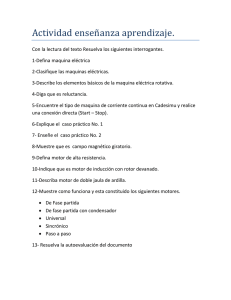
CERO AVERIAS (Calidad total) - Introducción Cambiar nuestra forma de contemplar las averías ( Visión e iniciativa) Principios básicos para lograr cero defectos ( establecer las expectativas) Persiga las actividades para cero averías (Establecer un puente de esperanza) Cero Averías (Establecer la confianza) Introducción La mayoría de las personas reconocen que las averías son las causantes de la mayor parte de las perdidas en la fabricación o (producción). La ausencia de averías en la maquinaria y las paradas innecesarias por fallas en el trabajo, depende no solamente del conocimiento de los principios seguros de operación, sino también de la actitud correcta de cada trabajador. Las averías causan dos tipos de pérdidas: pérdidas de tiempo, cuando se reduce la productividad, y pérdidas de cantidad, causadas por productos defectuosos Todas las averías deben reducirse a cero. Esto si es posible al realizar un gran esfuerzo o inversión – aunque alguna inversión puede ser necesaria al principio. Lo primero es cambiar la filosofía convencional del mantenimiento – la creencia de que las averías son inevitables. Cambiar nuestra forma de contemplar las averías El significado de “Avería” es: “Destruir deliberadamente algo viejo” en otras palabras significa daño causado deliberadamente por acciones humanas La eliminación de las averías solo es posible si las personas cambian su forma de pensar sobre los equipos y la utilización de los mismos. El tener una visión de cero averías no es lo mismo que desear o soñar con este concepto. El tener una visión, significa el tomar la iniciativa para hacer de ese objetivo una realidad Para empezar las personas relacionadas con la maquinaria deben reemplazar su modo de pensar ya que muchos asumen que: No es responsabilidad del operador realizar la inspección Todo equipo se avería antes o después Cambiar esta actitud por: Yo soy responsable de mi equipo Todo equipo nunca debería averiarse Principios Básicos para lograr cero averías Las expectativas no solamente animan a las personas a lograr el objetivo de cero averías, sino que también pueden crear el comportamiento necesario para que la meta se convierta en una realidad. Los defectos del equipo son desordenes que causan averías y la acción que debemos tomar es la de revelar los defectos ocultos, por ejemplo polvo, abrasión, vibración, tornillos sueltos, deformaciones; filtraciones de aceites son a menudo la causa principal. Ser consiente de los defectos ocultos es el primer y el más difícil paso en la eliminación de las averías. Los defectos físicamente escondidos son a causa de: Una inspección del deterioro defectuoso Una reparación defectuosa Polvo y contaminación Los defectos Psicológicamente escondidos son a causa de: Ignorar conscientemente un defecto visible El problema se subestima El problema se pasa por alto Al igual que un solo cigarrillo sin apagar puede causar un gran fuego, los defectos ocultos encienden las averías y deberán ser apagados mientras son pequeños. Este es el principio fundamental del Mantenimiento Preventivo. Persiga las actividades para las cero averías La clave está en asegurarse de que todos sepan que son parte del proceso. Los operadores que estén acostumbrados a pensar “yo opero – tu arreglas” tendrán dificultad para aprender “Yo soy responsable de mi propio equipo”. Por otro lado, los operadores pueden participar en la función de mantenimiento siendo responsables de la prevención del deterioro. Este esfuerzo cooperativo representa el primer paso que establece un puente de confianza hacia la meta de cero averías. Cero Averías La mayoría de las personas no seguirán a alguien en quien no confían, de tal forma que se debe establecer un nivel de confianza con ellos. Esta confianza se mantiene dándole al grupo la certeza de que la meta se puede lograr. Los líderes deben hacer que sus acciones y palabras proyecten el mismo significado. Ya sea al crear un nuevo sistema para reportes o al acordarse de revisar cuidadosamente su trabajo, mediante esta acción se establecerá un puente de confianza que conduzca hacia la meta de Cero Averías. Las averías no se pueden eliminar hasta que se cambien los supuestos y creencias particularmente los que se refieren a la división tradicional de trabajo entre los departamentos de producción y mantenimiento. Los operadores y el personal de mantenimiento deben llegar a un entendimiento y compartir la responsabilidad de los equipos. MANTENIMIENTO PRO-ACTIVO - Introducción Prevención Responsabilidad Protección Introducción El mantener una maquina funcionando apropiadamente es algo que requiere un gran esfuerzo. Así como se requiere cierta habilidad para conducir un automóvil o para practicar un deporte. Se necesita también una habilidad para poder entender, operar y mantener una maquina en funcionamiento sin problemas. Este concepto es conocido como mantenimiento pro activo. El mantenimiento pro activo significa que usted decide responsabilizarse y actuar con seguridad antes de que ocurra una seria avería en el normal funcionamiento del equipo o máquina, o cuando se presente una situación insegura La mejor forma de evitar que suceda una avería es estar siempre en alerta de posibles fallas y actuar antes de que suceda Prevención. El operador que conoce bien el equipo y lo observa con conocimiento, puede detectar y eliminar muchos problemas potenciales antes de que se conviertan en algo serio. Un perno roto o una pequeña fuga de aceite deberán crear desconfianza del operador y revisar la causa de la falla, para reportar como una avería Un incidente de avería es cualquier perturbación del normal funcionamiento de sus condiciones iniciales (reducción de velocidad, ruidos anormales, pérdida de potencia) Un peligro de avería es un incidente al cual no se le han aplicado las medidas correctivas adecuadas Existen tres factores que evitan el deterioro del equipo y ayudan a eliminar las causas potenciales de las averías Limpieza.- Con la limpieza eliminamos el polvo y la contaminación que causan fricciones obstrucciones y funcionamiento defectuoso la limpieza concienzuda previene las averías, cada rincón y grietas del equipo deben ser revisados La Limpieza es una inspección, un trabajador diestro puede encontrar defectos ocultos. Lubricación.- El equipo no puede operar sin la reposición del aceite, la lubricación apropiada de la maquina es muy importante. El operador debe revisar a conciencia que el depósito de aceite o lubricador no estén vacíos. La negligencia en cuanto a la lubricación es causa directa de averías esporádicas e inesperadas como la abrasión y el exceso de calor que afectan el estado de todo el conjunto del equipo Sujeción de tornillos.- Las piezas de conexión rotas o sueltas, tales como tornillos y tuercas juegan un papel importante en las averías del equipo. Un tornillo suelto puede causar vibración que a su vez hacen que otros tornillos se suelten y así causar un serio daño a la máquina. El fallo de las piezas de sujeción es una forma de defecto oculto. Responsabilidad Parte de la responsabilidad para que el equipo trabaje en condiciones seguras, libres de averías y peligros, la tiene el empleador, la mayoría de los empleadores están preocupados por la producción, la seguridad y el normal funcionamiento de su maquinaria, por lo tanto aceptan su parte de la responsabilidad en mantener un ambiente seguro de trabajo. Pero en materia de mantenimiento pro activo la responsabilidad es del operador y del personal de mantenimiento. Todo buen operador al iniciar una nueva actividad de producción debe revisar todos los ajustes de su máquina, este debe seguir un procedimiento básico dictado por el sentido común. El operador debe realizar cuatro tipos de trabajos simples de mantenimiento Realizar un chequeo puntual del equipo antes de arrancarlo Verificar durante la operación y estar alerta ante ruidos extraños o vibración inusuales Observar regularmente la instrumentación, medidas de las piezas obtenidas y otros calibres Asegurarse de que el equipo esté bien lubricado reponiendo lubricación cuando se precise La práctica de este procedimiento evita que puedan suceder averías serias, o accidentes, el operador que observa un cambio en la condición del equipo que puede llegar a ser un problema mecánico o de seguridad debe informar al departamento de mantenimiento que la maquina está operando anormalmente y necesita un examen profundo. Después de todo son los operadores quienes tienen la mayor probabilidad de perjudicarse en sus tareas de producción o resultar lesionados si no se acata las reglas establecidas Aunque el personal de mantenimiento se esfuerce en reparar las averías con la mayor rapidez y eficacia posible, sus deberes van más allá de tratar los fallos del equipo. El personal de mantenimiento siempre es responsable de asegurar la operación fiable de las máquinas y otros equipos usados por el departamento de producción. El personal de mantenimiento debe realizar los siguientes trabajos Restaurar rápidamente las averías del equipo Inspeccionar cuidadosamente todos los ajustes que necesita la maquina Verificar estado de correas, temperatura de los motores y velocidades de operación Verificar el nivel de aceites y medir el valor de la corriente eléctrica Registrar todos los datos medidos y reportar al departamento de mantenimiento Cualquier trabajador que detecta una posible avería (ruido, vibración, o aceites en el suelo) y tiene la oportunidad de intervenir pero no lo hace, es responsable de cualquier daño que resulte. Ejemplo.La presencia de un derrame de aceite en una vía transitada ocasionada por el montacargas es señal de que algo tiene que estar pasando, este hecho es un incidente de avería puede ocasionar dos tipos de accidentes. 