informe de prcticas de empresa
Anuncio

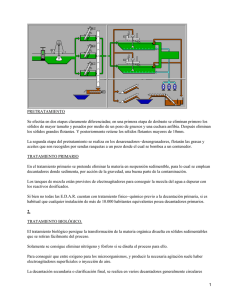
MEMORIA DE PRÁCTICAS Aqualia, Aranda de Duero Alumna: Luz maría Medrano de Dios INFORME DE PRÁCTICAS DE EMPRESA Las prácticas de empresa que realicé tuvieron lugar en estación depuradora de aguas residuales de Aranda de Duero, que tenía como objetivo depurar las aguas residuales urbanas y las que provienen del polígono industrial antes de verterlas al río Duero. DESCRIPCIÓN DE LA PLANTA Y EQUIPOS La estación depuradora de Aranda de Duero dispone de un edificio central en donde se encuentra la sala de control, lugar del que dispone de un ordenador donde quedan reflejados todas la acciones que se toman en la operación en planta y que permite recoger todo tipo de datos y obtener todo tipo de gráficas acerca del funcionamiento de la estación depuradora, de este modo se podía ver la cantidad de oxígeno disuelto en el reactor biológico, la cantidad de gas metano producido en el digestor,…etc. Todas las mañana a primera hora se inspeccionaba todos los datos recogidos por el ordenador para comprobar el tipo de funcionamiento que había tenido la estación depuradora a lo largo del día anterior y en caso de que algo no funcionará correctamente, tomar las medidas adecuada para su reparación. La sala de control también disponía en una de sus paredes de un esquema de toda la planta (sinóptico) en el que se indicaba que equipos estaban funcionando y cuales no, si algún equipo daba problemas o avería, además de otros datos de especial interés. 2 Sinóptico de la estación depuradora de Aranda de Duero La estación depuradora consta de tres líneas principales de tratamiento: - Línea de agua - Línea de fangos - Línea de gas A continuación voy a describir cada una de estas líneas de tratamiento y los equipos de los que consta: - Línea de agua: En un primer lugar el agua se dirige al pretratamiento en el que tienen lugar los siguientes procesos: - Pozo de gruesos: hasta él llega toda el agua residual que llega a planta y dispone de una reja en la que quedan almacenados las partículas más grandes que llegan a planta. - Bombeo: Dispone de cinco bombas que se encargan de impulsar el agua residual para que pueda atravesar toda la instalación. - Tamizado de finos: en él volvemos a tener unas rejas mecánicas que se encarga de separar partículas más finas que las que separaba la reja del pozo de gruesos (finos), las partículas separadas caen sobre un tornillo sinfín que las transporta hasta un contenedor que se vaciará periódicamente. 3 Una vez que el agua residual ha pasado el pretratamiento llega a los desarenadores – desengrasadores, este desengrasado se realiza por medio de flotación, se inyecta aire que se va a asociar con los aceites y las grasas y les van a obligar a elevarse a la superficie, estos sólidos en suspensión son concentrados en la superficies y se van a separar mediante un sistema mecánico de una pequeña rasqueta, por otro lado el líquido clarificado se separa en el fondo. A continuación el agua llega hasta los decantadores primarios que cuenta cada uno con un diámetro de 24 metros y una altura de 3.37 metros, en estos decantadores se van a producir la separación de las partículas suspendidas y de material flotante por la acción de la gravedad, los sólidos se va a ir acumulando en el fondo y posteriormente serán tratados en la línea de fangos, el material flotante se irá eliminando de la superficie del decantador mediante una rasqueta, el agua clarificada saldrá por el rebose del decantador y pasará al tratamiento biológico. Se da una eliminación de las partículas suspendidas que no se han eliminado en el desarenador, y hasta un 35 % de la materia orgánica. El tratamiento biológico utilizado en la estación depuradora se trata de un sistema de tratamiento mediante fangos activados, mediante el tratamiento de fangos activados lo que se realiza es reducir la materia orgánica que contiene el agua residual, para ello se va a servir de los microorganismos que se van a alimentar de esta materia orgánica, el proceso que tiene lugar se puede analizar mediante la siguiente reacción química: Microorganismos + CnHn-R O2 CO2 + H2 O + Microorganismos En esta reacción química se puede ver como los microorganismo son capaces de oxidar la materia orgánica hasta dióxido de carbono y agua siempre que cuenten con la cantidad necesaria de oxígeno. El oxígeno es proporcionado al reactor biológico mediante unos turbocompresores y se difunde de una manera homogénea por todo el reactor mediante una serie de difusores que se encuentran en el fondo del reactor. 