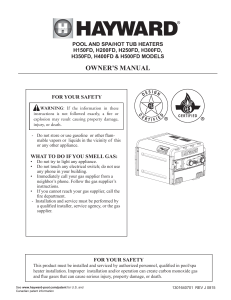
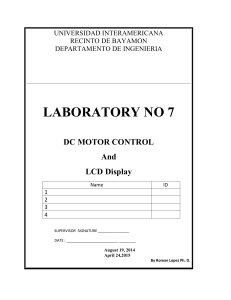
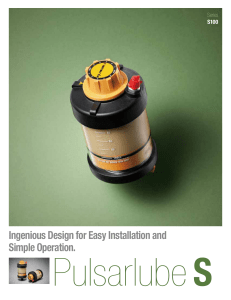
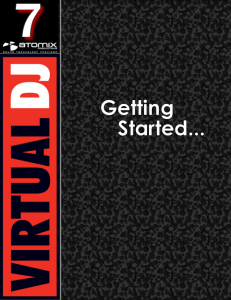
FLC 2000 Series Flo-Line® Cleaners HOW TO USE THIS “e-MANUAL” This electronic version of a Derrick Operating and Maintenance Manual has been prepared in a “pdf” format using Adobe Acrobat. This format allows the user to quickly access data by “clicking” on the yellow highlighted text within this document. NAVIGATIONAL TOOLS A portion of the Menu Bar and associated navigation tools for Adobe® Acrobat is shown below. A brief description of these tools is presented below. Additional information concerning other features and navigational tools is available by selecting “Acrobat Help” or “Adobe on line …..” from the “Help” drop-down menu provided at the top of the screen. Additional Help Available Select image size Move to next page Return to previous page viewed “GO TO” last page of document “GO TO” next page of document “GO TO” previous page of document “GO TO” first page of document Section No. DER00200 Order No. CXXXXXX Effective Date 03 August 15 Page No. 1 of 2 TABLE OF CONTENTS For DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120F-4TA DERRICK DRAWING NUMBER 14496-00 & 14496-00 Certain numbered Sections (i.e.: Section 5, Section 6, etc.) may be excluded from this manual because they do not apply to the equipment configuration supplied on the Order Number indicated above. Section Title Section # Effective Date (YY-MM-DD) Heading Sub-Heading GENERAL INFORMATION ................................................. Section 1 Introduction - FLC 2000 Series Flo-Line Cleaners ............................. DER01000 03-08-15 General Description – FLC-2000 Flo-Line Cleaner ............................ DER01100 03-08-15 Equipment Specifications – FLC 2000-3 & 4 ..................................... DER01200 03-08-15 Services and Utilities Required – FLC 2000-3 & 4 ............................. DER01300 03-08-15 Equipment Handling Procedures – FLC 2000-3 & 4........................... DER01400 03-08-15 SAFETY INFORMATION .................................................... Section 2 Summary of WARNINGS – FLC 2000-3 & 4 ...................................... DER02000 03-08-15 MSDS Forms – FLC 2000-3 & 4 ......................................................... DER02990 03-08-15 INSTALLATION ................................................................... Section 3 Installation Instructions – FLC 2000-3 & 4 .......................................... DER03000 03-08-15 Electrical Installation – FLC 2000-3 & 4.............................................. DER03050 03-08-15 Installation Procedure – Round Desilter Units ................................... DER03800 03-08-15 Installation Procedure – Desander Units (Machine Mounted) ........... DER03900 03-08-15 OPERATION ........................................................................ Section 4 Operating Instructions – FLC 2000-3 & 4 .......................................... DER04000 03-08-15 Principles of Operation for AWD Tilt Control ...................................... DER04100 03-08-15 Section No.DER00200 Page 2 of 2 TABLE OF CONTENTS Effective Date 03 August 15 MAINTENANCE ................................................................... Section 5 Maintenance Procedures ................................................................... DER05000 03-08-15 SCREEN TENSIONING SYSTEMS ..................................... Section 6 Rapid Change Draw Bolt Assemblies ............................................... ® Ramp-Lok Draw Bolt Assemblies .................................................... DER06001 03-08-15 DER06002 03-08-15 VIBRATOR MOTORS .......................................................... Section 7 General Information ........................................................................... DER07000 03-05-02 Mechanical Installation / Removal Procedures ................................. DER07300 03-05-02 Standard Electrical Installation .......................................................... DER07350 03-05-02 Maintenance ...................................................................................... DER07500 03-05-02 Bearing Replacement Procedure (E, EX, SG, SGX) ........................ DER07550 03-05-02 Torque Specifications ........................................................................ DER07595 03-05-02 Troubleshooting ................................................................................. DER07800 03-05-02 DESANDER UNITS ............................................................. Section 9 10” Hydrocyclones for Desander Units ............................................. DER09000 03-08-15 Desander Units (Machine Mounted) ................................................. DER09100 03-08-15 DESILTER UNITS ................................................................ Section 10 4” Hydrocyclones for Desilter Units ................................................... DER10000 03-08-15 Round Desilter Units (Machine Mounted) ......................................... DER10100 03-08-15 DERRICK REFERENCE DRAWINGS ................................. Section 11 Derrick Reference Drawings – FLC 2000-4 ....................................... DER11000 03-08-15 COMPONENT BULLETINS & INSTRUCTIONS ................. Section 12 Component Bulletins & Instructions – FLC 2000-3 & 4...................... DER12000 03-08-15 Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not sufficiently covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Document No. DER01000 Effective Date 03 August 15 Page No. Page 1 of 6 INTRODUCTION to FLC 2000 SERIES FLO-LINEâ CLEANERS FLC 2000 SERIES FLO-LINE® CLEANERS The FLC 2000 Series Flo-Lineâ Cleaners manufactured by the DERRICK CORPORATION are twin-motor, high frequency, linear-motion vibrating screen machines designed for fine particle separation in the drilling industry. The modular design of the equipment allows for versatility in operation. All DERRICKâ equipment is specially coated to meet the most demanding abrasive and corrosive applications. The final design of this equipment is the result of over 50 years experience in the mining, drilling and chemical industries. Several key design features combine to produce the high speed, fine particle separation attainable with the FLC 2000 Series Flo-Lineâ Cleaners. The vibrator motors are attached directly to the screen frame and are positioned over the screening bed. Positioning the motors in this manner maximizes the G-forces produced and transferred directly to the screen surfaces. Float mounts isolate the vibratory motion of the screen frame from the support structure. Screening beds are slightly crowned to allow proper tensioning of the patented screen surfaces manufactured by the DERRICK CORPORATION. This method of screen tensioning increases screen performance and extends the life of the screen. The angle of the screening bed is adjustable between -1° and +5° (3 panel machine) and -1° and +8° (4 panel machine). This combination of features maximizes the fluid handling and solids removal capabilities of the FLC 2000 Series Flo-Lineâ Cleaners. Optional features available with the FLC 2000 Series Flo-Lineâ Cleaners include Desilter and Desander Units, several styles of Feeders for introducing feed slurry, and two basic styles of hoppers for collection of underflow. The addition of these items will increase the versatility and performance of the system. On-going research and development programs continually reaffirm the commitment of the DERRICK CORPORATION to produce the most technologically advanced Vibrating Screen Machine available. INTENDED USE OF EQUIPMENT ® The FLC 2000 Series Flo-Line Cleaner and associated components were designed for removal of drilling solids from drilling fluid. Derrick Corporation does not authorize any other use of this equipment. Persons transporting, installing, commissioning, operating or performing maintenance on this equipment are required to read and understand the instructions provided in this manual. One copy of this manual should be available and accessible where the equipment is located. Document No. DER01000 INTRODUCTION Page 2 of 6 Effective Date 03 August 15 INTENDED USE OF EQUIPMENT (Continued) To insure that the highest level of machine safety and performance is maintained, no additions and/or changes may be made to the equipment without the explicit written permission of Derrick Corporation. Genuine Derrick repair/replacement parts are required. Intended usage of equipment includes compliance with the operating, maintenance and safety instructions provided in this manual. CONTACT INFORMATION CONTACT INFORMATION Location Telephone Facsimile (FAX) Watts E-Mail / Website Derrick Corporation 590 Duke Road Buffalo, New York 14225 USA (716) 683-9010 (716) 683-4991 (800) 990-4362 [email protected] Derrick Equipment Company 15630 Export Plaza Drive Houston, Texas 77032 USA (281) 590-3003 Derrick GmbH & Co. KG Bockhorner Weg 6 29683 Fallingbostel GERMANY +49 5162 98580 www.derrickcorp.com (281) 442-6948 (866) DERRICK [email protected] www.derrickequipment.com +49 5162 985821 ------- [email protected] www.derrickinternational.com INTRODUCTION Effective Date Document No. DER01000 03 August 15 Page 3 of 6 24 / 7 PRODUCT SUPPORT Product support for Derrick products is available 24-hours a day, 7-days a week. Product support includes screen replacement / ordering information, and repair / replacement parts and service for the entire product line. Refer to the Table below for the parts / service center nearest you. For your convenience the sales / service centers are grouped according to state. PARTS / SALES & SERVICE CALIFORNIA Bakersfield, CA Woodland, CA 800-999-2917 530-666-6475 COLORADO Denver, CO 303-592-9250 LOUISIANA Broussard, LA – Sales Broussard, LA – Leasing 877-635-3354 800-234-6153 OKLAHOMA Oklahoma City, OK 800-678-6537 Houston, TX - Sales Houston, TX – Leasing Corpus Christi, TX Midland, TX 281-590-3003 281-209-1300 800-884-6065 915-561-8455 TEXAS WYOMING Casper, WY 307-237-4441 INTERNATIONAL ORDERS: 800-873-3002 Document No. DER01000 Page 4 of 6 INTRODUCTION Effective Date 03 August 15 HIGHLIGHTED INFORMATION Information considered important to safe and effective operation of the equipment is highlighted as illustrated below: Safety Issues: WARNING: PRESENTS INFORMATION CRITICAL TO SAFE OPERATION AND/OR MAINTENANCE OF THE EQUIPMENT. FAILURE TO COMPLY WITH INFORMATION PRESENTED IN THIS FORMAT MAY RESULT IN SERIOUS INJURY AND/OR DEATH OF PERSONNEL, OR MAJOR DAMAGE TO THE EQUIPMENT. THIS STYLE OF HIGHLIGHTED INFORMATION WILL PRECEED THE TASK AND/OR PROCEDURE DEEMED TO BE DANGEROUS TO PERSONNEL AND/OR DETRIMENTAL TO THE EQUIPMENT. General Information: NOTE: Identifies information that will assist operating and maintenance personnel in simplifying tasks and/or procedures, and provides suggestions for maximizing performance of the equipment. INTRODUCTION Effective Date Document No. DER01000 03 August 15 Page 5 of 6 SAFETY INFORMATION The equipment has been designed to safely perform the stated functions of the equipment. It is imperative that all persons responsible for operation and maintenance of this equipment have read and understands all information presented in this manual prior to operating/maintaining the equipment. Section 2 of this manual contains relevant safety information relating to both operation and maintenance of this equipment. Be sure this information is read and understood. DO NOT operate equipment if defective or faulty mechanical or electrical components are detected. HOW TO USE THIS MANUAL DER XX 000 Subsection Number (000 thru 999) Section Number: 01 GENERAL INFORMATION 02 SAFETY 03 INSTALLATION 04 OPERATION 05 MAINTENANCE 06 SCREEN TENSIONING SYSTEMS 07 VIBRATOR MOTORS 08 PUMPS 09 DESANDER UNITS 10 DESILTER UNITS 11 REFERENCE DRAWINGS 12 COMPONENT BULLETINS & INSTRUCTIONS DERRICK Document Document No. DER01000 Page 6 of 6 INTRODUCTION Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Document No. DER01100 C000000 Order No. Effective Date 03 August 15 Page No. 1 of 10 GENERAL DESCRIPTION For DERRICK MODEL NUMBER FLC 2000 SERIES DERRICK DRAWING NUMBER 14495-00 & 14496-00 The FLC 2000ä Series Cleaners (see Figure 1100-1) are available as a 3 or 4-panel, twin-motor, high frequency, linear–motion vibrating screen machine. The basic machine is configured with the AWD (Adjustable While Drilling) feature, with explosion-proof motors, explosion-proof motor starters. Also available are the 10” Cone Desander Unit, the 4” Cyclone Desilter Unit, a variety of Feeders, and various Hopper Assemblies. Collection Pan Desilter Unit (Round) Desander Units (10” Cones) INLET (Desilter) Explosion-proof Motor Starter INLET (Desander) INLET (Box Feeder) AWD Mechanism Standard Hopper DISCHARGE END Box Feeder Product Flow RIGHT HAND Figure 1100-1 Derrickâ FLC 2000 Series Flo-Lineâ Cleaner LEFT HAND Document No.DER01100 GENERAL DESCRIPTION Page 2 of 10 Effective Date 03 August 15 Feed slurry may be introduced into the FLC 2000ä Series Flo-Lineâ Cleaner at any or all of the three inlets (see Figure 1100-1) provided. Inlets are provided for the Desander, Desilter and the Feeder Unit. Solids removed by either the Desander or Desilter then enter a Collection Pan (see Figure 1100-1) that empties into the top of the Feeder Box. Feed slurry may also be introduced directly into Feeder Box. Contents of the Feeder Box discharges onto the screen bed of the FLC 2000ä Flo-Lineâ Cleaner for additional processing. A Standard Hopper attached to the underside of the unit captures liquid underflow that passes through the screening bed. DERRICK MODEL NUMBER The model number displayed on the equipment nameplate is defined below: 2/48-XXX F – X T A AWD Option FLC-2000 Series Number of Panels Oil Field Application Nominal Length of Screening Bed (inches) Nominal Width of Screen Panels (Inches) Number of Motors LEFT & RIGHT HAND DESIGNATION Left and right-hand designations applied to the equipment are determined by standing at the FEED end of the system and facing toward the DISCHARGE end of the unit. The viewer will now be facing in the direction of product flow, and the left and right hand designations of the equipment correspond to that of the viewer. Section No. DER01100 GENERAL DESCRIPTION Effective Date Page 3 of 10 03 August 15 MAJOR COMPONENTS This subsection provides brief descriptions of the major components and accessories that comprise the FLC 2000ä Flo-Lineâ Cleaner. The general arrangement of these components is presented in Figure 11002 below. Desander Unit (Optional) Support Structure Desilter Unit (Optional) Screen Frame AWD (Adjustable While Drilling) Hopper Assembly (Optional) Figure 1100-2 General Arrangement – Major Components Screen Frame The Screen Frame (see Figure 1100-3), together with the Vibrator Motors, and the screen panels that are installed on the bed of the Screen Frame are the heart of the solids separation process. The Screen Frame is mounted between the vertical legs of the Support Structure. The vibrating motion of the Screen Frame is isolated from the surrounding structural members with the eight Float Mounts. Vibrator Motors Float Mounts (8 Places – 2/Corner) Product Flow Figure 1100-3 Screen Frame – FLC 2000 Series Document No.DER01100 GENERAL DESCRIPTION Page 4 of 10 Effective Date 03 August 15 Support Structure The Support Structure (see Figure 1100-4) may be mounted on a customer selected mounting surface or ® may be attached to a Derrick Hopper Assembly. The fixed vertical legs of the AWD Tilt Control Unit attach to the Support Structure, and the movable portion of the AWD Unit attaches to the Screen Frame. This configuration effective raises and lowers the DISCHARGE end of the Screen Frame. Refer to Section 4 of this manual for additional information regarding operation of the AWD system. Additionally, the Support Structure provides the basic mounting structure for such optional equipment as the Desilter and Desander and Feeder, and accommodates mounting of the electrical junction box and motor starters. An optional Hopper may be attached to the underside of the Support Structure to capture underflow from the Screen Panels that are mounted on the Screen Frame. Mounting Holes – Float Mounts (16 Places – 4/Corner) Front Lifting Lugs (1/side) Rear Lifting Lugs (1/side) Product Flow Figure 1100-4 Support Structure – FLC 2000 Series Section No. DER01100 GENERAL DESCRIPTION Effective Date Page 5 of 10 03 August 15 Hopper Assembly The Hopper Assembly (see Figures 1100-5 and 1100-6) attaches to the underside of the Structural Frame and is positioned below the Screen Frame to capture underflow from the screen panels and serve as the base for the machine. Two sizes of Hopper Assemblies are available for the 4-panel FLC 2000ä Flo-Lineâ Cleaner: the Standard Capacity (5 barrels) Hopper and the Extra Capacity (10 barrels) Hopper. Refer to the General Arrangement drawing provided in Section 11 of this manual for dimensions. Standard Capacity Hopper The Standard Capacity Hopper may be configured for use with standard feeders or with bypass feeders. The basic hopper has rectangular drainage cutouts provided on both the left and right side of the hopper, and a removable panel on the rear surface of the hopper. The drainage cutouts accommodate customer supplied drainage ducts for recovery of the drilling fluid. With the rear removable panel in position, the hopper is configured for operation with standard feeders. Removing the rear panel allows the hopper to be used with bypass style feeders. Removable Panel (for Bypass Operation) Drainage Cutouts (1 Left / 1 Right) Product Flow Figure 1100-5 Standard Capacity Hopper Assembly – FLC 2000 Series Extra Capacity Hopper (4-Panel Machines ONLY) The Extra Capacity Hopper (see Figure 1100-6) holds approximately 10-barrels of liquid and is available ® with either center or rear discharge pipes with Victaulic grooves. Refer to the General Arrangement drawing provided in Section 11 of this manual for dimensions. Product Flow Product Flow Figure 1100-6 Extra Capacity Hopper Assembly – FLC 2000 – 4 Panel ONLY Document No.DER01100 Page 6 of 10 GENERAL DESCRIPTION Effective Date 03 August 15 FEEDER ASSEMBLIES Several styles of Feeders [see Figures 1100-7(a) thru 1107(e)] are available for use with the 3 & 4-panel ® FLC-2000 Flo-Line Cleaners. A brief description of each is also presented. Box Feeder The standard Box Feeder is available for use when neither Desilter nor Desander Units are used. Pipe targets are provided on the rear surface of the Feeder Box for locating customer feed connections. Figure 1107(a) Box Feeder Box Feeder – Top Access The Box Feeder with top access is available for use with Desilter / Desander Units used in conjunction with a Collection Pan. Pipe targets are also provided on the rear surface of the Feeder Box for locating additional customer feed connections. Figure 1107(b) Box Feeder – Top Access Weir Feeder The standard Weir Feeder is positioned behind the machine as shown, and is available for use with machines that may or may not be mounted on a Hopper. Pipe targets are provided on both sides and the rear of the Feeder Box for locating customer feed connections. Figure 1107(c) Weir Feeder Section No. DER01100 GENERAL DESCRIPTION Effective Date Page 7 of 10 03 August 15 Bypass Weir – Standard Height The Bypass Weir is used in conjunction with machines fitted with a Hopper. Operating the Bypass Handle discontinues the flow of slurry over the screen panels and diverts flow to the Hopper. Pipe targets are provided on both sides of the Feeder Box to accommodate customer feed connections. Bypass Handle 30 (762) Figure 1107(d) Bypass Weir – Low Weir Height The Bypass Weir is used in conjunction with machines fitted with a Hopper. Operating the Bypass Handle discontinues the flow of slurry over the screen panels and diverts flow to the Hopper. Pipe targets are provided on both sides of the Feeder Box to accommodate customer feed connections. Bypass Weir – Standard Weir Height Bypass Handle 25 (635) This configuration is available for 3-panel machines ONLY. Figure 1107(e) Bypass Weir – Low Weir Height (3-Panel ONLY) Document No.DER01100 Page 8 of 10 GENERAL DESCRIPTION Effective Date 03 August 15 DESANDER UNITS The machine mounted Desander Unit (see Figure 1100-8) can accommodate a maximum of three (3) 10” hydrocyclones (cones). The Desander Unit has a common Feed and Discharge manifold to which the cones are attached. The cones are designed for removal of solids (40 – 100 microns) from the drilling fluid (mud). Each cone can accommodate a nominal flow rate of 500 GPM at 75 feet of head. Desander Units are used in conjunction with a Collection Pan that captures the solids discharge from the cones and directs these solids to a Feeder. See Section 9 of this manual for additional information concerning Desander Units. Discharge Manifold Desander Cones (Hydrocyclones) Pressure Gauge Feed Manifold Figure 1100-8 Desander Unit – Machine Mounted Support Frame GENERAL DESCRIPTION Effective Date Section No. DER01100 03 August 15 Page 9 of 10 DESILTER UNITS The round machine mounted Desilter Unit (see Figure 1100-9) can accommodate up to twenty (20) 4” hydrocyclones (cones). The 4” cones are designed for removal of solids (10-74 micron range) from drilling fluid (mud). When larger solids (40 micron and larger) are expected in the drilling fluid, the drilling fluid should first be processed through a Desander or similar equipment for removal of oversize particles. Each 4” cone has a nominal flow rate of 50 GPM at 75 feet of head. Desilter Units are used in conjunction with a Collection Pan that captures the solids discharge from the cones and directs these solids to a Feeder. See Section 10 of this manual for additional information concerning Desilter Units. Figure 1100-9 Round Desilter Unit – Machine Mounted Document No.DER01100 Page 10 of 10 GENERAL DESCRIPTION Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Document No. Order No. Effective Date DER01200 C000000 03 August 15 Page No. 1 of 8 EQUIPMENT SPECIFICATIONS For DERRICK MODEL NUMBER(S) 2/48-90F-3TA & 2/48-120F-4TA DERRICK DRAWING NUMBER(S) 14495-00 and 14496-00 Equipment specifications presented in this section are for the 3 and 4-panel FLC 2000ä Series Cleaners defined by the DERRICK Model Number(s) and Drawing Number(s) indicated above. The FLC 2000ä Series Cleaner may be configured as a 3 or 4-panel, twin-motor, high frequency, linear–motion vibrating screen machine. The basic machine has the AWD (Adjustable While Drilling) feature, choice of either explosion-proof or non explosion-proof motors with motor starters. Optionally available equipment includes 10” Cone Desander Units with Intermediate Support Frame, and a Cyclone Desilter Unit with up to 20 individual hydrocyclones. Also available are standard hoppers, and a variety of Box Feeders. FLC 2000ä Series Flo-Lineâ Cleaner Overall Dimensions Refer to the General Arrangement drawing provided in Section 11 of this manual. Weights Refer to the General Arrangement drawing provided in Section 11 of this manual. Screen Panels: Panel Size (Nominal) Screen Tensioning System: Rapid Change Bolt Assembly Part Number Assemblies / Screen Panel Total Assemblies Required 48 inches X 30 inches (1219 mm X 762 mm) Refer to Section 6 of this manual for complete descriptions of both styles of Screen Tensioning Systems. 12048-00 (8) Eight (24) Twenty-four – (3-panel machine) (32) Thirty-two – (4-panel machine) – OR – ® Ramp-Lok Bolt Assembly Part Number Assemblies / Screen Panel Total Assemblies Required 9744-00 (8) Eight (24) Twenty-four – (3-panel machine) (32) Thirty-two – (4-panel machine) Document No. DER01200 EQUIPMENT SPECIFICATIONS Page 2 of 8 Effective Date 03 August 15 FLC 2000ä Series Flo-Lineâ Cleaner - (Continued) 1 Motors : ® DERRICK Vibrator Motors used on FLC 2000ä Series Cleaners are TENV (Totally Enclosed Non- Ventilated) and are rated for continuous duty. For specific information regarding operating voltage, speed (RPM), horsepower, etc., refer to the data plate affixed to the motor case. Refer to Section 7 of this manual for additional information. Motor Weight – Each (Approx.) 