Las aleaciones ferrosas - Universidad de Buenos Aires
Anuncio

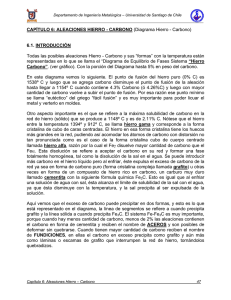
METALOGRAFÍA 67.47 Trabajo Especial PROFESORA TITULAR: Inga. Tiracchia. JEFE DE TRABAJOS PRÁCTICOS: Ing. Fuchinecco. ALUMNO: Ruben Gutiérrez. PADRÓN: 76644 Las aleaciones ferrosas Introducción Son básicamente aleaciones de hierro y carbono. Las fundiciones de hierro, contienen mas carbono del necesario para saturar la austenita a temperatura eutéctica y por lo tanto contienen entre 2 y 6,67%. Como el alto contenido de carbono tiene a hacer muy frágil al hierro fundido, la mayoría del material fabricado contiene entre 2,5 y 4% de C. La ductilidad del hierro fundido es baja, lo que hace que no siempre pueda trabajarse ni en frío ni en caliente. sin embargo, es relativamente sencillo de fundir y colar sobre moldes de formas complejas. Aunque son frágiles y sus propiedades mecánicas son inferiores a las de los aceros, su costo bajo, su fácil colado y sus propiedades especificas los hacen uno de los productos de mayor tonelaje de producción en el mundo. Las fundiciones llamadas de primera fusión, tienen la siguiente composición: C 2,5 - 4,5 Si 0,5 - 4,5 Mn 0,5 - 0,8 P 0,1 - 2 S < 0,15 Tipos de hierro fundido El mejor método de clasificación es de acuerdo a su estructura metalográfica. Las variables a considerar son: el contenido de carbono, los aleantes, las impurezas, la velocidad de enfriamiento y el tratamiento térmico. Estas variables controlan la condición y forma del carbono en la estructura. El carbono se puede presentar en forma libre (grafito) o combinada (Cementita). La forma y distribución del carbono influirá grandemente en las propiedades físicas de la fundición. Se pueden clasificar en: − Fundición blanca donde todo el carbono se encuentra combinado − Fundición Gris la mayor parte del carbono se encuentra sin combinar en forma de grafito − Fundición Maleable Carbono mayormente sin combinar en forma de nódulos irregulares o carbono revenido − Fundición nodular Mediante aleantes especiales, el grafito forma esferoides compactos. − Fundición especial Las propiedades y estructura de las anteriores se modifica por el agregado de aleantes Fundición blanca Las fundiciones blancas no contienen grafito libre, en cambio todo el carbono se presenta combinado como Fe2C. Sus características son: − Excepcional dureza y resistencia a la abrasión − Gran rigidez y fragilidad − Pobre resistencia al choque − Dificultad para lograr uniformidad de estructura metalográfica según el espesor Desde el estado liquido, se forman cristales de austenita que disuelven cada vez mas carbono hasta llegar a la temperatura eutéctica, en donde el liquido remanente reacciona para formar el eutéctico ledeburita y cementita. Como la reacción ocurre a alta temperatura (1100`C) la ledeburita aparece como una mezcla gruesa. Al bajar la temperatura, la austenita segrega carbono porque baja la solubilidad, de manera que da lugar a la precipitación de cementita proeutectoide mayormente sobre la cementita ya presente. A la temperatura eutectoide (723`C), la austenita con 0,8% de carbono se transforma en perlita por la reacción eutectoide. La estructura típica de una fundición blanca consiste en dendritas de austenita transformada (perlita) rodeadas de una red interdendrítica de cementita. La cementita es un compuesto intermetálico duro y frágil que forma una red interdendrítica. Esta característica hace a la fundición blanca muy dura y resistente al desgaste pero frágil y difícil de maquinar. Su aplicación esta en aquellos lugares donde la resistencia a la abrasión y desgaste es lo mas importante ya que no admite ninguna deformación. sus propiedades mecánicas son las siguientes − Dureza Brinell entre 375 y 600 − Resistencia a la tracción entre 130 y 500 MPa − Resistencia a la compresión entre 1,4 y 1,7 GPa Micrografías de fundición Blanca Fundición gris Es la que mas se utiliza en la industria. Su estructura esta formada por una matriz metálica