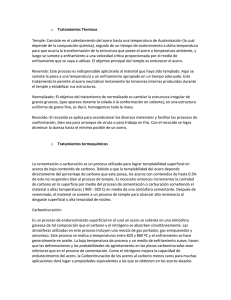
Departamento de Ingeniería Mecánica Título: Temple del acero SAE 1045 enfriado en sustancias no convencionales. Autor: Yasdiel Guillén Morales Tutor: Dr. Iván Negrín Hernández Dr. Alejandro Duffus Scott , junio 2018 Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria “Chiqui Gómez Lubian” subordinada a la Dirección de Información Científico Técnica de la mencionada casa de altos estudios. Se autoriza su utilización bajo la licencia siguiente: Atribución- No Comercial- Compartir Igual Para cualquier información contacte con: Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de Las Villas. Carretera a Camajuaní. Km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830 Teléfonos.: +53 01 42281503-1419 Pensamiento: Los planes son sólo buenas intenciones, a menos que deriven inmediatamente un trabajo duro. Peter Drucker Agradecimiento: Deseo a través de estas líneas expresar mis más sinceros agradecimientos a todas las personas que, de forma directa o indirecta hicieron posible la realización de este trabajo de diploma. A mis padres, Alberto y María Mercedes, con todo mi amor, admiración y respeto. Gracias por su apoyo incondicional a lo largo de mi vida y por ensenarme valores que me han servido de para alcanzar esta gran meta. A mi esposa, María Elena y su familia por su comprensión y confianza y por brindarme el apoyo necesario para realizarme profesionalmente. A mis tutores, Dr. Luis Iván Negrín Hernández y Dr. Alejandro Duffus Scott por compartir sus conocimientos en favor de mi formación como ingeniero y contribución a la realización de mi trabajo de diploma. A mis compañeros de clase, con los que vivido grandes momentos y compartido conocimientos que durante estos años de estudio han favorecido a nuestra formación. Muchas Gracias Dedicado a quien me llena de alegría esperanza e ilusión, con mucho amor y cariño a mi hijo Jonathan Lázaro. Resumen Resumen En el presente trabajo se realiza el temple a probetas de acero AISI 1045 enfriándolas en sustancias no convencionales. Se realizaron tres grupos de cinco probetas cada uno, el primer grupo se enfría en aceite vegetal usado, el segundo en aceite mineral 15W40 después de ser utilizado en el motor de un automóvil y el tercer grupo se enfría en agua para tomarlo como patrón de comparación. Primeramente, se realiza el análisis químico de las probetas y se verifica que su composición se corresponde con el acero 1045. Se mide la dureza a estas probetas sin tratamiento y también se corresponde con lo estipulado en la literatura para este tipo de acero laminado en frío. Se realiza el temple tomando un régimen con una temperatura de 840 ºC y una permanencia de 30 minutos. Posteriormente cada grupo de probetas se enfría en la sustancia correspondiente. Después se realiza el análisis estructural de los diferentes grupos de probetas y se mide la dureza en las mismas. Finalmente se realiza el ensayo de desgaste abrasivo utilizando el método de arena seca- rueda de caucho establecido por la norma ASTM G 65. Abstract In the present work, tempering of AISI 1045 steel specimens is carried out by cooling them in unconventional substances. Three groups of five specimens each were made, the first group was cooled in used vegetable oil, the second in 15W40 mineral oil after being used in the engine of a car and the third group was cooled in water to take it as a comparison pattern. Firstly, the chemical analysis of the specimens is carried out and it is verified that their composition corresponds to the steel 1045. The hardness is measured to these specimens without treatment and also corresponds to what is stipulated in the literature for this type of cold rolled steel. The tempering is carried out taking a regime with a temperature of 840 ° C and a permanence of 30 minutes. Subsequently, each group of test pieces is cooled in the corresponding substance. Then the structural analysis of the different groups of test pieces is made and the hardness is measured in them. Finally, the abrasive wear test is carried out using the dry sand-rubber wheel method established by the ASTM G 65 standard. Índice Introducción .............................................................................................................. 1 Capítulo I. Marco Teórico ......................................................................................... 5 I.1-Acero .................................................................................................................. 5 I.1.1-Clasificación del acero ..................................................................................... 5 I.1.1.1-Aceros aleados ............................................................................................. 5 I.1.1.2-Aceros de baja aleación ultrarresistentes ..................................................... 6 I.1.1.3 -Aceros inoxidables ....................................................................................... 6 I.1.1.4-Aceros de herramientas ................................................................................ 6 I.1.1.5-Aceros al carbono ......................................................................................... 6 I.1.2-Clasificación de los aceros al carbono ............................................................. 7 I.1.2.1-Aceros al bajo carbono (SAE/AISI 1005-1030) ............................................. 7 I.1.2.2-Aceros al medio carbono (SAE/AISI 1035-1055) .......................................... 7 I.1.2.3-Aceros al alto carbono (SAE/AISI 1060-1090) .............................................. 7 I.1.2.4-Acero SAE 1045 ........................................................................................... 8 I.1.3- Diagrama de hierro - carbono ......................................................................... 9 I.1.4-Tratamiento térmico del acero ....................................................................... 13 I.1.5-Temple ........................................................................................................... 16 I.1.5.1-Velocidad del calentamiento ....................................................................... 17 I.1.5.2 Duración del calentamiento y del mantenimiento. ....................................... 18 I.1.5.3-Los factores que influyen sobre la velocidad de enfriamiento son. ............. 18 I.1.5.4. Objetivo del Temple ................................................................................... 22 I.1.6-Templabilidad................................................................................................. 22 Conclusiones parciales .......................................................................................... 25 Capítulo II. Procedimiento experimental ................................................................. 26 II.1.- Introducción ................................................................................................... 26 II.2.- Análisis del acero ........................................................................................... 26 II.2.1.- Preparación de las probetas ....................................................................... 26 II.2.2-Análisis químico ............................................................................................ 27 II.2.3.- Medición de la dureza antes de tratamiento térmico ................................... 28 II.3.- Realización del tratamiento térmico ............................................................... 30 II.3.1-Primera operación y segunda operación del templado: calentamiento y mantenimiento ....................................................................................................... 31 II.3.2-Secuencia de operaciones del calentamiento y mantenimiento ................... 31 II.3.4-Secuencia de operaciones del enfriamiento del templado ............................ 33 Conclusiones parciales .......................................................................................... 34 Capítulo III. Análisis de los resultados .................................................................... 35 III.1.- Introducción ................................................................................................... 35 III.2. -Análisis estructural ........................................................................................ 35 III.2.1.- Preparación para la toma de la micrografía de las muestras ..................... 35 III.2.2.- Análisis de la estructura de las probetas. .................................................. 37 Muestra enfriada en aceite vegetal. ....................................................................... 37 Muestra enfriada en aceite mineral. ....................................................................... 38 Muestra enfriada en agua. ..................................................................................... 38 Muestra sin tratamiento térmico ............................................................................. 39 III.3.- Ensayo de desgaste ..................................................................................... 39 III.3.1. -Limpieza de las probetas ........................................................................... 41 III.3.2.- Procesamiento de los resultados ............................................................... 42 III.3.2.1.- Análisis estadístico ................................................................................. 43 Resumen estadístico para las probetas 1 .............................................................. 43 Resumen estadístico para las probetas 2 .............................................................. 44 III.3.3.- Determinación del coeficiente de desgaste (K). ......................................... 45 - Determinación de K para las probetas 1. ............................................................. 