197
Anuncio

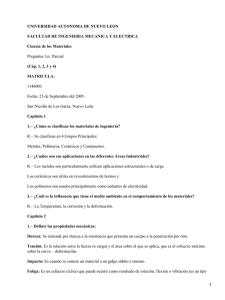
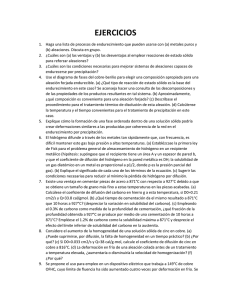
Jornadas SAM - CONAMET - AAS 2001, Septiembre de 2001 197-204 EFECTO DEL CONTENIDO DE FE SOBRE LA LLENABILIDAD EN ALEACIONES DE ALUMINIO 380. a b Sr. A. Otin , Ing. D. Tovio , Dr. A. Gonzálezc. a Alumno de la Carrera Ingeniería Metalúrgica. Facultad de Ingeniería U.N.L.P Auxiliar Docente, Facultad de Ingeniería. U.N.L.P. c Profesor Adjunto, Facultad de Ingeniería - U.N.L.P. CONICET. Laboratorio de Investigaciones de Metalurgia Física “Ing. Gregorio Cusminsky”. Departamento de Mecánica-Metalúrgica. Facultad de Ingeniería. U.N.L.P. Calle 1 esq. 47. (1900). La Plata. Argentina. Correo electrónico: [email protected] b RESUMEN Si bien en la literatura se reconoce el efecto negativo del Fe, sobre la capacidad de llenado de las aleaciones de aluminio, su efecto sobre los distintos mecanismos de alimentación actuantes no ha sido aún estudiado. En el presente trabajo se ha analizado el efecto del Fe en una aleación de aluminio IRAM 380, para lo cual se tomaron dos contenidos de Fe (0.15% y 0.85%). Se evaluó la capacidad de alimentación, mediante un dispositivo que genera una barrera removible al escurrimiento del líquido interdendrítico. Esta barrera es retirada a distintas temperaturas dentro del campo sólido-líquido de la aleación (diferentes fracciones sólidas). Los resultados muestran el escurrimiento de distinta cantidad de líquido (en forma de gotas), dependiendo de la temperatura de apertura del dispositivo y del contenido de Fe de la aleación. La magnitud de este escurrimiento es cuantificada a través de la determinación del volumen del mismo. Mediante microscopía óptica se estudiaron los mecanismos de alimentación actuantes. Los resultados muestran que para los dos contenidos de Fe analizados, los mecanismos involucrados son fundamentalmente los de alimentación interdendrítica y forzada. Los autores justifican este comportamiento en la presencia de placas de fase β-Al5FeSi, la cual se dispone en los canales interdendríticos aumentando su tortuosidad, y disminuyendo por consiguiente su capacidad de llenado. Palabras claves Aluminio – Mecanismos de alimentación – Contenido de Fe – Porosidad – Microcontracción. INTRODUCCIÓN Las aleaciones de Al-Si poseen una alta colabilidad y elevada relación resistencia/peso. La presencia de impurezas, en particular de hierro, no solo afecta las propiedades mecánicas debido a su tendencia a la formación de compuestos intermetálicos, como son αAl15(Fe,Mn,Cu,Cr)3Si, β-Al5FeSi, π-Al8Mg3FeSi6, sino también por un aumento en la porosidad. De estos compuestos, en particular la fase β-Al5FeSi, no solo afecta la ductilidad del material (1,2,3), sino también la colabilidad de estas aleaciones promoviendo la formación de poros (4,5,6). 197 Otín, Tovio, González Con respecto a este último efecto del Fe en la literatura analizada, si bien se menciona el fenómeno, no hay estudios sistematizados al respecto, salvo los realizados por J.A Taylor y colaboradores (4,5,6) quienes estudiaron para una aleación AA309 (Al-5%Si-1,2%Cu0,5%Mg) la relación entre porosidad y distintos contenidos de Fe, sin embargo, muy poco o nada se ha avanzado sobre el efecto del contenido de Fe en los mecanismos de alimentación actuantes. J. Campbell (7) ha propuesto cinco mecanismos distintos de alimentación que podrían actuar en aleaciones con amplio rango solidificación, estos son: A) Alimentación líquida (liquid feeding), este es el mas