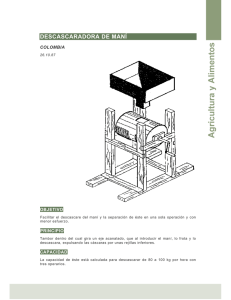
Dr. Lucio Gonzales Cartagena Cochabamba - Bolivia Agosto de 2012 El maní (nombre común) llamado también cacahuete, mandubí o avellana americana es una semilla de frutos subterráneos de la planta de maní (Arachis hipogaea L. Leguminosae). El Proyecto de innovación en el Diseño y la Construcción de hornos de tostación de maní en vaina ejecutado por El grupo Consultor de profesionales y estudiantes Bolivianos, ha sido promovido y Financiado por el Gobierno de Dinamarca, en el marco del acuerdo suscrito entre los Gobiernos de Bolivia y Dinamarca para desarrollar la segunda fase del Apoyo Programático al Sector Agropecuario – APSA II. El 90% del maní producido en Bolivia se comercializa como tostado en vaina, mercado cada vez mas exigente en cuanto a la calidad del producto, por otro lado, se tiene la posibilidad de exportar a mercados internacionales donde las exigencias de calidad para la exportación son estrictas, por lo que existe, la necesidad de investigar y desarrollar un sistema de tostación, eficiente y adecuado para producir un producto de excelente calidad nutricional y sensorial. Zonas productoras de maní El objetivo del presente proyecto es innovar en el diseño y la construcción de hornos para optimizar el proceso de tostación de maní en vaina. Realizar un diagnóstico de los sistemas actuales tostación que permita conocer los equipos tostación, describir sus ventajas en cuanto a economía, su capacidad de producción, el tiempo tostación por carga, ventajas y desventajas en operación, calidad sensorial del maní tostado, etc. de de su de la Establecer los mecanismos de transferencia de calor, medir y verificar los parámetros de: volumen carga y descarga, requerimiento energético, velocidad y sistema de rotación de los hornos, distribución de temperatura en diferentes puntos del horno y su evolución durante el proceso de tostación, tiempo de tostación, etc. Dimensionar, diseñar y construir un experimental. prototipo Planificar y ejecutar pruebas de 2 a la n factorial. Analizar y establecer los factores principales y sus interacciones. Establecer las condiciones optimas de operación optimizando los factores principales y las interacciones. Escalar el proceso experimental a un horno industrial. Realizar pruebas de tostación, para determinar las condiciones óptimas de cada operación del proceso de secado y tostación utilizando el horno industrial. Realizar un análisis financiero comparativo de los sistemas de tostación artesanal e industrial producto de la investigación. Capacitar y trasferir la tecnología del diseño, la construcción y la operación del horno Industrial de maní. Difundir la aplicación y el uso de los hornos industriales en las diferentes comunidades productoras de maní. 2. Procesamiento I&D 1. INSUMOS •Gente •Ideas •Equipo •Instalaciones 4. SISTEMA DE RECEPCIÓN Actividades •Investigación •Desarrollo •Prueba •Informe de resultados •Manufactura 3. PRODUCTOS •Operaciones •Patentes •Fondos •Información •Ingeniería 6 6. MEDICIONES DURANTE EL PROCESO Y RETROALIMENTACIÓN •Mercadotecnia •Prototipos •Plan de negocios •Procesos •Reducción de costos •Mayores ventas •Mejoras a •Publicaciones productos •Datos/conocimiento •Ahorros de capital 7. MEDICIONES DE LOS PRODUCTOS Y RETROALIMENTACIÓN 7 8. MEDIDA DE LOS RESULTADOS Y RETROALIMENTACIÓN 8 El diagnóstico se realizó utilizando tres métodos: Taller de diagnóstico corporativo y participativo. Pruebas experimentales de tostación artesanal para el diagnóstico de factores principales y la medida de variables de operación. Pruebas experimentales de laboratorio para el estudio y la determinación de variables de secado y tostación. Los aspectos positivos en la construcción de hornos artesanales son: Su costo es bajo accesible al productor, están construidos con materiales locales Son pequeños, fáciles de construir, y simples en la operación. El mantenimiento y la reparación es accesible, sencilla por su poca complejidad. Buena capacidad de producción (7-8 cargas) y adecuado para el pequeño productor. Se fabrica localmente, por tanto, garantiza la accesibilidad y el mantenimiento. Los aspectos negativos en el proceso de tostación artesanal son: La rotación es manual y variable El calentamiento del horno es realizado por brasas y fuego. La leña ha sido sustituida por gas licuado con un incremento considerable en los costos. No tiene control de temperatura ni forma de medir la misma. El término final de la tostación se determina por muestreo. No tiene un sistema de medir el grado de tostación. El maní sale quemado debido a la inadecuada rotación e intensidad de fuego Los tostadores son entrenados por los constructores en forma práctica. Falta de mano de obra capacitada en tostación y selección del maní. Tapa para carga Revestimiento de adobe Manivela de accionamiento Chumaceras Depósito de maní Tapa de descarga Eje de rotación