- Ninguna Categoria
Tesis AST: Reducción de Riesgos en Farmoto EIRL
Anuncio
FACULTAD DE INGENIERÍA Y ARQUITECTURA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL Análisis de Seguridad del Trabajo (AST) para reducir los riesgos de exposición a los trabajadores de la empresa Farmoto EIRL TESIS PARA OBTENER EL TÍTULO PROFESIONAL DE: Ingeniero Industrial AUTORES: Br. Luis Francisco Burga Burga (ORCID: 0000-0002-7360-0168) Br. Jhonatan Alex Rodriguez Ramos (ORCID: 0000-0003-2544-8752) ASESOR: Dr. Jorge Roger Aranda Gonzales (ORCID: 0000-0002-0307-5900) LÍNEA DE INVESTIGACIÓN : Sistema de la Gestión de la Seguridad y Calidad TRUJILLO – PERÚ 2020 DEDICATORIA A: Dios, primero por permitirnos y darnos la oportunidad de seguir cada día con las fuerzas y las esperanzas de poder cumplir cada meta propuesta, sin el nada fuera posible todo se lo dedicamos a él que es nuestro principal maestro y amigo. Dedicamos este trabajo también a nuestros padres que nunca dejaron de apoyarnos de una u otra forma siempre dándonos lo que ha estado en sus posibilidades y sobre todo su gran amor, paciencia e instrucción. y alguno de los casos a nuestros seres queridos como nuestras esposas que nos han ayudado y son de gran apoyo para salir adelante en la vida y que nos inspira a poder alcanzar nuestros sueños, con su apoyo, sacrificio, confianza y su fe puesta en nosotros, es que les ofrecemos este gran triunfo logrado en nuestras vidas. ii AGRADECIMIETO Expresamos nuestra gratitud a la Universidad César Vallejo por habernos brindarnos la oportunidad de pertenecer a esta grande y prestigiosa institución y de poder haber adquirido todo el conjunto de conocimientos que, mediante largas, extenuantes pero fructíferas horas han permitido una formación profesional que busca la excelencia, a los docentes por contribuir con el fortalecimiento de nuestras competencias como ingeniero, por otro lado, a la empresa FARMOTO EIRL por brindarnos todas las facilidades necesarias en obtener información para nuestro proyecto de investigación. iii ÍNDICE DE CONTENIDOS DEDICATORIA .................................................................................................. ii AGRADECIMIETO ............................................................................................. iii iv ÍNDICE............................................................................................................... DE CONTENIDOS ÍNDICE DE TABLAS .......................................................................................... v ÍNDICE DE FIGURAS ........................................................................................ vi RESUMEN ......................................................................................................... vii ABSTRACT ........................................................................................................ viii I. INTRODUCCIÓN ............................................................................................2 II. MARCO TEÓRICO .....................................................................................7 III. METODOLOGÍA.....................................................................................12 3.1 Tipo y diseño de investigación ............................................................12 3.2 Variables y Operacionalización ...........................................................13 3.2.1 Variable Independiente, cuantitativa .............................................13 3.2.2 3.3 Variable dependiente, cuantitativa ................................................13 Población (criterios de selección), muestra, muestreo, unidad de análisis. ........................................................................................................15 3.3.1 Población ......................................................................................15 3.3.2 Muestra ........................................................................................15 3.3.3 Unidad de análisis: .......................................................................15 3.3.4 Criterios de inclusión: ...................................................................15 3.3.5 Criterios de exclusión: ..................................................................15 3.4 Técnicas e instrumentos de recolección de datos ...............................15 3.5 Procedimientos ...................................................................................15 3.6 Método de análisis de datos ................................................................16 3.7 Aspectos éticos ...................................................................................16 IV. RESULTADOS Y DISCUSIÓN ...............................................................18 4.1. Proceso Productivo................................................................................19 iv 4.1.1 Análisis Y Descripción De Los Proceso Productivo, Maquinarias Y Equipos Utilizados. ...................................................................................19 4.2 Recepción De Materia Prima ..............................................................19 4.3 Fundición ............................................................................................20 4.4 Colado ................................................................................................20 4.5 Maquinado ..........................................................................................22 4.6 Acabado ..............................................................................................24 4.6.1 Pintado y secado en horno ...........................................................24 4.6.2 Pulido ...........................................................................................24 4.7 Etiquetado Y Embolsado .....................................................................24 4.7.1 Elaboración Del Diagrama De Operaciones Del Proceso .............24 4.8 Análisis Y Descripción De Los Puestos De Trabajo ............................26 4.9 Identificación De Peligros Y Evaluación De Riesgos Antes De La Aplicación De Controles Operativos. ............................................................27 4.10 Elaborar El Análisis Seguro Del Trabajo (Ast). .................................28 4.11 Proponer Medidas De Control. .........................................................29 4.11.1 Tabla 1 Medidas De Control ......................................................30 4.12 Costear La Implementación. ............................................................30 4.13 Identificar Los Peligros Y Evaluar Los Riesgos (IPER) Después De La Aplicación De Controles Operativos. .......................................................32 V. DISCUSIÓN ..............................................................................................33 VI. CONCLUSIONES ...................................................................................35 VI. RECOMENDACIONES ..........................................................................36 VI. Referencias VII. ANEXOS ................................................................................................39 ......................................................................37 ANEXO 1 DECLATORIA DE AUTENCIDAD DEL AUTOR (ES).......................39 ANEXO 2 DECLARATORIA DE AUTENTICIDAD DEL ASESOR ....................40 ANEXO 3 MATRIZ DE OPERACIONALIZACIÓN DE VARIABLES ..................43 v ANEXO 4 INSTRUMENTO DE RECOLECCIÓN DE DATOS ...........................44 B.-FIGURAS ..................................................................................................156 C.-APENDICE ................................................................................................175 vi ÍNDICE DE TABLAS Tabla 1 Medidas De Control .............................................................................29 Tabla 2. IPER Post AST Recepción de MP ......................................................32 TABLA A. 1 PUESTO DE TRABAJO ...............................................................44 TABLA A. 2 Perfil de Recepcionista de MP ......................................................49 TABLA A. 3 Perfil de Estibador ........................................................................51 TABLA A. 4 Perfil de Operador de Horno .........................................................53 TABLA A. 5 Perfil de Moldeador.......................................................................55 TABLA A. 6 Perfil del Matricero ........................................................................57 TABLA A. 7 Perfil del Operador de la Colada ...................................................59 TABLA A. 8 Perfil del Mecánico de Producción. ...............................................61 TABLA A. 9 Perfil del Operador de Maquinado ................................................63 TABLA B 1 Ponderación de los Riesgos según Ministerio de Trabajo .......65 TABLA B 2 IPER Preliminar Recepción de MP ................................................65 TABLA B 3 IPER Preliminar Fundición .............................................................66 TABLA B 4 IPER Preliminar Moldeado en Arena .............................................67 TABLA B 5 IPER Preliminar Matriceria.............................................................69 TABLA B 6 IPER Preliminar Colado .................................................................70 TABLA B 7 IPER Preliminar Mantenimiento ....................................................71 TABLA B 8 IPER Preliminar Cortado ...............................................................72 TABLA B 9 IPER Preliminar Torneado .............................................................73 TABLA B 10 IPER Preliminar Taladrado ..........................................................74 TABLA B 11 IPER Preliminar Maquinado de Rosca .........................................75 TABLA B 12 IPER Preliminar Prensado ...........................................................76 TABLA B 13 IPER Preliminar Plegado .............................................................77 TABLA B 14 IPER Preliminar Esmerilado de Herramientas de Trabajo ...........78 TABLA B 15 IPER Preliminar Soldadura ..........................................................79 TABLA B 16 IPER Preliminar Acabado pintado y secado ................................81 TABLA B 17 IPER Preliminar Acabado pulido de piezas ..................................82 TABLA B 18 IPER Preliminar Etiquetado y Empacado ...................................82 TABLA C. 1 AST Recepción de MP .................................................................84 TABLA C. 2. AST Fundido de Aluminio ............................................................84 TABLA C. 3 AST Moldeado ..............................................................................87 vii TABLA C. 4. AST Matriceria .............................................................................92 TABLA C. 5. AST de Colada ............................................................................94 TABLA C. 6. AST Mantenimiento .....................................................................96 TABLA C. 7. AST Cortado................................................................................99 TABLA C. 8.AST Torneado ............................................................................101 TABLA C. 9. AST Taladrado ..........................................................................104 TABLA C. 10. AST Maquinado de Rosca .......................................................106 TABLA C. 11. AST Lijado de Piezas ..............................................................110 TABLA C. 12. AST Prensado .........................................................................113 TABLA C. 13. AST de Plegado ......................................................................115 TABLA C. 14. AST de Esmerilado ..................................................................117 TABLA C. 15. AST Soldado de piezas ...........................................................119 TABLA C. 16. AST Pintado de Piezas ............................................................121 TABLA C. 17. AST Pulido ..............................................................................123 TABLA C. 18. AST Etiquetado y embolsado ..................................................127 TABLA C. 19. Resumen De Costos De Capacitación.....................................130 TABLA C. 20. Costo De Señalización, Botiquín Y Extintores .........................132 TABLA C. 21. Costo de EPP´S ......................................................................133 TABLA C. 22. Costo de Guardas ...................................................................133 TABLA C. 23. Costo de Conexiones Eléctricas ..............................................134 TABLA C. 24. Cuadro Resumen de medidas de control .................................134 TABLA C. 25. Presupuesto De Reparación De Piso ......................................135 TABLA C. 26. Costo Beneficio ROI ................................................................136 TABLA D. 1 IPER Post AST Fundición ........................................................................ 138 TABLA D. 2. IPER Post AST Moldeado………………………………………………….138 TABLA D. 3. IPER Post AST Matriceria .........................................................140 TABLA D. 4. IPER Post AST Colado ..............................................................141 TABLA D. 5. IPER Post AST Mantenimiento ..................................................142 TABLA D. 6. IPER Post AST Cortado ............................................................143 TABLA D. 7. IPER Post AST Torneado ..........................................................144 TABLA D. 8. IPER Post AST Taladrado .........................................................145 TABLA D. 9. IPER Post AST Maquinado de Rosca .......................................146 TABLA D. 10. IPER Post AST Lijado .............................................................147 TABLA D. 11. IPER Post AST Prensado ........................................................148 viii TABLA D. 12. IPER Post AST Plegado ..........................................................149 TABLA D. 13. IPER Post AST Esmerilado de herramientas ...........................150 TABLA D. 14. IPER Post AST Soldado ..........................................................151 TABLA D. 15.IPER Post AST Acabado pintado y secado .............................152 TABLA D. 16. IPER Post AST Acabado pulido de piezas ..............................153 TABLA D. 17. IPER Post AST Etiquetado y empacado ..................................154 ix ÍNDICE DE FIGURAS FIGURA B. 1. Fundición .................................................................................156 FIGURA B. 2. Moldeo en Arena .....................................................................156 FIGURA B. 3. Moldeado en Matriz .................................................................157 FIGURA B. 4. Colada .....................................................................................157 FIGURA B. 5. Torno de Banco .......................................................................158 FIGURA B. 6. Taladro de Banco ..................................................................158 FIGURA B. 7. Lijado.......................................................................................159 FIGURA B. 8. Pintado ....................................................................................159 FIGURA B. 9. Etiquetado y Embolsado ..........................................................159 FIGURA B. 11. Horno de Crisol .....................................................................161 FIGURA B. 12.Taladro de Columna ...............................................................162 FIGURA B. 13.Torno ......................................................................................163 FIGURA B. 14. Lijadora de Disco ...................................................................165 FIGURA B. 15. Compresora ...........................................................................166 FIGURA B. 16. Plegadora Manual .................................................................167 FIGURA B. 17. Partes de la Prensa Mecánica ...........................................168 FIGURA B. 18. Partes de la Prensa Hidráulica Manual ..................................170 FIGURA B. 19. Cizalla ...................................................................................171 FIGURA B. 20. Esmeril ..................................................................................172 FIGURA B. 21. Soldadura por Arco Voltaico ..................................................173 FIGURA B. 22. Soldadura Oxiacetilénica .......................................................174 x RESUMEN El presente proyecto se centró en lograr la reducción de los riesgos a los que están expuestos los trabajadores de FARMOTO EIRL mediante la aplicación del Análisis de Seguridad del Trabajo (AST). Para poder desarrollar este proyecto el punto de partida inicio en la descripción de su proceso productivo, la maquinaria que utiliza, la descripción de cada puesto de trabajo, y la medición preliminar del estado de riesgos que se encontraba la empresa mediante la unificación y estimación de peligros Posteriormente realizamos un Análisis de Seguridad en el Trabajo (AST) con la debida unificación de las amenazas para realizar de manera secuencial cada labor de trabajo, así como sus respectivas medidas de control y los formatos de permio de trabajo, pre-uso de maquinaria y trabajo en caliente. A su vez se realizó el costeo de la implantación y la post evaluación del nivel de riesgos. Palabras claves: Análisis de seguridad del trabajo, Reducir riesgos. xi ABSTRACT The present project I centre in achieving the reduction of the risks to which there are exposed the workers of FARMOTO EIRL by means of the application of the AST. To be able to develop this project the point of item I initiate in the description of his productive process, the machinery that it uses, the description of every working place, and the preliminary measurement of the condition of risks that was the company by means of the IPER. Later I realize the AST with the due identification of the dangers and risks to realice stepwise every labor of work as well as his respective measures of control and the formats of permio of work, pre-use of machinery and work in warms. In turn I realice the costing of the implantation and the post evaluation of the level of risks. Keywords: Work safety analysis,Reduce risk xii I. INTRODUCCIÓN En el mundo miles de ciudadanos fallecen en su centro de labores cada año, lo que afecta las condiciones de vida de los operarios exponiendo su bienestar y prosperidad. A datos revelados por un análisis preparado por el conjunto internacional de ocupación. Cada año aumenta el número de individuos que presentan riesgos laborales los cuales realizan actos inadecuados exponiendo sus vidas a un riesgo, ocasionando en el centro de labores terribles tragedias, esto conlleva a perdidas por parte de las organizaciones. El costo, directo e indirecto, de los accidentes laborales es de US $ 2.800 millones. Por esta razón, la Organización Internacional del Trabajo destacó la importancia de invertir en la prevención de accidentes laborales. En este sentido, Guy Ryder, director general de la OIT, recordó a los países que "el derecho a un empleo seguro y saludable es una garantía básica que todos deben respetar" (COMERCIO, 2016) En Colombia, el Gabinete Nacional exige a toda organización pública y particular, se debe poner en funcionamiento un Método de Dirección y Confianza y Salud Ocupacional, proteger su seguridad corporal de los operarios en las diferentes organizaciones. Naciones de Argentina y Brasil examinan formalmente a las directivas de la OIT (Organización Internacional del Trabajo) es el patrón hacia el desarrollo de directivas gracias que son adaptables para sus naciones. La praxis muestra a la SGS OSH de la OIT es útil así perfecciona su éxito en Confianza y Redención Salud Ocupacional hacia una empresa. Son componentes precisos así adaptar y ejecutar, asegurando su convenio del trabajador gerencial y la cooperación de cada uno de los operarios. (Organización Internacional del Trabajo, 2015) Las estadísticas sobre Perú revela que cada año hay un aumento de más de 317 millones en el nivel de riesgo profesional, los problemas económicos de trabajos inapropiados de salud y confianza, gracias a un aproximado del 4% del PIB anual (FACULDADE DE DOCTOR PERU, 2017) 2 Los grupos económicos con gran movimiento de emergencias son las Edificaciones con un (31.43%), Fabricación con un (29.14%) y Negocio con un (10.05%). Aproximado de 55 accidentes laborales por data, siendo similar a 8 accidentes cada hora. Recién percibimos la importancia de la confianza y salud en los puestos de trabajo donde incluye la precaución de peligros en toda acción. La gran parte de afectados son los hombres (89,7%); mientras que las mujeres aumentan progresivamente ya que se incorporan a más acciones lo que conlleva a más posibilidades de tener una contingencia. La mayoría de los desastres ocurrieron en Lima y Callao, representan el 79.6% de hechos, por otro lado el 20.4% son tratados en el restante de la nación. Los accidentes registrados, 348 son traumas, las cuales fue la amputación traumática. En el 96.3% de estos casos, los hombres tienen un mayor porcentaje y 3.7% en las mujeres. Estos hechos frecuentes de mutilación ocurrieron en la extremidad superior son 289 sucesos (83,1%), en la extremidad inferior son 44 sucesos (12,6%). Mientras tanto, 18 (6.2%) de estos sucesos de amputación de miembros superiores sucedieron por encima de la muñeca y los 271 casos faltantes (93.8%) afecta las manos o dedos. En el caso de riesgo de amputación de miembros inferiores, 24 (54.5%) ocurrieron por encima del tobillo y 20 (45.5%) pies y / o dedos afectados. (DIARIO GESTION, 2017) Perú es el segundo país de América Latina con la tasa de mortalidad más alta debido a la mano de obra. Mencionó Fabian Correa, director de consultoría "Seguridad y Salud". Por esta razón, la necesidad de un sistema de seguridad y salud ocupacional es necesaria e importante. En vista del crecimiento económico en el país, se ha generado una mayor demanda de transporte y, como resultado, actualmente hay muchas compañías de viajeros y carga pesada en movimiento en las carreteras. Cuando transportamos personas a nivel regional, tenemos alrededor de 5.500 vehículos. (SUTRAN) 2017. En la ciudad de Trujillo hay más de 300 empresas de transporte registradas en SUNAT; El 30% de ellos no cuentan con un sistema de seguridad y salud laboral; sin contar las empresas informales que no siguen ninguna normativa. 