abierto de los mecanismos, permite el movimiento libre del líquido antes que comience a formarse el sólido, o a través de grandes canales entre regiones sólidas. B) Alimentación sólido-líquida (mass feeding), esta situación hace referencia al movimiento de una masa líquida con cristales sólidos en suspensión. El movimiento de este líquido viscoso depende de la presión diferencial que promueve el flujo, y es arrestado a fracciones sólidas aproximadamente mayores del 35%. C) Alimentación interdendrítica (interdendritic feeding), en la medida que la solidificación progresa, los cristales dendríticos chocan uno contra otro, esto conduce a la formación de una red dendrítica interconectada. Este punto es conocido como punto de coherencia dendrítica (8,9). Después de alcanzado este punto la movilidad del líquido es muy reducida, puesto que debe moverse a través de esta red para compensar la contracción de solidificación. A bajas fracciones sólidas, después que la coherencia dendrítica ha sido alcanzada, la permeabilidad interdendrítica es alta y el aumento de la presión promovida por la continua solidificación provoca el flujo de líquido a través de los canales interdendríticos. D) Alimentación forzada (burst feeding), a bajas fracciones sólidas después que la coherencia dendrítica es alcanzada, la resistencia mecánica de la red es baja y al igual que el caso anterior el avance de la solidificación promueve un aumento en la presión que provoca la rotura de la red dendrítica abriendo los canales y facilitando el flujo de líquido (10). E) Alimentación sólida (solid feeding), a elevadas fracciones sólidas, la permeabilidad dendrítica es baja y la resistencia mecánica de la red es alta, por lo tanto los dos últimos mecanismos dejan de ser efectivos. Esto produce un hundimiento de la capa exterior ya solidificada para compensar la contracción durante la solidificación. La fuerza impulsora para esto es la diferencia de presión entre el interior y el exterior de la capa superficial. En el presente trabajo se ha estudiado el efecto del contenido de Fe, sobre los mecanismos de alimentación actuantes. Para ello se utiliza una aleación de aluminio IRAM 380, con dos contenidos de Fe, 0,15% y 0,85% PROCEDIMIENTO EXPERIMENTAL La técnica experimental utilizada, ha sido desarrollada por R. Fuoco y colaboradores (11, 12). Esta consiste en el colado simultáneo de dos barras de 25x25x75 mm, una es usada para censar la temperatura y la otra para estudiar los mecanismos de alimentación actuantes. En uno de los extremos de estas se dispone de un montante, y en el otro una delgada chapa de acero de 0,3 mm de espesor, que actúa como dique de contención al líquido. En la figura 1 se muestra el esquema del sistema experimental utilizado. Luego de vertido el líquido en el molde y a una temperatura determinada, la barrera es quitada permitiendo la movilidad del mismo, impulsado éste por la presión metalostática del montante. Este líquido forma una gota en el extremo de la barra. La temperatura es censada 198 Jornadas SAM – CONAMET - AAS 2001 con una termocupla tipo K de alta sensibilidad ubicada en una de las barras. Figura 1: Esquema del sistema utilizado para la evaluación de la llenabilidad La tabla 1 da las composiciones de ambas aleaciones. Tabla 1:Composición de las aleaciones utilizadas. Aleación I %Si %Mg %Cu %Mn %Zn %Ni %Sn %Pb %Ti %Cr %Ca %Fe %Al 7.0 3.20 0.01 - 0.038 0.0009 0.0007 0.0069 0.0066 0.003 0.15 Resto Aleación II %Si 6.8 %Mg %Cu %Mn %Zn %Ni %Sn %Pb %Ti %Cr %Ca %Fe %Al 0.005 3.08 0.04 0.01 0.067 0.0019 0.0025 0.0063 0.013 0.004 0.86 Resto Las aleaciones fueron fundidas en un horno eléctrico, con un crisol de 2,5 Kg de aluminio de capacidad. En todos los casos, la temperatura de colada fue de 745 °C ± 1°C. La apertura de la barrera fue realizada a distintas temperaturas, lo que permitió obtener una gama de tamaños de gotas, hasta llegar al escurrimiento total que se produce cuando ésta es quitada, sin que la aleación haya alcanzado su punto de coherencia dendrítica. El tamaño de las gotas fue cuantificado a través de la medida de su volumen. Mediante la observación en microscopio óptico se analizaron las distorsiones producidas en la interfase barra-gota, y la microestructura de la aleación para definir los mecanismos de alimentación actuantes. Las probetas fueron atacadas con el reactivo de Keller. El empleo de ácido fosfórico al 10%, y a 120 °F, en probetas de ambas aleaciones, permitió poner de manifiesto la presencia de la fase β-Al5FeSi, y observar su tamaño, cantidad y distribución. Para la cuantificación del tamaño de las celdas dendríticas, se tomaron 10 campos, realizando 30 mediciones o más en cada uno de ellos, lo que da un total de 300 medidas o más. El resultado es el promedio de todas ellas. 199 Otín, Tovio, González RESULTADOS Y DISCUSIÓN La tabla 2 indica el tamaño de gota resultante en función del rango de llenabilidad utilizado. Se define rango de llenabilidad a la diferencia de temperaturas, entre la que se registra en la probeta al momento de retirar la chapa que hace de barrera, y la temperatura eutéctica de la aleación. Tabla 2: Muestra el volumen resultante de las gotas en cm3, para igual rango de llenabilidad en °C, en ambas aleaciones. Rango de llenabilidad (°C) 2°C 6°C 14°C 18°C 22°C Aleación Volumen de gota (cm3) 0.15% Fe 1,760 3,828 6,547 6,580 6,781 0.86% Fe 0 0,243 2,551 4,420 5,419 En la figura 2 se muestran las fotografías tomadas sobre las probetas, para las aleaciones empleadas y distintos rangos de llenabilidad. Figura 2: En la fila superior se observan los resultados obtenidos, en la aleación de bajo contenido de Fe (0,15%), para distintos rangos de llenabilidad ( de izquierda a derecha, 2, 6, 14, 18, y 22°C). En la fila inferior, se observa el comportamiento de la aleación con alto contenido de Fe (0,86%), para idénticos rangos de llenabilidad. El análisis de la Figura 2, muestra una clara diferencia de comportamiento entre ambas aleaciones, para igual rango de llenabilidad. Esta se manifiesta en dos aspectos: I)Tamaño de la gota producida: En la aleación con 0,15% de Fe, para los distintos rangos de llenabilidad estudiados, se observa la presencia de gota. El tamaño resultante de estas gotas crece en función del aumento del rango de llenabilidad. El mismo análisis realizado en la aleación con 0,86% de Fe, muestra resultados 200 Jornadas SAM – CONAMET - AAS 2001 claramente diferenciados en cuanto al tamaño de la gota, cuando son comparados con los anteriores, ver tabla 2. Es importante destacar, que las mediciones realizadas del tamaño de celda dendrítico, arrojaron idénticos resultados para las dos aleaciones, de lo que se desprende, que el contenido de hierro no contribuye a modificar el tamaño de celda, en acuerdo con otros autores (2). La diferencia en comportamiento entre ambas aleaciones se debe fundamentalmente al efecto que ejerce el contenido de Fe, a través de la formación de la fase β-Al5FeSi sobre los mecanismos de