Protagonistas 3 MRP.
Anuncio

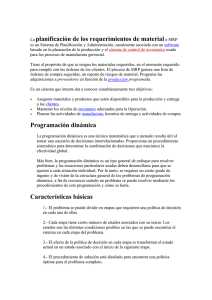
Planificación contra stock 37 Protagonistas 3 MRP. El primer objetivo de esta segunda etapa del método SCENE es conocer qué elementos forman parte de las órdenes de fabricación y de compra que emite la empresa. Estas órdenes no tienen por qué coincidir en todos los casos con un pedido de un cliente, pero en la mayoría de los casos precisan componentes y materias primas en cantidades establecidas. Por tanto, la primera parada en la elección de los protagonistas que sitúan el problema en la gestión de los almacenes de materias primas. Los sistemas tradicionales de gestión de almacenes no se pueden aplicar a los artículos con demanda dependiente. A mediados del siglo XX se solucionó este problema con el desarrollo de la metodología MRP (Material Requirement Planning). La evolución de estos sistemas de gestión de información no ha terminado y la problemática que surgió con el efecto del año 2000 potenció la aparición de numerosos programas de gestión integral que no son más que la evolución natural de los antiguos MRPs. En este tema se analizará, de forma general, la historia de estos sistemas informáticos y la metodología que emplean. Para el funcionamiento eficiente de cualquier programa MRP es preciso utilizar ordenadores. También se analizará el efecto de la capacidad en la planificación, con el estudio de la metodología CRP (Capacity Requirement Planning). 38 Organización de la Producción II. Planificación de procesos productivos 3.1 Introducción En los años 60 algunas empresas comprobaban cómo el suministro de piezas para el montaje de sus productos no funcionaba como se esperaba. Eran frecuentes las ocasiones en que no podían ensamblar los productos finales por falta de algún componente. Con un sencillo cálculo estadístico se puede demostrar por qué los sistemas de gestión tradicionales no son válidos para productos con demande dependiente. Si se supone un producto formado por 20 componentes cuyos stocks se gestionan por el método tradicional estudiado y están protegidos contra roturas de stock en un 95% de los casos. Además, Si falta un componente no puede realizarse el montaje. La probabilidad de que no pueda realizarse el montaje correcto por falta de un componente resulta ser del 64%. La solución que se encontró a este problema comenzó con la definición de la Lista de Materiales (en inglés BOM - Bill of Materials). Se trata de estructuras jerarquizadas análogas a las padre-hijo que recogen los árboles genealógicos. La creación de la Lista de Materiales se conoce como “explosión de necesidades”. Sin embargo, las limitaciones de la lista de materiales eran numerosas. Por ejemplo, no calculaba las fechas en las que debían realizarse los pedidos. Para paliar estas deficiencias se desarrolló el MRP (Material Requierement Planning) que proyecta en el tiempo las necesidades de materiales. Este proceso se conoce como “decalaje en el tiempo”. Planificación contra stock 39 Gracias al MRP, gestionando los productos según la previsión del artículo “padre” (que se obtiene del plan maestro de producción) la demanda de los “hijos” se sabe con certeza, gracias a la lista de materiales. Conociendo los plazos de entrega de los proveedores (o de fabricación si los componentes se realizan en la misma empresa) resulta trivial determinar cuándo hay que realizar el lanzamiento de los pedidos. El proceso de planificación para la obtención de los materiales es diferente si la empresa trabaja contra pedido o contra stock. Además, en caso de que la empresa trabaje contra pedido existen distintas alternativas, representadas en el esquema siguiente y que, a continuación, se explican brevemente. Bolsa 1 OF = M pedidos ¿T? Contra pedido Pedido 1 OF = 1 pedido MRP Reservas Contra stock Pedido Almacén OF, OC 1 OF = 1 pedido interno Punto pedido • Si la empresa trabaja contra stock los pedidos son retirados directamente de almacén. Generalmente, cuando éste alcanza el punto de pedido correspondiente a cada producto se emiten las órdenes. • Si la empresa trabaja contra pedido pueden definirse distintos procedimientos. • o Cada Pedido puede ejecutar el MRP para determinar los componentes necesarios, hacer reservas en el almacén y dar lugar a órdenes independientes. o Cada Pedido puede acumularse en una bolsa y, cada TP, se ejecuta el MRP para determinar los componentes necesarios, hacer reservas en el almacén y dar lugar a las órdenes correspondientes. Los pedidos de los clientes se preparan una vez finalizadas las órdenes agrupadas. Por último, en el caso de las células de producción autogestionadas no se realiza ningún proceso de planificación, sino que sólo se definen el número de Kanbans que se incluirán en la célula (este concepto se explicará en el capítulo siguiente). 