3 La seguridad y salud en el trabajo no es un tema nuevo en el contexto industrial. Pero si es uno de los temas más descuidados a nivel de la micro y pequeña empresa peruana, como FARMOTO, que, debido a la ignorancia o una percepción costosa del problema, no aplica ninguna medida o control de seguridad en sus operaciones. La confianza y la salud en los operarios son requisitos esenciales de acuerdo con la legislación vigente en nuestro país, que, si no se desarrolla, puede conducir a normas fiscales y pérdida de competitividad en el mercado. Por lo tanto, los riesgos a los que están expuestos los trabajadores deben ser mínimos y ser conocidos por quienes participan en actividades de riesgo. Los riesgos en una empresa pueden eliminarse, mitigarse o mitigarse mediante diversas herramientas o medidas, desde la implementación de controles técnicos de alto costo, hasta la implementación y el uso de EPP como barreras de contacto, que es la última opción, además de las dos opciones mencionadas anteriormente, existen barreras del sistema que apuntan para la reducción en los grados peligrosos que se enfocan actuando en base a rutinas, tareas detalladas y claras y junto con otras medidas de control complementarias que resultan en niveles de riesgo reducidos y bajos costos de implementación; Este es el caso de AST Safe Job Análisis que se desarrolló en este estudio. AST en este trabajo cubrió los datos críticos para el proceso de fabricación de fundición de aluminio, el trabajo de fundición es una actividad de alto riesgo, debido a la exposición a altas temperaturas y los procesos de mecanizado posteriores, fue por estas razones que se necesitaba con urgencia reducir los niveles de riesgo a los que están expuestos FARMOTO-trabajadores. FARMOTO fue una de las compañías pioneras en lo que respecta al rublo para la fabricación de piezas y accesorios de motocicletas en La Libertad. Trujillo se originó en una pequeña fábrica que nació el 15 de junio de 1980, que se registró en el primer testimonio de las Escrituras. Públicamente, y aquí es donde Emilio Bocanegra Cortijo decide que es una responsabilidad limitada bajo el nombre de "FARMOTO EIRL". 4 compañía de Originalmente, la fábrica estaba ubicada en la calle María Parado de Bellido No. 863 en el distrito de El Porvenir, provincia de Trujillo, departamento de La Libertad; Por razones comerciales, el gerente de la empresa decide cambiar la sede de la empresa a AV. Sinchi Roca Nº 1198, Río Seco, Distrito El Porvenir, Provincia Trujillo, Departamento La Libertad. La empresa se esfuerza por dedicarse a la producción de accesorios y repuestos para motocicletas, a base de fundición de aluminio. Los primeros productos que produjo la compañía fueron manijas del tipo CB-125 y XL-125. luego produjo más apoyo entre otros productos que el mercado demandaba. El mercado de FARMOTO se dirigió inicialmente a la provincia de Trujillo, luego expandió su mercado a la provincia de Lima, Zona Norte, comenzando con, entre otros, Chiclayo, Piura, Sullana. La empresa FARMOTO EIRL debe, de acuerdo con los requisitos legales aplicables en nuestro país, garantizar su integridad de salud y una exposición mínima a los riesgos que representan en el sector industrial al que pertenecen en las actividades realizadas por sus socios. En fundición, pulido y pintura, los colaboradores están en contacto directo con sustancias físicas, químicas y perjudiciales para la salud, como vapores metálicos, humo de carbón, filtros de aluminio, vapores de disolventes orgánicos de color. entre otros. Actualmente, la empresa no tiene un análisis de seguridad laboral porque no identifica correctamente sus riesgos y no ha evaluado los riesgos con sus procesos, por lo que no se han establecido las medidas de control necesarias para proteger la salud y la integridad. física de trabajo Los trabajadores en países en desarrollo como el nuestro, también conocidos como países del tercer mundo, actualmente representan el 75% de la población activa mundial. Son estos trabajadores quienes cumplen con condiciones de trabajo inadecuadas, empleo inestable, bajos salarios, mala salud y seguridad industrial. Esto da como resultado una clase trabajadora frustrada e insatisfecha, con bajos niveles de productividad que se traducen en niveles de calidad más bajos, tanto por producto como por proceso. Además, las enfermedades y accidentes laborales, que se estima que matan a 1.1 millones de personas 5 cada año, son parte de la realidad a la que los trabajadores están expuestos todos los días. Esta es la realidad, no conocemos las estadísticas, algunas de las actividades que se realizan en la empresa tienen un alto riesgo para que los socios mencionen una La Fundición, es en este proceso que los riesgos a los que están expuestos los trabajadores no están controlados y aún más , no existen herramientas básicas de seguridad para llevar a cabo su trabajo, y en la empresa no hay registros de accidentes o cuasi accidentes ocurridos hasta el momento, por lo que la determinación de la ocurrencia de estos posibles eventos y su diferencia cuantitativa con los anteriores se basará en La recopilación de información de los colaboradores. Es por estas razones que el trabajo actual se lleva a cabo para minimizar y mitigar los riesgos que los empleados rutinariamente El problema de la compañía es la medición del análisis de confianza profesional (AST) disminuir los riesgos a los que están expuestos los trabajadores de la compañía FARMOTO EIRL. La hipótesis encontrada en el estudio es cuando la implementación de AST en el nivel de riesgo FARMOTO EIRL disminuirá a valores aceptables o triviales El estudio de investigación actual está académicamente justificado en la aplicación de los conocimientos adquiridos durante el período de educación académica para mejorar las condiciones de trabajo en la industria, también se justifica financieramente que este trabajo no implica un costo mayor de lo que puede ser. resuelto por la empresa debido a la posibilidad latente de ser multado por no cumplir con la legislación laboral vigente, técnicamente justificado, el desarrollo de esta investigación es técnicamente factible porque tiene los recursos necesarios para el desarrollo de Esta investigación es accesible y accesible y está motivada socialmente donde el impacto del trabajo es de gran importancia tanto para el bienestar física y emocional en los empleados, ya que es una mejora en el ambiente laboral. 6 II.MARCO TEÓRICO El estudio realizado por Morales y Vintimilla (2014) se encontramos en el lado internacional: “Propuesta de un plan de salud y seguridad ocupacional para reducir el riesgo entre los trabajadores de la Empresa de Transportes Ecuador S.A. en la ciudad de Azogues - Vía Biblián Sector Panamericana para obtener el título de ingeniero industrial en la Universidad Politécnica Salesiana Sede Cuenca”. Las herramientas utilizaron como croquis para el estudio empírico aplicada y para profundizar las dificultades: IPER, política de salud, confianza, procedimiento cada año, estrategia de emergencia, examinaciones periódicas en la planta. Según la tesis de Villegas (2017)"Implementación de un plan de seguridad para la reducción de riesgos en la empresa Transportes Tunesa Lima, 2017; recibir el título de Ingeniero Industrial en la Universidad Cesar Vallejo”. Realiza un prototipo de inspeccionar pre-experimental aplicado así profundizar las dificultades, utilizaron las instrumentos: línea de base, IPER, implementación de un procedimiento anual, regulaciones internas laborales, plano de peligros. Se logro el posterior resumen los siguientes resultados: se involucró el 70% del plan anual de salud, seguridad y se preparó la documentación requerida con base en los plazos establecidos para esta investigación y el año calendario requerido por la ley. Los riesgos a los que estuvieron expuestos los trabajadores se redujeron en un 80% según el modelo IPERC. Según la tesis de Aguilar (2014) “Diseño de un sistema de gestión de seguridad y salud en el trabajo para disminuir riesgos laborales en el servicio de administración tributaria de Trujillo con motivo de obtener el titulo de Ingeniero Industrial”. Bosquejar método de administración de confianza y salud en el ajetreo así reducir peligros laborales en la Administración Tributaria de Trujillo en el año 2014, llego a la conclusión de que 17.09% de actividades tienen un nivel de riesgo importante, 63.09% tienen un nivel de riesgo moderado, 18.35% tienen un nivel de riesgo tolerable y 0.63% tienen un grado de riesgo trivial. 7 Según la tesis de Montenegro (2013) “Propuesta de implementación de un sistema de seguridad y salud ocupacional según la ley 29783 para controlar los riesgos en la tenería Blazer E.I.R.L, con motivo de obtener el título de Ingeniero Industrial en la Universidad Cesar vallejo, en la ciudad de Trujillo-La libertad”. Trata de controlar los riesgos en la Tenería Blazer E.I.R.L mediante un Sistema de Seguridad y Salud Ocupacional según la ley 29783 para controlar diversos peligros, llegó a la conclusión que mediante la implementación del SGST según la ley 29783 la empresa tendrá un ahorro de S/. 19,464.83 soles. Según la tesis de Quispe “Sistema de Gestión de Seguridad y Salud Ocupacional para una empresa en la industria Metalmecánica, con motivo de obtener el titulo de Ingeniero Industrial en la UNMSM en la ciudad de Lima”. Buscó mejorar el desempeño en SST para QHSE como organización, en todas sus actividades de producción de bienes , servicios y administrativas, para transformarla consecutivamente hacia una institución en SST socialmente sostenible, con la inserción de la dimensión de Seguridad y Salud en el trabajo, llegando a la conclusión, que la implementación de SGSST, ha dado como consecuencia que con ayuda de la gerencia general y con los planes de sensibilización, gerencias de áreas y demás personal de la organización sienta el interés y ayude en la prevención de los riesgos. Para Montenegro (2013, p. 98), los “trabajadores industriales peruanos perciben sus condiciones de trabajo estas afectan su satisfacción laboral, estado general de salud: posturas de trabajo incómodas, trabajo en espacios saturados o reducidos, exposición a sustancias y productos químicos, exposición a humos tóxicos”. El sistema de estabilidad cimentado en la conducta humano así superar las acciones inseguras en el trabajo para obtener el título de ingeniero industrial en la Universidad Nacional de Trujillo en 2015 ya enfatiza el factor de recursos humanos en este estudio, que afirma que este es el factor principal de una empresa quien quiere mejorar Un programa de seguridad es efectivo y se logra con el apoyo y el compromiso del factor humano. Esto debe estar motivado y tener como objetivo sentir la necesidad real de crear un ambiente de trabajo más seguro y estable. La creación de este entorno seguro requiere el cumplimiento de reglas y procedimientos tales como: 8 Ellos son: el factor humano (capacitación y motivación), las condiciones de la empresa (infraestructura y señalización), las condiciones ambientales (ruido y Ventilación), medidas de riesgo, prevención de accidentes, etc. También en la tesis Influencia de las Políticas de Seguridad e Higiene Industrial en la Reducción de Costos por Accidentes en la Sociedad Cervecera de Trujillo, 2017, dice que para prevenir accidentes laborales que pueden afectar la salud y el bienestar de los trabajadores, así como la propiedad física de la empresa. La seguridad no solo mejora el rendimiento de los empleados, sino que también reduce los costos de accidentes y los costos indirectos de paradas. Proyecto de Evaluación de Seguridad Ocupacional (AST) para la prevención de accidentes en la sala de máquinas para bomberos marinos en Puerto Cabello, 2015. Se concluye que existe un alto nivel de riesgo debido a la falta de medidas de seguridad en el desempeño de las tareas de los funcionarios que trabajan allí y muestra las fallas en la ejecución de sus funciones, por ejemplo; falta de estándares y procedimientos de trabajo seguros (AST), condiciones ambientales inseguras, entre otras cosas, que se resolverían diseñando un instrumento de seguridad como el análisis de seguridad en el lugar de trabajo (AST) para prevenir accidentes. En la actualidad, todas las empresas deben garantizar el bienestar de sus empleados, quienes deben llevar a cabo sus operaciones en entornos con condiciones adecuadas, que certifiquen la salud, la seguridad, la integridad y la profiláctica de distintos exposiciones del trabajo. A fin de hablar sobre salud y seguridad en el trabajo, debemos entender que significa garantía, que se entiende como un sistema de técnicas no médicas que pueden reconocer sucesos que conducen a desastres laborales y permiten evaluarlas y corregirlas. con el objetivo de prevenir, minimizar y evitar daños a la salud. Para Cavassa (2018, p.50), la “seguridad es como una ejecución de actividades segura y sin accidentes, siempre que se realice correctamente”. “Con un concepto claro del término seguridad, se puede definir qué es la seguridad laboral como una condición física, un bienestar personal, así como un ambiente de trabajo apropiado, una economía de costos y una filosofía de la 9 vida humana en el contexto laboral”. (Cavassa, 2018, p.30). Para Zúñiga (2015, p. 88), la “herramientas que están diseñadas para los siguientes propósitos: equipos, dispositivos, máquinas, procesos y métodos de trabajo; capacitación, educación, motivación y gestión de recursos humanos para reducir y eliminar accidentes para la salud”. Del mismo modo, la definición de salud se refiere al bienestar completo. Salud física, mental y social teniendo en cuenta los aspectos mencionados anteriormente, la salud en el trabajo tiene los siguientes objetivos: Mejorar y mantener la calidad de vida. “La salud de los trabajadores también sirve como un instrumento para mejorar la Calidad, Productividad y eficiencia de las empresas y, en última instancia, para darle una mejor condición de vida a la población”. (Robledo, 2016, p. 47). La seguridad e higiene en la labor son preventivas, su conexión con el trabajo se relaciona con factores de riesgo si afectan la salud, la integridad o la vida de los trabajadores. Para Zúñiga (2015, p. 58), la “seguridad e higiene en el trabajo son hallazgos científicos y tecnológicos que apuntan a identificar las causas de los riesgos, localizar, evaluar, controlar y prevenir en el trabajo a los empleados están expuestos en el trabajo”. Gracias a todos los conceptos anteriores se logró una relación entre peligro y riesgo. Del mismo modo, la definición de riesgo incluye un peligro conocido como una condición que puede afectar negativamente a la salud y integridad. En relación con las tragedias laborales, se consideran eventos inesperados debido a algún tipo de trabajo que puede provocar lesiones orgánicas, mal funcionamiento, discapacidades o la muerte que pueden ocurrir durante las actividades en el sitio. Trabajo o afuera. Por otro lado, debe enfatizarse lo importante que es legislar la salud y estabilidad en el centro de labores. Un periódico peruano, informa que la Ley 29873 de Perú, la Ley de Salud y Seguridad, se introdujo con el objetivo de cumplir con prácticas reguladas, tales como: realizar exámenes médicos antes, durante y después del empleo. con empresas que también elaboran un mapa de riesgos y solicitan colaboración sindical así informar a la organización de los riesgos laborales que pueden afectar la integridad del operario. Por otro lado, existe una escasez en la implementación de esta ley por parte de 10 los MYPE, ya que esta fuente de ingresos y trabajo es económica para el 85% de la ciudadanía. Para Gálvez (2017, p. 67), la “ley 29783, habla de principios: el primero es la prevención, responsabilidad, cooperación, información, gestión integral, atención integral de la salud, participación de los trabajadores, superioridad de la realidad, protección del trabajador mediante entornos saludables, lo que permite un objetivo satisfactorio”. La Ley 29783, es de Seguridad y Protección de la Salud en el Trabajo fue creada para promover la precaución de riesgos laborales para los trabajadores, deben garantizar la promoción, difusión y cumplimiento de las normas pertinentes a través del diálogo social. Nuestro país está comprometido por el sistema de salud y seguridad ocupacional, los derechos a la vida, salud son de suma importancia, como lo demuestra la constitución política del Perú. También es responsable de cumplir con las pautas para prevenir riesgos laborales y mantenerlos vigilantes. El deber del encargado de la organización de debe evaluar, identificar, prevenir y dar a conocer los posibles peligros que puedan suceder asi evitar futuros perdidos económicos y problemas legales Para Gálvez (2017, p. 56), “considera un accidente laboral causada durante la realización de actividades después de las horas de trabajo, la gravedad se clasifica: accidente leve, un breve descanso, accidente incapacitante donde la lesión causa descanso justificando su ausencia del trabajo y el tratamiento”. Las lesiones producen acabamiento de las extremidades, hasta llegar a los órganos, cuando es más grave se puede generar la perdida de la extremidad, una lección fatal cuando el trabajador pierde la vida. Un accidente es peligroso cuando puede causar lesiones o enfermedades a las personas en la labor. 11 III.METODOLOGÍA 3.1 Tipo y diseño de investigación La metodología es básica y aplicada del AST o ATS de acuerdo a la Ley 29783 en los Art. 18 y 20 indica que es un mejoramiento continuo de 5 aspectos a desarrollar qué y estos son: • La identificación y desavenencias de las prácticas y condiciones en la labor. • El establecimiento de Estándares de seguridad en el trabajo • La medición periódica del desempeño correcto. • La evaluación constante de los desempeños con respecto a los estándares establecidos • La corrección con implantar nuevos controles y el reconocimiento del desempeño. Método de observación – Método de discusión – Método de recordar y comprobar y/o mi propuesta simplificada OOP OBSERVAR ORDENAR PREVENIR, (ver figura B 01) Repitiendo el ciclo, para poder obtener un mejoramiento continuo de la seguridad y lograr las restricciones de desastres y perjuicio personales, hacia la propiedad por forma permanente o parcial, ayudando a que cada trabajador pueda volver a casa sano y a salvo. Ayudando a la empresa FARMOTO EIRL a que sus operaciones en el sector se mantengan, reduciendo sus costos y demandas legales por vulnerar la ley SST 29783. Diseño de investigación: Se utilizo un diseño causal-cuasi-experimental: su característica es realizar una prueba previa y manipular la variable independiente para ver la causa o efecto que produce en la variable dependiente. Es necesario evaluar un antes y un después de la implementación. O1 X O2 O1: Nivel de los riesgos antes del AST X: Análisis de Seguridad del Trabajo O2: Nivel de los riesgos después del AST 12 3.2 Variables y Operacionalización 3.2.1 Variable Independiente, cuantitativa Los análisis cuantitativos independientes de seguridad ocupacional se basan en nuestras posibilidades para el futuro, en obtener la proyección de forma cuantitativa de los accidentes en la empresa, las estrategias y el procedimiento así eludir percances. Para hacer esto, la empresa debe considerar las inversiones relacionadas con la seguridad y la salud en el trabajo. 