4 Es importante mantener unas condiciones adecuadas de trabajo dentro del reactor, el intervalo óptimo de temperatura para que desarrollen su actividad los microorganismos se encuentra entre los 25 y 35 º C, por encima de estas temperaturas pueden llegar a desnaturalizarse y por debajo reducir sensiblemente su actividad. Otro parámetro a tener en cuenta es que en el reactor exista la cantidad de oxígeno necesaria para que en el reactor los microorganismos puedan realizar la reacción anteriormente indicada, la cantidad de oxígeno necesaria varía dependiendo de la época del año en la que nos encontremos, esto es debido a que la solubilidad del oxígeno aumenta al disminuir la temperatura, de esta manera en estaciones frías como el invierno, la cantidad de oxígeno necesaria será menor que en otras estaciones más calurosas como el verano. Esto se puede observar incluso dentro del mismo día, se puede ver como la concentración de oxígeno en el reactor alcanza sus picos o valores más elevados por la noche o primeras horas de la mañana, mientras que los valores más bajos se alcanzan al mediodía que es justo cuando se alcanzan las mayores temperaturas. Un factor muy importante a tener en cuenta es la de controlar la cantidad de microorganismos que tenemos dentro de nuestro reactor, para ello vamos a disponer de una recirculación que va a devolver parte de los microorganismos al reactor y otra parte que serán purgados tras pasar un proceso de decantación secundaria que luego explicaré. El equilibrio de la cantidad de microorganismos a tener en el reactor biológico es muy importante, ya que por ejemplo si tenemos un exceso de microorganismo dentro del reactor, no tendremos suficiente materia orgánica para alimentarles a todos y comenzarán a alimentarse las especies que se encuentran en las posiciones más altas dentro de la cadena trófica de las que se encuentran en escalones inferiores, lo que afectará muy negativamente al proceso de depuración. En el extremo opuesto puede ocurrir que tengamos insuficientes microorganismos que puedan alimentarse de toda la materia orgánica que le estamos abasteciendo y por lo tanto tengamos un rendimiento muy bajo en la eliminación de dicha materia orgánica. 5 Un factor que relaciona de manera adecuada todos estos conceptos es la carga másica que se puede definir mediante la siguiente fórmula: Cmásica = KgDBO5 KgMLSS De esta manera la carga másica se define como un parámetro adimensional que relaciona los Kg. de DBO5 que están entrando al reactor biológico, la DBO5 nos permite relacionar la cantidad de materia orgánica que está entrando al reactor biológico con la cantidad de oxígeno necesario para oxidarla, en el denominador tenemos la cantidad de sólidos suspendidos dentro del reactor biológico (microorganismos, flóculo…etc.) En la estación depuradora de Aranda se trabajaba con un valor de carga másica de aproximadamente 0.2- 0.3, lo cual aproximadamente asegura un rendimiento de eliminación de DBO5 de entorno al 90 o 92 %. Una relación entre la carga másica y el % de eliminación de DBO5 en un reactor biológico se recoge en la siguiente tabla que expongo a continuación: Carga Másica Rendimiento (%) 1 80 0.8 83 0.5 87 0.4 88 0.3 90 0.2 92 0.1 93 0.05 94 El agua que ha pasado por el tratamiento biológico mediante fangos activados se dirige a los decantadores secundarios de mayor tamaño que los decantadores primarios, 6 al igual que en la decantación primaria los sólidos se depositan como fango en el fondo del decantador y los sólidos flotantes son recogidos por las rasquetas superficiales, estos fangos serán tratados posteriormente en la línea de fangos. El agua que sale como rebose de cada uno de estos dos decantadores se incorpora a la arqueta de salida en la que se puede observar el agua tratada antes de su incorporación al río Duero. - Línea de fangos: Los fangos procedentes de los decantadores primarios