso. En este momento se añaden los fundentes. La rapidez con que se elimina el silicio se debe tener muy en cuenta para echar a tiempo los aditivos, pues si no reaccionase a tiempo la cal, daría lugar a una escoria fuertemente acida que dañaría el revestimiento. En el comienzo del soplado se añade la mitad de la cal y, solo unos 4 minutos mas tarde, se añade el resto. Cálculo de adiciones Las adiciones de chatarra, escoria y mineral de hierro se realizan en el horno por diversos motivos: • Para ajustar la temperatura del metal líquido • Para ajustar la composición del metal líquido • Para modificar la composición de la escoria y por lo tanto sus propiedades ADICIONES ELEMENTALES En el caso más simple, donde se agrega un elemento puro, la cantidad de aditivo requerida, maditivo se da simplemente por: maditivo % X macero 100 % Δ(%X) = aumento requerido en wt-% X (es decir, %Xfinal - %Xactual) macero = masa del acero ABSORCION DE OTROS ELEMENTOS Cuando se agrega chatarra es también importante tener en cuenta y, si fuera necesario, calcular el efecto de otros elementos, excepto hierro, en la composición total del acero. El nuevo contenido de un elemento determinado se calcula con la ecuación: maditivo mchatarra (% X )chatarra x Tasa de recuperación de X macero (% X cacero 100 mchatarra macero %Xi = contenido del elemento i en wt-% mchatarra = masa de escoria en kg macero = masa de acero en kg La adición de grandes cantidades de chatarra reduce notoriamente el contenido de carbono. Sin embargo, no es posible diluir el metal caliente al contenido de carbono requerido sólo agregando chatarra. Estas grandes adiciones de chatarra causarían que todo el metal fundido se solidifique en el horno. REACCIONES EN EL CONVERTIDOR Los óxidos formados mediante las reacciones de oxidación (SiO2, MnO, P2O5, FeO,.. ) se combinan con los óxidos previamente cargados, por ejemplo: cal y dolomita, para formar una escoria líquida que flota en la superficie del baño de metal. La composición de la escoria es de extrema importancia ya que controla muchas propiedades diferentes, tales como: • • • • Relación de partición del azufre, LS Relación de partición del fósforo, LP Relación de partición del manganeso, LMn Temperatura liquidus de la escoria Cada una de estas relaciones indican como será distribuido el elemento entre la escoria y el acero, es decir, LP = 1 indica que el nivel de fósforo en el acero, [%P], es igual al nivel en la escoria, (%P). REACCIONES EN EL CONVERTIDOR Primary steelmaking is concerned with the oxidation of solutes dissolved in liquid iron. For example, the oxidation of silicon may be written as: [Si]dissolved in iron + O2(g) = SiO2(s); [Si]1 wt % ss in Fe(l) + O2(g) = SiO2(s), ΔHf0 (wt %) = -816716 J/mol All these reactions involving the oxidation of metalloids are highly exothermic. Among them in BOF/BOS steelmaking, the major heat producing reactions are oxidation of Si, C, and Fe, since large quantities of these species are present. The endothermic steps include heatingup of the inputs and the additions made during the blow to steelmaking temperatures. The principal inputs are: molten hot metal at around 1250-1300 °C and scrap, lime (and other fluxes), iron ore, pig iron all at room temperature. Since gaseous oxygen reacts with liquid iron very rapidly, for all practical purposes, only reaction with oxygen dissolved in the liquid metal bath rather than gaseous oxygen needs to be considered. Equation (6.5), gives the general equations for sensible heat (HT- H298) of a substance as a function of temperature. As a simplification, hot metal, pig iron and scrap may all be assumed to be