1.- Si continua perdiendo aceite el motor del montacargas y no se reporta esto puede causar el trabado del cigüeñal ocasionado un desgaste violento de los cojinetes de bancada. 2.- El aceite derramado puede ocasionar el resbalón de cualquier trabajador que este circulando por el lugar provocando una caída y un accidente Protección Si usted ve un peligro, Usted tiene la obligación de corregirlo. Si ve un derrame, una barrera protectora fuera de lugar o un cable suelto usted tiene la responsabilidad de corregir el problema. Esto puede ser muy simple como tomar un trapo y limpiar o tan complicado que se debe notificar al supervisor de mantenimiento. Pero si usted no trata de corregir la situación usted será al menos en parte responsable de cualquier daño que ocurra. Prevención = prestarle atención a todas las situaciones de riesgo y haga algo al respecto Protección = reporte cualquier anormalidad que usted detecte, cumpla el procedimiento básico al ajustar su máquina para evitar una avería Un caso común es el dejar al descubierto una caja de conexión eléctrica con los cables expuestos lo más probable que suceda es un corte eléctrico o algún trabajador sea golpeado por descarga eléctrica y ocasionar un incidente. REPORTE DE AVERIAS - Introducción De donde vienen las averías Quien es responsable Reportando las averías y situaciones peligrosas Mentalidad CERO AVERIAS Introducción El gran dilema de un operador es el informar o no informar un incidente de avería, porque con ello tiene la gran responsabilidad de hacer conocer el hecho, en la mayoría de los casos el operador no dice nada, por el temor a ser penalizado o inculpado por el incidente y él continua trabajando sabiendo que algo anda mal en su máquina o equipo y al cambio de turno este no le advirtió al operador entrante y durante el trabajo si ocurre una gran avería; la sorpresa para todos es que en el anterior turno no ocurrió nada y en el turno que sí ocurrió el operador de turno es responsable de la avería por no verificar si todo estaba correcto. La preinspección toma tan solo unos minutos y debe hacerse por lo menos una vez al día o al principio de cada turno, asegúrese de cumplir con todos los requisitos al recibir una máquina y llene un reporte, e inicie su trabajo en buenas condiciones de operación. Este es el caso más común registrado en los libros de mantenimiento, es por eso que debemos cumplir las reglas básicas de operación y reportar cualquier incidente de avería posible, para poder controlar y evitar que el equipo este parado por mucho tiempo, por un daño serio o una reparación muy costosa. De donde vienen las averías Frecuentemente, el trabajar con máquinas se vuelve una rutina, hasta el punto en que la maquinaria parece haberse convertido en una parte de su personalidad, es posible que usted descuide el poner algo de atención a algunas señales diferentes de operación porque esté pensando en otras cosas. Pero esta sensación de confianza y seguridad puede ser desastrosa, este siempre pendiente de cualquier señal de falla o avería con que opera su máquina. Cada máquina ha sido diseñada para realizar una tarea específica y tienen los controles y accesorios para realizar su trabajo, cada operador debe ajustar y regular los topes y distancias para poder trabajar los diferentes tamaños que producción le exige, es por eso que cada operador debe aprender todos los requisitos necesarios para operar su máquina. Se recomienda que los operadores estén calificados para poder manejar las condiciones y situaciones que se presente durante su trabajo. Una causa de avería es cuando se designa a otro operador en una máquina que no conoce, Aunque existan algunas similitudes entre una a otra máquina el manejo y el control difieren en cuanto a su operación, es responsabilidad del operador leer el manual de operación antes de comenzar a trabajar, esta acción lo ayudara a ser un operador seguro. Si algo está fuera de lo normal, reporte el problema ¡nunca trate de arreglarlo usted mismo! La operación de una maquina es un trabajo que requiere mucha habilidad. Usted necesita saber todo acerca de su manejo, función, controles diseño y capacidad Quien es responsable Como todo buen operador, usted tiene que tomar decisiones todos los días con el propósito de mantener una producción satisfactoria y su máquina en buen funcionamiento. En cada turno después que haya realizado la inspección de su máquina usted se enfrenta con diferentes situaciones durante su trabajo, estas varían de acuerdo al trabajo que está realizando y pueden cambiar muchas veces durante el transcurso del día. Algunos de los problemas que enfrentará incluyen condiciones de sus herramientas de corte, el estado de sus correas de transmisión de potencia, adecuada lubricación de los elementos giratorios, temperatura de los motores eléctricos y el ajuste apropiado de todos los pernos, tuercas de sujeción y soporte. Como operador usted es responsable de examinar todas estas condiciones para verificar que son seguras. Los elementos de protección de la maquina como ser barreras tapas protectores pueden ser modificadas por usted, únicamente si ha sido autorizado para hacerlo. Si usted no está capacitado para manejar una avería repórtelo inmediatamente a su superior Si usted sabe acerca de una probable avería o falla y no hace nada al respecto bien sea reportándolo, usted es responsable si ocurre una avería. Es siempre una excusa que la producción es más importante que la vida útil de la máquina, en muchos casos la sobre carga, el sobre esfuerzo y la intensidad de funcionamiento con que trabajan para cumplir un pedido atrasado, resulta siempre en una avería seria al finalizar este proceso, provocando un desgaste prematuro y un debilitamiento en su vida útil de los elementos que estuvieron esforzados, en este caso si la decisión la tomó producción es responsable de la avería, si tiene la autorización de la gerencia general es de esperar un alto costo de reparación y re acondicionamiento para ser habilitada. Recuerde si usted no está capacitado para manejar una avería o un peligro repórtelo inmediatamente a su superior Una parte de la inspección antes del uso consiste en revisar todos los elementos mecánicos visibles de la máquina, correas, cadenas y ajuste de pernos Reportando las averías y situaciones peligrosas Algunas veces la gente no reporta las averías o peligros porque están muy ocupados o tiene miedo de la situación o están metidos en lo que no les importa, reportar un incidente no es nada de eso más bien todo lo contrario usted podría prevenir un serio daño a la maquina o evitar un accidente. El propósito de reportar peligros y situaciones cercanas es para controlar y evitar que una avería pueda causar un daño mayor a la maquinaria o incluso evitar un accidente, si la situación no es reportada y el problema no es controlado puede suceder cualquier avería Reportar situaciones de fallas ocultas o ruidos anormales es parte de la mentalidad Cero Averías Por eso es importante que exista un ambiente de comunicación adecuada entre los operadores que intercambian de turnos es decir que cada operador debe entregar la maquina con un reporte y el operador entrante debe confirmar este reporte, esta práctica evitara muchos inconvenientes de operación durante su turno de trabajo es posible que aplicando las reglas básicas de operación puedan evitar que sucedan averías Mentalidad Cero Averías Mucha gente dice “Que las averías pasan y no hay nada que se pueda hacer, porque la falla ocurrió mientras trabajaba”. Pero las fallas mecánicas y las averías pasan por una razón. Una inspección del deterioro mal realizada Una reparación defectuosa Falta de limpieza y descuido en la eliminación del polvo Negligencia en controlar la lubricación Si usted permite que una señal de avería exista, y esta puede causar un serio problema técnico o mecánico, y ocasionar un daño mayor a la maquinaria usted es responsable. Pero si usted controla el problema y está en la posibilidad de que el accidente o avería, no ocurra está garantizando que todos podamos continuar trabajando. Sabiendo cómo prevenir una falla técnica o avería en el lugar de trabajo le da a usted una mentalidad de CERO AVERIAS, en otras palabras, estos pueden ser prevenidos, usted y sus compañeros pueden trabajar tranquilos y sin problemas. Lo que usted crea que afecte el normal funcionamiento del equipo y perjudique su trabajo reporte a su supervisor. Las personas con mentalidad CERO AVERIAS tienen la agilidad de evitar que sucedan. Esa gente ve lo importante que es reportar y controlar una situación de