290 lbs. (132 Kg) / Motor CONE DESANDER General Description The machine mounted Desander Unit consists of one FEED and one DISCHARGE pipe configured to accept a maximum of three 10” polyurethane hydrocyclones (cones). Slurry enters the FEED pipe and is equally distributed to the cones. Liquid exiting the cones enters the DISCHARGE pipe for removal. The unit attaches to both the support structure of the FLC2000ä Flo-Lineâ Cleaner and the collection pan of the Desilter Unit. Reference Drawing 12945-00-001 Cones / Assembly - (Max.) (3) Three Mounting Style Front Mount Physical Characteristics (Cones) Part Number Cone Size Material Composition Apex Diameter 6066-51 10-inch Polyurethane 1.25 inch (31.8 mm) Operating Characteristics Maximum Flow Rate / Cone Separation Size Recommended Operating Pressure Head 1 500 GPM (1893 LPM) 40 – 100 microns 75 Feet of Head (Head, Feet) Refer to Section 7 of this manual for additional information. EQUIPMENT SPECIFICATIONS Effective Date Document No. DER01200 03 August 15 Page 3 of 8 Connections Cone Inlet/Outlet 5-inch Victaulic FEED Manifold Pipe 8-inch (203 mm) w/Victaulic Grooves ® (both ends) Feed slurry may be introduced into either end of the FEED manifold; opposite end ® of manifold must be capped using one 8 inch Victaulic cap (P/N: VIC-8-60) and ® one Victaulic coupling (P/N: VIC-8-75). DISCHARGE Manifold Pipe ® 10-inch (254 mm), Schedule 80 w/Victaulic Groove (one end only) 1 Liquid is discharged from left-hand side of the DISCHARGE manifold only; opposite end of manifold is permanently sealed. Unit Weight (Approximate) 1050 lbs. (478 Kg) CYCLONE DESILTER General Description The Cyclone Desilter Unit consists of a round dualchamber cyclone cluster that accepts a maximum of twenty 4” polyurethane hydrocyclones (cones). Slurry feed is introduced into the top chamber of the cyclone cluster and is equally distributed to the inlet ports of the installed cones. Liquid discharged from the cones is directed into the lower chamber of the cyclone cluster for removal. The Desilter Unit is used in conjunction with a Collection Pan that attaches to the support structure of the FLC2000ä Flo-Lineâ Cleaner, and supports the Desilter Unit. Solids removed by the cones are discharged into a Collection Pan that empties into a Feeder. Reference Drawing 13245-00 (See Section 11 for drawing) Cones / Assembly (Max.) (20) Twenty Mounting Style Round Cluster - Machine Mounted Physical Characteristics (Cones) Part Number Cone Size Material Composition 11234-00 (See Section 11 for drawing) 4-inch Polyurethane Document No. DER01200 EQUIPMENT SPECIFICATIONS Page 4 of 8 Effective Date 03 August 15 CYCLONE DESILTER – (Continued) Operating Characteristics Maximum Flow Rate / Cone Separation Size Recommended Operating Pressure Head 50 GPM (189 LPM) 10 – 74 microns 75 Feet of Head (Head, Feet) Connections Cone Inlet/Outlet Inlet – Cyclone Cluster Outlets - Cyclone Cluster ® 2 inch with Victaulic Groove ® 8 inch with Victaulic Groove ® 8 inch (203 mm), Schedule 80 w/Victaulic Grooves (both ends) Liquid discharge may be removed from either of the two Outlet pipes of the Cyclone Cluster; The Cyclone Cluster Outlet pipe not being used must be capped using one 8 inch Victaulic cap (P/N: VIC-8-60) and one Victaulic coupling (P/N: VIC-8-75). Unit Weight (20-Cones) 1800 lbs. (818 Kg) Collection Pan Dimensions Outlet Pipes Main Drain (Bottom) Bypass Drain (Side) Unit Weight (Approximate) Length Width 82 inches 2083 mm 77 inches 1956 mm 8 inch (203 mm) w/Victaulic Grooves 8 inch (203 mm) w/Victaulic Grooves 800 lbs. (364 Kg) AWD OPTION General Description The AWD (Adjustable While Drilling) option allows the discharge end of the screening bed of the FLC2000ä FloLineâ Cleaner to be raised or lowered while in operation. The unit consists of two stationary uprights connected by the upper cross tube, and a movable section consisting of two slide-tube assemblies connected by the lower cross tube. Float mounts connect the screen frame to the movable portion of the AWD assembly. The fixed end of a hydraulic cylinder is attached to the stationary upper cross tube, and the rod end of the cylinder is attached to the movable lower cross tube. Operating the cylinder with a manually operated hydraulic hand pump extends or retracts the cylinder to raise or lower the screen frame. EQUIPMENT SPECIFICATIONS Effective Date Document No. DER01200 03 August 15 Page 5 of 8 Reference Drawing 3-Panel Machine 7606-00-013 (See Section 11 for drawing) 4-Panel Machine 9921-00-011 (See Section 11 for drawing) Adjustable Range 3-Panel Machine -1° thru +5° inclusively (1° increments) 4-Panel Machine -1° thru +8° inclusively (1° increments) Unit Weight (Approximate) 350 lbs. (160 Kg) FEEDER UNITS A variety of Feeder Units are available for use with the FLC2000ä Flo-Lineâ Cleaners. Specifications for each type of Feeder Unit are presented below. Box Feeder - Plain General Description The Box Feeder attaches to the feed end of the FLC2000ä Flo-Lineâ Cleaner to evenly distribute the feed slurry onto the screen bed. Usage FLC2000ä Flo-Lineâ Cleaners (3 and 4-panel) without Collection Pan. Inlet Connection NONE – Pipe targets provided Reference Drawing 13289-01-001 (See Section 11 for drawing) Unit Weight (Approximate) 350 lbs. (160 Kg) Box Feeder – Top Access General Description The Top Access Box Feeder is a weir-type feeder that attaches to the feed end of the FLC2000ä Flo-Lineâ Cleaner to evenly distribute the feed slurry onto the screen bed. An inlet port on the top surface of the Feeder accepts discharge from the Collection Pan used in conjunction with Desander and Desilter Units. Usage FLC2000ä Flo-Lineâ Cleaners (3 and 4-panel) with Collection Pan. Inlet Connection 10” Schedule 40 Pipe (Top Surface), Pipe Targets are also provided Reference Drawing 13289-02-001 (See Section 11 for drawing) Unit Weight (Approximate) 350 lbs. (160 Kg) Document No. DER01200 EQUIPMENT SPECIFICATIONS Page 6 of 8 Effective Date 03 August 15 FEEDER UNITS – (Continued) Weir Feeder General Description The Weir Feeder is positioned behind the feed end of the FLC2000ä Flo-Lineâ Cleaner to evenly distribute the feed slurry onto the screen bed. An integral bracket at the bottom of the Feeder attaches to the Hopper Assembly. Usage FLC2000ä Flo-Lineâ Cleaners (3 and 4-panel) with a Hopper. Inlet Connection NONE – Pipe targets provided Drain Connection 4” pipe w / Victaulic grooves provided on underside of Feeder Box. Reference Drawing 14630-00 (See Section 11 for drawing) Unit Weight (Approximate) 600 lbs. (273 Kg) ® Bypass Weir Feeder General Description The Bypass Weir Feeder is positioned behind the feed end of the FLC2000ä Flo-Lineâ Cleaner to evenly distribute the feed slurry onto the screen bed. Two support legs are attached to the underside of the Feeder to support the weight and a discharge flange attaches to the Hopper Assembly. Operating the bypass handle discontinues the flow of slurry over the screen panels and diverts the flow to the Hopper Assembly. Weir Height 30 inches (762 mm) Usage FLC2000ä Flo-Lineâ Cleaners (3 and 4-panel) with a Bypass configured Hopper. Inlet Connection NONE – Pipe targets provided Reference Drawing 3-Panel 13893-02-004 (See Section 11 for drawing) 4-Panel 13893-01-004 (See Section 11 for drawing) Unit Weight (Approximate) 800 lbs. (364 Kg) EQUIPMENT SPECIFICATIONS Effective Date Document No. DER01200 03 August 15 Page 7 of 8 Bypass Weir Feeder - Low Weir Height General Description The Low Weir Height Bypass Weir Feeder is positioned behind the feed end of the FLC2000ä Flo-Lineâ Cleaner to evenly distribute the feed slurry onto the screen bed. Two support legs are attached to the underside of the Feeder to support the weight and a discharge flange attaches to the Hopper Assembly. Operating the bypass handle discontinues the flow of slurry over the screen panels and diverts the flow to the Hopper Assembly. Weir Height 25 inches (635 mm) Usage FLC2000ä Flo-Lineâ Cleaners (3-panel ONLY) with a Bypass configured Hopper. Inlet Connection NONE – Pipe targets provided Reference Drawing 13893-27-004 (See Section 11 for drawing) Unit Weight (Approximate) 800 lbs. (364 Kg) HOPPER ASSEMBLIES The Hopper is a box-like receptacle positioned beneath the support frame of the FLC2000ä Flo-Lineâ Cleaner to capture the liquid underflow that passes through the screen beds. Due to the difference in length of the screening bed and capacities of the equipment, different Hopper Assemblies are available for both the 3 and 4-panel FLC2000ä Flo-Lineâ Cleaners. Refer to Section DER01100 for complete descriptions of the Hopper Assemblies, and to Section 11 for applicable Derrick drawings. 3-Panel Machines Reference Drawing Standard Hopper 13242-02-002 Bypass Hopper 13242-01-002 Height 9.75 inches (4.4 mm) Capacity (Approximate) 3-Barrels Unit Weight (Approximate) 1100 lbs. (500 Kg) Document No. DER01200 EQUIPMENT SPECIFICATIONS Page 8 of 8 Effective Date 03 August 15 HOPPER ASSEMBLIES –(Continued) 4-Panel Machines Standard Hopper Assemblies: Reference Drawing Standard Hopper 13262-01-002 Bypass Hopper 13262-00-002 Height 9.75 inches (248 mm) Capacity (Approximate) 5-Barrels Unit Weight (Approximate) 2600 lbs. (710 Kg) Extra Capacity Hopper Assemblies: Reference Drawing Side-Center Discharge 13263-00-002 Side-Rear Discharge 13262-00-003 Height 25 inches (635 mm) Capacity (Approximate) 10-Barrels Unit Weight (Approximate) 2600 lbs. (710 Kg) Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION Section No. DER01300 Effective Date 03 August 15 Page No. 1 of 2 SERVICES & UTILITIES REQUIRED For DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120F-4TA DERRICK DRAWING NUMBER 14495-00 & 14496-00 To fully appreciate the capabilities or your DERRICK equipment and to achieve optimum performance, the following services and utilities must be available at the installation site. NOTE Pressures, services, etc., specified in this section of the manual must be measured and available at the equipment site, NOT values measured at a remote location. ELECTRICAL POWER Primary Electrical Service Refer to voltage label affixed to side of machine in close proximity to the Power Supply Junction Box. - ALSORefer to the data plate affixed to the motor cases to verify voltage requirements. WARNING! VIBRATOR MOTORS USED ON DERRICK EQUIPMENT MUST BE OPERATED AT THE SUPPLY VOLTAGE AND FREQUENCY FOR WHICH THEY WERE DESIGNED. Section No. DER01300 SERVICES & UTILITIES REQUIRED Page 2 of 2 Effective Date 03 August 15 REQUIRED SERVICES The user is required to supply a pump and/or gravity feed system capable of delivering the feed rates and pressures indicated below. Values presented below are flow requirements per machine. Actual flow rates will depend on pump output, mud weight (expressed in ppg1), size of particulate being processed, rate of penetration (ROP), and mesh of the screen panels installed. Average flow rates that may be expected are presented below. Average Flow (Process) Rate: Average Process Flow Rates (FLC 2000 Machines) Number of Panels Process Rate Mud Weight 3 500-600 GPM 9-10 ppg 140 4 900 GPM 9-10 ppg 140 Screen Mesh Desilter / Desander Flow Requirements DESANDER UNIT DESILTER UNIT (Machine- Mounted) (Round Cluster, Machine-Mounted) No. of Cones Flow Rate Required (@ 500 GPM / Cone) No. of Cones Flow Rate Required (@ 50 GPM / Cone) 1 500 GPM 14 700 GPM 2 1000 GPM 16 800 GPM 3 1500 GPM 20 1000 GPM Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION 1 Ppg = pounds per gallon. Document No. DER01400 Effective Date 03 August 15 Page No. 1 of 4 EQUIPMENT HANDLING PROCEDURES For DERRICK MODEL NUMBER FLC 2000 SERIES (3 & 4-PANEL) DERRICK DRAWING NUMBER 14495-00 & 14496-00 RECEIVING THE EQUIPMENT Immediately upon receipt of the Derrick equipment, examine contents for damaged and/or missing components. All equipment is sold FOB Derrick Corporation, Buffalo, New York. The Transportation Company signed a Bill of Lading at the time of shipment to indicate that all items were present and accounted for, and all items were in good condition at the time of shipment. The Transportation Company assumes responsibility for the equipment from that point forward. For proper handling of your claim, immediately report any loss or damage to the Transportation Company. For material shortages not appearing on the Bill of Lading or for discrepancies between material ordered and material received, immediately notify the Derrick Corporation. MOVING/POSITIONING THE EQUIPMENT Most FLC 2000ä Series Cleaner Systems are shipped fully assembled1 (less screen panels, Desilter Units and Desander Units) and are mounted on a shipping skid. A label indicating the weight of the unit was affixed to the equipment. Additional information regarding total system weight and weights of individual components (i.e.: Desilter, Desander, etc.) are also provided in Section DER01200 of this manual. WARNING! WHEN USING AN OVERHEAD LIFTING DEVICE, USE ALL FOUR LIFT POINTS PROVIDED ON THE EQUIPMENT. WARNING! USE SPREADER BARS TO PREVENT DAMAGE WHEN LIFTING THE EQUIPMENT. WARNING! DO NOT LIFT UNIT BY ATTACHING SLINGS TO TUBULAR SUPPORTS OR THE VIBRATOR MOTORS. USE LABELLED LIFT POINTS PROVIDED. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. WARNING! DO NOT REMOVE ORANGE SHIPPING BRACKETS UNTIL EQUIPMENT HAS BEEN POSITIONED AT FINAL INSTALLATION SITE. 1 Units may have been partially disassembled to comply with shipping restrictions. Document No. DER01400 EQUIPMENT HANDLING PROCEDURES Page 2 of 4 Effective Date 03 August 15 While the FLC 2000 machine is still mounted on the shipping skid, the unit may be transported on the ground using a forklift. After the machine is removed from the shipping skid, an overhead-lifting device is required. Four lifting points (see Figures 1400-1 and 1400-2) are attached to the lower outside corners of the equipment to allow attachment of an overhead-lifting device. Lifting points are labeled “LIFT HERE ONLY”. DO NOT attempt lifting equipment by attaching slings, or similar lifting aids, to the vibrator motors, or other non-designated portions of the unit. Use of spreader bars are recommended. Lifting Hook Sling (Typ. 4 Places) Spreader Bars Standard Hopper Four (4) Lift Points: (2) Nearside (2) Farside Figure 1400-1 Lift Point Locations – FLC 2000 Series – 3 & 4-Panel Machine (Std. Hopper) Four (4) Lift Points: (2) Rear (2) Front ® Figure 1400-2 Lift Point Locations – FLC 2000 Flo-Line Cleaner – 4-Panel Machine (Large Capacity Hopper) EQUIPMENT HANDLING PROCEDURES Effective Date Section No. DER01400 03 August 15 Page 3 of 4 EQUIPMENT STORAGE Derrick Corporation manufactures rugged weather resistant equipment. However, the following storage instructions must be observed to maximize the life of your equipment and to maintain any written or implied warranty provided by the manufacturer. WARNING! MOTOR DAMAGE MAY OCCUR IF OUT OF SERVICE MOTORS ARE STORED IN ENVIRONMENTS WITH EXCESSIVE (GREATER THAN 50% RELATIVE HUMIDITY) MOISTURE. If equipment will not immediately be installed, the equipment should be stored in a dry environment (50% relative humidity or less). A dry environment is of paramount importance when storing motors of any type. New Vibrator Motors When storing a new vibrator (motor) for any length of time, the first consideration should be location. Spare vibrators and vibrators not going into immediate service should be stored in a clean, dry and warm location (50% relative humidity or less). The storage location should be one that does not undergo severe changes in temperature over a 24-hour period. Guarding against moisture is of paramount importance when storing vibrators of any type. Used Vibrator Motors Before storing vibrators that have been in service, run unit for approximately one hour thus allowing the unit to heat up and dissipate any internal moisture. Shut down unit and allow time for vibrator to cool. Follow the procedures listed for covering unit based on location. All applicable electrical Lock Out and Tag Out rules must be observed. Periodically use a Megohmmeter to insure integrity of winding insulation. Record Megohmmeter readings; immediately investigate any significant decrease in insulation resistance. Open Machines Open machines (Screening machines with product exposed to the environment) should be covered with a tarpaulin (tarp). If unit is stored outdoors, use a UV- resistant tarp, or UV-resistant shrink-wrap. Install vents when using shrink-wrap. Attach Operating and Maintenance manuals (in sealed plastic) to unit. Closed Machines Closed machines (Screening machines with product NOT exposed to the environment) should have flanges (i.e.: Feeder, Desilter and Desander units) capped. If unit is stored outdoors, use a UV- resistant tarp, or UV-resistant shrink-wrap to prevent premature deterioration of seals and gaskets. Install vents when using shrink-wrap. Attach Operating and Maintenance manuals (in sealed plastic) to unit. Document No. DER01400 Page 4 of 4 EQUIPMENT HANDLING PROCEDURES Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER02000 Effective Date 03 August 15 Page No. 1 of 4 SUMMARY OF WARNINGS For DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120-4TA DERRICK DRAWING NUMBER 14495-00 & 14496-00 This section of the manual contains a summary of WARNINGS presented throughout this document. The WARNINGS are grouped according to the categories presented below. · PPE (Personal Protection Equipment) · Electrical Hazards · Equipment Handling · Storage · Operation · Maintenance PPE (PERSONAL PROTECTION EQUIPMENT) WARNING! HEARING PROTECTION MUST BE WORN AT ALL TIMES WHEN EQUIPMENT IS IN OPERATION. EXTENDED EXPOSURE TO ELEVATED DECIBLE LEVELS MAY PERMANENTLY DAMAGE A PERSON’S HEARING. Section No. DER02000 Page 2 of 4 SUMMARY OF WARNINGS Effective Date 03 August 15 ELECTRICAL HAZARDS WARNING! ALL DERRICK VIBRATORS MUST BE INSTALLED AND GROUNDED IN ACCORDANCE WITH ALL LOCAL AND NATIONAL ELECTRICAL CODES. WARNING! TO AVOID SERIOUS PERSONAL INJURY BE SURE EQUIPMENT IS LOCKED OUT, TAGGED OUT AND DE-ENERGIZED PRIOR TO PERFORMING MAINTENANCE AND/OR ADJUSTMENTS. WARNING: VIBRATOR MOTORS USED ON THE FLC 2000 SERIES FLO-LINE CLEANER SYSTEM ARE NOT DUAL WOUND DEVICES AND MUST BE OPERATED AT THE SUPPLY VOLTAGE FOR WHICH THEY WERE DESIGNED. WARNING! HIGH VOLTAGE MAY BE PRESENT. BE SURE FUSED DISCONNECT SUPPLYING ELECTRICAL POWER TO THIS EQUIPMENT IS OPEN. LOCK-OUT AND TAG-OUT POWER SUPPLY TO PREVENT ACCIDENTAL APPLICATION OF POWER WHILE MAINTENANCE AND/OR ADJUSTMENTS ARE IN PROGRESS. WARNING! ELECTRICAL CONNECTIONS MUST BE IN ACCORDANCE WITH NATIONAL ELECTRICAL CODES (NEC), AND APPLICABLE LOCAL CODES. FAILURE TO COMPLY MAY RESULT IN AN UNSAFE CONDITION THAT COULD INJURE PERSONNEL OR DAMAGE EQUIPMENT. ENSURE ALL ELECTRICAL AND CONDUIT CONNECTIONS ARE SECURE. EQUIPMENT HANDLING WARNING! USE SPREADER BARS TO PREVENT DAMAGE WHEN LIFTING THE EQUIPMENT. WARNING! DO NOT LIFT UNIT BY ATTACHING SLINGS TO TUBULAR SUPPORTS OR TO VIBRATOR MOTORS. ONLY USE LABELLED LIFT POINTS PROVIDED. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. WARNING! DO NOT REMOVE ORANGE SHIPPING BRACKETS UNTIL EQUIPMENT HAS BEEN POSITIONED AT FINAL INSTALLATION SITE. WARNING! WHEN USING AN OVERHEAD LIFTING DEVICE, USE ALL FOUR LIFT POINTS PROVIDED ON THE EQUIPMENT. WARNING! USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. SUMMARY OF WARNINGS Effective Date 03 August 15 Section No. DER02000 Page 3 of 4 OPERATION WARNING! DO NOT START VIBRATOR MOTORS WITH SHIPPING BRACKETS INSTALLED. SEE INSTALLATION INSTRUCTIONS FOR SHIPPING BRACKET REMOVAL. WARNING! BE SURE ALL PERSONNEL ARE CLEAR OF EQUIPMENT BEFORE ADJUSTING ANGLE OF SCREEN BED. WARNING! TO AVOID PERSONAL INJURY, KEEP HANDS AND FEET CLEAR OF GAP BETWEEN SUPPORT STRUCTURE AND SCREEN FRAME WHEN ADJUSTING ANGLE OF SCREEN BED. WARNING! DO NOT TOUCH MOTOR HOUSING DURING OR IMMEDIATELY AFTER MOTORS HAVE BEEN IN OPERATION. SURFACE TEMPERATURES IN EXCESS OF 140°F MAY CAUSE TISSUE DAMAGE WHEN SKIN CONTACTS A HEATED SURFACE. WARNING! ALL OPERATING AND MAINTENANCE PERSONNEL MUST READ AND UNDERSTAND ALL SAFETY INFORMATION PRESENTED IN THIS MANUAL BEFORE INTERFACING WITH THE EQUIPMENT. MAINTENANCE WARNING! DO NOT TOUCH MOTOR HOUSING DURING OR IMMEDIATELY AFTER MOTORS HAVE BEEN IN OPERATION. SURFACE TEMPERATURES IN EXCESS OF 140°F MAY CAUSE TISSUE DAMAGE WHEN SKIN CONTACTS A HEATED SURFACE. WARNING! HIGH VOLTAGE MAY BE PRESENT. BE SURE FUSED DISCONNECT SUPPLYING ELECTRICAL POWER TO THIS EQUIPMENT IS OPEN. LOCK-OUT AND TAG-OUT POWER SUPPLY TO PREVENT ACCIDENTAL APPLICATION OF POWER WHILE MAINTENANCE AND/OR ADJUSTMENTS ARE IN PROGRESS. WARNING: VIBRATOR MOTORS USED ON THE FLC 2000 SERIES FLO-LINE CLEANER SYSTEM ARE NOT DUAL WOUND DEVICES AND MUST BE OPERATED AT THE SUPPLY VOLTAGE FOR WHICH THEY WERE DESIGNED. Section No. DER02000 Page 4 of 4 SUMMARY OF WARNINGS Effective Date 03 August 15 STORAGE WARNING! MOTOR DAMAGE MAY OCCUR IF OUT OF SERVICE MOTORS ARE STORED IN ENVIRONMENTS WITH EXCESSIVE (GREATER THAN 50% RELATIVE HUMIDITY) MOISTURE. NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER02990 Effective Date 03 August 15 Page No. 1 of 2 MSDS FORMS For DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120F-4TA DERRICK DRAWING NUMBER 14495-00 & 14496-00 GENERAL MSDS forms are provided for the benefit of personnel working on or with DERRICK CORPORATION equipment. These forms advise of any possible hazards that may be associated with specific materials used in the construction and assembly of this equipment. The forms provide information regarding emergency first aid procedures, special precautions that must be taken, etc. In addition, each MSDS form has an emergency telephone number that may be called for additional information regarding materials and procedures. MSDS forms included in this section were prepared by the manufacturers of these items; accuracy of information presented in those forms is the sole responsibility of the manufacturer for that specific product. MATERIAL DESCRIPTION AND/OR LOCATION MSDS FORM No. / Date Paints and Powder Coatings Urethane Gloss Enamel – Shaker DEV-GRU-001 / 08-09-02 Primer - Shaker DEV-PRM-001 / 10-12-01 Beige Polyester – Motor SUN-BGE-001 / 10-30-02 Lubricants and Sealants Grease - Motor MOB-SHC-001 / 1966 Anti-seize Compound LOC-ASC-001 / 11-04-02 Hydraulic Fluid GST Oil CHE-GST-001 / 11-08-00 Section No. DER02990 Page 2 of 2 MSDS FORMS Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered sufficiently by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Derrick Reference No.: DEV-GRU-001 Page 1 of 4 Derrick Reference No.: Page 2 of 4 DEV-GRU-001 Derrick Reference No.: DEV-GRU-001 Page 3 of 4 Derrick Reference No.: Page 4 of 4 DEV-GRU-001 Derrick Reference No.: DEV-PRM-001 Page 1 of 4 Derrick Reference No.: DEV-PRM-001 Page 2 of 4 Derrick Reference No.: DEV-PRM-001 Page 3 of 4 Derrick Reference No.: DEV-PRM-001 Page 4 of 4 Derrick Reference No.: SUN-BGE-001 Page 1 of 4 SUN-BGE-001 Page 2 of 4 SUN-BGE-001 Page 3 of 4 SUN-BGE-001 Page 4 of 4 Derrick Reference No.: MOB-SHC-001 Page 1 of 8 MOB-SHC-001 Page 2 of 8 MOB-SHC-001 Page 3 of 8 MOB-SHC-001 Page 4 of 8 MOB-SHC-001 Page 5 of 8 MOB-SHC-001 Page 6 of 8 MOB-SHC-001 Page 7 of 8 MOB-SHC-001 Page 8 of 8 Derrick Reference No.: LOC-ASC-001 Page 1 of 6 LOC- ASC -001 Page 2 of 6 LOC- ASC -001 Page 3 of 6 LOC- ASC -001 Page 4 of 6 LOC- ASC -001 Page 5 of 6 LOC- ASC -001 Page 6 of 6 Derrick Reference No.: CHE-GST-001 Page 1 of 8 CHE-GST-001 Page 2 of 8 CHE-GST-001 Page 3 of 8 CHE-GST-001 Page 4 of 8 CHE-GST-001 Page 5 of 8 CHE-GST-001 Page 6 of 8 CHE-GST-001 Page 7 of 8 CHE-GST-001 Page 8 of 8 Section No. DER03000 Effective Date 03 August 15 Page 1 of 16 INSTALLATION INSTRUCTIONS For DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120F-4TA DERRICK DRAWING NUMBER 14495-00 & 14496-00 GENERAL This section of the manual describes the recommended installation procedure for the Derrick equipment defined by the Model Number and Drawing Number indicated above. This equipment was partially disassembled to comply with shipping height restrictions. Reinstallation of the Desilter and Desander Units (see Figure 3000-1) is recommended before final placement of the equipment. Desilter Unit (Round) Collection Pan Desander Units (10” Cones) Explosion-proof Motor Starter AWD Mechanism Standard Hopper DISCHARGE END Product Flow Figure 3000-1 Derrick FLC 2000 Series Flo-Line Cleaner System (3-Panel) Section No. DER03000 Page 2 of 16 INSTALLATION INSTRUCTIONS Effective Date 03 August 15 INSTALLATION SAFETY Read and understand ALL safety information presented in this manual before installing and operating this equipment. Refer to Section 2 of this manual for a summary of Warnings addressing installation, operation and maintenance of this system. Prior to installing the Desilter and Desander Units, and prior to moving the equipment, it is important that you take a moment to review the information presented in Section DER01400, entitled EQUIPMENT HANDLING PROCEDURES. Pay particular attention to information concerning “lift points” and the use of spreader bars before lifting or moving the equipment. Failure to observe proper equipment handling procedures may result in serious personal injury and/or damage to the equipment. WARNING! USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. OVERVIEW The following is an overview of the installation procedures for the Derrick FLC 2000 Series Flo-Line Cleaner System. The sequence presented may vary depending on the user’s facilities and previous experience with this equipment. 1. Read and understand all safety information presented in Section DER02000 before installing and operating this equipment. 2. Read and understand the EQUIPMENT HANDLING PROCEDURES presented in section DER01400 of this manual before lifting and moving the equipment. 3. Install Desilter Unit. 4. Install Desander Unit. 5. Position and level equipment at installation site. 6. Remove shipping brackets. 7. Connect Feed / Discharge lines to Desilter. 8. Connect Feed / Discharge lines to Desander. 