Mecanizado de ruedas dentadas
Anuncio

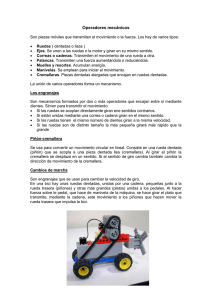
\ Empleo 10. MECANIZADO DE RUEDAS de 211 las ruedas dentadas E n g r a n a j e s cónicos (fig. 2 1 1 , 1 ) . L o s árboles se c o r t a n aquí e n u n p u n t o . L a s r u e d a s t i e n e n u n a f o r m a f u n d a m e n t a l cónica. E x i s t e n r u e d a s cónicas c o n d i e n t e s rectos, inclinados y en forma espiral. DENTADAS E m p l e o de r u e d a s dentadas. Por medio de ruedas dentadas se t r a n s m i t e n m o v i m i e n t o s de rotación y m o v i m i e n t o s de torsión. L a transmisión es desmodrárnica porque engranan entre sí los dientes y los espacios entre diente y diente. H a y ruedas dentadas i n t e r i o r m e n t e y e x t e r i o r m e n t e (fig. 210,1). E n las ruedas dentadas e x t e r i o r m e n t e el sentido de rotación es opuesto cuando v a n acopladas. Las ruedas dentadas i n t e r i o r m e n t e tienen el m i s m o sentido de giro que las ruedas i n t e r i o res que engranan con ellas, y la distancia entre sus ejes es pequeña. Mediante una rueda dentada y una cremallera se t r a n s f o r m a el m o v i m i e n t o de rotación en un m o v i m i e n t o rectilíneo del mismo sentido. Separación de ejes Fig. a) 211,1. Ruedas Engranajes cónicas con de ruedas dientes das cónicas c o n dientes cónicas. b) rectos; rue- inclinados. E n g r a n a j e s J e r u e d a s helicoidales (fig. 2 1 1 , 2 ) . L o s árboles se c r u z a n . L a s r u e d a s h e l i c o i d a l e s s o n r u e d a s frontales c o n el d e n t a d o i n c l i n a d o . E n g r a n a j e de t o r n i l l o s i n f i n . L o s árboles se c r u z a n . E l e n g r a n a j e c o n s t a de t o r n i l l o s i n fin y r u e d a h e l i c o i d a l y es a p r o p i a d o p a r a g r a n d e s r e l a c i o n e s de t r a n s m i sión. T i e n e u n f u n c i o n a m i e n t o silencioso y o c u p a poco s i t i o . L a r u e d a h e l k o i d a l es s i e m p r e a r r a s t r a d a p o r el t o r n i l l o s i n f i n . Los engranajes de ruedas frontales y los de ruedas cónicas son engranajes de rodadura porque en ellos las ruedas ruedan una sobre la o t r a . Los engranajes de ruedas helicoidales y de tornillos sin fin se designan como engranajes helicoidales. E n g r a n a j e s y f o r m a s de l a s r u e d a s d e n t a d a s . Dos o más ruedas dentadas que engranan entre sí c o n s t i t u y e n u n engranaje. L a rueda más pequeña se l l a m a piñón. Según la posición de los ejes existen distintas formas fundamentales de ruedas dentadas. . ' Engranajes de ruedas frontales (fig. 210,2). Los árboles tienen posición paralela. L a f o r m a f u n d a m e n t a l de las ruedas dentadas es un c i l i n d r o . Los dientes pueden ser rectos, inclinados o de flecha (dientes en V ) . Los dientes rectos son los más empleados. Los dientes inclinados funcionan con menos r u i d o porque el engrane tiene lugar de u n modo p a u l a t i n o . Se produce, no obstante, u n empuje a x i a l que ha de ser soportado por u n cojinete de presión. . • •i j Los dientes en forma de flecha se emplean para grandes potencias. E l empuje a x i a l queda compensado en estos engranajes. Fie. 2!0.2. Engranaje» de ruedas frontales, a) Ruedas frontales i n c l i n a d o s ; e) r u e d a s f r o n t a l e s con con dientes dientes rectos; en forma de b) ruedas flecha. frontales con diente, Fig. 211,2. coidales; a) (6) rueda (a) E n g r a n a j e de engranaje h e l i c o i d a l ; b) de ruedas tornillo heli- sin tornillo sin fin; fin. P e r f i l de los dientes. C o n o b j e t o de q u e las r u e d a s d e n t a d a s q u e e n g r a n a n e n