40 Organización de la Producción II. Planificación de procesos productivos 3.1.1 Evolución de los sistemas MRP El beneficio principal derivado de la implantación de las aplicaciones MRP era una considerable reducción del inventario. Por lo tanto, la reducción del inmovilizado ofreció a las empresas importantes ahorros económicos y, como consecuencia, importantes beneficios económicos al obtener un rendimiento financiero del dinero que antes se tenía en forma de inventario. Sin embargo, la situación, una vez estabilizada, no ofrecía otros beneficios. El paso de los años ha hecho que, aquellos sistemas MRP, quedaran reducidos a un módulo incorporado en sistemas de información mayores. Las funcionalidades que se exigían a los MRP eran cada vez más altas y pronto comenzó a solicitar que realizaran la planificación en función de la capacidad de la planta. En un primer momento los resultados que se obtenían con un programa MRP eran introducidos como datos de entrada en otros programas, llamados CRP (Capacity Requirement Planning) que, teniendo en cuenta las restricciones de capacidad, determinaban si la planificación ofrecida era o no posible. En caso de resultar inviable se volvían a calcular nuevos lanzamientos con el programa MRP y las recomendaciones ofrecidas por el módulo CRP. Este proceso se repetía hasta que se hallaba una solución posible. Era sólo cuestión de tiempo que el módulo CRP se incorporara a los sistemas MRP, pero claro, el nombre ya no servía porque, no sólo se planificaban los materiales, sino que también se incluían los recursos internos. Se aprovechó también para incorporar módulos de gestión de compras, ventas, almacenes y la contabilidad. Este nuevo modelo de sistema de información, nacido en los años 70, se conoció con el nombre de MRP II, aunque el significado de cada letra es diferente (Manufacturing Resource Planning). Los problemas de final del siglo XX, derivados del efecto del año 2000 y de la conversión al euro favoreció el desarrollo de nuevos productos, llamados ERP (Enterprise Resource Planning). Realmente no existe ninguna diferencia, en la práctica, entre los ERP y los antiguos sistemas MRPII y su nombre responde más a una estrategia comercial. 3.2 Funcionamiento del sistema MRP Empezando por el sistema más antiguo, el MRP, se van a estudiar las técnicas de cálculo y se resolverán pequeños casos, similares en todo, salvo en volumen de información manejada, a los sistemas reales utilizados en las empresas. Planificación contra stock 41 El primer paso es determinar cuál es el objetivo de los cálculos de un sistema MRP. Se podría resumir en una frase: “Determinar cuánto pedir de cada componente para asegurar la disponibilidad de la cantidad deseada, en el lugar adecuado y en el momento en que sean necesarios partiendo de los datos del plan maestro”. Este objetivo principal se concreta en logros menores, pero no por ello menos importantes: • Asegurar la disponibilidad de materiales y componentes. • Mantener un bajo nivel de inventario. • Reaccionar ante posibles imprevistos. • Adelantar o retrasar pedidos en función de cambios en la fecha de entrega. La planificación de requerimientos de materiales (MRP) es una de las funciones del entorno productivo que puede automatizarse de forma eficiente, siempre y cuando los datos de los que se disponga para tomar decisiones estén convenientemente actualizados. Maestro de artículos Lista de materiales Pedidos PMP Previsiones MRP Lanzamiento de Ordenes proyectadas Ordenes de compra Ordenes de fabric. Reajustes Ordenes de calidad El sistema MRP parte del plan maestro de producción; evalúa, en función a las características de los componentes, que se describirán más adelante, el momento más oportuno para lanzar los pedidos; por último, elabora múltiples informes para controlar el sistema: pedidos, estado de inventario,... 3.2.1 Entradas al sistema MRP La principal entrada corresponde al Plan Maestro de Producción (PMP). Es importante señalar que, fruto de este plan se determinarán de manera exacta, las necesidades de componentes y que, por tanto, no se incluyen otro tipo de demandas 42 Organización de la Producción II. Planificación de procesos productivos de componentes que, en algunos casos, pueden ser importantes. Así, los pedidos de componentes para recambios se deberán incluir como entrada independiente o formar parte del plan maestro. Su valor se calculará en base a previsiones específicas. 3.2.2 Datos principales para tomar decisiones Una de las principales ventajas del sistema MRP es que, para tomar decisiones, no es necesario un número elevado de datos. Ahora bien, es fundamental que los pocos datos que se precisan sean correctos y estén actualizados. Concretamente, todos los datos que se necesitan en la metodología se recogen en dos documentos: la lista de materiales y el maestro de artículos. En los siguiente apartados se supone como producto la silla representada en la figura. 