46 - Determinación de K para las probetas 2. ............................................................. 46 - Determinación de K para la probeta 3. ................................................................ 47 Conclusiones parciales .......................................................................................... 49 Conclusiones generales ......................................................................................... 50 Introducción Introducción Los tratamientos térmicos han sido utilizados desde hace varios siglos A. de C., para obtener las propiedades mecánicas finales de un producto, un ejemplo de ello son las espadas de hierro forjadas. El temple ha sido conocido rudimentariamente como un tratamiento que promueve el incremento de dureza y resistencia en el acero mediante un enfriamiento posterior a un calentamiento [1]. Los tratamientos térmicos consisten en calentar una pieza hasta una determinada temperatura y luego enfriarla a una velocidad adecuada, con el objeto de modificar sus características mecánicas, debido a un cambio en su estructura interna. Si se desea cambiar las propiedades mecánicas de un acero, debemos cambiar su microestructura. Por medio de los tratamientos térmicos se le puede otorgar al acero una elevada dureza y resistencia mecánica, por lo que se puede emplear un menor tamaño de las piezas para una misma carga solicitada. Al aumentar la dureza se incrementa la resistencia al desgaste por abrasión [2]. En ciertas ocasiones se requiere de un tratamiento que reduzca la dureza con el fin de conseguir una mayor facilidad de maquinado, como puede ser un torneado o un frezado. Para conseguir las características mecánicas deseadas, se debe optar por un tratamiento determinado, si se requiere ablandar un acero, se debe aplicar un recocido de regeneración, si se requiere elevar la resistencia mecánica y la dureza, se debe aplicar un templado y un posterior revenido para que la pieza templada adquiera tenacidad. Para que cada uno de los tratamientos térmicos al acero al carbono sean lo más eficaz y eficiente posible, se deben respetar los factores involucrados en cada uno de los tratamientos térmicos [3]. En la actualidad, es frecuente encontrar el uso constante de las distintas variedades de acero que se utilizan a nivel industrial, además, se ha trabajado en dar mayor capacidad de respuesta ante situaciones críticas de operación y funcionamiento que se presente a diario en las plantas de fabricación de los distintos productos que se comercializan en el mercado, los desarrollos de mejores condiciones de trabajo reducen el costo operativo y aumentan la capacidad de producción [4, 5]. 1 Introducción Los factores que intervienen en el proceso de temple son: el tipo de temple, el calentamiento, la temperatura de austenización, la velocidad de enfriamiento y el tiempo de sostenimiento [6]. La velocidad de enfriamiento real, se ve afectada por el tamaño de la pieza, por el medio utilizado en el enfriamiento y por la misma velocidad crítica. Aceite Lubricante Para Temple Los aceites Lubricante de temple son una serie de aceites desarrollados para el tratamiento térmico de metales ferrosos. Estos aceites están formulados a partir de bases parafínicas altamente refinadas y aditivos especialmente desarrollados, que proveen una estabilidad superior al envejecimiento, estos poseen buena estabilidad térmica y una resistencia a la oxidación óptima para el desempeño en los procesos de tratamientos térmicos. Dentro de las características y beneficios que estos poseen se encuentran: 1. Baja volatilidad, reduciendo las perdidas por evaporación del aceite 2. Buena estabilidad a la degradación térmica que se presenta en altas temperaturas de operación, reduciendo la formación de depósitos y el aumento de la viscosidad. 3. La propiedad de disipar el calor de manera uniforme permite tener una pieza homogénea. 4. Menores pérdidas por arrastre y reducción en los costos de limpieza, minimizando los costos operativos. 5. Imparte un buen acabado en la superficie del material. Aplicaciones. Se recomienda para los procesos de temple de metales ferrosos como el acero al carbono, hierro gris y aleaciones de acero. [7] Los aceites usados son considerados desechos peligrosos, representando una amenaza para el medio ambiente y la salud humana, por lo que prestar atención al manejo y control de los mismos es de seria importancia. Para ello nuestro país 2 Introducción implementa la Resolución No.136/2009.CITMA. Reglamento para el manejo integral de desechos peligrosos. Donde establece las disposiciones que contribuyen a asegurar el manejo integral de los desechos peligrosos en el país, mediante la prevención de su generación en las fuentes de origen y el manejo seguro de los mismos a lo largo de su ciclo de vida, con el fin de minimizar los riesgos a la salud humana y al medio ambiente. También se establecen las normas relativas a los movimientos transfronterizos de estos desechos. [8] Además, existen los aceites vegetales utilizados en la fritura de los alimentos en el ámbito: domestico, centros e instituciones, hotelería, etc. durante su utilización sufren cambios o alteraciones, por lo que deben ser desechados. Si de forma inadecuada, el aceite se vierte por el fregadero, inodoro, u otro elemento de la red de saneamiento, son una fuente de contaminación de las aguas de ríos, lagos etc. [9] A pesar de que la Agencia de Protección Ambiental (EPA) de los Estados Unidos no considera los aceites vegetales como aceites usados, estos son una fuente de contaminación teniendo en cuenta que un litro de aceite contamina 40.000 litros de agua. [10] Fig.1.1: Izquierda bolas de grasas; Derecha, obstrucción de un colector con grasas En el presente trabajo se describen algunos aspectos generales del temple, además, se muestra la influencia de dos medios diferentes de enfriamiento en aceites (aceite de motor y aceite vegetal, ambos de uso) durante un temple directo y se evalúa el cambio en la microestructura y dureza, así como la resistencia al desgaste de probetas de acero AISI/SAE 1045. 3 Introducción Objetivo general Determinar la factibilidad de utilizar los aceites de motor 15w40 y vegetal, ambos de uso, como medio de enfriamiento en el temple del acero 1045. Objetivos específicos. Realizar una revisión bibliográfica sobre los principales tratamientos térmicos realizados a los aceros y los medios de enfriamiento utilizados, particularizando en el temple del acero AISI/SAE 1045. Ejecutar el temple de varias probetas de acero AISI/SAE 1045 enfriando en aceite 15w40 y vegetal de uso. Hacer un estudio metalográfico de las probetas templadas y enfriadas en aceite 15w40 y vegetal de uso. Determinar las propiedades mecánicas del acero estudiado. Comparar los resultados obtenidos con los reportados en la literatura para el temple del acero AISI/SAE 1045 enfriado en medios convencionales. 4 Capítulo I. Marco Teórico Capítulo I. Marco Teórico I.1-Acero El acero es una aleación compleja, ampliamente utilizada en la Ingeniería en general. Químicamente el acero está compuesto por hierro y carbono, más otros metales y metaloides, todos los cuales coexisten en forma de solución sólida, combinaciones simples de compuestos intermetálicos o fases y mezclas. El hierro es el componente que entra en mayor proporción en todos los tipos de aceros (solvente) y sus propiedades varían de acuerdo a la presencia de otros metales como, por ejemplo., el manganeso, níquel, cromo, molibdeno y vanadio, y metaloides como boro, fósforo, azufre y silicio, siendo el carbono uno de los más influyentes, el carbono contenido en el acero puede variar desde unas pocas centésimas hasta un 2.14% aproximadamente. La composición química influye mucho en la estructura y propiedades del acero. Físicamente, el acero está formado por granos poliédricos o cristales, que pueden variar mucho en cuanto a forma o tamaño. Además de los elementos mencionados anteriormente, a pesar del esmero aplicado en la fabricación del acero, se encuentran productos de reacción no metálicos como óxidos, sulfuros y silicatos. Estos elementos son generalmente perjudiciales, por lo que se deben evitar al máximo. Sin embargo, para ciertos empleos determinados, se le agrega intencionalmente al acero, algunos elementos como el fósforo, azufre y selenio con el objeto de producir una cantidad regulada de inclusiones no metálicas, que comuniquen al acero algunas propiedades deseadas [11]. I.1.1-Clasificación del acero Los aceros se clasifican en cinco grupos principales: aceros al carbono, aceros aleados, aceros de baja aleación ultrarresistentes, aceros inoxidables y aceros de herramientas [12]. I.1.1.1-Aceros aleados Estos aceros están compuestos por una proporción determinada de vanadio, molibdeno y otros elementos; además de cantidades mayores de manganeso, silicio y 5 Capítulo I. Marco Teórico cobre que los aceros al carbono. Estos aceros se emplean para fabricar engranajes, ejes, cuchillos, etc. I.1.1.2-Aceros de baja aleación ultrarresistentes Es la familia de aceros más reciente de las cinco. Estos aceros son más baratos que los aceros convencionales debido a que contienen menor cantidad de materiales costosos de aleación. Sin embargo, se les da un tratamiento especial que hace que su resistencia sea mucho mayor que la del acero al carbono. Este material se emplea para la fabricación de vagones porque al ser más resistente, sus paredes son más delgadas, con lo que la capacidad de carga es mayor. Además, al pesar menos, también se pueden cargar con un mayor peso. También se emplea para la fabricación de estructuras de edificios. I.1.1.3 -Aceros inoxidables Estos aceros contienen cromo, níquel, y otros elementos de aleación que los mantiene brillantes y resistentes a la oxidación. Algunos aceros inoxidables son muy duros y otros muy resistentes, manteniendo esa resistencia durante mucho tiempo a temperaturas extremas. Debido a su brillo, los arquitectos lo emplean mucho con fines decorativos. También se emplean mucho para tuberías, depósitos de petróleo y productos químicos por su resistencia a la oxidación y para la fabricación de instrumentos quirúrgicos o sustitución de huesos porque resiste a la acción de los fluidos corporales. Además, se usa para la fabricación de útiles de cocina, como pucheros, gracias a que no oscurece alimentos y es fácil de limpiar. I.1.1.4-Aceros de herramientas Estos aceros se emplean para fabricar herramientas y cabezales de corte y modelado de máquinas. Contiene wolframio, molibdeno y otros elementos de aleación que le proporcionan una alta resistencia, dureza y durabilidad. I.1.1.5-Aceros al carbono El 90% de los aceros son aceros al carbono. Estos aceros contienen una cantidad diversa de carbono, menos de un 1,65% de manganeso, un 0,6% de silicio y un 0,6% de cobre. 