Avances Tecnológicos de la Colorimetría
Anuncio

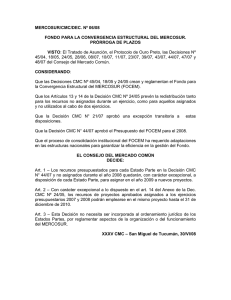
Avances Tecnológicos de la Colorimetría El Color es un aspecto de la Apariencia Otros son . . . textura translucidez reflejo brillo 0° opacidad 45 ° 60 ° El Color es una Percepción N Nuestra percepción del color es afectada por: N Colores circundantes N A Aquello ll que vimos i antes t N Alimentos y Medicamentos N Nuestra Edad El Color depende de tres cosas : Fuente de Luz Objeto Observador Si alguna de estas tres cosas cambia, el color también lo hace. Tres Dimensiones del Color N Naturalmente asignamos tres atributos al color M ATI Z Tres Dimensiones del Color N Naturalmente asignamos tres atributos al color CROMA Tres Dimensiones del Color N Naturalmente asignamos tres atributos al color CLARIDAD Tres Dimensiones del Color MATIZ CROMA VALOR Vamos a unir las tres piezas de nuestro t rompecabezas b Fuente de Luz Objeto Observador 100 N 1 .8 1 .6 75 N 1 .4 1 .2 50 N 1 0 .8 25 N 0 .6 0 .4 N 0 .2 0 0 Fuente de Luz 400 410 420 . . . 82.8 91.5 93.4 78.3 69.7 71.6 Observador 0.0817 0.1047 0.1287 X . . . . . . 680 690 700 Objeto 0.0143 0.0435 0.1344 0.0004 0.0012 0.0040 0.0679 0.2074 0.6456 X 0.8264 0.8301 0.8319 0.0468 0.0227 0.0114 0.0170 0.0082 0.0041 0.0000 0.0000 0.0000 VALORES TRIESTIMULOS N Los valores XYZ combinan los efectos de luz, objeto y observador en un modelo numérico de la percepción del color. X= 33.2 Y 20 Y= 20.9 9 Z= 12.7 COORDENADAS DE CROMATICIDAD Establecidas en 1931 como una p obtener g gráficos de dos conveniencia,, para dimensiones de color. N Las coordenadas son expresadas como x, x y. y N x = X/ X+Y+Z N y = Y/ X+Y+Z N Un color puede ser especificado usando x, y e Y. N DIAGRAMA DE CROMATICIDAD y 1.0 520 0.9 530 540 0.8 550 0.7 0.6 560 0.5 570 0.4 580 490 0.3 600 480 0.2 610 620 630 460 0.1 450 440 650-790 430 0 -0.1 590 D65 0 0.1 0.2 340-410 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 x DIAGRAMA DE CROMATICIDAD y 1.0 520 0.9 b 530 540 0.8 550 0.7 0.6 560 0.5 570 0.4 580 490 590 0.3 600 480 0.2 610 620 630 460 0.1 450 440 650-790 430 0 -0.1 0 0.1 0.2 a 340-410 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 x DIFERENCIAS DE COLOR DIFERENCIAS DE COLOR N N N N La diferencia de color entre dos colores es la medida principal para la mayoría de las aplicaciones de color industrial. El juicio visual puede determinar la dirección de una diferencia, ppero usualmente no la magnitud. g La Colorimetría, usando mediciones de espectro, es usada ppara cuantificar las diferencias de color. Las diferencias son usadas para aplicaciones de control de calidad,, formulación y corrección. DIFERENCIAS DE COLOR N N N N Las Diferencias de Color son usualmente referidas como valores deltaE (dE) (o números). Diferentes ecuaciones han sido usadas a través de los años para determinar diferencias de color. Las ecuaciones dE de CIE 1976 han sido aceptadas ampliamente a través de las industrias envueltas en color. La ecuación CIE L*a*b* (CIELAB) es a veces referida como CIE L L*C*h, C h, cuando se usa la versión métrica del color. DIFERENCIAS DE COLOR CIE L*a*b* * * * N N N N Puede ser usado como un número único de diferencia de color (dE). Puede ser usado como un sistema 3D,, separando p los valores de luminosidad, rojo/verde, y amarillo/azul. Puede ser usado como un sistema 3D, separando los valores de matiz, luminosidad y croma. Ofrece un sistema bueno, relativamente uniforme para cuantificar la perceptibilidad de pequeñas diferencias de color. ECUACIONES DE DIFERENCIA DE COLOR CIELAB N N N N N Los lotes son comparados contra estándares. dL* = L*LOT - L*EST ( + es más claro) da* = a*LOT - a*EST ( + es más rojo, j , menos verde) db* = b db b*LOT - b b*EST ( + es más amarillo amarillo, menos azul) dE* = (dL2 + da2 + db2)1/2 (no tiene dirección) DIFERENCIA DE COLOR CIELAB +b* da* = a - a da*, db da db* B bB lote as -a** aB db* = b B - bS S bS estándar -b* +a** ECUACIONES DE DIFERENCIA DE COLOR CIE L*C*h N N N N N N N Los lotes son comparados contra estándares. dL* = L*LOT - L*EST ( + es más claro)) dC* = C*LOT - C*EST ( +es más croma) dh* = h*LOT - h*EST (diferencia de ángulo áng lo matiz) mati ) dH* = diferencia métrica de matiz dE* = (dL2 + dC2 + dH2)1/2 (sin dirección) dH* = ((dE2 - dL2 - dC2)1/2 ((+ es Contrario Agujas g j Reloj) DIFERENCIA DE COLOR CIE LCh dC b* dE* = (dL2 + dC2 + dH2)1/2 CEST dH CLOT dC* = C*LOT - C*EST a* a Diferencia de Color CMC N N CMC se basó en un amplio estudio de la aceptabilidad visual de las diferencias de color en todas las regiones del espacio de color. Las ecuaciones CMC utilizan los valores CIELAB L*, C*, h de un color Estándar para determinar las