9. Connect Discharge line to Collection Pan. 10. Connect Discharge Duct to Hopper. 11. Connect Feed line to Feeder (optional). 12. Connect electrical power supply to the equipment. 13. Install screen panels. 14. Refer to Section 4 of this manual for startup and operating instructions. INSTALLATION INSTRUCTIONS Effective Date 03 August 15 Section No. DER03000 Page 3 of 16 INSTALL DESILTER UNIT WARNING! USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. The Desilter Unit was removed from the system and mounted on a separate skid for shipment. Install Desilter Unit in accordance with the section of this manual indicated below. DER03800 INSTALLATION INSTRUCTIONS - ROUND DESILTER UNITS (Machine Mounted) INSTALL DESANDER UNIT WARNING! USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. The Desander Unit was removed from the system and mounted on a separate skid for shipment. Install Desander Unit in accordance with the section of the manual indicated below. DER03900 INSTALLATION INSTRUCTIONS - DESANDER UNITS (Machine Mounted) POSITION AND LEVEL EQUIPMENT WARNING! USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. WARNING! READ AND UNDERSTAND INFORMATION PRESENTED IN SECTION DER01400, EQUIPMENT HANDLING PROCEDURES, BEFORE ATTEMPTING TO LIFT OR MOVE THE EQUIPMENT. To ensure optimal performance and ease of operation the Derrick FLC 2000 Series Flo-Line Cleaner System needs to be properly positioned and leveled during installation. DER03000 Section No. INSTALLATION INSTRUCTIONS Page 4 of 16 Effective Date 03 August 15 Positioning Equipment When positioning the Derrick FLC 2000 Series Flo-Line Cleaner provide sufficient space around the equipment (see Figures 3000-2 thru 3000-4) to allow operating and maintenance personnel access to various components of the system. Typical operation and maintenance functions include, but are not limited to, the following activities: 1. Changing of screen panels 2. Access to the STOP / RESET / START functions for the vibrator motors which are provided on the Motor Starter Box. 3. Adjusting bed angle of the screen frame 4. Adjustment of Desilter and Desander cones 5. Removal / replacement of Desilter and Desander cones 6. Access to electrical junction boxes on right side of the machine 7. Connection / disconnection of feed and discharge lines to Desilter, Desander and Box Feeder 8. Hopper discharge connection Required Clearances – Single Machine Installation NOTE: 24” – 36” (610-914 mm) Clearance required on ALL 4 Sides of the equipment LEFT SIDE FRONT REAR 128” – 152” (3251 – 3861 mm) RIGHT SIDE 173” – 197” (4394 – 5004 mm) Figure 3000-2 Plan View - Recommended Clearances (FLC 2000 – 3 Panel) Section No. DER03000 INSTALLATION INSTRUCTIONS Effective Date 03 August 15 Page 5 of 16 NOTE: 24” – 36” (610-914 mm) Clearance required on ALL 4 Sides of the equipment REAR 128” – 152” (3251 – 3861 mm) FRONT LEFT SIDE RIGHT SIDE 189” – 213” (4800– 5410mm) Figure 3000-3 Plan View - Recommended Clearances (FLC 2000 – 4 Panel) DER03000 Section No. INSTALLATION INSTRUCTIONS Page 6 of 16 Effective Date 03 August 15 Clearance Requirements – Multiple Machine Installation SYMBOLS: Operating Side - No Operator Controls Screen Tensioning Assemblies PRODUCT FLOW Non-Operating Side – PRODUCT FLOW Vibrator Motors Left Hand Machine (L/H) Right Hand Machine (R/H) CLEARANCES - MACHINE PLACEMENT: L/H R/H PRODUCT FLOW PRODUCT FLOW R/H PRODUCT FLOW Structural Wall (Typical) A B C D Placement Condition Minimum Recommended Clearance A Non-Operating Side to Structural Wall 12” (305 mm) B Operating Side to Structural Wall 24” (610 mm) C Operating Side to Operating Side 24” (610 mm) D Non-Operating Side to Non-Operating Side 12” (305 mm) Clearance Figure 3-4 Plan View - Recommended Clearances – (FLC 2000 Multiple Machines) Section No. DER03000 INSTALLATION INSTRUCTIONS Effective Date 03 August 15 Page 7 of 16 Leveling the Equipment The Derrick FLC 2000 Series Flo-Line Cleaner must be properly leveled to enable even distribution of the feed slurry across the screen panels. The equipment must be leveled along the length and width of the unit (see Figure 3000-5). A 4-foot level is recommended. Shim equipment as required to level the unit. Support Structure (Stationary) Screen Frame (Moveable) Figure 3000-5 System Leveling REMOVE SHIPPING BRACKETS Following final positioning and leveling of the system, the shipping brackets that were installed to stabilize the equipment during transit must be removed. NOTE: DO NOT DISCARD SHIPPING DEVICES UPON REMOVAL. To prevent damage when moving the equipment always install shipping devices to secure the moveable Screen Frame to the stationary Structural Frame. Four shipping brackets and two PVC plugs mechanically connect the moveable Screen Frame to the stationary Structural Frame. These devices must be installed whenever the equipment is moved, and must be removed prior to startup and operation of the system. Section No. DER03000 INSTALLATION INSTRUCTIONS Page 8 of 16 Effective Date 03 August 15 REMOVE SHIPPING BRACKETS – (Continued) The four shipping brackets are painted a safety orange color, and the PVC plugs are gray with an orange label. Each shipping device is labeled DISCONNECT BEFORE STARTUP. The shipping devices are located as shown in Figures 3000-6(a) thru (c). Duplicates of each shipping device are provided on both the left and right side of the machine. No special removal sequence is required for the shipping devices. (a) Shipping Brackets - Discharge End (b) PVC Plugs - Feed End (c) Shipping Brackets – Sides Figure 3000-6 Shipping Devices – FLC 2000 Remove shipping devices as follows: 1. Remove (4) brackets and (2) PVC plugs. No special removal sequence is required. 2. Retain shipping devices and associated mounting hardware for future use. INSTALLATION INSTRUCTIONS Effective Date Section No. DER03000 03 August 15 Page 9 of 16 CONNECT FEED / DISCHARGE LINES TO DESILTER A Round Desilter Unit is supplied with this Derrick FLC 2000 Series Flo-Line Cleaner System (see Figure 3000-7). The Desilter has a single Feed Inlet (RED arrow) on top of the unit, and a choice of two Discharge Outlets (BLUE arrows) that extend outward from the left and right sides of the machine. As shipped, one Discharge Outlet was sealed with a Victaulic® cap and coupling. The cap is interchangeable, and may be moved to the opposite Discharge Outlet to accommodate left or right hand discharge of Desilter overflow. Removing the Victaulic® cap and coupling completely allows simultaneous discharge from both left and right Outlets. Refer to Section DER01200, EQUIPMENT SPECIFICATIONS, for size of INLET / OUTLETS. Refer to Victaulic® literature included in Section DER12000, COMPONENT BULLETINS AND INSTRUCTIONS, for information regarding installation of Victaulic couplings and associated gaskets. OUTLET (Left Side) Product Flow FEED OUTLET (Right Side) Figure 3000-7 Plan View – Desilter Connections Section No. DER03000 INSTALLATION INSTRUCTIONS Page 10 of 16 Effective Date 03 August 15 CONNECT FEED / DISCHARGE LINES TO DESANDER A machine-mounted Desander Unit is supplied with this Derrick FLC 2000 Series Flo-Line Cleaner System (see Figure 3000-8). The lower pipe serves as the Feed Manifold and supplies slurry to the installed Desander Cones; the upper pipe serves as the Discharge Manifold and receives overflow from the Desander Cones. Feed slurry (RED arrow) may be introduced into the Feed Manifold from either the left1 or the right side of the machine. As shipped, one end of the Feed Manifold was sealed with a Victaulic® cap and coupling. The cap and coupling may be moved to the opposite end of the Feed Manifold, as required, to accommodate the supply plumbing at installation site. The Discharge manifold is permanently sealed at one end and only discharges (BLUE arrow) overflow from the left side of the machine. Refer to Section DER01200, EQUIPMENT SPECIFICATIONS, for size of INLET / OUTLETS for the Desander Unit. Refer to Victaulic® literature included in Section DER12000, COMPONENT BULLETINS AND INSTRUCTIONS, for information regarding installation of Victaulic couplings and associated gaskets. Discharge Manifold Permanently Sealed LIQUID DISCHARGE (Overflow) FEED (75 Feet of Head Req’d) Victaulic Cap Feed Manifold Figure 3000-8 Desander Connections 1 Right and Left hand designations are determined with operator standing at feed end of system and facing in the direction of product flow. INSTALLATION INSTRUCTIONS Effective Date 03 August 15 Section No. DER03000 Page 11 of 16 CONNECT DISCHARGE LINE TO COLLECTION PAN A bypass drainpipe is provided on the underside of the Collection Pan (see Figure 3000-9). This bypass is accessible from the right side of the system. As shipped, this bypass was sealed with a Victaulic® cap and coupling. To connect a Discharge Line to the bypass, remove the cap and coupling and attach appropriate plumbing. Refer to Section DER01200, EQUIPMENT SPECIFICATIONS, for size of Collection Pan Drain. Refer to the Victaulic® literature included in Section DER12000, COMPONENT BULLETINS AND INSTRUCTIONS, for information regarding the installation of Victaulic couplings and associated gaskets. Collection Pan Bypass Drainpipe Figure 3000-9 Bypass Drain – Collection Pan Section No. DER03000 Page 12 of 16 INSTALLATION INSTRUCTIONS Effective Date 03 August 15 CONNECT DISCHARGE DUCT TO HOPPER All standard capacity Hopper Assemblies for the Derrick FLC 2000 Series Flo-Line Cleaner Series have rectangular drainage cutouts provided (see Figure 3000-10) on each side of the Hopper. The extra capacity Hopper Assemblies available for the 4-panel machines are equipped with 10” drainage pipes with Victaulic® grooves (see Figure 3000-11). The Hopper is positioned beneath the Support Frame, and captures underflow from the screen panels. As shipped, one cutout was sealed with a removable panel that is secured in position with four bolts. Standard Capacity Hopper Assemblies Construct a drainage duct to suit the 8” x 34” (203 x 864 mm) cutout in the side vertical wall of the hopper. Use the four bolts provided to lock flange of discharge duct in position. 8” (203 mm) 34” (864 mm) Figure 3000-10 Hopper Drainage Cutouts FLC 2000 (Standard Capacity Hopper Assemblies) INSTALLATION INSTRUCTIONS Effective Date Section No. DER03000 03 August 15 Page 13 of 16 CONNECT DISCHARGE DUCT TO HOPPER – (Continued) Extra Capacity (10 Barrel) Hopper Assemblies – 4-Panel Machines ONLY Two styles of the Extra Capacity Hopper Assembly (see Figure 3000-11) are available for use with the 4Panel FLC 2000 Series Flo-Line Cleaners. One style has the Drainage Pipe positioned at the middle of the Hopper, while the other style has the Drainage Pipe positioned closer to the rear of the Hopper. Both ends of the Discharge Pipe have Victaulic® grooves to allow the facility drain pipe to be connected to either or both ends of the Hopper Discharge Pipe. As shipped, one end of the Hopper Drainage Pipe was sealed with a 10-inch (254 mm) Victaulic® coupling and cap. Refer to the Victaulic® literature included in Section DER12000, COMPONENT BULLETINS AND INSTRUCTIONS, for information regarding the installation of Victaulic couplings and associated gaskets. Product Flow Product Flow Figure 3000-11 Drainage Connection - Extra Capacity Hopper (4-Panel Machines ONLY) Section No. DER03000 INSTALLATION INSTRUCTIONS Page 14 of 16 Effective Date 03 August 15 CONNECT FEED LINE TO FEEDER UNIT A variety of Feeder Units are available for the FLC 2000 Series Flo-Line Cleaners. Pipe targets have been applied to the outside surface of the Feeder Units (see Figure 3000-12) to indicate the proper location for adding a feed line. Use these pipe targets to position an 8”, 10” or 12” (203, 254 or 305 mm) feed pipe. Make cutout along circumference of appropriate diameter circle and add a customer supplied flange to accept the feed line. Figure 3000-12 Pipe Targets –Feeder Units CONNECT ELECTRICAL POWER SUPPLY WARNING: VIBRATOR MOTORS USED ON THE FLC 2000 SERIES FLO-LINE CLEANER SYSTEM ARE NOT DUAL WOUND DEVICES AND MUST BE OPERATED AT THE SUPPLY VOLTAGE FOR WHICH THEY WERE DESIGNED. WARNING: ELECTRICAL CONNECTIONS MUST BE IN ACCORDANCE WITH NATIONAL ELECTRICAL CODES (NEC), AND APPLICABLE LOCAL CODES. FAILURE TO DO SO MAY RESULT IN AN UNSAFE CONDITION THAT COULD INJURE PERSONNEL OR DAMAGE EQUIPMENT. ENSURE ALL ELECTRICAL AND CONDUIT CONNECTIONS ARE SECURE. WARNING: TO AVOID SERIOUS PERSONAL INJURY BE SURE EQUIPMENT IS LOCKED OUT, TAGGED OUT AND DE-ENERGIZED PRIOR TO PERFORMING MAINTENANCE AND/OR ADJUSTMENTS. Connect facility electrical power supply to the Derrick FLC 2000 Series Flo-Line Cleaner System. Vibrator motors used on Derrick equipment are three-phase, with either 50 or 60 Hertz (not both) motors, and are designed to operate at a specific voltage. The MOTORS ARE NOT DUAL-WOUND DEVICES and must be operated at the supply voltage for which they were designed2. Make electrical connections in accordance with the section of this manual indicated below. DER03050 ELECTRICAL INSTALLATION 2 For voltage requirements refer to Section DER01300, SERVICES AND UTILITIES REQUIRED. INSTALLATION INSTRUCTIONS Effective Date 03 August 15 Section No. DER03000 Page 15 of 16 INSTALL SCREEN PANELS WARNING: FAILURE TO FOLLOW THE RECOMMENDED TIGHTENING SEQUENCE WILL CAUSE IMPROPER TENSIONING OF THE SCREEN PANEL AND WILL RESULT IN PREMATURE FAILURE OF THE PANEL. Prior to installing screen panels, remove all packing and shipping materials from the bed of the Screen Frame. Refer to the appropriate section of the manual indicated below for screen installation procedures. DER06001 RAPID CHANGE DRAW BOLT ASSEMBLIES DER06002 RAMP-LOK® DRAW BOLT ASSEMBLIES MACHINE STARTUP Refer to Section 4 of this manual for initial startup and operating procedures for the Derrick FLC 2000 Series Flo-Line Cleaner System. INSTALLATION NOTES Section No. DER03000 Page 16 of 16 INSTALLATION INSTRUCTIONS Effective Date 03 August 15 INSTALLATION NOTES – (Continued) Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright 2003 by DERRICK CORPORATION Section No. DER03050 Effective Date 03 August 15 Page No. Page 1 of 4 ELECTRICAL INSTALLATION for DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120-4TA DERRICK DRAWING NUMBER 14495-00 & 14496-00 GENERAL FLC 2000 Series Flo-Lineâ Cleaners manufactured by the DERRICK CORPORATION are typically wired at the factory. System wiring and customer connection points (Power Supply junction box) and the Voltage 1 Requirement Label are located on the right side of the equipment (see Figure 3050-1). Vibrator motors used on Derrick equipment are three-phase, at either 50 or 60 Hertz (not both) motors, and are designed to operate at a specific voltage. The MOTORS ARE NOT DUAL-WOUND DEVICES and must 2 be operated at the supply voltage and frequency for which they were designed . Voltage Requirement Label Junction Box – Motor Connections (Factory Wired) Junction Box – Power Supply Motor Starter Box (Factory Wired) (Customer Connections Required Here) Figure 3050-1 System Wiring Components – FLC 2000 1 Right and Left hand designations are determined with operator standing at feed end of system and facing in the direction of product flow. 2 For voltage requirements refer to Section DER01300, SERVICES AND UTILITIES REQUIRED. Section No. DER03050 Page 2 of 4 ELECTRICAL INSTALLATION Effective Date 03 August 15 INSTALLATION SAFETY Installation should only be performed by trained and qualified persons familiar with high-voltage applications and knowledgeable with National Electrical Code (NEC) standards and any other state or local codes that may apply to installation of industrial equipment. WARNING! A FUSED-DISCONNECT PRIMARY POWER SUPPLY WITH SUFFICIENT INTERRUPTING CAPACITY TO CLEAR THE MAXIMUM FAULT CURRENT CAPABILITY OF THE SYSTEM IS REQUIRED. WARNING! VERIFY THAT PRIMARY ELECTRICAL POWER SUPPLY TO THE EQUIPMENT IS LOCKED-OUT / TAGGED-OUT, AND EQUIPMENT IS DE-ENERGIZED BEFORE PERFORMING ANY MAINTENANCE ON THE SYSTEM. WARNING! DO NOT START VIBRATOR MOTORS WITH SHIPPING BRACKETS INSTALLED. SEE INSTALLATION INSTRUCTIONS FOR SHIPPING BRACKET REMOVAL. WARNING! HIGH VOLTAGE MAY BE PRESENT. BE SURE FUSED DISCONNECT SUPPLYING ELECTRICAL POWER TO THIS EQUIPMENT IS OPEN. LOCK-OUT AND TAG-OUT POWER SUPPLY TO PREVENT ACCIDENTAL APPLICATION OF POWER WHILE MAINTENANCE AND/OR ADJUSTMENTS ARE IN PROGRESS. POWER SUPPLY CONNECTIONS This equipment was designed to operate at one specific voltage only. Refer to Section DER01300 for the specific voltage requirements for this machine. A fused disconnect primary power supply is required for this equipment. The fused disconnect and interconnecting wiring to the equipment shall be suitably sized and shall be in accordance with National Electrical Code (NEC) standards and any other state or local codes that may apply. Additional wiring requirements are as follows: 1. Fused disconnect device shall have sufficient interrupting capacity to clear the maximum fault current capability of the power supply system. 2. The GROUND connection in the Power Supply junction box must be connected to a known ground. Section No. DER03050 ELECTRICAL INSTALLATION Effective Date 03 August 15 Page 3 of 4 Where: L1 = Black L2 = White L3 = Red G = Green (Ground) Customer Connections HERE Figure 3050-2 Junction Box – Power Supply Connections 220-575 VAC 50/60 Hz, 3 Æ Ref Derrick Dwg. No. 13320-00, Rev. 5 Figure 3050-3 Wiring Schematic – Dual Motors Section No. DER03050 Page 4 of 4 ELECTRICAL INSTALLATION Effective Date 03 August 15 WARNING! DO NOT START VIBRATOR MOTORS WITH SHIPPING BRACKETS INSTALLED. SEE INSTALLATION INSTRUCTIONS FOR SHIPPING BRACKET REMOVAL. NOTE: As wired, Vibrator Motor #1 (top motor) must be started before Motor #2 can be started. NOTE: Pressing the STOP/RESET pushbutton for Motor #1 will also stop Motor #2. INSTALLATION NOTES Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER03800 Effective Date 03 August 15 Page No. Page 1 of 6 INSTALLATION PROCEDURE for ROUND DESILTER UNITS (MACHINE MOUNTED) GENERAL All FLC Series Flo-Lineâ Cleaners manufactured by the DERRICK CORPORATION are fully assembled and tested prior to shipment. When possible, equipment is shipped fully assembled. Shipping restrictions may limit the overall height of equipment being shipped and often requires equipment to be partially disassembled. Because of the modular design of the equipment, installation of removed components is an easy task. Major components removed to comply with shipping requirements are mounted on skids and are shipped together with the basic machine. This section of the manual addresses only the machine-mounted Round Desilter Units. Freestanding (stand-alone) Round and In-Line Desilter Units are addressed in separate sections of this manual. NOTE: DO NOT discard mounting hardware that secures the Round Desilter Unit to the skid-mounted shipping brackets. This hardware will be used to attach the Desilter Unit to the basic machine. REQUIRED EQUIPMENT Typical weights for a machine-mounted Round Desilter Units are indicated below. A suitable lifting device is required for lifting and positioning of the unit. 16-Way 1700 LBS / 773 Kg 20-Way 1800 LBS / 818 Kg The following wrenches are also required: · 3/4” (Bolt Heads) · 7/8” (Heavy Hex Nuts) Section No. DER03800 INSTALLATION – ROUND DESILTER UNITS Page 2 of 6 Effective Date 03 August 15 INSTALLATION WARNING: USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. Prior to installing the Round Desilter Unit, visually inspect assembly for any signs of damage. If unit appears to be damage free, proceed as follows: STEP 1 Leave orange shipping brackets attached to skid. Shipping Bracket STEP 2 Attach overhead lifting device to both “LIFT” points provided. Remove and retain hardware that secures Desilter Unit to skid-mounted shipping brackets. Recovered hardware should consist of the following items: (4) ½-13 x 1-3/4 Hex Head Bolt (8) ½” Flat Washer (4) ½” Lock Washer (4) ½” Hex Nut Section No. DER03800 INSTALLATION – ROUND DESILTER UNITS Effective Date 03 August 15 Page 3 of 6 STEP 3 CAREFULLY lift Desilter Unit free of shipping skid. ® NOTE: One end of the Desilter Unit Discharge pipe is sealed with a Victaulic Cap and Coupling. Before positioning Desilter Unit in Collection Pan, consider location of facility piping that will be connected to the Overflow Discharge of the Desilter ® Unit and orientation of the unit mounted pressure gauge. Reposition Victaulic Cap and Coupling to opposite end of Overflow Discharge pipe to best accommodate installation site. STEP 4 a) Orient Desilter Unit to position open end of Overflow Discharge pipe to accommodate facility piping at the final installation site. b) CAREFULLY lower Desilter Unit to align mounting brackets on underside of Overflow Discharge pipe with brackets on inside and directly below the notches in the Collection Pan. Victaulic Cap and Coupling Collection Pan Notch – Collection Pan Section No. DER03800 INSTALLATION – ROUND DESILTER UNITS Page 4 of 6 Effective Date 03 August 15 INSTALLATION (Continued) STEP 5 Using hardware retrieved in Step 1, proceed as follows: a) Install 1/2” bolt and flat washer from the top side of Desilter mounting bracket b) Install remaining hardware as indicated below. c) DO NOT tighten mounting hardware until all four nut and bolt combinations have been installed. STEP 6 Install mounting hardware on opposite side of Desilter Unit a) Install 1/2” bolt and flat washer from the top side of Desilter mounting bracket b) Install remaining hardware as indicated below. c) DO NOT tighten mounting hardware until all four nut and bolt combinations have been installed. Section No. DER03800 INSTALLATION – ROUND DESILTER UNITS Effective Date 03 August 15 Page 5 of 6 Bolt Flat Washer Flat Washer Lock Washer Heavy Hex Nut Figure 3800-1 Hardware Installation Sequence INSTALLATION NOTES Section No. DER03800 Page 6 of 6 INSTALLATION – ROUND DESILTER UNITS Effective Date 03 August 15 INSTALLATION NOTES (Continued) Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER03900 Effective Date 03 August 15 Page No. Page 1 of 6 INSTALLATION PROCEDURE for DESANDER UNITS (MACHINE MOUNTED) GENERAL All FLC Series Flo-Lineâ Cleaners manufactured by the DERRICK CORPORATION are fully assembled and tested prior to shipment. When possible, equipment is shipped fully assembled. Shipping restrictions may limit the overall height of equipment being shipped and often requires equipment to be partially disassembled. Because of the modular design of the equipment, installation of removed components is an easy task. Major components that are removed to comply with shipping requirements are then mounted on skids and are shipped together with the basic machine. This section of the manual addresses only the installation procedure for machine-mounted Desander Units. Freestanding (stand-alone) Desander Units are addressed in separate sections of this manual. REQUIRED EQUIPMENT Typical weights for machine-mounted Desander Units are presented below. A suitable lifting device is required for lifting and positioning of the unit. 2-Cones 950 LBS / 432 Kg 3-Cones 1050 LBS / 477 Kg The following wrenches are also required: · 15/16” (Bolt Heads) · 1-1/16” (Heavy Hex Nuts) Section No. DER03900 INSTALLATION –DESANDER UNITS Page 2 of 6 Effective Date 03 August 15 INSTALLATION WARNING: USE ONLY DESIGNATED LIFT POINTS FOR LIFTING THE EQUIPMENT. SELECTED LIFT POINTS PROVIDE PROPER BALANCE AND ORIENTATION WHEN UNIT IS RAISED, AND PREVENTS DAMAGE TO UNIT COMPONENTS. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. Before installing Desander Unit, visually inspect assembly for signs of damage. If unit appears to be damage free, proceed as follows: STEP 1 Attach overhead lifting device to both “LIFT” points provided. STEP 2 Remove and retain indicated hardware that is installed in mounting brackets. Recovered hardware should consist of the following items: (4) ⅝-11 x 1¾” Hex Head Bolt (8) ⅝” Flat Washer (4) ⅝” Lock Washer (4) ⅝” Hex Nut Section No. DER03900 INSTALLATION –DESANDER UNITS Effective Date 03 August 15 Page 3 of 6 STEP 3 Remove and retain indicated hardware installed in Desander mounting holes of the Collection Pan. Recovered hardware should consist of the following items: (4) ⅝-11 x 1¾” Hex Head Bolt (8) ⅝” Flat Washer (4) ⅝” Lock Washer (4) ⅝” Hex Nut Collection Pan Structural Frame - Desander STEP 4 a) CAREFULLY lift and orient Desander Unit with tips of Desander Cones aligned with, and slightly inside, notches of the Collection Pan. b) CAREFULLY lower Desander Unit to align the following items: (1) Mounting brackets on bottom edges of the Structural Frame with mounting holes on top surface of the Intermediate Bracket, and, Intermediate Frame Notches – Collection Pan (2) Mounting holes in legs of Structural Frame with mounting holes in vertical face of Collection Pan. Section No. DER03900 INSTALLATION –DESANDER UNITS Page 4 of 6 Effective Date 03 August 15 INSTALLATION (Continued) Structural Frame - Desander STEP 5 Using hardware retrieved in Step 2, proceed as follows: a) Install (2) ⅝” bolts and flat washers from topside of Desander mounting bracket. b) Install remaining hardware from underside of Intermediate Bracket (see Figure 3900-1). c) DO NOT TIGHTEN MOUNTING HARDWARE until all four nut and bolt combinations (two per side) have been installed. Intermediate Frame Bolt Flat Washer Flat Washer Lock Washer Heavy Hex Nut Figure 3900-1 Hardware Installation Sequence Section No. DER03900 INSTALLATION –DESANDER UNITS Effective Date 03 August 15 Page 5 of 6 STEP 6 Using mounting hardware retrieved in Step 3, secure legs of Structural Frame to mounting holes on front vertical surface of the Collection Pan. a) Install ⅝” bolt and flat washer from inside of Collection Pan mounting bracket b) Install remaining hardware from outside of Collection Pan (see Figure 3900-1). c) DO NOT tighten mounting hardware until all four nut and bolt combinations have been installed. INSTALLATION NOTES Section No. DER03900 Page 6 of 6 INSTALLATION –DESANDER UNITS Effective Date 03 August 15 INSTALLATION NOTES (Continued) Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER04000 Effective Date 03 August 15 Page No. 1 of 4 OPERATING INSTRUCTIONS For DERRICK MODEL NUMBER 2/48-90F-3TA & 2/48-120-4TA DERRICK SERIAL NUMBER 14495-00 & 14496-00 GENERAL This section of the manual provides the following information: · Initial Start-Up Sequence · Normal Start-Up Sequence · Shut-Down Sequence OPERATION SAFETY WARNING! DO NOT START VIBRATOR MOTORS WITH SHIPPING BRACKETS INSTALLED. SEE INSTALLATION INSTRUCTIONS FOR SHIPPING BRACKET REMOVAL. WARNING! BE SURE ALL PERSONNEL ARE CLEAR OF EQUIPMENT BEFORE ADJUSTING ANGLE OF SCREEN BED. WARNING! TO AVOID PERSONAL INJURY, KEEP HANDS AND FEET CLEAR OF GAP BETWEEN PIVOT FRAME AND HOPPER ASSEMBLY WHEN ADJUSTING ANGLE OF SCREEN BED. WARNING! DO NOT TOUCH MOTOR HOUSING DURING OR IMMEDIATELY AFTER MOTORS HAVE BEEN IN OPERATION. SURFACE TEMPERATURES IN EXCESS OF 140°F MAY CAUSE TISSUE DAMAGE WHEN SKIN CONTACTS A HEATED SURFACE. WARNING! ALL OPERATING AND MAINTENANCE PERSONNEL MUST READ AND UNDERSTAND ALL SAFETY INFORMATION PRESENTED IN THIS MANUAL BEFORE INTERFACING WITH THE EQUIPMENT. Section No. DER04000 OPERATING INSTRUCTIONS Page 2 of 4 Effective Date 03 August 15 Initial Start-Up Perform the Initial Start-Up Procedure presented below when the equipment is being started for the first time, or when equipment has been removed from service for an extended period. INITIAL START-UP PROCEDURE Refer to Section Procedure DER02000 Verify that all operators and maintenance personnel have read and understand all operating and safety information presented in this manual. DER03000 Verify equipment has been installed in accordance with instructions provided. Verify shipping brackets have been removed from the equipment prior to starting the system. DER01300 Verify electrical power, and slurry feed rate and pressure are in accordance with information presented. DER06003 Verify screen panels have been installed in accordance with instructions provided. Also verify the following: · Verify that all tools, documents, etc. have been removed from the equipment. Pay special attention to bed of Screen Frame. · Verify all personnel are clear of equipment prior to START-UP. Perform start-up sequence presented in Normal Start-Up Procedure Normal Start-UP The Normal Start-Up Procedure presented below shall be performed at each machine start-up. NORMAL START-UP PROCEDURE 1 Verify all personnel are clear of the equipment prior to starting equipment. 2 Press START pushbutton to apply electrical power to the top Vibrator Motor first, then to the lower Vibrator Motor. Allow sufficient time for lubrication inside of motors to reach operating temperature (approximately five minutes). 3 Start pump to introduce flow of slurry mixture to Feeder Unit, Desilter and Desander Units. 4 Observe Pool Configuration that forms on bed of Screen Frame. Refer to Section DER04100 for information regarding expected Pool Configurations and adjustment recommendations. 5 Adjust angle of Screen Bed in accordance with instructions provided in Section DER04100. OPERATING INSTRUCTIONS Effective Date Section No. DER04000 03 August 15 Page 3 of 4 Normal Shut-Down The Normal Shut-Down Procedure presented below shall be used each time the equipment is shut down for maintenance and/or changing of screen panels. NORMAL SHUT-DOWN PROCEDURE 1 Divert / discontinue flow of slurry to selected unit. 2 Allow solids (over flow) to discharge from end of Screen Frame, and liquids with undersize particles (under flow) to pass through the screening medium. 3 Using a water hose, wash remaining mud from surfaces of screen panels, and from edges of screen panels that contact sidewalls of Screen Frame. 4 Press STOP pushbutton to discontinue electrical power to the Vibrator Motors. 5 Open fused-disconnect that supplies electrical power to the machine. NOTES: Section No. DER04000 Page 4 of 4 OPERATING INSTRUCTIONS Effective Date 03 August 15 NOTES (Continued): Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER04100 Effective Date 03 August 15 Page No. 1 of 4 PRINCIPLES OF OPERATION For AWD (Adjustable While Drilling) TILT CONTROL GENERAL The drilling industry discovered that drilling solids contained in the drilling fluid (mud) significantly reduced drilling efficiency and increased drilling costs. Also, the cost of drilling fluids has risen dramatically, and the need to recover the drilling fluid, less drilling solids, has been driven by ecological, as well as economic considerations. Ecologically speaking, the recovered drilling solids needed to contain less of the drilling fluid and thus be more ecologically friendly. Economically speaking, the loss of expensive drilling fluid had to be minimized to reduce the replacement costs associated with that fluid. An efficient system is one that maximizes solids removal, and minimizes the loss of drilling fluid. With these objectives in mind, Derrick Corporation developed the AWD (Adjustable While Drilling) feature. The AWD feature allows the operator to extend the time the slurry mixture resides on the screening medium thus allowing for better separation of solids while retaining a greater percentage of the costly drilling fluid. Without AWD With conventional screening equipment, the slurry mixture is fed onto a screening frame. The feed slurry, which is a combination of drilling fluid and suspended particles of drilling solids, moves unimpeded toward the discharge end of the screen frame. Little time is available for the drilling fluid to separate from the solids and pass through the screening medium. Consequently, solids discharged from the screening frame contain a significant amount of drilling fluid that adds to the overall weight, and ultimately increases the cost of removal. The costly drilling fluid must now also be replaced. With AWD The AWD feature, designed and developed by the Derrick Corporation, allows the discharge end of the screen frame to be elevated causing the slurry mixture to “pool” toward the rear of the screening frame. Consequently, the slurry mixture resides over the screen panels for a longer period allowing more drain-off of drilling fluid, and drier solids being discharged from the screening frame. This technological advancement has significantly reduced the costs associated with removal of solids and replacement of costly drilling fluids. Section No. DER04100 PRINCIPLES OF OPERATION - AWD Page 2 of 4 Effective Date 03 August 15 THEORY OF OPERATION As with conventional screening equipment, a slurry mixture is fed onto the screening frame. The AWD feature allows the discharge end of the screening frame to be elevated thereby slowing the forward progress of the slurry mixture over the screen bed. The degree of elevation required is determined by several factors: · size of drilling solids · concentration of drilling solids in the slurry · feed rate · type of drilling fluid · screen profile (flat, pyramid) · screen mesh Elevating the discharge end of the screening frame causes the slurry mixture to “pool” toward the rear of the screen frame (see Figure 4100-1). The action of the Vibrator Motors causes the solids to settle onto the surface of the screen panels, and then conveys those solids out of the pool and toward the discharge end of the screen frame. The drilling fluid passes through the screen panels into a Collection Hopper directly below the screen frame. Drilling solids discharged from the screen frame are ready for removal; the recovered drilling fluid can now be routed for additional processing or directed back to the drill head. Screen Frame Pooling Area Feed Slurry Screen Panels OVERFLOW (Drilling Solids) UNDERFLOW (Recovered Drilling Fluid) Collection Hopper Figure 4100-1 Side View – Pooling Area PRINCIPLES OF OPERATION - AWD Effective Date Section No. DER04100 03 August 15 Page 3 of 4 POOL CONFIGURATION Extensive testing has shown the most efficient pool configuration is one that maximizes use of the available screen area. In general, the pool should cover all screen panels with exception of the discharge screen, which is the last screen on the screen frame. G-forces produced by the vibrator motors cause the solids to separate from the liquid mixture and settle onto the screen panels. The same G-forces produce a linear motion that conveys the solids uphill out of the pool to be discharged from the last (discharge) screen panel. The retained fluid passes through the screening media and enters the collection hopper directly below the screen frame. Drilling fluid recovered in the collection hopper beneath the screening frame can be routed for further processing; recovered drilling solids discharged from the screen frame are ready for removal. There is no “one correct setting” of the AWD. The AWD feature allows the operator to easily change the angle of elevation in immediate response to ever changing conditions and feed rates of the slurry mixture. Suggested changes to an existing screen angle (A) are presented below. Pool Configuration (with current screen angle) Adjustment Alternate Adjustment CORRECT SCREEN ANGLE NO ADJUSTMENT REQUIRED DECREASE SCREEN A INCREASE FLOW INCREASE SCREEN A DECREASE FLOW NOTE: Negative Screen Frame angles (¢08) are well suited for cleaning slurry deposits from interior walls of the Screen Frame and from the top surfaces of the installed screen panels. Section No. DER04100 Page 4 of 4 PRINCIPLES OF OPERATION - AWD Effective Date 03 August 15 ADJUSTMENT PROCEDURE ® Several styles of AWD Tilt Adjustment are available for Derrick Flo-Line Cleaners. Consult the Table of Contents, at the front of this manual, regarding adjustment instructions for your particular equipment. NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER05000 Effective Date 03 August 15 Page No. 1 of 6 MAINTENANCE PROCEDURES For DERRICK Flo-Line® CLEANERS GENERAL Routine maintenance is critical to ensure maximum life for any industrial equipment. The schedule presented in this section of the manual is not a rigid schedule, and should be modified in response to operating conditions at your facilities. Consider the following factors when determining a suitable maintenance schedule for your equipment: · Duty Cycle · Ambient Temperature · Operating Environment Keeping a maintenance log will help establish and monitor a service schedule that is correct for your equipment. MAINTENANCE – Flo-Line® Cleaners Section No. DER05000 Page 2 of 6 Effective Date 03 August 15 Screen Frame The Screen Frame is a multi-functional machine element that accommodates mounting of the Vibrator Motors, provides the mounting surface for the screen panels, and supports the associated screen tensioning systems. The Screen Frame is suspended between the vertical legs of the Structural Frame (FLC 2000 Series) or the Pivot Frame (FLC 500 Series) with Float Mounts (see below). The Float Mounts isolate the vibratory motion of the Screen Frame from the stationary portions of the machine, and are fabricated from a hardened composite rubber material. Two Float Mounts are installed on each corner of the Screen Frame, as shown below, for a total of eight Float Mounts. Vibrator Motors Float Mounts (8 Places – 2/Corner) Front Curtain Product Flow Figure 5000-1 Screen Frame Components Visible Cracks or other signs of damage 3/4 Acceptable “SAG” Range Figure 5000-2 Float Mounts 1" MAINTENANCE – Flo-Line® Cleaners Effective Date Section No. DER05000 03 August 15 Page 3 of 6 SCREEN FRAME MAINTENANCE Maintenance Action Use water hose; periodically clean process material from interior walls and bed of the Screen Frame. Excess build-up of process material on the Screen Frame increases the load on the Float Mounts and reduces solids separation capabilities of the machine. Frequency Each shift, or as required Visually inspect Float Mounts for excessive “sag” (greater than 1 inch / 25.4 mm) and/or signs of deterioration or damage (see Figure 5000-2). Damaged Float Mounts must be replaced as a pair (top and bottom Float Mounts on a given corner), and not individually. Monthly, or as required If Float Mounts display excessive “sag”, first clean excess build-up of process material from Screen Frame to reduce loading on Float Mounts. If Float Mounts still have excessive “sag”, replace Float Mounts as a pair (both Float Mounts on a single corner) and not individually. Visually inspect Front Curtain (see Figure 5000–3) for signs of deterioration or damage. The Front Curtain attaches to the discharge end of the Screen Frame and prevents solids exiting the screen bed from entering the Hopper positioned below the Screen Frame. Replace Front Curtain if function is compromised. Visually inspect tension and condition of screen panels installed on the bed of Screen Frame. Screen panels should be in complete contact with the Screen Frame bed, and screen panels should not have holes or other signs of damage that would allow solids to pass through the screening medium. Monthly, or as required Each shift, or as required Replace screen panels that are damaged. Visually inspect Side Supports, Cross Supports and Channel Protectors for signs of deterioration or damage (see Figure 5000 – 3). These items provide support for the screen panels installed on the Screen Frame. If these items are not in good condition, damage to the screen panels may occur. See Parts List Drawing for the Screen Frame provided in Section 11 of this manual for replacement parts. At each screen panel change Visually inspect Screen Tensioning (see Figure 5000–4) components for signs of deterioration or damage. The Screen Tensioning components apply tension to the screen panels to securely position them against the bed of the Screen Frame. Improper screen panel tensioning will reduce the life of the screen panels. See Section 6 of this manual for information regarding operation and repair parts. At each screen panel change Perform routine maintenance on Vibrator Motors as outline in Section 7 of this manual. See Section 7 for frequency MAINTENANCE – Flo-Line® Cleaners Section No. DER05000 Page 4 of 6 Effective Date Side Supports 03 August 15 Cross Supports Channel Protectors Front Curtain Figure 5000-3 Screen Frame Components Rapid Change Draw Bolt Assembly Ramp-Lok® Draw Bolt Assembly FLC 2000 Series Under-Screen Tensioning Assembly FLC 500 Series Figure 5000-4 Screen Tensioning Assemblies (FLC 2000 & FLC 500 Series) MAINTENANCE – Flo-Line® Cleaners Effective Date 03 August 15 Section No. DER05000 Page 5 of 6 GENERAL MAINTENANCE Maintenance Action Frequency Visually inspect integrity of feed supply connections to Feeder, Desander and Desilter. Tighten connections as required to eliminate any leakage. Each shift, or as required Visually inspect discharge duct connection on side of Hopper. Tighten connection, and/or add silicone adhesive to prevent leakage. Each shift, or as required Visually inspect door on unused discharge duct connection on side of Hopper. Tighten connection, and/or add silicone adhesive to prevent leakage. Each shift, or as required Visually inspect integrity of hydraulic SUPPLY and RETURN lines on machines so equipped. Tighten connections as required to eliminate any leakage. Each shift, or as required Visually inspect condition of hydraulic filter on machines so equipped. Refer to the vendor literature provided in Section 12 of this manual. Weekly, or as required Using a hose, clean build-up of process material from interior of Hopper, and angle adjustment components. Excessive build-up of process material in the Hopper may prevent angle adjustment of the Screen Frame, and can cause the Screen Frame to bottom-out on the build-up of process material resulting in reduced vibration of the Screen Frame. Weekly, or as required Check interior of Feeder for build-up of process materials or other obstructions. Blockage in the Feeder can cause excessive splashing and uneven distribution of slurry to the screen bed. Weekly, or as required Section No. DER05000 Page 6 of 6 MAINTENANCE – Flo-Line® Cleaners Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION Section No. DER06001 Effective Date 03 August 15 Page No. 1 of 8 RAPID CHANGE DRAW BOLT ASSEMBLIES For DERRICK PART NUMBER: 12048-00-XX GENERAL Derrick Vibrator Motors and Derrick Screen panels combine to produce the fine particle separation capabilities of the FLC 2000 Series and FLC+ Series Cleaners. The screen panels are installed on the bed of the screen frame and the high frequency vibrator motors are attached to and mounted directly over the screen frame. This arrangement most effectively transfers the G-forces generated by the motors to the screen surfaces. This transference of G-forces produces a linear motion of the separated solids along the top of the screens. For screens to function properly they must be held tightly and in full contact with the screen bed and related components (i.e.: Side Supports, Cross Supports and Channel Protectors) shown in Figure 6001-3. GENERAL DESCRIPTION The most basic of the Derrick screen tensioning systems employs the Rapid Change Draw Bolt Assembly used in combination with a draw bar (see Figure 6001-1). The shaft of the draw bolt passes through the sidewall of the screen frame, and the T-shaped head of the draw bolt engages elongated holes in the draw bar to provide the clamping action. As illustrated below, the lower edge of the draw bar engages a hook strip along the outer edge of the screen panel. Tightening the nut (outside of the screen frame) pulls the draw bolt and draw bar to securely clamp the edge of the screen frame in position. The Rapid Change Draw Bolt Assembly allows screen panels to be changed quickly and easily. A total of eight Rapid Change Draw Bolt Assemblies (four per side) are required for each 48” x 30” or 36” x 30” screen panel. SIDE-WALL – SCREEN FRAME EXTENDED WASHER DRAW BAR LOCK WASHER NUT O-RING T-BOLT (DRAW BOLT) SCREEN PANEL SIDE SUPPORT (FIBERGLASS) ALIGNMENT BLOCK (STAINLESS STEEL) Figure 6001-1 General Arrangement – Rapid Change Bolt Assembly (P/N 12048) Section No. DER06001 Page 2 of 8 RAPID CHANGE DRAW BOLT ASSEMBLIES Effective Date 03 August 15 STANDARD USAGE The Rapid Change Bolt Assemblies are most commonly used with the following Derrick equipment. FC-313 FLC 2000 Series FLC + 5430-19 & 5430-27 Rig Shaker TOOLS REQUIRED Two different styles of wrenches [see Figures 6001-2(a) and 2(b)] may be used in conjunction with the Rapid Change Bolt Assemblies. Both styles of wrench are available through Derrick Corporation. Figure 6001-2(a) is a ratchet-type, double-ended box wrench that allows the nuts to be loosened or tightened very quickly. The wrench illustrated in Figure 6001-2(b) consists of T-handle with a universal joint and socket. (a) Ratchet Wrench (P/N: PP1116) (b) Tee-Wrench (P/N: 5925-01) Figure 6001-2 Wrenches – Rapid Change Bolt Assemblies RAPID CHANGE DRAW BOLT ASSEMBLIES Effective Date Section No. DER06001 03 August 15 Page 3 of 8 INSTALLATION When purchased with the original equipment, Rapid Change Draw Bolt Assemblies are installed on the equipment prior to shipment. The following sequence of installation photos is presented in the event any of the assemblies must be removed and/or replaced. STEP 1 Insert T-Bolt screen frame. from inside of STEP 2 STEP 3 Install O-ring on T-Bolt. Push O-ring into counterbored recess in Screen Frame. STEP 4 STEP 5 STEP 6 Apply anti-seize compound to threads of T-Bolt. Orient Extended Washer as shown with counterbored hole toward Screen Frame; install Extended Washer on T-Bolt. Fully install Extended Washer to seat O-ring installed in Steps 2 and 3 above. STEP 7 STEP 8 STEP 9 Install Lock Washer on T-Bolt. Install Nut on T-Bolt. Install O-ring on non-threaded portion of T-Bolt as shown. DER06001 Section No. Page 4 of 8 RAPID CHANGE DRAW BOLT ASSEMBLIES Effective Date 03 August 15 INSTALLATION – (Continued) STEP 10 Using wrench (see Figure 2) tighten Nut to snug. NOTE: Torque values for the Nut associated with the Rapid Change Bolt Assembly will vary depending on the screen panel installed, and the general condition of the Channel Protectors, and the Cross and Side Supports (see Figure 6001-1). OPERATION To insure screen panels are properly centered across the width of the screen bed, stainless steel Locating Bars are provided along the left interior wall of the screen bed (see Figure 6001-3). When installing a screen panel on the screen bed it is imperative the screen panel is initially positioned and tightened against the left side of the screen frame. Final tensioning of the screen panel is accomplished from the right side of the screen frame. Install and remove screen panels as indicated below. NOTE: Left and Right sides of Derrick equipment is determined with the person standing at the FEED end of the unit and facing toward DISCHARGE end. WARNING: FAILURE TO FOLLOW THE RECOMMENDED TIGHTENING SEQUENCE WILL CAUSE IMPROPER TENSIONING OF THE SCREEN PANEL AND WILL RESULT IN PREMATURE FAILURE OF THE PANEL. Section No. DER06001 RAPID CHANGE DRAW BOLT ASSEMBLIES Effective Date 03 August 15 Page 5 of 8 Screen Frame Locating Bars (Left side of screen frame ONLY) T-Bolts (Shown Rotated 90° to the “Unlocked” position) Draw Bar T-Bolts (Shown Rotated 90° to the “locked” position) Side Support (Fiberglass) Channel Protectors Cross Support (Fiberglass) FEED End DISCHARGE End Figure 6001-3 Interior View – Screen Frame Preparing Equipment for Screen Panel Installation/Removal Prior to attempting screen installation/removal procedures, refer to the machine shutdown procedures presented in Section 4 of this manual. Screen Panel Installation NOTE: The following screen panel installation procedure presumes the following: 1. The flow of feed slurry to the Feeder and Desander/Desilter Units has been discontinued. 2. Solids residue has been rinsed from screen panel surfaces. 3. Both Vibrator Motors have been de-energized. 4. The panel scheduled for replacement has been removed. 1. Prior to placing screen panel in the screen frame, verify that Side Supports, Cross Supports and Channel Protectors (see Figure 6001-3) are in good condition; replace worn/damaged items as required. 2. Position screen panel on bed of screen frame. 3. Move screen panel to contact Locating Bars on left side of screen bed (see Figure 6001-3). 4. Verify that heads of T-bolts are oriented in vertical “UNLOCKED” position (see Figure 60014). Section No. DER06001 RAPID CHANGE DRAW BOLT ASSEMBLIES Page 6 of 8 Effective Date 03 August 15 Screen Panel Installation- (Continued) 5. Position draw bar to engage hook strip along top outer edge of screen panel. 6. Guide head of T-bolts allowing them to pass through elongated slots of draw bar; rotate heads of T-bolts 90° to a horizontal “LOCKED” position (see Figure 6001-4) to capture draw bar. 7. Using wrench [Figure 6001-2(a) or 2(b)] tighten Rapid Change Draw Bolt Assemblies from outside of screen frame. Tighten draw bolts in the sequence illustrated (see Figure 6001-4). NOTE: It is important that the center draw bolts (1 and 2, Figure 6001-4) are tightened first, and end bolts (3 and 4) are tightened last. Non-compliance with this tightening sequence will produce screen “flutter” when system is in operation, and will result in premature wear of the screen panel. 8. Repeat tightening sequence on right side of screen frame. 9. Using your hand, verify that screen panel is firmly in contact with bed of screen frame. 3 1 2 4 Draw Bolt Orientation: “LOCKED” “UNLOCKED” Figure 6001-4 Tightening Sequence – Screen Installation Screen Panel Removal NOTE: The following screen panel removal procedure presumes the following: 1. The flow of feed slurry to the Feeder and Desander/Desilter Units has been discontinued. 2. Residue has been rinsed from screen panel surfaces. 3. Both Vibrator Motors have been de-energized. NOTE: Screen panel removal is directly opposite screen panel installation. Screen panels should FIRST be loosened from the right side of the equipment, THEN from the left side of the equipment. 