6 Capítulo I. Marco Teórico I.1.2-Clasificación de los aceros al carbono Los aceros al carbono se pueden clasificar de acuerdo a un sistema de numeración, desarrollado por la American Iron and Steel Institute (AISI) y la Society of Automovite Engineers (SAE), en el cual a los aceros se les designan un código de 4 dígitos. Al acero al carbono le corresponde el código 10XX, donde 10 indica que es un acero al carbono y XX indica la cantidad de carbono presente, expresada en centésimas de porcentaje Por ejemplo un SAE/AISI 1045, es un acero al carbono con un 0.45% de carbono. Las designaciones SAE/AISI también especifican los límites máximos aceptables de los elementos acompañantes del acero al carbono. De acuerdo al contenido de carbono los aceros al carbono se clasifican en: aceros al bajo carbono, aceros al medio carbono, aceros al alto carbono. I.1.2.1-Aceros al bajo carbono (SAE/AISI 1005-1030) Contienen menos de un 0.35% de carbono, estos aceros son ampliamente utilizados. Sus aplicaciones comunes son partes de láminas metálicas para automóviles, plancha de aceros para fabricación y rieles del tren. Estos aceros son muy dúctiles, fácil de conformar, y son de baja resistencia mecánica. I.1.2.2-Aceros al medio carbono (SAE/AISI 1035-1055) El contenido de carbono fluctúa entre un 0.35 a un 0.55% y se especifican para aplicaciones que requieran mayores resistencias que a las del acero al bajo carbono las aplicaciones para estos aceros son: construcción de piezas de máquinas como ejes, pasadores, pernos, cremalleras, chavetas, engranajes de baja velocidad, cigüeñales, acoplamientos, etc. I.1.2.3-Aceros al alto carbono (SAE/AISI 1060-1090) El contenido de carbono es superior a 0.55% de carbono. Se especifica en aplicaciones de alta resistencia y donde se solicita alta rigidez y dureza a la vez. Por ejemplo, podemos mencionar a. resortes, herramientas de corte y las cuchillas, así como las piezas resistentes al desgaste. [13] 7 Capítulo I. Marco Teórico I.1.2.4-Acero SAE 1045 SAE 1045 es un acero grado ingeniería de aplicación universal que proporciona un nivel medio de resistencia mecánica y tenacidad a bajo costo con respecto a los aceros de baja aleación. Frecuentemente se utiliza para elementos endurecidos a la llama o por inducción. Este acero puede ser usado en condiciones de suministro: laminado en caliente o con tratamiento térmico (templado en aceite y revenido; o templado en agua y revenido). Se caracteriza por ser un acero de baja templabilidad que puede ser endurecido totalmente en espesores delgados por temple en agua. En secciones más gruesas se pueden obtener un endurecimiento parcial de la sección de la pieza y el incremento de la resistencia será proporcional a la capa o espesor endurecido, al ser deformado en frio se presenta un incremento en la dureza y la resistencia mecánica. Este acero de medio carbono se usa cuando la resistencia y dureza obtenidas por el tratamiento térmico o por deformación en frio, son suficientes para satisfacer las condiciones de servicio requeridas. Es ampliamente utilizado en la industria automotriz (productos forjados y estampados). Se usa en partes de máquinas que requieran dureza y tenacidad como: manivelas, chavetas, pernos, bulones, engranajes de baja velocidad, acoplamientos, árboles, bielas, cigüeñales, ejes de maquinaria de resistencia media, piezas de armas, cañones de fusiles, espárragos, barras de conexión, tornillería grado 5, pernos de anclaje, fabricación de herramientas agrícolas, mecánicas y de mano forjadas de todo tipo como: hachas, azadones, rastrillos, picas, martillos, palas, barretones, llaves, etc.[14] Los aceros pueden tratarse térmicamente para producir una gran variedad de microestructuras y propiedades. Los resultados deseados se obtienen a través del calentamiento del acero en el rango de temperaturas donde una fase o una combinación de fases es estable (así se producen cambios en la microestructura o en la distribución de fases), y/o mediante el calentamiento o el enfriamiento en un rango de temperaturas en el cual distintas fases son estables (produciendo así una beneficiosa transformación de fases). El diagrama de equilibrio hierro-carbono (Fe-C) es sobre el cual se basan todos los tratamientos térmicos de los aceros. 8 Capítulo I. Marco Teórico Este diagrama de equilibrio define las regiones de composición temperatura donde varias fases de los aceros son estables, como así también, los límites de equilibrio entre campos de fases. Aquí se describirán el diagrama Fe-C y las fases presentes en aceros y aleaciones Fe-C. I.1.3- Diagrama de hierro - carbono Es de gran importancia conocer el diagrama hierro-carbono de la Fig.1.2. debido a que este diagrama no solo muestra las aleaciones formadas, sino que también indica las temperaturas apropiadas para los tratamientos térmicos y contribuye a explicar por qué las propiedades de los aceros pueden variar enormemente al aplicarles un tratamiento térmico. En el diagrama de equilibrio o de fases hierro-carbono (Fe-C) se representan las transformaciones que sufren los aceros al carbono con la temperatura, admitiendo que el calentamiento (o enfriamiento) de la mezcla se realiza muy lentamente de modo que los procesos de difusión (homogeneización) tengan tiempo para completarse. Dicho diagrama se obtiene experimentalmente identificando los puntos críticos, temperaturas a las que se producen las sucesivas transformaciones por diversos métodos. Formas alotrópicas son las diversas formas en que un metal alotrópico puede presentarse, según su estructura cristalográfica. Cuando un metal monocomponente o monofásico, sin haber variado su composición química, sufre un cambio reversible de estructura cristalina, se dice que es alotrópico. Se llama fase a un componente que constituye una entidad diferenciada de las otras fases, en base a su composición química, a su naturaleza física, a su estructura cristalográfica, a sus propiedades fisicoquímicas, etc.[15] 9 Capítulo I. Marco Teórico Fig.1.2: Diagrama Fe-C Hasta los 911 °C (temperatura crítica AC3), el hierro ordinario cristaliza en el sistema cúbico de cuerpo centrado y recibe la denominación de hierro α (alfa) o ferrita. Es un material dúctil y maleable, responsable de la buena forjabilidad de las aleaciones con bajo contenido en carbono y es ferromagnético hasta los 770 °C (temperatura de Curie a la que pierde dicha cualidad; se suele llamar también AC2). La ferrita puede disolver pequeñas cantidades de carbono. Entre 911 y 1400 °C cristaliza en el «sistema cúbico de caras centradas» y recibe la denominación de hierro γ (gamma) o austenita. Dada su mayor compacidad la austenita se deforma con mayor facilidad y es paramagnética. Entre 1400 y 1538 °C cristaliza de nuevo en el «sistema cúbico de cuerpo centrado» y recibe la denominación de hierro δ (delta), que es en esencia el mismo hierro alfa, pero con «parámetro de red» mayor por efecto de la temperatura. A mayor temperatura el hierro se encuentra en estado líquido. 10 Capítulo I. Marco Teórico Como que el contenido de carbono y de otros elementos influye sobre las propiedades del acero, esto quiere decir que estos elementos se meterán dentro de estas fases cambiando a su vez sus propiedades. La forma más simple de visualizar este hecho es a través de un diagrama de fases en equilibrio hierro-carbono. El diagrama hierro-carbono solo tiene una zona de interés tecnológico que lo constituye la porción hierro-carburo de hierro. El carburo de hierro conocido como cementita es un compuesto Fe 3 C con 6,67 % de carbono. Considerando el contenido de carbono, es práctica común dividir este diagrama en dos partes: la de las fundiciones (entre aproximadamente 2 y 6,67 % de carbono) y la de los aceros (entre 0 y 2 % de carbono). Vemos, además varias zonas definidas dentro del diagrama. Tenemos varias soluciones sólidas. La solución sólida gamma (derivada de la fase gamma del hierro) se llama austenita y posee una estructura f.c.c. A alta temperatura se tiene la región de la solución sólida delta (derivada de la fase delta del hierro) con estructura f.c.c. Mientras que a menor temperatura se tiene la región de la ferrita (derivada de la fase alfa del hierro) también con estructura f.c.c.