longitudes de los semiejes de un elipsoide que contiene todos los colores que serían visualmente aceptables cuando se comparan all Estándar. E tá d Diferencia de Color CMC N N La clave en CMC es que los elipsoides de aceptabilidad varían en tamaño y forma dependiendo del área del espacio de color en ell cuall cae ell estándar. tá d CMC permite que el espacio de color CIELAB visualmente no uniforme sea dividido diferencialmente en elipsoides visualmente i l t uniformes if para cada d punto t en ell espacio de color. Diferencia de Color CMC SL SH SC Estándar Volumen de aceptabilidad cuya superficie es 1 unidad CMC del Estándar. Diferencia de Color CMC N Longitudes de Semi-Ejes: Dirección L L* = lSL DL* = lSL (cf) DL Dirección C* = cSC DC* = cSC (cf) Dirección H* = SH DH* = SH (cf) ^ f = factor ^cf f t comercial i l N Valores de Diferencia de Color de Cada Componente: p DLcmc = DL*/lSL DCcmc = DC*/cSC DHcmc = DH*/SH N Diferencia de Color Total: DEcmc = ( (DL*/lSL)2 + (DC*/cSC)2 + (DH*/SH)2 )1/2 Ventajas de CMC N N CMC permite que las muestras sean estudiadas contra un estándar o controladas con el mismo número de tolerancia para todos los colores. La diferencia de color total DEcmc y los valores de diferencia de color de cada componente son más indicativos de las diferencias de color visual, que el espacio de color visulamente no-uniforme, reflejado por las diferencias CIELAB. Ventajas de CMC N N CMC permite seleccionar la importancia relativa de las diferencias en luminosidad en l cálculos los ál l de d diferencia dif i de d color. l CMC permite seleccionar las tolerancias de aceptabilidad para materiales individuales y aplicaciones. CIE 94 N N N La nueva ecuación de tolerancias de colores oponentes, basada en CIELab. Es el resultado del trabajo del Comité Técnico de CIE 1-29 en Diferencias de Color Industriales. Es similar en estructura a CMC pero más simple donde se aplican modelos estadísticos de las diferencias de color visuales. CIE 94 Delta E* E 94= [( Delta Lab*/k /kL*S SL )2 + ( DeltaC DeltaC*ab/kc*S Sc )2 + ( Delta H* H ab/kH*S SH )2]1/2 SL=1 SC=1 + 0 0.045C* 045C*ab SH=1+0.015C*ab kL, kC, son similares a CMC (l:c) y kH = 1 Opciones para las Tolerancias N N N N Las Tolerancias basadas en CIELAB DE son esféricas. Las Tolerancias basadas en L*a*b* son rectangulares. Las Tolerancias basadas en L*C*h son secciones cilíndricas. Las Tolerancias basadas en CMC DE son elipsoidales. Midiendo Objetos. Un Espectrofotómetro LAV Software Formulacion Textil N “Experiencia en Perfecta Formulacion y Correccion de Color de manera automatica”. Textile Color Matching Software DCIMatch Textile Color Matching Software - DCIMatch Textile Color Matching Software - DCIMatch Software Textil QC N Ventaja del color en un mundo competitivo Textile QC Software – ColorTools® Textile QC Software – ColorTools® Textile QC Software – ColorTools® N ColorTools® offers various plots, which could modified to show them in best suitable size and resolution Textile QC Software – ColorTools® Software Direccion de la P d Produccion i Capturando p Conocimiento de los Tintoreros aumenta la Productividad en las Tintorerias APROVAD TO BE TESTED FORBIDDEN The dyeing process is optimized automatic Same article Same dyeprocess Same customer S Same machine hi Just darker shade provides... 1.2 °C/min 15 min 1.6 °C/min 30 min 02:21:40 02:39:10 ITMProcess Optimiza Recetas completas Recommended quantity of salt Cotton mercerised, viscose Cotton <0.1 >0.1 >0.5 >1.5 >3 Conc of dye% >5 <0.1 >0.1 >0.5 >1.5 >3 >5 RB<10 g/l 15 25 35 50 60 70 10 20 30 40 50 50 RB>=10 g/l 20 30 50 60 70 80 20 30 40 50 60 60 Software del Pesado Controlado para Produccion Uso del Smart Weigh ™ Uso Smart Weigh ™ Uso Smart Weigh ™ Primer Producto pesado Uso Smart Weigh ™ Delivery number Uso Smart Weigh ™ Target for this container = 96.00 g Taring Scale - Please Wait 95.91 31.04 90.17 0.00ggg 99.13 Smart Weigh ™ crear Reportes despues que todos los Productos son pesados Formulacion de recetas del Lab DCIMatch Dispensar recetas del Lab b Server Laboratory dispenser Direccion de recetas de Produccion Planning ITMProcess Control en el pesado de los productos SmartWeigh Scale Machine Printer Supervisor Kitchen Fully integrates all areas of Dyekitchen Match Prediction dyehouse production Recipe: 15-48-98 Article: Co-256 Process: REA-80 Bezactiv blue 1105g Bezactiv blue 2.015 % Bezactiv red 0.025 % Bezactiv yellow 0.015% 0 015% DCIMatch ITMProcess Color: blue-98 Article: Co-256 Length: 2500 m within: 4 days Customer: RockWay Temperature 80°C Ti Time 60 min i Gradient 1.5°C/min Dyemachine lot: AZE-981 Customer: RockWay Delta E(CMC): 0.86 Cost: 545 $ Administration system