pure iron. Similarly, iron ore may be assumed to be either pure F2O3 or pure Fe3O4. Table 15.2 lists the (HT- H298) values on this basis. The range of temperature at which they are valid are also shown. HT H 298 Tm 298 Tb T Tm Tb CP ( s )dT H m CP (l)dT H v CP (g)dT Other thermochemical data required for thermal calculations are enthalpies of dissolution (i.e. heats of mixing) in liquid metal and slag. These are smaller quantities in comparison with the exothermic oxidation reactions and sensible heats and may be ignored for approximate calculations. 6.5 donde : C P a bT cT 2 Oxidation of lron El oxígeno recién inyectado reacciona con el hierro y forma óxido de hierro [FeO→Fe + (1/2)O2 = FeO], que es inestable en el ambiente químico del baño y sirve de vehículo para la oxidación de las demás impurezas, por ejemplo FeO + Mn = Fe + MnO For the slag-metal reaction: [Fe] + [O] wt % = (FeO) (15.11) the equilibrium constant is given as: aFeO K Fe aFe hO eq log K Fe 2.604 6150 T (15.12) (15.13) Since Fe in steel is almost pure, aFe ≈ 1, hO =fOwO, where wO is wt. % oxygen in liquid steel. Also: log(fO) = - 0.17[wO] for Fe-O binary. aFeO 102.604 6150 T [% O]100.17% O aFeO 0.17 w 2.604 6150 O T wO 10 10 eq For pure FeO (aFeO =1), calculations yield equilibrium (i.e. saturation) concentration of oxygen in liquid iron as 0.18 wt. %, 0.229 wt.% and 0.285 wt.% respectively at 1550 °C, 1600 °C and 1650 °C. From Figures 15.1 and 15.3, aFeO for BOF type slags may be taken as 0.5 approximately, (aFeO =0.5). Accordingly, saturation concentrations would be about half of the above values (0.09 wt. %, 0.1145 wt.% and 0.1425 wt.% ). It may be mentioned here that the turndown oxygen level ranges from 600 to 1000 ppm (0.06 to 0.1 %), which is lower than the saturation value at normal BOF steelmaking temperature of 1600-1650 °C. ● Figure 15.3.- Activities of FeO, CaO, SiO2 in CaO-FeO-SiO2 melts in equilibrium with liquid iron at 1550 °C (i.e. 1823 K). Reactions of Carbon El carbono se elimina en forma de óxido o monóxido de carbono (CO o CO2), gases que se eliminan por la chimenea. Las reacciones en el convertidor son: C + (1/2)O2 = CO; C + O2 = CO2; CO+(1/2)O2 = CO2 C + FeO = Fe + CO ; C + 2FeO = 2 Fe + CO2 For the reaction: [C] + [O] = CO(g) (15.14) the equilibrium constant is given as: Carbon also reacts with FeO and MnO in slag. The reaction with FeO is: (FeO) + [C] = [Fe] + CO(g) (15.17) for which the equilibrium constant is: K FC a p pCO pCO Fe CO (15.18) hC aFeO eq wC aFeO eq % C aFeO log K FC 4.607 4990 (15.19) T Combining Eqs. (15.13) and (15.16) 4990 log K FC 4.607 K FC T pCO 87.66 wC aFeO 4.607 4990 T 10 K MC w p Mn CO wC aMnO eq log K FC 8.574 K MC 8.57413182 T 10 13182 T (15.22) (15.23) T 1873 34.36 1160 T (15.16) wC aFeO B 87.66 aFeO FeO X FeO FeO % FeO M FeO n n Total number g-mols Similarly, for the reaction: (MnO) + [C] = [Mn] + CO(g) log KCO 2.003 (15.15) Turkdogan (1996) has proposed several simplified correlations for reactions in steelmaking for the convenience of users. In steelmaking slags, the total number of g-mols of oxides per 100 g of slag is within the range 1.65 ± 0.05. He assumed a slag basicity of B=3.2 and the average pressure of CO in BOF vessels as 1.5 atm. Noting that γFeO = 1.3 at this basicity, at 1600 °C his equilibrium correlation tums out to be: pCO T 1873 87.66 pCO pCO pCO KCO hC hO eq wC wO eq % C % O eq (15.21) 1.3 % FeO 1.65 x71.85 oxides/100 g slag 0.011 % FeO %CaO 1.4 % MgO %Si O2 0.84 % P2O5 1.5 87.66 wC 0.011 % FeO wC % FeO 1.556 Equilibrium relation between the carbon content of steel and the iron oxide content of slag. Durante el periodo de máxima decarburación y a temperaturas elevadas, el carbono reduce parte del Mn de la escoria. Esto Again simplification, assuming γMnO = 2.0 in hace que aumente su actividad y revierta, en parte, al baño. slag ,leads to the equilibrium correlation: Dado que siempre es necesario adicionar Mn para que el acero fin de soplado alcance la composición deseada, este paso del wMn o Mn de la escoria al baño supone un ahorro de ferroaleaciones. 