son conducidos a un espesador de gravedad de fango, dicho espesador dispone de un rototamiz en la parte superior con el fin de eliminar partículas que acompañan al fango líquido. El fango procedente de los decantadores secundarios que provienen de los fangos en exceso del biológico se bombea a un flotador, en él vamos a separar partículas sólidas de una fase líquida, la separación se va a llevar a cabo mediante una flotación por aire disuelto, debido a una despresurización se van a formar pequeñas partículas de aire que se van a asociar a las partículas y las van a elevar a la superficie, donde serán recogidas y espesadas por una rasqueta superficial, el líquido clarificado se va a separar por el fondo. Los fangos procedentes del espesador de gravedad y los fangos procedentes del flotador se van a juntar y van a formar un fango común llamada fango mixto, este fango mixto será llevado a un digestor dotado de agitación mecánica en donde se va a producir la digestión anaerobia del fango, en esta digestión vamos a poder contar con microorganismos capaces de trabajar en ausencia de oxígeno, al contrario que los microorganismos que teníamos en nuestro reactor biológico. El digestor cuenta con una recirculación interna que le permite mantener unas condiciones homogéneas. 7 La digestión de los fangos es una forma de estabilizar los fangos, de esta forma nos aseguramos que el fango no contiene ya ningún organismo patógeno o vírico, el proceso de digestión se realiza a una temperatura de 35º C, es muy importante mantener esta temperatura constante ya que es la temperatura adecuada en la que realizan su función los microorganismos. Para poder mantener esta temperatura se dispone de una caldera que se encarga de mantener a esta temperatura el fango mediante un intercambiador de calor. Al igual que es importante mantener las condiciones de temperatura dentro del digestor, también es importante mantener sus condiciones de pH que debe permanecer dentro de un intervalo próximo a 7. El fango una vez que ha sido digerido pasa a un depósito tampón con capacidad de poder almacenar el fango producido en caso de que se pare por alguna causa la instalación que se cargas de la deshidratación de los fangos. Del depósito tampón el fango pasa a deshidratarse, para ello primero se va a poner en contacto con un polielectrolito para acondicionarse para su posterior tratamiento mediante decantadoras, por medio de la fuerza centrífuga y con la ayuda del polielectrolito y del choque del fango con las paredes vamos a obtener un escurrido líquido y un fango seco de salida superior al 22 % de sequedad, este fango será impulsado hasta una tolva mediante una bomba que cuenta con 60 m3 de capacidad para almacenar el fango. El fango producido en la tolva es recogido periódicamente por agricultores de la zona que lo utilizan como abono en sus tareas agrícolas. 8 Centrífugas - Línea de gas Un resultado de la digestión anaerobia que se produce en el digestor es la producción de gas metano por parte de los microorganismos existentes, este gas se va a almacenar en un gasómetro de doble membrana de 400 m3, este gas metano nos va a servir para alimentar a la caldera que se encargaba de mantener constante la temperatura de 35 º C dentro del digestor, en caso de que por algún problema o avería la línea de gas no pudiera funcionar, sería necesario alimentar la caldera con gasóleo con el consiguiente aumento del gasto económico. En condiciones normales de trabajo se puede llegar a producir más gas metano que el que necesita consumir la caldera, para eliminar este excedente de gas se quema en una antorcha de biogás. 9 A pesar de este excedente de gas, no se producen cantidades de gas suficientes en el digestor como para poder llegar a contar con un sistema de cogeneración que permitiría aprovechar de una manera muy eficiente el gas producido, es por esto por lo que es quemado en la antorcha para no echar gas metano directamente al aire, sino que tras sufrir una combustión los que se está echando es dióxido de carbono y vapor de agua. TRABAJO DE LABORATORIO Dentro del laboratorio se realizan una serie de pruebas para poder comprobar que todas las condiciones de trabajo dentro de la estación depuradora se encuentran en un óptimo estado, para ello se realizaban las siguientes pruebas que explico a continuación: Pruebas diarias: V30: consiste en una prueba de decantabilidad, que se realiza vertiendo un litro de la muestra a analizar sobre un recipiente cónico llamado Imhoff, posteriormente se espera 30 minutos y se anota el valor que ocupa el volumen de lo que ha sedimentado, diariamente se hacían una V30 del recirculado del digestor y otra V30 del biológico, esta última se hacía en una probeta de 1 litro de clase A. Las muestras utilizadas para realizar estas pruebas eran muestras puntuales, sin embargo la estación depuradora también disponía de tomamuestras que permitían tomar una muestra compleja a lo largo de las 24 horas de un día, estos tomamuestras eran programados diariamente y nos permitían obtener una muestra compleja de la entrada y otra muestra compleja tanto a la entrada como a la salida del decantador. En la V30 realizada al biológico se observaba la cantidad de sólidos presentes y se podía comprobar si se producía un fenómeno no deseado en la depuración denominado con el término ingles “bulking”, por este fenómeno los filamentos del flóculo se unen entre sí disminuyendo su densidad y como consecuencia de esto ascienden a la superficie, dejando de estar por lo tanto homogéneamente distribuidos por todo el reactor biológico. 10 Para la muestra compleja de la entrada también se realizaba la misma prueba de decantabilidad sobre un imhoff, pero en esta ocasión se realizaba una V60 que duraba como su nombre indica 60 minutos. Utilizando las muestras recogidas, bien puntuales, o bien complejas en los lugares donde estaban colocados los tomamuestras se medía diariamente la temperatura, pH y conductividad tanto de la entrada como de la salida de agua en planta y del recirculado del digestor, con el fin de comprobar que se mantenía dentro de los intervalos de pH y temperatura óptimos que anteriormente he mencionado. Por cuestiones de calidad el pH-metro y el conductivímetro eran calibrados y verificados tres veces por semana, cabe reseñar que la estación depuradora de Aranda de Duero cuenta la certificación ISO – 9001 referente a calidad y la ISO – 14001 referente a cuestiones medioambientales. Diariamente también se realizaban una serie de pruebas que permitían conocer la cantidad de sólidos suspendidos de una determinada muestra, para ello se realizaban pruebas de filtración diarias de las siguientes muestras: muestra compleja de entrada en planta, muestra del reactor biológico, muestra de salida y muestra de recirculación del digestor. Estas pruebas son muy importantes ya que nos permite conocer la cantidad de carga de sólidos que ha estado entrando en planta, también nos sirve para conocer la cantidad de sólidos que estamos vertiendo al río y comprobar que estamos trabajando siempre por debajo de los límites que se establecen, el límite de sólidos suspendidos que se pueden verter al río es de 35 mg/litro. El filtro realizado a la muestra del reactor biológico nos permite comprobar la cantidad de sólidos que tenemos dentro de nuestro reactor, parámetro muy importante a controlar como ya he explicado anteriormente en el concepto de carga másica. Una vez realizados estas pruebas de filtración, también diariamente hallábamos la cantidad de sólidos volátiles contenidos en las muestras de entrada, muestra del biológico y muestra de la recirculación interna del digestor, para ello se calcinaban los 11 filtros en la mufla a 550 º C, por diferencia de taras entre los filtros podremos conocer la cantidad de sólidos volátiles que tenemos en cada una de las muestras. Otra de las labores diarias que se realizan es la observación de los microorganismos presentes en el reactor biológico al microscopio, de la muestra observada al microscopio se realizaban anotaciones sobre la caracterización del flóculo y se apuntaban diariamente los microorganismos observados en la muestra. Esta prueba es importante y nos permite concebir una idea de si estamos realizando una depuración adecuada mediante fangos activados, por ejemplo, si en una muestra encontramos una gran cantidad de colonias de Epystilis, es indicativo de un buen proceso de depuración, también nos permite conocer otras características