riesgo. Los operadores saben que con un pequeño esfuerzo innecesarias de maquinaria por fallas mecánicas pueden prevenir muchas paradas Una parada de máquina para reparación por rotura es el resultado de una avería oculta que no fue reportado ni controlado. Si usted duda de su capacidad para controlar una avería repórtelo inmediatamente a su superior Ponga mucha atención a su trabajo e identifique todas aquellas posibles fallas en su equipo y maquinaria, el reportar de cualquier incidente usted puede mejorar el rendimiento y la productividad de su empresa MANTENIMIENTO PLANTA INDUSTRIAL EMPRESA DEKMA BOLIVIA S.A. (BASADO EN RCM) Ing. David Armijo V. Ingeniero mecánico El objetivo fundamental del presente trabajo, es establecer los requerimientos de mantenimiento en los diferentes sistemas funcionales de la planta industrial Dekma Bolivia s.a. Para el desarrollo de este trabajo se emplearon herramientas basadas en confiabilidad operacional, de manera de comenzar a impulsar en la empresa una conducta de mantenimiento de clase mundial en este sentido se inició en clasificar en las áreas de trabajo o secciones, los equipos y sistemas que se encuentran en cada sección y el funcionamiento de los equipos en las secciones de operación y producción: 1 descripción general de la empresa Generalidades Misión Visión Estructura organizativa Descripción del proceso de la planta Plan de Mantenimiento Basado en RCM (Reliability Centered Maintenance) El Objetivo Fundamental de este estudio en la Planta Industrial de Dekma Bolivia S.A. Es aumentar la disponibilidad y disminuir los costes de mantenimiento. Los análisis encontrados aportaran una serie de resultados para: - Mejorar la comprensión del funcionamiento de los equipos y sistemas Analizar todas las posibilidades de falla de un sistema y desarrollar mecanismos para tratar de evitarlos Determinar una serie de acciones que permitan garantizar la disponibilidad de la planta Para realizar este trabajo es necesario dividir la planta en los sistemas principales que la componen y estudiar cada uno de ellos, estudiar cada sistema con un buen nivel de análisis Que es RCM? .- Es una técnica para elaborar un plan de mantenimiento en plantas industriales, esta técnica presenta algunas ventajas importantes sobre otras. En un principio fue desarrollada para el sector comercial de aviación, donde los altos costos de la sustitución sistemática de piezas amenazaban la rentabilidad de las compañías aéreas. Luego esta técnica fue aplicada al campo industrial, después de comprobarse los excelentes resultados que habían dado en la industria aeronáutica. Fue documentado por primera vez en un reporte escrito por F.S. Nowlan y H.F. Heap y publicado por el Departamento de Defensa de los Estados Unidos de América en 1978. Desde entonces, el RCM ha sido usado para ayudar a formular estrategias de gestión de activos físicos en prácticamente todas las áreas de la actividad humana organizada, y prácticamente todos los países industrializados del mundo. FASE 0: LISTADO Y CODIFICACION DE EQUIPOS En esta fase se requiere elaborar una lista ordenada de los equipos que se encuentran en la empresa Dekma Bolivia s.a., para lo cual es importante realizar un inventario general de todos los activos de la empresa En la Planta Industrial de Dekma Bolivia S.A. podemos distinguir los siguientes niveles. Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5 Nivel 6 Planta Industrial Áreas de trabajo o secciones Equipos destinados a cada área y/o sección Sistemas productivos, Servicios Elementos Componentes Planta Industrial.- La empresa Dekma Bolivia S.A. es una industria maderera en la fabricación de accesorios de jardín, para lo que emplea como materia prima madera de diferentes especies entre las más utilizadas están: Madera cumarú, Madera almendrillo, Madera aliso Mediante la fabricación, compra venta, adquisiciones de toda clase de muebles de madera para exportar y abastecer el mercado local La empresa DEKMA BOLIVIA S.A. se encuentra ubicada en la ciudad de El Alto, zona de Senkata. Urbanización comaravi, con un área de terreno de 6579 m2 y un área construida de 5021 m2, cuenta con el suministro de los siguientes servicios: Agua potable Gas natural Electricidad PLANTA INDUSTRIAL DEKMA BOLIVIA S.A. Area de Servicios Externos Area de patio Area de Produccion Area de Servicios Internos Servicio Energia Electrica Patio 1 Seccion 2 Aire Comprimido Servicio de Agua Potable Patio 2 Seccion 3 Succion de Polvo y Aserrin Servicio de Gas Natural Secaderos Seccion 4 Calefacion areas Seccion 5 Seccion 6 Seccion 7 Seccion 8 Áreas de trabajo por secciones - En general la planta DEKMA esta dividida por áreas de trabajo como se puede detallar en el siguiente dibujo. fig. 1 MOLDURADO MOLDURADO SECCION DE ENSAMBLADO SECCION DEMAQUINADO AREA DE PRE DIMENSIONADO SERVICIOS DE COMEDOR OFICINAS PATIO 2 TALLERES SECADEROS COPCAL AREA DE PREPARACION DE PAQUETES PARA SECADEROS PATIO 1 AREA DE ALMACENAMIENTO DE MADERA SECADEROS DE MADERA BES BOLLMANN AREA DE PRE DIMENSIONADO RE ASERRIO SECCION DE EMBALAJE Figura No 1 Área 1.- Patio de madera donde se realiza la recepción de madera que llegan en transporte de camiones de diferentes lugares del país, primeramente se registra el origen de la madera su procedencia especie y cubicaje, para ser recepcionada en el patio 1, que es descargada empleando un montacargas y personal de patio para la preparación de paquetes de madera que deben ser ordenadas de acuerdo al tamaño, espesor, anchos y por especies. Esta sección de patio que se encuentra dividido en 2 partes como patio 1 y patio 2 que tiene un área designado para el secado de madera que son ocho secaderos de madera; dos secaderos de madera de 30 000 pie tablar y seis secaderos de industria alemana Bes Bollmann de capacidad de 30 000 pie tablar (pt) Area de patio Patio 1 Patio 2 Recepcion de Madera Seleccion y Clasificacion Descargado Paquetizado Apilado con tranquillas Cargado a secaderos Área 2.- Sección de Pre dimensionado esta sección cuenta con tres máquinas des-dobladoras de madera o re-aserrío, los cuales son de características especiales para el corte y preparado de la madera, también están las maquinas de sierras circulares de corte longitudinal. Seccion 2 Re Aserrio Rip Saw Pre dimensionado Pre dimensionado Desdoblado Corte en largos Área 3.- Sección de moldurado Las maderas pre dimensionadas en la sección anterior ingresan a las maquinas moldureras para el cepillado de cuatro caras y/o moldurado dependiendo del requerimiento de producción. Seccion 3 Moldurado Finger Joint Prensa Scantling Preparado Preparado Moldurado S4S Maquinado Fresado Prensado Prensado Moldurado S4S Área 4.- Sección maquinado En esta sección se encuentran la mayoría de las maquina de carpintería son las que le dan forma al producto final; en maquinado se prepara el producto moldurado a las medidas ultimas para su respectivo ensamble. Esta sección cumple con el proceso de acabado final del producto dando forma final a las piezas de madera en dimensiones finales. Seccion 4 Carpinteria Doble escuadradora Huincha Tupi Lijado Preparado Preparado Preparado Preparado Maquinado Corte curvo Rebajes Lijado Despuntado Preparado Despuntado Molduras final Área 5.- Sección Ensamblado Sección de armado y ensamblado de piezas para formar el mueble, las piezas armadas de partes de jardín, etc. Esta sección cuenta con maquinas perforadoras para colocar los sujetadores de tornillo y/u otros elementos de juntas. Seccion 5 Torno Taladro Ensamble Preparado Preparado Pre ensamble Torneado Perforado Atornillado Área 6.- Sección de Arreglado En esta sección se corrigen algunos defectos de la madera como ser ojos, manchas o fallas de maquinado que estén en el rango de calidad siempre y cuando no afecte la pieza total. La sección de arreglado es un trabajo manual tipo tallado, ya que con un formón deben hacer cortes en la madera sacando los defectos para colocar pedazos de madera remplazando las deformaciones con un poco de pegamento. Seccion 6 Arreglado Impregnacion Tinte Preparado Preparado Preparado curado Impregnado Aplicacion Tinte Arreglado secado secado Paquetizado Paquetizado Área 7.- Sección de Embalado La sección de Embalado cuenta con personal especializado en este trabajo ya que tienen que colocar identificación al tipo de producto que se esta embalando, el proceso de trabajo es sencillo. Seccion 7 Embalado Paquetizado Marcado de Producto Sunchado Cubierta plastico Despachado Primero se debe clasificar el producto terminado y realizar un paquete sobre un pallet de madera para su transporte, colocar sticker de identificación del producto como, el tipo de madera, y marcas piro grabadas del tipo de madera que en este caso se utiliza madera certificada FSC Área 8.- Sección de Mantenimiento Seccion 8 Mantenimiento Mantenimiento Afilado Molduras Afilado Sierra Cinta Correctivo Cuchillas rectas Laminado Preventivo Sierras Circulares Soldadura cinta Cuchillas Molduraras Estelitado Equipos destinados a cada área o sección Área 1.