0.4 wC at 1600 C (15.24) w MnO Mn (dis; arrabio) + O (dis; arrabio) = MnO (dis; escoria) Mn (dis; arrabio) + FeO (dis; escoria) = MnO (dis; escoria) + Fe (dis; arrabio) ≈2 ≈1.3 In steelmaking slags, the total number of g-mols of oxides per 100 g of slag is within the range 1.65 ± 0.05. The slag/metal manganese distribution ratio is governed by two interrelated reaction equilibria. One reaction is oxidation of Mn with FeO in the slag: aFe aMnO aMnO (FeO) + [Mn] = (MnO) + Fe (5.13) K FeMn hMn aFeO eq % Mn aFeO eq log K FC 3.478 The second reaction to be considered is: [Mn] + [O] = (MnO) aMnO aMnO K Mn h h % Mn h Mn O eq O eq log K Mn 5.875 K FeMn K FeMn 13182 T 7452 T (5.13a) (5.13b) (5.14) (5.14 a) (5.14 b) X MnO aMnO MnO X MnO FeO 1 % Mn aFeO % Mn FeO X FeO MnO K FeMn % Mn X FeO 1 3.478 7452 T 10 X MnO % Mn X FeO (5.15) The actiyity coefficient of MnO, with respect to pure liquid MnO as the standard state, is derived from the data cited above using the relation: MnO K Mn % Mn aO X MnO 0.63 (5.16) The variation of γMnO with slag basicity shown in Fig. 5.24 is similar to that of γFeO. It should be noted that to maintain consistency in the interpretation of the data, the curve drawn in Fig. 5.24 is that derived from the combination of curves in Figs. 5.22 and 5.23. Figure 5.23.- Variation of activity coefficient ratio with slag basicity at 1600°C. Oxidation of Silicon The reaction is [Si] + 2[O] = (SiO2) for which the equilibrium constant is: (15.25) a aSiO aSiO SiO 2 2 2 K Si 2 2 2 hSi hO wSi wO % Si % O eq eq eq log K Si 11.4 K Si 11.4 30110 T 10 30110 T (15.26) (15.27) T 1873 47403.9 From Figures (15.1) and (15.3), for a typical BOF slag, aSiO2 may be taken as 5x10-4. Calculations at 1600 °C yield: 5 x104 2 8 8 1.054 x 10 10 (15.28) wSi wO 4 4.74039 x 10 eq Assuming wO = 0.08 wt. % at turndown, wt. % Si at equilibrium becomes 1.6x10-6, which is extremely low. Hence, this equilibrium is not of any importance and it only confirms that all the silicon present should get oxidised in primary steelmaking. Si (dis; arrabio) + O (dis; arrabio) =SiO2 (dis; escoria) Si (dis; arrabio) + FeO (dis; escoria) = SiO2 (dis; escoria)+Fe (dis; arrabio) SiO2 (dis; escoria) + 2CaO (dis; escoria) = Ca2SiO4 (dis; escoria) ● Figure 15.3.- Activities of FeO, CaO, SiO2 in CaO-FeO-SiO2 melts in equilibrium with liquid iron at 1550 °C (i.e. 1823 K). Eliminación o afino del fósforo El fosforo también se oxida, formando pentaoxido de fosforo (P2O5), pero a las elevadas temperaturas a las que se realiza el afino, este compuesto seria reducido por el carbono, pasando de nuevo al baño. P2O5 + 5C = 2P + 5CO Según esto, no seria posible eliminar el fosforo hasta que la decarburación del arrabio fuera total, es decir, hasta que no existiese carbono, pero esto no es posible sin una importante oxidación del hierro. Como esto no interesa, lo que se hace es añadir cal (CaO). La cal se combina con el pentaoxido de fosforo, fijándolo en forma de fosfato de cal (P2O5.3CaO), que no es reducido por el carbono sino que pasa a la escoria y se elimina con ella. La oxidación del fosforo tiene lugar, en general, a través del oxido ferroso. Añadiendo además cal se obtiene la reacción de eliminación del