ANISOTROPIA DE LAS PROPIEDADES MECANICAS DE LA ALEACION DE MAGNESIO AZ61 LAMINADA
Anuncio

Instituto Politécnico Nacional
Escuela Superior de Ingeniería Química e Industrias
Extractivas
“Anisotropía de las propiedades mecánicas de la
aleación de magnesio AZ61 laminada”
T
E
S
I
S
Que para obtener el título de
Ingeniero en Metalurgia y Materiale s
P
r
e
s
e
n
t
a
Ulises Alejandro Rodríguez Talonia
Director de Tesis: David Hernández Silva
Ciudad de México
Noviembre 2016
Agradecimientos
Agradezco a mis padres, Víctor Rodríguez y Ma. De la Luz Talonia por su incondicional apoyo
durante la realización de este trabajo
A mi hermano, Víctor Augusto Rodríguez por su indestructible fe en mí
A mi hermana, Luz Adriana Rodríguez por sus precisos e imprescindibles consejos
Al Instituto, Por darme la educación, la fuerza y sobre todo la voluntad para servir a la patria
A la Escuela Superior de Ingeniería Química e Industrias Extractivas, por poner a mí alcance las más
altas tecnologías y los mejores docentes
Al Departamento de Ingeniería en Metalurgia y Materiales, cuya fraterna comunidad de docentes y
alumnos forman cadenas de compañerismo y lealtad que nos unen para siempre
A mi asesor, el Doctor David Hernández Silva, por enseñarme a confiar en mis propias habilidades,
guiarme en los momentos difíciles y darme la libertad de encontrar mi propia manera de hacer las
cosas
A la Doctora Elia Guadalupe Palacios Beas, Por recordarme que la humanidad es una fuerza que
jamás debemos olvidar.
A Valeria Méndez Soriano, Diana Mitsue Ferretis Rodriguez, Cesar Palacios Trujillo y Yatziri
Hernández García.
Resumen
En el presente trabajo se analizan los efectos de la laminación unidireccional en las propiedades
mecánicas y la microestructura de la aleación magnesio-aluminio-zinc designada como AZ61. Esto
con el fin de obtener un mejor entendimiento de los fenómenos microestructurales que suceden
durante el procesamiento del material y su impacto en las propiedades mecánicas del mismo.
La aleación se preparó usando magnesio, aluminio y zinc puros. Esta se preparó en un horno
eléctrico vertical y fue vaciada para producir un lingote que se sometió a un tratamiento térmico de
homogenización a una temperatura de 400°C durante 24 horas antes de ser laminado de manera
unidireccional a la misma temperatura hasta formar una lámina, a partir de la cual fueron
maquinadas probetas de tensión en dos distintas direcciones: La dirección de laminación (RD), que
concuerda con el sentido por donde se laminó el material y la dirección transversal (TD) que es la
dirección perpendicular a la dirección de laminación.
Los resultados de las pruebas de tensión se utilizaron para determinar el esfuerzo ultimo a la
tensión (UTS), la elongación y el esfuerzo de cedencia en ambas direcciones de ensaye,
determinándose valores de 246 MPa, 20 % y 47 MPa para la dirección RD y valores de 230 MPa,14
% y 103 MPa para la dirección TD. Esta diferencia en las propiedades se atribuye a la presencia de
un fenómeno de textura cristalográfica, la cual fue cuantificada por medio de figuras de polos, las
cuales presentaron altas intensidades en el plano basal e intensidades moderadas en el plano
prismático y piramidal. Los resultados del análisis microestructural mostraron un tamaño de grano
medio (7.38 μm), y evidencia de maclado sin orientación preferencial para las pruebas realizadas en
RD y un maclado con orientación preferencial donde el plano espejo de las maclas producidas
tiende a ser paralelo a la dirección RD para las pruebas realizadas en dirección TD. Todo ello, en
sinergia con la función de distribución de orientación (ODF) que midió el porcentaje de granos con
textura basal perfecta (3.1%), muestran que el efecto anisotropico en el material fue causado no
por la anisotropía natural inherente a un monocristal, a la cual todo material texturizado tiende,
sino por la tendencia del material a deformarse por un mecanismo de maclado, debido a la
incapacidad del sistema hexagonal compacto de deformarse por deslizamiento en algunas
direcciones.
Índice
Índice
Índice de Figuras
Índice de Tablas
1.0 Introducción
2.0 Marco Teórico. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.1 El magnesio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
2.2 Cristalografía del Magnesio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
2.3 Mecanismos de Deformación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
2.3.1 Deslizamiento Cristalográfico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
2.3.2 Sistemas de Deslizamiento en Magnesio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.3.4 Maclado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
2.3.4.1 Maclas de Tensión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.3.4.2 Maclas de Compresión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.4 Aleaciones de Magnesio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.5 Textura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.5.1 Macrotextura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.5.2 Texturas Características del Magnesio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
3.0 Experimentación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.1 Diagrama de Flujo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
3.2 Preparación de la Aleación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3.3 Laminación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.4 Caracterización Mecánica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
3.5 Caracterización Microestructural . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
3.5.1 Selección y Montado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
3.5.2 Desbaste. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
3.5.3 Pulido. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
3.5.4 Ataque. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
3.6 Caracterización Microestructural. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.7 Estudio de Textura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
4.0 Resultados. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
4.1 Resultados del Ensayo de Tensión, Curvas Ingenieriles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
4.1.1 Dirección de Laminación (RD) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
4.1.2 Dirección Transversal a la Dirección de Laminación (TD) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
4.2 Figuras de Polo y Caracterización de la Textura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.3 Caracterización Microestructural. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.3.1 Probeta L4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.3.2 Probeta T5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
5.0 Análisis de Resultados. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .29
5.1 Ensayo de Tensión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
5.2 Análisis Microestructural. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
5.3 Textura Global. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.4 Función de Distribución de Orientaciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34
6.0 Conclusiones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
7.0 Referencias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Apéndice
Índice de Figuras
Figura
Descripción
2.1
Secuencia de apilamiento para la formación de la estructura (A) HCP y la
estructura (B) CCC.
A) Diagrama de esfuerzos para el cálculo de ECR, por medio de la relación
entre la fuerza y los planos de corte y normal. B) Fórmula para el cálculo
del Factor de Schmidt.
Sistemas de deslizamiento en el magnesio.
Esquema de maclado A) es la red original y B) es la red maclada, las flechas
rojas denotan la dirección en la cual se produjo el maclado.
Esquema de formación de maclas de tensión ⟨112 0
̅ ⟩{101 2
̅ }. A) Red sin
deformar, B) extensión de la red rotada 86°. Los puntos negros representan
átomos antes del maclado y los puntos grises corresponden a la posición de
átomos después del maclado.
Esquema de formación de maclas de compresión. {101 ̅1} ⟨101 2
̅ ⟩ . A) Red
sin deformar, B) extensión de la red rotada 56°.
A) Microestructura con orientación aleatoria, B) desarrollo de orientación
preferencial durante laminación y material texturado posterior al laminado.
A) Ley de Bragg y B) esquema de difracción de un haz de rayos X donde los
rayos X inciden en un ángulo determinado sobre un plano y se difracta en
un ángulo equivalente el cual es único para cada materia.
Figuras de polo ideales características del magnesio: A) Figura de polo Plano
basal, B) Figura de polo de plano prismático.
Figuras de polos A) plano basal y B) prismático experimentales de AZ31 sin
tratamiento térmico.
Diagrama de flujo del proceso experimental.
Representación de la distribución de volúmenes en el crisol de fusión.
Pasos de maquinado de las probetas.
Diagrama de la probeta estándar.
Ejemplo de las probetas después del maquinado.
Maquina Shimadzu AG-10TG con los adaptadores y una probeta preparada
(izquierda), Ruptura de una probeta al finalizar la prueba de tensión
(derecha).
Curvas esfuerzo deformación de la dirección de laminación.
Curvas esfuerzo deformación de la dirección Transversal a la dirección de
laminación.
Figuras de Polo Recalculadas.
Figuras de Polo inversas, representando las intensidades registradas para
cada plano.
Área de la base a 100X.
Área de la base a 200X.
Área de la punta a 100X.
Área de la punta a 200X.
Área de la punta (derecha) y área de la base (izquierda) a 200x
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
2.10
3.1
3.2
3.3
3.4
3.5
3.6
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
Pagina
2
3
5
7
8
8
11
12
13
14
15
16
17
18
18
19
21
22
23
24
26
26
27
27
28
5.1
5.2
5.3
5.4
5.5
5.6
Curvas esfuerzo deformación de la probeta denominada L4 (Negro) y la
probeta T10 (Rojo) de la dirección de laminación y transversal
respectivamente.
Micrografía a 500 aumentos en donde se aprecian puntos azules, causados
por compuestos intermetálicos Silicio-magnesio.
Maclado Severo en la zona de fractura.
Contraste entre el área de la base de la probeta L4 (Izquierda) y T5 (derecha)
donde se observa la orientación general del maclado en una dirección.
Figura de Polo inversa representativa del plano 001.
Figuras de Polo inversas representativas del plano prismático (izquierda) y
piramidal al (derecha).
29
30
31
32
33
33
Índice de Tablas
Tabla
1.1
2.1
2.2
2.3
5.1
5.2
Descripción
Composición química simple
de la aleación AZ61.
Propiedades y características
del magnesio.
Numero de sistemas de
deslizamiento totales e
independientes presentes en
el magnesio.
Principales elementos de
aleación del Magnesio.
Propiedades mecánicas
obtenidas de las curvas
Esfuerzo Deformación.
Fracción volumétrica de
orientaciones calculada a partir
del ODF.
Pagina
i
1
6
10
30
34
Introducción
El magnesio y sus aleaciones son materiales que pueden ser aplicados a la industria
aeroespacial y automotriz debido a su baja densidad y la excelente relación volumenresistencia-precio que poseen(1), el magnesio cuenta con una densidad de 1.738 g/cm3, una alta
reactividad, cristaliza de manera natural en el sistema hexagonal compacto (HCP) y puede
presentar fenómenos de polimorfismo cuando se combina con grandes cantidades de litio, de
manera natural tiene un módulo de Young de 45 GPa y un límite elástico entre 65 y 100 MPa lo
que lo convierte en un material idóneo para aplicaciones que requieran bajo peso y buena
resistencia mecánica(1) pero, aun no sucede este cambio global desde el uso de aleaciones de
aluminio o hierro a aleaciones de magnesio, ¿Por qué? Simplemente porque las propiedades
mecánicas de las aleaciones de magnesio están muy por debajo de las del acero e incluso un
poco por debajo de las de las aleaciones de aluminio.
Entender el porqué de las propiedades mecánicas de las aleaciones de magnesio es el primer
paso antes de empezar a mejorarlas en un sentido ingenieril.
Es por esto que una investigación en el efecto concreto del proceso sobre las propiedades
mecánicas del material debe conducirse. Y con este propósito se seleccionó una las aleaciones
para deformación más comercialmente utilizada, la AZ61 designada así por la norma ASTM
9980, de composición química simple descrita en la tabla 1.1 como:
Elemento
% Peso
Aluminio
6
Zinc
1
Magnesio
93
Tabla 1.1 Composición química simple de la
aleación AZ61
En los últimos años se ha realizado investigación concerniente a la manera en que se genera el
fenómeno de textura en el material(2), como prevenirlo o reducirlo mediante la modificación de
la microestructura por medio de la adición de elementos de tierras raras, metales alcalinos y de
transición así como modificaciones en los procesos de producción de las aleaciones, estos
resultaron en la modificación de las propiedades de los materiales pero en la mayoría de los
i
casos aún existe un fuerte fenómeno anisotrópico en las propiedades mecánicas, incluso
cuando en general se presentó una mejora en el desempeño mecánico.
En este estudio, para la caracterización mecánica, microestructural y de textura general la
aleación fue preparada utilizando elementos puros, vaciada en atmosfera controlada, laminada
en caliente y maquinada para formar probetas que se sometieron a caracterización mecánica
por medio de ensayos de tensión, microestructural, por medio de microscopia óptica y de
textura global, por medio de difracción de rayos X, todo ello con el fin de obtener datos
esclarecedores sobre el efecto en la microestructura, la textura y las propiedades mecánicas
que el proceso de laminado en caliente tiene sobre el material.
ii
2.0 Marco teórico
2.1 Magnesio.
El magnesio es de los elementos más abundantes en la naturaleza. Es el 8° elemento más
abundante en la corteza terrestre(3). Además, el ión de magnesio se encuentra disuelto hasta
aproximadamente 0.13 % en el agua de mar, siendo el 5° elemento más abundante en el planeta.
Considerando que la tierra está cubierta en un 75% por agua y que el 97% del agua es salada, esta
representa una enorme fuente de magnesio. Este hecho hace que el magnesio sea el único
elemento que se puede extraer de ambos medios; litosfera e hidrosfera(4). En la tabla 2.1 se
muestran algunas de las características del magnesio.