[16] Fig.1.3: Zona de los aceros (hasta 2% de carbono) del diagrama. La transformación más importante en este diagrama, desde el punto de vista de su utilización técnica, lo constituye la transformación austenítica: 11 Capítulo I. Marco Teórico Austenita: Ferrita + Cementita Esta transformación se verifica a 723ºC, que es conocida como la temperatura eutectoide, y su control constituye un poderoso medio de determinar las propiedades mecánicas del acero adecuándolas a nuestro uso. El control y aprovechamiento de esta transformación constituye una buena parte del campo de aplicación de los tratamientos térmicos. La velocidad de enfriamiento determinará la microestructura final presente en el acero, decidirá si la fase presente es de naturaleza metaestable o estable o si es una fase fuera del equilibrio; y por tanto determinará las propiedades mecánicas, físicas, químicas, etc. asociadas a las fases presentes. Si esta transformación se realiza enfriando lentamente se producirá la mezcla eutectoide conocida como perlita, formada por finas capas alternadas de cementita y ferrita. Cuanto más lentamente se realice esta transformación más gruesa serán estas capas y mayor será el tamaño de grano del acero (esto sucede en el tratamiento térmico conocido como recocido). Si el enfriamiento es menos lento se tendrá una perlita con capas o lamelas más finas, como sucede en el normalizado. El acero recocido es más blando que el acero normalizado. Si mediante un enfriamiento acelerado, desde la zona austenítica, logramos evitar la transformación eutectoide tendremos una fase fuera del equilibrio llamado martensita. Este nuevo componente microestructural posee alta dureza, aunque con una cierta fragilidad. La martensita es una solución sólida sobresaturada de carbono atrapado en hierro alfa lo que lleva a una estructura tetragonal de cuerpo centrado derivada de la estructura b.c.c. El eje z de la celda cúbica es mayor debido a la inclusión de átomos de carbono. Esta fuerte alteración de la red es la responsable de la alta dureza de la martensita y también de su aspecto microestructural acicular. [16] 12 Capítulo I. Marco Teórico I.1.4-Tratamiento térmico del acero La mayoría de las partes fabricadas con acero deben ser tratadas térmicamente después de la manufactura, para controlar y obtener las propiedades mecánicas deseadas para la pieza. El tratamiento térmico en conjunto con la composición química, definen la microestructura final que influye directamente y determina las propiedades mecánicas. Los tratamientos térmicos consisten en calentar y mantener a temperaturas determinadas, por un cierto periodo de tiempo las piezas del metal a tratar, y luego se deben enfriar de acuerdo al propósito que se requiera conseguir. El objeto de los tratamientos térmicos es el alterar parcialmente o totalmente las propiedades y características de la pieza o herramienta de acero, para lograr hacerlas más adecuadas para ciertas aplicaciones. [16] Las propiedades de todos los aceros al carbono se pueden modificar por medio de un tratamiento térmico. Para lograr modificar o mejorar las propiedades, debemos modificar la estructura interna (microestructura), que se logra por medio de los tratamientos térmicos. Las propiedades modificadas son: mecánicas, físicas, químicas y estructurales. El proceso de los tratamientos térmicos se puede dividir en tres periodos o etapas, primero el calentamiento; segundo, la permanencia o mantenimiento; y tercero el enfriamiento y se describe por los siguientes parámetros: Fig.1.4: Diagrama del Tratamiento Térmico 13 Capítulo I. Marco Teórico El calentamiento consiste en llevar la pieza a tratar desde la temperatura ambiente a la temperatura del tratamiento o calentamiento, lo que se logra en cierto tiempo (tiempo de calentamiento). Una vez alcanza la temperatura de calentamiento es necesario la permanencia o mantenimiento para asegurar que la pieza se caliente totalmente a la temperatura del tratamiento. Posteriormente corresponde el enfriamiento, que es el inverso al calentamiento, el cual consiste en reducir la temperatura de la pieza, a una velocidad (temperatura/tiempo) de acuerdo al tipo de tratamiento.[16] Los procesos o periodos de los tratamientos térmicos comunes gráficamente se representan en la Fig.1.5. Fig.1.5: Representación esquemática del recocido de regeneración, normalizado y temple de un acero. Los tratamientos térmicos, según el medio donde se realicen clasifican en: a- Tratamientos térmicos. b- Tratamientos termo-químicos. Como tratamiento termo-químico se definen a las operaciones que además de una acción térmica se produce una alteración química, por la incorporación de uno o más elementos al material que se trabaja. Tenemos como los principales tratamientos químicos a: 14 Capítulo I. Marco Teórico -Cementación. -Nitruración. -Sherardización. -Calorización. Mientras que los tratamientos térmicos tienen el objetivo de modificar las propiedades físicas y mecánicas sin alterar la composición química del acero tratado. Hay diversos tratamientos térmicos, los más destacados son: Temple: Su finalidad es aumentar la dureza y la resistencia del acero. Para ello, se calienta el acero a una temperatura ligeramente más elevada que la crítica superior Ac (entre 900-950 °C) y se enfría luego más o menos rápidamente (según características de la pieza) en un medio como agua, aceite, etcétera. Revenido: Sólo se aplica a aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando parte de la dureza y aumentar la tenacidad. El revenido consigue disminuir la dureza y resistencia de los aceros templados, se eliminan las tensiones creadas en el temple y se mejora la tenacidad, dejando al acero con la dureza o resistencia deseada. Se distingue básicamente del temple en cuanto a temperatura máxima y velocidad de enfriamiento. Recocido: Consiste básicamente en un calentamiento hasta la temperatura de austenización (800-925 °C) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo en frío y las tensiones internas. Normalizado: Tiene por objetivo dejar un material en estado normal, es decir, ausencia de tensiones internas y con una distribución uniforme del carbono. Se suele emplear como tratamiento previo al temple y al revenido.[17] 15 Capítulo I. Marco Teórico En este trabajo se estudiarán los principios y técnicas para la aplicación del temple. I.1.5-Temple El temple es un proceso térmico por el cual las aleaciones de acero y el hierro fundido se fortalecen y endurecen. Estos metales constan de metales ferrosos y aleaciones. Esto se realiza calentando el material a una cierta temperatura, dependiendo del material, y luego enfriándolo rápidamente. Esto produce un material más duro por cualquiera de endurecimiento superficial o a través de endurecimiento que varía en la velocidad a la que se enfría el material. La Fig.6 muestra la franja de temperatura utilizada para la austenización en el diagrama Fe-C.[18] Fig.1.6: Temperaturas de calentamiento durante los tratamientos de temple. La Fig.1.6: indica el curso de la temperatura en el temple ordinario. Después del calentamiento se austeniza la estructura del acero a una temperatura superior a Ac3. En el enfriamiento rápido posterior se transforma la austenita en martensita. La formación de martensita está influida, además por la temperatura de temple, el tiempo de mantenimiento a ella y la forma de enfriamiento. Si la temperatura de temple es demasiado alta, se forma una martensita de agujas gruesas como consecuencia de la falta de gérmenes y lo mismo ocurre si el tiempo de mantenimiento es demasiado largo. Con este enfriamiento rápido se consigue un aumento de dureza, ya que el resultado microscópico final es una mezcla martensítica. La temperatura de temple para los 16 Capítulo I. Marco Teórico aceros hipoeutectoides son de 30-50 grados, por encima de esta temperatura, el grano de austenita crece mucho, obteniéndose austenita basta de baja tenacidad. El tiempo de enfriamiento debe de ser rápido pero solo en el intervalo de temperatura de 650400 grados, que es donde la austenita es menos estable , y es donde se forma la mezcla de ferrita y cementita , por encima de 650 grados la velocidad puede ser más lenta , pero no tanto que permita la precipitación de ferrita o la transformación de austenita en perlita , por debajo de los 400 grados comienza la zona de estabilidad de la austenita , y el enfriamiento puede volver a ser lento, y en el intervalo de 200-300 grados, el enfriamiento debe de ser lento para evitar tensiones térmicas resultantes de un enfriamiento rápido. En los aceros hipereutectoides el temple se suele realizar con calentamiento de austenización incompleta, en la masa original caliente hay austenita y una cantidad de cementita y carburos aleados, después del enfriamiento se obtiene martensita y carburos, este proceso produce mejores resultados en la práctica industrial.[19] I.1.5.1-Velocidad del calentamiento La velocidad óptima de calentamiento será aquella a la cual no aparezcan tensiones internas como consecuencia de un calentamiento no uniforme de las piezas que pueda conllevar a que surjan deformaciones y grietas en el material. La velocidad de calentamiento se determina en función de la composición química del acero, de su estructura, de la configuración, de la complejidad de las piezas tratadas y del intervalo de calentamiento. Cuando el material original ha sido previamente deformado plásticamente o ha sido sometido a otro proceso que le haya producido tensiones internas, las mismas se sumarán a las surgidas por variación de temperatura y por transformaciones de fase. Esto ocasiona agrietamiento o deformación de las piezas. 17 Capítulo I. Marco Teórico I.1.5.2 Duración del calentamiento y del mantenimiento. El tiempo de calentamiento y el tiempo de mantenimiento estarán en dependencia del espesor de las piezas, del medio de calentamiento empleado y de la velocidad de calentamiento. I.1.5.3-Los factores que influyen sobre la velocidad de enfriamiento son. 1.-Medio enfriador. 2.-Porcentaje de carbono. 3.-Tamaño del grano. 4.- Tamaño de la pieza. 5.