Cilindro giratorio Fuente de energía (leña) 180 Temperatura °C 160 140 120 100 80 60 40 20 10 40 70 100 130 Tiempo en min T° en la superficie del cilindro T° en eje central 160 El proceso de tostación se realiza entre 4 a 4 ½ horas. El proceso de enfriado dura aproximadamente 30 minutos. El combustible principal usado es leña. Se necesitan dos operarios para la tostación un experto y el otro no necesariamente. El proceso de tostación se realiza principalmente por conducción, para lo cual se debe de rotar el cilindro durante todo el proceso, lo cual implica un gran esfuerzo físico. Por la rotación constante del cilindro la tostación debe realizarse siempre a capacidad completa para evitar aplastamiento del producto por gravedad y la deformación del cilindro. No se elimina la humedad libre del maní. Pruebas: 2 a la 5 factorial 32 pruebas de tostación. Variables: Variedad de maní, Humedad, Temperatura, Velocidad, Caída de presión. Conclusiones de las pruebas y recomendaciones: Tiempo de tostación variable entre 60 y 90 minutos de acuerdo a la variedad. Temperatura óptima de tostación 145 °C. Velocidad del aire 1 m/s. Eliminación de la humedad libre de 12 % a 4 %. Flujo de aire en dirección vertical. Cargado Tostado Muestreo Descargado Enfriamiento Envasado Para el diseño del prototipo industrial se consideraron los siguientes parámetros: Temperatura óptima de tostación 145°C. Velocidad de aire moderado 1 m/s. Total eliminación de humedad libre de 12 a 4% . Mezcla de humos de combustión y aire caliente. La dirección del flujo de aire caliente atravesará el lecho en forma vertical de abajo hacia arriba. Tostado Artesanal Tostado Industrial El proceso de tostación se realiza entre 60 a 90 minutos. El proceso de enfriado dura aproximadamente 5 minutos. El combustible principal usado es G.L.P. Se necesitan un solo operarios para la tostación. El proceso de tostación se realiza principalmente por convección forzada de una mezcla de aire caliente y humos de combustión. Por el control de temperatura y una válvula solenoide instalada el proceso es semiautomático. No requiere esfuerzo físico. Se elimina toda la humedad libre del maní. TRADICIONAL INDUSTRIAL Para poder evaluar ambos sistemas se consideró un costo de 14 $us/tostada y una producción de 300 tostadas para el sistema artesanal y 800 tostadas para el sistema industrial para todo el ciclo productivo que es de 4 meses al año, con la definición de estas condiciones se procede a realizar la evaluación financiera. 8000 6472 6000 4000 3607 3570 2750 2750 2000 705 0 0 0 15 15 Sistema Tradicional Sistema Industrial 100 100 123 123 7291 8000 7000 6000 5000 4345 4000 3000 2000 1000 0 0 1 2 0 0 3 0 0 4 0 0 5 0 705 0 0 6 7 Sistema Tradicional Sistema Industrial 0 0 8 0 0 0 0 0 9 10 Las condiciones de financiamiento del Banco Unión son: Para inversiones fijas el plazo de pago del capital es de 1 a 5 años, en el que se incluye un período de gracia de 1 año. La tasa de interés está constituido de una tasa fija y una variable, la tasa variable se encuentra en el rango de 2,5 % a 3 % anual y la fija es de 5 % anual sobre saldos, por tanto, la tasa de interés total tendrá un tope máximo de 8 % anual. 6472 7000 6000 5000 4000 3570 3607 2750 2750 3000 2000 1000 0 705 15 15 100 100 Financiamiento del Banco Unión a 5 años plazo. Tasa de Interés de 8% anual sobre saldos. 1 año de periodo de gracia. 0 0 123 123 0 0 Sistema Tradicional Sistema Industrial Plan de Pagos a Cinco Años Plazo 2176 2500 2044 1913 2000 1781 1500 1219 528 1000 1145 1071 997 500 295 0 1 2 3 Sistema Tradicional Sistema Industrial 4 5 4489 4489 4500 4357 4225 4069 4000 3937 3600 3600 3500 3937 3937 3937 3937 3527 3453 3354 3280 3280 3280 3280 3280 8 9 10 3000 1 2 3 4 5 Sistema Tradicional Sistema Industrial 6 7 Sistema Artesanal -4345 $us Inversiones (-) 0 Ingresos (+) 1 3 2 308 398 4 5 6 7 10 9 8 658 621 621 621 621 676 911 2724 $us Sistema Industrial -7291 $us Inversiones (-) 0 Ingresos (+) 1 2 5100 3 4 5 6 7 8 10 9 5202 5169 5130 5112 5109 5109 5109 5229 7236 $us Tasa Interna de Retorno (T.I.R.) La inversión se debe efectuar si la T.I.R. es mayor que la tasa de rechazo, siendo en la actualidad para este tipo de proyectos del 12,82 %, que es la tasa de interés del sector agropecuario. La tasa interna de retorno es de 10,39 % para el sistema tradicional y 71,44 % para el sistema industrial, ambas superiores a la tasa mínima de atractividad fijada anteriormente, siendo la segunda opción mucho más atractiva que la primera. Valor Actual Neto (V.A.N.) El V.A.N. para el sistema tradicional es de -528 $us y para el sistema industrial es de 21511 $us, superando este ultimo ampliamente al primero y al nivel de aceptación utilizado. La tasa de descuento a utilizar es la misma que para el cálculo del Van, por tanto 12,87 %. Si la relación B/C es mayor que la unidad se justifica ejecutar el proyecto caso contrario debe