conteniendo grafito precipitado en forma de laminas de diversos tamaños y grosores o formas variadas como rosetas, etc. Las principales características de las fundiciones grises son: − Excelente colabilidad − Buena resistencia al desgaste − Excelente respuesta a los tratamientos térmicos de endurecimiento superficial − Poca resistencia mecánica. En este tipo de hierro fundido, la mayor parte del carbono esta en estado primario o grafito. La tendencia de la cementita a separarse en grafito y austenita es favorecida controlando la composición y velocidad de enfriamiento de la aleación. La mayoría son hipoeutécticas con 2 a 4% de carbono. Estas fundiciones, solidifican primero formando austenita primaria. La formación de cementita a temperatura eutéctica es minimizada por el alto contenido de carbono y la presencia de elementos grafitizantes como el Silicio. El grafito primario precipita en forma de placas o laminas irregulares tridimensionales, que dan en su fractura el típico color gris oscuro. Durante el enfriamiento posterior, la austenita segrega mas carbono al bajar la solubilidad y lo hace en forma de grafito o cementita proeutectoide que grafitiza rápidamente. La resistencia de la fundición gris depende casi exclusivamente de la matriz en que esta incrustado el grafito. Esta matriz depende de la condición de la cementita eutectoide. Si la rapidez de enfriamiento y composición son tales que esta cementita grafitiza, entonces la matriz será completamente ferrítica, por el contrario si persiste la cementita eutectoide, la matriz será totalmente perlítica. La composición de la matriz puede variar en infinitas combinaciones entre ambos extremos. La mezcla grafito-ferrita da la fundición gris mas suave y débil. La resistencia y dureza aumentan al aumentar la proporción de cementita hasta alcanzar el máximo en la matriz grafito-perlita. Influencia del Silicio El silicio incrementa la fluidez y desplaza la composición eutéctica hacia la izquierda, lo cual baja la temperatura de solidificación. Al aumentar el Silicio decrece el área de la austenita y el contenido de carbono eutectoide. Al ser un enérgico grafitizador, si no es balanceado por otros elementos formadores de carburo, el carbono primario precipita como hojuelas de grafito. Una vez que se constituye el carbono primario como grafito su forma ya no puede alterarse. Estas hojuelas rompen la continuidad de la matriz y generan un efecto concentrador de esfuerzos como verdaderas entallas, lo cual explica la baja resistencia y ductilidad de la fundición gris. En la figura se ve como el contenido de Silicio afecta la formación de carburos, dando como resultado las distintas 4 matrices de la fundición gris. En la región media hay suficiente silicio como para provocar la grafitización de todos los 3 carburos excepto la cementita eutectoide, Fundicion gris de manera que se obtiene matriz perlítica y Ferritica hojuelas de grafito. 2 Fundicion gris Perlitica Se requiere de un cuidadoso control del Fundicion contenido de silicio y de la velocidad de Blanca 1 enfriamiento para grafitizar la cementita 0 1 2 3 4 5 6 7 eutéctica y proeutectoide pero no la eutectoide a fin de lograr una matriz totalmente perlítica de alta resistencia. 5 Influencia del azufre Tiene el efecto contrario del silicio, ya que tiende a estabilizar los carburos. Además tiende a formar FeS, un compuesto intermetálico de bajo punto de fusión que al formar redes interdendríticas, provoca fisuras y fragilidad en caliente. Reduce la fluidez y provoca rechupes y cavidades en piezas fundidas. En general el azufre se controla con el manganeso ya que forma MnS, unas partículas muy duras y pequeñas que no perjudican demasiado a la matriz. Influencia del manganeso Es un estabilizador de carburos, pero menos potente que el azufre. En la proporción correcta (3 a 1 con el azufre) forma MnS, reduciendo el carbono combinado y el efecto del azufre. El exceso retarda un poco la grafitización primaria y