-La temperatura del Temple. -Medio Enfriador: Hemos visto que para endurecer al acero completamente, esto con el objeto de formar martensita, se requiere un enfriamiento rápido desde las temperaturas austeniticas, por lo que se requiere de un medio de enfriamiento que sobrenfrie la austenita a las proximidades de la temperatura ambiente con independencia de que sea elevada o reducida. Los medios enfriadores empleados en los aceros son el agua, aceite y aire, se aplican de acuerdo a cada tipo de acero. El acero al carbono necesita o requiere de una velocidad de enfriamiento elevada, como la que se obtiene enfriando en agua bruscamente y desde este punto de vista se clasifica como aceros templados en agua. Afortunadamente el agua es un medio de temple muy bueno y naturalmente barato, pero presenta defectos debido a que se evaporiza fácilmente y es proclive a formar burbujas de aire, y requiere ciertas técnicas para lograr un templado adecuado. La acción para el agua y para cualquier medio enfriador tiene 3 etapas: 18 Capítulo I. Marco Teórico Fig.1.7: Etapas de enfriamiento Fase de recubrimiento de vapor: es la primera parte; la pieza queda rodeada por líquido vaporizado. El enfriamiento se produce por conducción o radiación a través de esta capa y resulta relativamente lento ya que los vapores conducen mal el calor, con el riesgo de que queden puntos blandos al templar las piezas. Cuanto mayor es la temperatura del líquido de temple, mayor es la duración de esta de esta fase vapor. En agua pura es más larga que en las soluciones de sales debido a que en éstas hay menos gases disueltos, y la vaporización local produce cristales de la sal que ejercen efectos mecánicos sobre la adherencia del vapor y la hacen más breve. Fase de ebullición: cuando la temperatura de la pieza desciende lo suficiente, el líquido entra en viva ebullición alcanzando la superficie de la pieza. Las burbujas son arrastradas por la convección hasta ser re-absorbidas por el líquido circundante. Esta fase extrae el calor con elevada velocidad; es la de máxima importancia en el temple y debe ser lo suficiente para producir el endurecimiento. Durante ella no hay peligro de agrietamientos porque se mantiene la estructura austenítica, al menos parcialmente, hasta la temperatura más baja. La pendiente es mayor en el temple en agua que en aceite y, por lo tanto, menor el tiempo de enfriamiento. Fase de convección y conducción: cuando la pieza se enfría, aproximadamente a la temperatura de ebullición del líquido, empieza la fase de convección y conducción, que continúa el enfriamiento, pero mucho más lentamente que en la fase de ebullición. 19 Capítulo I. Marco Teórico El agua enfría más rápidamente que el aceite, pero aquí es una desventaja, pues el enfriamiento demasiado rápido puede provocar fisuras y distorsión. [19] El agua pura como medio enfriador es muy usada en el templado del acero al carbono corriente. Con el fin de mejorar la velocidad de enfriamiento para templar el acero al carbono en forma positiva, el agua se mantiene a una temperatura bajo los 27º C (80º F), siendo entre 15 a 20º una temperatura adecuada, además se debe agitar y circular continuamente durante el templado, para mejorar las propiedades refrigerantes. Por medio de una agitación se consigue un enfriamiento más uniforme y rápido. El agregarle al agua un 10% de cloruro sódico y con esto formar una solución al agua (salmuera), origina un medio más enérgico que el agua pura. La salmuera produce un enfriamiento rápido, uniforme y esta menos afectado por el aumento de la temperatura, pero acentúa la oxidación en las piezas de acero. La soda cáustica en una solución de 3 a un 30%, da buenos resultados en aceros al carbono. Aceites: se emplean casi exclusivamente los aceites minerales; el calor específico, punto de ebullición, calor de evaporación, conductividad térmica y viscosidad, juegan un papel importante. Un aumento en la viscosidad suele ir acompañado de una elevación del punto de ebullición y disminuye el tiempo de la fase vapor, pero suaviza las condiciones de la fase de convección. Si la viscosidad es excesiva, disminuirá la turbulencia que contribuye a la extracción de calor en la fase de ebullición y empeorarán las condiciones de temple. Aire: Para emplear al aire como medio de temple, se somete la herramienta o pieza que ha de templarse a una corriente de aire, teniendo cuidado que el enfriamiento se haga con uniformidad y en caso de herramientas, por la parte del filo. Este medio se emplea en los aceros rápidos. 20 Capítulo I. Marco Teórico -Porcentaje de Carbono: Al ir aumentando el contenido de carbono hasta un 0.90% la velocidad de enfriamiento disminuye, posteriormente sobre 0.9% comienza a aumentar la velocidad de enfriamiento. Este aspecto de la curva se conservará si la temperatura del temple para los aceros hipereutectoides superior a Ac1, pero inferior a Acm. Si la temperatura del temple para los aceros hipereutectoides es superior a Acm, entonces con el contenido de carbono disminuirá. -Tamaño del grano: El tamaño del grano influye notoriamente en la velocidad crítica de temple. Esto se explica porque los centros de cristalización surgen solo en los límites del grano de austenita, por eso con el aumento del tamaño de grano la extensión de los límites disminuye, es decir disminuye la cantidad de centros de cristalización y disminuye la velocidad crítica de temple A veces intencionalmente se calientan las piezas de acero, para hacer crecer los granos, y así poder lograr una velocidad critica de temple menor, por lo tanto, se emplea un medio de enfriamiento menos enérgico, para evitar la formación de grietas y simultáneamente se obtienen durezas aceptables. El tamaño de grano modifica la situación y forma de la curva “S”, en aceros de la misma composición, las velocidades del temple de grano grueso son menores que las velocidades de grano fino. El tamaño, volumen, y espesor de las piezas tiene gran importancia, ya que si enfriamos una pieza grande primero se enfría la superficie exterior rápidamente, pero las capas interiores tardan más, ya que el calor debe de atravesar las capas exteriores y estas capas tienen una conductividad limitada, con lo cual perfiles delgados enfrían antes que gruesos.[20] 21 Capítulo I. Marco Teórico I.1.5.4. Objetivo del Temple El objetivo principal del temple en los aceros al carbono, es mejorar ciertas propiedades mecánicas, como el aumento de la resistencia a la tracción, dureza y la resistencia al desgaste, para así poder dar una mayor gama de aplicaciones al acero al carbono [20]. Se puede detallar los cambios producidos según las diferentes propiedades: 1.-Propiedades Mecánicas: a) Aumenta la carga de rotura, el límite elástico (Sy), la dureza y resistencia al desgaste. b) Disminuye el alargamiento, la restricción y la resistencia al impacto (pierde tenacidad). 2.-Propiedades Físicas: las propiedades físicas se modifican o alteran de la siguiente forma: a) Densidad: en los aceros aumenta de volumen, por lo que la densidad disminuye. b) Resistividad: la resistencia eléctrica del acero aumenta. c) Magnetismo: la intensidad magnética del acero disminuye. d) Sonoridad: la sonoridad del acero disminuye luego del temple. 3.-Propiedades Químicas: los aceros templados tienen mayor resistencia al ataque de los ácidos. [20] I.1.6-Templabilidad La templabilidad de un acero es una propiedad que determina la profundidad y distribución de la dureza alcanzada al producirse un enfriamiento desde la zona austentínica. La templabilidad del hierro aumenta si se añaden aleantes, con lo que a más carbono más templabilidad , sin embargo también aumenta el volumen , con lo que el enfriamiento de la pieza no es homogéneo , y enfría antes en el exterior que en el núcleo , el cual no se podrá dilatar al enfriarse por la compresión ejercida por la pieza ya enfriada , creándose unas tensiones de compresión en el interior y de tracción 22 Capítulo I. Marco Teórico en la superficie que pueden llegar a romperla, con lo que hay que bajar el contenido en carbono , pero a su vez la templabilidad baja , con lo que se crea una contradicción. Se considera que el temple de un acero es aceptable cuando la microestructura está formada por lo menos con un 50% de martensita, pero para conseguir las mejores características mecánicas en el producto final el porcentaje de martensita debe de estar entre el 50 y el 90 %. Existen muchos ensayos para determinar la templabilidad, pero el más utilizado es el ensayo Jominy, cuyos resultados se expresan como una curva de dureza frente a la distancia desde el extremo templado. Del estudio de estas curvas se puede observar que la máxima dureza que se consigue en el temple del acero es función del contenido en carbono, que la presencia de elementos De aleación en los aceros permite obtener durezas elevadas aun a bajas velocidades de enfriamiento, que pequeñas cantidades de elementos aleados convenientemente seleccionados, ejercen más influencia en la templabilidad que un gran porcentaje de un solo elemento. Si se realiza un temple mal, nos podemos encontrar con defectos en la pieza como una dureza insuficiente para nuestros propósitos, que se hayan formados puntos blandos, piezas con mucha fragilidad, descarburación, grietas etc. La dureza escasa y la formación de puntos blandos se explican por la falta de calentamiento , por no haber alcanzado la temperatura necesaria, o por no haber permanecido el suficiente tiempo en ella , la fragilidad excesiva es por un temple a temperaturas altas, etc. por lo cual hay que extremar los cuidados a la hora de iniciar un proceso de temple , y realizarlo correctamente, ya que son muchos los factores que pueden echar a perder las piezas , y que no sean válidas para nuestros propósitos. Existe un proceso llamado temple superficial que se usa para endurecer superficialmente ciertas piezas de acero conservando la tenacidad de su núcleo, el 23 Capítulo I. Marco Teórico proceso consiste en calentar las capas superficiales a una temperatura superior a los puntos críticos y enfriar rápidamente siguiendo la sección de la pieza , como las diferentes capas interiores de la pieza se han calentado a diferentes temperaturas , se ha producido en la pieza diferentes temples, en la superficie el temple será completo , en el interior , incompleto , y en el centro inexistente.[13] 24 Capítulo I. Marco Teórico Conclusiones parciales Existe una amplia variedad de aceros al carbono templables de acuerdo a la AISI/SAE, no obstante, dentro de los más utilizados se encuentra el acero AISI/SAE 1045, el cual combina muy bien la dureza y tenacidad, propiedades mecánicas muy necesarias para las piezas mecánicas. En la bibliografía consultada se recomienda una temperatura para el temple del acero 1045 de 840 ±10°C, que está en un rango de 30-60°C por encima de la curva Ac3 del diagrama hierro-carbono. El tiempo de mantenimiento a temperatura de austenización recomendado es de 30±2 minutos. En la actualidad no se define una sustancia ideal para ser utilizada como medio de enfriamiento en el tratamiento térmico de temple de aceros al carbono. Por esa razón se reportan estudios de sustancias como aceites naturales y minerales utilizados como alternativas al agua y a la mezcla de agua y sales inorgánicas. 25 Capítulo II. Procedimiento experimental Capítulo II. Procedimiento experimental II.1.- Introducción En este capítulo se realiza el procedimiento experimental para la realización del temple del acero AISI/SAE 1045 utilizando los medios de enfriamiento empleados. Para esto se caracteriza el acero mediante el análisis químico. II.2.- Análisis del acero II.2.1.- Preparación de las probetas Para la obtención de las probetas se utilizó una barra de diámetro 80 mm laminada en frio. Las dimensiones de los cuerpos de prueba se tomaron a partir de las recomendaciones de la ASTM G 65 [21] que norma la realización del ensayo de desgaste abrasivo conocido como arena seca-rueda de caucho y que se realizará después del temple. Figura 2.1. Probetas utilizadas. Se determinó el número de muestras mínimo a partir de estimar un nivel de confiabilidad del 95 %, siendo en este caso de cinco elementos. Se realizaron 15 probetas de las que se utilizarán cinco (5) para enfriar en agua, 5 para enfriar en el aceite de motor usado y otras 5 para enfriar en el aceite vegetal usado. 26 Capítulo II. Procedimiento experimental II.2.2-Análisis químico Para la realización del análisis químico se utilizó una máquina Spektrometrie OptoElectronik, marca Belec de fabricación alemana (Fig. 2.1.) que se encuentra en la Empresa Planta Mecánica de Santa Clara. Fig.2.1: Máquina utilizada en el análisis químico. En el procedimiento se realizaron tres mediciones en diferentes partes de las probetas (Fig.2.2) y los resultados se muestran en el ANEXO 1. Fig.2.2: Probeta analizada en el espectrómetro. 27 Capítulo II. Procedimiento experimental En la Tabla 2.1 se muestran el valor promedio de los elementos químicos fundamentales que componen el material de las probetas utilizadas. Como se puede apreciar esta composición coincide exactamente con el del acero AISI/SAE 1045 [22]. Tabla 2.1. Valores promedio de la composición química del acero. No. C Si Mn P S Cu Al Cr Mo Ni V Ti Nb Co W Pb 1 0,432 0,188 0,607 0,030 ˂ 0,001 0,004 0,007 0,801 ˂ 0,001 ˂ 0,001 0,003 0,004 ˂ 0,001 ˂ 0,001 0,004 ˂ 0,001 2 0,432 0,186 0,607 0,030 ˂ 0,001 0,004 0,007 0,798 ˂ 0,001 ˂ 0,001 0,003 0,004 ˂ 0,001 ˂ 0,001 0,004 ˂ 0,001 3 0,454 0,186 0,616 0,032 ˂ 0,001 0,004 0,007 0,806 ˂ 0,001 ˂ 0,001 0,002 0,004 ˂ 0,001 ˂ 0,001 0,002 ˂ 0,001 Media 0,439 0,187 0,610 0,031 ˂ 0,001 0,004 0,007 0,802 ˂ 0,001 ˂ 0,001 0,003 0,004 ˂ 0,001 ˂ 0,001 0,003 ˂ 0,001 II.2.3.- Medición de la dureza antes de tratamiento térmico Como parte de la caracterización del acero se realizó la medición de la dureza antes del tratamiento térmico. Para esto se utilizó un durómetro Rocwell marca HRS-150 de fabricación china (Fig.2.3). Fig.2.3: Durómetro utilizado. Se realizaron 10 mediciones en cada probeta, los resultados se muestran en la tabla 2.2. 28 Capítulo II. Procedimiento experimental Tabla 2.2. Dureza Rocwell del acero utilizado sin tratamiento. Medición 1 2 3 4 5 6 7 8 9 10 Dureza 11 9 12 11 9 14 13 13 12.5 14 HRC El resultado de estas mediciones se procesó utilizando el software estadístico profesional STATGRAPHICS Plus, cuyos resultados se muestran a continuación. Resumen Estadístico Frecuencia = 10 Media = 11,85 Mediana = 12,25 Media geométrica = 11,7152 Varianza = 3,33611 Desviación típica = 1,8265 Error estándar = 0,577591 Mínimo = 9,0 Máximo = 14,0 Rango = 5,0 Asimetría tipi. = -0,715934 Curtosis típificada = -0,53002 Coef. de variación = 15,4135% 29 Capítulo II. Procedimiento experimental Como se aprecia los valores de los coeficientes de asimetría y curtosis están dentro del rango de ± 2 que es el esperado para los datos de una distribución normal. II.3.- Realización del tratamiento térmico El objeto de todo proceso de tratamiento térmico consiste en conseguir que, calentando el metal hasta una temperatura determinada y enfriándolo después, se produzca el cambio deseado en su estructura. Los factores fundamentales que influyen en el tratamiento térmico son la temperatura y el tiempo, por to cual, el régimen de cualquier tratamiento térmico puede representarse por medio de una gráfica en coordenadas t (temperatura) y Ʈ (tiempo). El régimen del tratamiento térmico se caracteriza por los siguientes parámetros principales: la temperatura de calentamiento tmáx, es decir, la temperatura máxima hasta la cual se calienta la aleación durante el tratamiento térmico; el tiempo que se mantiene la aleación a la temperatura de calentamiento Ʈm; la velocidad de calentamiento vcal y la velocidad de enfriamiento venfr [13]. Fig.2.4: Diagrama TTT 30 Capítulo II. Procedimiento experimental Si el calentamiento (o el enfriamiento) se efectúa a velocidad constante, esto se caracteriza en las coordenadas temperatura-tiempo por una línea recta con determinado ángulo de inclinación constante. Para la realización del tratamiento térmico del acero AISI/SAE 1045 se estableció el régimen del temple. Para esto se siguieron las recomendaciones de la bibliografía [23]. Las probetas se someterán a una temperatura de 840 ± 10 ºC y se mantendrá por un tiempo de 30 ± 2 minutos. II.3.1-Primera operación y segunda operación del templado: calentamiento y mantenimiento Instrumentos y equipos necesarios Se debe contar con: -Tenazas de forja. -Horno eléctrico de resistencias -Cronómetro. -Vestuario de seguridad. En el proceso de calentamiento se utilizó un horno de mufla marca JP SELECTA Sa. Modelo SELECT-Horn 2000366 de fabricación española (Fig.2.5). Fig.2.5: Horno utilizado en el tratamiento térmico 31 Capítulo II. Procedimiento experimental II.3.2-Secuencia de operaciones del calentamiento y mantenimiento 1.-Las piezas se introducen al horno antes de comenzar a calentarlo. 2.-Se procede a calentar el horno hasta la temperatura de 840º C. 3.-Una vez alcanzada la temperatura de temple, se deben mantener las piezas durante 30 minutos. II.3.3-Tercera operación: Enfriamiento del templado Instrumentos y equipos necesarios -Tenazas de forja. -Tres recipientes de un volumen mínimo de (2L). -Medio de enfriamiento: Agua y aceite mineral y aceite vegetal (2L). -Escobilla de acero y lijas. -Vestuario de seguridad. -Medidor de dureza. Termómetro a) b) Fig.2.6: Medios de protección utilizados. a) Tenazas. b) Guantes de protección térmica. 32 Capítulo II. Procedimiento experimental II.3.4-Secuencia de operaciones del enfriamiento del templado 1.- La pieza se le debe efectuar correctamente las operaciones previas de calentamiento y mantenimiento. 2.-Se debe extraer las piezas del horno lo antes posibles con el empleo de las tenazas de forja. 3.- Como se trata de piezas de sección de iguales dimensiones se sumergen desde cualesquiera de los extremos y agitan en forma circular o como haciendo un ocho, independiente del medio en que se enfrié ya sea en el agua o aceites. 4.- Se deben mantener las piezas agitándose en el medio de enfriamiento (baño) hasta lograr un enfriamiento total. 5.- Luego la pieza debe ser limpiada del óxido formado durante los procesos de calentamiento y mantenimiento, para efectuar control de calidad por medio de inspecciones y así poder detectar posibles fallas o defectos que se pueden hacer presentes en esta etapa del templado. 33 Capítulo II. Procedimiento experimental Conclusiones Las probetas para el tratamiento térmico se realizaron según las dimensiones propuestas por la norma ASTM G 65, pues con posterioridad se les realizarán ensayos de desgaste con el método de arena seca-rueda de caucho. Según el análisis químico realizado a las probetas con el método de espectrometría óptica se constata que su composición coincide con la del acero AISI-SAE 1045. En la medición de la dureza de las muestras antes de realizar el tratamiento térmico, que es de 11.85 HRC, se verifica que coincide con la del acero AISISAE 1045 laminado en frío. Los parámetros fundamentales del tratamiento térmico se obtienen de la literatura y son los siguientes: Calentamiento hasta 840 ºC y mantenimiento por 30 minutos. 34 Capítulo III. Análisis de los resultados Capítulo III. Análisis de los resultados III.1.- Introducción En el presente capítulo se realiza el análisis de los resultados obtenidos en el tratamiento realizado a las diferentes probetas. Se ejecutará primeramente el análisis estructural de las probetas sometidas al enfriamiento usando las diferentes sustancias. Posteriormente se hará la medición de la dureza en estas probetas. Finalmente se realiza el ensayo de desgaste utilizando el método de arena seca-rueda de caucho. III.2. -Análisis estructural III.2.1.- Preparación para la toma de la micrografía de las muestras La metalografía es, esencialmente, el estudio de las características estructurales o de constitución de un metal o una aleación para relacionar ésta con las propiedades físicas y mecánicas. Para la realización del análisis metalográfico se comienza por la preparación de los cuerpos de prueba. Para esto las probetas tratadas térmicamente se cortaron en una tronzadora tomando una de cada diferente medio de enfriamiento en el temple además de una probeta sin tratamiento. Fig.3.1: Probetas empleadas para la micrografía. Quedando diferenciadas por puntos en su superficie Probeta 1 enfriada en aceite de cocina después de ser utilizado 35 Capítulo III. Análisis de los resultados Probeta 2 enfriada en aceite mineral de uso 15w40 Probeta 3 enfriada en agua La preparación de la probeta consiste, en general, en obtener primero una superficie plana y semipulida, mediante el empleo de lijas de finura de grano creciente o realizando este desbaste con discos adecuados sobre los que se deposita un abrasivo, terminando con un pulido fino y final sobre discos provistos de paños. El final de la operación es la obtención de una superficie especular que es la requerida para, después, efectuar el ataque y observar adecuadamente la estructura. Para la toma de estas radiografías se utilizó el laboratorio de tribología donde se realizó el proceso metalográfico, en el cual se realizó un desbaste de la superficie e la probeta con lijas de tipo (120, 180, 220, 400, 600, 800,1200,2400) seguido de un pulido fino con la pulidora metalográfica marca METASINEX (Fig.3.2) para alcanzar el brillo metálico de dichas muestras. Las muestras fueron atacadas con NITAL al 2%. Fig. 3.2. Pulidora metalográfica utilizada en el pulido de las probetas. Fig.3.3: Probetas con superficie especular 36 Capítulo III. Análisis de los resultados III.2.2.- Análisis de la estructura de las probetas. Primeramente, se realizó la toma de las micrografías utilizando el microscopio tipo Neophot32 (Fig.3.4). Fig.3.4: Microscopio utilizado en el análisis metalográfico Posteriormente se realiza el análisis de la estructura de las probetas sometidas a los diferentes medios de enfriamiento. Muestra enfriada en aceite vegetal. Fig.3.5: Micrografía M1 200X La muestra M1 templada en aceite comestible después de ser usado alcanzo a una dureza promedio de 46HRC donde al realizar la preparación de la muestra se observa una zona de martensita, con bastante austenita residual. 37 Capítulo III. Análisis de los resultados Muestra enfriada en aceite mineral. Fig.3.6: Micrografía M2 200X Para la muestra M2 templada en aceite mineral 15w40 la cual promedio una dureza de 45HRC en su microestructura también se observa las colonias de martensita y austenita residual. Muestra enfriada en agua. Fig.3.7: Micrografía M3 200X En la muestra M3 temple en agua dado que su enfriamiento es más rápido alcanzo los 48HRC y en su microestructura presenta una mayor cantidad de martensita y menos austenita residual además de inclusiones no metálicas (puntos de óxido). 38 Capítulo III. Análisis de los resultados Muestra sin tratamiento térmico Fig.3.8: Micrografía M4 sin temple En la muestra 4 la cual no se le realizo el temple por lo que está en estado comercial se puede observar granos de perlitas y contorno de ferrita. Como se puede observar en todas las muestras templadas en los diferentes tipos de aceites y agua se observa la microestructura típica de los aceros templados teniendo a la martensita como componente principal. III.3.- Ensayo de desgaste Los ensayos de desgaste abrasivo se llevaron a cabo en máquina de rueda de caucho y arena seca construida según norma ASTM G65 cuyo principio de funcionamiento se muestra en la Fig.3.10 Las probetas de acero AISI-SAE1045 se cortaron con un ancho mínimo de 1” (25.4 mm) según las recomendaciones de la norma ASTM G65. Fig.3.9 Fig.3.9: Goemetria de las probetas de acero 1045. 39 Capítulo III. Análisis de los resultados a) b) c) Fig.3.10: Esquema de la maquina utilizada en el desgate abrasivo, a) Esquema general, b) parte de la máquina donde se produce el desgaste y c) máquina empleada en este trabajo. 1- Motor eléctrico. 2- Interruptor y protección eléctrica. 3- Tolva para colocar la arena. 4- Brazo para la aplicación de la carga. 5- Rueda de acero forrada en caucho. 6- Bancada de la máquina. El abrasivo recomendado por la norma corresponde a una arena de sílice de granulometría AFS 50/70 (212 – 300 micras) de forma redondeada. La norma ASTM G65 contempla cinco diferentes procedimientos de ensayos, A, B, C, D y E para la evaluación de las probetas de estudio se seleccionó procedimiento tipo E, La tabla.3.1 indica la fuerza contra la probeta y el número de revoluciones desde la A hasta la E 40 Capítulo III. Análisis de los resultados Tabla.3.1: Parámetros de ensayo III.3.1. -Limpieza de las probetas Las probetas se limpiaron utilizando primeramente detergente, con posterioridad se limpian utilizando xileno. Este producto conocido también como dimetilbenceno es reconocido por sus excelentes propiedades disolventes, pero es nocivo a la salud humana. Por tal motivo se deben tomar medidas de protección para su utilización (Fig.3.11) Fig.3.11. Medidas de protección para el trabajo con el xileno 41 Capítulo III. Análisis de los resultados III.3.2.- Procesamiento de los resultados Después de realizado el ensayo las probetas se limpian nuevamente y se pasa al pesaje de las mismas para determinar la masa perdida. Se verifica que la huella del desgaste quede según lo estipulado en la norma ASTM G 65 (Fig.3.12). Fig.3.12. Huella del desgaste en las probetas. Después del pesaje se determina la masa perdida por la diferencia de peso. Se promedian para cada probeta y se determina el volumen perdido como se establece en la norma (Tabla 3.2). Tabla.3.2. Determinación de la pérdida de masa y volumen de las probetas. Probeta-1 Peso Inicial Peso Final (g) (g) Volumen perdido Diferencia Promedio 1-A 130,0479 129,9561 0,0918 1-B 128,6381 128,5353 0,1028 1-C 122,4048 122,2794 0,1254 1-D 125,7329 125,6515 0,0814 1-E 105,8906 105,8093 0,0813 2-A 98,4093 98,2899 0,1194 2-B 128,6933 128,5751 0,1182 0,09654 (mm3) 12.27 Probeta-2 42 Capítulo III. Análisis de los resultados 2-C 124,9984 124,8789 0,1195 2-C 128,8706 128,7362 0,1344 2-E 128,1052 127,981 0,1242 99,8287 0,0989 0,12314 15.64 0,0989 12.56 Probeta-3 99,7298 El parámetro principal para determinar el desgaste abrasivo, es la pérdida de masa, tal como se muestra en la ecuación (3.1). [24]. (3.1) Vp = Volumen perdido en mm3 Pi = Peso inicial de la probeta en g Pf = Peso final en g δ= Densidad del material en g/cm3 Utilizando esta ecuación, se obtienen los resultados de desgaste abrasivo (volumen perdido en mm3) III.3.2.1.- Análisis estadístico Para el procesamiento estadístico se utilizó el software STATGRAPHICS 5.1, Plus, realizándose el análisis de un modelo lineal. Se procesaron los resultados de las mediciones de la pérdida de masa en cada una de las probetas analizadas y se determinaron entre otros los parámetros que se describen a continuación. Resumen estadístico para las probetas 1 Frecuencia = 5 Media = 0,09654 Mediana = 0,0918 Media geométrica = 0,0952291 43 Capítulo III. Análisis de los resultados Varianza = 0,000339008 Desviación típica = 0,0184122 Error estándar = 0,00823417 Mínimo = 0,0813 Máximo = 0,1254 Rango = 0,0441 Asimetría tipi. = 1,04607 Curtosis típificada = 0,331218 Coef. de variación = 19,0721% Esta tabla muestra el resumen estadístico para las probetas 1. Incluye las medidas de tendencia central, medidas de variabilidad, y medidas de forma. De particular interés están los coeficientes de asimetría y curtosis estandarizados que pueden utilizarse para determinar si la muestra procede de una distribución normal. Los valores de estos estadísticos fuera del rango de -2 a +2 indican alejamiento significante de normalidad que tendería a invalidar cualquier test estadístico con respecto a la desviación normal. En este caso, el valor del coeficiente de asimetría estandarizado está dentro del rango esperado para los datos de una distribución normal. El valor del coeficiente de curtosis estandarizado está dentro del rango esperado para los datos de una distribución normal. Resumen estadístico para las probetas 2 Frecuencia = 5 Media = 0,12314 Mediana = 0,1195 Media geométrica = 0,122999 Varianza = 0,000044888 44 Capítulo III. Análisis de los resultados Desviación típica = 0,00669985 Error estándar = 0,00299626 Mínimo = 0,1182 Máximo = 0,1344 Rango = 0,0162 Asimetría tipi. = 1,52746 Curtosis típificada = 1,17441 Coef. de variación = 5,44084% Esta tabla muestra el resumen estadístico para probetas 2. Incluye las medidas de tendencia central, medidas de variabilidad, y medidas de forma. De particular interés están los coeficientes de asimetría y curtosis estandarizados que pueden utilizarse para determinar si la muestra procede de una distribución normal. Los valores de estos estadísticos fuera del rango de -2 a +2 indican alejamiento significante de normalidad que tendería a invalidar cualquier test estadístico con respecto a la desviación normal. En este caso, el valor del coeficiente de asimetría estandarizado está dentro del rango esperado para los datos de una distribución normal. El valor del coeficiente de curtosis estandarizado está dentro del rango esperado para los datos de una distribución normal. III.3.3.