3.2.2 Variable dependiente, cuantitativa Los riesgos dependientes, variables y cuantitativos a los que están expuestos los trabajadores son el manejo de las posibilidades que acontezca un nuevo hecho o una manifestación riesgosa y grave de la herida, daño causado. Definición Conceptual: Para nuestra variable independiente es un método usado para poder identificar los peligros que generan un riesgo de accidente o enfermedades ocupacionales potenciales que está expuesto un trabajador en capa etapa de su tipo de trabajo que realiza SST según ley 29783. Para la variable dependiente es la probabilidad de ocurrencia de un evento que perjudica tanto al entorno laboral como al colaborador. Definición operacional: Para nuestra variable Independiente es la Altura de cumplir la ley 29783, en el Art.5 inciso “b” mediante un check list. Para la variable dependiente es la identificación de riesgos y control de estos a través de la aplicación del SG-SS en el Trabajo bajo la ley 29783 en el Art. 20. Indicadores: Tenemos para nuestra variable independiente como indicadores si Cumple la normativa, No cumple la normativa, % de cumplimiento de la normativa y Aplicación de IPER Para la variable dependiente tenemos los siguientes indicadores Número de personas expuestas, Procedimientos existentes, Aplicación de PETAR Escala de medición: Es, de intervalo o de razón 13 Exposición al riesgo, Variables Variable Independiente Análisis del Trabajo Seguro Variable dependiente Riesgos a los que están expuestos los trabajadores Definición conceptual Definición Operacional Es un método para identificar los peligros que generan riesgos de accidentes o enfermedades potenciales relacionados con cada etapa de un trabajo o tarea. Altura de cumplir la ley 29783, en el Art.5 inciso “b” mediante un check list Probabilidad de ocurrencia de un evento que perjudica tanto al entorno laboral como al colaborador. Identificación de riesgos y control de estos a través de la aplicación del SG-SS en el Trabajo bajo la ley 29783 en el Art. 20 14 Indicadores *Cumple la normativa *No cumple la normativa *% de cumplimiento de la normativa *Aplicación de IPER * Número de personas expuestas. * Procedimientos existentes * Exposición al riesgo * Aplicación de PETAR Escala de Medición Razón Razón 3.3 Población (criterios de selección), muestra, muestreo, unidad de análisis. 3.3.1 Población Trabajadores del área de producción de la empresa FARMOTO EIRL. 3.3.2 Muestra Trabajadores del área de producción. 3.3.3 Unidad de análisis: Una empresa FARMOTO EIRL. en la ciudad de Trujillo año 2020. 3.3.4 Criterios de inclusión: Se han incluido en esta investigación realizar el estudio de pre factibilidad. 3.3.5 Criterios de exclusión: De acuerdo a la clasificación de las empresas formales e informales, en el estudio se excluyeron a las Micro y pequeñas empresas informales. También se excluyeron a las empresas que no pertenezcan al sector avícola de la ciudad de Trujillo. 3.4 Técnicas e instrumentos de recolección de datos Para lograr cada uso de los objetivos específicos, se utilizarán las siguientes técnicas y herramientas: 3.5 Procedimientos Para la recolección de los datos se recurrió el método de la encuesta, utilizando como instrumento un cuestionario dirigido a los trabajadores de la empresa FARMOTO I.E.R.L. tomando como sugerencia del dato bibliográfico (TEXAS, C. D. (2008). ANALISIS DE SEGURIDAD EN EL TRABAJO.) (ver encuesta anexo C: Formato AST C1). El primer objetivo específico con el fin de identificar los trabajos y bajo qué condiciones trabajan, los instrumentos utilizados son una hoja de análisis y guía de entrevista. El segundo objetivo es la descripción de las etapas sucesivas del trabajo para identificar dónde presenta el riesgo. Realizaremos una observación directa, una recopilación y un análisis de información, utilizaremos IPER. 15 El tercer objetivo es identificando los peligros que presentan a los trabajadores, haremos una hoja de recolección, para que obtengamos toda la información necesaria del tipo de trabajo. Para la evaluación de riesgos, nos ayudará a identificar las causas que ocurren en las áreas de trabajo. Para desarrollar este objetivo de identificar medidas de control, recopilaremos y analizaremos información de lo que hemos obtenido y esto nos ayudará a tener más información. Ejecutar medidas de prevención frente a una empresa así poder tener intervenciones en riesgo e identificarnos a nosotros mismos debemos hacer una guía de contenido y una hoja de recolección. El último objetivo es la evaluación de la implementación, donde podemos darnos cuenta de que identifica la colección, la revisión y el análisis documental. La siguiente tabla enumera las técnicas y herramientas utilizadas para desarrollar este proyecto, así como las fuentes de información donde provienen los datos. OBJETIVOS TECNICAS INSTRUMENTOS 3.6 Método de análisis de datos Análisis descriptivo: recopiló datos utilizando instrumentos para aplicarlas a las variables de nivel de riesgo y gestión de la salud y seguridad en el trabajo, y luego tabulando y procesando los datos recibidos en Microsoft Excel 2016 para que los datos se procesaran en tablas de contingencia. Estudio relacionado con las hipótesis: Primero, la normalidad de la diferencia en la altitud de peligro fue examinada por la prueba estadística de Shapiro Wilk, se comprobó que tiene una conducta divergente, haciendo la hipótesis paramétrica con la Prueba No Wilcoxon. 3.7 Aspectos éticos En el presente trabajo se hace hincapié a los Aspectos éticos de confidencialidad, respeto a la dignidad de la persona y respeto a la propiedad intelectual, así mismo se reconoce que toda información utilizada en el presente trabajo ha sido utilizada para fines académicos exclusivamente. La investigación también se realizó con información veraz y abierta sobre los 16 resultados, la preservación de la identidad de los trabajadores que participaron en la investigación, el respeto al medio ambiente, la responsabilidad social y la honestidad. 17 IV. RESULTADOS Y DISCUSIÓN Para los resultados nos guiamos de la siguiente tabla que enumera los objetivos específicos, técnicas e instrumentos utilizados para desarrollar este proyecto y desarrollo de investigación, así como las fuentes de información donde provienen los datos. OBJETIVOS Identificación de trabajos a realizar por operador Análisis y descripción de los puestos de trabajo. TÉCNICAS INSTRUMENTOS Observación directa Ficha de Observación Entrevista Guía de entrevista Observación directa Recolección y análisis de información Identificación de Peligro Recolección y análisis y evaluación de riesgo de información Ficha de Observación Hoja de Análisis Hoja de Análisis e IPER Identificación de peligros. Evaluación de Registro de datos Hoja de Análisis e IPER los riesgos Identificación de Recolección y análisis medidas de control de información IPERC implementación de las Análisis documentario Guía de contenido medidas de control Registro de verificación Hoja de Análisis 18 4.1. Proceso Productivo Se analizó cada una de las etapas de los procesos para su posterior descripción la cual se muestra a continuación: 4.1.1 Análisis Y Descripción De Los Proceso Productivo, Maquinarias Y Equipos Utilizados. Recepción Fundición Colado Maquinado Acabado FIGURA A. 1. Proceso Producto de fabricación de piezas y accesorios de moto Tabla de Perfil de trabajo RECEPCIONISTA DE MP FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Recepcionista de Materia Prima UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. Logística : Compras y Almacenes ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General Conocimiento específico Nivel de Dominio Nivel Escolar 1)Matemáticas Cálculo de cuentas, pesos y reglas de tres simple. CA TS 2)Contabilidad Cuentas por pagar. CA TS Años de Experiencia 1 EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área Puesto Nivel Jerárquico Tiempo Mínimo 1)Compras-Almacenes Recepcionista de almacén. Medio 1 año REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Atender la llegada de materia prima a la planta. ¿Cómo se hace? Interactuando con los vendedores formales e informales. ¿Para qué se hace? Para garantizar el suministro de materia prima para el proceso productivo. RECEPCIONISTA DE MP FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: Garantizar la conformidad de la materia prima ¿Qué hace? Verifica la hoja de compra contra lo real Porcentaje: 50 % ¿Cómo se hace? Compara tanto en cantidad como en calidad la MP traída por el ´proveedor y según eso procede a hacer la boleta de liquidación. ¿Para qué se hace? Para verificar la conformidad de la entrega. B. FUNCIÓN: Gestionar el proceso de suministros. ¿Qué hace? Genera y acompaña indicadores de Stock y de precios de MP ¿Cómo se hace? Aplicando herramientas de gestión (diagrama de barras, gráficos de dispersión) ¿Para qué se hace? Para mantener el proceso productivo continúo sin interrupciones. Porcentaje: 50 % RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b) Proveedor Área: Fundición, el proceso de fundición necesita de la MP en cantidad, calidad y tiempo necesario para cumplir con los pedidos Cliente: X Proveedor: Área: Administración, se provee de la información de costos y stocks necesarios para la contabilidad del negocio Cliente: X Proveedor: HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades 4.2 Actitudes Recepción De Materia Prima Es traída por diferentes proveedores en sacos polipropileno. Estos sacos son trasladados al interior de la empresa en caretillas, para luego ser pesados y almacenados. Posteriormente de su almacenamiento son llevados de fundición, sin pasar el material por una previa clasificación. 19 al proceso 4.3 Fundición La empresa trabaja con un horno artesanal de pozo, el cual en su interior contiene un crisol, el cual puede ser removido para trasladar el material hacia los moldes o puede ser trasferido por cucharadas (Ver Figura B.1 Fundición). Para el proceso de habilitado del horno es los siguientes materiales: cisco, carbón de piedra, carbón de madera. Estos materiales son colocados en el interior del horno, los cuales mediante el uso de un combustible son encendidos, pero para lo cual es necesitara insuflar aire con ayuda de un ventilador. Este proceso tiene aproximadamente una demora de una hora. Una vez encendido el horno se procede a colocar el crisol en su interior, el cual previamente debe haber sido recubierto con material refractario y que esté completamente seco. Posteriormente se procede a colocar dentro del crisol el aluminio, el cual tiene que alcanzar la temperatura de 620-660°C para llegar a un estado líquido, el operario se da cuenta que el metal llego aproximadamente a esta temperatura lo cual genero un cambio de color anaranjado fuerte. Durante este proceso mediante la ayuda del cucharon se procede al retiro de otros materiales que no sean aluminio, a su vez se procede a retirar de la superficie del crisol las escorias que se forman, hasta obtener el material totalmente puro. Este proceso tiene aproximadamente una demora de dos a tres horas. 4.4 Colado A. Moldeado Al elaborar moldes se llaman modelaje, esta consiste en la realización de una réplica ligeramente más grande que la que se quiera obtener. Los principales objetivos del modelaje son: 1. Reproducir la calidad del molde. 2. Moldear el sistema de colada (cavidades, entradas y canales por donde debe pasar el metal pata llenar el molde). 20 3. Establecer la línea de partición. (Línea donde el modelo se debe partir para poder moldear). 4. Establecer las portadas para machos 5. Establecer los puntos de referencia para el control dimensional. 6. Minimizar los defectos de fundición atribuibles al modelo. 7. Procurar un sistema de moldeo económico basado en el número de piezas a producir y en el equipo con el cual se cuenta. En esta etapa existen dos tipos de moldeado que son: a) Moldeado en arena en este se solidifica en una cavidad limitada por arena comprimida. El moldeo en la arena se caracteriza por un enfriamiento de las piezas muy lento, preferentemente para piezas de gran tamaño. (Ver Figura B.2 Moldeo en Arena) ✓ Moldeo: El primer paso consta de la realización de un diseño usualmente dividido en dos partes, se utiliza como base dos cajas de madera, las cuales se coloca arena compactada. Una vez que se coloca la arena compactada en una de las cajas se procede a realiza la réplica que se desea obtener mediante la ayuda de un matraz de madera, plástico o metal la cual es una copia exacta de la pieza que se desea obtener. En la otra mitad del molde se procede a hacer el resto de la réplica de la pieza y a su vez, mediante otro matraz se contribuyen las entradas del material, este diseño tiene que ser más grande que el de la pieza original que se requiere obtener. A su vez en el molde superior se realiza las entradas y salidas de gases. ✓ Montaje del núcleo: Se procede a la unión de ambas partes del molde en una posición correcta Al unir ambas mitades se tiene que obtener la réplica exacta de la pieza. b) Moldeado por matriz: Las matrices son moldes metálicos conformados por dos piezas que unidas dan las características del producto que se desea obtener. Estas piezas al ser movibles permiten la extracción de la pieza de aluminio de su interior. (Ver Figura B.3 Moldeado en Matriz). Las matrices 21 están elaboradas ya sea de cobre o de bronce, en estos moldes se deposita el metal fundido, pero previamente antes del vertido del material se procede a: i. Habilitado del molde: consiste en la limpieza y sellado de los posibles poros, gritas o algún tipo de falla que pueda tener el molde. ii. Colocada en el banco de matriz: consiste en el colocado de la matriz en una base metálica conocida como banco. La base servirá de soporte a la matriz para que se pueda realizar el proceso de vaciado y extracción. La matriz es sujeta y asegura a esta base mediante pernos en ambos extremos. Este tipo de moldes se utiliza para la elaboración de productos de mayor salida como son las manijas, soportes y múltiples. B. Colada El material una vez extraídas las escorias se procede al vertido en los moldeas. El vaciado se realiza con ayuda de un cucharon y a la vez se va verificando el llenado correcto del molde. (Ver Figura B.4 Colada). Liberación del molde: Una vez solidificada la pieza se procede a la extracción de la pieza. En el caso del molde de arena el enfriado tarda aproximadamente dos horas dependiendo del tamaño de la pieza. 4.5 Maquinado a. Cortado: Una vez liberada la pieza de aluminio del molde se procede a su correspondiente verificación, para ser aprobadas, se procede al cortado del excedente de la parte del núcleo o corazón, el corte se realiza con la ayuda de una cierra manual. Después del cortado aquellas piezas que tengan algún tipo de imperfección se procederá a masillarlas para darles un mejor acabado en las siguientes etapas. b. Torneado: En esta etapa del proceso piezas son ajustadas en el banco con la finalidad de realizar los ajustes de medidas, produciéndose 22 un descarte metálico en forma de limaduras. (Ver Figura B.5 Torno de Banco). El torno de banco es utilizado para cortes de precisión como son los canales, labrados, o para dar forma o redondear las pizas. Esta máquina opera haciendo girar la pieza a mecanizar (sujeta en el cabezal) mientras una o varias herramientas de corte son empujadas en un movimiento regulado de avance contra la superficie de la pieza, cortando y produciendo viruta. Esta operación es utilizada para la elaboración de múltiples, tapas de boca maza y piñón. c. Taladrado: A esta operación solo pasan aquellos productos que según su modelo requieran ser taladrados. (Ver Figura B.6 Taladro de Banco). Consiste en la realización de perforaciones en la superficie de las piezas en el taladro de banco, el cual utiliza una broca herramienta para poder realizar las diferentes perforaciones que requiera la pieza. Los productos que mayormente pasan por esta operación son soportes, múltiples, tapas y base de timón pasan por este subproceso. d. Maquinado de rosca: Según requerimiento de algunas piezas se necesita hacerles roscas las cuales pueden ir de espesores de 5mm a 13mm este trabajo tiene que realizarse con mucha precisión para lo cual se hace usos de la roscadora, en el mandril o mordaza de la roscadora se ajusta el macho de acuerdo al espesor requerido, después de que el operador ajusta el macho a la maquina se colocan las piezas y se sujetan fijando los puntos a roscar, durante la operación el macho debe ser lubricado para evitar daños en el filo de la herramienta. e. Lijadoras: Posteriormente a las anteriores operaciones se procede a la verifica la pieza de aluminio con el fin de evaluar la presencia de algún tipo de fayas en la superficie de la pieza, de presentarla se procederá al masillado de la pieza, para posteriormente realizar el lijado. En el lijado se eliminarán todas las asperezas de las piezas provenientes de la matriz o del moldeado de arena. (Ver Figura B.7 Lijadora). 23 4.6 Acabado Exciten dos tipos de acabado que son: 4.6.1 Pintado y secado en horno Pintado: Esta etapa consiste en cubrir con una capa de color negro las piezas con ayuda de un soplete, y se verifica que el que esta capa sea homogénea en todas las piezas y se esper aproximadamente treinta minutos antes del horneado. (Ver Figura B.8 Pintado). Secado al horno: Después de haber sido pintadas las piezas se colocan en el horno para su secado tardándose de treinta a treinta y cinco minutos, luego se deja enfriar por un espacio de veinte minutos. 4.6.2 Pulido A esta etapa ingresas las piezas que tienen otra presentación las cuales no necesitan ser pintadas ya que este es su acabado final. El pulido consiste en alizar la superficie de la pieza, dándole a su vez lustre. 4.7 En Etiquetado Y Embolsado esta etapa del proceso es donde se coloca al producto final las etiquetas con la marca del producto en la superficie de la pieza para posteriormente proceder al embolsado y posteriormente el producto será traslado al almacén. (Ver Figura 4.9 Etiquetado y Embolsado). 4.7.1 Elaboración Del Diagrama De Operaciones Del Proceso Se elaboró dos diagramas según el proceso de moldeo que sigue los diferentes productos, dividiéndose en: a. Moldeo en Matriz (Ver FIGURA B.3) b. Moldeo en Arena (Ver FIGURA B.2) 24 MP Arena FIGURA A. 2. Diagrama de Operaciones del Proceso Productivo Resumen de un proceso productivo, se puede mostrar al detalle el proceso productivo, también se encuentra la elaboración del diagrama de operaciones del proceso. Máquina y equipos utilizados en el proceso. 25 4.8 Análisis Y Descripción De Los Puestos De Trabajo El trabajo es el vínculo principal entre el operario y la empresa, lo que accede a los operarios hacer contribuciones a su organización, mientras les permite recibir las recompensas relevantes. El análisis y la descripción del trabajo se han definido como el proceso de determinar, mediante observación y estudio, los elementos que conforman un trabajo específico, estableciendo las responsabilidades y las habilidades requeridas. El objetivo de un análisis y una descripción del trabajo era definir de manera clara y simple las tareas que se ejecutarán en un puesto determinado, donde: El análisis permitió obtener información sobre los puestos, por centrándose en el contenido, los aspectos y las condiciones que lo rodean. La descripción de la data que recopila el informe obtenida por el análisis, que refleja los contenidos del puesto, también los compromisos propios (Ver Tabla A.1 Puesto de Trabajos). Tabla de puesto de Trabajo y sus Funciones PROCESOS PUESTOS Recepción de Recepcionista de MP MP (Aluminio) FUNCIONES Recepción de MP. Verificación de la materia prima Registro del peso. Almacenamiento Liquidación de la compra. Estibadores Descarga de MP. Traslado de la MP del área de descarga al área de pesaje Pesaje de la carga Traslado de la MP al área de almacenamiento. 26 Fundición Operador de horno Habilitado del horno Carga de los insumos (Carbón de piedra, de palo, etc.) Encendido del Horno. Preparación del Refractario. Preparación del Crisol. Fundido Carga de MP. Afino. Inspección de Calidad. Colado Moldeador Selección de Diseño. Mezclado de insumos Tamizado de arena. Homogenizado. Adición de agua. Modelado. 4.9 Identificación De Peligros Y Evaluación De Riesgos Antes De La Aplicación De Controles Operativos. Como se indica en el Decreto Supremo 009-2005-TR y sus enmiendas posteriores, el empleador está obligado a comunicar los peligros y riesgos de los empleados estando expuestos en sus jornadas de trabajo, la preparación de la matriz IPER. La unificación de riesgos consistió en la observación cuidadosa y detallada de cada proceso, en el que la situación o las características se identificaron con el potencial de dañar a las personas, equipos, procesos y atmósfera. Además de los peligros identificados de acuerdo con cada proceso, se analizaron y determinaron los posibles riesgos derivados de ellos. Para poder evaluar y determinar los niveles de riesgo (Ver Tabla B.1. Ponderación de riesgos según el Ministerio de Trabajo), se debe tener en cuenta la cantidad de personas involucradas o pueden ser afectadas (Índice de 27 personas expuestas "A"), procedimientos existentes (índice de procedimientos existentes "B"), el nivel de educación para el personal en el manejo de riesgos (índice de capacitación "C"), frecuencia de exposición a riesgos (índice de exposición para riesgo "D") al realizar la sumatoria de todos ellos nos da como resultado una gran probabilidad de ocurrir un accidente.