1. Identify Rapid Change Draw Bolt Assemblies associated with screen panel selected for removal; using wrench [Figure 6001-2(a) or 2(b)] loosen selected draw bolt assemblies. Loosen draw bolts in the sequence illustrated (see Figure 6001-5) and in accordance with Step 2. Section No. DER06001 RAPID CHANGE DRAW BOLT ASSEMBLIES Effective Date 03 August 15 1 Page 7 of 8 3 4 2 Draw Bolt Orientation: “LOCKED” “UNLOCKED” Figure 6001-5 Loosening Sequence – Screen Removal 2. Loosen Rapid Change Draw Bolt Assemblies as follows: A. Using wrench [Figure 6001-2(a) or 2(b)], loosen Nut (see Figure 6001-1) until Nut disengages upper threads and occupies unthreaded portion of the Draw Bolt. The O-ring will prevent the Nut from going any further. B. Loosen all selected Rapid Change Draw Bolt Assemblies on the right side of the screen bed. Be sure to follow loosening sequence indicated in Figure 6001-5. C. Loosen all selected Rapid Change Draw Bolt Assemblies on the left side of the screen bed. Be sure to follow loosening sequence indicated in Figure 6001-5. 3. From inside of the Screen Frame, rotate heads of the T-bolts 90° to the “unlocked” position and remove Draw Bar. 4. Remove screen panel(s) from bed of screen frame. 5. Following screen panel removal, inspect condition of Side Supports, Cross Supports and Channel Protectors (see Figure 6001-3); replace worn/damaged items as required. 6. Rinse residual residue and/or debris from Side and Cross Supports and from Channel Protectors prior to installing replacement screen panels. REPLACEMENT PARTS The Rapid Change Draw Bolt Assemblies are available in the four different material configurations to accommodate a wide variety of fluid applications. Materials for the basic components of the Draw Bolt Assembly are indicated below. Material Combinations – Rapid Change Draw Bolt Assemblies Complete Assembly No. Draw Bolt Nut Lock Washer Ext. Washer 12048-00 17-4PH SS Brass 18-8 SS 303 SS 12048-00-S 17-4PH SS 18-8 SS 18-8 SS 303 SS 12048-09 17-4PH SS Zinc Plate Zinc Plate 410 SS 12048-13 316 SS 316 SS 316 SS 316 SS 12048-19 17-4PH SS 18-8 SS 18-8 SS 303 SS Section No. DER06001 RAPID CHANGE DRAW BOLT ASSEMBLIES Page 8 of 8 Effective Date 03 August 15 Ref Derrick Dwg. No.: 12048-00, Rev. 14 Replacement Parts – Rapid Change Draw Bolt Assembly Item No. Description Part No. 1 Bolt, Sealing 2 3 Assembly Number 12048-00 12048-00-S 12048-09 12048-13 12048-19 12015-01-001 n n n - n Nut (Brass) NHHB-50-13 n - - - - Lock Washer WLSS-50 n n - - n 4 Extended Washer 12049-00 n n - - n 5 O-Ring PP1490 n n n n - 6 Nut (SS) NHHS-50-13 - n - - n 7 O-Ring ORBN-2110N67470 n n n n - 8 Lock Washer WLSS-50-316 10 Nut (Zinc Plated)) NHHP-50-13 - - n - - 11 Lock Washer WLPL-50 - - n - - 12 Extended Washer 12049-02 - - n - - 14 Bolt, Sealing 12015-01-001 - - - n - 15 Extended Washer 12049-03 - - - n - 16 Nut (316 SS) NHHS-50-13-316 - - - n - 17 O-Ring G0004181 - - - - n 18 O-Ring G0004182 - - - - n n Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER06002 Effective Date 03 August 15 Page No. 1 of 10 RAMP-LOK® DRAW BOLT ASSEMBLIES For DERRICK PART NUMBER: 9744-00-XX GENERAL DESCRIPTION Derrick Vibrator Motors and Screen Panels combine to produce the fine-particle separation capabilities of the FC-313, FLC 2000 Series and FLC+ Series Cleaners. Screen panels are installed on the screen frame bed and high-frequency vibrator motors are attached to, and mounted directly over, the screen frame. This arrangement most effectively transfers the G-forces generated by the motors to the screen panel surfaces. The G-forces produce a linear motion of the separated solids along the top surfaces of the screens. For Screens must be held tightly and in full contact with the screen bed and related components (i.e.: Side Supports, Cross Supports and Channel Protectors - see Figure 6002-3) to function properly. RAMP-LOK® DRAW BOLT ASSEMBLIES The Ramp-Lok® Draw Bolt Assembly (see Figure 6002-1) is an adjustable, single-action draw bolt system that allows screen panels to be installed and removed quickly and easily. The Tensioning Nut requires only 180° of motion to transition from the “clamp” (full clockwise) position to the “release” (full counterclockwise) position. A compression spring housed inside the Spring Housing applies the required clamping force when the Tensioning Nut is rotated to the “clamp” position; clamping force is discontinued when the Tensioning Nut is rotated to the “release” position. A Locking Nut allows adjustment of the clamping force exerted in the “clamp” position. Once the clamping force is set, the Ramp-Lok® Draw Bolt Assembly will repeatedly apply the same clamping force each time the Tensioning Nut is rotated to the “clamp” position. SIDE-WALL – SCREEN FRAME (REF) DRAW BAR (REF) LOCKING RAMP T-BOLT (DRAW BOLT) SPRING HOUSING / TENSIONING NUT LOCKING NUT (TENSION ADJUSTMENT) LOCATING BAR (STAINLESS STEEL) SCREEN PANEL FLAT WASHER SIDE SUPPORT (FIBERGLASS) COMPRESSION SPRING O-RING Figure 6002-1 General Arrangement – Ramp-Lok® Draw Bolt Assembly (P/N 9744-00-XX) Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Page 2 of 10 Effective Date 03 August 15 RAMP-LOK® DRAW BOLT ASSEMBLIES – (Continued) The Ramp-Lok® Draw Bolt Assembly is used in combination with a draw bar (see Figure 6002-1) to tension the screen panel in the screen frame. The shaft of the draw bolt passes through the sidewall of the screen frame, and the T-shaped head of the draw bolt engages elongated holes in the draw bar to provide the clamping action. As illustrated in Figure 6002-1, the lower edge of the draw bar engages a hook strip along the outer edge of the screen panel. Tightening the Tension Nut from outside of the screen frame, pulls the draw bolt and draw bar to securely clamp the edge of the screen frame in position. A total of eight Ramp-Lok® Draw Bolt Assemblies (four per side) are required for each 48” x 30” screen panel. STANDARD USAGE The Ramp-Lok® Draw Bolt Assemblies are most commonly used with the following Derrick equipment. • • • • • FC-313 FLC 2000 Series (available option) FLC + Cascade Brandt Retrofits TOOLS REQUIRED A double-ended combination wrench (see Figure 6002-2) is available for operation and adjustment of the Ramp-Lok® Draw Bolt Assemblies. The large open-end portion of the wrench is used to rotate the Tensioning Nut (see Figure 6002-1) and the smaller box-wrench end is used for adjusting the Locking Nut that establishes the clamping force exerted in the “clamp” position. Wrench (P/N: 10045-01-004) Figure 6002-2 Operating & Adjustment Wrench – Ramp-Lok® Draw Bolt Assemblies RAMP-LOK DRAW BOLT ASSEMBLIES Effective Date Section No. DER06002 03 August 15 Page 3 of 10 INSTALLATION When purchased with the original equipment, Ramp-Lok® Draw Bolt Assemblies are installed on the equipment prior to shipment. The following sequence of installation photos is presented in the event any of the assemblies must be removed and/or replaced. STEP 1 Insert T-Bolt screen frame. from inside of STEP 2 STEP 3 Install O-ring on end of T-Bolt; orient Locking Ramp as shown. Hook channel of Locking Ramp on Screen Frame. STEP 4 STEP 5 STEP 6 Push T-Bolt completely through Locking Ramp as shown. Apply anti-seize compound to ramp surfaces of Locking Ramp. Apply anti-seize compound to threads of T-Bolt. STEP 7 STEP 8 STEP 9 Orient Spring Housing/Tensioning Nut as shown. Slide Spring Housing/Tensioning Nut onto threads of T-Bolt. Install Flat Washer and Locking / Tension Adjustment Nut. Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Page 4 of 10 Effective Date 03 August 15 INSTALLATION – (Continued) STEP 10 OPENED POSITION CLOSED POSITION Pre-load spring; ⅛” to ¼” (3.2 to 6.4 mm) of T-Bolt threads should be exposed. Tensioning Nut rotated to full counterclockwise (OPENED or RELEASE) position Tensioning Nut rotated to full clockwise (CLOSED or CLAMP) position. RAMP-LOK® TENSION ADJUSTMENT The clamping force exerted by a Ramp-Lok® Draw Bolt Assembly is adjustable. Following installation and prior to use, the clamping force of the Draw Bolt Assembly must be adjusted to suit the application. Actual clamping force exerted by the Draw Bolt Assembly is directly related to the rating of the Compression Spring, and the pre-loading of that spring during final adjustment of the assembly. DRAW BAR (REF) T-BOLT (DRAW BOLT) TENSIONING NUT / SPRING HOUSING LOCKING NUT (TENSION ADJUSTMENT) SCREEN PANEL COMPRESSION SPRING FLAT WASHER ¼” (6.3 mm) Figure 6002-3 Clamping Tension Adjustment – Ramp-Lok Draw Bolt Assembly RAMP-LOK DRAW BOLT ASSEMBLIES Effective Date Section No. DER06002 03 August 15 Page 5 of 10 NOTE: Tension adjustment of the Ramp-Lok Draw Bolt Assembly requires the following conditions: 1. A screen panel must be installed. 2. The T-Bolt must be engaged in the Draw Bar. 3. The Tensioning Nut for the Ramp-Lok Assembly that is gripping the screen panel must be rotated to the full clockwise (CLOSED / CLAMPED) position. Adjust Clamping Tension as follows: 1. Verify that a screen panel is installed on the bed of the screen frame. 2. Verify that the head of the T-Bolt is properly engaged in the Draw Bar. 3. Verify that Tensioning Nut (see Figure 6002-3) is in the full clockwise (CLOSED / CLAMPED) position. NOTE: Rotating the Locking Nut clockwise increases clamping tension; rotating the Locking Nut in a counterclockwise direction reduces clamping tension. 4. Using wrench (P/N: 10045-01-004, or equivalent) rotate Locking Nut in clockwise direction; continue to tighten Locking Nut until the Flat Washer has receded approximately ¼” (6.3 mm) into the Tensioning Nut / Spring Housing. 5. Visually inspect installed screen panel for the following faults. NOTE: The conditions indicated below frequently indicate the screen tensioning assemblies associated with the screen panel were not tightened in the proper sequence. A. There should be no “rippling” along the hook strip B. There should be no “bagging” along the sides or ends of the screen panel. 6. Using your hand, touch screen panel to verify correct clamping tension has been established; correct tension setting as required. Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Page 6 of 10 Effective Date 03 August 15 OPERATION To insure screen panels are properly centered across the width of the screen bed, stainless steel Locating Bars are provided along the left interior wall of the screen bed (see Figure 6002-3). When installing a screen panel on the screen bed it is imperative the screen panel is initially positioned and tightened against the left side of the Screen Frame. Final tensioning of the screen panel is accomplished from the right side of the Screen Frame. Install and remove screen panels as indicated below. NOTE: Left and Right sides of Derrick equipment are determined with person standing at FEED end of unit and facing toward DISCHARGE end. WARNING: FAILURE TO FOLLOW THE RECOMMENDED TIGHTENING SEQUENCE WILL CAUSE IMPROPER TENSIONING OF THE SCREEN PANEL AND WILL RESULT IN PREMATURE FAILURE OF THE PANEL. Screen Frame Locating Bars (Left side of screen frame ONLY) T-Bolts (Shown Rotated 90° to the “Unlocked” position) Draw Bar T-Bolts (Shown Rotated 90° to the “locked” position) Side Support (Fiberglass) Channel Protectors Cross Support (Fiberglass) FEED End DISCHARGE End Figure 6002-4 Interior View – Screen Frame Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Effective Date 03 August 15 Page 7 of 10 Preparing Equipment for Screen Panel Installation/Removal Prior to attempting screen installation/removal procedures, refer to the machine shutdown procedures presented in Section 4 of this manual. NOTE: The following screen panel removal procedure presumes the following: 1. The flow of feed slurry to the Feeder and Desander/Desilter Units has been discontinued. 2. Residue has been rinsed from screen panel surfaces. 3. Vibrator Motor(s) have been de-energized. Screen Panel Installation 1. Prior to placing screen panel in the Screen Frame, verify Side Supports, Cross Supports and Channel Protectors (see Figure 6002-3) are in good condition; replace worn/damaged items as required. 2. Position screen panel on bed of Screen Frame. 3. Move screen panel to contact Locating Bars on left side of screen bed (see Figure 6002-4). 4. Verify heads of T-bolts are oriented in vertical “UNLOCKED” position (see Figure 6002-5). 5. Position draw bar to engage hook strip along top outer edge of screen panel. 6. Orient head of T-bolts allowing them to pass through elongated slots of draw bar; rotate heads of T-bolts 90° to a horizontal “LOCKED” position (see Figure 6002-5) to capture draw bar. NOTE: It is important that the center draw bolts (1 and 2, Figure 4) are tightened first, and end bolts (3 and 4) are tightened last. Non-compliance with this tightening sequence will produce screen “flutter” when system is in operation, and will result in premature wear of the screen panel. 7. Using open-end portion of wrench (see Figure 6002-2) tighten Ramp-Lok® Draw Bolt Assemblies from exterior of screen frame. Tighten draw bolts in the sequence illustrated (see Figure 6002-5). 8. Repeat tightening sequence on right side of screen frame. 9. Using your hand, verify screen panel is firmly in contact with bed of screen frame. 3 1 2 4 Draw Bolt Orientation: “LOCKED” Figure 6002-5 Tightening Sequence – Screen Installation “UNLOCKED” Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Page 8 of 10 Effective Date 03 August 15 Screen Panel Removal NOTE: The following screen panel removal procedure presumes the following: 1. The flow of feed slurry to the Feeder and Desander/Desilter Units has been discontinued. 2. Residue has been rinsed from screen panel surfaces. 3. Vibrator Motor(s) have been de-energized. NOTE: The procedure for screen panel removal is opposite of the procedure for screen panel installation. Screen panels should FIRST be loosened from the right side of the equipment, THEN from the left side of the equipment. 1. Identify Ramp-Lok® Draw Bolt Assemblies associated with screen panel selected for removal; using open-end portion of wrench (Figure 6002-2) loosen selected draw bolt assemblies from exterior of screen frame. Loosen draw bolts in the sequence illustrated (see Figure 6002-6) and in accordance with Step 2. 1 3 4 2 Draw Bolt Orientation: “LOCKED” “UNLOCKED” Figure 6002-6 Loosening Sequence – Screen Removal 2. Loosen Ramp-Lok® Draw Bolt Assemblies as follows: A. Using open-end portion of wrench (see Figure 6002-2) rotate Tensioning Nut / Spring Housing (see Figure 6002-1) portion of Ramp-Lok® Draw Bolt Assembly in a counterclockwise direction (approximately 180°). B. Loosen all selected Ramp-Lok® Draw Bolt Assemblies on the RIGHT side of the screen bed. Be sure to follow loosening sequence indicated in Figure 6002-6. C. Loosen all selected Ramp-Lok® Draw Bolt Assemblies on the LEFT side of the screen bed. Be sure to follow loosening sequence indicated in Figure 6002-6. 3. From inside of Screen Frame rotate heads of T-bolts 90° to the “unlocked” position and remove Draw Bar. 4. Remove screen panel(s) from bed of screen frame. 5. Following screen panel removal, inspect condition of Side Supports, Cross Supports and Channel Protectors (see Figure 6002-3); replace worn/damaged items as required. 6. Rinse residual residue and/or debris from Side and Cross Supports and from Channel Protectors prior to installing replacement screen panels. Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Effective Date 03 August 15 Page 9 of 10 REPLACEMENT PARTS The Ramp-Lok® Draw Bolt Assemblies are available in four configurations to accommodate a variety of screen panel applications. As indicated below, the 470 lb. (214 Kg) spring is available with either a Teflon or Viton O-ring. Ramp-Lok® Tension Ratings Spring Rating (lbs. / Kg) O-Ring Material 9744-00 470 / 214 Teflon 9744-20 470 / 214 Viton 9744-12 135 / 61 Teflon 9744-21 238 / 108 Teflon Complete Assembly No. Used With Panel Type Industry Application Steel Oil Field Urethane & Fine Mesh Mining Section No. DER06002 RAMP-LOK DRAW BOLT ASSEMBLIES Page 10 of 10 Effective Date 03 August 15 Ref Derrick Dwg. No.: 9744-00, Rev. 16 Replacement Parts – Ramp-Lok® Draw Bolt Assembly Item No. Description Part No. 1 Nut, Brass - Ny-Loc G0003654 2 Spring (470 / 214) 9752-00 3 Draw Bolt 4 O-Ring - Teflon Assembly Number 9744-00 9744-12 9744-20 9744-21-S Q Q Q Q Q - Q - 9753-01 Q Q Q Q 4488-00 Q Q - Q 5 Flat Washer 1.50x.563x.075 Q - Q Q 6 Snap Ring N5000-156-H Q Q Q Q 7 Spring Housing w/Nut 9058-01 Q - Q Q 8 Locking Ramp 9058-03-001 Q - Q Q 14 Spring (135 / 61) PP1395 - Q - - 15 Locking Ramp 12558-02 - Q - - 16 Spring Housing w/Nut 12558-01 - Q - - 17 Flat Washer WFSS-50-SAE Q Q Q Q 18 Flat Washer 1.50X.656X.075 - Q - - 19 O-Ring - Viton G0001737 - - Q - 23 Spring (135 / 61) G0003891 - - - Q NOTES: 1. Lubricant for Locking Ramps and Draw Bolt threads is Silver Grade Anti-Seize (P/N: LOC-767-64) Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright 2003 by DERRICK CORPORATION Section No. DER07000 Effective Date 03 May 02 Supercedes 01 March 06 Page No. 1 of 10 GENERAL INFORMATION For DERRICK MODEL NUMBER (S): E / EX / SG / SGX / SUPER G MOTORS INTRODUCTION This section of the manual presents general information concerning installation, operation and maintenance of the Derrick Super G™ E, EX, SG, and SGX Vibrator Motors. Included in this section is the following information: General Description – Vibrator Motors Model Number Breakdown Tags and Nameplates Repair Notice Derrick Repair Facilities Receiving and Storage Principles of Operation Maintenance Troubleshooting Repair Parts Listings GENERAL DESCRIPTION – VIBRATOR MOTORS Derrick Screening Equipment employs low-speed, high amplitude vibrator motors (see Figure 7-1) to separate and convey solids over patented screen panels. To maximize the G-forces produced by the vibrator motors, the motors are attached directly to the screen frame and are positioned over the screening bed. Depending on the screening equipment, one or two vibrator motors are required. Figure 7000-1 Vibrator Motors DER07000 Section No. GENERAL INFORMATION – E / EX / SG / SGX Page 2 of 10 Effective Date 03 May 02 GENERAL DESCRIPTION – (Continued) Eccentric cams installed on the rotor shaft produce the vibratory action to separate and convey solids over the screen panels. The weight of the eccentric cams (measured in IN-LBS) varies depending on application and equipment on which the vibrator motor is installed. The weight of the installed eccentric cams is stamped on a nameplate affixed to the outside of the motor housing. When two vibrator motors are installed on a single screen frame, the motors are wired so that each motor rotates in an opposite direction, thus increasing the G-forces produced. The vibrator motors employed on Derrick equipment must be operated at the specific three-phase supply voltage for which they were designed. Motors are available in both explosion-proof and non-explosion-proof versions. The vibrator motors described in this section are rated for continuous duty with Totally Enclosed NonVentilated (TENV) construction and permanently lubricated sealed bearings. MODEL NUMBER BREAKDOWN E X - 30 - 18 - 460/480 - 6 - 000 Factory Assigned Code (Options) Cycles (x 10): 5 = 50 Hz 6 = 60 Hz Operating Voltage RPM (x 100) Eccentric Weight (per side) (Expressed in IN-LBS) Construction: (Blank) – Non-Explosion-proof X – Explosion-proof Application: E – Standard G-force SG – Super G-force Section No. DER07000 GENERAL INFORMATION – E / EX / SG / SGX Effective Date 03 May 02 Page 3 of 10 TAGS & NAMEPLATES Various tags and nameplates are installed on the outside of the motor case to identify the mechanical and electrical characteristics of the unit. A description of these items is presented below. Item Ê Í Ë Ì Tag / Nameplate UL Listed Motors Description DATA PLATES: The top data plate (UL Listed Motors) is installed on every motor, except for motors requiring DEMKO certification. Ê Ë DEMKO Certified Motors The bottom data plate is installed on all DEMKO certified (EEx d IIB T3, 99E.124923X) motors. Information includes: Model No. Serial No. Speed (RPM) Power Requirements Horsepower R R HAZARDOUS LOCATION TAG: Appears on all UL-listed motors, and indicates the Class/Group of UL compliance. CLASS I - Flammable Gas Atmosphere CLASS II - Combustible Dust Atmosphere Ì ELECTRICAL CAUTION A version of this tag is installed on the cover of the junction box; reminds the user to disconnect supply power before opening the junction box. Í ECCENTRIC WEIGHT TAG Specifies amount of eccentric weight (IN / LBS) installed in each end of the motor. Section No. DER07000 GENERAL INFORMATION – E / EX / SG / SGX Page 4 of 10 Effective Date 03 May 02 REPAIR NOTICE Derrick Corporation maintains a UL (Underwriters Laboratories) certified motor repair facility. Refer to HAZARDOUS LOCATION tag affixed to motor case to determine Class / Group of certification for the motor installed on your equipment. The following repair guidelines apply: 1. ALL non-explosionproof motors may be repaired by the user. 2. ALL motors with only CLASS I (flammable gas atmosphere) certification may be repaired by the user. 3. ALL motors with a CLASS II (combustible dust atmosphere) certification must be repaired at Derrick Corporation, or at a Derrick approved, UL authorized repair facility. 4. ALL DEMKO certified motors must be repaired at Derrick Corporation, or a DEMKO authorized repair facility. NOTE: The Underwriter Laboratories specify that all repairs, alterations or modifications of any device having a UL listing shall only be at an authorized UL facility. Derrick Corporation shall not be responsible for liabilities incurred from service not performed at a Derrick authorized facility. SAFETY Successful and safe operation of all industrial machinery, including DERRICK vibrators, requires proper handling, installation, operation and maintenance. Failure to follow installation and maintenance requirements may result in personal injury, equipment failure, or property damage. Qualified Personnel Only qualified personnel should be involved in the installation, operation and maintenance procedures. All plant safety procedures must be observed. Qualified personnel must be familiar with the construction, installation, maintenance and operation of the equipment, and must be aware of any hazards associated with operation of that equipment. In addition, the person must have the following qualifications: 1. Individual must be trained and authorized to energize, de-energize, clear, ground and tag circuits and equipment in accordance with established safety practices. 