Recocido total
Anuncio

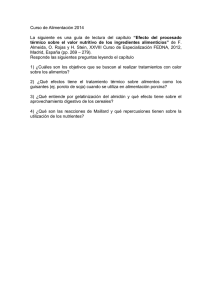
PROPIEDADES ESTRUCTURALES I Tratamiento Térmico del Acero Tratamiento térmico del acero Contenido: 1. Introducción 2. TT de Recocido 3. TT de Normalizado 4. TT de Temple 5. TT de Martempering 6. TT de Austempering Introducción La tecnología de los metales tiene tres aspectos fundamentales: 1. 2. 3. Metalurgia u obtención de un metal. Tecnología mecánica u obtención de piezas. Tratamiento térmico u obtención de propiedades. Parámetros: - Tmáx Tiempo de mantenimiento a Tmáx Vel de calentamiento, Vc Vel de enfriamiento, Ve Tmáx Vc Ve Introducción Los tratamientos térmicos (TT) se pueden dividir en cuatro grupos. Primer grupo: Se aplica a metales que por su proceso de conformado quedaron en un estado inestable (tensiones residuales, deformación no homogénea, etc.). Recocido subcrítico: Calentamiento del metal, en estado inestable, y enfriamiento lento, para hacerlo pasar a un estado más estable. Presenta tres variantes: Recocido de recristalización: Elimina acritud. Recocido de homogenización: Elimina segregación en estructuras coladas. Recocido de distensionamiento: Elimina tensiones residuales del proceso de fabricación. Introducción Segundo grupo: Calentamiento a T superior a la crítica y enfriamiento suficientemente lento para llegar a un estado estructuralmente estable. Recocido de segundo género o de recristalización Tercer grupo: Calentamiento hasta una T superior a la de transformación de fase seguido de un enfriamiento rápido para apartar el estado estructural de la aleación del de equilibrio. Normalizado y Temple Introducción Cuarto grupo: Calentamiento de una aleación (previamente templada), hasta una temperatura inferior a la de transformación de fase, para obtener un estado estructural más estable de la aleación. Revenido. Otros tipos de tratamiento térmico son: Tratamientos térmicos especiales: - Austempering - Martempering Introducción Tratamiento termoquímico: Calentamiento de la aleación dentro de un reactivo químico, para cambiar la composición y la estructura de las capas superficiales. - Cementación - Nitruración - Carbonitruración Tratamiento termomecánico: Deformación plástica seguida de un tratamiento térmico que conserva los resultados de la acritud. Tratamiento térmico del acero – Recocido RECOCIDO Calentamiento y mantenimiento a temperatura adecuada, seguido por un enfriamiento lento. Objetivo: Ablandar materiales metálicos, produciendo cambios microestructurales tendientes a: Mejorar propiedades mecánicas o eléctricas. Dar estabilidad dimensional. Facilitar el trabajado en frío o mecanizado Tratamiento térmico del acero – Recocido Ciclos de recocido: Se clasifican de acuerdo a la temperatura a la cual se calienta y al enfriamiento usado: Subcrítico: Tmax < A1 Intercrítico: A1 < T < A3 o Acm Total: Tmax > A3 o Acm Subcrítico: • No involucra formación de Austenita (Fe-) • Es efectivo en aceros trabajados en frío recristalizan fácilmente formando nuevos granos de Ferrita Fe- •También se usa para alivio de tensiones residuales Tratamiento térmico del acero – Recocido Intercrítico: Estructura de equilibrio Fe- + Fe- o Cm Si t es corto o la temperatura cerca de A1 persisten carburos no disueltos Fe- no homogénea Total: Estructura de equilibrio Fe- Al aumentar T austenita homogénea carburos laminares Al disminuir T austenita menos homogénea carburos esferoidales Tratamiento térmico del acero – Recocido Para un acero hipoeutectoide: Tratamiento térmico del acero – Recocido Recocido total • Temp. de calentamiento es función del %C del acero justo encima de A3 para aceros hipoeutectoides y de A1 para hipereutecoides esferoidización o aglomeración de la Cm proeutectoide para evitar una red interconectada de Cm en los BG de la aust Baja velocidad de enfriamiento asociada con el recocido total asegura la formación de ferrita proeutectoide equiaxial y perlita gruesa con un elevado espaciado interlaminar Tratamiento térmico del acero – Recocido Caso particular de un recocido total Recocido de Homogeinización Es un tipo de recocido que se efectúa en etapas tempranas de fabricación del acero, previo al laminado en caliente o forja • Se desarrolla a altas T en el