3.2.2.1 Lista de materiales La lista de materiales representa la estructura del producto, es decir, el tipo de componentes y la cantidad de cada uno de ellos. Además se presenta en forma de árbol, lo que se conoce como explosión de necesidades. La forma más común de representar la estructura es la explosión uninivel: • Explosión, porque se representa de arriba a abajo, es decir, de producto final a componentes, pasando por submontajes. Otra forma de presentarlo sería la implosión, pero se emplea mucho menos. • Uninivel, ya que se detallan los componentes de cada componente, lo que hace que un mismo elemento pueda aparecer más de una vez en distintos niveles. En el caso de la silla de la figura, la explosión de necesidades, es muy sencilla. EL MRP puede trabajar con módulos, derivados de una implantación de la tecnología de grupos. Planificación contra stock 43 La forma de implementarlo en un sistema informático es mediante una tabla en la base de datos, en la que cada registro recoge el código (o el nombre) del artículo, el código del componente (o su nombre) y la cantidad de cada componente. Artículo Componente Cantidad Silla Patas 4 Silla Asiento 1 Silla Respaldo 1 Respaldo Tabla 1 Respaldo Barrotes 2 3.2.2.2 Maestro de artículos El maestro de artículos es el fichero de control de inventario, es decir, presenta el estado actual y futuro del inventario de componentes y de productos finales. Además, deben incluirse, como datos fundamentales, el plazo de entrega, o de montaje o de fabricación de cada componente. De esta forma se sabe el momento en el que debe empezar a fabricarse o pedirse el componente. El período de planificación del MRP suele denominarse cubo de tiempo y, generalmente su unidad es la semana. La forma gráfica de representar el maestro de artículos se denomina decalaje en el tiempo y consiste en un diagrama de Gantt que se empieza a dibujar desde el producto terminado. Barrotes Tabla Respaldo Asiento Patas Silla 5 5 6 6 7 7 8 8 9 9 10 En el diagrama puede comprobarse cómo las líneas verticales representan el principio de cada período, por lo que entre dos líneas se desarrolla el período. No se trata de determinar la secuencia de fabricación, sino de asegurar que los componentes estarán disponibles. 44 Organización de la Producción II. Planificación de procesos productivos En la implementación del maestro de artículos se pueden incluir otros datos en cada uno de los regristros de la tabla, como el coste, la cantidad mínima de pedido, el proveedor, etc. Artículo Inventario Pedido Mínimo PF o montaje Silla Respaldo Tablas Patas 0 0 30 160 50 50 50 100 1 1 1 2 Es preciso tener certeza absoluta en los datos de esta tabla, concretamente la cantidad disponible en el almacén y las recepciones previstas. En ocasiones no se incluye el Stock de Seguridad (SS) porque se emplea stock de seguridad sólo en el inventario de productos finales y en componentes con demanda parcialmente independiente, es decir, aquellos que se emplean como repuestos. En productos con demanda dependiente, aunque el stock de seguridad no puede eliminarse por completo (existirán pérdidas de componentes debidos a mermas o defectuosos) puede reducirse de forma importante. 3.2.3 Salidas del MRP Uno de los principales problemas de los sistemas MRP antiguos (y de algunos más modernos) es la enorme cantidad de información que producen. Algunos informes son importantes, pero la mayoría no tienen apenas utilidad. Para evitarlo, los programadores crearon los sistemas de variación neta que recogen en un informe el estado final del almacén en el período concreto (por ejemplo un día), independientemente de los movimientos que se hayan producido. 3.2.3.1 Informes primarios Los principales informes que produce el sistema MRP son las ordenes de fabricación o de compra, denominados plan de materiales y los informes de reprogramaciones debidas a cambio en los pedidos. Además, se pueden acompañar las ordenes de compra con las especificaciones de calidad. Por último, resultan importantes los documentos que presentan el estado del inventario y que indican las cantidades actuales de cada producto así como las futuras recepciones de material. 