como la edad del fango, de esta manera la existencia de una gran cantidad de microorganismos pertenecientes a la familia de los rotíferos es sintomático de edades de fango elevadas, los rotíferos son microorganismos de los últimos escalones de la cadena trófica y sólo se encuentran presentes para esta edades del fango. Izquierda Æ Rotífero Derecha Æ Epystilis Otra labor diaria era la recogida de datos de los totalizadores de campo de la planta, estos datos se recogían todos los días a la misma hora y permitían conocer por 12 diferencia entre el valor del día tomado y el valor recogido el día anterior de datos importantes como la cantidad de caudal que estamos recirculando en el reactor biológico, los fangos que purgamos el día anterior, la cantidad de fangos que se llevo a deshidratar, la cantidad de gas que hemos producido,…etc. Durante la recogida de datos también se comprobaba que todo en la planta funcionaba de una manera correcta y que no ocurría ninguna cosa fuera de lo normal. A lo largo de la semana también se realizaban otras pruebas, de esta manera tres veces por semana se realizaban pruebas de sequedad a diversas muestras de la línea de fangos que nos permitían conocer si todo estaba funcionando correctamente. Las muestras de la línea de fangos se dejaban en una estufa a 100 º C durante un día completo, con el fin de poder conocer su sequedad, de especial importancia era conocer la cantidad de sequedad que tenía el fango seco, ya que tiene que tener siempre una sequedad mínima del 22 % para luego poder ser utilizado con fines agrícolas, en caso de que en un determinado momento se tuviera una sequedad inferior a la citada, se tendrían que tomar medidas como por ejemplo aumentar la cantidad de polielectrolito que se une al fango antes de entrar en la centrífuga. Es muy importante optimizar la relación de la cantidad de polielectrolito utilizado con la sequedad que necesitamos conseguir, ya que el gasto económico de polielectrolito en una estación depuradora es muy elevado y de ahí que sea muy importante optimizar la cantidad que se gasta. Dentro de las pruebas realizadas a la línea de fangos también se realizaban pruebas de sequedad a los reboses del espesador primario de gravedad y al flotador, siempre había que asegurarse que fueran líquidos y que no se escapara fango a través de ellos, al ser siempre líquidos es por ello que las pruebas de sequedad realizadas daban siempre resultados muy bajos. Determinadas muestras de fango eran también calcinadas en la mufla, para saber el contenido en sólidos volátiles presentes en la muestra, y realizar un estudio de cómo afectan la presencia de estos sólidos en la sequedad final de la torta seca. 13 Otra labor realizada aproximadamente unas tres veces por semana era la determinación de la DQO y la DBO5 de la muestra compleja tanto de entrada como de salida de la planta, esto nos permitía conocer el % de eliminación que se obtenía y nos permitía comprobar que en la salida estábamos siempre por debajo de los límites marcados por la legislación que son de 125 ppm de DQO y de 25 ppm en la prueba de DBO5. En el caso de la DGO para ahorrar tiempo y poder conocer los resultados de una manera más precisa y con anterioridad, disponíamos de unos tests ya preparados en una cubetas cilíndricas a los que sólo era necesario echar los mililitros indicados de muestra indicados por el propio test, después se agitaban y se calentaban a 150 º C durante dos horas, una vez realizado este calentamiento, sólo era necesario dejar enfriar las cubetas y tomar los resultados que los proporcionaba directamente en ppm un espectrofotómetro. Otra labor que se realizaba al menos una vez por semana era la determinación de los fosfatos y nitrógeno total de una muestra compleja de entrada y de salida, la determinación de nitratos, nitritos, amonio y cloruros también de muestras de entrada y de salida de agua a la estación depuradora, también lo analizábamos con tests ya preparados. Un parámetro muy importante comentado anteriormente era la determinación de la DBO5, para determinar esto disponíamos de una botellas ya preparadas, en las que sólo era necesario echar una muestra tanto de entrada y de salida, añadir un poco de desnitrificador, introducir