- Patio. El equipo destinado al área de patio son los siguientes: Montacargas Hyster de 4 toneladas de capacidad de carga, es un vehículo para levantar pesos, elevar y transportar para luego acomodar; puede trasladar una gran variedad de materiales como cajas, paquetes de madera metales tubos de acero Etc. Las llantas delanteras son de tracción y las llantas traseras de dirección. El diseño del montacargas permite que se levanten pesos hasta cierto limite el cual es equilibrado por un sistema de contra pesos. La sobre carga de pesos no permitidos puede ocasionar posibles daños en el montacargas o lo que es peor perder el control, provocando graves accidentes. A continuación se detalla el total de montacargas existentes en la planta Dekma Bolivia CODIGO SECCION MAQUINA 1 2 3 4 5 1 1 1 1 1 1 MT011PT MT012PT MT013PT MT021PT MT041PT MT031PT No DESCRIPCION Montacargas Cat Montacargas Cat Montacargas Cat Montacargas Hyster Montacargas Heli Montacargas toyota MARCA Caterpillar Caterpillar Caterpillar Hyster Heli Toyota MODELO P5000 P50001 GC45K H100XM AÑO SERIE ORIGEN FABRIC AT3506114 AT3510571 AT8702705 L005V04366C USA USA USA USA CHINA JAPON 2006 2007 S/A S/A 2012 FECHA ESTADO INGRESO X 2005 2005 2005 2005 2012 2005 En la sección de patio se encuentran los equipos de secado de madera actualmente existen 8 secaderos de madera de capacidad de 32000 pt (pie tablar), la principal función de estos secaderos es extraer el contenido de humedad de la madera (secar) hasta una humedad de 15% CH, para poder utilizar en la planta de producción 64 65 66 10 10 10 MI011PL MI061PL MI061PL Caldero de vapor Secadero de Madera Secadero de Madera Ingprocom copcal copcal 30000PT 30000PT 67 68 69 70 71 72 73 10 10 10 10 10 10 10 MI012PL MI071PL MI072PL MI073PL MI074PL MI075PL MI076PL Caldero de vapor Secadero de Madera Secadero de Madera Secadero de Madera Secadero de Madera Secadero de Madera Secadero de Madera I.VAR Bess Bollmann Bess Bollmann Bess Bollmann Bess Bollmann Bess Bollmann Bess Bollmann SUPERAC 1220 11379/2-1 HT100MW 14406 HT100MW 14401 HT100MW 14402 HT100MW 14403 HT100MW 14404 HT100MW 14405 BOLIVIA 1996 1996 1996 2005 2005 2005 Holanda Holanda Holanda Holanda Holanda Holanda Holanda 2011 2011 2011 2011 2011 2011 2011 2012 2012 2012 2012 2012 2012 2012 Área 2.- Sección de Pre dimensionado Esta área se encarga de preparar la madera para ser utilizadas en la siguiente sección, las maquinas que se encuentran en el patio 2 son de las siguientes características: El cuerpo de maquina, recibe el nombre por definición de Re aserrío (o Des dobladora de Cinta) en él se encuentran montados los volantes donde se coloca la sierra de cinta para realizar la función de corte. Las partes de la maquina son: Columna o pedestal.- cuerpo en fundición que soporta los volantes superior e inferior sostiene los ejes de movimiento y mecanismos de transmisión para la realización del proceso de aserrío Guías.- estas guías son de subida y bajada del volante la función de estas guías es para mantener recta la sierra, es un mecanismo que cambia de posición vertical dependiendo de la altura de la madera a cortar, en algunos casos estas guías son de accionamiento mecánico y otras motorizadas Volante Inferior.- Este volante esta fijo al pedestal o columna de la maquina, contienen un eje apoyado en rodamientos de sustentación, el eje tiene una polea acanalada para conectarse por medio de correas al motor de accionamiento Volante superior.- esta montado excéntrica mente para la inclinación del volante tiene un sistema de lubricación y o de refrigeración, limpiadores. Manivela de regulación de la inclinación del volante sistema de tensión de la sierra en algunos casos tienen un sistema hidráulico y en otros un sistema de contrapesos. Maquinas de sierra de corte longitudinal Rip Saw, Multi sierras: Estas maquinas son de construcción robusta cuentan con una mesa de cadena para el transporte y avance de las tablas de madera para el corte longitudinal, dimensionando la madera para su utilización en una moldurera esta en la línea de pre dimensionado Las partes de maquina son: Cuerpo de maquina: estructura en fundición bastante robusta para soportar el esfuerzo de corte ya que debe realizar cortes en maderas mojadas, secas y maderas duras Motor eléctrico generalmente cuenta con un motor de accionamiento de bastante potencia acoplado a un eje de sierras bastante robusto, Mesa de cadena (oruga) transporta la madera a través de las sierras circulares 6 7 8 9 10 11 12 2 2 2 2 2 2 2 MD011PD MD021PD MD031PD MS041MQ MS051MQ MS061MQ MS061MQ Sierra Desdobladora Sierra Desdobladora Sierra Desdobladora Sierra Multiple Raimann Sierra Rip Saw Sierra Rip Saw Cross Cut Opticat Bongioanni Canali Brenta Raimann Stenberg Reinhardt TBS 1600 6392 KST-310 SM80 FE-320 Slim Line O5034 377 O604 ITALIA ALEMANIA Holanda ALEMANIA CHINA 1974 2005 2005 2005 1968 2006 2005 2005 2005 Área 3.- Sección de moldurado Esta área o sección de producción cuenta con 3 máquinas moldureras para la producción de línea recta, el principal objetivo es dimensionar las piezas de madera que llegan de la sección anterior para terminarlas con una moldura o cepillado cuatro caras. Moldurera La moldurera está construida sobre un bastidor de fierro macizo que minimiza las vibraciones y se transforma en una base confiable para la marcha suave de las piezas hacia los husillos y elementos de avance, esta característica se refleja en productos precisos Tanto el bastidor como la mesa de trabajo están fabricadas en materiales altamente resistentes, dado que son los ejes de desplazamiento para las piezas a maquinar, los rodillos de avance husillos de corte y otros elementos están anclados. La cantidad de husillos a usar es muy variable de acuerdo a la complejidad del diseño, sin embargo se recomienda disponer como mínimo de cuatro husillos con movimiento axial y radial que permita ajustar los cabezales Mecanismo de avance, la velocidad de desplazamiento de las piezas de madera esta determinada por los rodillos de avance. Esta máquina requiere un sistema de extracción de aserrín para el trabajo a velocidades mayores 13 14 15 16 17 3 3 3 3 3 MF061PD MF071PD MF081PD MF062PD MF091PD Maquina Moldurera Maquina Moldurera Maquina Moldurera Maquina Moldurera Finger Joint Weinig Weinig Weinig Weinig Grecon Dimter H22B H23C U17A H22B Turbo 2000 101869 122-1352 ALEMANIA ALEMANIA ALEMANIA ALEMANIA ALEMANIA 2004 1980 2005 2005 2005 Finger Joint El objetivo de la maquina Finger Joint es recuperar madera corta de los residuos provenientes de las operaciones de aserrío y dimensionado que realiza la empresa, para producir y comercializar, listones y molduras; por medio de la instalación de un maquina automática "Finger Joint" FINGER JOINT, máquina originalmente proyectada con la finalidad de formar largas piezas de madera sin nudo ni defectos. Se utiliza da frecuentemente para re-aprovechar trozos de madera. La Finger Joint mejora la calidad de la madera fresando, encolando y prensado juntándolos mediante un corte en forma de dedos (denominación finger) para formar listone de hasta 6000 mm con alta resistencia. La madera es elegida previamente y pre dimensionado pues todas deben ser del mismo espesor. Entonces es estandarizada en un máximo 2 mm. Luego se la raya en el local donde será fresada, para que el acabado sea bueno, sin astillas. Después se la fresa con profundidad de 10 mm en forma de dedos (finger en inglés). El mismo proceso se repite del otro lado. A seguir se aplica pegamento entre los “dedos” y la madera es lanzada en la plataforma de pre composición, y sigue para el pre-prensado donde será centralizada y prensada 90% Finalmente la madera es cortada en el largo deseado y recibe el último prensado, resultando en un producto de alta calidad y resistencia. Área 4.- Sección maquinado Esta sección se encarga de dar forma a los diferentes productos, ya que cuenta con una carpintería general 18 19 20 21 22 23 24 25 26 4 4 4 4 4 4 4 4 4 MS011MQ MS021MQ MS022MQ MS071MQ MS072MQ MS081MQ MS082MQ MF011MQ MF031MQ Maquina Escuadradora Maquina Sierra huincha Maquina Sierra huincha Maquina Tupi Maquina Tupi Maquina Despuntadora Maquina Despuntadora Maquina Doble Escuadradora Maquina Groseadora Invicta Invicta Invicta Invicta Invicta Pistorius Pistorius Wadkin Invicta SCI-320 SFI-80 SFI-80 TI-14 TI-14 RH16C-P RH16C-P WN-444 DGI-63D 1507 1499 2094 2257 291354 291357 84009 1654 BRASIL BRASIL BRASIL BRASIL BRASIL USA USA ALEMANIA BRASIL 2005 2005 2005 2005 S/A S/A 1996 2005 2005 2005 2005 2005 2005 2005 2005 2005 2005 Área 5.- Sección Ensamblado.- esta sección se encarga de perforar las tablas de madera procesadas en las anteriores secciones para el ensamblado final, las maquinas que existen en esta sección son: taladros de pedestal fijo y taladros manuales neumáticos, para atornillar 27 28 29 30 31 5 5 5 5 5 MF091MQ MC011AC MC021AC MC031AC MC041AC Torno Taladro 1 Taladro 2 Taladro 3 Taladro 4 Dekma Asaki Asaki Asaki Asaki ZJ411916 2005 2005 2005 2005 2005 JAPON JAPON JAPON JAPON ZJQ4120 ZJ4120F Área 6.- Sección de Arreglado En esta sección se corrigen los defectos de maquinado y los defectos de madera para que se puedan incluir en los despachos. Así como el proceso de aceitado y pintado de las tablas de madera, para su protección. En esta sección se encuentran dos máquinas aceita doras o imprimantes, las cuales funcionan con una bomba de diafragmas accionadas por aire comprimido 32 33 6 6 MF041AC Maquina Impregnadora MF042AC Maquina Impregnadora Schiele Schiele 48901027 HOLANDA HOLANDA 2005 2012 2005 2012 Área 7.