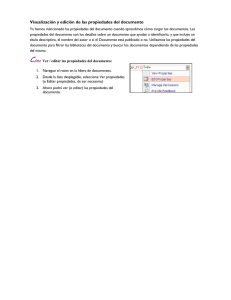
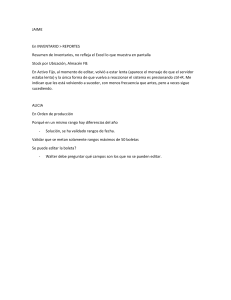
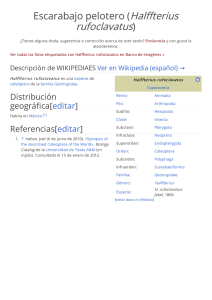
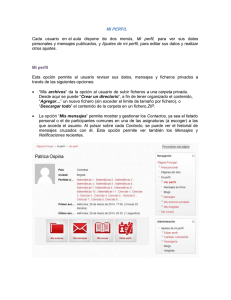
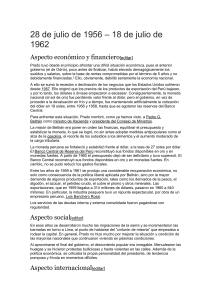
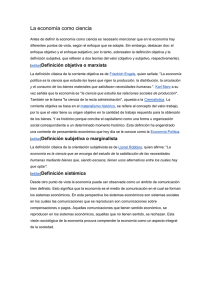
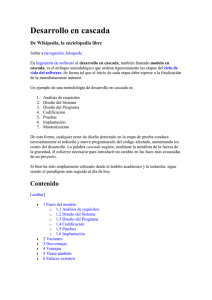
CNC: El CNC consiste en unos códigos de letras y números que, combinados, provocan el movimiento de los ejes de la máquina. Las letras indican un comando específico, y los números suelen ser los valores deseados. Comando Descripción Uso M00 Inicio de programa Se utiliza en el comienzo del programa, todo lo que haya debajo de esta línea de programa se considera el programa. Es útil si se utilizan varios programas para una pieza. M01 Paro opcional. detiene el programa,(efectuar operaciones), se reanuda en el block siguiente con el botón start. M02 Fin de programa pieza. finaliza el programa. M03 Giro de la herramienta en sentido horario. Inicia el giro de la herramienta en el sentido de las agujas del reloj. Adjuntando el parámetro S indica la velocidad de giro. M04 Giro de la herramienta en sentido anti-horario. Inicia el giro de la herramienta en el sentido contrario a las agujas del reloj. Adjuntando el parámetro S indica la velocidad de giro. M05 Detención del giro de la herramienta. Detiene el giro de la herramienta. M06 cambio de la herramienta. subprograma de cambio de la herramienta. parámetro T indica el número de herramienta. M07 Conexión del aporte de rocío del enfriador. nº2 Aplica refrigerante al proceso. Comando Descripción Uso M08 Conexión del aporte de rocío del enfriador. nº1 Aplica refrigerante al proceso. M09 Fin de aporte de rocío del enfriador. detiene aporte refrigerante al proceso. M19 Indexación del cabezal. Indexa el cabezal en su origen angular .En el eje de rotación M30 Fin de programa Finaliza todos los comandos anteriores y finaliza el programa. Comandos G[editar] Los comandos G son las órdenes más utilizadas. Son las órdenes de movimientos de las herramientas. Por lo que son las básicas y las que determinarán las coordenadas y la forma final de la pieza mecanizada. Se expone a continuación los comandos G Modales, de una fresadora con el programa de CNC Fagor. G0 - Posicionamiento rápido[editar] Permite mover la herramienta con rapidez en una línea recta. Ideal para posicionar rápidamente la herramienta cerca del punto de corte deseado. Hay que tener especial cuidado al utilizar este comando para que la herramienta no interfiera con ningún objeto que pueda golpear. G1 - Interpolación Lineal[editar] Realiza una interpolación lineal controlada con avance. Utilizado para realizar un mecanizado lineal. El avance debe estar acorde con la velocidad de giro, para evitar problemas y mantener la vida útil de la herramienta. En la figura adyacente se pude ver que el comando G1 tarda más tiempo en llegar al punto de destino, debido al avance de la herramienta. G2 - Interpolación Circular a Derechas (Sentido horario)[editar] Realiza una trayectoria circular en el sentido de las agujas del reloj. Es indispensable indicar las coordenadas del punto final y el radio de la curva que se desee mecanizar. G3 - Interpolación Circular a Izquierdas (Sentido antihorario)[editar] Realiza una trayectoria circular en el sentido contrario de las agujas del reloj. Es indispensable indicar las coordenadas del punto final y el radio de la curva que se desee mecanizar. G4 - Temporizador.