(Índice de probabilidad "A + B + C + D" ) Posteriormente, se evalúa el índice de gravedad, que es el grado de consecuencia que causa un cierto peligro para la persona, desde lesiones sin discapacidad hasta daños irreversibles para la salud y el nivel de riesgo que es la probabilidad debido a la gravedad o consecuencia de este factor. Podemos estimar el grado de peligros a los que se expone un operario. Al desarrollar la matriz IPER se muestra a continuación (Ver Tabla B.2. IPER Preliminar Recepción de Materia prima - B.18 IPER Preliminar Etiquetado y Empaquetado) PROBABILIDAD Tarea Peligro Pisos disparejos Vías de acceso obstruidas Falta de orden y limpieza Recepción de MP Escaleras, rampas inadecuadas Manipulación inadecuada de material Movimiento y manipulación inadecuada de la carga Golpe o caída de objetos en manipulación Sobreesfuerzos (cargas, visuales, musculares) Posturas inadecuadas (cuello, extremidades, tronco) Arrastre de polvo Almacenamiento inadecuado Riesgo Golpes, contusiones, traumatismo, caídas al mismo nivel Tropezones, golpes, tropiezos Caídas, golpes Caída a diferente nivel, golpes, contusiones Heridas, golpes, cortaduras, contusiones, lesiones Golpes , contusiones, lesiones a la columna Contusión, heridas, traumatismos Lesión Musculoesquelético (LM). Inflamación de tendones, hombro, muñeca, mano Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Irritación ocular ,inhalación de partículas en suspensión Caída, golpes, tropiezos Probabilidad Indicé de severidad por Nivel Riesgo de significativo riesgo A B C D A+B+ C+D 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 2 20 IM SI 1 3 3 3 10 2 20 IM SI 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 2 20 IM SI 3 3 3 3 12 2 24 M NO severidad 4.10 Elaborar El Análisis Seguro Del Trabajo (Ast). Un análisis de trabajo seguro (AST) es donde se brinda el informe al empleado que con respecto a los riesgos asociados al momento de realizar sus deberes en la organización, que a su vez contiene la forma correcta de realizar sus tareas de manera segura. La preparación del AST fue un proceso mediante el cual identificamos el peligro y los riesgos asociados hacia cada procedimiento y desarrollamos métodos y 28 controles de seguridad así poder eliminar o reducir la probabilidad de ocurrir un contingencia.. El análisis de seguridad ocupacional se realizó para cada uno de los diferentes trabajos para los cuales se recopiló la información en el formato (para obtener información sobre la recopilación de AST, consulte el Anexo C Apéndice C.1 Formato). Se tomaron los siguientes pasos para comprender mejor el desarrollo del AST: 1) Observe al trabajador cuando está haciendo su trabajo 2) Divida las funciones del trabajo en diferentes pasos uno tras otro hasta que haya alcanzado el último paso. 3) Describa e identifique los riesgos potenciales asociados con cada paso. 4) Enumere los dispositivos, herramientas, materiales y máquinas que forman parte de las funciones normales del trabajo. 5) Publique las recomendaciones para evitar accidentes o daños a la salud para cada paso descrito 6) El equipo de protección personal que el trabajador debe usar mientras realiza el trabajo. Al mismo tiempo, se crearon los formularios para el pre-uso y el permiso de trabajo (ver Anexos C. Apéndice C.2 Formatos de permisos de trabajo para actividades peligrosas). 4.11 Proponer Medidas De Control. Una vez identificados los peligros con su riesgo asociados se debe determinar o estableció las medidas de control de acuerdo a las siguientes priorizaciones. a) Eliminación: El peligro es removido totalmente b) Sustitución: Remplaza el sistema o proceso peligroso con uno que presenta menor riesgo. c) Controles de ingeniería: Cambios estructurales en el ambiente de trabajo, procesos que forman una barreda adicional de protección entre peligro y el trabajador. d) Señalización, alertas o verificaciones administrativos: reducen la exhibición a los riesgos a través de métodos, estudios y entrenamientos. e) Equipos de protección personal: sirven cuando los estándares no han tenido, estos pueden usarse de manera grupal. 29 Las mediciones de verificación propuestas fueron dadas según la necesidad de cada área de la empresa y los recursos económicos con que se cuenta (Ver Tabla 1 Medidas de Control). 4.11.1 Tabla 1 Medidas De Control 4.12 Costear La Implementación. El presupuesto para la ejecución de medidas preventivas se creó teniendo en cuenta lo siguiente: 30 - Capacitación: para los materiales y recursos humanos se tuvieron en cuenta (ver tabla C.19 costos de capacitación) - Señalización, botiquín y extintor de incendios (ver tabla C.20 costos de señalización, botiquín de primeros auxilios y extintor de incendios) • Señales para la seguridad: trece señales de advertencia, cinco obligatorias, tres de extinción de incendios y nueve de evacuación y emergencias. • Extintor de incendios: se seleccionó el tipo PQS (polvo químico seco) debido a los peligros en la empresa, que son de clase A (papel, madera, desechos), B (líquido y grasa inflamables) y C (equipo eléctrico) - EPP'S: Se cómo ojos - y protección facial, oídos, tracto respiratorio, ropa de trabajo y ropa protectora. (Ver Tabla C. 19. Costo de Capacitación) - Costos para dispositivos de protección: se tomaron en cuenta ocho dispositivos de protección fijos y seis ajustables. (Ver Tabla C. 22. Costos de Guardas) - Conexiones eléctricas (Ver Tabla C.23 Costos de conexiones eléctricas) - Costos de restauración del piso (ver Tabla C.24 Costos de restauración del piso) 31 4.13 Identificar Los Peligros Y Evaluar Los Riesgos (IPER) Después De La Aplicación De Controles Operativos. Tabla 2. IPER Post AST Recepción de MP 32 V. DISCUSIÓN La presente investigación estuvo basada en la ley 29783 estipulada por el Ministerio de Trabajo y Promoción del Empleo (MTPE, 2013) donde define a Plan de seguridad y salud ocupacional como el documento de gestión, mediante el cual el empleador desarrolla la implementación del sistema de gestión de seguridad y salud en el trabajo, así mismo la variable riesgo es definida por el Organismo Mundial de la Salud (OMS, 2008) como un rasgo, característica o exposición de un individuo que aumente su probabilidad de sufrir una enfermedad o lesión. La investigación tuvo como objetivo general Disminuir los riesgos existentes, mediante un Plan de Seguridad y Salud en el Trabajo, según la Ley 29783, dentro de una Carpintería. Para lo cual se obtuvieron resultados significativos que explican el logro del presente objetivo. Habiendo elaborado el AST y aplicado medidas de control en la empresa FARMOTO E.I.R.L. para reducir los niveles de riesgo a los que están expuestos los trabajadores, cabe hacer énfasis en que la seguridad debe formar parte de su actitud ya que al contar con un análisis seguro del trabajo, equipos de protección personal por puesto de trabajo, estos no serán efectivos si los procedimientos no se cumplen, si los trabajadores sobre confían de sus habilidades y se exponen indebidamente a los peligros propios de la actividad en FARMOTO. En la identificación de peligros y evaluación de riesgos se encontró que el riesgo promedio por procesos es de 17 por lo cual su nivel de riesgo promedio es de importante como se observa en la Tabla Nº20 comparando al estudio de (AGUILAR, 2014) con el título “Diseño de un sistema de gestión de seguridad y salud en el trabajo para disminuir riesgos laborales en el servicio de administración tributaria de Trujillo” considerando los resultados obtenidos de su investigación donde obtuvo 63% de los riesgos moderados, siendo el riesgo moderado el promedio de sus procesos. 33 Otro de los posibles factores que acrecentaban la probabilidad de un accidente en FARMOTO era la inexperiencia y la muy frecuente rotación del personal, este factor o causa probable de accidentes fue bloqueado a través de la descripción de los procedimientos para las tareas críticas, como Fundición, Colado y Maquinado, así como también la definición exacta de los conocimientos de cada trabajador en su perfil de puesto. Cabe resaltar que como la mayoría de micro y pequeñas empresas en el Perú, FARMOTO desconocía el tema de seguridad como parte legal que le permite desarrollar sus actividades productivas, razón por la cual mucha información valiosa en materia de accidentes, cuasi accidentes no fueron registradas en años anteriores por lo cual la estimación del costo de accidentes se hizo en base a un relato del supervisor de producción, incluyendo los costos directos y gastos que ocasiono para poder hacer una demostración del posible impacto de un accidente en sus costos de producción. 34 VI. CONCLUSIONES El proceso de producción, las máquinas y los dispositivos fueron analizados y descritos de forma clara y precisa, lo que permitió una visión global de la empresa. El análisis y la descripción de los trabajos sirvieron para conocer las funciones que realizó cada empleado durante su jornada laboral de ocho horas, así como el perfil del empleado que la empresa tiene para cada trabajo. La preparación del IPER preliminar permitió conocer peligros y riesgos vinculados a diversas actividades de los trabajadores en la empresa y demostró que existen 226 peligros, de los cuales 33.8% son moderados, 15.8% son importantes y 50, 4% eran insoportables. El AST ha sido preparado para cada trabajo y las actividades o pasos que lo componen, y para cada paso ha identificado los diversos riesgos y peligros al que se expone el operario y las medidas de control apropiadas. Se han propuesto procedimientos de control asi eliminar las fuentes de riesgo y precaver eventos adversos que afectan la integridad del operario. Las medidas preventivas propuestas se desarrollaron de acorde de los requisitos en la empresa se dividen en controles técnicos, administrativos y EPP. El presupuesto requerido para llevar a cabo las medidas de control (capacitación, EPP, señalización, extintores, etc.) es de S /. 9,845.00 Al implementar el AST, el B / C de la compañía es 3.67 unidades monetarias por cada unidad invertida. La AST logró la reducción de los peligros y riesgos y, en algunos casos, su reducción por debajo del nivel de trivialidad (renovación del piso, conexiones eléctricas), como lo muestra el IPERC Post-AST, que muestra 226 peligros y sus riesgos 35% moderados, 36.4% son insoportable, 8.6% importantes y 20% de los riesgos por debajo del nivel de trivialidad; Cabe señalar que los riesgos intolerables se han reducido por completo. 35 VI. RECOMENDACIONES Es importante enfatizar la importancia de mantener medidas de control no solo para cumplir con lo que exige la ley, sino también para mejorar la calidad del ambiente de trabajo para que esto a su vez proporcione un mejor desempeño de los empleados. Actualice la matriz AST y la IPER antes de cualquier cambio en el proceso operativo o el uso de nuevos productos en las actividades. Aumentar la conciencia entre el personal sobre la importancia de seguir tecnología detallada y brindar a cada operador una verificación de faenas seguras. De acuerdo al tipo de actividad que realiza el operario se debe contar con los EPP. Implemente conversaciones diarias de 5 minutos sobre los riesgos involucrados en el trabajo, para que los trabajadores conozcan el riesgo del trabajo y motiven al equipo de trabajo. Acostúmbrese a usar y revisar las listas de verificación del equipo antes de usarlo. Verifique constantemente el cumplimiento de las prácticas laborales seguras por parte de los operadores y la condición de los EPP. Fortalecer la educación, capacitación del trabajador en las actividades que tienen el mayor riesgo en el trabajo. Siga los controles y recomendaciones sugeridos en los procedimientos de Trabajo seguro. 36 VI. Referencias (s.f.). 009-2005-TR, D. S. (2005). Reglamento de seguridad y salud en el trabajo. 2007, N. O. (2007). SISTEMA DE GESTIÓN DE SEGURIDAD Y SALUD OCUPACIONAL - REQUISITOS. 2016, I. (01 de NOVIEMBRE de 2018). Recuperado el 20 de 07 de 2016, de http://www.isotools.com.co: http://www.isotools.com.co/5-niveles-control-riesgosohsas-18001-aplicarlos/. 350.043-1:1998, N. T. (1998). EXINTORES PORTATILES. 399.101:2004, N. T. (2004). SEÑALES DE SEGURIDAD. ALVAREZ REYES, O. y. (2000). Influencia de las Politicas de seguridad e hiegiene industrial en la Reduccón de costos por Accidentes en la Sociedad Cervecera de Trujillo. 80. BEGUERIA LA TORRE, P. A. (1999). Manual para estudios y planes de seguridad e higiene en contrucción: Instituto Nacional de seguridad e higiene en el trabajo. Madrid España, España : Centro Nacional de Nuevas Tecnologías,. BOVEA, D. (2011). Manual de seguridad e higiene industrial para la formación en ingeniería. Briceño, A. (01 de 01 de 2011). Seguridadysalud.org. Obtenido de https://seguridadysalud.org/2011/01/01/ast-analisis-de-seguridad-en-eltrabajo/#:~:text=Para%20que%20una%20persona%20pueda,habilidades%20manuales% 20que%20dicho%20trabajo%20. CORTEZ, Jose(2000). Seguridad e higiene del trabajo: técnicas de prevención de riesgos laborales. España: Alfaomega. Cruelles, J. (2013). "Productividad Industrial. Métodos de trabajo, tiempos y su aplicación a la planificación y a la mejora continua.". Barcelona: MARCOMBO, S.A. D´Alessio Ipinza, F. A. (2015). El proceso estratégico: un enfoque de gerencia.3 a ed. México: Pearson Educación. FRED, David (2013). Conceptos de Administración Estratégica.14 a ed. FRANCO GONZALEZ, J. C. (1992). Seguridad industrial ( Salud Ocupacional ). HENAO, F. (2013). Seguridad y salud en el trabajo: conceptos básicos. Bogota Colombia: Ecoe ediciones. Hernandez, J., & Vizán, A. (2013). "Lean Manufacturing conceptos, técnicas e implementación". Madrid: Fundación EOI. INSTRUCTIVO N° 001-2018 - GAF/IRTP IDENTIFICACIÓN DE PELIGROS, E. D. (2018). http://storeirtp.blob.core.windows.net/. Obtenido de http://storeirtp.blob.core.windows.net/: http://storeirtp.blob.core.windows.net/archivos/I001-2018.pdf MARIN, Andres. Seguridad Industrial - Manual para la formación de Ingenieros. 1a edi . España: Dykinson S. 2006. Meyers, Frank. Estudio de los tiempos y movimientos para la manufactura agil. 2000 37 MINISTERIO DE VIVIENDA. NORMA G50 SEGURIDAD DURANTE LA CONSTRUCCION LIMA. Ministerio de vivienda, construcción y Saneamiento . Lima. 2010. MINTRA.2009. 01 de octubre de 2018. Disponible en: http://www.mintra.gob.pe/contenidos/legislacion/leyes/G_050.pdf. MINTRA. Trabajo gob. 30 de junio de 2011. Recuperado el 30 de 09 de 2018. Disponible en: http://www2.trabajo.gob.pe/archivos/estadisticas/sat/2018/SAT_junio_17.pdf. MINTRA 2018, M. d. (2018). Notificaciones de accidentes de trabajo, incidentes peligrosos y enfermedades ocupacionales. Notificaciones de accidentes de trabajo, incidentes peligrosos y enfermedades ocupacionales. Lima. MIRANDA, F. C. (2007). Introducción a la gestión de la calidad. Madrid España: Delta Publicaciones . MTPE, M. d. (Diciembre de 2017). Ministerio de Trabajo. Obtenido de http://www.trabajo.gob.pe/: http://www.trabajo.gob.pe/CONSSAT/PDF/2018/Metodologia_Valoracion_Economica_. pdf RAMIREZ CARRANZA, C. (2005). Seguridad Industrial, Un Enfoque Integral 2da Edición. 508. RAMIREZ CAVASSA, C. (2005). Seguridad Industrial, Un enfoque integral. Limusa México. REYES ARROLLO, R. (2001). Sistema de Seguridad Basado en el Comportamiento Humano para superar actos inseguros en el trabajo. I, 85. RODELLAR LISA, A. (1998). Seguridad e Higiene en el trabajo 1era Edición . Barcelona-España : Marcombo SA. S.A.C., M. G. (Diciembre de 2017). Ministerio de Trabajo. Obtenido de http://www.trabajo.gob.pe: http://www.trabajo.gob.pe/CONSSAT/PDF/2018/Metodologia_Valoracion_Economica_. pdf Sainz de Vicuña Ancín, J. M. (2017). El plan estratégico en la práctica (5ta edición ed.). Madrid, España: ESIC EDITORIAL. STRIPPOLI. (2002). Sistema de Procedimiento de Salud Seguridad y Medio Ambiente para empresa contratadas Servicios Contratados y Subcontratados de la Empresa Aluminio Reynolds S.A. . SUNAFIL.. Manual para la implemetación del sistema de Gestión en seguridad y salud en el trabajo. Lima: Sunafil.2016, 233 pp. TEXAS. ANALISIS DE SEGURIDAD EN EL TRABAJO. 10 de julio de 2008. Disponible en: http://www.tdi.state.tx.us/wc/ safety/employers.html. ZAVALA, Diego. Propuesta de un plan de seguridad industrial y Salud Ocupacional en la empresa VIC S.R.L. 60.2008, 222 pp. 38 41 42 ANEXO 3 MATRIZ DE OPERACIONALIZACIÓN DE VARIABLES MATRIZ DE OPERACIONALIZACIÓN DE VARIABLES Variables de Estudio Definición conceptual Definición Operacional Variable Independiente Análisis del Trabajo Seguro Es la conducción o guía para prevenir, minimizar, eliminar y/o controlar los peligros que puedan ocasionar riesgos en la seguridad y salud de los trabajadores. Nivel de cumplimiento según la ley 29783, en el Art.5 inciso “b” a través de un check list Probabilidad de ocurrencia de un evento que perjudica tanto al entorno laboral como al colaborador. Identificación de riesgos y control de estos a través de la aplicación del SG-SS en el Trabajo bajo la ley 29783 en el Art. 20 Variable dependiente Riesgos a los que están expuestos los trabajadores 43 Indicadores *Cumple la norma *No cumple la norma *% de cumplimiento de la norma *Aplicación de IPER * Número de personas expuestas. * Procedimientos existentes * Exposición al riesgo * Aplicación de PETAR Escala de Medición Razón Razón ANEXO 4 INSTRUMENTO DE RECOLECCIÓN DE DATOS A. TABLAS TABLA A. 1 PUESTO DE TRABAJO PROCESOS PUESTOS Recepción de Recepcionista de MP MP (Aluminio) FUNCIONES Recepción de MP. Verificación de la materia prima Registro del peso. Almacenamiento Liquidación de la compra. Estibadores Descarga de MP. Traslado de la MP del área de descarga al área de pesaje Pesaje de la carga Traslado de la MP al área de almacenamiento. Fundición Operador de horno Habilitado del horno Carga de los insumos (Carbón de piedra, de palo, etc.) Encendido del Horno. Preparación del Refractario. Preparación del Crisol. Fundido Carga de MP. Afino. Inspección de Calidad. Colado Moldeador Selección de Diseño. Mezclado de insumos Tamizado de arena. Homogenizado. Adición de agua. Modelado. 44 PROCESOS PUESTOS Colado Matricero FUNCIONES Selección de diseño. Replicado del diseño Maquinado del Bronce. Operadores de Colada Habilitado de los equipos a utilizar Vaciado del metal fundido ✓ Retiro de metal liquido del crisol. Vertido en la matriz. Apertura de la Matriz. Retiro de la pieza de la Matriz. Traslado a Maquinado Maquinado Mecánicos de Inspección de maquinarias y equipos. Producción Realizar mantenimiento preventivo. Realizar mantenimiento correctivo Operarios de Taller ✓ Cortado Recepción de las piezas Habilitado de las herramientas de trabajo Cortado del sobrante Verificación de la conformidad de las piezas Masillado de las piezas Traslado a la siguiente etapa 45 PROCESOS PUESTOS FUNCIONES Maquinado Operarios de ✓ Torneado Maquinado Recepción de las piezas Habilitado de la maquinaria Torneado de la pieza Verificación de la conformidad de la pieza Traslado a la siguiente etapa ✓ Taladrado Recepción de las piezas Habilitado de la maquinaria Taladrado de la pieza Verificación de la conformidad de la pieza Traslado a la siguiente etapa ✓ Maquinado de rocas Recepción de las piezas Habilitado a la maquinaria Maquinado de rosca Verificación de la conformidad de la pieza Traslado a la siguiente etapa ✓ Lijado Recepción de las piezas Habilitado de la maquinaria Verificación de la conformidad de las piezas Masillado de las piezas Lijado de la pieza 46 PROCESOS Maquinado PUESTOS FUNCIONES Operarios de Prensado Maquinado Habilitado de la maquinaria Prensado de la pieza ✓ Plegado Habilitado de la maquinaria Plegado de la pieza ✓ Esmerilado Habilitado de la maquinaria Esmerilado de las herramientas Soldado Habilitado de la maquinaria Acabado Operador de acabado Soldado de las piezas Pintado Habilitado de la compresora Pintado de la pieza Habilitado del horno de secado Secado y retiro de las piezas del horno Traslado a la siguiente operación Pulido Habilitado de la maquinaria Pulido de la pieza Traslado a la siguiente operación Etiquetado y Operario de Pegado de sticker en la pieza Empaquetado Etiquetado y empacado Colocado en bolsas de plástico Sellado de bolsa Trasladado a almacén de PT 47 Perfiles de puestos de Trabajo En el siguiente punto se elaboró los perfiles para cada uno de los puestos de trabajo. Se definió como perfil del lugar de operación: Las condiciones (capacidades, responsabilidades que debe tener capacidad del trabajador) y cada trabajador para desarrollar determinada función . El contenido del puesto que en resumen simple viene a ser en qué consiste el trabajo a realizar para lo cual responde a las siguientes preguntas ¿Qué hace? , ¿Cómo se hace? y ¿Por qué lo hace? Grafico 1 Componentes de un Perfil de Puesto de Trabajo Análisis, diseño y descripción de puestos Requisitos y Responsabilidades Contenido del Puesto ¿Qué hace? ¿Cómo lo hace? Perfil del Puesto de Trabajo 48 ¿Por qué lo hace? Perfiles de los Puestos de Trabajo : A continuación se describe los requisitos para cada puesto de trabajo y a su vez el propósito del puesto de trabajo y las funciones que se desempeñarían el trabajador de ese puesto. TABLA A. 2 Perfil de Recepcionista de MP RECEPCIONISTA DE MP FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Recepcionista de Materia Prima UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa Logística : Compras y Almacenes corresponde dentro de la Empresa. ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General 1)Matemáticas Conocimiento específico Cálculo de cuentas, pesos y reglas de tres simple. Nivel de Dominio CA Nivel Escolar TS Años de Experiencia 2)Contabilidad Cuentas por pagar. CA TS 1 EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área Puesto Nivel Jerárquico Tiempo Mínimo 1)Compras-Almacenes Recepcionista de almacén. Medio 1 año REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Atender la llegada de materia prima a la planta. ¿Cómo se hace? Interactuando con los vendedores formales e informales. ¿Para qué se hace? Para garantizar el suministro de materia prima para el proceso productivo. RECEPCIONISTA DE MP FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: ¿Qué hace? Garantizar la conformidad de la materia prima Verifica la hoja de compra contra lo real Porcentaje: 50 % ¿Cómo se hace? ¿Para qué se hace? Compara tanto en cantidad como en calidad la MP traída por el ´proveedor y según eso procede a hacer la boleta de liquidación. Para verificar la conformidad de la entrega. B. FUNCIÓN: Gestionar el proceso de suministros. ¿Qué hace? Genera y acompaña indicadores de Stock y de precios de MP Porcentaje: 50 % Aplicando herramientas de gestión (diagrama de barras, gráficos de dispersión) ¿Cómo se hace? ¿Para qué se hace? Para mantener el proceso productivo continúo sin interrupciones. RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b) Proveedor Área: Fundición, el proceso de fundición necesita de la MP en cantidad, calidad y tiempo necesario para cumplir con los pedidos Cliente: X Proveedor: Área: Administración, se provee de la información de costos y stocks necesarios para la contabilidad del negocio Cliente: X Proveedor: HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Actitudes TABLA A. 3 Perfil de Estibador PERFIL DE ESTIBADOR FARMOTO E.I.R.L. Estibador NOMBRE DEL PUESTO: Logística – Copras y Almacenes : Embarque y Desembarque de Materiales UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General 1)Manipulación de cargas Conocimiento específico Formas de levantamiento de cargas Nivel de Dominio CA Nivel Escolar Años de Experiencia EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área Puesto 1) Embarque y desembarque de materiales. Estibador Nivel Jerárquico Tiempo Mínimo Operario REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico 1 año PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? ¿Cómo se hace? Descargar, pesar y almacenar las MP en la planta. Cargando los sacos de MP, pesándolos en la balanza y apilándolos en el almacén. ¿Para qué se hace? Para contar con un stock de MP suficiente para cumplir con los pedidos. PERFIL DE ESTIBADOR FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: Garantizar el peso exacto de la MP ingresada. Porcentaje: 50% ¿Qué hace? Pesa cada saco de MP antes de almacenarlo. ¿Cómo se hace? Colocando los sacos sobre la plataforma de la balanza y anotando su peso en el saco. ¿Para qué se hace? Para garantizar la cantidad de MP ingresada. A. FUNCIÓN: Traslado de MP ¿Qué hace? Traslada la MP de Recepción al almacén o a donde se requiera trasladar ¿Cómo se hace? Lo realiza subiendo la carga en una carretilla ¿Para qué se hace? Para almacenar la carga y distribuirla en los lugares que la necesiten Porcentaje: 50 % RELACIÓN DEL PUESTO CON OT RAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b)Proveedor Área: Almacenes Trasladan la materia prima a los almacenes para su posterior distribución a otras áreas Área: Fundición Traslado de MP de almacenes a el área de fundición HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Actitudes Cliente: x Proveedor: x Cliente: Proveedor: TABLA A. 4 Perfil de Operador de Horno OPERADOR DE HORNO. FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Operador de horno. UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. Producción: Fundición ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General Conocimiento específico Nivel de Dominio Nivel Escolar Años de Experiencia 1) Metalurgia Fundición de Aluminio CA TS 3 2) Química Adiciones de Insumos metálicos. CA TS 3 EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área 1) Fundición Puesto Nivel Jerárquico Tiempo Mínimo Hornero Operario 2 años REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Opera y mantiene el funcionamiento del horno de acuerdo al pedido de Ventas. ¿Cómo se hace? Aplicando la tabla de adiciones de MP y verificando las temperaturas. Obtener un Metal de Aluminio Afinado para los productos. ¿Para qué se hace? OPERADOR DE HORNO. FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: Operación del Horno ¿Qué hace? Controla los insumos energéticos para el funcionamiento del horno. ¿Cómo se hace? Adicionando la mezcla de combustible adecuada. ¿Para qué se hace? Fundir el material de Aluminio heterogéneo en una mezcla homogénea. B. FUNCIÓN: Mantenimiento del Horno. ¿Qué hace? Mantener la disponibilidad del horno para el proceso productivo. ¿Cómo se hace? Revisando, reponiendo el material refractario alrededor del horno y el crisol. ¿Para qué se hace? Alargar la vida útil del horno. C. FUNCIÓN: Afinado del Metal Aluminio Mezclado. ¿Qué hace? Carga MP reciclada y los insumos de afino. ¿Cómo se hace? De acuerdo a la tabla de dosificación basada en el producto a fabricar. ¿Para qué se hace? Obtener un metal de Aluminio óptimo para la colada. Porcentaje: 50 % Porcentaje: 25% Porcentaje: 25% RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b) Proveedor Área: Recepción de MP, ya que el aluminio puesto en almacén es consumido por la fundición. Cliente x Proveedor Área: Colada, el metal líquido es utilizado en la colada para formar los productos. x Cliente HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Trabajo bajo presión Actitudes Proveedor TABLA A. 5 Perfil de Moldeador PERFIL DEL MOLDEADOR FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Moldeador UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. Producción: Colada - Moldeador ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General Conocimiento específico Nivel de Dominio Nivel Escolar Años de Experiencia 1) Diseño de moldes en arena para colada. CA TS - Artesano 3 Metalurgia EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área 1) Colada Puesto Nivel Jerárquico Tiempo Mínimo Moldeador Técnico 2 años REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Moldes de Arena para colada de aluminio ¿Cómo se hace? Modelando la arena según diseño preestablecido. ¿Para qué se hace? Obtener semi-productos de aluminio sólidos o huecos. PERFIL DEL MOLDEADOR FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: Proveer de moldes precisos a los operarios de la colada Porcentaje: 25 % ¿Qué hace? Prepara y modela la arena. ¿Cómo se hace? Mezclando la arena homogéneamente, humedeciendo la mezcla y conformándola con una pesa. ¿Para qué se hace? Obtener un molde liso y preciso. B. FUNCIÓN: Diseñar moldes especiales. ¿Qué hace? Crea moldes para cumplir con algún pedido especial. ¿Cómo se hace? Estudiando las formas de la pieza y trasladándolas al molde. ¿Para qué se hace? Obtener nuevos moldes. Porcentaje:75% RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b) Proveedores Área: Colada – Vaciado El aluminio una vez fundido es vaciado en los moldes de arena según el tipo de producto que se desee obtener Área: Almacén Se encarga de abastecer arena y otros insumos que se requiere a el área de moldeado x Cliente: Cliente: Proveedor: x Proveedor: HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Actitudes Trabajo en Equipo TABLA A. 6 Perfil del Matricero PERFIL DEL MATRICERO. FARMOTO E.I.R.L. NOMBRE DEL PUESTO: MATRICERO UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. Producción: Colada - Matriceria ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General Conocimiento específico Nivel de Dominio Nivel Escolar Años de Experiencia 1) Metal mecánica Torneado CA TS 3 2) Metalurgia Colada de metales CA TS 3 EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área Puesto Nivel Jerárquico Tiempo Mínimo 1) Metal mecánica Tornero Operario 2 años 2) Matriceria Matricero Operario 2 años REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Diseña y maquina matrices para la colada de aluminio. ¿Cómo se hace? Utilizando el torno, maquinando las entradas y salidas de metal. ¿Para qué se hace? Para obtener una matriz de bronce de calidad para colar aluminio. PERFIL DEL MATRICERO. FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: ¿Qué hace? Diseño de Matrices Crear moldes de yeso ¿Cómo se hace? A partir de una pieza solida se crea un molde de yeso hueco. ¿Para qué se hace? Obtener un patrón para matriz. B. FUNCIÓN: ¿Qué hace? Maquinado de Matrices Maquina los moldes de yeso en bloques de bronce. ¿Cómo se hace? El bloque de bronce es colocado en el torno y se trasvasan las medidas del yeso. ¿Para qué se hace? Obtener una matriz de bronce sólida y duradera. Porcentaje 50% Porcentaje 50% RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b)Proveedor Área: Colada – Vaciado Cliente: El aluminio una vez fundido es vaciado en lo matriz según el tipo de producto que se desee obtener. x Proveedor: Área: Almacén Se encarga de abastecer los insumos que se requiere el área matizado. Cliente: x Proveedor: HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Actitudes Administración TABLA A. 7 Perfil del Operador de la Colada OPERADOR DE LA COLADA FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Operador de la Colada UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. Producción : Colada-Vaciado ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General Conocimiento específico Nivel de Dominio Nivel Escolar Años de Experiencia 1) Colado CA TB - NC 1 Fundición EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área 1) Colado Puesto Nivel Jerárquico Tiempo Mínimo Operador Operario 1 año REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Vierte el metal de Aluminio liquido en los Moldes de Arena o Matrices ¿Cómo se hace? Trasladando el material en un cucharon para luego verterlo. ¿Para qué se hace? Obtener semi-productos de Aluminio sólidos o huecos. OPERADOR DE LA COLADA FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: Mantener los niveles de producción para cumplir los pedidos. ¿Qué hace? Verter metal líquido en los moldes/matrices. ¿Cómo se hace? Retirando el metal con la ayuda de un cucharon del crisol. ¿Para qué se hace? Obtener piezas de aluminio solidas/huecas semi-terminadas. Porcentaje: 100 % RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b)Proveedor Área: Fundición, provee del aluminio líquido necesario para la colada. Cliente: Proveedor x Puesto: Modelador y Matricero, proveen los Moldes de Arena y/o las matrices de bronce para colar. Cliente: Proveedor: x Área: Maquinado, espera de la colada piezas semi-terminadas en calidad y en cantidad de pedido. Cliente: x Proveedor: HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Acti tudes TABLA A. 8 Perfil del Mecánico de Producción. MECÁNICO DE PRODUCCIÓN FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Mecánico de Producción UBICACIÓN ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Empresa. Producción : Mecánico ÁREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General Conocimiento específico Nivel de Dominio Nivel Escolar Años de Experiencia 1) Mantenimiento de tornos, taladros y esmeriles. CA TS 3 Mecánica. EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área 1) Taller Metal mecánico. Puesto Nivel Jerárquico Tiempo Mínimo Mecánico de Planta Supervisor 2 años REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado). ¿Qué hace? Mantiene y opera equipos de maquinado. ¿Cómo se hace? Aplicando mantenimiento correctivo y preventivo. ¿Para qué se hace? Garantizar disponibilidad de equipos en el maquinado. CÁNICO DE PRODUCCIÓN FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: ¿Qué hace? Mantenimiento de equipos. Interviene e inspecciona taladros esmeriles tornos. Porcentaje 75% ¿Cómo se hace? Aplicando check list como herramienta de diagnóstico y los sentidos. ¿Para qué se hace? Garantizar que los equipos estén disponibles para continuar la producción. B. FUNCIÓN: Adiestrar a los colaboradores en el correcto uso de los equipos. ¿Qué hace? Capacita a los operadores en el manejo de los equipos. ¿Cómo se hace? A través de instructivos y prácticas continuas con los equipos. ¿Para qué se hace? Garantizar la calidad de mano de obra necesaria para obtener productos de calidad. Porcentaje 25 % RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b) Proveedores Área: Maquinado realiza el mantenimiento de las maquinarias cada vez que sea requerido Cliente: Proveedor: x HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Actitudes TABLA A. 9 Perfil del Operador de Maquinado PERFIL DEL OPERARIO DE TALLER DE MAQUINADO FARMOTO E.I.R.L. NOMBRE DEL PUESTO: Operario de Taller UBICACION ORGANIZACIONAL DEL PUESTO: Especifique la ubicación del puesto, a que área organizativa corresponde dentro de la Producción: Taller de Empresa. Maquinado AREA DE CONOCIMIENTO: Especifique los conocimientos generales y específicos para el desarrollo de las funciones del puesto. Nivel de dominio: “C”: Si lo debe Conocer y comprender. “CA”: Si lo debe Conocer, Comprender y Aplicar. Nivel escolar: B: Bachiller, TB: Técnico Básico, TM: Técnico Medio, TS: Técnico Superior, U: Universitario, P: Profesional, NC: No calificado Conocimiento General 1) Metal mecánica. Conocimiento específico Nivel de Dominio Nivel Escolar Años de Experiencia Maquinado de piezas metálicas. CA TB 1 EXPERIENCIA LABORAL: Indique las áreas, puestos, nivel jerárquico y años donde sería recomendable que el candidato hubiese laborado anteriormente Área Puesto Nivel Jerárquico Tiempo Mínimo 1) Taller Operador de Torno Operario 1 año 2) Taller Operario de Taladro-fresadora. Operario 1 año REQUISITOS GENERALES DEL PUESTO: Especifique los requisitos generales del puesto Género: Edad Estado Civil: Nivel Académico PROPÓSITO DEL PUESTO: Haga una síntesis general del trabajo basándose en: ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (Resultadorado). ¿Qué hace? Maquina las piezas metálicas. ¿Cómo se hace? Utilizando los equipos (torno, taladro, esmeril y otros) ¿Para qué se hace? Obtener piezas de aluminio semi-terminadas. PERFIL DEL OPERARIO DE TALLER DE MAQUINADO FARMOTO E.I.R.L. PRINCIPALES RESPONSABILIDADES DEL PUESTO: Enuncie las principales funciones ¿Qué se hace? (acción) ¿Cómo se hace? (método) y ¿Para qué se hace? (resultado esperado), especificando el porcentaje (%) de tiempo que le toma esa función, dentro del total de funciones del puesto. A. FUNCIÓN: Cumplimiento de los pedidos de ventas. Porcentaje: ¿Qué hace? Opera los equipos. ¿Cómo se hace? Siguiendo los procedimientos y variables de las piezas. ¿Para qué se hace? Obtener piezas de Aluminio. 100% RELACIÓN DEL PUESTO CON OTRAS ÁREAS: Describa las relaciones más importantes con las otras áreas y especifique si la relación es de (a) Cliente (b) Proveedores Área: Colada, piezas de aluminio para maquinar. Cliente: Proveedor: x Área: Acabado, piezas de aluminio para realizar acabado. Cliente: x Proveedor: HABILIDADES Y ACTITUDES: Enumere en orden de importancia las habilidades y las actitudes que el candidato debe tener Habilidades Actitudes B. TABLAS TABLA B 1 Ponderación de los Riesgos según Ministerio de Trabajo FUENTE INSTRUCTIVO N°001-2018-GAF/IRTP DE PONDERACIÓN DEL MINISTERIO DE TRABAJO PROBABILIDAD INDICE 1 2 3 PERSONAS EXPUESTAS De 1 a 3 De 4 a 12 Más de 12 PROCEDIMIENTOS CAPACITACIÓN EXISTENTES Existen son satisfactorios y suficientes. SEVERIDAD AL (Consecuencia) EXPOSICIÓN RIESGO Al menos una vez al Lesión sin Personal año (S) incapacidad entrenado. Conoce el peligro y Esporádicamente Disconfort / lo previene. (SO) incomodidad (SO) Personal Lesión con Al menos una vez al parcialmente incapacidad mes (S) entrenado, conoce temporal (S) Existen parcialmente el peligro, pero no y no son satisfactorios toma acciones de o suficientes. Daño a la salud Eventualmente (SO) control. reversible No existen Personal no Lesión con Al menos una vez al entrenado, no incapacidad día (S) conoce el peligro, permanente (S) no toma acciones Permanentemente Daño a la salud de control. (SO) irreversible ESTIMACIÓN DEL NIVEL DE RIESGO GRADO DE PUNTAJE RIESGO Trivial (T) 4 Tolerable (TO) De 5 a 8 Moderado (M) De 9 a 16 Importante (IM) De 17 a 24 Intolerable (IT) De 25 a 36 TABLA B 2 IPER Preliminar Recepción de MP PROBABILIDAD Recepción de MP Tarea Peligro Riesgo A B C D A+B+ C+D Probabilidad Indicé de por severidad severidad Nivel de riesgo Riesgo significativo Pisos disparejos Golpes, contusiones, traumatismo, caídas al mismo nivel 3 3 3 3 12 1 12 M NO Vías de acceso obstruidas Tropezones, golpes, tropiezos 3 3 3 3 12 1 12 M NO Falta de orden y limpieza Caídas, golpes 3 3 3 3 12 1 12 M NO Escaleras, rampas inadecuadas Caída a diferente nivel, golpes, contusiones Heridas, golpes, cortaduras, contusiones, lesiones Golpes , contusiones, lesiones a la columna 3 3 3 3 12 1 12 M NO 1 3 3 3 10 2 20 IM SI 1 3 3 3 10 2 20 IM SI 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 2 20 IM SI 3 3 3 3 12 2 24 M NO Manipulación inadecuada de material Movimiento y manipulación inadecuada de la carga Golpe o caída de objetos en manipulación Sobreesfuerzos (cargas, visuales, musculares) Posturas inadecuadas (cuello, extremidades, tronco) Arrastre de polvo Almacenamiento inadecuado Contusión, heridas, traumatismos Lesión Musculoesquelético (LM). Inflamación de tendones, hombro, muñeca, mano Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Irritación ocular ,inhalación de partículas en suspensión Caída, golpes, tropiezos TABLA B 3 IPER Preliminar Fundición PROBABILIDAD Tarea Peligro Movimiento y manipulación inadecuada de la carga Fundición (habilitado del Horno) Arrastre de polvo Golpe o caída de objetos en manipulación Falta de orden y limpieza Pisos disparejos Almacenamiento inadecuado Vías de acceso obstruidas Contacto con traza de elemento químico Sobreesfuerzos (cargas, visuales, musculares) Fuego y explosión (líquidos, sólidos y gases) Exposición a sílice Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Riesgo A B C D Probabilidad Nivel de Indicé de Por Riesgo riesgo significativo A+B +C+D severidad severidad Golpes, contusiones. Irritación ocular, inhalación de partículas en suspensión, alergias 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI Contusión, heridas, traumatismos Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel Caída, golpes, tropiezos Tropezones, golpes, tropiezos Intoxicación ,irritación de vías respiratorias, alergias Lesión Musculoesquelético (LM). Inflamación de tendones, hombro, muñeca, mano Intoxicaciones; asfixia, quemaduras de distintos grados; traumatismos; la muerte 1 3 3 3 3 3 3 3 10 12 1 1 10 12 M M NO NO 3 3 3 3 2 3 3 3 12 11 1 1 12 11 M M NO NO 2 3 3 3 11 1 11 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 3 30 IT SI Heridas, golpes, cortaduras, amputaciones , etc. 1 3 3 3 10 3 30 IT SI Neumoconiosis, asfixia, alergia, asma, cáncer, irritación cutánea ,etc. PROBABILIDAD Fundición (Fundiendo Aluminio) Fundición (habilitado del Horno) Tarea Peligro Riesgo Quemaduras, asfixia, paros cardiacos, Conexiones eléctricas en conmoción e incluso la muerte. Traumatismo mal estado como lesiones secundarias Equipos, maquinaria sin Golpes, heridas, cortaduras , politraumatismos, programa de mantenimiento quemaduras Neumoconiosis, asfixia, alergia, asma, cáncer Gases tóxicos (CO2 Equipo, maquinaria, utensilios en ubicación entorpecen Golpes, heridas, quemaduras Exposición a temperaturas alta Quemaduras Gases tóxicos (humos Neumoconiosis, asfixia, alergia, asma, cáncer metálicos) Manipulación inadecuada Heridas, golpes, cortaduras, contusiones, del material en caliente quemaduras Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies Trabajo prolongado de pie ,etc. Herramienta, maquinaria, equipo y utensilios defectuosos Heridas, golpes, cortaduras, caídas, quemaduras Posturas inadecuadas (cuello, Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical extremidades, tronco) A B C D Probabilidad Nivel por de Indicé de Riesgo severidad riesgo A+B +C+D severidad significativo 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 2 3 3 3 11 3 33 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI TABLA B 4 IPER Preliminar Moldeado en Arena PROBABILIDAD Tarea Peligro Riesgo Moldeado en Arena A B C D A+B+ C+D Probabilidad Nivel Indicé de por Riesgo de severidad Severidad riesgo significativo Falta de orden y limpieza Caídas, golpes 3 3 3 3 12 1 12 M NO Pisos disparejos Golpes, contusiones, traumatismo, caídas al mismo nivel 3 3 3 3 12 1 12 M NO Posturas inadecuadas (cuello, extremidades, tronco) Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 3 3 3 10 3 30 IT SI Exposición a sílice Neumoconiosis, asfixia, alergia, asma, cáncer, irritación cutánea, etc. 2 3 3 3 11 3 33 IT SI Herramienta, maquinaria, equipo y utensilios inadecuados Heridas, golpes, dolor de espalda , etc. 1 3 3 3 10 2 20 IM SI Manipulación inadecuada de las herramientas de trabajo Heridas, golpes, cortaduras, contusiones 1 3 3 3 10 2 20 IM SI Humedad Resfrío, enfermedades respiratorias 1 3 3 3 10 3 30 IT SI Espacio reducido para almacenar Caída, golpes, tropiezos 1 3 3 3 10 1 10 M NO TABLA B 5 IPER Preliminar Matricería PROBABILIDAD Tarea Peligro Falta de orden y limpieza Pisos disparejos Elaboración de Matriz Posturas inadecuadas (cuello, extremidades, tronco) Riesgo Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Fatiga visual, dolor de cabeza. Iluminación Golpe o caída de objetos en Contusión, heridas, politraumatismos. manipulación Peligros de partes en máquinas en Heridas, golpes, cortaduras movimiento heridas, irritación ocular, irritación Proyecciones de partículas nasal Lesión Musculoesquelético (LM). Sobreesfuerzos (cargas, visuales, Inflamación de tendones, musculares) hombro, muñeca, mano Quemaduras, asfixia, paros cardiacos, Conexiones eléctricas en mal conmoción e incluso la muerte. estado Traumatismo como lesiones secundarias Ruido Sordera ocupacional, hipoacusia Falta de sensibilidad en las manos, Vibración lumbago. Indicé de severidad Probabilidad por severidad Nivel de riesgo Riesgo significativo A B C D A+B+ C+D 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO 1 3 3 3 10 1 10 M NO 1 3 3 3 10 1 10 M NO 1 3 3 3 10 2 20 IM SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI TABLA B 6 IPER Preliminar Colado PROBABILIDAD Tarea Peligro A B C D A+B+ C+D Peligros de partes en máquinas en movimiento Heridas, golpes, cortaduras 1 3 3 3 10 1 10 M NO Falta de orden y limpieza Caídas, golpes 3 3 3 3 12 1 12 M NO Heridas, golpes, cortaduras, amputaciones 2 3 3 3 etc. 11 3 33 IT SI Contusión, heridas, politraumatismos. 