t r e sí, t r a b a j e n sin s a c u d i d a s y p r o d u ciendo poco r u i d o y r o z a m i e n t o , los d i e n t e s t i e n e n que t e n e r u n d e t e r m i n a d o p e r f i l . E l p e r f i l más c o r r i e n t e es el de e v o l v e n t e . U n a e v o l v e n t e es l a c u r v a q u e se p r o d u c e a l d e s a r r o l l a r u n h i l o de u n a circunferencia en que estuviera arrollado, m a n t e niéndolo t i r a n t e , o lo q u e es lo m i s m o , a l h a c e r rodar u n a r e c t a s o b r e u n a c i r c u n f e r e n c i a (figura 2 1 1 , 3 ) . E n u n a c r e m a l l e r a c o n d e n t a d o de e v o l vente el flanco de los d i e n t e s es r e c t o . E l d e n t a d o de e v o l v e n t e está n o r m a l i z a d o . E x i s t e también el d e n t a d o c i c l o i d a l , pero éste n o se e m p l e a e n c o n s trucción di; máquinas. Evolvente V 211,3. <; !I2 Máquina y Magnitudes herramienta de las ruedas frontales con dentado recto—Materiales para ruedas 213 dentada» M a g n i t u d e s de l a s r u e d a s f r o n t a l e s c o n dentado r e c t o . Materiales para ruedas dentadas. L a f o r m a de los dientes queda l i m i t a d a por las circunferencias de cabeza y de pie [tif(U ra 212,1). Los dientes se d i s t r i b u y e n a lo largo de la circunferencia p r i m i t i v a . Se l l a m a paso la distan cia de diente a diente medida sobre el arco de circunferencia p r i m i t i v a . E l paso está c o m p u i M por el espesor del diente y por la separación entre dientes. E l paso se elige múltiplo ilt-l un mero TI. E l número por el cual se m u l t i p l i c a el número n es el módulo ( m ) . M e d i a n t e Uwnormi lización se l i m i t a el número i n f i n i t o de posibles módulos. Paso = módulo n\ E l i g i e n d o el paso como múltiplo d i se obtienen para el diámetro de la c i l ferencia p r i m i t i v a números sencillos Ruedas dentadas de materiales metálicos. Para cargas reducidas se c o n s t r u y e n las ruedas dentadas de fundición de hierro, de acero moldeado o de aceros corrientes ile construcción, como, por e j e m p l o , los St 50.11 y St 6 0 . 1 1 . Las ruedas sometidas a fuertes cargas se t r a t a n térmicamente después de mecanizadas, cementando o t e m p l a n d o , por e j e m p l o , l a zona de los flancos. Para el cementado son necesarios aceros con pequeño contenido de carbono. M e d i a n t e calent a m i e n t o en u n medio que ceda carbono se enriquecen en esta sustancia los flancos de los dientes. E l temple exige aceros con elevado contenido de carbono. L a superficie de los flancos se calienta por medio del mechero oxiacetilénico y se enfría después m e d i a n t e inmersión en agua. Las ruedas dentadas de m a t e r i a l prensado tienen u n f u n c i o n a m i e n t o silencioso, son de poco peso y resistentes al agua y al aceite. T o d a rueda de m a t e r i a l prensado t r a b a j a emparejada con una rueda metálica. Las ruedas de m a t e r i a l prensado no son adecuadas para t r a b a j a r como ruedas de mecanismos de avance porque al embragar se romperían los dientes. Los materiales empleados son la tela d u r a hecha con resina a r t i f i c i a l y la madera prensada hecha con resina artificial. E n t r e los p r i m e r o s figuran el N o v o t e x t y el R e s i t e x t , que están compuestos por capas planas de t e j i d o , conseguidas de resinas artificiales bajo t e m p e r a t u r a y presión. E n t r e los segundos materiales citaremos el L i g n o f o l — Z y están formados por madera en hojas, prensada con resinas sintéticas a alta t e m p e r a t u r a . Perímetro circunf. p r i m i t . = paso • Mi mero de