estabiliza la cementita eutectoide. Influencia del fósforo La mayor parte proviene del mineral de hierro y del carbón mineral. Se combina con el hierro para formar Fe3P, que constituye un eutéctico ternario con la cementita y la perlita llamado esteadita. La esteadita es frágil y con alto contenido de fósforo, tiende a formar redes interdendríticas alrededor de la austenita primaria y por lo tanto le confiere fragilidad a la fundición. Su contenido debe controlarse cuidadosamente. Su efecto aumenta la fluidez y favorece la grafitización primaria junto al silicio. Es útil para piezas muy delgadas. Influencia del grafito El tamaño y distribución del grafito influyen drásticamente sobre las propiedades de la fundición. Las hojuelas interrumpen la continuidad de la matriz, reduciendo la resistencia y ductilidad. Las hojuelas pequeñas son menos dañinas por lo que se prefieren. El tamaño esta normalizado y se determina por comparación con foto micrografías de muestra. La muestra pulida se observa a 100x. − El enfriamiento lento de la fundición favorece la grafitización pero también la formación de grandes cristales de austenita primaria, dando como resultado pocas hojuelas grandes y gruesas. − El exceso de carbono incrementa la formación de eutéctico y de grafito, lo que puede debilitar la matriz de la fundición en mayor proporción que una hojuela de menor tamaño. − El silicio en exceso incrementa la formación de eutéctico y por lo tanto da hojuelas mas finas y pequeñas. Pero también es un enérgico grafitizador, por lo tanto tendera a formar una matríz ferrítica de baja resistencia mecánica. − El mejor método para reducir el tamaño y distribución del grafito es mediante el agregado de inoculantes. Estos agentes inoculantes como Calcio, Aluminio, titanio, zirconio, carburo de silicio, etc, causan la nucleación de la austenita primaria originando muchos pequeños granos, lo cual reduce el tamaño y mejora la distribución del grafito. La forma de las hojuelas se clasifica en 5 tipos (A,B,C,D,E). El tipo D y E resultan de la grafitización de una estructura eutéctica típica de hierros de alta pureza o en fundiciones enfriadas rápidamente. Si bien las hojuelas son pequeñas, la conformación interdendrítica de las mismas debilita la estructura de manera que son indeseables. Con menor velocidad de enfriamiento no ocurren. Las pocas hojuelas grandes y rectas del tipo C indican que el hierro es hipereutèctico en contenido de carbono. El silicio y otros elementos de aleación reducen este efecto. en general estas estructuras no son deseables. Las hojuelas tipo B son comunes solo en la región intermedia de una fundición colada en molde frío, conocida como manchada, donde la rapidez de enfriamiento es la máxima que permite el proceso de grafitización. El tipo de hojuela mas deseable es el A, que resulta de una estructura eutéctica completamente separada. En este caso el tamaño pequeño de las mismas está determinado por el de los cristales de austenita primaria alrededor del cual se forman. Las características mecánicas de una fundición gris son las siguientes: − Dureza Brinell entre 156 y 302 − Resistencia a la tracción entre 150 y 430 MPa − Resistencia a la compresión entre 570 y 1,3 GPa Micrografías de fundición Gris D B E A C Fundición maleable Las piezas se cuelan en fundición blanca y subsecuentemente se les realiza un tratamiento térmico destinado a descomponer la cementita para producir la segregación de nódulos de grafito irregular. Se distinguen dos clases: Maleable de corazón blanco Que consiste en un proceso de decarburación acentuado Maleable de corazón negro ferríticas o perlíticas, donde se precipita grafito en forma de nódulos. Las diversas estructuras obtenidas, le otorgan las siguientes características: − Excelente resistencia a la tracción − Ductilidad y resistencia al choque − Buena colabilidad Ferrítica La cementita es una fase meta estable, de manera que bajo condiciones particulares, hay una tendencia de la misma