un agitador, y poner un poco de sosa en un capuchón, cerrar la botella con una tapa especial que contiene una membrana que va a servir como sensor de la medida y guardar en una cámara frigorífica, de la que se sacará una vez que hayan transcurridos los cinco días desde que fue introducida. Este método de determinación de DBO5 se realiza mediante un electrodo de membrana, es un test empírico en el que los procedimientos estandarizados de laboratorio se utilizan para determinar los requerimientos relativos de oxígeno de aguas residuales, efluentes y aguas contaminadas, el test mide el oxígeno requerido para la 14 degradación bioquímica del material orgánico (demanda carbonosa) y el oxígeno empleado para oxidar el material inorgánico como sulfuro y hierro ferroso. También se puede medir el oxígeno utilizado para oxidar las formas reducidas del nitrógeno (demanda nitrogenada) a no ser que se prevenga su oxidación mediante un inhibidor, que era lo que hacíamos. La mayoría de las aguas residuales contienen más materiales demandantes de oxígeno que la cantidad de oxígeno disuelto disponible en el agua saturada de aire. Por esta razón, es necesario diluir la muestra antes de la incubación para adecuar la demanda de oxígeno y proporcionar un balance adecuado. Como el crecimiento de las bacterias requiere nutrientes tales como nitrógeno, fósforo y trazas de metales, éstos se añaden al agua de dilución, que se tampona para asegurar que el pH de la muestra incubada permanece en un rango adecuado para el crecimiento bacteriano. La completa estabilización de la muestra puede requerir un período de incubación demasiado largo a efectos prácticos; por esta razón se ha aceptado cinco días como período estándar de incubación. Como ya es sabido existe una relación entre la DQO y la DBO5, que nos permite conocer una si conocemos el valor de la otra, este valor es diferente para cada una de las plantas y la forma de calcularle es mediante un método experimental que consiste en tener gran cantidad de valores tanto de DQO como de DBO5 para un mismo día, y luego tomar la relación media de toda esta cantidad de datos a lo largo de un período de tiempo largo. Tras adquirir una cierta soltura a la hora de realizar todas estas actividades que se hacen de una manera periódica cada semana, se nos encomendó la tarea de conocer exactamente cuanto era el porcentaje de eliminación de DBO5 de los decantadores primarios, aunque en las especificaciones de diseño de la planta se hablaba de que rondaría el 30 % de eliminación, se decidió realizar este estudio para determinar este dato de una manera más precisa y comprobar su fiabilidad. Por esta razón se instalaron dos tomamuestras que nos permitieron tomar muestras complejas a lo largo de 24 horas, tanto a la entrada como a la salida del decantador, con 15 estas muestras se realizaban los análisis de DBO5 necesarios para determinar su porcentaje de eliminación. A pesar de nuestros esfuerzos y aunque en un principio parecía que la tendencia iba ser hacia ese valor del 30 % de eliminación, no se pudo determinar de una manera precisa debido a que mucho días tuvimos desviaciones de ese valor, tanto por exceso como por defecto sin logra a obtener una conclusión clara. Todos los datos de las pruebas realizadas se recogían en hojas que eran archivadas cada día y posteriormente eran pasados al ordenador en hojas de cálculo donde se recogía todo. ACTIVIDADES COMPLEMENTARIAS REALIZADAS Como actividad complementaria a nuestras prácticas un día nos desplazamos hasta la localidad soriana del Burgo de Osma para realizar una visita técnica a su estación depuradora de aguas residuales que también es gestionada por Aqualia. En ella pudimos ver como se puede depurar con otros equipos diferentes y pudimos ver y comparar las diferencias existentes en esta planta con la de Aranda de Duero. Unas primeras diferencias lo podemos encontrar en la etapa de pretratamiento, en dicha etapa el sistema de rejas tanto de finos como de gruesos existente en la estación depuradora de Aranda es sustituido por un sistema de reja móvil que se encarga de retirar gran parte de la cantidad de sólidos contenida en el agua residual. Tras pasar esta primera etapa, el agua residual pasa por unos rototamices cuya función también es la de retener la mayor cantidad de sólidos antes de que el agua residual pase a la fase de desengrasado y desarenado, función muy diferente en comparación con la que tenía el rototamiz en la planta de Aranda que se encargaba de la retención de sólidos, pero en este caso de los lodos procedentes de la decantación primaria. 