3.2.3.2 Informes Secundarios Son numerosos los informes que preparan los sistemas MRP y como ejemplo se pueden citar las previsiones de roturas de stock, análisis ABC,... Planificación contra stock 45 3.2.4 Cálculos internos de un sistema MRP En los sistemas MRP, en un intento de estandarización, se definieron los siguientes conceptos: PATAS 1 Requerimientos Brutos B(t) 2 40 4 100 5 100 6 120 7 180 8 80 9 120 60 60 40 0 20 0 100 Recepciones programadas R(t) Proyectado en Mano M(t) 3 60 160 120 160 Requerimientos netos N(t) 40 60 140 80 100 Recepción órdenes ROP(t) 100 100 140 100 100 140 100 100 0 0 Lanzamiento órdenes LOP(t) 0 100 100 3.2.4.1 Requerimientos Brutos B(t) Corresponde a la producción total anticipada de productos terminados y, como se veía al principio, proviene del Plan Maestro. Ahora bien, es necesario tener en cuenta las posibles mermas que se producirán durante el proceso. Para el caso de los componentes los requerimientos brutos se determinarán en función de los lanzamientos de órdenes de sus “padres” incluyendo, además, las mermas que se puedan producir. 3.2.4.2 Recepciones Programadas R(t) Las Recepciones Programadas corresponden al material pedido en un período de planificación anterior que llegará en el período que se está planificando. Si se separan del resto es porque no es posible modificar las fechas de recepción debido a que los pedidos ya están en curso. 3.2.4.3 Requerimientos Netos N(t) Las necesidades reales de fabricación (o pedido) no coinciden con lo que se demandan, ya que existen componentes que se pueden emplear y que están, o bien en el almacén, o bien en proceso. N(t) = B(t) - R(t) - M(t-1) De esta forma se determinan las necesidades netas de producción o pedido. 3.2.4.4 Recepción de Ordenes Proyectadas ROP(t) La cantidad que se pedirá no siempre coincidirá con las necesidades netas, porque, en este punto, entran en juego las distintas políticas de aprovisionamiento o fabricación de la empresa: 46 Organización de la Producción II. Planificación de procesos productivos Lote a lote: La cantidad pedida coincide con las necesidades netas. Período constante: Se suman las cantidades de un período y se realiza un pedido. POQ (Periodic Order Quantity): Lo que es fijo es la cantidad que se pide, por lo que el período varía. EOQ (Economic Order Quantity): Se pide la cantidad económica de pedido correspondiente a cada pedido. Lote mínimo: La cantidad mínima de pedido es fija, de forma que, si la cantidad solicitada es superior, se envíe un pedido igual a las necesidades netas. Pero si la cantidad es inferior se pide la cantidad mínima. Todavía no se ha lanzado la orden pero ésta se deberá recibir justo en el momento en que sea necesaria. En caso de que el cubo de tiempo sea diario, para simplificar, se entiende que los pedidos solicitados se reciben a primera hora de la mañana, por lo que las unidades que los forman se pueden emplear ese mismo día. En el caso en que la cantidad solicitada sea diferente a la necesitada, el exceso se incluirá en el inventario. 3.2.4.5 Proyectado en Mano M(t) El proyectado en mano es el inventario esperado al final del período. Su cálculo se realiza de la misma forma que en el tema de planificación agregada, aunque la notación sea diferente. M(t) = M(t-1) + R(t) + ROP(t) - B(t) = ROP(t) – N(t) Se trata de sumar al inventario del día anterior las recepciones esperadas durante el período (provenientes de una planificación anterior y de las recepciones de los lanzamientos que se realicen) y restar la demanda de ese período. 3.2.4.6 Lanzamiento de Ordenes Proyectadas LOP (t) Se obtiene mediante el decalaje en el tiempo de las Recepciones de Ordenes Proyectadas (ROP(t)). Es, en este punto, cuando la tabla se completa. Así, al llegar un período en el que se debe lanzar un pedido se emitirá la orden y los componentes se recibirán en el momento en que se necesitan en el montaje final, según la política de aprovisionamiento de la empresa. Planificación contra stock 47 3.2.5 Casos particulares Analizando la forma de realizar los cálculos de este sistema enseguida aparecen posibles problemas que se convierten en casos particulares y que los programas de MRP ya han analizado y solucionado. 3.2.5.1 Programación de artículos antes de la fecha actual Dada la forma de trabajar de los sistemas MRP, desde la fecha de entrega de los pedidos, decalando en el tiempo los lanzamientos, puede ocurrir que se intente lanzar una orden antes de la fecha actual. En este caso el sistema emite un mensaje de excepción, de forma que, el analista puede cambiar la programación o comprimir los plazos de entrega o fabricación. 3.2.5.2 Requerimientos procedentes de más de un artículo En el caso de que más de un producto contenga el mismo componente, y sea necesario fabricar ambos para la misma fecha, se suman los requerimientos netos del componente de los dos pedidos. 