[editar] Añade una opción de temporizar una acción. Se suele utilizar para asegurarse de que la herramienta realice el corte de material en un lugar concreto delicado. O para mantener la herramienta quieta en una posición concreta durante un tiempo, útil si se trabaja con varias herramientas a la vez. G5 - Trabajo en arista matada[editar] Realiza un programa preescrito para eliminar las aristas vivas, redondeándolas o creando un chaflán en los cantos. G7 - Trabajo en arista viva.[editar] Trabaja sin matar aristas o cantos. También se utiliza para eliminar la función G5. G8 - Trayectoria circular tangente a la trayectoria anterior.[editar] Permite mecanizar una curva tangente a la operación anterior, sea ésta una curva o una línea. G9 - Trayectoria circular mediante tres puntos.[editar] Realiza una circunferencia indicando 3 puntos de la trayectoria deseada para el mecanizado. G10 - Anulación Imagen Espejo.[editar] Anula las órdenes de Imagen espejo. G11 - Imagen Espejo en el Eje X.[editar] Copia en simetría respecto a un eje las trayectorias deseadas en el eje X. G12 - Imagen Espejo en el Eje Y.[editar] Copia en simetría respecto a un eje las trayectorias deseadas en el eje Y. G13 - Imagen Espejo en el Eje Z.[editar] Copia en simetría respecto a un eje las trayectorias deseadas en el eje Z. G17 - Selección del plano XY.[editar] Limita a utilizar exclusivamente el plano XY. G18 - Selección del plano XZ.[editar] Limita a utilizar exclusivamente el plano XZ. G19 - Selección del plano YZ.[editar] Limita a utilizar exclusivamente el plano YZ. G33 - Roscado Electrónico.[editar] Utilización de un subprograma para roscar automáticamente. Solo es necesario introducirle los datos del roscado. G40 - Anulación de Compensación de Radio.[editar] Elimina las órdenes de compensación de radio. G41 - Compensación de Radio a Izquierdas.[editar] Genera una compensación en el momento que el cortador realiza un movimiento contrario a las agujas del reloj, para controlar más las cotas en la trayectoria. G42 - Compensación de Radio a Derechas.[editar] Genera una compensación en el momento que el cortador realiza un movimiento en sentido de las agujas del reloj, para controlar más las cotas en la trayectoria. G43 - Compensación de Longitud.[editar] Compensa las cotas de longitud de la herramienta, para controlar mejor las dimensiones del mecanizado. G44 - Anulación del Compensado de Longitudes.[editar] Cancela la orden de Compensación de Longitud. G49 - FEED-RATE Programable.[editar] Permite programar el efecto Feed-rate en los componentes de la fresadora. G53 a G59 - Traslados de origen.[editar] Para facilitar el mecanizado de alguna pieza difícil, se puede trasladar el origen de coordenadas para evitar fallos en algunas cotas críticas, simplificando la escritura del faso G70 - Programación en Pulgadas.[editar] Cambia el sistema de medidas de milímetros a pulgadas. G71 - Programación en Milímetros.[editar] Cambia el sistema de medidas de pulgadas a milímetros. G73 - Giro del Sistema de Coordenadas.[editar] Gira el sistema de coordenadas un ángulo concreto. G77 - Acoplamiento del 4º Eje W o del 5º Eje V con su asociado.