fosforo: 2P + 5FeO + 3CaO P2O5.3CaO + 5Fe En realidad es una reacción reversible, y para que se desplace hacia la derecha debe realizarse en un medio favorable, donde abunden el FeO y el CaO. La reacción es muy exotérmica y para poder desprender el calor de reacción es necesario que la temperatura no sea muy elevada. Mientras se cumplan estas condiciones, el P2O5 permanecerá en la escoria, pero de no ser así, el fosforo puede ser reducido y pasar de nuevo al baño• Temperatura no sea alta 2P (dis; arrabio) + 5O (dis; arrabio) + 3CaO (dis; escoria) = P2O8Ca3 (dis; escoria) P (dis; arrabio)+5(FeO) (dis; escoria)+3(CaO) (dis; escoria)=(P2O8Ca3) (dis; escoria)+Fe(dis; arrabio) Diagrama de la composición y temperatura del baño durante el proceso. La evolución del contenido de cada elemento en el metal líquido a medida que avanza el proceso Reaction of Phosphorus The removal of phosphorus from liquid steel is of major interest. It can be effectively carried out only in primary steelmaking operations to achieve phosphorus contents of around 0.025-0.030 wt. % in steel. With increasing demand for ultra low phosphorus steel (wt. % P < 0.005) for some special grades (like steel used in automobiles), removal of phosphorus has become of even greater significance. At steelmaking temperatures, the stable state of phosphorus is gaseous P2, P2O5 is also a gas. Phosphorus has a very high solubility in liquid iron as well. Tables 4.1, 4.2 and 15.1 contain free energy, enthalpy and entropy data. Assuming hP = wP and hO = wO, at 2 P 1 wt % 5 O 1 wt % P2O5 ( g ) (15.35) 1600 °C (i.e. 1873 K), and at 2 P2 ( g ) 5O2 ( g ) 2 P2O5 ( g ) (15.29) 1 equilibrium 0 G 0 G 0 5G 0 2G 0 740375 535.365T J / mol (15.36) G29 3140929 964.83T J / mol 1 O (g) O 1 wt % 2 2 0 G31 117150 2.89T J / mol 1 P (g) P 1 wt % 2 2 0 G33 122170 19.25T J / mol (15.30) 35 (15.31) K35( P ) (15.32) (15.33) (15.34) 29 31 2 aP O 2 5 5 2 hP hO eq log K35( P ) K P 10 a 33 0 G35 2.303RT 27.96 38668 T 27.96 (15.37) 38668 T (15.38) T 1873 4.84 x108 PO 2 5 2 wP wO 5 4.84 x108 (15.39) Assuming wt. % P and wt. % O in steel at turndown to be 0.01 and 0.08 % respectively, aP2O5 in slag at equilibrium (with respect to gaseous P2O5 as standard state) is aP2O5 =1.586x10-17. If wt. % P2O5 = 2, then mole fraction of P2O5 in slag (XP2O5) is about 0.00854. Since, aP2O5 = γP2O5XP2O5, γP2O5 (i.e. activity coefficient of P2O5) in slag at equilibrium should be γP2O5 = (aP2O5 / XP2O5)=1.857x10-15. This is indeed a very low value. Such a low γP2O5 is possible only in a highly basic slag since P2O5 is an acidic oxide. Correlations based on experimental data have been proposed. One of the earliest by Turkdogan and Pearson (1953) is reproduced below: log P O 2 5 42000 = -1.12 22X CaO +15X MgO +13X MnO +12X FeO -2XSiO +23.58 2 T (15.40); where X is mole fraction in slag Table 4.2 Reaction of Phosphorus Figure 15.5 (Turkdogan and Pearson, 1953) presents this relationship. log P O 2 5 42000 = -1.12 22X CaO +15X MgO +13X MnO +12X FeO -2XSiO +23.58 2 T It may be noted from Eq. (15.40) that CaO is the most powerful dephosphoriser. Of course, Na2O, BaO are more powerful than CaO, but they cannot be used in steelmaking owing to their tendency to attack the lining of the furnace. The approximate dephosphorisation power ratio for some cations in slag has been estimated as (Ward 1962): Ca2+ 30000 : Mg2+ 1000 : Mn2+ 3: Fe2+ 1 This shows that for highly basic, limey slags it is possible to obtain sufficiently low γP2O5 for effective dephosphorisation. (15.40); where X is mole fraction in slag Reaction of Phosphorus An alternative way of writing the phosphorus reaction is: 2[P] + 5(FeO) = (P2O5) + 5[Fe] (15.41) Hence, removal of phosphorus also requires a high concentration of FeO in the slag, besides high CaO. However, higher is the wt. % FeO, lower will be the wt. % CaO, and this will adversely affect the dephosphorsing ability of the slag. Balajiva et al. (1946) found that extensive dephosphorisation requires an optimum FeO content in steelmaking slags as shown in Figure 15.6. This leads to the concept of phosphate capacity of slags. 