2. Individual must be trained in proper care and use of protective equipment such as rubber gloves, safety glasses or face shields, flash clothing, hard hats, etc., in accordance with established safety practices. GENERAL INFORMATION – E / EX / SG / SGX Effective Date Section No. DER07000 03 May 02 Page 5 of 10 WARNING! ALL DERRICK VIBRATORS MUST BE INSTALLED AND GROUNDED IN ACCORDANCE WITH ALL LOCAL AND NATIONAL ELECTRICAL CODES. WARNING! TO AVOID SERIOUS PERSONAL INJURY BE SURE EQUIPMENT IS LOCKED OUT, TAGGED OUT AND DE-ENERGIZED PRIOR TO PERFORMING MAINTENANCE AND/OR ADJUSTMENTS. STORAGE Derrick Corporation manufactures rugged weather resistant equipment. However, the following storage instructions must be observed to maximize the life of your equipment and to maintain any written or implied warranty provided by the manufacturer. New Vibrator Motors When storing a new vibrator (motor) for any length of time, the first consideration should be location. Spare vibrators and vibrators not going into immediate service should be stored in a clean, dry and warm location (50% relative humidity or less). The storage location should be one that does not undergo severe changes in temperature over a 24-hour period. Guarding against moisture is of paramount importance when storing vibrators of any type. Used Vibrator Motors Before storing vibrators that have been in service, run unit for approximately one hour thus allowing the unit to heat up and dissipate any internal moisture. Shut down unit and allow time for vibrator to cool. Follow the procedures listed for covering unit based on location. All applicable electrical Lock Out and Tag Out rules must be observed. Periodically use a Megohmmeter to insure integrity of winding insulation. Record Megohmmeter readings; immediately investigate any significant decrease in insulation resistance. Open Machines Open machines (Screening machines with product exposed to the environment) should be covered with a tarpaulin (tarp). If unit is stored outdoors, use a UV- resistant tarp, or UV-resistant shrink-wrap. Install vents when using shrink-wrap. Attach Operating and Maintenance manuals (in sealed plastic) to unit. Closed Machines Closed machines (Screening machines with product NOT exposed to the environment) should have flanges (i.e.: Feeder, Desilter and Desander units) capped. If unit is stored outdoors, use a UV- resistant tarp, or UV-resistant shrink-wrap to prevent premature deterioration of seals and gaskets. Install vents when using shrink-wrap. Attach Operating and Maintenance manuals (in sealed plastic) to unit. Section No. DER07000 Page 6 of 10 GENERAL INFORMATION – E / EX / SG / SGX Effective Date 03 May 02 GENERAL OPERATION The Derrick vibrator motor is the heart of each screening machine. The vibrator motors are durable units producing intense vibration. Derrick vibrator motors are Totally Enclosed Non-ventilated (TENV) devices that use natural convection to dissipate heat through the vibrator case. This design inherently runs hot, but is built to withstand the higher temperatures encountered. The sealed vibrator design reduces chances of internal bearing and component contamination. Eccentric weights are keyed to the rotor shaft to produce the required vibration associated with screening equipment. The eccentric weights installed in the vibrator motor are specially selected for use with specific Derrick screen frames. To protect the integrity of the screen frame design, the weights are not adjustable. NOTE: Eccentric weights installed in commercially available generic vibrator motors are adjustable. Manufacturers of these generic motors DO NOT accept liability for damage occurring to the mated structure. WARNING! ONLY USE DERRICK VIBRATOR MOTORS WITH NON-ADJUSTABLE ECCENTRIC WEIGHTS. USE OF GENERIC VIBRATOR MOTORS WITH ADJUSTABLE ECCENTRIC WEIGHTS MAY RESULT IN DAMAGE TO THE SCREEN FRAME, AND WILL VOID ALL EQUIPMENT WARRANTIES, EITHER WRITTEN OR IMPLIED. The Derrick squirrel-cage induction vibrator has long been the workhorse of our industry because of its simple and rugged design. To obtain the best performance, it is important to have an understanding of motor operating principles and characteristics. The induction vibrator is comprised of two major components: the rotor, and the stator. The rotor consists of shaft-mounted steel laminations, squirrel cage conductors (bars), and end rings. The stator has a formation of steel laminations mounted on a frame in such a manner that slots are formed on the inside diameter of the assembly. Coils of copper wire are inserted into the slots and connected to form a circuit. When the circuit is energized with AC supply voltage, a rotating magnetic field is created in the stator. The rotating magnetic field cuts through the rotor and induces a voltage in the rotor bars thus creating their own magnetic field. The rotor magnetic field attempts to line up with the stator magnetic linesof-force. Since the magnetic field of the stator is rotating, the rotor chases the stator field, never quite catching up, but following along just slightly behind. This is essentially known as motor action Vibrator Characteristics A three-phase induction vibrator requires the windings to be connected to a power source. Vibrator speed (expressed in RPM) is dependent on the speed of the stator rotating field, and is equal to 120 x f/p, where ‘f’ is the frequency of the source (Hz) and ‘p’ is the number of poles. For example, a Derrick ‘EX’ vibrator having 4 poles and supplied from a 60 Hz source will run at 1800 RPM. Actual speed of the vibrator is slightly less due to “rotor slip”. Rotor slip is the difference between the speed of the magnetic field in the stator and speed of the rotor, and is necessary for motor action to occur. The vibrators will operate in ambient temperatures slightly in excess of 40ºC (104ºF). If excessive temperatures are anticipated, please contact the Derrick Technical Service Department for assistance. DO NOT install hoods or enclosures that may cause inadequate ventilation which could be detrimental to vibrator life. GENERAL INFORMATION – E / EX / SG / SGX Effective Date Section No. DER07000 03 May 02 Page 7 of 10 INSTALLATION Mechanical Installation For mechanical installation procedures, see Section of this manual indicated below. DER07300 – Mechanical Installation/Removal Procedures for Derrick Vibrator Motors. Electrical Installation For electrical installation procedures, see Section of this manual indicated below. DER07350 – Standard Electrical Installation for Single and Dual Vibrator Motors. Section No. DER07000 GENERAL INFORMATION – E / EX / SG / SGX Page 8 of 10 4 Effective Date 03 May 02 17 12 9 19 20 16 11 2 18 8 10 3 15 5 7 6 1 13 14 6 5 Ref Derrick Dwg No :14274-00 Rev 2 Replacement Parts – EX / SGX Motor Assemblies Item No. Description EX SGX Part No. Part No. Quantity per Assembly 1 Vibrator Case 12730-00 14273-01A 1 2 Bearing Housing 12731-00C 14272-01A 1 3 Shaft 12732-00-001 14271-01A 1 4 Bearing Mount 12733-00-002 14266-01A 2 5 Eccentric Weights (Outboard) Serial Number Required Serial Number Required A/R 6 Eccentric Weights (Inboard) Serial Number Required Serial Number Required A/R 7 Bearing Seat 12735-00-001 12735-00-001 2 8 End Cover 12736-00 12736-00 2 9 Explosion-proof Seal 12737-00 14270-01A 2 10 Bearing PP1097-BRG G0001960 2 11 O-Ring G0003006 G0003006 2 12 Junction Box Cover 12739-00 12739-00 1 13 Stator (Specify Voltage) Serial Number Required Serial Number Required 1 14 Rotor Assembly 9802-01 9941-00-001 1 15 Spacer 12742-00 14269-01A 2 16 Labyrinth Ring 12743-00 14268-01A 2 17 Shrink Ring 12741-00-002 14267-01A 2 18 O-Ring PP1503 PP1503 2 19 Terminal Block Assembly 11006-00B 11006-00B 1 20 O-Ring G0003627 G0003627 1 GENERAL INFORMATION – E / EX / SG / SGX Effective Date NOTES: 03 May 02 Section No. DER07000 Page 9 of 10 Section No. DER07000 Page 10 of 10 GENERAL INFORMATION – E / EX / SG / SGX Effective Date 03 May 02 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. Effective Date Page No. DER07300 03 May 02 1 of 6 MECHANICAL INSTALLATION / REMOVAL PROCEDURES For DERRICK VIBRATOR MOTORS (With Permanently Lubricated Sealed Bearings) EFFECTIVITY The Installation & Removal Procedures presented in this section of the manual are for all Derrick Vibrator Motors with permanently-lubricated, sealed bearings. INSTALLATION SAFETY WARNING! USE HEAT RESISTANT GLOVES WHEN TOUCHING MOTORS DURING OR IMMEDIATELY AFTER OPERATION. SURFACE TEMPERATURES IN EXCESS OF 140°F MAY CAUSE TISSUE DAMAGE WHEN SKIN CONTACTS A HEATED SURFACE. WARNING! HARDWARE OR TOOLING DROPPED ON THE SCREEN PANELS WILL CAUSE DAMAGE. EITHER REMOVE SCREEN PANELS, OR PROVIDE SUITABLE PROTECTION TO SHIELD SCREEN PANELS BEFORE PROCEEDING WITH HARDWARE REPLACEMENT. WARNING! TO AVOID SERIOUS PERSONAL INJURY, BE SURE EQUIPMENT IS LOCKED OUT, TAGGED OUT AND DE-ENERGIZED PRIOR TO PERFORMING MAINTENANCE AND/OR ADJUSTMENTS. WARNING! MOTOR DAMAGE MAY OCCUR IF OUT OF SERVICE MOTORS ARE STORED IN ENVIRONMENTS WITH EXCESSIVE (GREATER THAN 50% RELATIVE HUMIDITY) MOISTURE. WARNING! BE SURE LIFTING CAPACITY OF HANDLING DEVICES ARE SUFFICIENT TO SAFELY HANDLE THE WEIGHT OF THE EQUIPMENT. Section No. DER07300 INSTALLATION & REMOVAL PROCEDURES Page 2 of 6 Effective Date 03 May 02 MOTOR HANDLING Be sure to read and understand all WARNINGS presented under the heading INSTALLATION SAFETY presented at the beginning of this section. Lifting Motor Assemblies Position lift sling as shown when lifting motor assembly. DO NOT PINCH MOTOR POWER CORD WHEN INSTALLING LIFTING SLING. To prevent damage to power cord when lifting motor assembly, always keep sling next to motor case. Installing / Removing Motor From Screen Frame DURING MOTOR INSTALLATION: Keep lift sling attached to motor assembly until mounting hardware has been installed and secured to Screen Frame. DURING MOTOR REMOVAL: Attach lift sling and connect to overhead lifting device before removing mounting hardware for motor assembly. INSTALLATION & REMOVAL PROCEDURES Effective Date Section No. DER07300 03 May 02 Page 3 of 6 HARDWARE INSTALLATION Two sizes of mounting hardware (¾” and 1”) are used for mounting of the motor assemblies addressed by this section of the manual. As shown in Figure 7-1, the ¾” Motor Bolts are installed from the underside, while the 1” Motor Bolts are installed from the topside of the motors. Both configurations require Hardened Washers to be installed directly below the bolt head, and directly below the Flex-Loc Nut. E & EX MOTORS 1” Motor Bolt (Insert from Topside) 1” Motor Bolt Flex-Loc Nut Hardened Washer Hardened Washer Screen Frame Screen Frame Hardened Washer Hardened Washer ¾” Motor Bolt Flex-Loc Nut SG & SGX MOTORS ¾” Motor Bolt (Insert from Underside) Figure 7300-1 Motor Bolt Installation (3/4” vs. 1” Motor Bolts) Section No. DER07300 INSTALLATION & REMOVAL PROCEDURES Page 4 of 6 Effective Date 03 May 02 INSTALLATION SEQUENCE Step 1 Step 2 Using overhead lifting device, position Vibrator Motor over Screen Frame. Motors with 1” mounting bolts: Insert Mounting Bolt with Hardened Washer from topside of motor, as shown. Lower Vibrator Motor to engage mounting holes in Screen Frame. Motors with ¾” mounting bolts: Positioned motor on the Screen Frame and align mounting holes on motor and Screen Frame. Insert ¾” bolt from underside of Screen Frame mounting surface. NOTE: DO NOT apply anti-seize compound to ¾” mounting hardware. Also, be sure to install the ¾” mounting bolts from the underside of the Screen Frame. Step 3 FOR 1” MOUNTING BOLTS ONLY Apply anti-seize compound to threads of 1” mounting bolt; install Hardened Washer and Nut from underside of Screen Frame as shown. INSTALLATION & REMOVAL PROCEDURES Effective Date 03 May 02 Section No. DER07300 Page 5 of 6 Step 4A 1” MOUNTING BOLT INSTALLATION (SHOWN) Use a wrench with ¾” Hex Bit to prevent bolt head from turning (photo – left); use a torque wrench (photo – right) with a 1-7/16” deep socket to tighten nut; torque nut to 400 FT LBS. Step 4B 3/4” MOUNTING BOLT INSTALLATION Use a wrench with ⅝” Hex Bit to prevent bolt head on underside of Screen Frame from turning. If “L9” hex head bolts were supplied with the motor, use a 1⅛” wrench (box or open-end) to prevent bolt head from turning. Use a torque wrench with a 1-1/16” socket to tighten nut; torque nut to 355 FT LBS. Section No. DER07300 Page 6 of 6 INSTALLATION & REMOVAL PROCEDURES Effective Date 03 May 02 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION Section No. Effective Date Page No. DER07350 03 May 02 1 of 8 STANDARD ELECTRICAL INSTALLATION For SINGLE AND DUAL VIBRATOR MOTORS GENERAL Electrical Installation Procedures presented in this section are for Derrick Vibrator Motors only, and does not apply to installation of electrical supply power to the machine. For information concerning electrical supply power refer to Section DER03050. Vibrator motors employed on Derrick equipment must be operated at the specified voltage and frequency for which they were designed. Refer to the Data Plate attached to motor case of the vibrator motor for specific voltage and frequency requirements for the motor being installed. Prior to installing the vibrator motor on a specific piece of equipment verify that the supply power to the equipment corresponds to electrical requirements of the vibrator motor being installed on that equipment. WARNING! VIBRATOR MOTORS USED ON DERRICK EQUIPMENT MUST BE OPERATED AT THE SUPPLY VOLTAGE AND FREQUENCY FOR WHICH THEY WERE DESIGNED. INSTALLATION SAFETY Installation should only be performed by trained and qualified persons familiar with high-voltage applications and knowledgeable with National Electrical Code (NEC) standards and any other state or local codes that may apply to installation of industrial equipment. WARNING! USE HEAT RESISTANT GLOVES WHEN TOUCHING MOTORS DURING OR IMMEDIATELY AFTER OPERATION. SURFACE TEMPERATURES IN EXCESS OF 140°F MAY CAUSE TISSUE DAMAGE WHEN SKIN CONTACTS A HEATED SURFACE. WARNING! HARDWARE OR TOOLING DROPPED ON THE SCREEN PANELS WILL CAUSE DAMAGE. EITHER REMOVE SCREEN PANELS, OR PROVIDE SUITABLE PROTECTION TO SHIELD SCREEN PANELS BEFORE PROCEEDING WITH HARDWARE REPLACEMENT. Section No. DER07350 STANDARD ELECTRICAL INSTALLATION Page 2 of 8 Effective Date 03 May 02 INSTALLATION SAFETY – (Continued) WARNING! MOTOR DAMAGE MAY OCCUR IF OUT OF SERVICE MOTORS ARE STORED IN ENVIRONMENTS WITH EXCESSIVE (GREATER THAN 50% RELATIVE HUMIDITY) MOISTURE. WARNING! TO AVOID SERIOUS PERSONAL INJURY, BE SURE EQUIPMENT IS LOCKED OUT, TAGGED OUT AND DE-ENERGIZED PRIOR TO PERFORMING MAINTENANCE AND/OR ADJUSTMENTS. WARNING! ELECTRICAL CONNECTIONS MUST BE IN ACCORDANCE NATIONAL ELECTRICAL CODES (NEC), AND APPLICABLE LOCAL CODES. FAILURE TO DO SO MAY RESULT IN AN UNSAFE CONDITION THAT COULD INJURE PERSONNEL OR DAMAGE EQUIPMENT. ENSURE ALL ELECTRICAL AND CONDUIT CONNECTIONS ARE SECURE. WARNING! VIBRATORS MUST BE PROPERLY GROUNDED. NOTE: The voltage and frequency of the power source must comply with values specified on the vibrator nameplate within ± 10% of the combined total. NOTE: Modifications to this electrical system must be in accordance with the National Electrical Codes (NEC) or applicable local codes. Any changes not authorized in writing by Derrick Corporation will void all warranties, implied or otherwise. MECHANICAL INSTALLATION / REMOVAL For mechanical installation / removal of Vibrator Motors, including handling and hardware installation, refer to the section of the manual indicated below. DER07300 MECHANICAL INSTALLATION / REMOVAL PROCEDURES STANDARD ELECTRICAL INSTALLATION Effective Date Section No. DER07350 03 May 02 Page 3 of 8 WIRING INSTRUCTIONS The following wiring instructions are typical for standard single and dual motor installations. Backnut Step 1 Step 2 Replacement Vibrator Motors for certain machine models are supplied with a cable gland as shown above. Prepare wires for installation as follows: Proceed as follows: 1. Remove wire tie that secures loose wires to cable. 2. Wrap wires loosely with electrical tape to ease threading of wires through elbow of Motor Connection Junction Box. 1. Feed taped wires through elbow of the Motor Connection Junction Box. 2. Separate components of cable gland. 3. Thread portion of cable gland closest to elbow into elbow; use wrench to tighten in position. 4. Slide remaining components of cable gland to engage portion of cable gland installed in elbow. 5. Slide Backnut (see photo) forward; tighten Backnut using wrench. Section No. DER07350 STANDARD ELECTRICAL INSTALLATION Page 4 of 8 Effective Date 03 May 02 Wiring Connections – Motor Connection Junction Box Wiring connections for both single and dual-motors are presented below. DUAL MOTORS – (With Over-Temperature Protection) Wires from Vibrator Motor Cables Black / Yellow Black – Top Motor White / Yellow White – Top Motor Red / Yellow Red – Top Motor Orange From Motor Starter Box Green Orange – Top & Bottom Motors Green – Top & Bottom Motors Blue Blue – Top & Bottom Motors Red / Blue Red – Bottom Motor White / Blue Black / Blue White – Bottom Motor Black – Bottom Motor Motor Connection Junction Box SINGLE MOTOR – (With Over-Temperature Protection) Black White Red From Motor Starter Box Green To corresponding color of Motor Cable Wire Blue Orange Motor Connection Junction Box System Test Following installation of cord(s), test system to ensure proper rotation of the motors. Systems employing two motors require that the motors rotate in opposite directions. STANDARD ELECTRICAL INSTALLATION Effective Date 03 May 02 Section No. DER07350 Page 5 of 8 SYSTEM SCHEMATICS System schematics are provided below that depict both single and dual motor installations. Special wiring schematics, if used, are presented in Section 3 of this manual. DUAL MOTORS – Explosionproof/Non-Explosionproof – Derrick Supplied Starters 220-575 VAC 50/60 Hz, 3 ∅ Ref Derrick Dwg. No. 13320-00, Rev. 5 Section No. DER07350 Page 6 of 8 STANDARD ELECTRICAL INSTALLATION Effective Date 03 May 02 DUAL MOTOR – NON-EXPLOSIONPROOF – Customer Supplied Starters LEGEND: ROTATION CW Ref Derrick Dwg. No.: 5701-00-001, Rev. - ROTATION CCW N.O. = Normally Open N.C. = Normally Closed O.L. = Over Load KLI = Klixon STANDARD ELECTRICAL INSTALLATION Effective Date Section No. DER07350 03 May 02 Page 7 of 8 SINGLE MOTOR – NEW STYLE – Customer Supplied Starters STANDARD MOTORS THERMOSTAT (N/C) 9700K80-33 Opens @ 145 ± 5° C Derrick Corporation provides 36” (914 mm) of 6-wire cord for motor installation. Starters and boxes furnished by others. THERMOSTATS ARE PILOT DUTY RATED 115 Volts, 3.2 Amps, 360 VA EXPLOSION-PROOF MOTORS THERMOSTAT (N/C) 9700K80-33 Opens @ 145 ± 5° C Ref. Derrick Dwg. No.: 1522-00-002, Rev. 1 Section No. DER07350 Page 8 of 8 STANDARD ELECTRICAL INSTALLATION Effective Date 03 May 02 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright 2003 by DERRICK CORPORATION DER07500 Section No. Effective Date 03 May 02 Page No. 1 of 2 MAINTENANCE For DERRICK VIBRATOR MOTORS (With Permanently Lubricated Sealed Bearings) GENERAL Routine maintenance is critical to ensure maximum life for each vibrator motor. The schedule presented in this section of the manual is not a rigid schedule and should be modified in response to operating conditions at your facilities. Consider the following when determining a suitable maintenance schedule for your equipment: · Duty Cycle · Ambient Temperature · Operating Environment A maintenance log will help establish and monitor a service pattern that is correct for your equipment. The maintenance log should contain the following information: · Motor Model Number (from motor Data Plate) · Motor Serial Number (from motor Data Plate) · Power Requirements · Voltage reading at each phase (L1-L2, L1-L3, and L2-L3) · Amperage reading at each phase (L1-L2, L1-L3, and L2-L3) WARNING! TO AVOID SERIOUS PERSONAL INJURY, BE SURE EQUIPMENT IS LOCKED OUT, TAGGED OUT AND DE-ENERGIZED PRIOR TO PERFORMING MAINTENANCE AND/OR ADJUSTMENTS. VIBRATOR MOTOR MAINTENANCE Maintenance Action Frequency Use water hose; clean process material from exterior of motor case. The vibrator motor is designed to dissipate heat through the motor case. Build-up of process material on the motor case prevents proper heat dissipation and may cause the motor to overheat. Daily, or as required Visually inspect motor cable for signs of deterioration or damage. Each shift, or as required Use torque wrench; verify torque of motor mounting bolts is in accordance with torque values presented in DER05090. Weekly, or as required Section No. DER07500 Page 2 of 2 MAINTENANCE – VIBRATOR MOTORS Effective Date 03 May 02 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION Section No. Effective Date Page No. DER07550 03 May 02 1 of 14 BEARING REPLACEMENT PROCEDURE For DERRICK VIBRATOR MODEL (S): E, EX, SG, SGX APPLICABILITY The bearing replacement procedure described in this section of the manual only applies to the DERRICK Vibrator Motor Model (s) indicated above. A HAZARDOUS LOCATION tag is affixed to the motor case that identifies the Class and Group of UL (Underwriters Laboratories) or DEMKO certification for the motor installed on your equipment. Refer to this label BEFORE attempting maintenance of this equipment. The following repair guidelines apply: 1. ALL non-explosionproof motors (model designations without an ‘X’, i.e.: E, SG) may be repaired by the user. 2. ALL motors with only CLASS I (flammable gas atmosphere) certification may be repaired by the user. 3. ALL motors with a CLASS II (combustible dust atmosphere) certification MUST be repaired at Derrick Corporation, or a Derrick approved, UL authorized, repair facility. 4. ALL DEMKO certified motors must be repaired at Derrick Corporation, or a DEMKO authorized, repair facility. For additional information regarding Tags and Nameplates installed on the motor case, refer to section DER07000. NOTE: The Underwriter Laboratories and DEMKO specify that all repairs, alterations or modifications of any device having a UL/DEMKO listing shall only be serviced at an authorized UL/DEMKO facility. Derrick Corporation shall not be responsible for liabilities incurred from service not performed at a Derrick authorized facility. NOTE: Vibrator Motors must be removed from the equipment prior to performing the bearing replacement procedure. Refer to Section DER07300 for Vibrator installation and removal procedures. DER07550 Section No. BEARING REPLACEMENT PROCEDURE Page 2 of 14 Effective Date 03 May 02 MATERIALS REQUIRED Bearing replacement kits are available for each model of Vibrator Motor covered by this section of the manual. Verify the “Model Number” on the data plate before ordering the bearing replacement kit. Vibrator Motors used on Derrick equipment have bearings and eccentric weights installed at each end of the motor shaft. The bearing replacement kits (see Figure 7-1) contain sufficient components to change-out the bearings at both ends of the unit. It is recommended that the bearings at both ends of the unit be replaced at the same time. Failure to do so may result in the premature failure of the newly installed bearing. Bearing Replacement Kits Model Number E and EX SG and SGX Derrick Kit Number Notes G0001702 With Tools (see Note) G0001703 Without Tools G0003904 Without Tools G0003905 With Tools (see Note) NOTE: Bearing replacement tool kit includes the following items: · Torque Wrench, M* (9.53 mm) Drive, 200-1000 IN LBS · Ratchet Wrench, M* (9.53 mm) Drive · Hex Socket, M* (9.53 mm) Drive, 6mm · Hex Wrench, T-Handle, 5mm NOTE: Bearings for the Derrick Vibrator Motors are custom designed with internal clearances greater than normal, and are packed with special grease for longer life. Though not recommended, bearings can be obtained from an alternate supplier, but ® must be packed with Mobilith SHC 100 grease, or equivalent. Mobilith SHC®100 is a registered Trademark of MOBIL® NOTE: Premature bearing failure will occur if replacement bearings become contaminated during bearing replacement procedures. Section No. DER07550 Effective Date BEARING REPLACEMENT PROCEDURE 03 May 02 Page 3 of 14 Pre-packed Bearings installed in Bearing Mounts O-Rings –End Cover Seals Jack Screws – required to extract / install Bearing Mounts from/in Bearing Housings Figure 7550-1 Components - Bearing Replacement Kit (without Tool Kit) TOOLS REQUIRED The following list of tools is recommended for use during the bearing replacement procedure described in this section of the manual. · Torque Wrench (200 – 1000 IN LBS) · Hex Wrench (5mm) · Hex Wrench (6mm) · Dental Pick, or similar tool (remove O-Ring between Cover and Bearing Housing) · Clean, absorbent cloths (remove excess lubricant during disassembly) · Safety Glasses · Heat Resistant Gloves (250° F, or higher) · Welders torch · Bearing Heater Section No. DER07550 Page 4 of 14 BEARING REPLACEMENT PROCEDURE Effective Date 03 May 02 WORK AREA REQUIREMENTS Derrick Corporation recommends that the selected work area comply with the following requirements. 1. Motor maintenance procedures should be performed in a well-lighted area with sufficiently large work-surface area to accomplish the required tasks. 2. Work surface must be clean to prevent contamination of the replacement bearings. SAFETY A summary of WARNINGS is presented below that relate to the bearing replacement procedure described in this section of the manual. Be sure to read and understand these WARNINGS before proceeding. WARNING! ALL OPERATING AND MAINTENANCE PERSONNEL MUST READ AND UNDERSTAND ALL SAFETY INFORMATION PRESENTED IN THIS MANUAL BEFORE INTERFACING WITH THE EQUIPMENT. WARNING! HIGH VOLTAGE MAY BE PRESENT. BE SURE FUSED DISCONNECT SUPPLYING ELECTRICAL POWER TO THIS EQUIPMENT IS OPEN. LOCK-OUT AND TAG-OUT POWER SUPPLY TO PREVENT ACCIDENTAL APPLICATION OF POWER WHILE MAINTENANCE AND/OR ADJUSTMENTS ARE IN PROGRESS. WARNING! DO NOT TOUCH MOTOR HOUSING DURING OR IMMEDIATELY AFTER OPERATION WITHOUT HEAT RESISTANT GLOVES. SURFACE TEMPERATURE MAY EXCEED 140°F, AND MAY CAUSE TISSUE DAMAGE WHEN SKIN CONTACTS THOSE HEATED SURFACE. WARNING! SAFETY GLASSES MUST BE WORN DURING BEARING REPLACEMENT PROCEDURES. FAILURE TO COMPLY WITH THIS REQUIREMENT COULD RESULT IN SERIOUS EYE INJURY AND/OR PERMANENT LOSS OF VISION. Section No. DER07550 Effective Date BEARING REPLACEMENT PROCEDURE 03 May 02 Page 5 of 14 BEARING REPLACEMENT PROCEDURE The bearing replacement procedure presented in this section is divided into two subsections: bearing removal and bearing installation. Detailed procedures are presented below. Bearing Removal O-Ring Step 1 Step 2 Using a 5mm hex wrench, remove the eight socket head cap screws that secure Cover to Bearing Housing. Remove Cover. Using a dental pick, or similar tool, remove and discard O-Ring. NOTE: BE SURE TO SUPPORT COVER AS LAST SCREW IS REMOVED. Section No. DER07550 BEARING REPLACEMENT PROCEDURE Page 6 of 14 Effective Date 03 May 02 Bearing Removal Step 3 Step 4 Using a 6mm hex wrench, loosen the socket head set screw that secures Outboard Eccentric Weight(s) to Motor Shaft. Remove Outboard Eccentric Weight(s) from Motor Shaft. NOTE: More than one Eccentric Weight may be installed in this position. Step 5 Step 6 Using a soft absorbent cloth, remove excess lubricant from components. Using a torch with a diffused flame, heat Spacer to approximately 200° - 230° F (93° - 110° C). NOTE: DO NOT USE COMPRESSED AIR1 Typically, this will take 10-seconds, or less. Heat expands the Spacer for removal. 