[editar] Permite sincronizar movimientos con más de 3 ejes. Por ejemplo, con un plato divisor electrónico. G78 - Anulación del G77.[editar] Anula la orden G77. G79 - Ciclo Fijo Definido por el usuario.[editar] Crea un ciclo que se repite constantemente. G80 - Anulación de Ciclos Fijos.[editar] Cancela los ciclos fijos existentes en ese momento. G81 - Ciclo Fijo de Taladrado.[editar] Crea un ciclo de taladrado en Fresadora. Solo hay que proporcionarle los datos necesarios. G82 - Ciclo Fijo de Taladrado con Temporización.[editar] Crea un ciclo fijo de taladrado con temporización, como si también se aplicara el comando G4. G83 - Ciclo Fijo de Taladrado Profundo.[editar] Crea un ciclo fijo para taladrar agujeros profundos. Es una operación delicada porque puede hacer que la broca se parta y se quede dentro del agujero. G83 G84 - Ciclo Fijo de Roscado con Macho.[editar] Crea un ciclo para realizar un roscado con macho. Es una operación delicada porque puede quedarse el macho dentro del agujero, y es difícil de extraer. G85 - Ciclo Fijo de Escariado[editar] Crea un ciclo para escariar un agujero, mejorando la calidad superficial del mismo. G86 - Ciclo Fijo de Mandrinado con Retroceso en G0.[editar] Crea un ciclo para realizar un mandrinado en un agujero, mejorando la calidad superficial. utiliza el comando G0 para extraer la herramienta rápidamente del agujero mandrinado. G87 - Ciclo Cajera Rectangular[editar] Crea un ciclo para realizar una cajera rectangular en la pieza. La cajera rectangular está representada en la figura. G88 - Ciclo Cajera Circular.[editar] Crea un ciclo para realizar una cajera con forma circular. La cajera circular está representada en la figura. G89 - Ciclo Fijo de Mandrinado con Retroceso en G1.[editar] Crea un ciclo para realizar un mandrinado en un agujero, mejorando la calidad superficial. utiliza el comando G1 para extraer la herramienta a una velocidad controlada, ideal para mandrinados delicados. G90 - Programación de Cotas Absolutas.[editar] Permite utilizar las cotas absolutas (cero máquina) para realizar el mecanizado y programar las órdenes. G91 - Programación de Cotas Incrementales.[editar] Permite utilizar cotas que se van incrementando para realizar el mecanizado y programar las órdenes. G94 - Velocidad de Avance F en mm/min.[editar] Los avances a partir de esta orden se realizarán en milímetros por minuto. G95 - Velocidad de Avance F en mm/rev.[editar] Los avances a partir de esta orden se realizarán en milímetros por revolución. G96 - Velocidad de Avance Superficial Constante.[editar] El avance en la superficie de la pieza será constante al aplicar este comando. G97 - Velocidad de Avance del Centro de la Herramienta Constante.[editar] El avance en el centro de la herramienta será constante al aplicar esta orden. G98 - Vuelta de la Herramienta al Plano de Partida al Terminar un Ciclo Fijo.[editar] Al finalizar un ciclo fijo, la herramienta vuelve a la posición de inicio del mecanizado de la pieza. Asegurándose de que no hay peligro de choque de la herramienta con la pieza. G99 - Vuelve la Herramienta al Plano de Referencia al Terminar un Ciclo Fijo.[editar] Al finalizar un ciclo fijo, la herramienta vuelve al plano de acercamiento, el plano de las últimas coordenadas marcadas antes de que la herramienta toque la pieza en un ciclo fijo.