a descomponerse en Hierro y carbono. Esta reacción es favorecida por la temperatura, la presencia de impurezas no metálicas y de elementos grafitizantes. La maleabilización consiste en convertir todo el carburo presente en la fundición blanca en carbono revenido en forma irregular (grafito y ferrita). El proceso requiere de 2 etapas de recocido: En la primer etapa, la fundición blanca se recalienta a una temperatura entre 900 y 950°C. Durante el calentamiento, la perlita se convierte en austenita, la que a su vez disuelve parte de la cementita. El proceso de maleabilización comienza cuando el carbono se segrega de la austenita saturada como grafito libre. Este proceso se forma a partir de núcleos que van agotando el carbono de la interfase austenita-cementita adyacente hasta el punto en que esos núcleos coalecen como nódulos irregulares en toda la estructura. La velocidad de descomposición depende de la facilidad de difusión del carbono y por lo tanto de la temperatura y el tiempo. Si ésta es demasiado elevada, la pieza se deforma excesivamente. La segunda etapa de recocido se realiza a 760°C, donde se dejan enfriar lentamente las piezas hasta el ambiente. La reacción eutectoide ocurre a esta temperatura de manera que el carbono que segrega la austenita se convierte en grafito sobre los nódulos ya existentes. La austenita se transforma en su mayor parte en ferrita. Esta fundición llamada maleable ferrítica, es ahora mucho mas resistente a la tracción y dúctil que la blanca o la gris. Además se puede maquinar con facilidad. Las características mecánicas de una maleable ferrítica son las siguientes: − Dureza Brinell entre 110 y 145 − Resistencia a la tracción entre 340 y 400 MPa Fundición maleable perlítica Si una cantidad de carbono se retiene como carburo combinado finamente distribuido, resulta una estructura totalmente diferente a la ferrítica y la resistencia y la dureza se incrementan en forma apreciable. La primer etapa de recocido es la misma que para la maleable ferrítica. La segunda etapa de recocido se reemplaza por un temple, generalmente al aire, el cual enfría las piezas a través del intervalo eutectoide lo suficientemente rápido como para retener los carburos dispersos en la matríz. La cantidad de perlita formada depende de a qué temperatura empieza el temple y la velocidad de enfriamiento. Si el efecto es suficientemente enérgico, toda la matríz será perlítica. Si la velocidad de enfriamiento a través del punto crítico no es suficiente como para retener todo el carburo, las áreas que rodean los nódulos serán grafitizadas totalmente y las áreas alejadas de ellos serán perlíticas. Normalmente se recurre a una tercer etapa que consiste en revenir la pieza entre 500 y 650 ºC para esferoidizar la perlita, mejorar la maquinabilidad, tenacidad, etc. Otra característica de la fundición maleable, es que mediante un temple desde la temperatura de austenización total puede obtenerse una matríz totalmente martensítica o bainítica, dependiendo de la velocidad de enfriamiento. Con esto se logran durezas del orden del 60 HRc. En general se utilizan fundiciones blancas aleadas para fabricar la fundición maleable perlítica, que estabilizan carburos en la etapa eutectoide e impiden la formación de matrices ferríticas. Los mas comunes son el Manganeso y el Azufre. Otros, como el cobre aumentan la resistencia mecánica, a la corrosión y mejoran las distribución del grafito. Las características mecánicas de una maleable perlítica son las siguientes: − Dureza Brinell entre 163 y 269 − Resistencia a la tracción entre 450 y 830 MPa Micrografías de fundición Maleable Fundición Nodular Aquí el grafito se presenta en forma en estado bruto de colada en forma de esferoides por el agregado de magnesio, calcio y Cerio, todos agentes altamente nodulizantes. Estas fundiciones presentan características comparables a las de un acero: − Excelente ductilidad y elongación − Excelente resistencia a la tracción − Buena colabilidad