dientes. U=t-z o bien f / m Fabricación de c u e r p o s de r u e d a p a r a s e r d e n t a d o s . Flanco ttrl dmntt Paso t = m • 7i E l módulo es u n número concreta ) • da en m m . E j e m p l o : Cálculo del paso en m i n pari u n módulo 2. Solución: t — m-rc = 2 - 3 , 1 4 — 6,211 i Cábela I ditntm d) Fig. 212,1. d„ Designaciones en u n a rueda trontal con dientes r e c t o s . a\i) D i á m e t r o d e l a c i r c u n f e r e n c i a metro Diámetro circunf. p r i m i t . perímetro circunf. p r i m i t . de la circunferencia lit) cabeza del d i e n t e ; /) separación del diente; h,) de c a b e z a ; p r i m i t i v a ; d\) diá- h) altura del diente; p i e d e l d i e n t e ; I) p a s o ; s ) espesor e n t r e d i e n t e s ; 6) a n c h u r a o profun- o bien, siendo U = mzrt, didad del diente. d. Los cuerpos de rueda para pequeñas ruedas dentadas de acero se c o r t a n , con sierra, de redondos de acero o se f o r j a n de ese mismo m a t e r i a l , soldándoles a menudo los cubos correspondientes ( f i g . 213,1). d = a Diámetro circunf. p r i m i t . = módulo número de dientes; diámetro circunf. p r i m i t . | d„ = m-z\ en m m . Son valores normales los siguientes: a l t u r a del diente h — ' 7<¡ = 2,166 m = 0,7 I cabeza del d i e n t e n» = "/« m = 1 m = 0,3 t pie del d i e n t e h, = '/« = L 1 6 6 m = 0,4 t diámetro de la circunferencia de cabeza d , = d + 2-h» i d = d„ + 2 - m o también d . = m-z - f 2 m m z m 0 k Fig. 212,2. P a r de ruedas e n g r a n a n d o e n t r e s í . Si) los flancos St) jo); dentadas Juego ( e x a g e r a d o e n el juego de la de k es decir, diámetro circunferencia de cabeza |dt = m (z-| 2)| i-n o.o. dibu- cabeza. D i s t a n c i a entre ejes de las dos ruedas dpi +. dai Las ruedas dentadas que h a n de t r a b a j a r j u n t a s tienen que tener el mismo paso y han Úi tocarse en las circunferencias p r i m i t i v a s . E l juego de cabeza s vale 0,166 m m . E n t r e d i r n l l 39 y d i e n t e queda u n pequeño juego en los flancos, y si, por e j e m p l o , el espesor del diente es I ,41 la separación entre dientes será t. 80 E j e m p l o : Calcúlense para u n a rueda d e n t a d a de módulo 2 y de 30 dientes, las signo m . m a g n i t u d e s : diámetro de la circunferencia p r i m i t i v a , cabeza del diente, pie del diente, altUffl del diente y diámetro de la circunferencia de cabeza. Solución: diámetro de la c i r c u n f . p r i m i t . d = m-z 1 -m — = 2-30 1-2 == 260 mm mm ; ; cabeza de los dientes h¡. 1,166-m = 1,166-2 = 2,333 m m ; pie de los dientes />/ 2,166-m = 2,166-2 = 4,333 m m ; a l t u r a de los dientes h¡ m (z+2) = 2 (30 + 2) = 64 m m ; diámetro circunf. de cabeza d Observación: Con el número de dientes y el módulo quedan determinadas las más ímpol tantes magnitudes de u n a rueda f r o n t a l . A y a k Fig. 213,1. Ejemplos de paración de c u e r p o s de a) Aserrado; '/! cubos Los al pre- rueda. forjado: soldados de por b) r) V cuerpo rueda. c u e r p o s de r u e d a p a r a grandes r u e d a s se p r e p a r a n fundición ( a c e r o m o l d e a d o , fundición de h i e r r o ) o p o r s o l d a d u r a . L o s c u e r p o s de r u e d a m u y g r a n d e s , s o l d a d o s , c o n s t a n de l a c o r o n a o l l a n t a , el c u b o y el d i s c o o c e n t r o de r u e d a c o n o s i n r e f u e r z o s . C o m o m a t e r i a l se e m p l e a el a c e r o . L a s r u e d a s s o l d a d a s s o n más l i g e r a s q u e l a s f u n d i das, de m o d o q u e se e c o n o m i z a m a t e r i a l c o n e l l a s . En las r u e d a s de m a t e r i a l p r e n s a d o h a y q u e t e n e r e n c u e n t a l a c o r r e c t