16 Como se ha comentado anteriormente, tras pasar esta primera etapa de pretratamiento, el agua residual pasa a un desarenador – desengrasador, con la particularidad que está separado entre sí por medio de un muro vertical. Luego nos encontraremos con una decantación primaria al igual que ocurre en la estación de Aranda, el agua procedente del rebose de este decantador pasa a un reactor biológico cuyas características son muy diferentes al empleado en Aranda, en este caso tenemos un reactor de carrusel. Una de las características más significativas de este tipo de reactor es su forma similar a anillos concéntricos, este reactor a su vez desempeña una doble función, por un lado en los anillos más exteriores se produce principalmente la decantación primaria, continuando de esta manera la labor ya iniciada anteriormente por el decantador primario. Por el contrario los anillos interiores desempeñan la función más específica de reactor biológico tal como generalmente lo conocemos, y el tratamiento que tiene el agua residual en su interior es similar al tratamiento mediante fangos activados que tiene el reactor biológico en Aranda. En la siguiente imagen que expongo a continuación se muestra claramente como en el anillo interior se produce la decantación, mientras que en los anillos interiores se puede observar burbujas procedentes del oxígeno insuflado al mismo, para que puedan realizar su labor de una manera adecuada los microorganismos. Ejemplo de reactor de tipo carrusel 17 La línea de aguas continuará hasta otro decantador que realizará la decantación secundaria, el agua expulsada por su rebose será el agua finalmente tratada que se verterá al río. Los fangos procedentes tanto de la decantación primaria como de la decantación secundaria son conducidos directamente a una centrífuga en la que se procederá a realizar un proceso de deshidratación, la cantidad de polielectrolito a utilizar en este caso es mucho mayor que la cantidad que consumían las centrífugas en la estación de Aranda, puesto que aquí el fango llega con menor porcentaje de sequedad. Aquí está una de las principales diferencias de estación con respecto a la estación depuradora de Aranda de Duero, en este caso los fangos no son sometidos a ningún proceso de digestión mediante el cual se pueda estabilizar el fango. Al no existir ningún proceso de digestión, tampoco va a existir ninguna línea de gas, que se produce como resultado de la actividad de ciertos microorganismos sobre el fango. El último proceso que se realiza en esta estación es conducir el fango hasta dos depósitos que realizan la función de espesadores de gravedad, aquí es donde se intenta comprimir y compactar en la medida de lo posible el fango que posteriormente será utilizado por los agricultores de la región como abono para sus actividades agrícolas. Espesadores de gravedad. 18 AGRADECIMIENTOS Creo que no sería justo presentar este informe sin dar las gracias a todas aquellas personas que me han ayudado y apoyado durante la realización de las prácticas y que me han dado la oportunidad de tener mi primera experiencia profesional. Gracias en especial a: - David: técnico de laboratorio de Aqualia, por la paciencia que puede haber tenido con nosotros y por el interés que han mostrado en todo momento por nuestro aprendizaje y compresión durante las prácticas. - Angélica: jefa de planta de la estación depuradora de Aranda de Duero, por haberme dado la posibilidad de realizar las prácticas y por su interés y la preocupación que ha mostrado en nuestro correcto aprendizaje durante la realización de las prácticas. - A todos los operarios y oficiales de aqualia por hacernos sentir como en casa. - Por supuesto a mis compañeros que como yo estaban realizando prácticas de empresa. 19
![[pdf -741 Kb]1,4 MB 2 páginas](http://s2.studylib.es/store/data/004772895_1-dda8201a5b2554d0d03d5c4826cb9eca-300x300.png)