En esta fundición el grafito aparece como esferoides mas o menos regulares y de tamaño parejo, distribuidos uniformemente en la matríz. Esta forma del grafito no interrumpe tan marcadamente la continuidad de la matríz como en la fundición gris, lo cual da una mayor resistencia y tenacidad al material. La fundición nodular se obtiene directamente por moldeo a diferencia de la maleable que requiere de varios tratamientos térmicos. El contenido de carbono es el mismo que el de la gris, pero la diferencia reside en que se agregan aleantes especiales llamados inoculantes, como el Magnesio y el Cerio, que nodulizan el grafito. Esta operación se realiza en la cuchara antes del colado ya que el efecto de los inoculantes dura poco tiempo. Se debe controlar especialmente el contenido de Azufre en la aleación ya que éste neutraliza enérgicamente el efecto de los inoculantes. Ferrítica La matríz ferrítica se consigue controlando la composición química y la velocidad de enfriamiento para que sea lo mas lenta posible a fin de permitir la difusión y la total grafitización. Esta estructura proporciona máxima ductilidad, maquinabilidad, elongación y buena tenacidad. Las características mecánicas de una maleable ferrítica son las siguientes: − Dureza Brinell entre 130 y 210 − Resistencia a la tracción entre 380 y 630 MPa Perlítica La matríz perlítica se consigue mediante un tratamiento térmico de normalizado desde 870 ºC ó directamente de colada por la adición de aleantes especiales. Esta estructura proporciona mucha mas resistencia y tenacidad, pero es menos dúctil. Las características mecánicas de una nodular perlítica son las siguientes: − Dureza Brinell entre 200 y 275 − Resistencia a la tracción entre 550 y 900 MPa Martensitica Si la fundición nodular se templa en aceite desde 930 `C, se obtiene una estructura netamente martensítica, normalmente se realiza un revenido de la misma para disminuir la dureza y mejorar la tenacidad. Con este proceso se obtienen las mas altas resistencias a la tracción. Las características mecánicas de una nodular martensítica son las siguientes: − Dureza Brinell entre 215 y 320 − Resistencia a la tracción entre 680 MPa y 1,03 GPa Micrografías de fundición Nodular Fundiciones Especiales Los aleantes se añaden para mejorar determinadas propiedades especificas, como resistencia al desgaste, la corrosión o la temperatura de cada tipo de fundición. El efecto general de todos ellos es el de acelerar o retardar la grafitización, los mas comunes son Cromo, níquel, Cobre, Molibdeno y Vanadio. El Cromo incrementa el carbono combinado formando carburos complejos mas estables. Tiende a aumentar la resistencia y la dureza, bajando la maquinabilidad, pero sobre todo la estructura resultante resiste mejor el calor y el desgaste. Los porcentajes de aleación van desde 1% hasta 35%, lográndose un amplio espectro de estructuras. El Molibdeno retarda la transformación de la austenita aumentando la templabilidad. Su efecto es similar al que ocurre en el acero, que es aumentar la resistencia a la fatiga, al calor y la dureza. Los porcentajes van desde 0,25 a 1,25%. El Cobre tiene efecto grafitizador leve, disocia la cementita maciza haciendo menos frágil la matriz, pero sobre todo aumenta la resistencia a la corrosión. Comúnmente se la utiliza para fundiciones maleables especiales. El níquel es grafitizador, retarda la transformación de la austenita y estabiliza la perlita permitiendo lograr matrices totalmente perlíticas. Se lo utiliza en combinación con el Cromo en la fundición Blanca para lograr una matriz combinada de carburos, martensita y austenita retenida, que logran una resistencia a la abrasión y dureza superiores Diferentes tipos de fundiciones aleadas Los elementos de aleación y tratamientos térmicos adecuados, permiten la obtención de una gama de materiales, en los cuales las estructuras y las propiedades mecánicas se adaptan a las aplicaciones particulares. Fundición gris austenítica Para resistir