a dirección de l a s c a p a s de m a t e r i a l ( f i g u r a 2 1 3 , 2 ) . F r e c u e n t e m e n t e se m e t e a presión, a m o d o de c u b o , u n m a n g u i t o de a c e r o . Los c u e r p o s d e r u e d a se m e c a n i z a n p o r t o r n e a d o e n tornos o r d i n a r i o s , t o r n o s revólver y t o r n o s automáticos. Fig. 213,2. pas de material Dirección material en prensado, a) de las c a - ruedas de Dirección c o r r e c t a ; o) d i r e c c i ó n d e f e c t u o s a . \ 214 Máquina y F r e s a d o de u n a r u e d a frontal por el p r o c e d i m i e n t o herramienta Ejecución del dentado. FRESADO D E UNA R U E D A E l d e n t a d o se h a c e , por lo g e n e r a l , m e d i a n t e a r r a n q u e de v i r u t a . E n este p r o c e d i m i e n t o se f o r m a n los d i e n t e s v a c i a n d o los espacios c o m p r e n d i d o s TAL y el e s m e r i l a d o . E n casos e s p e c i a l e s , se e j e c u t a el d e n t a d o s i n a r r a n q u e de v i r u t a , p o r e j e m p l o , c u a n d o se h a c e n las r u e d a s d e n t a d a s p o r fundición o p o r e s t a m p a d o . E L DEL e n t r e ellos. L o s métodos de t r a b a j o más f r e c u e n t e s son el f r e s a d o , el m o r t a j a d o o el c e p i l l a d o POR de plato divisor o el F r e s a d o de r u e d a s d e n t a d a s por el p r o c e d i m i e n t o del plato d i v i s o r (fig. 2 1 4 , 1 ) . FRON- PLATO DIVISOR E j e m p l o de t r a b a j o . Trabajo encargado: Mecanizado de una rueda dentada f r o n t a l para u n engranaje. E l cuerpo de rueda se da ya torneado. Los dientes deberán fresarse. v(w) para 214,2. Fresa tallar engra- T . 214,1- JUEGOS D E FRESAS PARA D E N T A D O D E ^ = *2 = 115 = 1 nk de 8 Para de N.° 2 números dientes 4 1 12 14 17 - 1 5 - 1 6 - 20 21 26 - 2 5 - 3 4 35 135 55 - 5 4 135 de 15 Fig. 214,3. para tallar najes tiene ma 1N.° > 1'/. 2 12 13 14 «'/.' 3 3'/! 4 * ' ) , » 7 , 7 TI, 3 la del hueco dientes. forentre Para números de dientes 15 17 19 21 23 26 30 35 - 1 6 - 1 8 - 2 0 - 2 2 - 2 5 - 2 9 - 3 4 - 4 1 42 - 5 4 55 81 de la fresa - 8 0 - llera ruedas para fresado ruedas dentadas de de módulo 2,5; 21 ...25 verificar dientes; vastago de y girar redondo y de ajuste la pieza entre de la fresa puntas al c e n t r o A j u s t e de los lira/.os del A j u s l e de n ú m e r o de de y del avance Hágase (fue mente la fresa s o h r e la del pieza suba en calibres de paralelas - ligera- la fresa de fresar la altura y que del - mm) del p r i m e r girar caras pieza a l c a n c e de hágase con la m e s a la roce Kseuadra: — sector revoluciones — hueco Sepárese la pieza de la fresa y 8 134 c r e m a - para cabezal amplificador esfera d e n t u d a s e n el h u s i l l o de f r e s a r y Fresado hasta hasta divisor; móvil; aquélla cremallera 135 engra- Plato de Sujeción 10 L a fresa divisor fresa 9 6 5 aguj. Herramientas horizontal diente (5,42 fresas <<t. 20 trabajo con plato divisor igual al paso, la en manivela una fresando n u a c i ó n el s e g u n d o Fresa taller. 11? V el c a b e z a l móvil en la f r e s a d o r a gase Clasificación del j u e g o = Fresa 8 7 - ? i 5 S u j e t a r y d i s p o n e r el p l a t o Sujeción 2 EVOLVENTE 6 25 Fases del Saqúese • Plano de Plan de trabajo. fresas 5 215,1. Después de fresado un hueco se da una v u e l t a completa a la manivela y se la sigue girando hasta el agujero 12 de la circunferencia de 20 agujeros. H a y que atender d u r a n t e el fresado a que l a r e f r i geración sea a b u n d a n t e . 7 Fresa 25 T (. Clasificación d e l j u e g o Fig. Ajuste del plato divisor. Se calcula el número de revoluciones de la manivela (véase pág. 141): S najes. Designación Elección de la fresa. Se elige la fresa del juego de 8 piezas ( T . 214,1, pág. 214) y la fresa elegida deberá llevar la siguiente inscripción: Módulo 2,5; N . 4. 21-25 dientes; paso 7,85; p r o f u n d i d a d de fresa 5,42. 4 Fig. Rueda frontal M e c a n i z a d o de los d i e n t e s . u Como útiles se emplean fresas para t a l l a r engranajes que tienen que tener la forma, del hueco entre diente y diente (figs. 214,2,3). A l aumentar .el número de dientes se altera, para el mismo paso, la forma del hueco entre diente y diente. Con o b j e t o de que se puedan construir ruedas de diferentes números de dientes es necesario tener para cada módulo u n juego c o m p l e t o de fresas. Según la e x a c t i t u d que tenga que tener la rueda dentada acabada, así se tomará la fresa del juego de 8 ó del de 15 fresas ( T . 214,1). E n la fresa para t a l l a r engranajes se i n d i c a n los siguientes datos: módulo, número de la fresa y para qué número de dientes es apropiada, paso en milímetros y a l t u r a del diente = p r o f u n d i d a d de la fresa en m m . Las ruedas dentadas pequeñas se fresan en la Fig. 214,1. F r e s a d o de u n a r u e d a f r o n t a l por el p r o c e fresadora h o r i z o n t a l . Después de fresar u n hueco dimiento del plato divisor. entre dientes, se hace avanzar el cuerpo de rueda con ayuda del plano divisor (véase pág. 140) en la m a g n i t u d del paso y se fresa el siguiente hueco. E l procedimiento se repite hasta que estén todos los dientes terminados. Para fresar ruedas grandes se necesitan máquinas fresadoras para ruedas dentadas, de construcción especial. E l fresado según el p r o c e d i m i e n t o del p l a t o divisor se emplea p r i n c i palmente en la fabricación de piezas sueltas. 215 divisor PROCEDIMIENTO F r e s a d o de dientes. E n el fresado de d i e n t e s p u e d e e m p l e a r s e el procedimiento procedimiento continuo. del plato háde) magnitud a conti- hueco Repetición de la fase n . " 9 h a s t a q u e queden f r e s a d o s l o d o s los d i e n t e s y v e r i f i c a c i ó n : | lie d e r e y . p a l m e r , a m e a l i h r e s n o r m a l e s i le c a r a s p a r a l e l a s , p i e para medir gruesos < e dientes I n s t r u m e n t o s de m e d i d a plificador de esfera, de rey V77777Z St. +2.11 Matinal Máquina Frenado de r u e d a s p o r el p r o c e d i m i e n t o c o n t i n u o o d e o d a ni i e n t o M o r t a j a d o de 217 dicnle- M o r t a j a d o de d i e n t e s . M o r t a j a d o de dientes e n r u e d a s f r o n t a l e s . E l m o r t a j a d o de d i e n t e s p u e d e r e a l i z a r s e por el procedimiento o p o r el procedimiento continuo o de rodamiento. de plato divisor M o r t a j a d o de dientes por el p r o c e d i m i e n t o de plato d i v i s o r . La máquina q u e se e m p l e a es la m o r t a j a d o r a (véase l i g . 156,3, pág. 156). E l c u e r p o de r u e d a se s u j e t a en la m e s a c o r r e s p o n d i e n t e . P a r a el m o r t a j a d o es n e c e s a r i o u n útil de f o r m a . Después de m o r t a j a r u n o de los h u e c o s que d e j a n e n t r e sí los d i e n t e s , se h a c e g i r a r la r u e d a c a d a v e z en la m a g n i t u d a n g u l a r c o r r e s p o n d i e n t e al p a s o . L a e x a c t i t u d del d e n t a d o r e a l i z a d o d e p e n d e de la f o r m a de útil de m o r t a j a r y de la precisión de la división. E s t e p r o c e d i m i e n t o es poco e m p l e a d o . Ufi. 216,1. t r a b a j o e n el f r e s a d o c o n t i n u o , n) M o v i m i e n t o d e r o t a c i ó n d e l c u e r p o d e r u e d a : 6) I'rocr de rotaci/ita de la fresa: r) m o v i m i e n t o v e r t i c a l de a v a n c e d e la movimiento fresa. M o r t a j a d o de dientes por el p r o c e d i m i e n t o c o n t i n u o . P a r a el m o r t a j a d o es n e c e s a r i a u n a máquina m o r t a j a d o r a e s p e c i a l p a r a r u e d a s F r e s a d o de r u e d a s por el p r o c e d i m i e n t o c o n t i n u o o de rodamiento. E n el procedimiento c o n t i n u o de fresado se configuran los dientes de la rueda dentada mediante r o d a m i e n t o del cuerpo de rueda sobre una fresa de forma helicoidal (fig. 216.1). E l perfil del diente de la fresa helicoidal no corresponde, como en la fresa de forma, al hueco que queda entre diente y diente, sino que es de forma trapecial como el perfil de los dientes de una cremallera. d e n t a d a s , l l a m a d a también c e p i l l a d o r a de r u e d a s d e n t a d a s . C o m o útil se e m p l e a n peines o también ruedas cortantes. E l m o r t a j a d o por r o d a m i e n t o es más e x a c t o y más rápido que el fresado por el m i s m o p r o c e d i m i e n t o . E l fresado por el procedimiento c o n t i n u o se realiza generalmente en máquinas especiales para el fresado de ruedas d c n l . i das (fig. 216,2). una rue- Para fresar ruedas dentadas de dientes rectos hay que colocar la fresa helicoidal inclinada en una m a g n i t u d angular igual a la de su pendiente. E l cuerpo de rueda se sujeta en la mesa de fresar. L a fresa y el cuerpo de rueda reciben u n accionamiento desmodrómico y g i r a n lo mismo que u n mecanismo de rueda helicoidal y t o r n i l l o sin f i n engranados. Para una revolución del cuerpo de rueda tiene que realizar la fresa tantas revoluciones como dientes haya de tener la rueda. E l arranque de v i r u t a es c o n t i n u o . Después de cada revolución de la pieza, realiza el cabezal p o r t a h e r r a m i e n t a . con la fresa, un m o v i m i e n t o de avance. Para fresar ruedas frontales de dientes inclinados hay que dar a la fresa la inclinación correspondiente a la de los dientes de la rueda (fig. 216,3). Con respecto al procedimiento de plato divisor presenta el c o n t i n u o , o de r o d a m i e n t o , varias ventajas: los flancos de los dientes resultan más exactos y la d i s t r i bución resulta más u n i f o r m e : 6) con uno fresa helicoidal pueden fresarse todos los números de dientes de un mismo paso: r) el fresado resulta más rápido. Con este procedimiento de r o d a m i e n t o pueden ser fresadas, no solamente ruedas frontales de dientes rectos o inclinados, sino también cremalleras, ruedas helicoidales y t o r n i l l o s sin fin. a) Fig. da por 216,3. frontal el Fresado con de una rue- dientes inclinados procedimiento de roda- E n v i r t u d de las ventajas del fresado por el procedimiento de r o d a m i e n t o , así como de las de otros procedimientos racionales de fresado, apenas si se emplea ya en las fabricaciones en serie el p r o c e d i m i e n t o de p l a t o divisor. E l útil de peine tiene la f o r m a de una cremallera (fig. 217.1). Va fijo en u n carro y lleva a cabo el m o v i m i e n t o de corte v e r t i c a l . L a p i ; z a realiza el m o v i m i e n t o de rodadura que se comone de u n m o v i m i e n t o de rotación y de o t r o lateral de traslación en dirección*paralela al peine. uando la pieza ha realizado este m o v i m i e n t o de rodadura a lo largo del peine, vuelve, la mesa a su posición de p a r t i d a , con lo cual la mesa y la pieza habrán realizado el avance correspondiente a u n diente. E l ' p r o c e s o se repite hasta que h a y a n sido m o r t a j a d o s todos los huecos. Pueden realizarse así dentados exteriores en ruedas frontales de dientes rectos y de dientes inclinados. Mediante el m o r t a j a d o con rueda c o r t a n t e ( f i g . 