campo austenítico para acelerar los procesos de reducción de la segregación o gradientes de composición química (controlados por difusión) • La homogeneidad de la austenita mejora la capacidad del acero para ser trabajado en caliente y mejora la respuesta en el subsiguiente recocido o temple. • Tratamiento térmico del acero – Recocido Recocido de globulización o esferoidización: • • • • • Producir estructura de carburos globulares en una matriz de ferrita. Buscar mínima dureza. Máxima ductilidad. Máxima maquinabilidad en aceros de elevado %C. Permitir severas deformaciones en aceros de bajo %C. Tratamiento térmico del acero – Recocido •Las estructuras esferoidizadas son las más estables y se formarán a partir de cualquier estructura previa, manteniéndola a una T lo suf. elevada y un tiempo lo suf. largo (para permitir proceso de difusión) Esferoidización lenta estructuras perlíticas, especialmente las que poseen un elevado espaciado interlaminar • Esferoidización rápida cuando los carburos se encuentran inicialmente en la forma de partículas discretas (bainita), y aun más cuando la estructura de partida es martensita • Tratamiento térmico del acero – Recocido Forma de la Cm depende de la temperatura de calentamiento (austenita no homogénea o con carburos no disueltos, por menor T de calent., promueve la Cm esferoidizada; la austenita homogénea, como en el recocido o normalizado, promueve la perlita) Métodos: • • • Tiempos largos a T justo por debajo de Ac1 (la Cm es estable y se globuliza para disminuir G). Calentar y enfriar en torno de Ac1 y Ar1. Calentar por encima de Ac1 y luego enfriar muy lentamente y mantener justo debajo de Ar1. Tratamiento térmico del acero – Recocido Tratamiento térmico del acero – Recocido Tratamiento térmico del acero – Normalizado NORMALIZADO Calentamiento hasta austenización completa (tanto en aceros hipo como hipereutectoides) seguido por enfriamiento en aire • La T de austenizado es sup. que en el recocido en ac. hipoeutectoides, mientras que en los hipereutectoides la T de calentamiento se encuentra por encima de Acm • • El enfriamiento al aire es más rápido que el enf. en horno del recocido Tratamiento térmico del acero – Normalizado Tratamiento térmico del acero – Normalizado Objetivo: Incrementar o disminuir la resistencia y la dureza, dependiendo de la historia mecánica y térmica del producto: • • • • Mejora maquinabilidad Refinamiento de grano Homogenización (productos colados – laminados – forjados) Alivio de tensiones Puede usarse tanto como tratamiento final, o previo a un temple para partir de una estructura de grano fino y composición uniforme Tratamiento térmico del acero – Normalizado Efectos de la masa: La velocidad de enfriamiento influye sobre la cantidad, tamaño y espaciado de la perlita laminar: Altas velocidades: - se forma más perlita - láminas más finas - estructura más cerradas Bajas velocidades: - Piezas más blandas > Resistencia > Dureza Tratamiento térmico del acero – Normalizado y Recocido Tratamiento térmico del acero – Normalizado y Recocido Tratamiento térmico del acero – Temple TEMPLE Enfriamiento rápido desde una temperatura elevada adecuada Transformación de austenita en martensita Selección de la temperatura de temple - Aceros hipoeutectoides - Aceros hipereutectoides Mecanismo de enfriamiento: 1º Ebullición con película 2º Ebullición con burbujas 3º Enfriamiento a través del líquido Tratamiento térmico del acero – Temple Defectos que se producen en el temple 1) Dureza insuficiente y Puntos blandos : Causas: - Falta de calentamiento (baja temperatura en el horno o bajo tiempo de permanencia en él) Martensita con poco %C poca dureza - Enfriamiento insuficientemente severo Estructura con perlita, troostita, sorbita - Estructura inicial no homogénea Presencia de Fe- Soluciones: Elevar T del horno o t de permanencia en él, aumentar la severidad del medio de enfriamiento o Normalizado previo (estructura más homogénea). Tratamiento térmico del acero – Temple 2) Fragilidad excesiva Causa: T temple demasiado altas crecimiento del grano de la Fe- Solución: efectuar segundo temple a T normales 3) Descarburación y oxidación Causa: - Tratamiento en atmósfera no controlada Soluciones: - Dejar sobreespesor para rectificar (encarece y complica la fabricación) - Tratamiento en atmósfera controlada o en sales Tratamiento térmico del acero – Temple 4) Torceduras, deformaciones y grietas Son consecuencia de las tensiones internas tres géneros: Primer género: son las tensiones térmicas, aparecen en distintas zonas de una sección y en diferentes partes de una pieza. - Aumentan con el gradiente térmico en la pieza. - - Dependen de la velocidad de enfriamiento, tamaño y forma de la pieza y de las propiedades del metal. - - Capacidad de deformarse plásticamente grietas. Tratamiento térmico del acero – Temple Segundo género: son las tensiones estructurales, se producen dentro de un grano o entre granos vecinos cuando aparecen fases diferentes (fases de diferente coeficiente de dilatación lineal o distinto volumen). Tercer género: tienen influencia sobre varias celdillas elementales de la red cristalina (presencia de átomo extraño). Ocurren por ejemplo con la distorsión o tetragonalidad que produce el átomo de C en una red de Fe bcc en la martensita. Tratamiento térmico del acero – Temple Tensiones residuales (TR): - Permanecen luego de desaparecer las fuerzas que actúan sobre la pieza. - Originadas por deformaciones no uniformes Gradiente de temperatura Cambio de fase Ambos Tratamiento térmico del acero – Temple Ej: un redondo La diferencia entre las velocidades de enfriamiento en la superficie y el centro de una pieza genera tensiones que pueden causar distorsión y hasta incluso fisuración • Tratamiento térmico del acero – Temple Los procesos que ocurren durante el TT del acero y que ocasionan los cambios dimensionales son: Expansión: estructura más compacta fcc (austenita) estructuras más abiertas ferrita, cementita y martensita Contracción térmica: ocurre durante el enfriamiento de una o más fases, pero sin transformación fásica Tratamiento térmico del acero – Temple Estado de tensiones Fase Superficie Centro 1º (T) Tensión Compresión 2º (Sup. AM) Compresión Tensión 3º (Centro AM) Tensión Compresión Tratamiento térmico del acero – Temple Estado de tensiones Fase Superficie Centro 1º (T) Tensión Compresión 2º (Sup. AM, Centro AP) Compresión Tensión 3º (Centro enfr. hasta Tamb.) Mayor compresión Mayor tensión Tratamiento térmico del acero – Temple Las TR se superponen a las tensiones aplicadas a la pieza en servicio TR compresivas son deseables, ya que contrarrestan las de tensión aplicadas y mejoran la vida a la fatiga; • las TR de tensión, por el contrario, son no deseadas (disminuyen la resistencia y la vida a la fatiga) Reducción en fisuración o presencia de TR cambios en las condiciones de procesamiento que conduzcan a una menor diferencia entre las venf del núcleo y la superficie reducción de la severidad de temple • Tratamiento térmico del acero – Martempering Martempering (o temple interrumpido) Enfriar rápidamente hasta una T por encima de Ms mantener durante un tiempo hasta que la T sea uniforme en toda la pieza, y finalmente enfriar en aire pasando por Ms y hasta Tamb • Tratamiento térmico del acero – Martempering • Se requiere de un revenido posterior La uniformidad de T previa a la transf. martensítica asegura que las TR serán mínimas, con lo que también lo será la tendencia a la distorsión y fisuración • Aceros para martempering: deben poseer adecuada templabilidad para evitar los productos de alta T y respecto de la bainita que podría formarse justo por encima de Ms Tratamiento térmico del acero – Austempering Austempering • El objetivo es formar bainita en vez de martensita •No se requiere revenido posterior Los aceros para austempering deben poseer una adecuada templabilidad como para evitar la transformación perlítica • Si un acero aleado se elige para compensar la baja severidad del baño de sales, la templabilidad bainítica puede verse incrementada hasta tal punto que se requieren largos tiempos para completar la transformación. • Tratamiento térmico del acero – Austempering Tratamiento térmico del acero – Austempering Una gran ventaja del austempering, aparte de la significativa reducción de la distorsión y fisuración, es el gran incremento en la tenacidad respecto del T&R, para un mismo nivel de dureza •