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 3 33 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Atrapamiento por o entre objetos Colada del Aluminio Riesgo Probabilidad Nivel Indicé de por Riesgo de severidad Severidad significativo riesgo Equipo, maquinaria, utensilios en Golpes, heridas, quemaduras ubicación entorpecen Golpe o caída de objetos en manipulación Contusión, heridas, politraumatismos, quemaduras Trabajo con material en caliente Quemaduras Gases tóxicos (humos metálicos) Neumoconiosis, asfixia, alergia, asma, cáncer Manipulación inadecuada del material Heridas, golpes, cortaduras, contusiones, en caliente quemaduras Lesión Musculoesquelético (LM). Tensión Posturas inadecuadas (cuello, muscular, dolor de cuello en región extremidades, tronco) cervical Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los Trabajo prolongado de pie pies ,etc. TABLA B 7 IPER Preliminar Mantenimiento PROBABILIDAD Tarea Peligro Mantenimiento preventivo y correctivo Golpe o caída de objetos en manipulación Falta de orden y limpieza Pisos disparejos Riesgo Contusión, heridas, traumatismos A B C Probabilidad Nivel Indicé de Riesgo por de A+B+ C+D severidad significativo D Severidad riesgo 1 3 3 3 10 1 10 M NO 12 1 12 M NO 12 1 12 M NO Sobreesfuerzos (cargas, visuales, musculares) 3 3 3 3 Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo 3 3 3 3 nivel Lesión Musculoesquelético (LM). Inflamación de 1 3 3 3 tendones, hombro, muñeca, mano 10 2 20 IM SI Posturas inadecuadas (cuello, extremidades, tronco) Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 3 3 3 10 2 20 IM SI 1 3 3 3 10 1 10 M NO 3 3 3 3 12 2 24 IM SI 1 3 3 3 10 2 20 IM SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 2 24 IM SI Iluminación Fatiga visual, dolor de cabeza. Herramienta, maquinaria, equipo y Heridas, golpes, cortaduras, caídas, quemaduras utensilios defectuosos Peligros de partes en máquinas Heridas, golpes, cortaduras, amputaciones etc. en movimiento, falta de guarda de seguridad Conexiones eléctricas en mal estado Quemaduras, asfixia, paros cardiacos. Traumatismo como lesiones secundarias Equipo, maquinaria, utensilios en ubicación entorpecen Ruido Golpes, heridas, quemaduras Sordera ocupacional, hipoacusia 3 3 3 3 12 3 36 IT SI Vibración Falta de sensibilidad en las manos, lumbago 3 3 3 3 12 3 36 IT SI TABLA B 8 IPER Preliminar Cortado PROBABILIDAD Tarea Peligro Riesgo A B Golpe o caída de objetos en manipulación Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Falta de orden y limpieza Caídas, golpes 3 3 3 3 12 1 12 M NO Pisos disparejos Golpes, contusiones, traumatismo, caídas al mismo nivel 3 3 3 3 12 1 12 M NO Equipo, maquinaria, utensilios en ubicación entorpecen Golpes, heridas, quemaduras 2 3 3 3 11 1 11 M NO 2 3 3 3 11 1 11 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO 3 3 3 3 12 1 12 M NO Elementos cortantes, punzantes y contundentes Cortador C Probabilidad Nivel Indicé de por de Riesgo riesgo significativo A+B+ severidad severidad D C+D Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Herramienta, maquinaria, equipo y utensilios defectuosos Vías de acceso obstruidas Heridas punzocortantes, heridas contusas Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Heridas, golpes, cortaduras, caídas Tropezones, golpes, tropiezos TABLA B 9 IPER Preliminar Torneado PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Torneado Pisos disparejos Riesgo A B C D Probabilidad Nivel Indicé de Por Riesgo de A+B+ severidad severidad significativo riesgo C+D Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 2 3 3 3 11 1 11 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO 2 3 3 3 11 3 33 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 1 3 3 3 12 10 3 3 36 30 IT IT SI SI 1 3 3 3 10 1 10 M NO 3 12 1 12 M NO Equipo, maquinaria, utensilios en ubicación Golpes, heridas entorpecen Iluminación Fatiga visual, dolor de cabeza. Herramienta, maquinaria, equipo y utensilios Heridas, golpes, cortaduras, caídas defectuosos Peligros de partes en máquinas en Heridas, golpes, cortaduras, amputaciones movimiento, falta de guarda de seguridad etc. Quemaduras, asfixia, paros cardiacos, conmoción e incluso la muerte. Conexiones eléctricas en mal estado Traumatismo como lesiones secundarias Posturas inadecuadas (cuello, extremidades, Lesión Musculoesquelético (LM). Tensión tronco) muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en Trabajo prolongado de pie la espalda , fatiga , hinchazón de pies ,etc. Irritación de la zona ocular ,ingestión o Proyección de partículas inhalación de las partículas proyectadas Ruido Sordera ocupacional, hipoacusia Vibración Falta de sensibilidad en las manos, lumbago Movimiento y manipulación inadecuada de Golpes , contusiones, cortaduras la pieza Vías de acceso obstruidas Tropezones, golpes, tropiezos 3 3 3 TABLA B 10 IPER Preliminar Taladrado PROBABILIDAD Tarea Peligro Riesgo A Golpe o caída de objetos en manipulación Falta de orden y limpieza Taladrado de piezas Pisos disparejos Equipo, maquinaria, utensilios en ubicación entorpecen Iluminación Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Conexiones eléctricas en mal estado Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Proyección de partículas B C D Probabilidad Nivel de Riesgo Indicé de por severidad riesgo severidad significativo A+B+ C+D Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel 1 3 3 3 10 1 10 M NO 1 3 3 3 10 1 10 M NO Golpes, heridas. 1 3 3 3 10 1 10 M NO Fatiga visual, dolor de cabeza. 2 3 3 3 11 3 33 IT SI Heridas, golpes, cortaduras, caídas 2 3 3 3 11 1 11 M NO Heridas, golpes, cortaduras, amputaciones , etc. 2 3 3 3 11 3 33 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 1 3 3 3 12 10 3 3 36 30 IT IT SI SI 1 3 3 3 10 1 10 M NO 3 3 3 3 12 1 12 M NO Quemaduras, asfixia, paros cardiacos, conmoción e incluso la muerte. Traumatismo como lesiones secundarias Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas Sordera ocupacional, hipoacusia Falta de sensibilidad en las manos, lumbago Ruido Vibración Movimiento y manipulación inadecuada de la Golpes , contusiones, cortaduras pieza Vías de acceso obstruidas Tropezones, golpes, tropiezos TABLA B 11 IPER Preliminar Maquinado de Rosca PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación A B C Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Falta de orden y limpieza Caídas, golpes 3 3 3 3 12 1 12 M NO Pisos disparejos Golpes, contusiones, traumatismo, caídas al mismo nivel 3 3 3 3 12 1 12 M NO Golpes, heridas 2 3 3 3 11 1 11 M NO Fatiga visual, dolor de cabeza. 2 3 3 3 11 3 33 IT SI 2 3 3 3 11 1 11 M NO 2 3 3 3 11 3 33 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO 3 3 3 3 12 1 12 M NO Equipo, maquinaria, utensilios en ubicación entorpecen Iluminación Maquinado de Rosca Riesgo Probabilidad Nivel Indicé de por Riesgo de A+B+ severidad significativo severidad D riesgo C+D Herramienta, maquinaria, equipo y Heridas, golpes, cortaduras, caídas utensilios defectuosos Peligros de partes en máquinas en Heridas, golpes, cortaduras, amputaciones movimiento, falta de guarda de seguridad etc. Posturas inadecuadas (cuello, extremidades, Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical tronco) Trabajo prolongado de pie Proyección de partículas Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas Movimiento y manipulación inadecuada de Golpes , contusiones, cortaduras la pieza Vías de acceso obstruidas Tropezones, golpes, tropiezos TABLA B 12 IPER Preliminar Prensado PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación A B C Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 3 3 3 10 1 10 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 3 30 IT SI Golpes, heridas 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 Iluminación Herramienta, maquinaria, equipo y utensilios 1 3 3 3 10 Heridas, golpes, cortaduras, caídas defectuosos Peligros de partes en máquinas en Heridas, golpes, cortaduras, amputaciones 3 3 3 3 12 movimiento, falta de guarda de seguridad etc. 3 36 IT SI 1 10 M NO 3 36 IT SI Falta de orden y limpieza Pisos disparejos Posturas inadecuadas (cuello, extremidades, tronco) Prensado de Piezas Riesgo Probabilidad Nivel Indicé de por Riesgo de A+B+ severidad significativo severidad riesgo D C+D Equipo, maquinaria, utensilios en ubicación entorpecen Trabajo prolongado de pie Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Fatiga visual, dolor de cabeza. Quemaduras, asfixia, paros cardiacos, Conexiones eléctricas en mal estado (prensa conmoción e incluso la muerte. mecánica) Traumatismo como lesiones secundarias Atrapamiento en la zona de troquel Golpes, heridas, amputaciones Ruido Sordera ocupacional, hipoacusia Movimiento y manipulación inadecuada de Golpes , contusiones, cortaduras la pieza 3 3 3 3 12 3 36 IT SI 1 3 3 3 3 3 3 3 10 12 3 3 30 36 IT IT SI SI 1 3 3 3 10 1 10 M NO TABLA B 13 IPER Preliminar Plegado PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Pisos disparejos Posturas inadecuadas (cuello, extremidades, tronco) Plegadora Equipo, maquinaria, utensilios en ubicación entorpecen Trabajo prolongado de pie Iluminación Riesgo Movimiento y manipulación inadecuada de la pieza Nivel de riesgo Riesgo significativo D A+B+ C+D 3 3 10 1 10 M NO 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO Golpes, heridas, amputaciones 1 3 3 3 10 3 30 IT SI Sordera ocupacional, hipoacusia 1 2 3 3 9 3 27 IT SI Golpes , contusiones, cortaduras 1 3 3 3 10 1 10 M NO A B Contusión, heridas, traumatismos 1 3 Caídas, golpes 3 Golpes, contusiones, traumatismo, caídas al mismo nivel Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Golpes, heridas Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Fatiga visual, dolor de cabeza. Herramienta, maquinaria, Heridas, golpes, cortaduras, caídas equipo y utensilios defectuosos Atrapamiento en la zona de troquel Ruido Probabilidad Indicé de por severidad severidad C TABLA B 14 IPER Preliminar Esmerilado de Herramientas de Trabajo PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Esmerilado de herramientas de trabajo Pisos disparejos Posturas inadecuadas (cuello, extremidades, tronco) Equipo, maquinaria, utensilios en ubicación entorpecen Riesgo A B Probabilidad Nivel Indicé de Por Riesgo de A+B+ severidad severidad significativo C D riesgo C+D Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Caídas, golpes 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 1 11 M NO 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 3 33 IT SI Golpes, contusiones, traumatismo, caídas al mismo nivel Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Golpes, heridas Iluminación Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Fatiga visual, dolor de cabeza. Proyección de partículas Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas 1 3 3 3 10 3 30 IT SI Heridas, golpes, cortaduras, caídas 1 3 3 3 10 1 10 M NO Heridas, golpes, cortaduras, amputaciones etc. 2 3 3 3 11 3 33 IT SI 3 3 3 12 3 36 IT SI 3 3 3 12 3 36 IT SI 3 3 3 10 1 10 M NO Trabajo prolongado de pie Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Conexiones eléctricas en mal estado Ruido Movimiento y manipulación inadecuada de la pieza Quemaduras, asfixia, paros cardiacos, conmoción e incluso la muerte. 3 Traumatismo como lesiones secundarias Sordera ocupacional, hipoacusia 3 Golpes , contusiones, cortaduras 1 TABLA B 15 IPER Preliminar Soldadura PROBABILIDAD Tarea Peligro Riesgo A Golpe o caída de objetos en manipulación Falta de orden y limpieza Pisos disparejos Soldadura Posturas inadecuadas (cuello, extremidades, tronco) Equipo, maquinaria, utensilios en ubicación entorpecen B C D Probabilidad Indicé de por Nivel Riesgo A+B+ severidad severidad de significativo C+D riesgo Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Golpes, heridas, quemaduras ,explosiones 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 3 33 IT SI 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 2 22 IM SI 2 3 3 3 11 3 33 IT SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI 2 3 3 3 11 3 33 IT SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Iluminación Fatiga visual, dolor de cabeza. Herramienta, maquinaria, equipo y utensilios Heridas, golpes, cortaduras, caídas, defectuosos quemaduras Quemaduras, asfixia, paros cardiacos, Conexiones eléctricas en mal estado conmoción e incluso la muerte. Traumatismo como lesiones secundarias Ruido Sordera ocupacional, hipoacusia Movimiento y manipulación inadecuada del Golpes , contusiones, cortaduras ,quemaduras equipo Intoxicaciones; asfixia, quemaduras de Fuego y explosión (gases, sólidos y líquidos) distintos grados; traumatismos; la muerte Exposición a temperaturas alta Quemaduras Neumoconiosis, asfixia, alergia, asma, cáncer Gases tóxicos TABLA B 16 IPER Preliminar Acabado pintado y secado Indicé de severidad Probabilidad por severidad Nivel de riesgo Riesgo significativo PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Pintado y secado de piezas de Aluminio Acabado Pisos disparejos Posturas inadecuadas (cuello, extremidades, tronco) Riesgo D A+B+ C+D 3 3 10 1 10 M NO 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 1 11 M NO 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI A B Contusión, heridas, traumatismos 1 3 Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 3 Equipo, maquinaria, utensilios en Golpes, heridas ubicación entorpecen Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Quemaduras, asfixia, paros Conexiones eléctricas en mal cardiacos, conmoción e incluso estado la muerte. Traumatismo como lesiones secundarias Neumoconiosis, asfixia, alergia, Inhalación de gases tóxicos asma, cáncer Movimiento y manipulación Golpes , contusiones, etc. del equipo inadecuada Equipos, maquinaria sin Golpes, heridas, cortaduras , programa de mantenimiento politraumatismos, quemaduras Exposición a temperaturas alta Quemaduras C TABLA B 17 IPER Preliminar Acabado pulido de piezas PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Pisos disparejos Pintado de Piezas Acabado Equipo, maquinaria, utensilios en ubicación entorpecen Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Iluminación Proyección de partículas Riesgo Probabilidad Indicé de por severidad severidad Nivel de riesgo Riesgo significativo A B C D A+B+ C+D 1 3 3 3 10 1 10 M NO 3 Caídas, golpes Golpes, contusiones, traumatismo, caídas al 3 mismo nivel 3 3 3 12 1 12 M NO 3 3 3 12 1 12 M NO Golpes, heridas 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 2 3 3 3 11 3 33 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 1 10 M NO Contusión, heridas, traumatismos Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Fatiga visual, dolor de cabeza. Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas Herramienta, maquinaria, equipo Heridas, golpes, cortaduras, caídas y utensilios defectuosos Peligros de partes en máquinas Heridas, golpes, cortaduras, amputaciones en movimiento, falta de guarda etc. de seguridad Quemaduras, asfixia, paros cardiacos, Conexiones eléctricas en mal conmoción e incluso la muerte. estado Traumatismo como lesiones secundarias Ruido Sordera ocupacional, hipoacusia Movimiento y manipulación Golpes , contusiones, cortaduras inadecuada de la pieza TABLA B 18 IPER Preliminar Etiquetado y Empacado PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Pisos disparejos Etiquetado y empaquetado Equipo, maquinaria, utensilios en ubicación entorpecen Riesgo A B C D Contusión, heridas, traumatismos 1 3 3 3 10 1 10 M NO Caídas, golpes Golpes, contusiones, traumatismo, caídas al mismo nivel 3 3 3 3 12 1 12 M NO 3 3 3 3 12 1 12 M NO Golpes, heridas 1 3 3 3 10 1 10 M NO 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 3 30 IT SI 3 3 3 3 12 3 36 IT SI 1 3 3 3 10 1 10 M SI 1 3 3 3 10 3 30 IT SI 1 3 3 3 10 1 10 M NO Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores Trabajo prolongado de pie en la espalda , fatiga , hinchazón de los pies ,etc. Iluminación Fatiga visual, dolor de cabeza. Quemaduras, asfixia, paros cardiacos, Conexiones eléctricas en mal estado conmoción e incluso la muerte. Traumatismo como lesiones secundarias Movimiento y manipulación Golpes, contusiones. inadecuada de la pieza , carga , etc. Posturas inadecuadas (cuello, extremidades, tronco) Sobreesfuerzos (cargas, visuales, musculares) Almacenamiento inadecuado Probabilidad Nivel Indicé de por Riesgo de A+B+ severidad severidad significativo riesgo C+D Lesión Musculoesquelético (LM). Inflamación de tendones, hombro, muñeca, mano Caída, golpes, tropiezos TABLAS C. TABLA C. 1 AST Recepción de MP TABLA C. 2. AST Fundido de Aluminio TABLA C. 3 AST Moldeado TABLA C. 4. AST Matriceria TABLA C. 5. AST de Colada TABLA C. 6. AST Mantenimiento TABLA C. 7. AST Cortado TABLA C. 8.AST Torneado TABLA C. 9. AST Taladrado TABLA C. 10. AST Maquinado de Rosca TABLA C. 11. AST Lijado de Piezas TABLA C. 12. AST Prensado TABLA C. 13. AST de Plegado TABLA C. 14. AST de Esmerilado TABLA C. 15. AST Soldado de piezas TABLA C. 16. AST Pintado de Piezas TABLA C. 17. AST Pulido TABLA C. 18. AST Etiquetado y embolsado TABLA C. 19. Resumen De Costos De Capacitación TABLA C. 20. Costo De Señalización, Botiquín Y Extintores TABLA C. 21. Costo de EPP´S Imagen Materiales Cantidad Unidad Precio S/. Total S/. Bota de pvc Ditta Flex 2 Pares 15.00 30.00 Bota c/pta acero económica t41 18 Pares 20.00 360.00 Guante de cuero de res color: café 24 Pares 16.90 202.80 Delantal cuero cromo STD 12 Unidad 15.90 190.80 Manguilla soldador cuero cromo 12 Unidad 23.90 286.80 Máscara para soldar 2 Unidad 9.90 30.00 Termoplástica Overol del trabajo color: azul 20 Unidad 20.00 400.00 Respiradores 2 vías redline 12 Unidad 9.90 118.80 Kit básico incluye: lentes seguridad, respirador, guantes multiuso 76 Unidad 6.90 524.40 Tapón libus 180 Unidad 1.82 327.60 TOTAL S/. 2,471.20 TABLA C. 22. Costo de Guardas Costos de Guardas Guarda fija 8 Ud S/. 80.00 S/. 640.00 Guarda ajustable 6 Ud S/. 110.00 S/. 660.00 TOTAL S/. 1,300.00 Costos de Guardas TABLA C. 23. Costo de Conexiones Eléctricas Costos de conexiones eléctricas Cables Indeco 380V Calibre 12 10 rollos S/. 85.00 S/. 850.00 Llaves termo magnéticas 380 AC 15ª 24 Ud S/. 25.00 S/. 600.00 Tubo PVC 24 Ud S/. 5.00 S/. 120.00 Curvas 24 Ud S/. 0.30 S/. 7.20 Tomacorrientes 24 Ud S/. 9.00 S/. 216.00 Interruptores 12 Ud S/. 9.00 S/. 108.00 TOTAL S/. 1,901.20 TABLA C. 24. Cuadro Resumen de medidas de control Medidas de Control Tipo Costo Capacitación Control Administrativo S/. 2,223.00 Guardas Conexiones Eléctricas Control de Ingeniería Control de Ingeniería S/. S/. 1,300.00 1,901.20 EPP Costo de Señalización, botiquín , extintores Loza de piso Barrera de contacto S/. 