Identificación del área de oportunidad 2 9 3.1 Problemática De
Anuncio

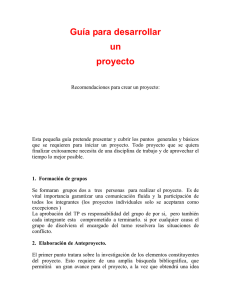
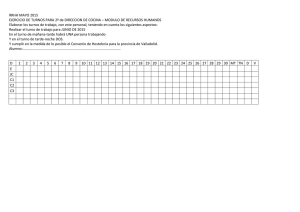
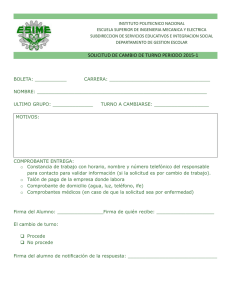
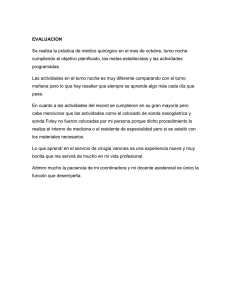
Identificación del área de oportunidad 3.1 Problemática De acuerdo al objetivo del proyecto de analizar la eficiencia de las 3 plantas para aumentar la calidad y reducir costos de producción, se efectuó un estudio para determinar las principales causas de calidad no satisfactoria y altos costos. A lo largo del estudio se aplicó herramientas y técnicas necesarias de la Ingeniería Industrial. Primero se comenzó por determinar los problemas que afectan la calidad y costos de producción. Los cuales se ordenaron y se presentan a continuación en un diagrama de causa y efecto, conocido también como espina de pescado o diagrama de Ishikawa, el cual muestra el problema determinado (efecto) y sus posibles fuentes de origen (causas). Ver figura 3.1. Una vez analizadas las tres plantas se observó que la planta más antigua, que es la de hilatura es la que impactaba más en los costos y en la calidad de toda la fábrica porque se tiene un pasivo laboral y si el producto terminado (hilo) es de baja calidad afecta considerablemente las otras dos plantas. Como en la mayoría de los procesos de hilatura se repetían los mismos problemas, debido a la limitación de tiempo, se buscó la manera de resolver el problema donde esté más afectara, así que se procedió a determinar cual de las operaciones del proceso de hilatura impactaba más a la calidad y costos. De acuerdo con la teoría de restricciones desarrollada por el Dr. Golfratt menciona que: “Es importante incrementar la producción de la operación donde hay un cuello de botella, dando como resultado que las operaciones subsecuentes a ésta se incrementen también. Por lo que no tiene ningún sentido aumentar la producción de todas las operaciones, solamente aquellas que al eficientarlas favorezcan la productividad de la planta”.18 La operación que presenta mayores problemas es la de veloces debido a que sus tiempos de preparación son muy altos y se forma un cuello de botella retrasando la producción a los trociles y a los demás procesos subsecuentes. Al ser éste de los primeros procesos para la fabricación del hilo este influye directamente en la calidad del hilo. 18 Gaither Norman, Frazier Greg, Operations Management, USA: SouthWestern, 2002, Pág. 523-524. 29 Calidad Costo Cantidad Herramienta Desorden Almacen Capacidad Tiempo Disponibilidad Material Fijo Trabajo Descanso Medio ambiente Procesos Tipo Turno de material Contaminación Humedad Calidad Grados centigrados Medición Humedad relativa Temperatura Calidad y costos inadecuada operaciones Procesos Almacen Secuencia de operación Herramienta Calidad Ajuste de máquina Secuencia de Tiempo Mantenimiento Preparación Supervisión Demanda Metodos de trabajo Equipo Reparación Figura 3.1: Diagrama general de Ishikawa para analizar las causas de calidad y costos Maquinaria Paro m/hr. kg./hr. Tipo Mano de obra Otras áreas Eventual Habilidad conocidos Procesos Limpieza Producción Entrega Compra Tipo Disponible Proceso Mantenimiento Reparación Tiempos Preparación refacciones Herramienta y Disponibilidad Cantidad Especificación Tiempo de entrega Materiales Tipo de hilo No. Cabos Identificación del área de oportunidad 30 Identificación del área de oportunidad 3.2 Determinación del problema Se concretó el diagrama de causa y efecto general para la operación de veloces y de la misma manera se ordenó la mayor parte de los problemas de calidad y costos que se presentan a continuación en el diagrama de la figura 3.2.1. La mano de obra no se tomó como una oportunidad de desarrollo debido a que el personal presenta un pasivo laboral, la mayor parte de los operarios en el proceso de hilatura tienen un promedio de 20 años laborando para la empresa por lo que tienen las habilidades necesarias para desarrollarse en varias operaciones como se muestra en la figura 3.2.2; pero no se pueden explotar dichas habilidades debido a aspectos sindicales ya que el salario por operación es diferente. Para determinar el mayor problema que afectaba la calidad y costos en veloces se recolectó la información necesaria relacionada con costos actuales de material que entra, mano de obra (tanto de los operadores como del mecánico que hace el cambio y la cuadrilla), producción terminada, costo primo, mano de obra indirecta (laboratorio de calidad, administración etc.) así como otros gastos. Dichos costos se tomaron de dos máquinas de veloz en el primer turno con material cardado observando que el mayor problema surgía en que el costo de mano de obra aumentaba debido al tiempo de cambios de material, la falta de control del proceso y falta de supervisión por lo que menos materia prima entraba durante el turno y por tanto la producción terminada era menor en ese turno. A continuación se muestran los datos de costos en la tabla 3.2. Producción terminada Materia prima Mano de obra directa Costo primo Mano de obra indirecta Gastos Costo departamento Costo Total 666 Kg. $14.10 $600.80 $614.90 $0.021 $0.016 $614.94 $15.02 Es la producción de la máquina de veloces en un turno. Costo por Kg del proceso anterior (estirado) 4 Personas de cuadrilla (4 X $14.98 /hr) 1 Mecánico $59.92 /hr 22.62 /hr Total $82.54 /hr Tiempo promedio de preparación ($82.54 /hr X 4hr ) 1 Operador y ayudante ($31.84 /hr X 8.5) Total de mano de obra directa $330.16/Turno 270.64/Turno $600.80/Turno Es la suma de la materia prima más la mano de obra directa. Son los costos de otros departamentos como administración, diseño, etc. Son los gastos relacionados con la operación Es la suma del costo primo, más la mano de obra directa, más gastos. Es el costo del departamento entre la producción terminada más la materia prima Tabla 3.2. Costo de la operación de veloces. (Datos históricos de fábrica textil) 31 Costo Materiales Tipo Disponible Maquinaria Paro Proceso Mantenimiento Reparación Tiempos Preparación Cuadrilla Tiempo de entrega Tiempo refacciones Almacenista Disponibilidad Herramienta y Producción Preparación Limpieza Habilidad conocidos Procesos m/hr. kg./hr. de calidad Operador Laboratorio Mecánico Turno Herramienta Desorden Almacen Capacidad Descanso Trabajo Horario Mano de obra Material Supervisor Ajuste de Cuadrilla Calidad y costos inadecuada Comunicación Falta de información Almacen Herramienta máquina Comunicación del supervisor Operadores Mantenimiento Medio ambiente Información información Falta de Tiempo Demanda Metodos de trabajo Mantenimiento Preparación Supervisión Equipo Figura 3.2.1: Diagrama general de Ishikawa para analizar las causas de calidad y costos en operación de veloces. Pedido Inventario Calidad Disponibilidad Cantidad Especificación Tipo de hilo Identificación del área de oportunidad 32 Identificación del área de oportunidad 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 Total Oficial apertura Oficial cardas Oficial peinadoras Oficial estiradores Oficial veloz Ayudante veloz Acarriador veloz Oficial Open end Oficial Continua-trocil Acarreador Trocil Oficial Coneras Acarreador coneras Oficial Urdido Ayudante Urdido Oficial Engomado Ayudante engomado Cuadrilla mantenimiento. Mecanico Habilidades Departamentos Pacas Matriz de habilidades de proceso de hilatura, urdido y engomado (primer turno) Nombres Carlos Sanchez Garcia Ignacio Cartas Pinacho Vicente Capilla Mora Antonio Sanchez Saldaña Narciso Tlatelpa Calderon Jaime Santamaria Bonilla Mario Diaz Balderas Roman Diaz Balderas Aurelio Huerta Garcia Atanacio Moreno Martinez Isidro Hernandez Perez Martin Calderon Flores Jose Luis Sanchez Romero Mauricio Castillo Manuel Montes Javier Robles Feliciano Martinez Gonzalez Martín Valencia Reyes Pedro García Mendoza Lamberto Pacheco Almaraz Juan Antonio Ruelas 4 1 3 4 2 3 1 3 6 2 3 3 2 2 1 1 2 2 3 2 2 Puede capacitar a otros (trabajo actual) Bien capacitado (trabajo anterior) En capacitación Restringido Figura 3.2.2 Matriz de habilidades. (Elaboración propia, datos tomados de fábrica textil) 3239 Identificación del área de oportunidad 3.3 Análisis del problema El veloz es una máquina que transforma el material de cinta en pabilo a través de los husillos, el problema de esta operación es que genera un cuello de botella debido a los altos tiempos de cambio de material causados por la falta de herramienta, refacciones e información disponible, así como la falta de uso del sistema automatizado de mudadas de 2 máquinas. También su método de trabajo necesita ser estandarizado para que las operaciones se hagan en un tiempo determinado. Con el apoyo de los operadores y del mecánico se observó durante tres semanas el proceso de esta manera se detectó los problemas de dicha operación los cuales son: Tiempos altos de cambio de mudadas y cambio de material . Irregularidades en las herramientas y material de trabajo necesario. El personal que se encuentra involucrado en dicha operación no tiene bien asignadas sus responsabilidades. Algunas veces la tensión y torsión del hilo no es la adecuada. La temperatura del medio ambiente varia y no es supervisada. No hay orden y limpieza en el área de trabajo. Mala clasificación de las herramientas necesarias como lanzaderas, engranes y color de gises (los cuales se usan para distinguir el tipo de hilo que se produce). No se utilizan las máquinas de manera correcta por falta de mantenimiento y de inversión. Mala comunicación entre operadores, mecánicos y supervisor. De acuerdo a estos problemas se propone el uso de herramientas de manufactura flexible (Lean Manufacturing) para tener un mejor control en el proceso y poder mejorar la calidad y costos. Después de un análisis bibliográfico y consulta con la fábrica se detectó que las herramientas más indicadas para esta operación son las de control de proceso que ayudan a estabilizar y promover el cambio, las cuales son: 34 Identificación del área de oportunidad Intercambio rápido de herramientas (SMED) Poka-yoke Controles visuales 9 S’s Indicadores gráficos de trabajo. Para determinar el problema y aplicar las herramientas de “Lean Manufacturing” en la empresa, se llevo a cabo un plan de actividades por medio del cual se uso un diagrama de Gantt; el cual muestra la duración del programa, las estrategias y tareas designadas para aplicar estas herramientas. Este diagrama de Gantt se realizó con la finalidad de trabajar en equipo con las personas de la empresa para poder resolver juntos el problema y obtener resultados en poco tiempo. El diagrama de Gantt se muestra en el apéndice B Pág. 6. 35