1 5 3 P2 ( g ) O2 ( g ) O 2 2 4 2 slag Phosphate capacity of aslag CP PO43 slag (3) wt % PO43 p p 1 2 P 2 5 (4) 4 O 2 lt was first employed by Healy (1970). Turkdogan (1996) has recently critically analysed and assessed the phosphorus reaction. He expressed the reaction as: 5 2 P O 3 2 O 2 PO43 Phosphate capacity of aslag K PO where L P,e (15.42) wP w 2.5 2.5 LP ,e wO wP O is the slag-metal phosphorus partition ratio at equilibrium. (15.43) Figure 15.6.- Dependence of the ratio, (wt.% P2O5)/[wt.% P], on the iron oxide content of slags at different CaO/SiO2 ratios in laboratory experiments at 1685 °C. Figure 15.7 (Turkdogan 1996) shows the dependence of KPO on slag composition for BOF type slags. The correlation is based on data for widely differing slag compositions. The master correlation including temperature variation can be written as: log LP,e =-9.87+ 21740 +0.071BO+2.5log wO (15.44) T The relationship of [wO] with wt. % FeO in slag was estimated as: wO (0.1T 155.3) x104 wFeO (15.45) The semi-empirical correlation of Turkdogan [Eq. (15.44)] was accepted as the most reliable. However, not all the lime added dissolves in slag; some of it remains undissolved as free CaO particles or free calcium disilicate in slag. These particles do not, by and large, absorb P2O5 owing to the slow kinetics. Therefore, they should be subtracted, and the overall slag composition should be corrected for the calculation of equilibrium LP,e. Since free lime is not determined during routine slag analysis, it poses some uncertainty. Choudhary et al. assumed 0 % and 10 % free lime in their calculations. The best conditions for phosphorus removal from liquid steel from a thermodynamic viewpoint can be summarised as: • A highly basic, lime rich slag • A satisfactorily high level of oxidation of iron • The lowest possible temperature • The lowest possible amount of undissolved free lime in slag. Figure 15.7.- Equilibrium data from several investigations showing the decisive effects of CaO, CaF2 and MgO on phosphate capacities of simple and complex slags. . Para que el acero final tenga un bajo contenido en fosforo habrá de tener en cuenta que conviene: • Partir de un bajo contenido en fosforo del arrabio • Aumentar la basicidad • Aumentar el FeO en la escoria • Escoria fluida y reactiva Dephosphorisation in the BOF is governed by the following equation: % PSteel % PE ( LP)(Q ) slag 1 Peq 1 % Peq In order to improve the dephosphorisation conditions, the different parameters can be influenced in the following way: ELIMINACIÓN DEL AZUFRE. DESULFURACIÓN Most of the sulphur (say about 80%) enters the blast fumace through coke as CaS and FeS in coke ash as well as in the form of organic sulphur. The remainder comes through the other burden materials. In any blast furnace, • 80-90 % of the sulphur input leaves the furnace with the slag • 10-15 % reports to flue dust and top gas • 2-5 % gets dissolved in hot metal To produce internal crack free products with acceptable surface quality, it is necessary to lower the levels of sulphur and phosphorus to less than 0.010 percent each (sometimes, even less than 0.005% ). To achieve such low values, it is