- Sección de Embalado.- La sección de embalado se dedica exclusivamente a preparar los paquetes de los pedidos para ser enviados al cliente, su principal función es conformar los paquetes, etiquetarlos de acuerdo al producto, y enzunchar los paquetes colocados sobre una base de pallet de madera. Esta sección es de control de calidad. Área 8.- Sección de Mantenimiento la sección de mantenimiento es una unidad de servicio general a la planta de producción, esta dividida en tres sub secciones que son: Mantenimiento Preventivo, Correctivo Afilado de cuchillas rectas y Molduras Afilado y Laminación de Sierra Cinta 41 42 43 44 45 46 9 9 9 9 9 9 MA011AF MA012AF MA021AF MA041AF MA031AF MA051AF Afiladora Rondamat Afiladora Rondamat Afiladora Afiladora Afiladora Circulares Afiladora Universal Weinig Wenig ERMA Schneeberger Vollmer Schneeberger R931 R960 ASM-10 PEULEN FINIMAT IIA 9ARIES 47 48 49 50 51 52 9 9 9 9 9 9 MA061AF MA062AF MA071AF MA081AF MA091AF MA092AF Afiladora sierra cinta Afiladora sierra cinta Maquina soldaora cintas Maquina Stelitadora Laminadora de rodillos Laminadora de rodillos Vollmer Vollmer Vollmer Vollmer Brenta Vollmer CANA/S CANA/S LS-200 GWM-10U S/N VWM40U 53 54 55 56 9 9 9 9 MA101AF MA111AF MA121AF MM011MT Esmeril Cortadora Afiladora Universal Soldadora de Arco 931-968 101322 #0056/72 Apus 1614 13248 ALEMANIA ALEMANIA ALEMANIA HOLANDA ALEMANIA SUIZA 1988 2004 1972 1989 S/A S/A 2005 2005 2005 2005 2005 2005 1124 1261 #0265 #00310 s/n 2399 ALEMANIA ALEMANIA BRASIL BRASIL s/p ALEMANIA 1974 1974 2006 2006 s/a 1985 2005 2005 2006 2006 2005 2005 2005 2005 2005 2005 Servicios Planta Dekma.- Los Principales servicios a la planta Industrial de DEKMA BOLIVIA S.A. son: Aire Comprimido, para lo cual se necesita un compresor de aire tipo tornillo para distribuir aire a las diferentes secciones donde se requiere aire comprimido. Sistema de Extracción de Polvo y aserrín.- Este sistema centralizado cuenta con cuatro extractores (Blowers) que sacan el aserrín que las maquinas generan en las operaciones de corte en la madera todo este desperdicio va hacia un sistema de filtros donde se recolecta y descarga a un contenedor de aserrín y polvo. Energía eléctrica.- La energía eléctrica es suministrada por una empresa de servicios eléctricos ELECTROPAZ, quien entrega un voltaje de 69000 Volt y llega a una sala de transformación donde dos transformadores eléctricos de 500 KVA y 400 KVA de capacidad transforman la energía eléctrica requerida por la empresa Dekma s.a. A 380 V trifásico Abastecimiento de agua potable.- El suministro de agua es realizada por una empresa EPSAS Gas natural.- Este servicio de abastecimiento de gas natural es realizada por la empresa YPFB a través de su red de tuberías de GN en la ciudad del Alto 57 58 10 10 MI021PL MI031PL Compresora de aire tornillo Compresora de aire tornillo Gardner Denver Ingersoll Rand EBEOGJ UPS-30-8,5 U67217 2243818 USA USA 1996 2005 2005 2005 59 60 61 10 10 10 MIO51PL MI052PL MI053PL Extractor de aserrin Extractor de aserrin Extractor de aserrin Holtrop Jansma Holtrop Jansma Holtrop Jansma ETV 600 ETV 600 ETV 600 8008554B 8008555B 8008553B HOLANDA HOLANDA HOLANDA 2005 2005 2005 2005 2005 2005 62 63 10 10 MI081PL MI071PL Transformador 1 Transformador 2 Rymel Romagnole 500KVA 400KVA 200907023A COLOMBIA 141095 BRASIL 2009 1994 2005 2005 Equipo de servicio a planta FASE 1: LISTADO DE FUNCIONES Y ESPECIFICACIONES Completar esta fase significa detallar todas las funciones que tiene los sistemas de producción de Dekma Bolivia S.A. Cuantificando cuanto sea posible como se lleva a cabo esa función. Área 1.- En la sección de patio los sistemas más importantes son el servicio de montacargas y el sistema de secado de madera: El montacargas es una unidad móvil con motor de combustión a GLP y a Gasolina, siendo este sistema el más importante para su función. El motor de combustión a GLP, genera la fuerza hidráulica que necesita este equipo para poder levantar los diferentes paquetes de madera Componentes de un motor a Gas GLP O GNV El diagrama mostrado arriba, es el principal sistema de funcionamiento del motor de un montacargas MANTENIMIENTO SISTEMA SUB SISTEMA COMPONENTES Sistema Admision y Escape Filtro de aire, multiple admision, carburador Esta unidad tiene la f uncion de f iltrar el aire hacia la camara de combustion y mesclar con el combustible para el f uncionamiento Culata Valvulas Balancines estas Valvulas se encuentran sincronizadas con el tiempo de apertura y cuierre para poder obtener el mayor rendimiento de motor Sistema de Lubricacion Bomba de aceite Cigueñal Block Motor MOTOR Sistema de Combustible La biela es un elemento mecanico que sometido a esf uerzos de traccion o compresion , transmite el movimiento articulado a otras partes de la maquina para conectarse a otras dos piezas el piston y el ciguenal. Cojinetes de bancada Estos elementos son los que encuentran en el block del motor se encargan de mantener la lubricacion al giro del ciguenal y mantenerlo ajustado Bomba de combustible Es un dispositivo que entrega combustible para la ignicion en el motor, la bomba de combustible es la responsible de suministrar combustible al resto del sistema carburador , inyectores Unidad reguladora de presion GLP Este dispositivo regula la presion del gas GLP o GN, para ser introducido al mesclador en un motor a combustion interna Inyectores, carburador Un inyector utiliza el combustible a alta presion que sale de la boquilla a alta velocidad, el Carburador es un sistena que mescla aire-combustible para la combustion en motores Radiador Sistema de Refrigeracion Motor de arranque SISTEMA ELECTRICO La f uncion de esta bomba es la de llevar aceite por todos los cojinetes donde descansa el ciguenal, asi como el de lubricar los pistones y guias de valvulas hasta el eje de levas es un eje acodado que transf orma el movimiento rectilineo en circular unif orme, accionado por los pistones y anormalmente esta hecho de acero con perf oracione para el paso del aceite Pistones y Bielas Filtros Los f iltros de combustible y lubricantes son para controlar la contaminacion presente en los f luidos del sistema, elimina particulas en suspencion del aire etc Intercambiador de calor donde se enf ria el agua que circula por el block del motor Bomba de agua La f uncion de esta bomba es llevar agua ref rigerante a traves del motor para enf riar las temperaturas altas de combustion Termostato La f uncion del termostato consiste en evitar que el agua f luya dentro del motor hasta que este no tenga la tempreratura de f uncionamiento, dejando circular el agua por el sistema de enf riamiento Bateria El sistema electrico contituyem la bateria chapa de contacto y motor de arranque Chapa de contacto El motor de arranque se emplea para f acilitar el encendido en los motores de com bustion interna para vencer la r4esistencia inicial de los componentes cinematicos Bendex Elemento electrico de acople al volante del motor Es una maquina electrica que transf orma energia mecanica en energia electrica mediante induccion magnetica, su principal f uncion es proveer de energia a todo el sistema de electrico del montacargas iluminacion mediante f aroles, senales de control y mantener las bujias con energia Alternador Faroles Circuitos Electricos Bomba HD transmision TREN DE POTENCIA FUNCION Caja reductora de velocidad Transmision Convertidor de par Valvulas de comando Diferencial (corona) El tren de potencia es una de las partes mas importantes del montacargas y es el encargado de convertir la energia del combustible en movimiento del sistema de traccion para impulsarlo.El tren de potencia esta dividido en varias partes con f unciones especif ica estas son el motor el embrague encargadi de conectarse y desconectarse el motor con el reto de teen de f uerza de f orma automatica , una caja de velocidades o de transmision sirve para transmitir el movimiento a dif erentes velocidades y un eje de transmision que se acopla a una corona dif erencial. Bombas Hidraulicas Palancas de mando SISTEMA HIDRAULICO Valvulas de regulacion Cilindros de levante Cilindros de direccion El sistema hidrulico de un montacargas esta constituido por una bomba hidraulica de engranajes, acoplado al convertidor de par, esta bomba alimenta a traves de tuberias y mangueras elaceite que circula por el sistema con el objetivo de accionar los dif erentes actuadores del montacargas que son valvulas de palanca, y cilidros de levante y de direccion Mangueras y niples Cilindro de Freno SUSPENCION Llantas delanteras Y FRENOS Llantas de direccion Freno de parqueo El sistema de suspencion es individual en cada rueda, su principal f uncion es reducir la vibracion del montacargas cuando este esta trasladando carga, este sistema de suspencion tiene ruedas y un sistema de f renos Secadero de madera Bes Bollmann. Este tipo de secadero esta equipado con un sistema de calefacción suministrado por un caldero de agua. Un sistema de recirculación del aire en el interior de la cámara. Un sistema