altas temperaturas y atmósferas corrosivas. Fundición gris o blanca martensítica Para resistencia al desgaste a altas presiones de contacto y resistencia a la abrasión Fundición gris acicular Para resistencia a los esfuerzos alternados Fundición gris al alto silicio Resistencia a la oxidación a alta temperatura y a la corrosión de ácidos H2SO4 y HNO3 Fundición blanca al alto cromo Resistencia excepcional a los ácidos H2SO4 y HNO3 Aptitudes tecnológicas de las fundiciones Esfuerzos estáticos o repetitivos Resistencia a la tracción Las fundiciones cubren una amplia gama de valores, donde el limite superior es de alrededor de 1000 MPA. Esta resistencia depende de la composición química, de la estructura metalográfica, de la velocidad de enfriamiento, del espesor de la pieza, del método de obtención, de los tratamientos térmicos, etc. Las fundiciones grises muestran resistencias de entre 150 y 400 MPa Las maleables, entre 350 y 700 MPa. Las esferoidales entre 400 y 700 MPa Resistencia a la compresión Las fundiciones grises son 3 a 4 veces mas resistentes a la compresión que a la tracción. Pudiendo superar incluso al acero. Las fundiciones maleables y nodulares presentan valores similares a la tracción y la compresión. Resistencia a la fatiga El limite de fatiga por flexión rotativa alternativa es de 0,33 a 0,60, dependiendo de la composición. Las piezas de fundición gris presentan alta sensibilidad a la entalla. Esfuerzo de choque Ductilidad Solo las fundiciones maleables y esferoidales presentan una ductilidad interesante. No así las grises y las blancas. Resiliencia La resistencia al choque varia con el tipo y la estructura de la fundición Las grises presentan una alta sensibilidad a la entalla y la energía absorbida varia entre 10 y 50 J Las maleables y esferoidales ferríticas poseen gran ductilidad y absorción de energía, pero menores que los aceros al carbono. En cambio, las de matriz perlítica presentan gran resistencia al choque comparable con los aceros al carbono. Desgaste y corrosión Desgaste por frotamiento o deslizamiento Las fundiciones maleables y esferoidales perlíticas tienen una buena resistencia al desgaste. En lo que respecta a las grises, el efecto del grafito laminar hace que sus resistencia al desgaste sea excelente. Estas fundiciones permiten el endurecimiento superficial que pueden llegar a los 60 HRc necesario para lograr un buen desempeño. abrasión y frotamiento con alta presión de contacto Las fundiciones blancas y martensíticas son las que mejor resisten la abrasión en ambientes húmedos o secos. se pueden lograr durezas de 800 Vickers. Estas durezas se obtienen ya sea por tratamiento térmico o por aleantes especiales. corrosión Las fundiciones en general presentan un buena resistencia a la corrosión atmosférica. Las fundiciones aleadas, austeníticas, al alto cromo y Silicio, resisten tanto los ácidos orgánicos como inorgánicos, loa álcalis y soluciones salinas mas comunes que se utilizan el la industria. Altas y bajas temperaturas Las fundiciones se pueden utilizar en un amplio rango de temperaturas, que van desde los –200°C hasta casi los 1000°C. Bajas temperaturas Las fundiciones grises no presentan una transición dúctil-frágil apreciable, de manera que mantienen su resistencia a bajas temperaturas. Las grises austeníticas son aun mejores. Las maleables y esferoidales presentan características similares a los aceros al carbono por debajo de 0°C. Las austeníticas conservan su ductilidad y resistencia a la entalla hasta -196°C pero disminuye su resistencia a la tracción. Altas temperaturas − Resistencia a la oxidación − Estabilidad estructural − Resistencia al choque térmico − Resistencia mecánica hasta 400°C Amortiguación de vibraciones Las fundiciones, especialmente las grises, poseen una gran capacidad de amortiguación de vibraciones, los fenómenos de resonancia, la transmisión de ruidos, etc. contra los aceros que cuya amortiguación es pobre. Micrografías de fundiciones 1 2 3 4 5