alimentación actuantes. Las figuras 3.1 y 3.2 comparan el tamaño y distribución de la fase β-Al5FeSi para ambas aleaciones. Figura 3.1: Muestra la micrografía tomada sobre una probeta con 0,15% de Fe. La cantidad de fase β-Al5FeSi (placas negras) es pequeña al igual que su tamaño. Aumento: 130x. Figura 3.2: Muestra la micrografía tomada sobre una probeta con 0,86% de Fe. La comparación con la anterior indica que tanto la cantidad como tamaño de la fase β-Al5FeSi (placas negras) son mayores. Aumento: 130x. II) Forma del frente de escurrimiento: En la aleación de 0,15% de Fe, se observa claramente como el frente de escurrimiento cubre prácticamente la totalidad de la sección, para bajos rangos de llenabilidad. Este comportamiento es diferente para la aleación con 0,86% de Fe, donde se observa que en el 201 Otín, Tovio, González mayor rango de llenabilidad estudiado, el frente de escurrimiento alcanza aproximadamente el 50 % del total de la sección, ver Figura 2. Esto se explica cuando se comparan ambas aleaciones con igual rango de llenabilidad; el punto de coherencia dendrítica se alcanza primero en la zona periférica de las probetas, como consecuencia de la mayor velocidad de enfriamiento que le genera la superficie del molde, el escurrimiento del líquido a través del mecanismo de alimentación interdendrítico se produce, sin inconvenientes, en la aleación de 0,15% de Fe. Sin embargo, en la aleación de 0,86% de Fe éste mecanismo estaría afectado por la presencia de fase β- Al5FeSi. No ocurre esto en la zona central de ambas aleaciones, porque allí el mecanismo actuante es el de llenado sólido-líquido. Este análisis muestra que en la aleación con 0,86% de Fe también es afectado el mecanismo de llenado sólido-líquido, puesto que la presencia de fase β-Al5FeSi, en la suspensión de líquido y cristales sólidos de Al, modifica la fluidez de la misma. Dado que la coherencia dendrítica se alcanza en estas aleaciones para un 12% de fracción sólida (8), la resistencia mecánica de la red es baja, y el avance de la solidificación y la presencia de placas β-Al5FeSi, promueve el aumento de la presión que provocará la rotura de la red interdendrítica, abriendo canales que facilitan el flujo del líquido. Esta situación se puede observar por el efecto que ejerce la presión en la interfase probeta-gota. En la medida que la presión aumenta, esta interfase comienza a deformarse. Figura 4.1: Muestra la distorsión en la interfase barra-gota, para 6°C de rango de llenabilidad, en aleación con 0,86% de Fe. Aumento: 1,6x. Figura 4.2: Muestra que no hay distorsión de la interfase probeta-gota, para 6°C de rango de llenabilidad, en aleación con 0,15% de Fe. Aumento: 1,6x. 202 Jornadas SAM – CONAMET - AAS 2001 Las figuras 4.1 y 4.2, comparan probetas de igual rango de llenabilidad, para ambas aleaciones, mostrando una clara diferencia en cuanto a la distorsión de la interfase. La situación precedente es lo que se ha definido como el mecanismo de alimentación forzada, se presenta en la aleación con 0,86% de Fe, para un rango de llenabilidad de 13°C, en cambio, para la aleación con 0,15% de Fe, esta situación se encuentra para un rango de llenabilidad de 5°C. Las figuras 5.1 y 5.2 muestran el mecanismo antes mencionado, en ambas aleaciones. Figura 5.1: A partir del poro central, se observa que actuó el mecanismo de alimentación forzada, para aleación de 0,86% de Fe, y 13 °C de rango de llenabilidad. Aumento: 65x. Figura 5.2: Aquí el mecanismo de alimentación forzada