Estructura cristalina
Hexagonal compacta
Parámetro de red a
0.32094 nm
Parámetro de red c
0.52107 nm
radio c/a
1.6236
Temperatura de fusion
648.8 °C
Densidad
1.738 gr/cm3
Tabla 2.1 Propiedades y características del
magnesio.(5)
2.2 Cristalografía del Magnesio
El magnesio cristaliza en una estructura hexagonal compacta (HCP por sus siglas en inglés). Cuya
celda unitaria se compone de tres ejes donde a1 = a2 ≠ c y ángulos correspondientes α=β=90°,
γ=120°. Las secuencias de apilamiento de HCP y la estructura de la FCC (Cubica Centrada en el
Cuerpo por sus siglas en inglés) son diferentes, pero similares. La secuencia de apilamiento de la
FCC es... ABCABC..., mientras que HCP es... ABABAB …, como se muestra en la figura 2.1(4)
Marco Teórico
1
A)
A
B)
AA
A
C
B
B
A
A
C
A
B
A
AA
A
C
B
C
C
B
A
Capa A
Capa C
Capa B
Capa B
Capa A
Capa A
B
A
C
A
Figura 2.1 Secuencia de apilamiento para la formación de la estructura
(A) HCP y la estructura (B) FCC.(3)
2.3 Mecanismos de deformación
La deformación plástica en materiales policristalinos se lleva a cabo por esfuerzos de corte, que
resultan en un cambio de forma con una conservación de la estructura cristalina. La deformación
por maclado en contraste, está asociada con una rotación adicional de la red, por lo tanto, ocurre
un cambio de orientación de los cristales, y esta interacción entre estos dos mecanismos afecta a
las propiedades mecánicas resultantes.(6)
Marco Teórico
2
2.3.1 Deslizamiento cristalográfico
Deslizamiento o movimiento de dislocaciones es el más importante mecanismo de deformación en
los materiales, se produce cuando las dislocaciones se mueven en la superficie del material
siguiendo una dirección específica, llamada vector de Burgers.
El deslizamiento es la manifestación más común de la deformación plástica en sólidos cristalinos.
Durante el proceso de deslizamiento, los bloques del cristal se desplazan paralelamente a los
planos de deslizamiento por varios espacios atómicos.
La deformación plástica o permanente es caracterizada por un esfuerzo de cedencia que está
relacionado con la energía mínima para iniciar el movimiento de las dislocaciones. Dichas
dislocaciones dependen de los esfuerzos de corte resueltos (ECR), que las dirigen paralelamente
en dirección de los planos de deslizamiento.(6)
B) 𝜏 =
𝐹
𝐴
∙ cos 𝜆 cos 𝜙 = 𝜎 𝑚... (1)
Figura 2.2 A) Diagrama de esfuerzos para el cálculo de ECR, por medio de la
relación entre la fuerza y los planos de corte y normal. B) Ecuación (1) para el
cálculo del Factor de Schmidt.
Marco Teórico
3
En la figura 2.2 se muestra el diagrama de esfuerzos para cálculo del esfuerzo de corte resuelto,
donde F es la fuerza, A es el área, 𝜏 es el ECR, 𝜆 es el ángulo entre la dirección de deslizamiento y
F, 𝜙 es el ángulo entre F y la normal al plano de deslizamiento, σ es esfuerzo de tensión y m es el
factor de Schmidt.(4,6)
Cuando el ECR excede un valor crítico 𝜏o es llamado esfuerzo de corte crítico resuelto (ECCR). El
cual es necesario para activar ciertos sistemas de deslizamiento que dependen del tipo de sistema
de deslizamiento, temperatura y velocidad de deformación, así como, de la deformación
acumulada y la microestructura.
2.3.2 Sistemas de deslizamiento en magnesio
En contraste con las estructuras cubicas las cuales tienes un mayor número de sistemas de
deslizamiento, la activación de sistemas de deslizamiento en las estructuras HCP depende
fuertemente de la relación c/a, en el caso del magnesio la relación c/a es cercana al valor ideal (c /
a = 1.623).
El plano (0001) con dirección ⟨112̅0⟩ es el sistema de deslizamiento más fácil de activar, entre
menor densidad de empaquetamiento los vectores de Burgers son más grandes y más difíciles de
activar. Por lo tanto, los sistemas de deslizamiento no basales solo pueden ser activados a altos
valores de esfuerzo crítico resuelto.(4,6) La fragilidad de magnesio a baja temperatura, es resultado
del número restringido de sistemas de deslizamiento del sistema, los cuales se presentan en la
figura 2.3
Marco Teórico
4
Deslizamiento basal
Deslizamiento
Pyramidal slippiramidal
Deslizamiento
Pyramidal slippiramidal
_
<1123>
<c+a
>
Basal slip
_
<1120>
<a>
<a>
Deslizamiento
Prismatic slipprismático
Twinning
Maclado
Sistemas de deslizamiento
Slip systems
_
Basal <a>
(0001)
_
_ <1120>
Prismatic <a>
(1010)
_
_ <1120>
Pyramidal <a> (1011)
_
_ <1120>
Pyramidal <c+a> (1122) <1123>
_
_
Maclado
Twinning
(1012) <1011>
_
<1011>
<a>
Figura 2.3 Sistemas de deslizamiento en el magnesio
[12].
El comportamiento de deformación de magnesio y sus aleaciones, se determina por la actividad de
los sistemas de deslizamiento no basales. Aparte del deslizamiento basal, los sistemas de
deslizamiento prismático y piramidal, desempeñan un papel importante en el comportamiento de
deformación de magnesio y sus aleaciones. Esto es, que para mejorar la plasticidad de magnesio,
es necesario aumentar la actividad de los sistemas de deslizamiento no basales. En el caso del
magnesio por debajo de 225°C, solo el sistema de deslizamiento basal {0001} y en el sistema de
maclado ⟨101̅1⟩{101̅2}⟨112̅0⟩ se activan, lo que limita la capacidad de deformación del material
bajo esfuerzos a temperatura ambiente. Por otra parte, por encima de 225°C comienza a
presentar un buen comportamiento en deformación, dado a la activación del sistema prismático y
piramidal <c+a>. Los cuales son responsables del incremento en la ductilidad del magnesio.(4,3,7)
El magnesio tienes menos de 5 sistemas de deslizamiento, (ver tabla 2.2) donde el principal
sistema de deslizamiento es el basal. Sin embargo por sí solo no es capaz de soportar toda la carga
ejercida sobre el material, por lo que es necesario activar otros sistemas de deformación o
maclado si se requiere aplicar grandes cantidades de deformación.
Marco Teórico
5
Vector
de
Burgers
No. de sistemas de
Plano de
Dirección de
deslizamiento
deslizamiento
deslizamiento
Total
Independientes
<a>
Basal
⟨112̅0⟩
3
2
<a>
Prismático
⟨112̅0⟩
3
2
<a>
Piramidal
⟨112̅0⟩
6
4
<c+a>
Piramidal
⟨11̅23⟩
6
5
Tabla 2.2 Numero de sistemas de deslizamiento totales e
independientes presentes en el magnesio.(4)
El ECCR decrece conforme aumenta la temperatura, lo que facilita la activación de sistemas no
basales. De acuerdo al criterio de Von Mises, para obtener una deformación uniforme es necesario
activar 5 diferentes sistemas de deslizamiento independientes al mismo tiempo. Por lo que la
mayor importancia del sistema piramidal <c+a> es la posibilidad de activar 5 sistemas de
deslizamiento independiente.