de control electrónico inalámbrico el cual registra todos los datos de secado, humedad relativa de ambiente, temperatura de la cámara, contenido de humedad de la madera. Esquema secadero de madera Cámara de secado 1 Equipo de control 2 Radiador intercambiadores de calor 3 Clapet ventanillas de intercambio de aire entrada y salida 4 Toberas de Humidificador 5 Ventiladores 6 Sensor de temperatura y humedad 7 Control de caldera Equipamiento de la cámara de secado Para dar calor a la cámara de secado se utiliza una fuente térmica, siendo en este caso el vapor de agua y el agua caliente, este fluido térmico se consigue a través de las calderas de calefacción industrial, que utilizan como combustible gas natural. El fluido térmico se hace circular a través de unos radiadores de calor especiales instalados en el interior de la cámara los cuales ceden el calor a la madera, al pasar a través de ellos el aire impulsado por los ventiladores de circulación y así mismo a través de la carga de madera. El clima artificial de la cámara permite el secado progresivo de la madera hasta el contenido de humedad final deseado. La cámara de secado tiene un equipo térmico que consta de los siguientes elementos: Una caldera de vapor que incorpora en su interior tuberías de acero para la transmisión de calor, esta formado por un cuerpo cilíndrico de posición horizontal, y un hogar tubular para el fuego. Un quemador a Gas Natural este equipo calienta el fluido que contiene la caldera, en este caso es agua que se transforma en vapor Manifold de Válvulas A través de este Manifold se distribuye el fluido caliente a las diferentes cámaras de secado que circula por efecto de la presión por lo radiadores. La empresa Dekma Bolivia esta equipada con ambos sistemas de calefacción caldero a vapor y caldero a agua caliente. El caldero de vapor Quemador a gas natural Sala de calderos Manifold de válvulas 1.- Sistema de calefacción: La caldera es un sistema que se utiliza para el calentamiento de un fluido en un cilindro de 1.45 mt de diámetro y 3 mt de largo, tiene un quemador a gas natural de capacidad 135000 kcal/hr, El caldero genera vapor y envía el fluido caliente al interior del secadero a través de tuberías al intercambiador de calor Diagrama caldero 2.- Sistema de circulación de aire y ventiladores: El sistema de circulación comienza del caldero, el vapor sale del caldero por las tuberías e ingresa a un grupo de serpentines llamados radiadores los cuales intercambian el calor con el flujo de aire que hacen circular los ventiladores de capacidad de 4 KW x 5 motor eléctricos, cuando el ambiente es demasiado seco, se inyecta agua pulverizada a través de sistema de humidificación para aumentar la humedad relativa del secadero y tener un ambiente controlado. Sistema de circulación 3.- Sistema de control de temperatura: El sistema de control de temperatura, humedad y los programas de secado es un equipo especial diseñado para dicho propósito, que de acuerdo al tipo de madera y espeso a secar, se ajusta un programa de secado que va realizándose en etapas y fases dependiendo del tiempo. En la empresa DEKMA BOLIVIA S.A. contamos con un sistema de secado convencional de aire caliente que tiene un sistema de control automático censando los diferentes estados del ambiente en el interior de la cámara de secado como en la misma madera Tableros de control Caldero de agua caliente Manifold de válvulas Secaderos Control de secado por computador La empresa Dekma Bolivia cuenta con la tecnología mas moderna en sistemas de secado de madera, esto con el objetivo de proveer a los diferentes clientes una excelente calidad de productos en maderas los cuales son calidad exportación, la adquisición de secaderos modernos de industria Holandesa garantizan este propósito de marca Bes Bollmann , estos secaderos están construidos en estructura de aluminio y acero inoxidable, aislado con fibra de vidrio y recubiertos con laminas de aluminio cuenta con un sistema de control computarizado y automatizado. Los secaderos anteriores de la empresa Dekma Bolivia son en construcción de bloques de hormigón, equipado con radiadores, sensores, ventiladores de industria italiana CoPCAL. Estos dos sistemas de secado garantizan los productos de madera. Dimensiones Interior Dimensiones Exterior Capacidad Sistema de Calentamiento Construcción Sistema de Circulación de aire Sistema de Calentamiento de aire Atmosfera Controlada Cantidad Utilización Secadero CopCal Largo 7,2 metros Ancho 8.3 metros Alto 5.0 metros Largo 7.5 metros Ancho 8.5 metros Alto 5.4 metros 70 m3 = 30 000 pie tablar Vapor , caldero de capacidad de 507,000kcal/hr, potencia BHP 60, producción de vapor 770 kg/hr presión de trabajo 8 a 10 bar El secadero esta construido en bloques de hormigón, con techo de losa rígida, y piso de losa de hormigón, canales de drenaje para descarga de agua y pintura epoxi especial en el interior El secadero tiene un sistema de circulación de aire forzado que hace recircular el aire continuamente a través de los intercambiadores de calor y las pilas de madera mediante ventiladores 4Kw x 5 El sistema de calentamiento de aire esta controlado por un termostato regulable que conecta y desconecta el sistema de calefacción, manteniendo la temperatura en el horno dentro los limites establecidos Para controlar el ambiente en el interior del secadero ya sea aumentando la humedad esta equipado con toberas de aspersión que inyectas agua pulverizada 2 secaderos Secaderos Bes Bolmann Largo 10,4 metros Ancho 6.5 metros Alto 4,15 metros Largo 10,55 metros Ancho 6,55 metros Alto 5.37 metros 75 m3 = 32 000 pie tablar Caldero de agua caliente presurizada de capacidad 1349 Kw, 6 bar, 100oC Secadero empleado para pallets de madera Secadero para madera aserrada diferentes especies El secadero esta construido sobre una losa de hormigón, sus paredes son de laminas de acero inoxidable en el interior y fibra de vidrio como paneles de aislación y laminas de aluminio en el exterior El secadero tiene un sistema de circulación de aire forzado que hace recircular el aire continuamente a través de los intercambiadores de calor y las pilas de madera mediante ventiladores 3Kw x 5 El sistema de calentamiento de aire esta controlado por un sensor de temperatura y sensor de humedad que regulan el sistema de calefacción manteniendo la temperatura dentro lo requerido por el secado Para controlar el ambiente en el interior del secadero ya sea aumentando la humedad esta equipado con toberas de aspersión que inyectas agua pulverizada 6 secaderos CARACTERISTICAS DE SECADO EN SECADERO COPCAL El Calentamiento e inicio de operación del horno El calentamiento del horno se realiza con vapor saturado a una tasa de 5 ºC por hora. La elevación se aplica hasta alcanzar la temperatura del primer paso del programa; para ello se fija el termostato al mismo nivel de temperatura del termómetro de bulbo seco y bulbo húmedo. Seguidamente se acciona el paso del vapor a las principales cañerías de distribución que alimentan los vaporizadores y radiadores. Operar los instrumentos de control eléctricos. Purgar las cañerías de vapor para remover el agua y la suciedad acumulada. Las chimeneas o ventilas (Clapets) se mantienen cerradas durante el calentamiento del horno. Estas ventanillas se van abriendo progresivamente hasta su totalidad en las etapas más avanzadas del secado. Una hora después de que el TBS(Temperatura de Bulbo Seco) alcanzó la temperatura inicial del programa se fija la TBH ( Temperatura de Bulbo Húmedo) al valor que corresponda, según el inicio del programa se prosigue con éste, controlar el secado hasta el momento de ejecutar el equilibrado. Tratamientos de Igualación y Acondicionamiento Igualación o Equilibrado El igualado se realiza de la siguiente manera: Se inicia cuando el contenido de humedad de la muestra más seca del horno es un 2% más bajo que el contenido de humedad promedio que se busca al final del secado. cuando se desea un contenido de humedad final de 10%, el tratamiento de igualado empieza cuando la muestra más seca llegue a 8%. Se establece una temperatura y humedad relativa dentro del horno que corresponda al contenido de humedad de la muestra más seca. fijando una depresión psicométrica que corresponda a un 8% de humedad en la madera. En este caso, la TBS=82 ºC , CHE=8%, la depresión psicométrica es 10 ºC o sea, la TBH se fija en 72 ºC. Ello permite elevar la HR (Humedad Relativa) dentro del horno de 25% a 64% Se continúa el tratamiento de igualado hasta que la muestra más húmeda alcanza el promedio final buscado de contenido de humedad de la madera. Acondicionamiento Logrado el tercer paso del igualado, el tratamiento de acondicionado se aplica de la siguiente forma: Mantener la temperatura del horno como en el paso final del programa a menos que la depresión psicométrica buscada no pueda establecerse a esa temperatura. En ese caso, se disminuye la temperatura del bulbo seco al valor que tenía el horno, iniciado el acondicionamiento. Establecer una humedad relativa que proporcione un contenido de humedad de equilibrio de la madera de aproximadamente un 4% por encima del promedio final buscado de contenido de humedad. El tratamiento de acondicionado continúa hasta que las tensiones se hayan liberado, Pruebas Finales de Control de Humedad, su Distribución y las Tensiones de la Madera Después de que se ha secado en el horno una determinada carga de madera, se cortan tres secciones de 1" de cada muestra del horno secador y 6 a 9 secciones de otros tablones en una carga completa del horno, para comprobación definitiva. Estas muestras se destinan a las pruebas finales de contenido de humedad promedio, para la distribución de la humedad periférica y del centro de la tabla, y para las pruebas de tensión en la madera (pruebas de tenedor). Las secciones deben ser cortadas a una distancia de por lo menos 15 cm del extremo en caso de las muestras de secado y a 60 cm del extremo de las tablas y tablones. Control del Horno Las condiciones de temperatura y humedad dentro del horno deben ser manipuladas frecuentemente según los requerimientos del horario particular o Programa de secado en uso y por ello, es esencial disponer de un control exacto de las condiciones de secado en todo momento. El control de las condiciones de la cámara de secado esta realizado por un equipo automático bajo un software especialmente diseñado para el secado. Este control principalmente se dirige a las mediciones de la temperatura, humedad relativa y velocidad del aire. Para ello, se emplean sensores de temperatura. Sensor de humedad, Sensor de humedad en la madera. Sensor de humedad en la madera humedad relativa Sensor de temperatura Sensor de Los secaderos de Dekma en los cuales se realiza el secado de pallet de madera están equipados con un sistema de control automático y electrónico los cuales son operados por un software MP8, de diseño americano el sistema es Inalámbrico, es decir que se transmite la información de datos mediante una frecuencia especial de transmisión cada elemento de control tiene una caja donde esta el emisor y dirige la información a otra caja receptora Diagrama del Lignomat Este sistema de control moderno viene instalado en una PC y software (propiedad de Lignomat) se llama MP8, que requiere el manejo de una persona calificada en secado de madera tanto para el seguimiento del programa de secado como para la toma de decisiones en caso de fallas en el secadero. Para el control del secado también se tiene un control manual. El cual se coloca muestras de madera 2 piezas por secadero. Y se va controlando mediante peso la perdida del agua en la muestra de madera registro que se lleva a cabo cada día por un encargado. Área 2.- Sección de Pre dimensionado.- En esta área existen 2 tipos de máquinas para el corte de madera a dimensiones establecidas por producción. Sierra de banda des dobladora (Re aserrío) El cuerpo de maquina, recibe el nombre por definición de Re aserrío (o Des dobladora de Cinta) en él se encuentran montados los volantes donde se coloca la sierra de cinta para realizar la función de corte. Las partes de la maquina son: Columna o pedestal.- cuerpo en fundición que soporta los volantes superior e inferior sostiene los ejes de movimiento y mecanismos de transmisión para la realización del proceso de aserrío Guías.- estas guías son de subida y bajada del volante la función de estas guías es para mantener recta la sierra es un mecanismo que cambia de posición vertical dependiendo de la altura de la madera a cortar, en algunos casos estas guías son de accionamiento mecánico y otras motorizadas Volante Inferior.- El cual siempre es fijo y esta obligado a encajar perfectamente en el emplazamiento que viene determinado desde fabrica. La importancia de esto es que este correctamente colocada y mantenga el grado de horizontalidad y perpendicularidad correcta, si esto se cumple con exactitud se tiene gran parte del montaje resuelto. El volante esta fijo al pedestal o columna de la maquina, contienen un eje apoyado en rodamientos de sustentación, el eje tiene una polea acanalada para conectarse por medio de correas al motor de accionamiento Volante superior.- Este volante es móvil en el sentido de izquierda a derecha. Sirve para poder nivelar exactamente en el periodo de montaje la posición de la sierra hasta que consigamos que las líneas perpendiculares y horizontales estén perfectamente alineadas. El volante superior esta montada excéntrica mente para la inclinación del volante tiene un sistema de lubricación y/o de refrigeración, limpiadores. Manivela de regulación de la inclinación del volante sistema de tensión de la sierra en algunos casos tienen un sistema hidráulico y en otros un sistema de contrapesos. Es muy frecuente que ocurra un error que estén moviéndolos continuamente en cada posicionamiento de la sierra cinta queriendo compensar el error de un tensionado deficiente, en el taller de afilado. Es la sierra cinta siempre la que deberá adaptarse al volante y nunca el volante a la sierra cinta. Máquinas de sierra de corte longitudinal Rip Saw, Multi sierras: La maquina de corte longitudinal o multi sierra rip saw, es una maquina robusta con un eje donde se colocan sierras circulares, generalmente están alineadas y alimentadas por una cadena tipo oruga Disposición de las sierras de corte en una maquina rip saw Esta realiza un corte longitudinal, para un ancho determinado es una maquina importante en la pre dimensión de una línea de producción industrial maderera Forma de alimentación a una maquina Rip Saw Área 3 Moldurado Moldurera La moldurera está construido sobre un bastidor de fierro macizo que minimiza las vibraciones y se transforma en una base confiable para la marcha suave de las piezas hacia los husillos y elementos de avance, esta característica se refleja en productos precisos Tanto el bastidor como la mesa de trabajo están fabricadas en materiales altamente resistentes, dado que son los ejes de desplazamiento para las piezas a maquinar, los rodillos de avance husillos de corte y otros elementos están anclados. El funcionamiento de una moldurera es simple y muy sencillo: se introducen las piezas de madera pre dimensionadas por la mesa de entrada ya sea de forma manual o automática (cuando la maquina forma parte de una línea de producción) los rodillos de avance ubicados a lo largo de la maquina tanto debajo la mesa y por encima de la mesa de trabajo, estos rodillos transportan las piezas de madera hacia los husillos que contienen cuchillas de corte que giran a gran velocidad y conforman un diseño especifico a la madera. Dicho diseño es previamente elaborado en las cuchillas o en las fresas que se montan en los husillos. Las piezas molduradas salen exactas y listas para un proceso posterior de lijado y pintado si así se requiere. La mesa de trabajo que son metálicas reforzadas y cromadas para trabajar maderas duras y MDF Cuchillas Husillos y Cabezales siendo estos los encargados de hacer el trabajo fuerte, deben ser de excepcional calidad: por ello se recomienda el uso de cuchillas elaboradas en acero rápido, HSS material que brinda un buen acabado y excelente duración para soportar 6000 rpm. La cantidad de husillos a usar es muy variable de acuerdo a la complejidad del diseño, sin embargo se recomienda disponer como mínimo de cuatro husillos con movimiento axial y radial que permita ajustar los cabezales Mecanismo de avance la velocidad de desplazamiento de las piezas de madera está determinada por los rodillos de avance, que tiene un mecanismo mecánico de variación de velocidad o variador. Motores para que todo el sistema funcione como una moldurera posee, por lo regular un motor que cumple con las distintas exigencias de potencia requerida por el operador por ello en un sistema básico se recomiendan motores trifásicos de 5,5 KW 10 Hp hasta 15 HP, en maderas duras se emplean hasta 20 Hp. Generalmente las moldureras modernas vienen con un sistema de bomba de lubricación y de fácil Acceso, esto en las modernas moldureras los puntos de engrase centralizados tanto para el motor, como para la estructura Elementos de seguridad Una moldurera de origen europeo viene con las disposiciones internacionales en materia de seguridad, las moldureras deben contar con un sistema de freno de husillo, para que detenga el giro de las cuchillas en aproximadamente 10 segundos después de haber sido accionados Extracción de polvo Como toda máquina diseñada para la industria maderera que genera residuos como partículas de polvo, las normas internacionales exigen que la moldurera posea un sistema de seguridad ambiental el cual es un sistema de succión y extracción ubicada en cada husillo, conectadas a un extractor de potencia dimensionada al requerimiento de la maquina adicionalmente, es necesario un compresor de aire para alimentar el sistema neumático de avance de la madera Maquina Moldurera H23 Área 4.- Sección maquinado En esta sección se encuentran la mayoría de las máquina de carpintería en esta sección se realiza las principales transformaciones de la madera para fabricar productos finales, el proceso es dar un acabado a las piezas para el ensamble final son las que le dan forma al producto final; en maquinado se prepara el producto moldurado a las medidas ultimas para su respectivo ensamble. El empleo de máquinas como la trozadora es para realizar el corte a escuadra de despuntes, la maquina doble escuadradora es para realizar cortes en línea continua de piezas para el ensamble. Maquina doble escuadradora Despuntadora Tupi Área 5.