often desirable to charge hot metal containing low amounts of sulphur and phosphorus into the BOF. Otherwise, under the oxidising conditions prevailing during steelmaking, it becomes almost impossible to reduce both sulphur and phosphorus economically. At the same time, owing to factors like decreasing availability of low sulphur coke and the use of high phosphorus-bearing iron ores, it is not always possible to produce low sulphur, low phosphorus hot metal in blast furnaces. Hence, pre-treatment of hot metal to remove sulphur/phosphorus prior to BOF steelmaking has gained worldwide acceptance as an intermediate operation. For this purpose, an extra step (in some cases, more than one step) has to be introduced between the blast furnace and the BOF shop. DESULPHURISATION. Sulphur can be transferred efficiently from metal to slag, only under reducing conditions. Since primary steelmaking slags are highly oxidising in nature, very little sulphur transfer to slag can be achieved in primary steelmaking. Low levels of sulphur required in most steel today and ultra-low sulphur levels in some special steel grades can only be attained through further refining in secondary steelmaking processes. Objectives of Pre-treatment Hot metal pre-treatment envisages removal of sulphur, and sometimes even silicon plus phosphorus, by the addition of suitable reagents. To increase the surface area so that the reactions occur rapidly, these reagents are normally injected into hot metal in the form of fine powder. Desulphurisation Aunque la desulfuración no es una prioridad del BOS, existirá aún una eliminación limitada de S debido a las reacciones en la interfaz escoria/metal. Desulphurisation is better at the hot metal stage rather than at the steel stage because of the reasons given in Table 16.1 (Gupta and Chatterjee, 1995). Desulphurisation of hot metal in blast furnace ladles en route to the steel melting shop has become a standard practice because: • The productivity of blast furnaces can be improved by 6-8 % when sulphur control within the blast furnace is not required, and a leaner slag chemistry as well as lower slag volume can be chosen • The consumption of coke as well as fluxes decreases, thereby reducing the total energy consumption per tonne of hot metal • Build-up of alkalis in the blast fumace gets restricted • The production of low silicon hot metal becomes easier. ELIMINACIÓN DEL AZUFRE. DESULFURACIÓN En cuanto al azufre, existen dos vías de eliminación: HUMOS y ESCORIA. • Por los humos: Se elimina así entre un 10 y un 15 % de la cantidad total eliminada. S + 2FeO = 2Fe + SO2 ↑ • Por la escoria: En forma de sulfuro de calcio (SCa) o sulfuro de manganeso (SMn). Partiendo de sulfuro de hierro y con abundante cal y espato flúor (para dar fluidez a la escoria) se forma SCa: SFe + CaO + C = Fe + SCa + CO → Reacción endotérmica, por lo que se ve favorecida por las altas temperaturas. En lugar del carbono también puede intervenir el silicio. Tanto en el caso del carbono como del silicio, la reacción debe tener lugar al principio del proceso, cuando estos elementos son abundantes o el sentido de la reacción podría invertirse. El Mn puro o su óxido (MnO) también eliminan el azufre que encuentra en forma de SFe: SFe + MnO = SMn + FeO ; SFe + Mn = SMn + Fe El sulfuro de manganeso (MnS) es más soluble en la escoria que el SFe. La abundancia de Mn y las altas temperaturas (reacciones endotérmicas) son factores que favorecen estas reacciones. Para la eliminación del azufre a través de la escoria es importante además tener en cuenta el volumen de ésta, ya que el SCa tiene una solubilidad fija en