- Determinación del coeficiente de desgaste (K). Como se ha planteado anteriormente es muy complicado modelar los fenómenos de desgaste, y es difícil seguir métodos analíticos que se parezcan a las condiciones reales en la práctica [25]. En consecuencia, el modelado del desgaste suele ser de naturaleza experimental, y se hace determinando un coeficiente de desgaste con la ecuación de Archard (en honor de J. F. Archard, 1918-1989): 45 Capítulo III. Análisis de los resultados V K L W H (3.2) Donde V es el volumen gastado, K es el coeficiente de desgaste, L la distancia de deslizamiento, W la fuerza normal entre las superficies y H es la dureza a la penetración. Despejando de 3.1 se llega a la expresión para poder determinar el coeficiente de desgaste K. K V H W L (3.3) Para el caso analizado se determinará este coeficiente en los tres grupos de probetas y los datos son: Datos comunes a los tres grupos de probetas: W = 130 N L = 718 m = 718000 mm - Determinación de K para las probetas 1. Para este material: H1 = 1506 N/mm2 V1 = 12.27 mm3 K1 12.27 1506 130 718000 K1 = 1.98 x 10-4 - Determinación de K para las probetas 2. Para este material: H2 = 1456 N/mm2 46 Capítulo III. Análisis de los resultados V2 = 15,64 mm3 K2 15.64 * 1456 130 * 718000 K2 = 2,43 x 10-4 - Determinación de K para la probeta 3. Para este material: H3 = 1570 N/mm2 V3 = 12,56 mm3 K3 12.56 * 1570 130 * 718000 K3 = 2.11 x 10-4 III.3.4. Análisis de los resultados Según se plantea en la literatura el coeficiente K se mueve en un rango que va desde 10-3 a 10-7 [26]. Como se aprecia los resultados obtenidos se encuentran dentro de ese rango, pero cercano a los valores máximos pues tienen 10 -4. Mientras mayor es el valor de K mayor será el desgaste, planteándose que para aplicaciones ingenieriles ese valor debe estar entre 10-6 y 10-7. En este caso se debe tener en cuenta que el coeficiente fue determinado mediante un ensayo de desgaste abrasivo y no en un par tribológico real, por ese motivo el alto valor de K. Según se puede apreciar el valor de K determinado en las probetas enfriadas con diferentes refrigerantes tienen valores similares, lo que demuestra que los diferentes medios de enfriamiento no tienen una influencia significativa en la resistencia al desgaste. Para verificar esto se determina el porciento de error entre los valores obtenidos, tomándose los valores de los grupos de probetas 1 y las 2 que tienen los valores extremos. Para la determinación del error en ciertos métodos numéricos usan un 47 Capítulo III. Análisis de los resultados esquema iterativo para calcular resultados. En tales esquemas, se hace una aproximación en base a la aproximación anterior. En tales casos, el error a menudo se calcula como la diferencia entre el un valor previo y el actual [27]. Por lo tanto, el error relativo porcentual está dado por: a valor actual - valor previo 100% valor actual Error entre los resultados de K en las probetas 1 y las 2: a 2,43 10-4 - 1,98 10-4 100% 2,43 10-4 a = 18.51 % Como se aprecia, después de calcular el porciento de error entre los valores extremos del coeficiente de desgaste K se concluye que no es significativa la influencia del medio de enfriamiento en K. 48 Capítulo III. Análisis de los resultados Conclusiones parciales Al realizar el análisis estructural de los diferentes grupos de probetas se aprecia que el material sin tratamiento térmico tiene una composición fundamental de perlita y ferrita. En todas las muestras templadas en los diferentes tipos de aceites y agua se observa la microestructura típica de los aceros templados teniendo a la martensita como componente principal. Se realizó el ensayo de desgaste abrasivo utilizando el método conocido como rueda de caucho-arena seca estipulado en la norma ASTM G 65. Dentro de los procedimientos establecidos en la norma se utiliza el E que tiene como parámetros la fuerza de 130 N y una distancia de deslizamiento de 718 m. Se calcula la masa perdida a partir de la diferencia de peso como establece la norma. Posteriormente se determina el volumen perdido y finalmente se calcula el coeficiente de desgaste K. Al determinar el porciento de error entre el coeficiente K menor y el mayor se concluye que no es significativo el medio de enfriamiento en la resistencia al desgaste del acero AISI 1045. 49 Capítulo III. Análisis de los resultados Conclusiones generales Existe una amplia variedad de aceros al carbono de acuerdo a la AISI-SAE, no obstante, dentro de los más utilizados se encuentra el acero 1045, que combina muy bien la dureza y otras propiedades mecánica muy deseadas para la fabricación de piezas. Una de las propiedades de este acero es la buena templabilidad para mejorar estas propiedades. Se recomienda un régimen para el temple con una temperatura de 840 ±10°C, que está en un rango de 30-60°C por encima de la curva Ac3 del diagrama hierro-carbono. El tiempo de mantenimiento a temperatura de austenización recomendado es de 30±2 minutos. No se define una sustancia ideal para ser utilizada como medio de enfriamiento en el temple de los aceros al carbono. Se realizaron tres grupos de cinco probetas de acero AISI 1045 para la realización del temple. Un primer grupo se enfrió en aceite vegetal usado, el segundo grupo en aceite mineral 15W40 después de utilizado y el último grupo se enfrió en agua. Se utilizó para este proceso el régimen propuesto en la literatura. Al realizar el análisis estructural de los diferentes grupos de probetas se aprecia que el material sin tratamiento térmico tiene una composición fundamental de perlita y ferrita. En todas las muestras templadas en los diferentes tipos de aceites y agua se observa la microestructura típica de los aceros templados teniendo a la martensita como componente principal. Al analizar la dureza se aprecia que después del temple la dureza del acero aumenta de 11.85 HRC a 46 HRC las probetas enfriadas de aceite vegetal usado, a 45 HRC las enfriadas en aceite 15W40 usado y 48 HRC las enfriadas en agua. Como se aprecia la diferencia entre la dureza obtenida con los aceites como medio de enfriamiento no es significativa y son 50 Capítulo III. Análisis de los resultados menores que la obtenida al enfriar con agua. Esto coincide con lo planteado en la bibliografía. Después de realizar el ensayo de desgaste abrasivo con el método de arena seca-rueda de caucho se puede concluir que el medio de enfriamiento no tiene una influencia significativa en la resistencia al desgaste del acero AISI 1045 después del temple. El coeficiente de desgaste K calculado para los tres tipos de enfriamiento dieron un error porcentual que no es significativo. 51 Recomendaciones Determinar las propiedades fundamentales de los aceites utilizados para el enfriamiento como son: viscosidad, punto de ebullición y conductividad térmica. Repetir este trabajo utilizando otros tipos de acero y medios de enfriamiento. Bibliografía Bibliografía 1- Martínez G. Temple intensivo de un acero AISI-SAE 5160. Tesis de Doctorado. Universidad Autónoma de Nuevo León. 2016 2- Soria-Aguiar M. et al. Efecto del tratamiento térmico sobre las propiedades mecánicas y microestructura de un acero para tuberías API 5CT J55. Revista Ingeniería Investigación y Tecnología. Vol. XVI, No. 4. 2015. ISSN 1405-7743 3- Oporto A. Manual de tratamiento térmico para aceros al carbono. Tesis de grado. Universidad Austral de Chile. 2005 4- Caballero N. Medios de enfriamiento para el temple. Revista Ingeniería Mecánica. CUJAE. No 2. 2010. ISSN 1815-5944 5- Del Castillo F. Reyes A. Aceros, Estructura y Tratamiento Térmico. Tesis de Maestría. Universidad Nacional Autóctona de México.2012 6- Mazuera D., Ortiz A. Evaluación de los parámetros de temple y revenido para acero AISI-SAE 1045 a escala industrial. Scientia et Técnica, Año XVI, No 49, diciembre 2011. ISSN 0122-1701 7- Bohórquez C. et al. Caracterización microestructural de un acero AISI-SAE 1045 tratado térmicamente en el intervalo intercrítico. 2009. Disponible en http://repository.unilibre.edu.co/bitstream/handle/10901/7839/ Consultado 09-01-2018 8- Resolución CITMA No. 136 Manejo Integral Desechos Peligrosos. 9- Gonzáles I.et al. Aceites usados de cocina. Problemática ambiental, incidentes en redes de saneamiento y coste del tratamiento en depuradoras. 2012. Disponible en: http://residusrecursos.cat/uploads/activitats/docs/20170427092548.pdf 10- Agencia de Protección Ambiental de los Estados Unidos. Manejando Aceite Usado Consejos para Empresas Pequeñas. 2008 11- Castañeda J., Ureña S. Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero SAE 1045. Tesis de grado. Universidad Distrital Francisco José de Caldas. 2015 12- Llewellyn D. Hudd R. Steels, Metallurgy and Applications. 3rd Edition. ELSEVIER. 1998. ISBN 978-0-7506-3757-2 13- Steven N. Manual de práctica tecnológica del Tratamiento Térmico. Compilación de textos. Vol.1. La Habana. 2010 Bibliografía 14- Andrade D. Dimensionamiento y construcción de un horno de baño de sales para el taller de procesos de producción mecánica. Tesis de grado. Escuela Politécnica Nacional. Ecuador. 2010 15- Guliaev AP. Metalografía. Editorial E.M. Moscú. 1983 16- Lajtin Y. Metalografía y Tratamiento Térmico de los metales. Editorial MIR. Moscú. 1973 17- Patiño JAP. Tratamiento Térmico de los Aceros. Tesis de Maestría. Universidad Autónoma de Nuevo León. Mexico. 1996. 18- Callister W. Materials Science and Engeneering: an Introduction. 9th Edition. UTAH. 2013 19- Chandra T. et al. Microstructural Features of Quenching and Partitioning: A New Martensitic Steel Heat Treatment. Materials Science Forum. Volumes 539-543. pp 4819-4825. March 2007 20- Movahed P. et al. The effect of intercritical heat treatment temperature on the tensile propierties and work hardening behavior of ferrite-martensite dual phase steel sheets. Materials Science and Engineering. Vol. 518. Issues 1-2- pp 1-6. 2009. ISSN 09215107 21- ASTM G 65. Standard Test Method for Measuring Abrasión Using the Dry SandRubber Wheel Apparatus. 2001 22- MATWEB. http://www.matweb.com/ 23- Pérez E. et al. Evaluación de la dureza y microestructura del acero 1045 templado en sustancias refrigerantes no tradicionales. Scientia et Técnica. Año XXI. Vol. 21. No. 3. 2016. ISSN 0122-1701 24- ASTM Standard Test Método for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus. ASTM G65 – 04, 2010. 25- Neasle J. The Tribology Handbook. Butterworth-Heinemann. 1995. ISBN: 9780080519661 26- Peterson W. Winer M. Wear Control Handbook. Sponsored by The Research Comitee on Lubrication. New york. 1980 27- Negrín L. Métodos numéricos en ingeniería. Editorial Feijoo. 2015. ISBN 978-859-312142-2 Anexos Anexo 1