2,471.20 Control Administrativo S/. S/. 409.60 1,540.00 S/. 9,845.00 Coto Total de la Implementación de Medidas de control TABLA C. 25. Presupuesto De Reparación De Piso PRESUPUESTO DE REPARACIÓN DE PISO DE 500M² LOZA DE CEMENTO CONVENCIONALES UNIDADES POR BOLSA DE CEMENTO 800 S/ 14,000.00 UNIDADES DE LOZA 100 CANTIDAD DE BOLSAS POR LOZA 8 ARENA GRUESAVALOR AGREGADOS (LATAS DE ARENA POR BOLSA DE 10 S/ 1.50 CEMENTO) ARENAFINA VALOR 6 S/ 1.50 VALOR DE AGREGADOS POR BOLSA DE CEMENTO S/ 24.00 TOTAL DE AGRAGADO S/ 19,200.00 VALOR BOLSA DE CEMENTO S/ 17.50 VALOR TOTAL DE MATERIALES S/ 33,200.00 VALOR ADMINISTRACION S/ 850.00 SALARIO MINIMO MES S/ 1,050.00 HORAS AL DIA S/ 8.00 COSTO POR DIA S/ 35.00 VALOR MANO DE OBRA COSTO POR HORA S/ 4.38 COSTO POR MINUTOS 40 S/ 2.92 COSTO POR N° DE OPERARIOS 4 S/ 4,200.00 COSTO ANTES PERDIDA 10% S/ 54,300.00 PERDIDA 3% S/ 1,629.00 COSTO DE TOTAL SIN IGV S/ 55,929.00 COSTO DE IMPUESTO IGV 18% S/ 10,067.22 COSTO TOTAL S/ 65,996.22 ADELANTO DE INICIO DE OBRA 30% S/ 16,778.70 TABLA C. 26. Costo Beneficio ROI REMUNES DE COSTOS COSTO DE CAPACITACION COSTO DE SEÑALIZACION COSTO DE EPPS COSTO DE GUARDAS COSTO DE CONEXIÓN ELECTRICA CUADRO DE RESUME DE MEDIDA DE CONTROL CUADRO DE REPARACION DE PISO TOTAL DE INVERSION TOTALES S/. S/. S/. S/. S/. S/. S/. S/. S/. 2,223.00 409.60 2,471.20 1,300.00 1,901.20 9,845.00 65,996.22 84,146.22 TOTAL COSTO POR ACCIDENTE DE PENDIENDO AL CEVERIDAD *COSTO POR ACCIDENTE LEVES SIN DAÑO PERMANENTE ** > 3 a 4 Uits *COSTO POR ACCIDENTE MODERADO NO INCAPACITADO ** > 4 a 6 Utis *COSTO ACCIDENTE MODERADO CON INCAPACIDAD PARCIAL ** > 6 a 10 Utis *COSTO ACCIDENTE GRAVE CON INCAPACIDAD PERMANENTE *COSTO ACCIDENTE FATAL PERDIDA HUMANA DE ACUERDO A EDAD ** > 20 a 100 Utis ** > 100 Utis *Costo referido de la fuente de DISEÑO METODOLÓGICO PARA EL ESTUDIO DE VALORACION ECONÓMICA EN MATERIA DE SEGURIDAD Y SALUD EN EL TRABAJO, Lima Dic. 2017. (S.A.C., 2017) ** estos montos es dependiendo la severidad del accidente y de acuerdo al salario del trabajador, fuera de gastos por perdidas de produccion, gastos administrativos y multas impuestas por las identidades gubernamentales por cada caso de ocurrencia. Sengun: DISEÑO METODOLÓGICO PARA EL ESTUDIO DE VALORACION ECONÓMICA EN MATERIA DE SEGURIDAD Y SALUD EN EL TRABAJO, Lima Dic. 2017. COMPARATIVO TOTAL, DE INVERSION TOTAL, GASTO QUE LA EMPRESA DEJA DE PERDER POR 1 ACCIDENTE CON SOLO INCAPACIDAD PERMANENTE Y NO FATAL EN 1 AÑO S/. 84,146.22 LA EMPRESA TIENE UN RETORNO DE 20 UTIS X S/.4,300.00 = S/.86,000.00 S/. 1,853.78 TOTAL, GASTO QUE LA EMPRESA DEJA DE PERDER POR 1 ACCIDENTE CON SOLO INCAPACIDAD PERMANENTE NO FATAL 1 AÑO 100 UTIS X S/.4,300.00 = S/.430,000.00 LA EMPRESA TIENE UN RETORNO DE TOTAL GASTO QUE LA EMPRESA DEJA DE PERDER POR 10 ACCIDENTE CON SOLO LEVES SIN DAÑO PERMANENTE EN 1 AÑO S/. 345,853.78 3 UTIS X 10 X S/.4,300.00 = S/.129,000.00 LA EMPRESA TIENE UN RETORNO DE S/. 44,853.78 TABLAS D. Tabla D.1 IPERC Post AST Fundición PROBABILIDAD Tarea Peligro Movimiento y manipulación inadecuada de la carga Arrastre de polvo C 2 1 3 7 1 7 TO NO 2 1 3 7 2 14 M NO 1 2 1 3 7 1 7 TO NO 3 2 1 1 1 1 2 2 7 6 1 1 7 6 TO TO NO NO 2 3 3 3 11 1 11 M NO 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI Riesgo A Golpes , contusiones, lesiones a la 1 columna Irritación ocular ,inhalación de partículas 1 en suspensión Golpe o caída de objetos en Contusión, heridas, traumatismos manipulación Falta de orden y limpieza Caídas, golpes Almacenamiento inadecuado Caída, golpes, tropiezos Vías de acceso obstruidas Tropezones, golpes, tropiezos Contacto con traza de elemento Intoxicación ,irritación de vías químico respiratorias, alergias Lesión Musculoesquelético (LM). Sobreesfuerzos (cargas, visuales, Inflamación de tendones, hombro, musculares) muñeca, mano Fuego y explosión (líquidos, sólidos Intoxicaciones; asfixia, quemaduras de y gases) distintos grados; traumatismos; la muerte Neumoconiosis, asfixia, alergia, asma, Exposición a sílice cáncer, irritación cutánea ,etc. Peligros de partes en máquinas Heridas, golpes, cortaduras, en movimiento, falta de guarda amputaciones de seguridad , etc. Neumoconiosis, asfixia, alergia, asma, cáncer Gases tóxicos (CO2 B Nivel Indicé de Probabilidad de Riesgo D A+B +C+D severidad por severidad riesgo significativo PROBABILIDAD Tarea Peligro Riesgo A Equipo, maquinaria, utensilios en ubicación entorpecen Exposición a temperaturas alta C D Probabilidad por severidad Nivel de riesgo Riesgo significativo A+B+C+D Golpes, heridas, quemaduras 2 2 1 3 8 2 16 M SI 1 3 3 3 10 2 20 IM SI 3 2 1 3 9 2 18 IM SI 1 2 1 3 7 1 7 TO NO 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO Quemaduras Gases tóxicos (humos metálicos) Neumoconiosis, asfixia, alergia, asma, cáncer Manipulación inadecuada del material en caliente Heridas, golpes, cortaduras, contusiones, quemaduras Trabajo prolongado de pie Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies, etc. Herramienta, maquinaria, equipo y utensilios defectuosos B Indicé de severidad Heridas, golpes, cortaduras, caídas, quemaduras Posturas inadecuadas (cuello, Lesión Musculoesquelético extremidades, tronco) (LM). Tensión muscular, dolor de cuello en región cervical TABLA D. 1. IPERC Post AST Moldeado Tarea Peligro Moldeado en Arena Riesgo significativo D 3 1 1 2 7 1 7 TO NO 1 2 1 3 7 3 21 IM SI 2 2 1 3 8 2 16 IM SI Heridas, golpes, dolor de espalda , etc. 1 2 1 3 7 2 14 M NO Heridas, golpes, cortaduras, contusiones 1 2 1 3 7 2 14 M NO Resfrío, enfermedades respiratorias 1 2 1 3 7 2 14 M NO Caída, golpes, tropiezos 1 2 1 3 7 1 7 TO NO Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Neumoconiosis, asfixia, alergia, asma, cáncer, irritación cutánea, etc. Espacio reducido para almacenar Nivel de riesgo C Posturas inadecuadas (cuello, extremidades, tronco) Humedad Probabilidad por severidad B Caídas, golpes Herramienta, maquinaria, equipo y utensilios inadecuados Manipulación inadecuada de las herramientas de trabajo Indicé de severidad A Falta de orden y limpieza Exposición a sílice A+B+C+D PROBABILIDAD Riesgo TABLA D. 2. IPERC Post AST Matriceria Tarea Peligro A Falta de orden y limpieza Caídas, golpes Lesión Posturas inadecuadas Musculoesquelético (LM). (cuello, extremidades, Tensión muscular, dolor tronco) de cuello en región cervical Iluminación Fatiga visual, dolor de cabeza. Golpe o caída de objetos en Contusión, heridas, manipulación politraumatismos. Peligros de partes en Heridas, golpes, cortaduras máquinas en movimiento heridas, irritación ocular , Proyecciones de partículas irritación nasal Lesión Musculoesquelético Sobreesfuerzos (cargas, (LM). Inflamación de visuales, musculares) tendones, hombro, muñeca, mano Sordera ocupacional, Ruido hipoacusia Falta de sensibilidad en las manos, lumbago Vibración Probabilidad Indicé de por A+B+C+D severidad severidad PROBABILIDAD Riesgo B C D Nivel de riesgo Riesgo significativo 3 1 1 2 7 1 7 TO NO 1 2 1 3 7 2 14 M NO 1 2 2 3 8 3 24 IM SI 1 2 1 3 7 1 7 TO NO 1 2 1 3 7 1 7 TO NO 1 2 1 3 7 1 7 TO NO 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI 3 2 2 3 10 2 20 IM SI TABLA D. 3. IPERC Post AST Colado PROBABILIDAD Tarea Peligro Peligros de partes en máquinas en movimiento Falta de orden y limpieza Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Atrapamiento por o entre objetos Riesgo Probabilidad Indicé de por severidad severidad Nivel de riesgo Riesgo significativo 7 TO NO 1 7 TO NO 8 2 16 M NO 3 7 2 14 M NO 1 3 8 2 16 M SI 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO A+B+C+D A B C Heridas, golpes, cortaduras 1 2 1 3 7 1 Caídas, golpes 3 1 1 2 7 Heridas, golpes, cortaduras, amputaciones etc. 2 2 1 3 Contusión, heridas, politraumatismos. 1 2 1 2 2 1 Equipo, maquinaria, utensilios en Golpes, heridas, quemaduras ubicación entorpecen Golpe o caída de objetos en Contusión, heridas, manipulación politraumatismos, quemaduras Trabajo con material en Quemaduras caliente Gases tóxicos (humos Neumoconiosis, asfixia, alergia, metálicos) asma, cáncer Manipulación inadecuada del Heridas, golpes, cortaduras, material en caliente contusiones, quemaduras Lesión Musculoesquelético (LM). Posturas inadecuadas (cuello, Tensión muscular, dolor de extremidades, tronco) cuello en región cervical Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. D TABLA D. 4. IPERC Post AST Mantenimiento PROBABILIDAD Tarea Peligro Riesgo Probabilidad Indicé de por A+B+C+D severidad severidad Nivel de riesgo Riesgo significativo 7 TO NO 1 7 TO NO 7 2 14 M NO 3 7 2 14 M NO 1 3 7 1 7 TO NO 2 1 3 9 2 18 IM SI 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI 3 2 1 3 9 2 18 IM SI 3 2 2 3 10 2 20 IM SI A B C D Contusión, heridas, traumatismos 1 2 1 3 7 1 Caídas, golpes Lesión Musculoesquelético (LM). Sobreesfuerzos (cargas, Inflamación de tendones, visuales, musculares) hombro, muñeca, mano Lesión Musculoesquelético (LM). Posturas inadecuadas (cuello, Tensión muscular, dolor de extremidades, tronco) cuello en región cervical Iluminación Fatiga visual, dolor de cabeza. Herramienta, Heridas, golpes, cortaduras, caídas, maquinaria, equipo y quemaduras utensilios defectuosos Peligros de partes en máquinas en Heridas, golpes, cortaduras, movimiento, falta de amputaciones etc. guarda de seguridad Equipo, maquinaria, utensilios Golpes, heridas, quemaduras en ubicación entorpecen Ruido Sordera ocupacional, hipoacusia 3 1 1 2 7 1 2 1 3 1 2 1 1 2 3 Golpe o caída de objetos en manipulación Falta de orden y limpieza Vibración Falta de sensibilidad en las manos, lumbago TABLA D. 5. IPERC Post AST Cortado Tarea Peligro PROBABILIDAD Riesgo Golpe o caída de objetos en Contusión, heridas, traumatismos manipulación Falta de orden y limpieza Caídas, golpes Lesión Musculoesquelético (LM). Sobreesfuerzos (cargas, Inflamación de tendones, visuales, musculares) hombro, muñeca, mano Posturas inadecuadas Lesión Musculoesquelético (LM). (cuello, extremidades, Tensión muscular, dolor de cuello tronco) en región cervical Iluminación Fatiga visual, dolor de cabeza. Herramienta, Heridas, golpes, cortaduras, caídas, maquinaria, equipo y quemaduras utensilios defectuosos Peligros de partes en máquinas en Heridas, golpes, cortaduras, movimiento, falta de amputaciones etc. guarda de seguridad Equipo, maquinaria, utensilios en Golpes, heridas, quemaduras ubicación entorpecen Ruido Sordera ocupacional, hipoacusia Falta de sensibilidad en las manos, Vibración lumbago Probabilidad Indicé de por A+B+C+D severidad severidad Nivel de riesgo Riesgo significativo 7 TO NO 1 7 TO NO 7 2 14 M NO 3 7 2 14 M NO 1 3 7 1 7 TO NO 2 1 3 9 2 18 IM SI 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI 3 2 1 3 9 2 18 IM SI 3 2 2 3 10 2 20 IM SI A B C D 1 2 1 3 7 1 3 1 1 2 7 1 2 1 3 1 2 1 1 2 3 TABLA D. 6. IPERC Post AST Torneado PROBABILIDAD Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Equipo, maquinaria, utensilios en ubicación entorpecen Iluminación Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Proyección de partículas Ruido Vibración Movimiento y manipulación inadecuada de la pieza Riesgo Probabilidad Indicé de por severidad severidad D A+B +C+D Nivel de riesgo Riesgo significativo 1 3 7 1 7 TO NO 1 1 2 7 1 7 TO NO 2 2 1 3 8 1 8 M NO Fatiga visual, dolor de cabeza. 1 2 2 3 8 3 24 IM SI Heridas, golpes, cortaduras, caídas 1 2 2 3 8 1 8 M NO Heridas, golpes, cortaduras, amputaciones etc. 2 2 1 3 8 2 16 M SI 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 1 2 1 3 7 2 14 M NO 3 2 2 3 10 2 20 IM SI 1 2 2 3 8 3 24 IM SI 1 2 1 3 7 1 7 TO NO A B Contusión, heridas, traumatismos 1 2 Caídas, golpes 3 Golpes, heridas Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , inchazon de los pies ,etc. Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas Sordera ocupacional, hipoacusia Falta de sensibilidad en las manos, lumbago Golpes , contusiones, cortaduras C TABLA D. 7. IPERC Post AST Taladrado PROBABILIDAD Tarea Peligro Riesgo A B Golpe o caída de objetos en manipulación Falta de orden y limpieza Equipo, maquinaria, utensilios en ubicación entorpecen Iluminación Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Proyección de partículas Ruido Vibración Movimiento y manipulación inadecuada de la pieza C Nivel Indicé de Probabilidad de D A+B +C+D severidad por severidad riesgo Riesgo significativo Contusión, heridas, traumatismos 1 2 1 3 7 1 7 TO NO Caídas, golpes 1 1 1 2 5 1 5 TO NO Golpes, heridas. 1 2 1 3 7 1 7 TO NO Fatiga visual, dolor de cabeza. 2 2 2 3 9 2 18 IM SI Heridas, golpes, cortaduras, caídas 2 2 1 3 8 1 8 TO NO Heridas, golpes, cortaduras, amputaciones etc. 2 2 1 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 1 3 7 2 14 M NO 3 2 1 3 9 2 18 IM SI 1 2 2 3 8 2 16 M SI 1 2 1 3 7 1 7 TO NO Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas Sordera ocupacional, hipoacusia Falta de sensibilidad en las manos, lumbago Golpes , contusiones, cortaduras TABLA D. 8. IPERC Post AST Maquinado de Rosca PROBABILIDAD Tarea Peligro Riesgo Golpe o caída de objetos en Contusión, heridas, traumatismos manipulación Falta de orden y limpieza Caídas, golpes Equipo, maquinaria, utensilios Golpes, heridas en ubicación entorpecen Iluminación Fatiga visual, dolor de cabeza. Herramienta, maquinaria, equipo y Heridas, golpes, cortaduras, caídas utensilios defectuosos Peligros de partes en máquinas en Heridas, golpes, cortaduras, movimiento, falta de amputaciones etc guarda de seguridad Lesión Musculoesquelético (LM). Posturas inadecuadas (cuello, Tensión muscular, dolor de extremidades, tronco) cuello en región cervical Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Irritación de la zona ocular Proyección de partículas ,ingestión o inhalación de las partículas proyectadas Movimiento y manipulación Golpes , contusiones, cortaduras inadecuada de la pieza Probabilidad Indicé de por severidad severidad D A+B +C+D Nivel de riesgo Riesgo significativo 1 3 7 1 7 TO NO 1 1 2 7 1 7 TO NO 2 2 1 3 8 1 8 M NO 2 2 2 3 9 2 18 IM SI 2 2 1 3 8 1 8 M NO 2 2 1 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 1 3 7 2 14 M NO 1 2 1 3 7 1 7 TO NO A B 1 2 3 C TABLA D. 9. IPERC Post AST Lijado Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Equipo, maquinaria, utensilios en ubicación entorpecen Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Iluminación Proyección de partículas Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Ruido Movimiento y manipulación inadecuada de la pieza Riesgo PROBABILIDAD A+B A B C D +C+D Indicé de Probabilidad Nivel de Riesgo severidad por severidad riesgo significativo Contusión, heridas, traumatismos 1 2 1 3 7 1 7 TO NO Caídas, golpes 3 1 1 2 7 1 7 TO NO Golpes, heridas 1 2 1 3 7 1 7 TO NO Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 3 2 2 3 10 2 20 IM SI 3 2 2 3 10 2 20 IM SI 2 2 2 3 9 2 18 IM SI Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas 1 2 1 3 7 2 14 M NO Heridas, golpes, cortaduras, caídas 1 2 1 3 7 1 7 TO NO Heridas, golpes, cortaduras, amputaciones etc. 1 2 1 3 7 2 14 M NO Sordera ocupacional, hipoacusia 3 2 2 3 10 2 20 IM NO Golpes , contusiones, cortaduras 1 2 1 3 7 1 7 TO NO Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Fatiga visual, dolor de cabeza. TABLA D. 10. IPERC Post AST Prensado PROBABILIDAD Tarea Peligro Riesgo Probabilidad Indicé de por severidad severidad A B C D A+B +C+D Contusión, heridas, traumatismos 1 3 3 3 10 1 Caídas, golpes 1 3 3 3 10 Posturas inadecuadas (cuello, extremidades, tronco) Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 2 2 3 Equipo, maquinaria, utensilios en ubicación entorpecen Golpes, heridas 1 2 1 1 2 3 Heridas, golpes, cortaduras, caídas Golpe o caída de objetos en manipulación Falta de orden y limpieza Trabajo prolongado de pie Iluminación Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Atrapamiento en la zona de troquel Ruido Movimiento y manipulación inadecuada de la pieza Nivel de riesgo Riesgo significativo 10 M NO 1 10 M NO 8 2 16 M SI 3 7 1 7 TO NO 2 3 8 2 16 M SI 2 2 3 10 2 20 IM SI 1 2 1 3 7 1 7 TO NO Heridas, golpes, cortaduras, amputaciones etc. 3 2 1 3 9 2 18 IM SI Golpes, heridas, amputaciones 1 1 1 3 6 2 12 M NO Sordera ocupacional, hipoacusia 3 2 2 3 10 2 20 IM SI Golpes , contusiones, cortaduras 1 2 1 3 7 1 7 TO NO Lesión Musculoesquelético (LM). Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Fatiga visual, dolor de cabeza. TABLA D. 11. IPERC Post AST Plegad Tarea Peligro PROBABILIDAD A+B +C+D C D Riesgo A B Probabilidad Indicé de por severidad severidad Nivel de riesgo Riesgo significativo Golpe o caída de objetos en manipulación Contusión, heridas, traumatismos 1 2 1 3 7 1 7 TO NO Falta de orden y limpieza Caídas, golpes 3 1 1 2 7 1 7 TO NO Posturas inadecuadas (cuello, extremidades, tronco) Equipo, maquinaria, utensilios en ubicación entorpecen Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 2 2 3 8 2 16 M SI Golpes, heridas 1 2 1 3 7 1 7 TO NO 1 2 2 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 1 3 7 1 7 M NO 1 1 1 3 6 2 12 M NO Lesión Musculoesquelético (LM). Dolores en la espalda , Trabajo prolongado de pie fatiga , hinchazón de los pies ,etc. Iluminación Fatiga visual, dolor de cabeza. Herramienta, Heridas, golpes, cortaduras, maquinaria, equipo y caídas utensilios defectuosos Atrapamiento en la zona Golpes, heridas, amputaciones de troquel Ruido Sordera ocupacional, hipoacusia 2 2 2 3 9 2 18 IM SI Movimiento y manipulación inadecuada de la pieza Golpes , contusiones, cortaduras 1 2 1 3 7 1 7 TO NO TABLA D. 12. IPERC Post AST Esmerilado de herramientas PROBABILIDAD Tarea Peligro Riesgo Probabilidad Indicé de por severidad severidad Nivel de riesgo Riesgo significativo 10 M NO 1 7 TO NO 8 2 16 M SI 3 8 1 8 M NO 2 3 8 2 16 M SI 2 2 3 9 2 18 IT SI 1 2 1 3 7 2 14 M SI Heridas, golpes, cortaduras, caídas 1 2 1 3 7 1 7 TO NO Heridas, golpes, cortaduras, amputaciones etc. 2 2 1 3 8 3 24 IM SI Sordera ocupacional, hipoacusia 3 2 2 3 10 2 20 IM SI Movimiento y manipulación Golpes , contusiones, cortaduras inadecuada de la pieza 1 2 1 3 7 1 7 TO NO Golpe o caída de objetos en manipulación Falta de orden y limpieza A B Contusión, heridas, traumatismos 1 3 3 3 10 1 Caídas, golpes 3 1 1 2 7 1 2 2 3 2 2 1 1 2 2 Irritación de la zona ocular ,ingestión o inhalación de las partículas proyectadas Lesión Musculoesquelético (LM). Posturas inadecuadas (cuello, Tensión muscular, dolor de extremidades, tronco) cuello en región cervical Equipo, maquinaria, utensilios Golpes, heridas en ubicación entorpecen Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Iluminación Fatiga visual, dolor de cabeza. Proyección de partículas Herramienta, maquinaria, equipo y utensilios defectuosos Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Ruido A+B+C+D C D TABLA D. 13. IPERC Post AST Soldado Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Posturas inadecuadas (cuello, extremidades, tronco) Equipo, maquinaria, utensilios en ubicación entorpecen Riesgo PROBABILIDAD Indicé de Probabilidad A+B +C+D A B C D severidad por Severidad Nivel de Riesgo riesgo significativo Contusión, heridas, traumatismos 1 2 1 3 7 1 7 TO NO Caídas, golpes 3 1 1 2 7 1 7 TO NO Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 2 2 3 8 2 16 M SI Golpes, heridas, quemaduras ,explosiones 2 2 1 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 2 2 2 3 9 2 18 IM SI 2 2 2 3 9 2 18 IM SI 3 2 2 3 10 2 20 IM SI 2 2 2 3 9 2 18 IM SI 3 2 2 3 10 2 20 IM SI 3 2 2 3 10 2 20 IM SI 3 2 2 3 10 2 20 IM SI Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Iluminación Fatiga visual, dolor de cabeza. Herramienta, maquinaria, Heridas, golpes, cortaduras, caídas, equipo y utensilios defectuosos quemaduras Ruido Sordera ocupacional, hipoacusia Movimiento y manipulación Golpes , contusiones, cortaduras inadecuada del equipo ,quemaduras Intoxicaciones; asfixia, quemaduras de Fuego y explosión (gases ,sólidos distintos grados; traumatismos; la y líquidos) muerte Exposición a temperaturas alta Quemaduras Neumoconiosis, asfixia, alergia, asma, Gases tóxicos cáncer TABLA D. 14.IPERC Post AST Acabado pintado y secado Tarea Peligro PROBABILIDAD Riesgo Probabilidad Indicé de por A+B+C+D severidad severidad Nivel de riesgo Riesgo significativo 7 TO NO 1 7 M NO 8 2 16 M SI 3 8 1 8 M NO 2 3 8 2 16 IM SI 2 2 3 10 2 20 IM SI 1 2 1 3 7 1 7 TO NO Equipos, maquinaria sin Golpes, heridas, cortaduras , programa de mantenimiento politraumatismos, quemaduras 1 2 1 3 7 2 14 M NO Exposición a temperaturas alta 1 2 2 3 8 2 16 M SI A B C D 1 2 1 3 7 1 3 1 1 2 7 Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical 1 2 2 3 Golpes, heridas 2 2 1 1 2 3 Golpe o caída de objetos en Contusión, heridas, traumatismos manipulación Falta de orden y limpieza Caídas, golpes Posturas inadecuadas (cuello, extremidades, tronco) Equipo, maquinaria, utensilios en ubicación entorpecen Lesión Musculoesquelético (LM). Trabajo prolongado de pie Dolores en la espalda , fatiga , hinchazón de los pies ,etc. Neumoconiosis, asfixia, alergia, Inhalación de gases tóxicos asma, cáncer Movimiento y manipulación del equipo Golpes , contusiones , etc. inadecuada Quemaduras TABLA D. 15. IPERC Post AST Acabado pulido de piezas Tarea Peligro Golpe o caída de objetos en manipulación Falta de orden y limpieza Riesgo PROBABILIDAD Riesgo A+B +C+D Indicé de Probabilidad Nivel de A B C D severidad por Severidad riesgo significativo Contusión, heridas, traumatismos 1 2 1 3 7 1 7 TO NO Caídas, golpes 3 1 1 2 7 1 7 TO NO Golpes, heridas 1 2 1 3 7 1 7 TO NO 1 2 2 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 2 2 2 3 9 2 18 IM SI Proyección de partículas Irritación de la zona ocular, ingestión o inhalación de las partículas proyectadas 1 2 1 3 7 2 14 M NO Herramienta, maquinaria, equipo y utensilios defectuosos Heridas, golpes, cortaduras, caídas 1 2 1 3 7 1 7 TO NO Heridas, golpes, cortaduras, amputaciones etc. 1 2 1 3 7 2 14 M NO Sordera ocupacional, hipoacusia 3 2 2 3 10 2 20 IM SI Golpes, contusiones, cortaduras 1 2 1 3 7 1 7 TO NO Equipo, maquinaria, utensilios en ubicación entorpecen Posturas inadecuadas (cuello, extremidades, tronco) Trabajo prolongado de pie Iluminación Peligros de partes en máquinas en movimiento, falta de guarda de seguridad Ruido Movimiento y manipulación inadecuada de la pieza Lesión Musculoesquelético (LM). Tensión muscular, dolor de cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda, fatiga, hinchazón de los pies, etc. Fatiga visual, dolor de cabeza. TABLA D. 16. IPERC Post AST Etiquetado y empacado PROBABILIDAD Tarea Peligro Riesgo A B C D Probabilidad Indicé de por A+B+C+D severidad severidad Nivel de riesgo Riesgo significativo Golpe o caída de objetos en manipulación Contusión, heridas, traumatismos 1 2 1 3 7 1 7 TO NO Falta de orden y limpieza Caídas, golpes 3 1 1 2 7 1 7 TO NO 1 2 1 3 7 1 7 TO NO 1 2 2 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 2 3 8 2 16 M SI 1 2 1 3 7 1 7 TO NO 1 2 1 3 7 2 14 M NO 1 1 1 2 5 1 5 TO NO Equipo, maquinaria, utensilios Golpes, heridas en ubicación entorpecen Lesión Musculoesquelético (LM). Posturas inadecuadas (cuello, Tensión muscular, dolor de extremidades, tronco) cuello en región cervical Lesión Musculoesquelético (LM). Dolores en la espalda , Trabajo prolongado de pie fatiga , hinchazón de los pies ,etc. Iluminación Fatiga visual, dolor de cabeza. Movimiento y manipulación inadecuada de la pieza , carga , etc. Sobreesfuerzos (cargas, visuales, musculares) Golpes, contusiones. Lesión Musculoesquelético (LM). Inflamación de tendones, hombro, muñeca, mano Almacenamiento inadecuado Caída, golpes, tropiezos B.