se observa entre los dos poros centrales, en aleación de 0,15% de Fe, y 5°C de rango de llenabilidad. Aumento: 65x. En la próxima etapa de este trabajo se estudiará, el efecto del aumento sistematizado del contenido de Fe, sobre estos mecanismos, a fin de determinar el contenido crítico de este último. CONCLUSIONES A partir del estudio realizado sobre el efecto del contenido de Fe en los mecanismos de alimentación, para las dos aleaciones analizadas, las siguientes conclusiones pueden ser 203 Otín, Tovio, González remarcadas: A) En general, el aumento del contenido de Fe de 0.15% a 0.86%, afecta de manera negativa a todos los mecanismos de alimentación actuantes. B) La alimentación sólido-líquido se ve afectada por un aumento en la fracción sólida, a consecuencia de la presencia de placas β-Al5FeSi, que precipitan aproximadamente a 570°C. C) El mecanismo de llenado interdendrítico, también se ve dificultado, puesto que la presencia de placas β-Al5FeSi, aumentan la tortuosidad de los canales interdendríticos. D) El efecto negativo del Fe sobre los mecanismos antes descriptos, provoca un adelantamiento con respecto a las aleaciones de bajo Fe, de la alimentación forzada y en consecuencia promueve la formación de poros. REFERENCIAS. 1.- P.N Crepeau, “Effect of Iron in Al-Si Casting Alloys. A Critical Review”. A.F.S Transactions, pp. 361-365, 1995. 2.- O. Vorren, J.E. Evensen, T.B. Pedersen. “Microstructure and Mechanical Properties of AlSi(Mg) Casting Alloys”. A.F.S. Transactions, pp. 459-466, 1984. 3.- A.M. Samuel, F.H. Samuel. “A Metallographic Study of Porosity and Fracture Behavior in Relation to Tensile Properties in 319.2 End Chill Casting”. Metallurgical and Materials Transactions A, pp. 2359-2372, volume 26 A, 1995. 4.- J.A. Taylor, G.B. Schaffer, D.H. St. John. “The Role of Iron in the Formation of Porosity in Al-Si-Cu Based Alloys: part I. Initial Experimental Observations”. Metallurgical and Materials Transactions A, pp. 1643-1650, volume 30 A, 1999. 5.- J.A. Taylor, G.B. Schaffer, D.H. St. John. “The Role of Iron in the Formation of Porosity in Al-Si-Cu Based Alloys: part II. A Phese Diagram Approach. Metallurgical and Materials Transactions A, pp. 1651-1655, volume 3 A, 1999. 6.- .- J.A. Taylor, G.B. Schaffer, D.H. St. John. “The Role of Iron in the Formation of Porosity in Al-Si-Cu Based Alloys: part III. A Microstructural model. Metallurgical and Materials Transactions A, pp. 1657-1661, volume 3 A, 1999. 7.- J. Campbell. “Feeding Mechanisms in Casting”. American Foundrymen´s Society, Cast Metals Research Journal, pp. 1-8, march 1969. 8.- G. Chai, L. Backerud, T. Roland, L. Amberg. “Dendrite Coherency During Equiaxed Solidification in Binary Aluminum Alloys”. Metallurgical and Materials Transactions A, pp. 965-970, volume 26 A, 1995. 9.- L. Amberg, A.K. Dahle, C.J. Paradies, F. Syrvertsen. “Feeding Mechanisms in Aluminum Foundry Alloys”. A.F.S. Transactions, pp. 753-759, 1995. 10.- A.K. Dahle, L. Amberg, D. Apelian. “Burst Feeding and its role in Porosity Formation During Solidification of Al Founfry Alloys”. A.F.S. Transactions, pp. 963-970, 1997. 11.- R. Fuoco, E.R. Correa, H. Goldenstein. “Effect on Modification Treatment on Microporosity Formation in 356 Al Alloy, PartI: Interdendritic Feeding Evaluation”. A.F.S. Transactions, pp. 1151-1157, 1996. 12.- R. Fuoco, E.R. Correa, M de Andrade Bastos. “Effects of Grain Refinement on Feeding Mechanisms in A356 Aluminum Alloy. A.F.S. Transactions, pp 401-409. 1998. 204