Lo que se ve reflejado en el incremento de las propiedades
mecánicas.(4)
2.3.4 Maclado
El maclado, es el segundo mecanismo más importante por el cual se deforma un metal. Es de gran
importancia para los sistemas en los que la deformación por deslizamiento es difícil. (8) La
deformación por maclado es un proceso en el que una región del cristal se somete a un esfuerzo,
produciendo una región con una orientación diferente con respecto a la estructura original. En la
figura 2.4, los círculos abiertos representan las posiciones de los átomos antes de maclado, los
círculos negros las posiciones después de maclado. Los átomos de arriba x-y son imágenes
especulares de los átomos de debajo de ella, por lo tanto x-y representa la traza del plano de
Marco Teórico
6
composición gemelo en el plano del papel. El esfuerzo de corte de la red paralela al plano se
denota por las flechas en rojo. El maclado puede ser inducido por deformación plástica y es
particularmente importante en una estructura hexagonal compacta, como el magnesio.(8)
B)
A)
Figura 2.4 Esquema de maclado donde A) Es la red original y B) Es la red maclada, las
flechas rojas denotan la dirección en la cual se produjo el maclado.(10)
En el magnesio el maclado es un mecanismo de deformación, que es particularmente importante
a temperatura ambiente, debido a la falta de suficientes sistemas de deslizamiento. A temperatura
ambiente el maclado es el único mecanismo de deformación a lo largo del eje c.(4) Para todos los
metales hexagonales a bajas temperaturas, la deformación por maclado ocurre en el plano
101̅2 . El maclado va acompañado de un cambio de orientación.(4)
2.3.4.1 Maclas de tensión
Este tipo de macla provee una extensión a lo largo del eje C, y son favorables cuando una
componente de deformación es paralela al eje C. Estas maclas rotan 86.3° en ⟨112̅0⟩ {101̅2} la
cual es la relación entre todas las posibles maclas de tensión y los granos padres. Este tipo de
maclas se caracteriza por formar una extensión paralela a la dirección donde fue aplicada la
fuerza. Ver figura 2.5(4).
Marco Teórico
7
Dirección de corte
B)
Plano de maclado
A)
Figura 2.5 Esquema de formación de maclas de tensión
̅
⟨1120⟩{101̅2}. A) Red sin deformar, B) Extensión de la red rotada 86°.
Los puntos negros representan átomos antes del maclado y los puntos
grises corresponden a la posición de átomos después del maclado(4)
2.3.4.2 Maclas de compresión
Este tipo de maclas se generan cuando una fuerza es aplicada paralelamente al eje C, la cual
tienen la capacidad de distribuir los esfuerzos de compresión en esa misma dirección,
introduciendo una expansión perpendicular a la dirección de la fuerza aplicada como se muestra
en la figura 2.6 Este tipo de maclas se generan en el plano {101̅1} y tienden a rotar 56.2° en
dirección ⟨101̅2⟩ .
A)
A)
B)
Figura 2.6 Esquema de formación de maclas de compresión{101̅1}⟨101̅2⟩. A) Red sin deformar
B) Extensión de la red rotada 56°
Marco Teórico
8
A diferencia de las maclas de tensión, las maclas de compresión desarrollan diferente morfología y
concentran una mayor deformación. La característica principal es
absorber dislocaciones
formando salientes.
2.4 Aleaciones de magnesio.
Ya que el Mg puro posee una capacidad de deformarse en frío muy limitada, esfuerzos se han
hecho para mejorar sus propiedades mecánicas. Una solución a este problema ha sido alear el Mg
con otros metales. Cuando el magnesio combina buena capacidad de moldeo y formabilidad, es
visto como un material muy atractivo para un gran número de aplicaciones.(1)
En los últimos años el interés en el uso de aleaciones de magnesio ha crecido dramáticamente,
estimulando el desarrollo de procesos más eficientes para la fabricación de aleaciones de Mg y
extender las áreas de aplicación.(4)
El propósito de alear el magnesio es para mejorar la resistencia mecánica y otras propiedades.
Para aplicaciones en ingeniería, las aleaciones que se producen contienen diferentes elementos,
principalmente Al, Zn, Mn, Si, Zr, Ca, Ag, Li, Cu y elementos alcalino-térreos o tierras raras.(1)
Las aleaciones de magnesio más comunes actualmente son las de la serie de Mg-Al-Zn. En 1920, el
aluminio se había convertido en el elemento de aleación más importante para mejorar
significativamente la resistencia a temperatura ambiente, particularmente mediante la formación
de la fase intermetálica Mg17Al12. Sin embargo, la ductilidad y la resistencia a la fractura se reducen
gradualmente con el aumento de contenido de aluminio. Por otra parte el zinc mejora la
resistencia a temperatura ambiente a través del efecto de la solución sólida. Además el Zn
también mejora la fluidez del material fundido, pero un contenido por encima del 2% de Zn,
disminuye la resistencia a la fractura por deformación en caliente.(1)
Para aplicaciones ingenieriles, los elementos de aleación más comunes son los indicados en la
tabla 2.3
Marco Teórico
9
Elemento
Símbol
Elemento
o
Símbol
o
Aluminio
A
Torio
H
Manganeso
M
Silicio
S
Tierras raras
E
Circonio
K
Plata
Q
Zinc
Z
Calcio2.3 Principales
C elementos
Litiode aleaciónL del
Tabla
Magnesio.(9,6)
2.7 Textura
Las propiedades mecánicas dependen en gran medida del ordenamiento de los granos, por lo que
la orientación preferencial de un material es algo muy común en la naturaleza. La orientación
cristalográfica se refiere a cómo los planos atómicos en un volumen del cristal se colocan, en este
caso se aplica a toda la estructura cristalina sólida. En un cristal las orientaciones de grano se
distribuyen aleatoriamente pero en la mayoría de los materiales se generan orientaciones
preferenciales causadas durante la cristalización o durante un proceso termo-mecánico. Esta
tendencia se conoce como textura. En la figura 2.7 se muestra el desarrollo de la textura durante
la laminación.
Marco Teórico
10
C)
A)
B)
Figura 2.7 A) Microestructura con orientación aleatoria, B) Desarrollo
de orientación preferencial durante laminación, C) Microestructura
con orientación preferencial.(10)
Durante la laminación se genera una orientación preferencial en la dirección de la deformación
por lo que el material adquiere textura. En general las condiciones de formación de textura son
altamente direccionales, el término "textura cristalográfica" hace referencia también a la
orientación preferencial de los cristales en un material policristalino.(2,7,11)
La textura cristalográfica es importante ya que la activación de diferentes sistemas de
deslizamiento depende de ella. Algunas propiedades importantes que dependen de la textura son:
Módulo de Young, Resistencia a la tensión, Ductilidad, Tenacidad y Formabilidad.(10)
Desde los años 90´s decreció el uso de magnesio, por lo que se han desarrollado numerosos
estudios para mejorar las propiedades mecánicas, dado que el desarrollo de una fuerte textura
basal es el principal responsable de la baja formabilidad en el magnesio. (4)
Marco Teórico
11
2.7.1 Macrotextura
Un goniómetro de texturas adaptado a un equipo de difracción de rayos X, es uno de los mejores
métodos usados para medir textura de una fracción de volumen en planos específicos. Los
resultados obtenidos por medio de esta técnica, son valores promedio del total de volumen de
una muestra, es decir que comprende miles de granos por lo que es llamada “macrotextura”. Con
este método es posible describir la textura por medio de una serie de figuras de polos, construidas
a partir de difracción de rayos X, mediante el mismo principio de la ley de Bragg.
En la figura 2.8, λ es la longitud de onda, d es la distancia interplanar y θ es el ángulo en el cual
incide y difracta el haz de rayos x.
B)
A) Ley de Bragg nλ = 2d
Figura 2.8 A) Ley de Bragg y B) Esquema de difracción de un haz de rayos X
donde los rayos X inciden en un ángulo determinado sobre un plano y se
difracta en un ángulo equivalente el cual es único para cada material.(10,7)
En el proceso se montan las muestras en el equipo y este realiza un análisis, en el cual se mide la
distribución de intensidades generadas en uno o más planos específicos, donde ocurre difracción.
Los datos obtenidos pueden ser graficados para obtener una figura de polos, que muestre la
distribución de intensidades en el cristal con respecto de una dirección conocida en la muestra.
Los planos típicos de más interés en el magnesio son 101̅0 , 0002 , 101̅1 , 101̅2 , 112̅0 y
101̅3 .(9)
Marco Teórico
12
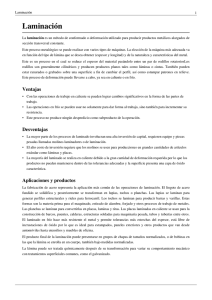
2.7.3 Texturas características del magnesio
Generalmente el magnesio desarrolla una fuerte textura basal y es representada por las figuras de
polos
0001 101̅0
y 112̅0
correspondientes al plano basal, prismático y piramidal
respectivamente. En la figura 2.9 observamos las figuras de polos ideales del magnesio, las cuales
nos describen la distribución de intensidades.
(0001) Basal
A)
B)
Figura 2.9 Figuras de polos ideales características del
magnesio: A) Figura de polos Plano basal, B) Figura de polos
de plano prismático(9)
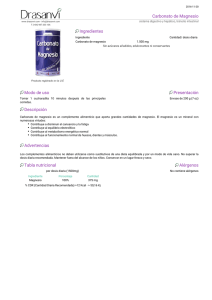
La textura característica de las aleaciones de magnesio es descrita a través de las figuras de polos
características 0001 y 101̅0 que corresponden al plano basal y prismático respectivamente.
En la figura 2.10 se muestran las figuras de polos experimentales de la aleación AZ31 en condición
laminada, donde podemos observar la presencia de una fuerte textura basal al tener valores de
intensidad de 16 en el centro de la figura orientada hacia la dirección del plano basal (0001) y una
textura débil en el plano prismático, lo que indica la poca actividad que presenta el magnesio en
ese plano.(10)
Marco Teórico
13
A)
A)
B)
B)
Figura 2.10 Figuras de polos A) Plano basal y B) Prismático
experimentales de AZ31 sin tratamiento térmico(10)
Marco Teórico
14
3.0 Experimentación
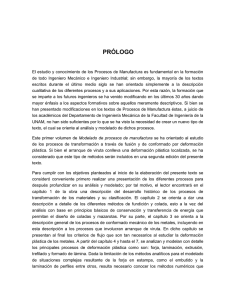
3.1 Diagrama de flujo
El diagrama de flujo de la figura 3.1 Expone los pasos a seguir durante el proceso de
experimentación y el orden en que fueron llevados a cabo.
Figura 3.1 Diagrama de flujo del
proceso experimental
3.2 Preparación de la aleación
Para la preparación de la aleación se empleó como base de cálculo el volumen de un crisol de
grafito de forma cilíndrica con las siguientes medidas: 15.9 cm de alto y 5.4 cm de diámetro, lo que
proveyó de un volumen de 364.1451 cm3 considerándose como volumen final solo el 75 % del
volumen total del crisol y tomando en cuenta que debido a las normas que rigen la composición de
la aleación, debía de estar compuesta en un porcentaje de 92.7 % magnesio, 6 % aluminio y 0.3 %
manganeso y 1 % de zinc utilizándose para tal efecto el valor de la densidad de cada elemento
dividida entre el porcentaje de cada elemento multiplicándose luego estos valores por el volumen
final para obtener la masa necesaria de cada elemento para la preparación de la aleación. Tanto el
magnesio como el aluminio fueron limpiados químicamente mediante ácido nítrico puro y una
solución de ácido nítrico y fluorhídrico respectivamente y luego secados, mientras que el zinc y el
manganeso se utilizaron puros, sin limpieza previa. En la figura 3.2 se detalla la distribución de
volúmenes en el crisol
Experimentación
15
Figura 3.2 Representación de la distribución de volúmenes en el crisol de fusión
Para la fusión del material se utilizó un horno eléctrico vertical, en el cual se calentó el magnesio
puro en una atmosfera inerte de argón hasta 720°C para luego agregarse los elementos de aleación
durante un fuerte flujo de argón en la superficie del baño, agitándose posteriormente la mezcla
fundida con una varilla de acero durante diez minutos con el fin de obtener una distribución
homogénea de los elementos aleantes. Para el vaciado de la aleación se utilizó una cámara con
atmosfera controlada que utiliza como gas inerte el hexafloruro de azufre para evitar la reacción de
la mezcla con el oxígeno del aire(1). El molde de vaciado esta hecho de acero.
3.3 Laminación de la aleación
Cuando termina el procedimiento de vaciado de la aleación el lingote producido se coloca en una
mufla a 400°C (+/- 10°C) para homogeneizar la microestructura con el fin de obtener las mejores
propiedades mecánicas teóricas que puede producir la muestra.
Experimentación
16
El proceso de deformación se realizó por laminado en caliente utilizándose el mismo horno para la
homogenización para mantener el lingote a alta temperatura entre los pasos de laminado, Se utilizó
un molino de laminación Sir Jones Norton DP 008 con una velocidad de deformación de 20 mm/min
y con cantidades de deformación que variaban desde 1.8 % hasta 3.8 % de reducción de altura por
paso obteniéndose finalmente un espesor de lámina de 3.5 mm el cual es el ideal para el
maquinado de probetas de tensión.
Figura 3.3 Pasos de maquinado de las probetas
3.4 Caracterización Mecánica
La lamina producida fue maquinada para producir varias probetas en forma de “hueso” con un alto
de 3.5 mm, largo de 43 mm, longitud de cuello de 15 mm y ancho de sección media de 5 mm para
su posterior sometimiento a la prueba de tensión estándar. Se produjeron 12 probetas en dirección
paralela a la dirección de laminación y 14 probetas en dirección transversal a la dirección de
laminación estas fueron denominadas con una letra y un número, la letra indica la dirección en que
fue maquinada y el número se asignó de manera arbitraria para diferenciar una probeta de otra. En
la figura 3.5 se muestra ejemplos de probetas terminadas, en la figura 3.4 se muestra un diagrama
de las medidas de las probetas.
Experimentación
17
Figura 3.4 diagrama de la probeta estándar
Figura 3.5, ejemplo de probetas después del maquinado
La prueba de tensión se realizó en una máquina de ensayos Shimadzu AG-10TG. Utilizándose dos
barras de acero inoxidable como adaptadores de la maquina a las medidas específicas de la
probeta. Los ensayos se realizaron a temperatura ambiente a una velocidad de 1 mm/min,
llevándose a cabo 26 pruebas en total.
Experimentación
18
Figura 3.6 Maquina Shimadzu AG-10TG con los adaptadores y una probeta preparada
(izquierda), Ruptura de una probeta al finalizar la prueba de tensión (derecha)
3.5 Caracterización Microestructural
3.5.1 Selección y Montado
Dos de las probetas utilizadas en la prueba de tensión fueron cortadas y montadas en frío en resina
poliacrilica para facilitar su manejo y evitar cambios en la microestructura, siendo el criterio
principal para la elección de las probetas a montarse la deformación alcanzada en las pruebas de
tensión.
3.5.2 Desbaste
Posteriormente las probetas fueron desbastadas en una desbastadora automática StruersLabopol
21 siguiendo en orden lijas desde los grados 600, 800, 1000, 2000 y 4000
3.5.3 Pulido
Posteriormente las probetas fueron pulidas en una pulidora automática StruersLabopol 5
utilizándose como medio abrasivo la pasta de diamante monocristalino de una micra y como
lubricante alcohol etílico.
Experimentación
19
3.5.4 Ataque
Después del pulido, las muestras fueron atacadas químicamente durante ~ 5 seg, con una solución
de ácido pícrico; 150 ml de alcohol etílico de 30-40 ml de agua destilada, 6.5 ml de ácido acético y
30-40 gr de ácido pícrico al 98%.
3.6 Caracterización Microestructural
Las probetas pulidas se observaron en un microscopio metalográfico de luz reflejada, mientras que
las probetas atacadas se fotografiaron en un microscopio óptico ZEISS modelo AXIOSXCOPE 2 MAT
y se determinó el tamaño de grano por el método de intersección de circunferencia.
3.7 Estudio de Textura
El estudio de textura global analizado por el método de difracción de rayos X permite conocer la
intensidad de los haces refractados en ángulos específicos y con ello confirmar la presencia de una
orientación preferencial en la microestructura(12). En la Tabla 3.1 se muestran los ángulos en los que
las intensidades de los haces deberían ser mayores debido a que en ellos existen los planos que
producen refracción.
Plano
Figura de polos (Miller)
Figura de polos
Ángulo de Bragg
(Miller-Bravais)
Plano prismático
(100)
(101̅0)
32.42°
Plano basal
(001)
(0002)
34.6°
Plano piramidal
(101)
(101̅1)
36.91°
Tabla 3.1 Planos utilizados para la generación de las figuras de polos.
De existir dicha orientación preferencial en las figuras de polos se apreciarían grandes intensidades
en la dirección (001) que implicarían la orientación preferencial de la microestructura.
Experimentación
20
4.0 Resultados
4.1 Resultados de la prueba de tensión, curvas esfuerzo-deformación ingenieriles
4.1.1 Dirección de laminación (RD):
Estas probetas fueron maquinadas de manera que fueran sujetas a tensión en la misma dirección
en que fueron laminadas, es decir, el flujo plástico de la laminación fue en el mismo sentido que el
esfuerzo de tensión aplicado durante los ensayos. En la figura 4.1 Se pueden observar las curvas
esfuerzo deformación de las probetas maquinadas en esta dirección.
Figura 4.1 Curvas esfuerzo deformación de la dirección de
laminación.
En estas curvas se muestra una dispersión en las propiedades de las probetas individuales pero
también se puede observar un comportamiento promedio y en general se aprecia que todas
presentan una mayor elongación así como un esfuerzo ultimo a la fractura más alto que los ensayos
en dirección transversal, esto se ve ejemplificado en la figura 5.1.
Resultados
21
4.1.2 Dirección transversal a la dirección de laminación (TD):
Estas probetas fueron maquinadas en dirección transversal a la dirección de laminación; es decir, el
esfuerzo de tensión aplicado durante los ensayos de tensión mantenía un ángulo de 90° con
respecto a la dirección de flujo plástico de la laminación. En la figura 4.2 se muestra las curvas
esfuerzo deformación para esta dirección.
Figura 4.2 Curvas de esfuerzo deformación de la dirección transversal.
El patrón promedio entre las muestras indica resistencias muy bajas en comparación a la dirección
de laminación y cantidades de deformación también notablemente menores a las obtenidas en la
dirección de laminación.
Resultados
22
4.2 Figuras de Polo y caracterización de la textura.
Una sección de placa laminada fue maquinada para prepararla para el análisis de textura, la
superficie se pulió hasta acabado espejo y luego fue sometida a una incidencia de rayos X para
obtener los picos de difracción que luego serían utilizados para generar las figuras de polos; es
decir, un difractograma estándar. Posteriormente se vuelve a hacer incidir rayos X en la muestra
pero solo en los ángulos de los picos de difracción obtenidos en el difractograma, esto con el fin de
evaluar la cantidad de eventos de difracción que ocurren en la muestra, y en base a ellos
determinar la cantidad de granos que tienen una orientación tal, que les permita difractar el haz
incluso de manera parcial.
Las figuras de polos recalculadas se muestran en la figura 4.3
Figura 4.3 figuras de Polo Recalculadas
En las figuras de polos se pueden apreciar zonas de alta intensidad en las direcciones que coinciden
con el plano basal de la estructura HCP(13), también se puede notar una distribución de intensidades
en el plano (100) que determina una cantidad relevante de granos cuya orientación es prismática,
lo que puede implicar una manera diferente de deformarse en la dirección transversal a la
laminación, y a su vez, explicar la deformación por maclado que se formó en la dirección transversal
a la dirección de laminación.
Resultados
23
Las figuras de polos inversas representan la comparación entre la frecuencia de registro de
intensidades en cada dirección por el difractometro y son una relación directa al número de granos
que están orientados de una manera similar con respecto a un eje en la muestra. En la figura 4.4 se
muestran las figuras de polos inversas, representando cada una la intensidad de las señales
registradas para cada plano (utilizando índices de miller) del sistema HCP
Figura 4.4 figuras de Polo inversas, representando las intensidades registradas para cada
plano.
Las figuras de polos inversas presentan una sección de una figura de polos en donde se pueden
encontrar tres direcciones, así mismo cada figura está enfocada en un plano, esto representa la
tendencia o distribución de orientación que tienen los cristales con esta orientación general a
“inclinarse” u orientarse en una dirección adicional(14). Observándose en la figura 4.4 que los granos
con orientación preferencial piramidal y prismática a inclinarse en un punto intermedio entre la
orientación piramidal o prismática en referencia al plano promedio refractado de sus celdas. De
Resultados
24
manera similar podemos observar que los granos con una orientación preferencial basal tienden a
permanecer con sus planos basales particulares paralelos al plano basal promedio de la orientación.
Resultados
25
4.3 Caracterización Microestructural
La probeta denominada T5 y la probeta denominada L4 obtuvieron deformaciones y esfuerzos
promedio relativamente altos, por lo que se seleccionaron para la caracterización microestructural,
obteniéndose los siguientes resultados.
4.3.1 Probeta L4
La probeta se fotografió en la base de la probeta y en la zona de fractura con el fin de obtener
contraste entre zonas de baja y alta deformación, dos veces en cada zona, con aumentos de 100X y
200X presentados en la figura 4.5 a 4.8
Figura 4.5 Área de la base a 100X.
Figura 4.6 Área de la base a 200X.
Resultados
26
Figura 4.7 Área de la punta a 100X.
Figura 4.8 Área de la punta a 200X.
Obteniéndose un tamaño de grano promedio para la muestra L4 de 7.38 μm y apreciándose el
proceso de maclado en las zonas de alta deformación siendo este disperso y de alta fluctuación en
su dirección.
Resultados
27
4.3.2 Probeta T5
En la probeta T5 se obtuvieron fotografías a 200 aumentos de las zonas de la base y ruptura en las
cuales se observa una mayor densidad de maclado en la parte cercana a la zona de fractura, un
tamaño de grano promedio de 7 μm y ausencia de la dispersión de puntos. El contraste en la
densidad de maclado se puede apreciar en la figura 4.9
Figura 4.9 Área de la punta (derecha) y área de la base (izquierda) a 200x.
.xaumentos
Resultados
28
5.0 Análisis de Resultados.
5.1 Ensayo de Tensión
De los resultados de las pruebas de tensión se pueden obtener distintos valores que describen el
comportamiento mecánico general de la aleación, en particular y de manera evidente podemos
notar la gran diferencia en la deformación de las probetas de la dirección de laminación y de la
dirección transversal a la dirección de laminación. A este efecto se le denomina anisotropía y en
este caso es causado por el fenómeno de textura cristalográfica que causo la orientación de una
cantidad importante de granos de manera que la dirección [1-210] quedara paralela a la dirección
de laminación o al menos el componente del esfuerzo en esa dirección. Durante la prueba el
componente del vector que fue aplicado en la dirección [1-210] fue mayor que el componente
aplicado en la dirección [11-20], por lo que les era posible deformarse en el sistema de
deslizamiento basal, permitiendo una deformación considerable en esa dirección. Sin embargo, esta
orientación no implica que los planos basales de cada grano sean paralelos entre sí, por lo que
distintos granos podrán tener un comportamiento mecánico distinto aún si el esfuerzo aplicado
ocurre en una sola dirección. Se debe considerar que las pruebas realizadas son la sumatoria de las
propiedades en sinergia de cada grano individual presente en el material y como tal, ofrecen datos
sobre la tendencia general de la aleación. En la figura 5.1, se pueden apreciar las curvas esfuerzo
deformación de una probeta en dirección de laminación y otra en transversal.
Figura 5.1 Curvas esfuerzo deformación de la probeta denominada L4
(Negro) y la probeta T10 (Rojo) de la dirección de laminación y transversal
respectivamente.
Análisis de Resultados
29
En la tabal 5.1, Se expresan las propiedades mecánicas básicas obtenidas en cada dirección.
Dirección
RD (rolling direction)
TD(transversal direction)
Máximo
Promedio
Máximo
Promedio
UTS (MPa)
257
246
243
230
Elongación (%)
28
20
16
14
99
97
105
103
Esfuerzo de
Cedencia (MPa)
Tabla 5.1 Propiedades mecánicas obtenidas de las curvas Esfuerzo Deformación
Es de notar que el esfuerzo de cedencia es en general mayor en las probetas ensayadas en
dirección transversal, lo cual no es coherente con la deformación por deslizamiento, pero se explica
por la deformación en maclado.
5.2 Análisis Microestructural
Las variaciones en las propiedades mecánicas de ambas muestras fueron causadas por una variedad
de factores, principalmente la texturización de la microestructura del material y de manera
secundaria la formación de fases intermetalicas de alta dureza, particularmente la Mg 17Al12.
También estuvieron presentes compuestos intermetálicos Silicio-magnesio que aparecieron como
puntos azules en la micrografía pero no tuvieron un efecto relevante en las propiedades mecánicas,
estos se pueden apreciar en la figura 5.2, los diagramas binarios Mg-Al y Mg-Zn se pueden consultar
en el apéndice 1.
Figura 5.2, Micrografía a 500 aumentos en donde se aprecian puntos azules,
causados por compuestos intermetálicos Silicio-magnesio.
Análisis de Resultados
30
Debido a que los ensayos de tensión se realizaron a temperatura ambiente el mecanismo de
deformación conocido como maclado fue el principal auxiliar en la deformación, lo cual queda
evidenciado en la figura 5.3, En esta figura también se puede apreciar la formación de cavidades en
el material debido a la inminente fractura.
Figura 5.3, Maclado severo en la zona de fractura.
En la microestructura se puede apreciar un tamaño de grano medio, desigual y de geometría
compleja. También se puede apreciar un tamaño de grano ligeramente más fino en la probeta que
obtuvo una deformación más alta, y una variedad de tamaño en los granos pero sin duda el factor
más apreciable es la densidad y la forma de las maclas producidas en cada caso, en la figura 5.4 se
aprecia un contraste entre la zona de fractura de la probeta L5 y T4 donde se exhiben ángulos de
maclado para la dirección transversal orientados y ángulos de maclado aleatorios para la dirección
de laminación, esto funciona como indicativo de que hubo una preferencia en el mecanismo de
deformación en la dirección transversal.
Análisis de Resultados
31
Figura 5.4, Contraste entre el área de la base de la probeta L4 (Izquierda) y T5
(derecha) donde se observa la orientación general del maclado en una dirección.
Esta distribución orientada de las zonas de maclado es causada por la tendencia del mecanismo a
formarse en direcciones específicas de celda unitaria hexagonal(1,4,7); es decir, las zonas de maclado
se formaron preferentemente en lugares de la microestructura que tuvieran una orientación a fin a
permitir la re orientación de una sección de los granos en una dirección [0001] con respecto al
esfuerzo aplicado. En este contexto, la aparición de zonas de maclado más abundantes y de
geometrías similares indica una cierta orientación de los granos en direcciones en las que el
componente del vector de esfuerzo aplicado a ellos fue lo suficientemente fuerte como para
provocar maclado antes que rotación o ruptura.
Mientras que en zonas de ruptura de las probetas probadas en dirección de laminación las maclas
tienen direcciones y formas aleatorias que parecen no guardar relación entre sí, esto es indicativo
de que los granos que habían cristalizado en orientaciones que les permitían maclarse antes que
deformarse eran escasos y no guardaban relación entre sí.
Análisis de Resultados
32
5.3 Textura Global
Las figuras de polos producidas comprobaron que fue el efecto de la orientación preferencial de los
granos la que genero el efecto anisotropico de las propiedades de la lámina de magnesio. Y esta
orientación preferencial se puede deducir al revisar las figuras de polos inversas para la dirección
representativas del plano basal, ilustradas en la figura 5.5, en donde claramente se puede apreciar
una gran frecuencia de intensidades en el plano (001).
Figura 5.5 figura de Polo inversa representativa del
plano 001
En las figuras de polos inversas representativas de las otras direcciones (100, 010) se pueden
apreciar intensidades bajas, como se puede observar en la figura 5.6 lo que indica que hay una
menor cantidad de granos orientados en esas direcciones.
Figura 5.6, figuras de Polo inversas representativas del
plano prismático (izquierda) y piramidal al (derecha)
Análisis de Resultados
33
Sin embargo es importante notar que la intensidad registrada en el plano (100) si juega un papel
importante en la explicación de las propiedades mecánicas de la aleación.
5.3.1) Función de distribución de orientación (ODF).
La función de distribución de orientación es una función estadística que representa la distribución
de orientaciones en una sección volumétrica del material y se puede computar por medio de los
mismos datos usados para la generación de las figuras de polos. Su importancia es la de explicar la
distribución estadística de granos con una orientación similar o equivalente y con ello dar una
explicación del comportamiento mecánico del material.
A partir de estos datos se puede calcular la integral de la función de distribución de orientaciones
en función de cada uno de los tres ángulos Phi y en cada una de ellas tomando valores de los
componentes de cada orientación, para con ello conocer la porción volumétrica de cada
orientación en la matriz metálica.
Se obtuvieron los siguientes resultados utilizando el programa LABotex en su función de traslape
puntual, presentados en la tabla 5.2.
Fracción Volumétrica Porcentual
Componente de Textura
0.41
{0.0,18.43,00}
0.77
{0,25.24,45}
0.43
{35.26, 90, 45}
0.43
{32.14, 90, 45}
0.53
{121, 36.7, 26.57}
0.22
{90, 54.74, 45}
2.48
{45, 90, 0}
0.38
{39.23, 65.91, 25.5}
0.55
{0, 35.26, 45}
3.1
{0, 0, 0}
90.68
Fracción no orientada
Tabla 5.2, Fracción volumétrica de orientaciones calculada a partir del ODF.
Análisis de Resultados
34
Los datos en conjunto de microscopia, pruebas de tensión, las figuras de polos y la ODF de textura
cuantitativa completan la explicación de la anisotropía del material, siendo esta explicada no por la
anisotropía natural atribuida a las celdas unitarias de los monocristales que normalmente son la
explicación a una anisotropía texturizada, sino al mecanismo de deformación predominante en
cada dirección en que se realizaron las pruebas. Las figuras de polos recalculadas muestran
distribuciones de intensidades asimétricas en el plano prismático características de una textura de
fibra que indican la presencia de granos orientados con dicho plano de manera perpendicular a la
dirección normal de laminación, lo que implica que sus ejes C o direcciones [0001] están orientadas
con una ligera preferencia a la dirección transversal, por lo que si se les aplica un esfuerzo en esas
direcciones su mecanismo natural de deformación tendría que ser el maclado, mientras que en la
dirección de laminación la condición necesaria para la deformación por deslizamiento es que el
esfuerzo aplicado genere componentes de tensor de suficiente magnitud en la familia de
direcciones <1-210> en el plano basal de cada grano. Para lograr esto el plano basal no
necesariamente tiene que ser paralelo al plano de laminación ni al plano normal sino que puede
tener cierto grado de paralelismo al plano transversal pero no demasiado. Tomando estos
elementos en consideración se puede concluir que el efecto anisotropico de la laminación es
causado por el efecto de la textura en la viabilidad del mecanismo preferencial de deformación en
cada dirección.
Siendo el maclado el mecanismo aplicado principalmente a la dirección transversal y el
deslizamiento a la dirección de laminación.
Análisis de Resultados
35
6.0 Conclusiones
Las propiedades mecánicas del material están en función de su estructura, siendo para este
estudio la orientación preferencial de los granos y el tamaño de grano los factores de mayor
relevancia.
Con los datos obtenidos por textura cuantitativa se puede asegurar que el material
presenta una textura ligera en dos orientaciones principales, la basal y la prismática, siendo
esta última una textura de fibra.
Se atribuye la diferencia en las propiedades mecánicas caracterizadas en el material a un
mecanismo de deformación preferente en cada dirección de ensaye.
Las micrografías obtenidas muestran la preferencia por el maclado de las muestras
ensayadas en dirección transversal.
El efecto de la laminación sobre las propiedades mecánicas de la aleación estudiada, se
basa en la texturización del material pues ello implica una respuesta mecánica diferente
para las distintas direcciones de aplicación de esfuerzos.
En relación a futuros estudios cuya intensión sea mejorar las propiedades mecánicas de la
aleación estudiada, este trabajo recomienda minimizar el tamaño de grano de la aleación.
Conclusiones
36
Referencias
1. K. U. kainer, Magnesium-alloys and technology.
2. O. Engler, V. Randle, Introduction to texture analysis, CRC Press, New York, second edition.
3. D. R. Askeland, ciencia e ingeniería en materiales, internacional Thompson editores, 4ª
edición.
4. Talal al- Samman, Magnesium the role of the crystallographic texture, deformation
condition and alloying element on formability. Cuvillier Verlag, (2008), 1-84,111-128, 2272245
5. W. D. McAllister, Materials science and Engineering an Introduction 7th Ed.
6. G.E. Dieter, Mechanical Metallurgy, 3rd ed. Mc Grawgill (1986)
7. D. Hull and D. J. Bacon, Introduction to dislocations, 4th edition, 2001.
8. H. Watari, T. Haga, Y. Shibue, K. Davey, N. Koga achievements in materials and
manufacturing engineering volume 18 issue 1-2.
9. Pekguleryuz M., Kainer K., Kaya A., Fundamentals of magnesium alloy metallurgy,
Woodhead publishing, 2013.
10. W. Xia, Z. Chen, D. Chem, S. Zhu, Journal of materials processing technogy 209 (2009) 26-31
11. J. Bohlen, F. Chmelk, P. Dobron, F. Kaiser, D. Letzig, P. Lukác, K.U. Kainer, Journal of Alloys
and Compounds 378 (2004) 207-213.
12. B. D. Cullity, Elements of x ray Diffraction.
13. Y.N. Wang, J.C. Huanga, Materials Chemistry and Physics 81 (2003) 11-26
14. H. Watanabe, T. Mukai, K. Ishikawa, Journal of Materials Processing Technology 182 (2007)
644-647.
37
Apéndice
Apéndice