3.3 CRP. Planificación de la Capacidad En los cálculos de un sistema MRP no se tiene en cuenta la capacidad de la planta para fabricar o montar los componentes necesarios para completar el pedido. En la mayoría de las empresas la premisa de capacidad infinita no es válida. Y es necesario saber si se puede fabricar o no. En otras fábricas, suponer que la capacidad es infinita, resulta suficiente. El sistema CRP funciona de la siguiente forma: 48 Organización de la Producción II. Planificación de procesos productivos PMP provisional Plan de necesidades Revisar el PMP MRP Convertir a necesidades de recursos NO ¿Son suficientes los recursos? SI Plan maestro definitivo Convertir el PMP en definitivo NO ¿Puede aumentarse la capacidad? SI Modificar la capacidad La capacidad de la empresa puede elevarse momentáneamente mediante el uso de horas extras o la subcontratación. En caso de no poder ampliarse por estos medios, las posibilidades consisten en revisar el programa maestro fabricando antes y almacenando (soportando el coste de almacenamiento que aparezca) o fabricar más tarde (corriendo con posibles penalizaciones por retraso). Para simplificar los cálculos se supondrá que, las operaciones secuenciales de un mismo producto se realizan cada una en un período, es decir, si un producto tiene tres operaciones, cada una de ellas se realizará en un día o una semana diferente. Si la máquina tiene capacidad suficiente podrá realizar el mismo período otros pedidos. El motivo de esta simplificación es que el CRP estudia la carga y no la secuencia de producción. En los sistemas reales, el CRP está unido, en algunos casos, a los módulos de planificación (Schedulers), por lo que se considera la duración real de las tareas. El motivo de no considerarlo es debido a la complejidad que alcanzarían los cálculos. 3.3.1 Datos principales para tomar decisiones Lógicamente, los datos recogidos en la lista de materiales, y en el maestro de artículos no son suficientes para tomar decisiones con respecto a la capacidad. El sistema CRP incluye dos nuevas tablas referentes, principalmente, a las características del proceso. Planificación contra stock 49 3.3.1.1 Lista de operaciones (BOO) o tabla de rutas Se conoce como Bill Of Operations y recoge los datos necesarios para conocer la forma en que se fabrica un artículo. Por lo tanto, es suficiente recoger el código del artículo, el número de la operación (para mantener la secuencia), la máquina o centro de trabajo donde se realiza la operación, el tiempo de procesamiento o la capacidad (tp) y el tiempo de preparación (s). Artículo Operación CDT Capacidad Patas 1 Torno1 30 Patas 2 Torno2 15 Los desplazamientos de un centro de trabajo a otro pueden considerarse operaciones independientes. Así, se puede conocer su duración para posteriormente intentar reducirlos, e incluso, eliminarlos. 3.3.1.2 Centros de trabajo o máquinas Las características de las máquinas que son independientes del producto que fabrican se recogen en una tabla, la de centros de trabajo (o máquinas). Los datos más frecuentes de esta tabla son el código de la máquina y el número de máquinas. En ocasiones se incluye la capacidad, cuando ésta es la misma para todos los productos. Otras veces el dato de capacidad se expresa en horas totales. CDT Nombre Nº Máquinas 1 2 Torno1 Torno2 1 1 3.3.2 Salidas del módulo CRP El módulo CRP avisa de la carencia de capacidad pero no toma decisiones de cómo resolver estos problemas de capacidad descubiertos. En sistemas completos se muestran diferentes soluciones al usuario, que debe elegir la más idónea. 50 Organización de la Producción II. Planificación de procesos productivos 140 120 100 CAPACIDAD 80 Prevista 60 Planificada 40 20 0 1 2 3 4 5 6 7 8 En la actualidad son muy pocos los sistemas de gestión empresarial que no incluyen el módulo CRP junto con el módulo de MRP, evitando así el flujo continuo de información entre programas diferentes. Además, debido a que pueden unirse con aplicaciones o módulos encargados de obtener la secuencia de producción óptima es posible reducir los cubos de tiempo a días en lugar de semanas, como unidad estándar. 3.4 Bibliografía recomendada Dirección de la Producción. Decisiones tácticas J. Heizer y B. Render, Prentice Hall, Madrid, 1997 Posiblemente la mejor de las parejas de libros dedicados a los mismos aspectos. Con ejemplos de casos reales de empresas para ilustrar los capítulos. Lástima que sólo sean ejemplos de empresas americanas. Administración de Producción y Operaciones. 4ª edición N. Gaither y G. Frazier; International Thomson; México; 2000 Libro de carácter general que contiene numerosos ejemplos y casos para resolver. Pretende ser una alternativa al Chase-Aquilano, pero no es tan completo. También se excede en las traducciones literales del inglés. Analysis and Control of Production Systems. E. A: Elsayed y T. O. Boucher, Practice-Hall, New Jersey, 1985 Bastante general. Incluye, además de MRP, la planificación detallada de operaciones.