1 Compressed air could cause contaminates to lodge deeper within motor. Section No. DER07550 Effective Date BEARING REPLACEMENT PROCEDURE 03 May 02 Page 7 of 14 Step 7 Step 8 CAREFULLY pull heated Spacer from Motor Shaft. Using a 6mm hex wrench, remove six socket head cap screws (M8-1.25x60) that secure Bearing Mount to the Bearing Housing. Step 9 Step 10 Identify two threaded holes that accept the two M8-1.25x70 socket head Jackscrews. Jackscrew holes are 180° apart as shown. CAREFULLY thread Jackscrews threaded holes in Bearing Mount. DO NOT CROSS-THREAD SCREWS. into Section No. DER07550 BEARING REPLACEMENT PROCEDURE Page 8 of 14 Effective Date 03 May 02 Bearing Removal Step 11 Step 12 Using a 6mm hex wrench, alternately, and equally, advance each Jackscrew a few revolutions at a time. As Jackscrews contact Bearing Housing, the Bearing Mount begins to withdraw from the Bearing Housing, as shown above. Remove/discard Bearing / Bearing Mount. NOTE: Inner Bearing Race remains on Motor Shaft. Step 13 Step 14 Using a soft absorbent cloth, remove excess lubricant from interior of Bearing Housing and Inner Bearing Race. Using a torch with a diffused flame, heat Inner Bearing Race to approximately 200°230° F (93° - 110° C). NOTE: DO NOT USE COMPRESSED AIR2 Typically, this will take 10-seconds, or less. Heat expands the Inner Bearing Race for removal. 2 Compressed air could cause contaminates to lodge deeper within motor. Section No. DER07550 Effective Date BEARING REPLACEMENT PROCEDURE 03 May 02 Step 15 CAREFULLY remove/discard heated Inner Bearing Race from Motor Shaft. Using a soft absorbent cloth, remove excess lubricant from interior of Bearing Housing. BEARING REMOVAL IS COMPLETE Page 9 of 14 Section No. DER07550 BEARING REPLACEMENT PROCEDURE Page 10 of 14 Effective Date 03 May 02 Replacement Bearing Installation Step 1 Step 2 Remove Inner Bearing Race from assembled Bearing and Bearing Mount supplied with the Bearing Replacement Kit. Wipe excess lubricant from Inner Bearing Race and position on Motor Shaft with collar toward motor body. NOTE: Be CAREFULL to not allow contamination of these components. Using a bearing heater, or a torch with a diffused flame, heat Inner Bearing Race to approximately 200°-230° F (93° - 110° C). Step 3 Step 4 After heating Inner Bearing Race as required, slide Inner Bearing Race onto Motor Shaft until shoulder of Inner Bearing Race contacts Bearing Seat in rear of cavity. Orient longer reduced diameter of Bearing Mount toward motor body. Visually align clearance holes in Bearing Mount with threaded holes in Bearing Housing. Push Bearing Mount into cavity of Bearing Housing as far as practical. Section No. DER07550 Effective Date BEARING REPLACEMENT PROCEDURE 03 May 02 Page 11 of 14 Step 5 Step 6 Identify the two clearance holes in Bearing Mount that are 180° apart. Insert two of the M8-1.25x70 Jackscrews supplied with the Bearing Replacement Kit, through the clearance holes, and thread them into the holes in the Bearing Housing. After Bearing Mount has been sufficiently drawn into Bearing Housing, remove the two Jackscrews and install original socket head cap screws (M8-1.25x60) into the six clearance holes. Finger-tighten screws. Alternately advance both Jackscrews a few revolutions at a time until Bearing Mount has been drawn into the Bearing Housing. Step 7 Step 8 Using a torque wrench, and 6mm hex wrench, torque all six cap screws to 330-IN LBS. Position Spacer on Motor Shaft as shown. Using a bearing heater or a torch with a diffused flame, heat Spacer to approximately 200°-230°F (93° - 110 C). Typically this will take 10-seconds, or less. The heat expands the Spacer for installation. Push Spacer onto Motor Shaft until Spacer contacts Bearing. Section No. DER07550 Page 12 of 14 BEARING REPLACEMENT PROCEDURE Effective Date 03 May 02 Step 9 Step 10 Orient Eccentric Weight(s) as follows: Using a torque wrench, and 6mm hex wrench, torque cap screw to 330-IN LBS. 1. Split in Eccentric Weight facing junction box side of Motor Case. 2. Pin on inside diameter of weight must align with key way of Motor Shaft. NOTE: Install heaviest weight closest to Bearing Mount. Step 11 Check rotation and axial play of Motor Shaft as follows: 1. Manually rotate the Eccentric Weight both clockwise (CW) and counterclockwise (CCW), allowing weight to fully rotate. If binding occurs, motor will need to be disassembled to level described earlier in the section, and re-assembled following the Bearing Replacement Installation procedures also described in this section of the manual. 2. Using both hands, Grip Eccentric Weight(s) and push and pull along axial centerline of Motor Assembly. Shaft must have 1/16” – 1/8” (1.6 – 3.2 mm) of axial motion. If axial motion exceeds indicated requirements, motor will need to be disassembled to level described earlier in the section, and re-assembled following the Bearing Replacement Installation procedures also described in this section of the manual. Section No. DER07550 Effective Date BEARING REPLACEMENT PROCEDURE 03 May 02 Page 13 of 14 O-Ring Step 12 Apply a small dab of lubricant to each quadrant of O-Ring groove formed between Bearing Housing and Bearing Mount. CAREFULLY install O-Ring in groove. DO NOT STRETCH O-RING DURING INSTALLATION. Position Cover as shown in the above photograph. Install six M6-1.0x16 screws finger tight. Using a torque wrench and a 5mm hex wrench, torque screws to 120-IN LBS. Step 13 Repeat Bearing Replacement Procedure for opposite end of the motor. Section No. DER07550 Page 14 of 14 BEARING REPLACEMENT PROCEDURE Effective Date 03 May 02 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION DER07595 Section No. Effective Date 03 May 02 Page No. 1 of 2 TORQUE SPECIFICATIONS For DERRICK VIBRATOR MOTORS GENERAL The hardware torque specifications presented below are for Derrick Vibrator Motors. Be sure to use these torque values whenever installing hardware removed while performing maintenance procedures on the equipment. The hardware selected for use with Derrick Vibrator Motors was selected based on material composition, tensile strength and yield strength. Use only Derrick supplied and approved hardware whenever hardware replacement is required. Use of non-approved hardware could result in premature failure of the hardware and may result in serious personal injury or damage to the equipment. Also, use of Derrick approved hardware is required to maintain any written or implied warranty provided by the manufacturer. WARNING! USE ONLY CALIBRATED TORQUE WRENCHES WHEN INSTALLING HARDWARE ON DERRICK VIBRATOR MOTORS. WARNING! DO NOT REUSE MOTOR MOUNTING HARDWARE AFTER IT HAS BEEN INSTALLED AND TORQUED TO SPECIFICATION. HARDWARE TORQUE SPECIFICATIONS Hardware Torque Specification M6 Socket Head Cap Screw 120 IN LBS M8 Socket Head Cap Screw 330 IN LBS M8 Socket Head Cap Screw (Bearing Housing to Motor Case) 195 IN LBS ¾” Nominal Diameter Mounting Hardware 355 FT LBS 1” Nominal Diameter Mounting Hardware 400 FT LBS Section No. DER07595 TORQUE SPECIFICATIONS Page 2 of 2 Effective Date 03 May 02 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION Section No. DER07800 Effective Date 03 August 15 Page No. 1 of 4 TROUBLESHOOTING For DERRICK VIBRATOR MOTORS (With Permanently Lubricated Sealed Bearings) EFFECTIVITY The Troubleshooting Procedures presented in this section of the manual are for all Derrick Vibrator Motors with permanently lubricated, sealed bearings. PROBLEM Possible Cause Solution TROUBLESHOOTING VIBRATOR NOT RUNNING Incorrect voltage 1. Verify supply voltage is in accordance with Data Plate on Motor Case. 2. Verify main fuses / circuit breakers are “ON”. 3. Verify all 3 phases going to terminals of L-1, L-2 and L-3 of vibrator starter(s) are energized. 4. Verify vibrator starter is functioning correctly and terminals T-1, T-2 and T-3 are energized. 5. Verify flexible cable leading to vibrator terminal box is free of defects. Incorrect terminal connections Verify terminal connections. Refer to Section DER07300. Stator winding “open” Repair / replace stator (see Note) Stator winding shorted internally or shorted to ground Repair / replace stator (see Note) NOTE: Use a megohmmeter or equivalent to evaluate stator windings. Section No. DER07800 TROUBLESHOOTING – VIBRATOR MOTORS Page 2 of 4 Effective Date 03 August 15 TROUBLESHOOTING (Continued) VIBRATOR STARTS, BUT DOES NOT CONTINUE RUNNING Incorrect heater installed Verify installed heater is suitable for “full load current”. Replace heater as required. See Motor Data Sheet for load data. Incorrect terminal connections Verify terminal connections. Refer to Section DER07350 Stator winding is “open” Repair / replace stator (see Note) Stator winding shorted internally or shorted to ground Repair / replace stator (see Note) NOTE: Use a megohmmeter or equivalent to evaluate stator windings. VIBRATOR STARTER CIRCUIT OVERLOADS AND TRIPS Incorrect supply voltage Verify supply voltage is in accordance with Data Plate on Motor Case. Incorrect heater installed Verify installed heater is suitable for “full load current”. Replace heater as required. See Motor Data Sheet for load data. Vibrator mounting bolts are loose Verify mounting bolts are torqued to specification. See Section DER07300 for hardware torque specifications. Vibrating motion of motor and related components are restricted 1. Verify that shipping brackets have been removed / disengaged as required. 2. Verify that float mounts that support and isolate the Screen Frame are in good condition. 3. Verify that solids are not preventing motion of the Screen Frame. EXCESSIVE CURRENT CONSUMPTION Incorrect supply voltage Verify supply voltage is in accordance with Data Plate on Motor Case. Incorrect heater installed Verify installed heater is suitable for “full load current”. Replace heater as required. See Motor Data Sheet for load data. Vibrator mounting bolts are loose Verify mounting bolts are torqued to specification. See Section DER07300 for hardware torque specifications. Vibrating motion of motor and related components are restricted 1. Verify that shipping brackets have been removed / disengaged as required. 2. Verify that float mounts that support and isolate the Screen Frame are in good condition. 3. Verify that solids are not preventing motion of the Screen Frame. Inadequate centrifugal force output Confirm that motors are properly sized for the application and equipment on which they are mounted. TROUBLESHOOTING – VIBRATOR MOTORS Effective Date Section No. DER07800 03 August 15 Page 3 of 4 VIBRATOR SURFACE TEMPERATURE TOO HIGH NOTE: Derrick vibrator motors run with higher surface temperatures than standard industrial motors. Refer to the maximum temperature rise indicated on the motor data plate attached to the motor case, or the Motor Data Sheet included in this manual. External motor temperature is at or above maximum rated temperature 1. Measure and record voltage at each phase (L1-L2, L1-L3 and L2-L3). 2. Measure and record amperage at each phase (L1-L2, L1-L3 and L2-L3). 3. Contact the Service Department at Derrick Corporation with the following information: a) Motor Temperature b) Voltage readings at each phase c) Amperage readings at each phase d) Motor Type (Data Plate on motor case) e) Motor Serial Number (Data Plate on motor case) VIBRATOR TOO NOISY NOTE: Derrick vibrator motors run louder than standard industrial motors because of required bearing clearances. Vibrator mounting bolts are loose Verify mounting bolts are torqued to specification. See Section DER07300 for hardware torque specifications. Loose end cover fasteners (M6) Torque screws to 120 IN-LBS. Loose internal fasteners Torque fasteners as required. See Section DER07595 for hardware torque specifications. Squealing bearing noise from faulty Replace bearings in accordance with Bearing Replacement Procedure described in Section DER07500. Section No. DER07800 TROUBLESHOOTING – VIBRATOR MOTORS Page 4 of 4 Effective Date 03 August 15 TROUBLESHOOTING (Continued) VIBRATOR RUNS TOO SLOWLY Incorrect supply voltage Verify supply voltage is in accordance with Data Plate on Motor Case. Incorrect line frequency Verify line frequency is within ± 1 Hz of value specified on Data Plate of Motor Case. VIBRATORS WILL NOT SYNCHRONIZE (DUAL MOTOR APPLICATIONS ONLY) No electrical power Verify supply voltage is in accordance with Data Plate on Motor Case. Incorrect electrical connections Verify electrical connections. See Section DER07350 for wiring connections. Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyrightã 2003 by DERRICK CORPORATION Section No. DER09000 Effective Date 03 August 15 Page No. 1 of 8 10” HYDROCYCLONES for DESANDER UNITS GENERAL DESCRIPTION The basic design of the Derrick hydrocyclone incorporates an exacting combination of proportions, angles, ratios and materials resulting in superior separation of solids. The 10” hydrocyclones are designed for removal of solids (40 – 100 microns) from drilling fluid (mud). Mud is frequently processed through Desander Units prior to introduction into Desilter Units. Optimum performance of the hydrocyclones requires a steady feed pressure (feed head) and steady feed rate (GPM). Feed pressure may be the product of a gravity-feed system, or produced by a centrifugal pump within the drilling fluid recovery system. Each 10” hydrocyclone has a nominal flow rate of 500 GPM at 75 Feed of Head. To accommodate the high flow rate requirements of the drilling industry, up to three (3) hydrocyclones can be grouped together with common Feed and Discharge manifolds. Two such groupings of hydrocyclones are illustrated in Figure 9000-1 below. (a) Machine-Mounted Desander Unit (b) Stand Alone Desander Unit Figure 9000-1 Hydrocyclone Configurations THEORY OF OPERATION Optimal performance of hydrocyclones requires a proper balance of Feed Head (inlet pressure), feed rate (GPM) and Apex opening. Improper balance of any of these variables can adversely affect performance. Two scenarios of operation are presented under this heading. The first scenario describes normal operating conditions (see Figure 9000-2) in which all variables are correctly balanced. The second scenario describes a condition referred to as “roping” (see Figure 9000-3) which results from an improper balance of variables. Section No.DER09000 10” HYDROCYCLONES - DESANDERS Page 2 of 8 Effective Date 03 August 15 Normal Operation Feed slurry is tangentially introduced into the interior of the hydrocyclone (see Figure 9000-2) at high velocity causing a whirlpool effect to occur inside the cone. Centrifugal force moves the larger and denser particulate matter outward against the cone wall while the smaller and lighter particles move toward the center axis of the cone. The whirling motion of the liquid produces a vortex in the center of the cone that pulls the excess liquid and small particles into this stream. Air entering through the apex at the discharge end of the cone enters the vortex and discharges as overflow together with the excess liquid and smaller particulate matter through the top of the cone. Inertia moves the spiraling stream of liquid and larger particulate matter downward along the cone wall and discharges as underflow. Overflow from the 10” hydrocyclones is often routed to Desilter Units with 4” hydrocyclones for removal of the finer particles. Vortex Finder Liquids Discharge (Overflow) FEED INLET Solids Discharge (Underflow) AIR Figure 9000-2 Theory of Operation - Hydrocyclones . Section No. DER09000 10” HYDROCYCLONES - DESANDERS Effective Date 03 August 15 Page 3 of 8 “Roping” “Roping” is a term applied to a solid (not hollow) stream of discharge (see Figure 9000-3) exiting the hydrocyclones. This is the least desirable discharge pattern resulting from overloading the apex opening with solids thereby not allowing air to enter the system through the apex. Additional feed material entering the cone can no longer move downward because of the blockage and therefor proceeds directly to the discharge at the top of the cone. Liquid from the overflow contains solids that were not removed during normal operation of the cones. The longer this condition is allowed to continue, the more work will be required to clear the blockage from the offending cone(s), and the greater the chance for internal damage to the cone. “Roping” discharge results in the following: 1. Reduced solids removal capability. 2. Increase probability of wear to hydrocyclone components (the vortex finder, overflow parts, and cone liner) and potential damage to the feed pump. “Dead Zone” – No Rotation and No Wear Slow falling Discharge – No Air entering system AIR Figure 9000-3 “Roping” Discharge - Hydrocyclones Section No.DER09000 10” HYDROCYCLONES - DESANDERS Page 4 of 8 Effective Date 03 August 15 Spray Patterns It will be necessary to balance each cone in the system to maximize overall efficiency. The spray patterns shown in Figure 9000-4 illustrate varying levels of hydrocyclone performance. > 30° 20°- 30° (a) TOO WIDE (b) CORRECT ANGLE < 20° (c) TOO NARROW Figure 9000-4 Spray Patterns – 10” Hydrocyclones Spray Pattern -vs- Performance The three spray patterns illustrated in Figure 9000-4 are interpreted as follows: (a) TOO WIDE - Illustrates a hollow included spray angle greater than 30° (>30°) with a hollow center. In normal operation, this is an undesirable spray pattern. Spray pattern indicates that the exit diameter of the Apex is too large, and an excessive amount of liquid discharges along with the solids flowing from the bottom of the cone. Correct condition by turning Orifice Nut in a clockwise direction until desired spray profile is achieved. (a) CORRECT ANGLE - Illustrates a hollow included spray angle in the range of 20° to 30° with a hollow center. In normal operation, this is a desirable spray pattern. No adjustment required. (a) TOO NARROW - Illustrates a hollow included spray angle less than 20° (<20°) with a hollow center. In normal operation, this is an undesirable spray pattern. Spray pattern indicates exit diameter of the Apex is too small, the solids discharge is too dry, and. an excessive amount of solids are being ejected along with the liquid overflow from the top of the cone. Correct condition by turning Orifice Nut in a counterclockwise direction until desired spray profile is achieved Section No. DER09000 10” HYDROCYCLONES - DESANDERS Effective Date 03 August 15 Page 5 of 8 ADJUSTMENT Hydrocyclones must be properly adjusted to operate efficiently. Figure 9000-5 below illustrates the relationship of the individual components comprising the Derrick 10” Hydrocyclones. The hydrocyclone body consists of three main components: the Upper, the Middle and the Lower Sections. An Orifice Bushing (Apex), made of a soft durable material is then positioned in the tapered hole inside of the Orifice Nut that is then threaded onto the Lower Section. As the Orifice Nut is tightened (clockwise rotation), a tapered surface inside the Nut compresses and thereby reduces the exit diameter of the Apex. Loosening the Orifice Nut (counterclockwise rotation) releases compression allowing the exit diameter of the Apex to return to its normal size. The exit diameter of the Apex ultimately controls the spray pattern produced during operation. Upper Section FEED Inlet Middle Section Lower Section Apex (Orifice Bushing) Orifice Nut Figure 9000-5 Hydrocyclone Components Section No.DER09000 10” HYDROCYCLONES - DESANDERS Page 6 of 8 Effective Date 03 August 15 RECOMMENDED OPERATING PRESSURES Recommended operating pressures for the 10” hydrocyclones are presented below. Recommended Operating Pressures – Desander Units (@ 75 ft. of Head) Mud weight (ppg) Specific Gravity Operating Pressure (psi) 8.33 1.00 32 9.00 1.08 35 10.00 1.20 39 11.00 1.32 43 12.00 1.44 47 13.00 1.56 51 14.00 1.68 54 15.00 1.80 58 16.00 1.92 62 17.00 2.04 66 Where: PPG = Pounds Per Gallon Specific Gravity = Mud Weight ¸ 8.33 1 PSI = 2.309 Feet of Head Operating Pressure = [ Feet of Head ¸ 2.309 ] X [ Mud Weight ¸ 8.33 ] Section No. DER09000 10” HYDROCYCLONES - DESANDERS Effective Date 03 August 15 Page 7 of 8 76 5 11/16 52 53 54 49 55 14 3/4 56 57 72 6 73 58 Ref Derrick Dwg. No.: 6066-51, Rev. 2 REPLACEMENT PARTS & ASSEMBLIES (Optional) 6066-75 (Optional) Derrick Part Number 6066-74 DESCRIPTION (Standard) Item No. 6066-51 Desander Cone Assembly No. 52 Upper Section 6066-52 n n n 53 Upper Band 6066-53 n n n 54 Middle Section 6066-54 n n n 55 Lower Band 6066-55 n n n 56 Lower Section 6066-56 n n n 57 Orifice Bushing (1.375 Apex) 6066-57 n ▬ ▬ 58 Orifice Nut 6066-58 n n n 72 Orifice Bushing (1.000 Apex) 6066-72 ▬ n ▬ 73 Orifice Bushing (1.500 Apex) 6066-73 ▬ ▬ n 76 Vortex Finder Sleeve 6066-76 n n n Section No.DER09000 Page 8 of 8 10” HYDROCYCLONES - DESANDERS Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not sufficiently covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER09100 Effective Date 03 August 15 Page No. 1 of 8 DESANDER UNITS (MACHINE MOUNTED) GENERAL DESCRIPTION To accommodate the high flow rate requirements of the drilling industry, up to three (3) 10” hydrocyclones can be grouped together. The grouping (see Figure 9100-1) has a common Feed and Discharge manifold to which the hydrocyclones are attached. The hydrocyclones are designed for removal of solids (40 – 100 microns) from drilling fluid (mud). Mud is frequently processed through Desander Units prior to introduction into Desilter Units. Optimum performance of the hydrocyclones requires a steady feed pressure (feed head) and steady feed rate (GPM). Feed pressure may be the product of a gravity-feed system, or produced by a centrifugal pump within the drilling fluid recovery system. Each 10” hydrocyclone has a nominal flow rate of 500 GPM at 75 Feed of Head. Discharge Manifold Desander Cones (Hydrocyclones) Pressure Gauge Support Frame Feed Manifold Figure 9100-1 Desander Unit – Machine Mounted Section No. DER09100 DESANDER UNITS – MACHINE MOUNTED Page 2 of 8 Effective Date 03 August 15 THEORY OF OPERATION Optimal performance of hydrocyclones requires a proper balance of Feed Head (inlet pressure), feed rate (GPM) and Apex opening. Improper balance of any of these variables can adversely affect performance. A pressure gauge (see Figure 9100-1) is included to allow feed pressure to be monitored. A Theory of Operation and adjustment procedures for individual hydrocyclones is presented in Section Number DER09000 of this manual. This section of the manual addresses the Theory of Operation for a grouping of Desander Units as an integral assembly. The Desander Unit is configured to accept a maximum of three 10” polyurethane hydrocyclones (cones). The Feed Inlets of all three cones are connected to a common Feed Manifold, and the Overflow Outlet of each cone is connected to a common Discharge Manifold. Feed slurry is introduced into the Feed Manifold and is equally distributed to the inlets of the installed cones for processing. Extracted solids (underflow) are discharged from the lower end of the cones into a collection pan; liquid discharge (overflow) exits the top of the cones and enters the Discharge Manifold. Underflow from the cones can now be routed to a screentype cleaning system (i.e.: Derrick FLC 2000), or to a centrifuge for additional solids removal. Overflow from cones can now be routed to Desilter Units or similar equipment for removal of finer particles. A Victaulic® Cap is supplied with the unit, and may be installed on either end of the Feed Manifold. This allows the feed slurry to be introduced from either the left or the right side of the unit. One end of the Discharge Manifold is permanently sealed, and discharges from one end only. Discharge Manifold LIQUID DISCHARGE (Overflow) FEED Feed Manifold (75 Feet of Head Req’d) AIR Solids Discharge (Underflow) Victaulic Cap Figure 9100-2 Theory of Operation – Hydrocyclones DESANDER UNITS – MACHINE MOUNTED Effective Date Section No. DER09100 03 August 15 Page 3 of 8 HYDROCYCLONE REMOVAL/INSTALLATION PROCEDURE Desander cones CANNOT be removed from service while the system is in operation. Unlike the 4” Desilter Cones, the 10” Desander Cones DO NOT have a dedicated shut-off valve for each cone. Desander Cones are attached to the Desander Assembly with two 5” Victaulic® couplings (see Figure 91003). One coupling secures the Feed Inlet of the cone to the Feed Manifold, and the other clamp secures the Overflow port of the cone to the Discharge Manifold. Feed Inlet – Desander Cone ® Victaulic Coupling w/ Gasket Feed Manifold (a) Desander Cone to Feed Manifold Overflow Outlet – Desander Cone ® Victaulic Coupling w/ Gasket Discharge Manifold (b) Desander Cone to Discharge Manifold Figure 9100-3 Desander Cone Attachment Section No. DER09100 Page 4 of 8 DESANDER UNITS – MACHINE MOUNTED Effective Date 03 August 15 Remove Desander Cones WARNING! DISCONTINUE FLOW OF FEED SLURRY TO DESANDER UNIT AND RELIEVE PRESSURE FROM FEED LINE BEFORE REMOVING OR INSTALLING DESANDER CONE(S). DO NOT ATTEMPT TO REMOVE / INSTALL DESANDER CONES WHILE SYSTEM IS IN OPERATION. WARNING! DESANDER CONES WEIGH APPROXIMATELY 100 LBS (45 KG) EACH (NET WEIGHT), AND MUST BE PROPERLY SUPPORTED BEFORE INITIATING REMOVAL PROCEDURES. Remove Desander Cones as follows: 1. Verify that feed supply to Desander Unit has been discontinued. 2. Provide support for Desander Cone that is to be removed. Once Couplings are removed, Cone is free to fall if not supported. 3. Using a wrench, loosen and remove Coupling that attaches Desander Cone to Feed Manifold (see Figure 9100-3). 4. Using a wrench, loosen and remove Coupling that attaches Desander Cone to Discharge Manifold (see Figure 9100-3). 5. Lift Desander Cone free of Desander Unit. NOTE: If Desander Unit is to be returned to service before replacing the removed Desander Cone, the now open Feed and Discharge manifold ports must be closed using 5” Victaulic® Caps (Derrick P/N VIC-5-60). Couplings and gaskets that secured Desander Cone to the assembly may be used to install the Victaulic® Caps. DESANDER UNITS – MACHINE MOUNTED Effective Date 03 August 15 Section No. DER09100 Page 5 of 8 Install Desander Cones WARNING! DISCONTINUE FLOW OF FEED SLURRY TO DESANDER UNIT AND RELIEVE PRESSURE FROM FEED LINE BEFORE REMOVING OR INSTALLING DESANDER CONE(S). DO NOT ATTEMPT TO REMOVE / INSTALL DESANDER CONES WHILE SYSTEM IS IN OPERATION. Install Desander Cones as follows: 1. Verify that feed supply to Desander Unit has been discontinued. 2. Remove Victaulic® Caps from appropriate Desander Cone attachment ports on Feed and Discharge Manifolds, as required. 3. Install one Coupling gasket on Feed Manifold port, and one Coupling gasket on Discharge Manifold port. 4. Position and support Desander Cone to align Inlet/Outlet ports of cone with corresponding ports on the Feed and Discharge manifolds. 5. Slide Coupling gasket to center gasket between the Coupling grooves in both the cone and the manifold pipe (see Figure 9100-5). 6. Install the two-piece Victaulic® Coupling so that inside diameter of coupling engages Coupling grooves and captures the coupling gasket (see Figure 9100-5). Coupling Coupling Groove Coupling Gasket Desander Cone Port Manifold Port Figure 9100-5 Installation of Coupling and Gasket Section No. DER09100 DESANDER UNITS – MACHINE MOUNTED Page 6 of 8 Effective Date 03 August 15 HYDROCYCLONE ADJUSTMENT PROCEDURES Refer to Section DER09000 of this manual for information regarding hydrocyclone spray patterns and adjustment procedures. RECOMMENDED OPERATING PRESSURES Recommended operating pressures for the 10” hydrocyclones are presented below. Recommended Operating Pressures – Desander Units (@ 75 ft. of Head) Mud weight (ppg) Specific Gravity Operating Pressure (psi) 8.33 1.00 32 9.00 1.08 35 10.00 1.20 39 11.00 1.32 43 12.00 1.44 47 13.00 1.56 51 14.00 1.68 54 15.00 1.80 58 16.00 1.92 62 17.00 2.04 66 Where: PPG = Pounds Per Gallon Specific Gravity = Mud Weight ÷ 8.33 1 PSI = 2.309 Feet of Head Operating Pressure = [ Feet of Head ÷ 2.309 ] X [ Mud Weight ÷ 8.33 ] NOMINAL FLOW RATES The following nominal flow rates are based on 500 GPM per hydrocyclone at 75 Feet of Head. Actual flow rates may differ depending on mud weight, particle sizes and cone adjustment. Number of Hydrocyclones 3 2 1 Nominal Flow Rate (GPM) 1500 1000 500 Section No. DER09100 DESANDER UNITS – MACHINE MOUNTED Effective Date 03 August 15 10 2 Page 7 of 8 22 10 1 24 21 12 20 20 21 20 14 11 20 14 13 11 16 15 18 17 Ref Derrick Dwg. No.: 12945-00-001, Rev. 3 Replacement Parts – Desander Unit Item No. 1 2 10 Desander Assembly Number Description Part No. 12945-00 (2-Cone) 12945-23 (3-Cone) Desander Structure 10” Desander Cone (See Note) Victaulic Coupling – 5” 10243-00-004 6066-51 VIC-5-75 1 2 6 1 3 6 11 Hex Nut – ⅝-11 NHHS-63-11 8 8 12 13 Victaulic Coupling – 8” Victaulic Cap – 8” VIC-8-75 VIC-8-60 1 1 1 1 14 Lock Washer – ⅝ WLSS-63 8 8 15 16 17 18 Gauge (0-100 psi) Reducer – ⅜ x ¼ Close Nipple Street Elbow -90° PP1429 IMP-24SB-06x04 NPLE-25-S4 ESB-38 1 1 1 1 1 1 1 1 20 Lock Washer – ⅝ WFSS-63 16 16 21 Hex Head Cap Screw – ⅝-11x1 ¾ HXCS-63-11-175 8 8 22 24 Victaulic Cap – 5” Mounting Angle VIC-5-60 14705-06 2 2 ▬ 2 NOTES: Refer to Section No. DER09000 of this manual for Desander Cone replacement parts. Section No. DER09100 Page 8 of 8 DESANDER UNITS – MACHINE MOUNTED Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not sufficiently covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright 2003 by DERRICK CORPORATION Section No. DER10000 Effective Date 03 August 15 Page No. 1 of 8 4” HYDROCYCLONES for DESILTER UNITS GENERAL DESCRIPTION The basic design of the Derrick hydrocyclone incorporates an exacting combination of proportions, angles, ratios and materials resulting in superior separation of solids. The 4” hydrocyclones are designed for removal of solids (10-74 micron range) from drilling fluid (mud). When larger solids (40 – 100 microns) are expected in the drilling fluid, the drilling fluid should first be processed through a Desander or similar equipment for removal of oversize particles. Optimum performance of the hydrocyclones requires a steady feed pressure (feed head) and steady feed rate (GPM). Feed pressure may be the product of a gravity-feed system, or produced by a centrifugal pump within the drilling fluid recovery system. Each 4” hydrocyclone has a nominal flow rate of 50 GPM at 75 Feed of Head. To accommodate the high flow rate requirements of the drilling industry, up to twenty (20) hydrocyclones can be grouped together with common Feed and Discharge manifolds. Two such groupings of hydrocyclones are illustrated in Figure 10000-1 below. (a) Round Desilter Unit (b) In-Line Desilter Unit Figure 10000-1 Hydrocyclone Configurations THEORY OF OPERATION Optimal performance of hydrocyclones requires a proper balance of Feed Head (inlet pressure), feed rate (GPM) and Apex opening. Improper balance of any of these variables can adversely affect performance. Two scenarios of operation are presented under this heading. The first scenario describes normal operating conditions (see Figure 10000-2) in which all variables are correctly balanced. The second scenario describes a condition referred to as “roping” (see Figure 10000-3) which results from an improper balance of variables. Section No. DER10000 4” HYDROCYCLONES - DESILTERS Page 2 of 8 Effective Date 03 August 15 Normal Operation Feed slurry is tangentially introduced into the interior of the hydrocyclone (see Figure 10000-2) at high velocity causing a whirlpool effect to occur inside the cone. Centrifugal force moves the larger and denser particulate matter outward against the cone wall while the smaller and lighter particles move toward the center axis of the cone. The whirling motion of the liquid produces a vortex in the center of the cone that pulls the excess liquid and small particles into this stream. Air entering through the apex at the discharge end of the cone enters the vortex and discharges as overflow together with the excess liquid and smaller particulate matter through the top of the cone. Inertia moves the spiraling stream of liquid and larger particulate matter downward along the cone wall and discharges as underflow. Overflow from the hydrocyclones is often routed to a centrifuge for additional solids removal. Vortex Finder Liquids Discharge (Overflow) FEED INLET Solids Discharge (Underflow) AIR Figure 10000-2 Theory of Operation - Hydrocyclones . Section No. DER10000 4” HYDROCYCLONES - DESILTERS Effective Date 03 August 15 Page 3 of 8 “Roping” “Roping” is a term applied to a solid (not hollow) stream of discharge (see Figure 10000-3) exiting the hydrocyclones. This is the least desirable discharge pattern resulting from overloading the apex opening with solids thereby not allowing air to enter the system through the apex. Additional feed material entering the cone can no longer move downward because of the blockage and therefor proceeds directly to the discharge at the top of the cone. Liquid from the overflow contains solids that were not removed during normal operation of the cones. The longer this condition is allowed to continue, the more work will be required to clear the blockage from the offending cone(s), and the greater the chance for internal damage to the cone. “Roping” discharge results in the following: 1. Reduced solids removal capability. 2. Increase probability of wear to hydrocyclone components (the vortex finder, overflow parts, and cone liner) and potential damage to the feed pump. “Dead Zone” – No Rotation and No Wear Slow falling Discharge – No Air entering system AIR Figure 10000-3 “Roping” Discharge - Hydrocyclones Section No. DER10000 4” HYDROCYCLONES - DESILTERS Page 4 of 8 Effective Date 03 August 15 Spray Patterns It will be necessary to balance each cone in the system to maximize overall efficiency. The spray patterns shown in Figure 10000-4 illustrate varying levels of hydrocyclone performance. > 30° 20°- 30° (a) TOO WIDE (b) CORRECT ANGLE < 20° (c) TOO NARROW Figure 10000-4 Spray Patterns – 4” Hydrocyclones Spray Pattern -vs- Performance The three spray patterns illustrated in Figure 10000-4 are interpreted as follows: (a) TOO WIDE - Illustrates a hollow included spray angle greater than 30° (>30°) with a hollow center. In normal operation, this is an undesirable spray pattern. Spray pattern indicates that the exit diameter of the Apex is too large, and an excessive amount of liquid discharges along with the solids flowing from the bottom of the cone. Correct condition by turning Triangular Nut in a clockwise direction until desired spray profile is achieved. (a) CORRECT ANGLE - Illustrates a hollow included spray angle in the range of 20° to 30° with a hollow center. In normal operation, this is a desirable spray pattern. No adjustment required. (a) TOO NARROW - Illustrates a hollow included spray angle less than 20° (<20°) with a hollow center. In normal operation, this is an undesirable spray pattern. Spray pattern indicates exit diameter of the Apex is too small, the solids discharge is too dry, and. an excessive amount of solids are being ejected along with the liquid overflow from the top of the cone. Correct condition by turning Triangular Nut in a counterclockwise direction until desired spray profile is achieved Section No. DER10000 4” HYDROCYCLONES - DESILTERS Effective Date 03 August 15 Page 5 of 8 ADJUSTMENT Hydrocyclones require proper adjustment to operate efficiently. Figure 10000-5 below illustrates the relationship of the individual components comprising the Derrick 4” Hydrocyclones. A Cone Tip is threaded into the bottom of the Hydrocyclone Body. An Apex made of a soft durable material is then positioned in the tapered hole inside of the Triangular Nut, and the Nut is then threaded onto the Cone Tip. As the Triangular Nut is tightened (clockwise rotation), a tapered surface inside the Triangular Nut compresses and thereby reduces the exit diameter of the Apex. Loosening the Triangular Nut (counterclockwise rotation) releases compression allowing the exit diameter of the Apex to return to its normal size. The exit diameter of the Apex ultimately controls the spray pattern produced during operation. Hydrocyclone Body FEED Inlet Cone Tip Apex Triangular Nut Figure 10000-5 Hydrocyclone Components Section No. DER10000 4” HYDROCYCLONES - DESILTERS Page 6 of 8 Effective Date 03 August 15 RECOMMENDED OPERATING PRESSURES Recommended operating pressures for the 4” hydrocyclones are presented below. Recommended Operating Pressures – Desilter Units (@ 75 ft. of Head) Mud weight (ppg) Specific Gravity Operating Pressure (psi) 8.33 1.00 32 9.00 1.08 35 10.00 1.20 39 11.00 1.32 43 12.00 1.44 47 13.00 1.56 51 14.00 1.68 54 15.00 1.80 58 16.00 1.92 62 17.00 2.04 66 Where: PPG = Pounds Per Gallon Specific Gravity = Mud Weight ¸ 8.33 1 PSI = 2.309 Feet of Head Operating Pressure = [ Feet of Head ¸ 2.309 ] X [ Mud Weight ¸ 8.33 ] Section No. DER10000 4” HYDROCYCLONES - DESILTERS Effective Date 03 August 15 Page 7 of 8 Ref Derrick Dwg. No.: 11234-00, Rev. 4 REPLACEMENT PARTS & ASSEMBLIES 2 Thread-on Cone Tip - Standard 10523-01 3 Drop In Apex (0.625” Adjustable to 0.500”) 10523-02 4 Drop In Apex (0.500” Adjustable to 0.375”) 10523-03 5 Triangular Nut 13 14 10523-28 10523-00 10523-27 Hydrocyclone Body – 4” 10523-26 n 1 10523-25 Derrick Part Number 10523-20 Description 10523-12 Item No. 10523-13 Hydrocyclone Assembly No. n n n n n n ▬ ▬ ▬ n n n ▬ n ▬ ▬ ▬ n ▬ ▬ ▬ n ▬ ▬ ▬ n ▬ 10523-04 n n n n n n n Drop In Apex (.375) 10523-21 ▬ ▬ n ▬ ▬ ▬ n Thread-on Cone Tip – Ceramic Lined 13868-00 ▬ ▬ ▬ n n n n Section No. DER10000 Page 8 of 8 4” HYDROCYCLONES - DESILTERS Effective Date 03 August 15 NOTES: Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not sufficiently covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER10100 Effective Date 03 August 15 Page No. 1 of 8 ROUND DESILTER UNITS (MACHINE MOUNTED) GENERAL DESCRIPTION To accommodate the high flow rate requirements of the drilling industry, up to twenty (20) 4” hydrocyclones can be grouped together. The grouping or cluster (see Figure 10100-1) has a common Feed and Discharge manifold to which the hydrocyclones are attached. The hydrocyclones are designed for removal of solids (10-74 micron range) from drilling fluid (mud). When larger solids (40 micron and larger) are expected in the drilling fluid, the drilling fluid should first be processed through a Desander or similar equipment for removal of oversize particles. Optimum performance of the hydrocyclones requires a steady feed pressure (feed head) and steady feed rate (GPM). Feed pressure may be the product of a gravity-feed system, or produced by a centrifugal pump within the drilling fluid recovery system. Each 4” hydrocyclone has a nominal flow rate of 50 GPM at 75 Feed of Head. Figure 10100-1 Round (Cyclone) Desilter Unit Section No.DER10100 ROUND DESILTER UNITS Page 2 of 8 Effective Date 03 August 15 THEORY OF OPERATION Optimal performance of hydrocyclones requires a proper balance of Feed Head (inlet pressure), feed rate (GPM) and Apex opening. Improper balance of any of these variables can adversely affect performance. A pressure gauge (see Figure 10100-2) is included to allow operating personnel to monitor feed pressure to the manifold. A Theory of Operation and adjustment procedures for the individual hydrocyclones is presented in Section Number DER10000 of this manual. This section of the manual addresses the Theory of Operation for the Round Desilter Units as an integral unit. The Cyclone Desilter Unit consists of a round dual-chamber cyclone cluster that accepts a maximum of twenty 4” polyurethane hydrocyclones (cones). Slurry feed is introduced into the top chamber of the cyclone cluster and is equally distributed to the inlet ports of the installed cones. Liquid discharged from the cones is directed into the lower chamber of the cyclone cluster for removal. Shut-off valves are provided for each cone to permit individual cone removal and inspection without interrupting operation of the Desilter Unit. The Desilter Unit is used in conjunction with a collection pan that either attaches to the support structure of a Flo-Lineâ Cleaner, or is skid mounted and positioned adjacent to the Cleaner. Solids removed by the cones are discharged into a collection pan. Discharge from the collection pan is often routed to a screentype cleaning system (i.e.: Derrick FLC 2000), or to a centrifuge for additional solids removal. Pressure Gauge FEED Feed Manifold (75 Feet of Head Req’d) Discharge Manifold LIQUID DISCHARGE (Overflow) Cone Apex Desilter Cone Solids Discharge (Underflow) AIR AIR Figure 10100-2 Theory of Operation - Hydrocyclones Section No. DER10100 ROUND DESILTER UNITS Effective Date 03 August 15 Page 3 of 8 Cyclone Placement Most applications require a high volume of drilling fluids to be processed quickly and efficiently. To accommodate the high volume requirements, Derrick has arranged multiples of the desilter cones into a single assembly. The assemblies are available in circular and in-line patterns, and may be mounted directly on the screening equipment, or may be supplied as freestanding units. This section of the manual specifically addresses the machine-mounted Round (Cyclone) style Desilter Units. When multiple desilter cones are grouped together in this manner, it is very important the supply of feed material is evenly distributed to each cone in the system. To insure equal distribution, the incoming feed slurry is introduced into circular upper manifold chamber. The upper manifold chamber has twenty outlet ports equally spaced along the external circumference. Ten of the outlets are positioned to one side of the Discharge Pipe (see Figure 10100-3), and ten are positioned on the opposite side of the pipe thereby maintaining system balance. When a Round Desilter Unit is outfitted with a full complement of cones, all twenty positions are filled. When fewer than twenty cones are installed, it is important to maintain this symmetry and balance on both sides of the Discharge Pipe. For this reason, Cyclone Desilter Units are supplied with an even number (8, 10, 12, 16, etc.) of cones. Discharge Pipe Discharge Pipe Figure 10100-3 Cone Placement Cone Removal When permanently removing cones from the system, testing has shown that it is most effective to first eliminate positions closest to the Discharge Pipe, and then extend outward from that point as necessary. To maintain system balance, remove cones in pairs (one from each side of the Discharge Pipe). Centerlines are used in Figure 10100-3 to illustrate corresponding cones (i.e.: A-K, J-T, etc.) on either side of the manifold. Presuming the Desilter Unit is fitted with a full complement of cones, remove cones in the following suggested sequence: A-K, J-T, B-L, I-S, C-M, H-R, etc. Section No.DER10100 Page 4 of 8 ROUND DESILTER UNITS Effective Date 03 August 15 HYDROCYCLONE REMOVAL/INSTALLATION PROCEDURE It is possible to remove one or more cones from a cluster or manifold arrangement without having to shut down the entire system. Each cone has a dedicated shut-off valve (see Figure 10100-4) that discontinues slurry flow to the selected cone; snap couplings allow cone removal without the need for tools. Snap Coupling ‘B’ Shut-Off Valve (Shown in “CLOSED” Position) Overflow Elbow Snap Couplings ‘C’ Snap Couplings ‘A’ Figure 10100-4 Removal Components - Hydrocyclone Remove cones as follows: WARNING! WHEN DESILTER UNIT IS OPERATING, SHUT-OFF VALVE MUST BE IN CLOSED POSITION PRIOR TO OPENING SNAP COUPLINGS THAT SECURE HYDROCYCLONE TO THE PRESSURIZED SYSTEM MANIFOLD. WARNING! TO PREVENT EYE INJURY, ALWAYS USE PROTECTIVE EYE WEAR WHEN REMOVING/INSTALLING HYDROCYCLONES FROM A PRESSURIZED SYSTEM. NOTE: If hydrocyclone is to be removed from the system for an extended period, plug ® manifold ports using a 2” Victaulic Cap (Derrick P/N VIC-2-60). If hydrocyclone is to be immediately replaced, or is only temporarily removed for cleaning, manifold ports do not require a plug. 1. Rotate Shut-Off valve handle to the “CLOSED” position. The valve handle will be at a right angle to the pipeline in which it is installed. 2. Release Snap Couplings ‘A’ and ‘B’ to remove hydrocyclone and overflow elbow as a single unit, or disengage Snap Couplings ‘A’ and ‘C’ to remove hydrocyclone by itself. Section No. DER10100 ROUND DESILTER UNITS Effective Date 03 August 15 Page 5 of 8 Install cones as follows: NOTE: ® If Victaulic Caps (Derrick P/N VIC-2-60) were installed on manifold ports, they will need to be removed before proceeding with installation of the hydrocyclone. WARNING! IF DESILTER UNIT IS OPERATING, SHUT-OFF VALVE MUST BE IN CLOSED POSITION PRIOR TO OPENING SNAP COUPLINGS THAT SECURE VICTAULIC CAPS TO THE PRESSURIZED SYSTEM MANIFOLD. WARNING! TO PREVENT EYE INJURY, ALWAYS USE PROTECTIVE EYE WEAR WHEN REMOVING/INSTALLING HYDROCYCLONES FROM A PRESSURIZED SYSTEM. 1. Slide Split Clamp gasket on end of manifold pipe. 2. Align Inlet pipe of hydrocyclone with manifold pipe; slide Split Clamp gasket to center between the Snap Coupling grooves in both the hydrocyclone and the manifold pipe (see Figure 10100-5). Snap Coupling Grooves Manifold Pipe Gasket - Snap Coupling Hydrocyclone Figure 10100-5 Installation of Snap Coupling Gasket ® 3. Install Victaulic Snap Coupling so that coupling engages Snap Coupling grooves in both the Manifold Pipe and the hydrocyclone. 4. Pivot Snap Coupling to the closed position; engage locking handle of Snap Coupling to secure unit in position. 5. Repeat Steps 1 thru 4 for remaining hydrocyclone-to-manifold connections. Section No.DER10100 ROUND DESILTER UNITS Page 6 of 8 Effective Date 03 August 15 HYDROCYCLONE ADJUSTMENT PROCEDURES Refer to Section DER10000 of this manual for information regarding hydrocyclone spray patterns and adjustment procedures RECOMMENDED OPERATING PRESSURES Recommended operating pressures for the 4” hydrocyclones are presented below. Recommended Operating Pressures – Desilter Units (@ 75 ft. of Head) Mud weight (ppg) Specific Gravity Operating Pressure (psi) 8.33 1.00 32 9.00 1.08 35 10.00 1.20 39 11.00 1.32 43 12.00 1.44 47 13.00 1.56 51 14.00 1.68 54 15.00 1.80 58 16.00 1.92 62 17.00 2.04 66 Where: PPG = Pounds Per Gallon Specific Gravity = Mud Weight ¸ 8.33 1 PSI = 2.309 Feet of Head Operating Pressure = [ Feet of Head ¸ 2.309 ] X [ Mud Weight ¸ 8.33 ] NOMINAL FLOW RATES The following nominal flow rates are based on a nominal flow rate of 50 GPM per hydrocyclone at 75 Feet of Head. Actual flow rates may differ depending on mud weight, particle sizes and cone adjustment. Number of Hydrocyclones 20 18 16 14 12 10 Nominal Flow Rate (GPM) 1000 900 800 700 600 500 Section No. DER10100 ROUND DESILTER UNITS Effective Date 03 August 15 Page 7 of 8 Ref Derrick Dwg. No.: 13245-00, Rev. 2 Replacement Parts – Desilter Unit Desilter Assembly Number Item No. Description 4 5 6 7 8 9 11 12 13 14 15 16 17 18 19 21 22 Cyclone Cluster Victaulic Coupling – 3” Victaulic Cap – 3” Victaulic Cap – 8” Street Elbow -90° Close Nipple Reducer – ⅜ x ¼ Gauge (0-100 psi) Urethane Cone – 4” Victaulic Snap Coupling – 2” Victaulic Elbow – 4” Urethane Victaulic Ball Valve - 2” Victaulic Cap – 2” Victaulic Zero-Flex Cplg – 2” Victaulic Coupling – 8” Cyclone Cluster Urethane Cone – 4” Part No. 7292-19 VIC-3-75 VIC-3-60 VIC-8-60 ESB-38 NPLE-25-S4 IMP-24SB-06x04 PP1429 10523-12 VIC-2-78 6431-00 G0002077 VIC-2-60 VIC-2-07 VIC-8-75 7292-23 10523-26 13245-01 (20-Way) 13245-02 (16-Way) 13245-03 (14-Way) 13245-20 (20- Way) 1 1 1 1 1 1 1 1 20 61 20 20 1 20 1 ▬ ▬ 1 1 1 1 1 1 1 1 16 49 16 16 9 24 1 ▬ ▬ 1 1 1 1 1 1 1 1 14 43 14 14 13 26 1 ▬ ▬ ▬ 1 1 1 1 1 1 1 ▬ 61 20 20 1 20 1 1 20 NOTES: 1. Refer to Equipment Specifications in Section 1 of this manual for Desilter Assembly Number supplied with your system. Section No.DER10100 Page 8 of 8 ROUND DESILTER UNITS Effective Date 03 August 15 NOTES Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not sufficiently covered by this manual, the matter should be directed to your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION Section No. DER11000 Order No. C000000 Effective Date 03 August 15 Page No. 1 of 2 REFERENCE DRAWINGS For DERRICK MODEL NUMBER FLC 2000 SERIES (3 & 4-PANEL) GENERAL This section of the manual provides copies of the Engineering Drawings that describe the Derrick equipment identifies by the Order Number, and Model Number indicated above. Structural Components and Assemblies – FLC 2000-3 (2/48-90F-3TA) Drawing No. Drawing Title Rev. 14495-00 General Assembly 3 7606-00-013 Parts List – AWD (-1° to +5 ) w / Remote Pump Location 6 5339-00-034 Parts List - Screen Frame (EX Motors and Low Weir Height, Bypass) - 5339-00-035 Parts List – Screen Frame (EX, EX-DEMKO, and SGX Motors) 2 5339-00-044 Parts List – Screen Frame (SGX Motors and Low Weir Height, Bypass) 1 13242-00-002 Parts List – Hopper (Bolt-On Oil Field Style) - 13307-00-006 Parts List – Support Structure 1 Structural Components and Assemblies – FLC 2000-4 (2/48-120F-4TA) Drawing No. Drawing Title Rev. 14496-00 General Assembly 6 9921-00-011 Parts List – AWD (-1° to +8 ) w / Remote Pump Location 1 9780-00-042 Parts List - Screen Frame 1 13262-00-002 Parts List – Hopper (Bypass Style) 1 13262-01-002 Parts List – Hopper (Standard) 1 13263-00-002 Parts List – Hopper (10-Barrel, Center Side Discharge) - 13263-00-003 Parts List – Hopper (10-Barrel, Side Discharge @ Rear) - 13307-01-005 Parts List – Support Structure 2 Section No. DER11000 DERRICK REFERENCE DRAWINGS Page 2 of 2 Effective Date 03 August 15 Feeders – (FLC 2000-3 & 4-Panel) Drawing No. Drawing Title Rev. 13289-00-001 Parts List – Box Feeder - 13893-00-004 Parts List – Bypass Weir Feeder 2 11867-00-005 Parts List – Bypass Assembly for Weir Feeder 3 14630-00 Parts List – Weir Feeder - Desilter / Desander Units – (FLC 2000-3 & 4-Panel) Drawing No. Drawing Title Rev. 13245-00 Parts List – Desilter (4” Cones) 2 12945-00-007 Parts List – Desander – Front Mount (10” Cones) 2 13244-00 Parts List – Collection Pan (Cyclone) 6 Electrical System – (FLC 2000-3 & 4-Panel) Drawing No. Drawing Title Rev. 13320-00 FLC-2000 Wiring Schematic 5 13203-00 Explosion Proof Conduit Assembly (3-Panel ONLY) 11 13203-00-002 Explosion Proof Conduit Assembly (4-Panel ONLY) 5 12707-00-006 Starter Box Conduit Assembly 1 Instructions contained in this document are not intended to cover all details or variations possible with DERRICK equipment, or to cover every contingency that may be met in conjunction with installation, operation, maintenance or troubleshooting of the equipment. Should additional information be required, or should situations arise that are not covered by this manual, the matter should be directed your local DERRICK representative, or the Service Department at DERRICK Corporation in Buffalo, New York. Copyright ã 2003 by DERRICK CORPORATION DERRICK