-FIGURAS FIGURA B. 0.1 Ciclo OOP FIGURA B. 1. Fundición FIGURA B. 2. Moldeo en Arena FIGURA B. 1. Moldeado en Matriz FIGURA B. 2. Colada FIGURA B. 3. Torno de Banco FIGURA B. 4. Taladro de Banco FIGURA B. 5. Lijado FIGURA B. 6. Pintado FIGURA B. 7. Etiquetado y Embolsado 4.1.2. MAQUINARIAS Y EQUIPOS UTILIZADOS EN EL PROCESO Se realizó la descripción de las maquinarias y equipos utilizados en el proceso productivo el cual se muestra a continuación: A. Hornos de crisol El horno de crisol, puede ser fijo o basculante, es de alta eficiencia energética y metalúrgica. Propio para la fundición de metales no ferrosos, es el más indicado en proceso donde la prevención contra la contaminación de las aleaciones es fundamental. Posee excelentes índices de productividad y cuenta con modelos eléctricos y a gas. La temperatura estándar de suministro es de hasta 1300 °C, dependiendo del metal a ser utilizado en el proceso (Ver FIGURA B. 10. Horno de Crisol). FIGURA B. 10. Horno de Crisol El revestimiento refractario normalmente se confecciona a partir de ladrillos especiales y posee la finalidad de resistir el elevado calo existente en el interior de la cámara de combustión, mientras que la carcasa tiene la finalidad de sustentar todo el conjunto. El interior de la cámara de combustión debe ser perfectamente cilíndrico para permitir la distribución uniforme del calor. El crisol se posiciona en el centro de la cámara de combustión y se apoya sobre un pedestal, también confeccionado a partir de material refractario. Sobre el horno existe una tapa para evitar las pérdidas de calor e impedir la salida libre de la llama. Otra característica importante es que el metal prácticamente no entra en contacto con la fuente de calentamiento (hecho por vía indirecta), y por esto, está sujeto a poca contaminación. B. Taladro de columna. El taladro de columna es una máquina utilizada para realizar operaciones de punteado, perforado, escariado y taladro en piezas de pequeñas dimensiones. Sobre la mesa de la máquina, que también sirve como mesa porta piezas se eleva una columna, sobre la que un movimiento ascendente y descendente mediante un mecanismo con accionamiento manual y automático, se desliza una ménsula sobre la que se apoya la mesa porta piezas. Esta mesa se puede regular a la altura de trabajo a lo largo de la columna. Un cabezal dispuesto en la parte superior de la columna soporta al motor de accionamiento, que por medio de un reductor de velocidades hace girar al husillo portabrocas. La broca se fija en el husillo mediante el dispositivo centrador de pinzas. (ver figura B.11 Taladro de columna). FIGURA B.11.Taladro de Columna C. Torno. Los tornos son máquinas de mecanizado por arranque de material que sirven para la realización de superficies de revolución o planas. Son máquinas de herramientas fijas y piezas giratorias. La pieza está sostenida entre puntos, por lo que puede ser llevada en rotación mediante un sistema de punto giratorio y contrapunto. (Ver Figura B.12 Torno). FIGURA B. 12.Torno Está formado por: - El banco o bancada del torno constituye la superficie de apoyo y la columna vertebral de un torno. Su rigidez y alineación afectan la precisión de las partes maquinadas en el torno. Por lo tanto, las guías prismáticas de la bancada se construyen calculados para soportar los esfuerzos para soportar los esfuerzos que generan los cortes fuertes del maquinado. Encima de la bancada se encuentran las guías prismáticas, las cuales consisten generalmente en dos “V” invertidas y dos superficies planas de apoyo. Las guías de los tornos son piezas maquinadas con gran exactitud por rectificado. Cuando las guías están desgastadas o tienen algún daño, se afecta la precisión de las piezas maquinadas en el torno. Abajo de la guía frontal del torno va sujeta una cremallera. Los engranajes que unen la manivela del carro con dicha cremallera, hacen posible el movimiento longitudinal del carro, el cual se logra con la mano. - El carro principal está formado por el carro transversal y el delantal. El carro se desliza sobre la parte superior de las guías y tiene la corredera transversal y el carro auxiliar. - El carro transversal se mueve perpendicularmente al eje del torno en forma manual, girando la manivela de avance transversal o embragando la palanca de avance transversal automático. - El carro auxiliar va montado sobre el carro transversal y puede ser girado a cualquier ángulo horizontal respecto al eje del torno para maquinar biseles y conos. El carro auxiliar sólo puede moverse manualmente girando la manivela de tornillo para su avance. El buril o herramienta cortante se sujeta en un poste (torreta) para la herramienta que está situado sobre el carro auxiliar. - El delantal es la parte del carro que da hacia el operador. Contiene los engranajes y los embragues de avance que transmiten el movimiento del tornillo de avance al carro longitudinal y transversal. Sujeto al delantal se tiene también el reloj para corte de roscas, el cual indica el momento exacto en el que deben embragarse las medias tuercas al estar cortando rosca. El carro entero puede moverse a lo largo de la bancada del torno en forma manual, dando vuelta a la manivela, o en forma automática, embragando los controles de avance automático en el delantal. Una vez en posición, puede fijarse el carro a la bancada apretando el tornillo de fijación correspondiente. - El contrapunto se usa para soportar el otro extremo de la pieza de trabajo durante el maquinado, o para sostener diversas herramientas de corte, como brocas, escariadores y machuelos. El contrapunto se desliza sobre las guías prismáticas y puede fijarse en cualquier posición a lo largo de la bancada. Tiene un husillo deslizante que se mueve mediante una manivela y cuya posición se fija con una palanca. - La caja de engranajes para cambio rápido de velocidad es el elemento de unión que transmite la potencia entre el husillo y el carro. Accionando las palancas de cambio de velocidad de esta caja, se pueden seleccionar los diferentes avances. La placa indicadora que tiene la caja de engranes para cambio de velocidad, indica el avance en milésimas de pulgada, o en hilos por pulgada para las posiciones de la palanca. - La base de la máquina se usa para nivelar el torno y asegurarlo al piso. El motor del torno va generalmente montado a la base. velocidad de esta caja, se pueden seleccionar los diferentes avances. La placa indicadora que tiene la caja de engranes para cambio de velocidad, indica el avance en milésimas de pulgada, o en hilos por pulgada para las posiciones de la palanca. D. Lijadora Las lijadoras se utilizan para dar acabados finales a piezas metálicas. Utilizan lija en forma de banda o disco compuesta por un tejido resistente a la tracción y al desgaste por rozamiento; su cara de trabajo dispone de una fina capa de polvo material abrasivo de granulometría adecuada a la labor de lijado a realizar, fijada al disco o la banda por un aglutinante. Lijadora de disco se componen de un bastidor o columna sobre la que está situado en su parte superior un cabezal motor, de tal forma que en sus extremos están dispuestos unos platos metálicos sobre los que se adhiere un disco de lija, asimismo dispone de una plataforma o mesa horizontal para apoyo de la pieza que se ha de lijar colocada en un brazo fijo a la columna. (Ver FIGURA B. 13. Lijadora de disco) FIGURA B.13. Lijadora de Disco E. Compresora Un compresor es una máquina, cuyo trabajo consiste en incrementar la presión de un fluido. Al contrario que otro tipo de máquinas, el compresor eleva la presión de fluidos compresibles como el aire y todo tipo de gases (Ver Figura B.14 Compresora). FIGURA B.14. Compresora F. Plegadora La prensa plegadora es una máquina utilizada para el trabajo en frío de metales en forma de plancha. El espesor de las piezas a trabajar puede variar desde 0,5 a 20 mm y su longitud desde unos centímetros hasta varios metros. La plegadora está constituida por los siguientes elementos: - Bancada: es la pieza de fundición sobre la que se apoya la máquina; está formada por dos montantes laterales en cuello de cisne que son los que soportan el esfuerzo y permiten que se realice el trabajo. - Trancha: es el tablero superior que está formado por una placa metálica vertical, generalmente móvil que lleva incorporada el punzón de plegado. - Mesa: es el tablero inferior que está formado por una placa metálica vertical, generalmente fija sobre la que se apoya la matriz de plegado Los órganos motores: son dos cilindros hidráulicos de doble efecto. - Mandos: pedal, pulsadores o doble mando; es muy común que existan al mismo tiempo varios de ellos ante lo cual existe un selector para elegir el sistema de accionamiento. - Utillajes: como topes de regulación de carrera, topes de posicionamiento del material, consolas y topes eclipsables. (Ver FIGURA B. 15 Plegadora Manual) FIGURA B. 15. Plegadora Manual G. Prensas mecánicas Maquina diseñada o prevista para trasmitir energía desde un motor primario hasta un punto por medios mecánicos, con objeto de trabajar (por ejemplo, conformar o cortar) en el troquel un metal en frío o un material compuesto parcialmente por una parte de metal frío. Está energía puede ser trasmitida por un volante de inercia y un embrague o por medio de un mecanismo de accionamiento directo. (Ver FIGURA B. 16. Partes de la Prensa Mecánica). FIGURA B.16. Partes de la Prensa Mecánica Partes de la Prensa Mecánica - Motor: todas las prensas incorporan un motor eléctrico que transforma la energía eléctrica en energía mecánicas en forma de movimiento de rotación que luego trasformado - no servirá para el trabajo de conformación de la pieza. Pueden incorporar otros motores secundarios para accionar sistema de engrase, para realizar la regulación de forma automática, de ajuste, etc. - Volante de inercia: actúa como un acumulador de energía en forma de energía cinética. Recibe el movimiento del motor por medio de una correa y lo trasmite al eje principal por medio del embrague. Si no dispusiéramos de este elemento la máquina llegaría a pararse. En momentos de grandes esfuerzos es entonces cuando el volante cede parte de su energía y ayuda a la recuperación de la máquina. Este órgano reduce notablemente la potencia del motor eléctrico pudiendo llegar a un 40 o 60 % de la que necesitaría el motor si no existiese el volante. - Conjunto embrague – freno: regula el funcionamiento o paro de toda la cadena cinemática, y como consecuencia el movimiento de la corredera o el carro. EL tipo de embrague más común es el de tipo neumático, aunque también puede ser hidráulico. - Cadena cinemática: trasmite y convierte el movimiento circular del motor en movimiento lineal, aplicándolo al carro o corredera. El conjunto de engranajes, ejes y cojinetes se diseñan utilizando materiales seleccionados, con el fin de garantizar la máxima duración y buen funcionamiento de toda la cadena. - Cilindros equilibradores: tiene como misión equilibrar el peso de la corredera, de la parte superior del troquel, y de todas las partes dotadas de movimiento alternativo. - Carro o corredera: es el conjunto en el cual se posiciona y amarra la parte superior del troquel o matriz. Es un bastidor construido de elementos metálicos convenientemente soldados. Tiene un movimiento ascendente – descendente que se lo transmite la cadena cinemática. La unión de la cadena cinemática con el carro se efectúa a través de una o más bielas que delimitan la longitud de la corredera. El punto de unión entre la bielas y el conjunto portamachos se llama punto de presión. El movimiento ascendente – descendente de la corredera se realiza a través de la guías que van incorporadas en el bastidor, asegurando el perfecto deslizamiento. - Electroválvula de doble cuerpo: es la válvula que comanda el sistema de embrague – freno. Es un elemento de seguridad que asegura un perfecto control del aire comprimido utilizado para evitar que falle el sistema. - Mesa: Es una estructura metálica en la cual se posiciona y se sujeta la parte inferior de la matriz. Hay mesas que forman un conjunto homogéneo con el bastidor de la prensa denominadas entonces mesas fijas y en otros casos estas forman una parte independiente del equipo denominándose mesas móviles, que, por medio de un mecanismo, y a través de unos carriles, se deslizan facilitando el posicionamiento del troquel con la prensa. Estas mesas móviles una vez posicionadas en la prensa son sujetadas por medio de unas uñas accionadas hidráulica o mecánicamente. - Cojín: El cojín es un elemento neumático alojado bajo la mesa que se utiliza para dos posibles funciones: - Controlar el deslizamiento de la pieza durante la operación de embutición o conformado. - Facilitar la expulsión de la chapa una vez embutida o conformada. H. Prensa Hidráulica Manual Las prensas mecánicas son muy similares estructuralmente a las prensas hidráulicas, con la diferencia que estas tienen un mecanismo conformado por vasos comunicantes impulsados por pistones de diferente área que, mediante pequeñas fuerzas, permite obtener otras mayores. Los pistones son llamados pistones de agua, ya que son hidráulicos. Esta máquina está diseñada o prevista para trasmitir energía desde el giro manual de la llave hasta los cilindros hidráulicos, con objeto de trabajar. (Ver FIGURA B. 17. Partes De La Prensa Hidráulica Manual) FIGURA B.17. Partes de la Prensa Hidráulica Manual I. Cizalla La cizalla o guillotina es una máquina utilizada para el corte de piezas metálicas, que se realiza mediante el desplazamiento de la cuchilla móvil sobre la fija coincidiendo las caras de corte; los filos de las cuchillas se disponen paralelamente para el corte de las piezas. Las cizallas están constituidas por los siguientes elementos: - Bancada: pieza de fundición sobre la que se apoya la máquina. - Bastidor: pieza de hierro que se apoya en la bancada y soporta la cuchilla y el pisón. - Mesa: mesa de fundición sobre la que se apoya la chapa a cortar. Cuchilla móvil: pieza de acero unida a la corredera diseñada para cortar el material. Ver FIGURA B. 18. Cizalla) FIGURA B. 188. Cizalla J. Esmeril Los esmeriles sirven para el afilado de las herramientas del taller mecánico, así como para el desbarbado de pequeñas piezas. Llevan dos muelas o dos herramientas abrasivas fijadas en cada extremidad del eje motor. La pieza a amolar es sujetada con la mano apoyando sobre el soporte de pieza. Pueden incorporar discos de púas utilizados normalmente para la limpieza de piezas metálicas o incluso discos de pulido para realizar acabados finales en piezas. Ver FIGURA B. 19 Esmeril) FIGURA B.19. Esmeril K. Soldadura La soldadura es un proceso en donde se realiza la unión de dos materiales, (generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo ambas y pudiendo agregar un material de relleno fundido (metal o plástico), para conseguir un baño de material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión fija. A veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la soldadura Soldadura por arco voltaico: Consisten en transformadores que permiten modificar la corriente de la red de distribución, en una corriente tanto alterna como continua de tensión más baja, ajustando la intensidad necesaria según las características del trabajo a efectuar. (Ver FIGURA B. 20 Soldadura Por Arco Voltaico) FIGURA B. 20. Soldadura por Arco Voltaico Soldadura oxiacetilénica: Esta consiste en la utilización de gases en estado comprimido para llevar a cabo el proceso de soldadura. Por su gran capacidad inflamable, el gas más utilizado es el acetileno que, combinado con el oxígeno, es la base de la soldadura oxiacetilénica y oxicorte, el tipo de soldadura por gas más utilizado. Partes de la soldadura oxiacetilénica - Los manorreductores pueden ser de uno o dos grados de reducción en función del tipo de palanca o membrana. La función que desarrollan es la transformación de la presión de la botella de gas (150 atm) a la presión de trabajo (de 0,1 a 10 atm) de una forma constante. Están situados entre las botellas y los sopletes. - El soplete es el elemento de la instalación que efectúa la mezcla de gases. Pueden ser de alta presión en el que la presión de ambos gases es la misma, o de baja presión en el que el oxígeno (comburente) tiene una presión mayor que el acetileno (combustible). Las partes principales del soplete son las dos conexiones con las mangueras, dos llaves de regulación, el inyector, la cámara de mezcla y la boquilla. - Las válvulas antirretroceso son dispositivos de seguridad instalados en las conducciones y que sólo permiten el paso de gas en un sentido impidiendo, por tanto, que la llama pueda retroceder. Están formadas por una envolvente, un cuerpo metálico, una válvula de retención y una válvula de seguridad contra sobrepresiones. Pueden haber más de una por conducción en función de su longitud y geometría. - Las conducciones sirven para conducir los gases desde las botellas hasta el soplete. Pueden ser rígidas o flexibles. FIGURA B. 9. Soldadura Oxiacetilénica C.-APENDICE C1 FORMATO AST Programa de Inspección de Sitio de Trabajo Fecha: Área del trabajo: Cliente: HOJA DE ANÁLISIS DE SEGURIDAD DEL TRABAJO Fecha Repasado/Re-examinado: Análisis Por: Descripción del tipo de trabajo: Descripción del Trabajo (Tarea específica para realizar): Secuencia Básico: Pasos del Trabajo Peligros Potenciales Recomendados Procedimientos Laborales Seguros Requisitos Adicionales: Comentarios: Aprobado Por Jefe o Supervisor Aceptado Por (Líder de Equipo) Inspector C. 2 FORMATO PETAR Área de Responsabilidad TODAS PROCEDIMIENTO FARMOTO E.I.R.L. PERMISO ESCRITO PARA TRABAJO DE ALTO RIESGO (PETAR) P-COR-SIB-04.10 Versión 01 Pág. 1 de 1 PERMISO ESCRITO PARA TRABAJO DE ALTO RIESGO (PETAR) V-01 ÁREA : -----------------------------------------------LUGAR : -----------------------------------------------FECHA : ----------------------------------------------1. DESCRIPCIÓN DEL TRABAJO: 2. RESPONSABLES DEL TRABAJO: NOMBRE HORA INICIO : ----------------------------------------HORA FINAL : ----------------------------------------NÚMERO : ----------------------------------------- OCUPACIÓN 3. EQUIPO DE PROTECCIÓN REQUERIDO CASCO CON CARRILERA FIRMA INICIO FIRMA TÉRMINO 4. MEDIDAS PREVENTIVAS DE SEGURIDAD ARNÉS DE SEGURIDAD a) MAMELUCO CORREA PARA LAMPARA b) GUANTES DE JEBE MORRAL DE LONA c) BOTAS DE JEBE PROTECTOR DE OIDOS d) RESPIRADOR C/GASES, POLVO e) PROTECTOR VISUAL f) 5. HERRAMIENTAS, EQUIPOS Y MATERIAL: _ 6. PROCEDIMIENTO / PLAN DE TRABAJO: 7. AUTORIZACIÓN (NOMBRE Y FIRMAS) Ingeniero Superior Superintendente de Área/Jefe de Área 8. CROQUIS POR ETAPAS
 0
0
Anuncio
Documentos relacionados

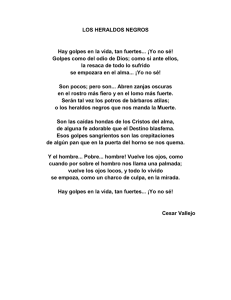
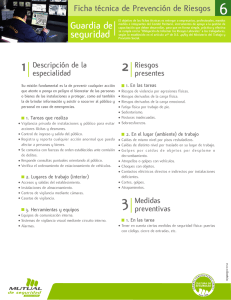
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados