Documento 938747
Anuncio

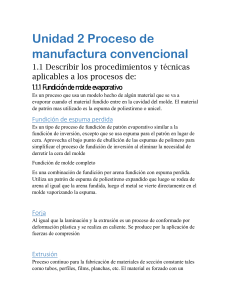
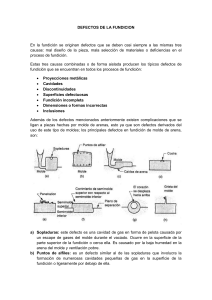
MANUAL DE PROCEDIMIENTOS UNIDAD DE ADMINISTRACIÓN TALLERES Y LABORATORIOS PROGRAMA INDIVIDUAL DE PRÁCTICAS Código: LAB-PO-01-01 Revisión: 1 Página: 1 de 2 CICLO ESCOLAR: 2015-2016N NOMBRE DEL DOCENTE: Ricardo Reyes-Márquez Hernández CARRERA(S): Ing. Mecatronica ASIGNATURA:Solidificacion SEMESTRE: 3 GRUPO(S): B PARCIAL: Primero NOMBRE DE LABORATORIO O DE LA INSTITUCIÓN EN CASO DE PRÁCTICA EXTERNA: Laboratorio de Máquinas Pesadas NÚMERO Y NOMBRE DE LA PRÁCTICA: 1 Conocimiento del proceso de fundición en arena FECHA Y HORA PROPUESTA DE LA PRÁCTICA: Lunes 31 de Agosto de 2015 de 18 a 20 hrs. MATERIALES REQUERIDOS ninguno EQUIPO REQUERIDO: : 1 Kit de Fundición/1 Juego de protección para fundición (Careta, Peto, Polainas y Mangas)/1 Bascula Granataria OAHUS 0-2.5 Kg DESARROLLO DE LA PRÁCTICA. 1.- Se prepara la arena utilizando la cuchara, para lo cual se desmorona la arena, hasta dejarla sin grumos. 2.- Se coloca el metal a fundir en el Horno de Inducción, para lo cual se pesa el modelo y se multiplica por el factor de densidad que es de 3, más el peso de los alimentadores 3.- Se mantendrá control de la temperatura y se deberá observar una temperatura mínima de 280-340 oC, justo antes de vaciar se procederá a retirar la escoria con una cuchara. 4.- Se prepara el molde utilizando los 2 modelos bipartidos, eligiendo la pieza según el punto 3. MANUAL DE PROCEDIMIENTOS UNIDAD DE ADMINISTRACIÓN TALLERES Y LABORATORIOS PROGRAMA INDIVIDUAL DE PRÁCTICAS Código: LAB-PO-01-01 Revisión: 1 Página: 2 de 2 5.- Se elabora cada mitad del molde no olvidando de extraer el modelo en cada paso, concluidos los dos moldes se elabora el canal de alimentación, luego se sella apretando los tornillos Allen con mucho cuidado apretar cruzado para evitar fugas y quemaduras (inspeccionar el molde para asegurar su sellado). 6.-Un alumno designado deberá realizar el vaciado para lo cual deberá protegerse contra el calor con el equipo de seguridad asignado: a) Careta, b) Polainas) Mangas ,d) Peto Una vez preparado el equipo del alumno designado como vaciador, el molde y el metal, (todos los demás alumnos deberán mantenerse al menos 2 ms del área de vaciado) luego se procede a realizar el vaciado sobre el molde una vez concluido los puntos 3 y 5 7.- Se espera 5 min después del vaciado para solidificar el metal 8.- Se desmolda la pieza, se enfría la pieza con agua y se observan las siguientes fallas: a) Incrustación de arena, b) Sobrecalentamiento c) Grietas y d)Rechupes 9.- Se analizan todas las fallas observadas y se produce una guía de solución de defectos correspondiente 10.- Se analizara el proceso detallado con todos los detalles realizando la hoja de operación estándar, y un plan de control. 11.- Se analizaran ventajas y desventajas del proceso. 12.- Se analizara la las condiciones de cliente interno y proveedor interno de todo el proceso ______________________ __________________ NOMBRE Y FIRMA DEL DOCENTE. FECHA DE ENTREGA