217,2) pueden mecanizarse no solamente dentados exteriores, sino también dentados interiores. L a rueda cortante realiza el m o v i m i e n t o v e r t i c a l de corte. E l m o v i m i e n t o de r o d a d u r a se compone del m o v i m i e n t o de giro de la rueda de corte y del de la pieza. D u r a n t e el retroceso del carro portaútil se separa la pieza algo de la rueda de corte y v u e l v e , al p r i n c i p i o de l a nueva carrera, automáticamente a la posición i n i c i a l de t r a b a j o . » 218 Máquina y herramienta E s m e r i l a d o de los f l a n c o s de dientes e n r u e d a s f r o n t a l e s . Mediante el esmerilado a u m e n t a la e x a c t i t u d de la f o r m a del diente y m e j o r a la calidad superficial. Se emplea en ruedas templadas para s u p r i m i r la deformación debida al t e m p l e , pero también en las no templadas para conseguir u n f u n c i o n a m i e n t o silencioso (figs. 218,1,2). Se distingue entre esmerilado de forma y esmerilado de rodamiento. o Fig. Fig. 218,1. Máquina dentadas, provista (le e s m e r i l a r de muelas de ruedas 218,2. merilado de c) plato. o I'roeediniienlo forma; 6) para esmerilar esmerilado de ruedas a) E s - frontales, rodamiento con esmerilado de r o d a m i e n t o c o n muelas de una muela; plato. Mediante vaciado * en máquinas especiales de vaciar pueden afinarse los flancos de los d i e n tes de dos ruedas que se correspondan. M e c a n i z a d o de tornillos s i n f i n y r u e d a s h e l i c o i d a l e s . L o s t o r n i l l o s s i n fin p u e d e n s e r t a l l a d o s e n e l t o r n o , pueden fresarse e n l a f r e s a d o r a o p u e d e n mecanizarse c o n a y u d a s de r u e d a s de c o r t e p o r e l p r o c e d i m i e n t o d e rodamiento. Las r u e d a s h e l i c o i d a l e s no s e , m e c a n i z a n ordinaria- m e n t e n a d a más q u e p o r fresado d e r o d a m i e n t o (figu- ra 218,3). M e c a n i z a d o de r u e d a s cónicas. Fig. 218,3. da F r e s a d o d e u n a rué helicoidal por miento de el procedí rodamiento. L a ejecución de dentados para ruedas cónicas es difícil, p o r que t a n t o el espesor del diente como la c u r v a t u r a de los flancos varían hacia el vértice del cono. Las ruedas cónicas pueden mecanizarse por el p r o c e d i m i e n t o del p l a t o d i v i s o r y por el de r o damiento. Para el procedimiento del plato divisor hacen f a l t a fresas de f o r m a . Como el hueco entre los dientes es de a n c h u r a v a r i a b l e , h a v que t r a bajar cada flanco por separado. Mediante el cepillado por rodamiento en l a cepilladora o l i m a d o r a para ruedas dentadas cónicas ( f i g . 218,4) se mecanizan ruedas cónicas m u y exactamente. L a máquina t r a b a j a con dos útiles que arrancan v i r u t a s a l t e r n a t i v a m e n t e . Cuando está t e r m i n a d o u n diente se hace avanzar el cuerpo de rueda en la m a g n i t u d correspondiente al paso. E l m o v i m i e n t o de r o d a m i e n t o del cuerpo de rueda y del útil es p r o d u cido por medio de ruedas dentadas. M e d i a n t e cepillado de r o d a m i e n t o pueden mecanizarse también ruedas cónicas de dientes inclinados. Fig. de cas 218,4. ruedas por útiles * Mecanizado dentadas medio de A i . del cóni- de cepillar. T.: dos Los dientes helicoidales de las ruedas cónicas se mecanizan por fresado de r o d a m i e n t o con u n a fresa de r o d a m i e n t o de f o r m a h e l i coidal. Véase nota de página 197.