rechazarse. La relación B/C para el sistema tradicional es 0,76 y para el sistema industrial es 1,32, por tanto, se recomienda elegir la segunda alternativa. El período de recuperación del capital es el período necesario para recuperar la inversión inicial mediante las utilidades netas después de pagados los impuestos y sumados los costos financieros y la depreciación. El período de recuperación del capital es de 4 años para el sistema tradicional y de 2 años para el sistema industrial, que es aceptable desde el punto de vista financiero. Para poder realizar la difusión de la tecnología desarrollada se puede dividir en tres partes: Talleres de difusión en los principales centros productores de maní. Cursos de capacitación a constructores y metalmecánicas. Cooperación internacional. El primer taller de difusión se realizó en la localidad de Mizque del departamento de Cochabamba. En la etapa de difusión una de las actividades importante fue el curso de capacitación, en la construcción del horno industrial, dirigido a ingenieros mecánicos, técnicos superiores en metalmecánica, cerrajeros, etc., donde se les capacitó en la interpretación de los planos de construcción y posteriormente se les guió en la construcción del mismo. Después de la construcción del primer horno industrial, entrenamiento en la operación y la capacitación en la construcción, FDTA-Valles con financiamiento internacional inició la fase de construcción en serie, destinada a los principales centros productores de maní del país, los productores de estos centros pueden acceder a la adquisición de estos equipos con una pequeña inversión, con el objetivo de mejorar el proceso de secado y tostado de maní en vaina, tanto desde el punto de vista financiero, como desde el punto de vista nutricional y sensorial, financiado por la Real Embajada de Dinamarca y la GTZ alemana. Secado convencional o secador solar, con sistema de medida de temperatura y humedad. Clasificación neumática por peso, tamaño y manual en condiciones adecuadas. selección Instalación de un sistema de carga y descarga (tolva de carga y rampa de descarga). Mejorar el horno automatizando la rotación e instalando medidores y controladores de tiempo y temperatura, de forma que tueste en menor tiempo, sea fácil en su operación y más eficiente en el uso de energía. De las pruebas de tostación utilizando el horno industrial, en campo con diferentes variedades de maní se concluyen: Los Hornos industriales desarrollados son más económicos, permiten secar, tostar y enfriar el maní en vaina. El proceso de tostación se realiza con menor esfuerzo, menor tiempo, los sistemas de carga, muestreo y descarga son de fácil operación y mayor seguridad y limpieza. Las condiciones y /o rangos de valores de las variables de operación, determinados experimentalmente utilizando estos hornos se especifican en la siguiente tabla. Combustible y condiciones de operación del horno de secado COMBUSTIBLE Gas licuado TIEMPO TOTAL 60 – 90 min TEMPERATURA HUMEDAD 135 – 145 ºC Clapeta abierta PRESIÓN ESTÁTICA 0.5 – 1 m FLUJO MÁSICO 40 Hz El horno está constituido por un sistema de calentamiento del aire, ventilador, cámara de distribución del aire o "plenum", y cámara de secado y tueste. El gas de calentamiento es una mezcla de aire y humos producidos por la combustión de GLP. Está equipado con un sistema de medida de tiempo y temperatura y un sistema de carga y descarga eficiente, sencillo, higiénico y alta seguridad. La cámara de cocción tiene posibilidades de trabajar con diferentes capacidades y diferentes flujos de aire. El flujo debe ser recirculado mediante un ventilador centrífugo con una velocidad de 1 m/s y un caudal de 1,275 m3/s y una caída de presión mínima de 10 centímetros de agua. La cámara de tostación y secado debe tener una capacidad de 1,02 m3 equivalente a 255 kg de maní aproximadamente. El motor debe ser de 5 Hp monofásico por que la mayor actividad se realizará en el área rural del país. Las inversiones alcanzan a un valor de 3570 $us para el sistema tradicional y 6472 $us para el sistema industrial, en ambos casos se tienen inversiones moderadas. La Cantidad de mano de obra está conformada por 2 personas, 50 % calificada y 50 no calificada, para el caso del sistema tradicional y 1 persona no calificada para el caso del sistema industrial ambas trabajando 8 horas diarias. De la evaluación financiera se concluye que el proyecto tiene una tasa de rentabilidad (TIR) de 10,39 %, un VAN de -528 $us y una relación B/C de 0,76 para el sistema tradicional, y una tasa de rentabilidad (TIR) de 71,44 %, con un VAN de 21511 $us y una relación B/C de 1,32 para el sistema industrial, indicadores financieros a partir de los cuales se establece que la segunda opción es rentable financieramente. El periodo de recuperación del capital es de cuatro años para el sistema tradicional y de dos años para el sistema industrial.