- Sección Ensamblado Sección de armado y ensamblado de piezas para formar el mueble, las piezas armadas de partes de jardín, etc. Esta sección cuenta con máquinas perforadoras para colocar los sujetadores de tornillo y/u otros elementos de juntas. Área 6.- Sección de Arreglado En esta sección se corrigen algunos defectos de la madera como ser ojos, manchas o fallas de maquinado que estén en el rango de calidad siempre y cuando no afecte la pieza total. La sección de arreglado es un trabajo manual tipo tallado, ya que con un formón deben hacer cortes en la madera sacando los defectos para colocar pedazos de madera remplazando las deformaciones con un poco de pegamento Área 7.- Sección de Embalado La sección de Embalado cuenta con personal especializado en este trabajo ya que tiene que colocar identificación al tipo de producto que se está embalando, el proceso de trabajo es sencillo. Formación de un paquete para embalado Primero se debe clasificar el producto terminado y realizar un paquete sobre un pallet de madera para su transporte, colocar sticker de identificación del producto como del tipo de madera, y marcas piro grabadas del tipo de madera que en este caso en madera certificada FSC Conformación de un paquete de producto terminado Almacenaje de productos en paquetes Área 8.- Sección de Mantenimiento En otra hoja determinación FASE 2: DETERMINACION DE FALLAS FUNCIONALES Y TECNICOS Una falla es la incapacidad de un elemento de máquina en cumplir alguna de sus funciones. Realizamos un correcto listado de las funciones es fácil determinar las fallas Es conveniente hacer una distinción entre fallas funcionales y fallas técnicas definiremos como fallo Una Falla Funcional es aquella falla que impiden al sistema en su conjunto cumplir su función principal Las fallas técnicas afectan tanto a sistemas como a subsistemas o equipos. Una falla técnica es aquel que, no impidiendo al sistema cumplir su función, supone un funcionamiento anormal de una parte de éste. Estas fallas, aunque de una importancia menor que las fallas funcionales, suponen funcionamientos anormales que pueden tener como consecuencia una degradación acelerada del equipo y acabar convirtiéndose en fallas funcionales del sistema. Histórico de averías El histórico de averías es una fuente de información valiosísima a la hora de determinar las fallas potenciales de una instalación. El estudio del comportamiento de una instalación, equipo o sistema a través de los documentos en los que se registran las averías e incidencias que pueda haber sufrido en el pasado nos aporta una información esencial para la identificación de fallas. En la empresa DEKMA BOLIVIA no existía un archivo histórico de averías suficientemente fiable, en el que se hayan registrado de forma sistemática cada una de las averías, que hayan tenido cada equipo en un periodo determinado. Pero a partir del año 2012 se pudo registrar aquellas fallas más relevantes e importantes lo cual nos permite estudiar el historial, con algo de imaginación, siempre es posible buscar una fuente que nos permita estudiar el historial del equipo: - Estudio de los partes de trabajo, de averías, etc. Agrupando los partes de trabajo por equipos es posible deducir las incidencias que han afectado a la máquina en un periodo determinado - Facturas de repuesto. Es laborioso, pero en caso de necesitarse, puede recurrirse al departamento de contabilidad para que facilite las facturas del material consumido en mantenimiento en un periodo determinado (preferiblemente largo, 5 años por ejemplo). De esta información es posible deducir las incidencias que han podido afectar al equipo que se estudia - Diarios de incidencias. El personal de turnos utiliza en ocasiones diarios en los que refleja los incidentes sufridos, como medio para comunicárselos al turno siguiente. Del estudio de estos diarios también es posible obtener información sobre averías e incidentes en los equipos. En otras plantas, la experiencia acumulada todavía es pequeña. Hay que recordar que las plantas industrial suponen el empleo de una tecnología relativamente nueva, y es posible que la planta, objeto de estudio lleve poco tiempo en servicio. Personal de mantenimiento Siempre es conveniente conversar con cada uno de los miembros que componen la plantilla, para que den su opinión sobre los incidentes más habituales y las formas de evitarlos. Esta consulta ayudará, además, a que el personal de mantenimiento se implique en el RCM. Como veremos en el apartado correspondiente, la falta de compromiso del personal de mantenimiento será una dificultad para su puesta en marcha del plan de mantenimiento resultante. Personal de producción Igual que en el apartado anterior, la consulta al personal de producción nos ayudará a identificar las fallas que más interfieren con la operación de la planta. Diagramas lógicos y diagramas funcionales Estos diagramas suelen contener información valiosa, incluso fundamental, para determinar las causas que pueden hacer que un equipo o un sistema se detengan o se disparen sus alarmas. Los equipos suelen estar protegidos contra determinados fallos, bien mostrando una alarma como aviso del funcionamiento incorrecto, bien deteniéndolos o impidiendo que se pongan en marcha si no se cumplen determinadas condiciones. El estudio de la lógica implementada en el sistema de control puede indicarnos posibles problemas que pudiera tener la instalación FASE 3: DETERMINACIÓN DE LOS MODOS DE FALLA Cada Falla, Falla Funcional o Falla Técnica puede presentar múltiples modos de fallos cada modo de falla puede tener a su vez múltiples causas, y estas a su vez otras causas, hasta llegar a lo que se denomina “causas raíces”. No obstante la experiencia demuestra que mucho análisis del problema y datos excesivos. El análisis termina abandonándose. Por lo tanto es importante definir con qué grado de profundidad se van a estudiar los modos de falla, de manera que el estudio sea técnicamente factible. POR SISTEMAS DE SERVICIO Compresora de aire Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla eléctrica en motor eléctrico de accionamiento 2.- Sobre calentamiento en enfriador de aceite 3.- Bajo nivel de aceite 4.- Rotura de correa de accionamiento Secaderos de madera Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla sistema Eléctrico en el control Tromatic 910 2.- Falla en emisor de señal y receptor de señal en los transmitter 3.- Falla en sistema de calefacción caldero válvulas de 3 vías servomotores 4.- Falla en sistema de secado programa sub rutinas etc. Sistema de succión de aserrín Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla sistema Eléctrico de control 2.- Falla en ventilador de transporte por taponamiento en contenedor 3.- Falla en sistema de transporte de cadena filtros 4.- Falla en correas de transmisión ventiladores de succión Sistema de suministro eléctrico Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla sistema Eléctrico de control 2.- Falla en ventilador de transporte por taponamiento en contenedor 3.- Falla en sistema de transporte de cadena filtros 4.- Falla en correas de transmisión ventiladores de succión Sistema de Gas Natural Los modos de fallos, o causas que pueden hacer ocasionar un fallo pueden ser las siguientes: 1.- Falla por desabastecimiento de fluido por la suministradora YPFB 2.- Falla por fuga en algún punto de soldadura que puede ser por causas de oxidación 3.- Falla en sistema de distribución interna por reguladores de presión, tuberías, llaves de paso 4.- Falla el Puente de Regulación y Medición (PRM) sistema critico POR SECCIONES DE TRABAJO Sección patio Montacargas Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla de funcionamiento motor por falta de limpieza converter de GLP 2.- Falla de funcionamiento motor por falla en batería 3.- Falla de funcionamiento motor por falla en control electrónico de motor 4.- Falla del sistema hidráulico 5.Sección Pre dimensionado Sierra re-aserrío Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla de funcionamiento motor por falta de limpieza 2.- Falla de corte por laminación 3.- Falla de corte por desgaste de bombeo de volantes 4.- Falla del sistema lubricación 5.Sección Maquinado Moldurera Los modos de fallos, o causas que pueden hacer un fallo puede n ser las siguientes: 1.- Falla eléctrica algún final de carrera de tope 2.- Falla eje hidrocentrante rodamientos 3.- Falla rodillos de avance mecanismo de elevación 4.- Falla calidad de corte desbalanceo en cuchillas 5.- Falla guías y mesas Sección Ensamblado Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla de funcionamiento en sistema de suministro de aire 2.- Falla de funcionamiento mecanismos de sujeción atornilladores 3.- Falla de funcionamiento 4.- Falla del sistema 5.Sección embalaje y despacho Los modos de fallos, o causas que pueden hacer un fallo pueden ser las siguientes: 1.- Falla de funcionamiento herramientas de embalado 2.- Falla de funcionamiento sunchadoras y grapadoras 3.- Falla de funcionamiento montacargas de transporte