una cantidad de escoria determinada. Por otra parte, no se debe olvidar que el azufre está presente no sólo en el arrabio, sino en otras sustancias que se añaden al convertidor (cal, chatarra, sínter, mineral), por lo que a pesar de eliminar parte del azufre con la escoria, la cantidad total en el acero final puede ser mayor que la del arrabio de partida. Además, la escoria del arrabio es la que contiene el sulfuro eliminado en la estación de desulfuración previa a la acería. De ahí la importancia del desescoriado de la cuchara de arrabio antes de su vertido al convertidor. En resumen, se obtendrá un acero bajo en S: • Prolongando el soplado hasta contenidos muy bajos en C • Aumentando la basicidad • Aumentando la temperatura al final del soplado • Con mayor contenido de Mn en el arrabio • Con menor contenido de FeO en la escoria • Con mayor volumen de escoria • Desulfurando y desescoriando bien las cucharas • Con menor contenido de S en las materias primas • Agitando el baño The slag-metal sulphur reaction may be written in general ionic form as: [S] + (O2-) = (S2-) + [O] (5.39) B = wt. % CaO - 1.86 wt. % SiO2 - 1.19 wt. % P2O5 .Since a basic oxide tends to Assuming henrian behaviour for all species except (O2-): K39(S) (% S )[% O] % S a 2 dissociate into cation and oxygen ions, MO =M2+ + O2- (5.40) O LS eq (% S )esc Equilibrium partition coefficient for sulphur % S met a 2 (5.41) K39(S) O [% O] eq [Fe] + [O] = (FeO) (5.42) Since aFe ≈ 1, assuming henrian behaviour for others, Now: (% FeO) K 42 [% O] eq (5.43) Combining Eqs. (5.41) and (5.43): LS eq (% S )esc % S met a 2 O K39 K 42 (% FeO) eq the concentration of free O2- increases with increasing basicity. Therefore, from a thermodynamic point of view, the activity of oxygen ions (aO2-) may be taken asan appropriate measure of the basicity of slag. However, there is no method available for experimental determination of aO2- . (5.44) aO2- increases with increasing free O2- ion concentration in the slag, which again increases with slag basicity. Therefore, (Ls)eq will increase with increasing basicity and will decrease with increasing FeO content of slag. On the basis of the above, laboratory experimental data of (LS)eq for blast furnace slag-metal situation have been plotted as shown in Figure 5.14 (Biswas 1984). Figure 5.14.- lnfluence of basicity and iron oxide content of slag on equilibrium partition of sulphur between slag and metal in the blast furnace temperatura range. It should be mentioned that CaO is a much more powerful base and desulphuriser tan MgO-about 100 times stronger. It is also to be noted that for adequate desulphurisation, the oxygen content of the metal should be very low. This is achieved in the blast fumace hearth by the reaction of dissolved oxygen in the hot metal with strong oxide formers: C, Si, Mn (reference Figure 4.1) dissolved in liquid metal. On this basis, the following reactions in terms of compounds can be written: (CaO) + [S] + [C] = (CaS) + CO(g) (CaO) + [S] + [Mn] = (CaS) + (MnO) (CaO) + [S] + (1/2)[Si] = (CaS) +(1/2)(SiO2) (5.45) (5.46) (5.47) On the basis of reaction (5.45), an empirical correlation that has been proposed in Tata Steel Gupta 1991) is: 1.79(% CaO) 1.24(% MgO) 8130 log LS eq 1.35 -log pCO +4.15 1.66(% SiO2 ) 0.33(% Al2O3 ) T It appears that reaction (5.46) also attains equilibrium in the blast furnace hearth. On the basis of above, the strategy for making low sulphur hot metal is the same as that for silicon, except that higher hearth temperatures promote better desulphurisation. Figure 4.1.- Standard free energy of formation of some oxides as function of temperature.