Revenido
Anuncio

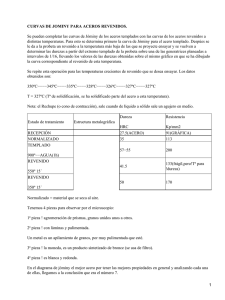
REVENIDO Consuelo Saá Vidal El revenido es un tratamiento térmico consistente en proporcionar un calentamiento a una pieza, después del temple, entre la temperatura ambiente y la de transformación Ac1 (aprox. 730 ºC.), según el tipo de acero a tratar, efectuándose un mantenimiento, más o menos prolongado, a esta temperatura seguido de un enfriamiento adecuado. El revenido tiene como fin disminuir la elevada fragilidad producida por el temple anterior, así como proporcionar a los aceros una cierta tenacidad, a la vez que se eliminan o disminuyen las tensiones producidas por el temple. En consecuencia, se debe efectuar el revenido inmediatamente seguido a la operación de temple. La mayor tenacidad de las piezas revenidas tiene generalmente como consecuencia una cierta disminución de la dureza conseguida durante el temple. Generalmente se puede decir que con la temperatura ascendente de revenido, aumentan la elasticidad y alargamiento y disminuyen la resistencia y la dureza (a excepción de los aceros rápidos). El efecto del revenido depende de la aleación del acero, del temple, del espesor de la pieza y del tratamiento aplicado. El efecto del revenido es más fuerte para piezas de acero poco aleado, de dimensiones delgadas y de mayor contenido en carbono. A pesar de que actualmente la mayor parte de los revenidos se hallan integrados dentro de las líneas de producción, existen infinidad de casos que, el revenido se efectúa en hornos independientes. La temperatura del revenido se ajusta a las necesidades de la posterior utilización de la pieza hasta aproximadamente 150 ºC, el revenido no tiene influencia sobre la dureza, pero disminuye o elimina las tensiones producidas por el temple si se mantiene la pieza durante un tiempo prolongado a esta temperatura. El revenido, efectuado para proporcionar el aumento de la tenacidad con la correspondiente disminución de la dureza, se lleva a cabo en el campo de los 200-300 ºC, de acuerdo con: la calidad del acero, su forma geométrica, dimensiones y la posterior utilización de la misma. En todos los casos hay que atenerse a las prescripciones de los diversos fabricantes de los aceros. Para los aceros rápidos se utilizan temperaturas de550-650 ºC, y en estos casos se produce un aumento de la dureza en los mismos. Tanto la velocidad de calentamiento, como la exactitud, la permanencia y el enfriamiento, tienen una gran influencia para conseguir unos resultados óptimos después del revenido. En casos determinados se precisan dos revenidos consecutivos, ya que en el temple puede no transformarse la austenita en su totalidad, permaneciendo en la estructura parte de la misma no transformada (austenita residual). Esta austenita puede transformarse en el curso de un revenido, ya sea en el calentamiento a temperatura o en periodo de mantenimiento de ésta, o bien en el enfriamiento después del revenido, lográndose martensita o bainita. Un segundo revenido puede ser necesario para eliminar la fragilidad debida a las tensiones producidas por la transformación en las distintas fases. Los aceros que poseen una austenita residual muy estable, como algunos aceros rápidos, requieren a veces tres revenidos. 1.-Fases del revenido: El revenido se hace en tres fases: 1.1.-Calentamiento a una temperatura inferior a la crítica. 1.2.-Mantenimiento de la temperatura, para igualarla en toda la pieza. 1.3.-Enfriamiento, a velocidad variable, no es relevante pero tampoco debe de ser excesivamente rápido. 1.1.-Calentamiento El calentamiento se suele hacer en hornos de sales. Para los aceros al carbono de construcción, la temperatura de revenido está comprendida entre 450 a 600°C, mientras que para los aceros de herramientas la temperatura de revenido es de 200 a 350°C 1.2.-Mantenimiento de la temperatura La duración del revenido a baja temperatura es mayor que a las temperaturas más elevadas, para dar tiempo a que sea homogénea la temperatura en toda la pieza. 1.3.-Enfriamiento La velocidad de enfriamiento del revenido no tiene influencia alguna sobre el material tratado cuando las temperaturas alcanzadas no sobrepasan las que determinan la zona de fragilidad del material; en este caso se enfrían las piezas directamente en agua. Si el revenido se efectúa a temperaturas superiores a las de fragilidad, es conveniente enfriarlas en baño de aceite caliente a unos 150°C y después al agua, o simplemente al aire libre. 2.-El objetivo El objetivo del revenido es mejorar la tenacidad de los aceros templados, a costa de disminuir la dureza, la resistencia mecánica y su límite elástico. En el revenido se consigue también eliminar, o por lo menos disminuir, las tensiones internas del material producidas a consecuencia del temple. El proceso completo de temple más revenido se conoce como bonificado, que como su nombre lo indica, mejora o beneficia el acero, aumentando su vida. 3.-Temperatura de revenido Calentando por encima de 650°C, se obtiene estructura de grano grueso, al bajar la temperatura de revenido, se van obteniendo estructuras cada vez más finas y más duras, en términos generales la temperatura de revenido varía entre 200 y 650ºC. 4.-Duración del revenido Para un acero dado, la permanencia a la temperatura del revenido depende de la forma y dimensiones de la pieza, en general, para los aceros con contenido medio de carbono se recomienda una hora, más una hora por pulgada de espesor. 5.-Características generales del revenido - Es un tratamiento que se da después del temple - Se da este tratamiento para ablandar el acero - Elimina las tensiones internas - La temperatura de calentamiento está entre 150 y 500 ºC - El enfriamiento puede ser al aire o en aceite 6.-Revenido del acero rápido Se hace a la temperatura de 500 a 600°C en baño de plomo fundido o de sales. El calentamiento debe ser lento, el mantenimiento del caldeo será por lo menos de media hora; finalmente se deja enfriar al aire. Dos revenidos sucesivos mejoran las características mecánicas y las de corte de los aceros rápidos. 7.-Diferentes tipos de hornos de revenido: 1-Horno de revenido, hasta 650 °C 2 - Horno de baño de sales, hasta 1000 °C 3.-Horno a combustión con carro automatizado 11.-Bibliografía: www.wikipedia.org www.interempresas.net www.sifunpro.tripod.com www.hombrerevenido.blogspot.com www.interempresas.net “Materiales y procesos de fabricación” Autores: DeGARMO, BLACK, KOHSER reverté S.A. Año de la publicación:1994 Ed: