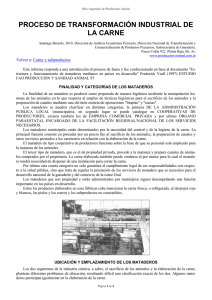
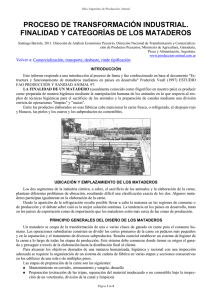
1. FINALIDAD Y CATEGORIAS DE LOS MATADEROS La finalidad de un matadero es producir carne preparada de manera higiénica mediante la manipulación humana de los animales en lo que respecta al empleo de técnicas higiénicas para el sacrificio de los animales y la preparación de canales mediante una división estricta de operaciones “limpias” y “sucias”. Y al mismo tiempo facilitar la inspección adecuada de la carne y el manejo apropiado de los desechos resultantes, para eliminar todo peligro potencial de que carne infestada pueda llegar al público o contaminar el medio ambiente. Examen de los tipos existentes de mataderos Los mataderos se pueden clasificar en los tipos siguientes: 1. 2. 3. 4. de la administración pública local (municipales) cooperativas de productores empresa comercial privada órgano paraestatal encargado de la facilitación regional/nacional de los servicios necesarios Las funciones concretas de los mataderos municipales están principalmente determinadas por la necesidad del control y de la higiene de la carne. La principal función consiste en proceder (por un precio fijo) al sacrificio de los animales, la preparación de canales y otros servicios prestados a los carniceros en relación con la elaboración de la carne. Frecuentemente están subvencionados con cargo a los ingresos locales al no poder llevar a cabo plenamente las operaciones adicionales que los mataderos privados están destinados a realizar. El matadero de tipo cooperativa de productores funciona sobre la base de que su personal está empleado para la matanza de los animales, la preparación de canales y la recuperación de subproductos de los animales de su región de producción correspondiente. El tercer tipo de matadero, que es el de propiedad privada, procede a la matanza y prepara canales de animales comprados por el propietario o producidos en su propia explotación. La carne elaborada puede venderse también al por menor para lo cual el matadero tendrá necesidad de disponer de una instalación para cortar la carne. A menudo, la propia fábrica de productos cárnicos es la que sostiene ese tipo de matadero, cuando no es un grupo de supermercados o mayoristas completamente integrado que necesita unas cantidades regulares de trozos cortados para la venta al por menor. Un matadero mediano y todas sus partes se considerarían como el estricto mínimo de una opción viable con respecto a este tipo particular de actividad. La cuarta categoría no sólo garantiza el cumplimiento legal de sus responsabilidades con respecto a la salud pública, sino que trata de regular la prestación de los servicios de matadero que se necesitan para el desarrollo nacional de la ganadería y del comercio de la carne en general. Los mercados de animales vivos y de carne suelen estar relacionados con los mataderos públicos, mientras que otros grupos de mataderos no suelen atender a estos mercados, al concertar los propietarios contratos de compra con productores con metas de especificación e incentivos incorporados para conseguir un producto apetecible y a menudo variable. - Mataderos/fábricas de carne adecuados para el mercado interno Aunque están disminuyendo en los países industrializados, los mataderos que son propiedad y están administrados por municipios siguen desempeñando una función importante en los países en desarrollo. A falta de empresarios privados, pueden aportar la necesaria centralización de la matanza de animales para garantizar una preparación y distribución higiénicas de la carne, el uso económico de un número escaso de veterinarios y de recursos y la recuperación, retención y elaboración de desechos de matadero. La mejor manera ‘de conseguir estos objetivos consiste en proporcionar un matadero de tipo industrial cercano, aunque en las regiones rurales de los países en desarrollo sólo se pueden alcanzar concretamente estos objetivos por medio de pequeños mataderos de aldea. Las principales características de esas instalaciones son las siguientes: a. b. c. d. un control único (sin el cual no se pueden conseguir las demás características); especialización de la mano de obra; proceso continuo; estado y apariencia uniformes del producto acabado preparado con métodos higiénicos. Entre los productos elaborados en esas fábricas cabe mencionar la carne fresca o refrigerada, el despojos rojo y blanco, las pieles y los cueros y los subproductos no comestibles. Para que sean viables, las fábricas han de ser de tamaño mediano. Sin embargo, en lo que respecta a zonas urbanas más importantes, la capacidad podría ser mayor si se dispone de instalaciones para cortar y almacenar la carne o de varias fábricas situadas estratégicamente en lugar de un único complejo. - Tipos de fábricas y producción de carne para los mercados de exportación Obviamente, con la frecuencia relativamente elevada en los países en desarrollo de enfermedades como la fiebre aftosa o la ictericia hematúrica del cerdo, por citar unas pocas, la exportación de carne fresca en forma de canales o deshuesada, a menos que se practique un estricto control de las enfermedades (práctica dudosa), será imposible. No obstante, la carne es aceptable si se elabora más y está sometida a procedimientos de esterilización como el enlatado de llegar al país importador. - Formas de propiedad de los mataderos Aunque existen argumentos obvios en relación con la salud pública en favor de la concesión y propiedad públicas de mataderos como un servicio para proporcionar una carne higiénicamente preparada, cierta forma de recuperación de los costos debe ser posible dado el nivel de beneficios que es probable obtengan los particulares como resultado de las propuestas de proporcionar instalaciones modernas. Por este motivo, no es irrazonable sugerir que en los mataderos la propiedad debe estar separada de la gestión y que las autoridades responsables han de estar conscientes de las diversas opciones (aunque pueden resultar adecuadas localmente muy diversas modalidades) siguientes: (a) mataderos del sector público con una recuperación plena de los costos (de capital y de funcionamiento) de los usuarios y los contratistas; (b) suministro público de los edificios/servicios públicos y alquiler del equipo y de vehículos a una administración privada; (c) suministro y mantenimiento públicos de los edificios y del equipo con una administración privada; (d) administración pública, con recuperación de los costos de funcionamiento y del capital invertido en vehículos; y (e) propiedad y administración privadas que prestan un servicio al consumidor público. Los precios, los niveles y las normas de servicio de los nuevos mataderos deben estar regulados por una comisión reguladora competente de la industria de la carne que se ha de establecer, exigiéndose a cada matadero que obtenga una cuantía prescrita de ingresos sobre el activo fijo reevaluado. En los países en desarrollo más pequeños es muy probable que se necesite una comisión reguladora debido a la estructura oligopolística natural de la industria. Dada la dimensión económica mínima relativamente grande de una fábrica con relación al tamaño reducido del mercado, el número de mataderos no es probable que sea lo suficientemente grande como para producir el grado de competencia que se necesita con el fin de que el mercado se pueda regular por sí solo. Por último, un factor común a todos los tipos medianos o mayores de mataderos es la relativa facilidad con la que se pueden aplicar medidas oficiales relativas a la higiene de la carne (inspección de los animales y de la carne). Esto garantiza también que se establecerá un buen sistema de descubrimiento de las enfermedades con la consiguiente corriente de información de doble dirección entre el productor, el matadero y las autoridades encargadas de la mejora del ganado. 2. UBICACION Y EMPLAZAMIENTO DE LOS MATADEROS - Criterios de ubicación Los dos segmentos de la industria cárnica, a saber, el sacrificio de los animales y la elaboración de la carne, plantean diferentes problemas de ubicación, resultando difícil una clasificación exacta de los dos. Algunos mataderos, particularmente fábricas de una sola especie, participan igualmente en la elaboración de la carne en un alto grado. Las plantas de elaboración de la carne, por otro lado, se ocupan casi exclusivamente de elaborar las carnes y en escasa medida de la elaboración de productos secundarios y de la matanza. Antes de la aparición de la refrigeración era esencial que los mataderos estuvieran en o cerca de las zonas de consumo; y ésta sigue siendo todavía la regla general para los países en desarrollo de las zonas tropicales donde la carne se come en su mayor parte durante las veinticuatro horas siguientes a la matanza y los productos fabricados en las plantas de elaboración de carne sólo se pueden conservar durante un período reducido. Desde el punto de vista económico, esto significa que con la tecnología actual de muchos países subdesarrollados, que se refleja en la falta de mercados de carne refrigerada, la falta de medios de transporte por carretera y ferrocarril y la incertidumbre de esos servicios incluso cuando existen en forma reducida, la antigua práctica de la trashumancia del ganado a través del país puede resultar menos costosa incluso que el acarreo de productos refrigerados deshuesados. Es difícil evaluar los costos comparativos, a menos de calcular muchos de los costos potenciales de la conducción del ganado, la pérdida de peso (30 kilos por res en un viaje de un mes durante la estación seca), los gastos de tránsito de los piensos, las pérdidas por muerte, la reclamación de daños y perjuicios, etc. Con todo, esta práctica sigue representando una desventaja económica considerablemente menor en relación con los gastos del transporte por ferrocarril de la que representaría en, pongamos por caso, los Estados Unidos, dada la diferencia de la tecnología del transporte y la calidad y el tipo de los animales que se transportan. Por otro lado, los precios de la carne suelen ser en los países en desarrollo inferiores a los de los países industrializados. Esta distinta relación precio/costo no justifica, por lo tanto, la inversión en una técnica de comercialización que requiera mucho capital como la cadena fría. El transporte del ganado puede parecer físicamente más antieconómico, pero en muchos países en desarrollo resulta más económico que el transporte de la carne. Tras la aparición de la refrigeración resultó posible llevar a cabo la matanza en las regiones de consumo o en las regiones de producción y el debate sobre cuál es la mejor solución continúa. Con el incremento de la industrialización en los países en desarrollo la tendencia será, sin embargo, tanto en los países de exportación como de importación, que los mataderos estén más cerca de las zonas de producción. Esto es particularmente cierto en lo que respecta a los mataderos municipales en países que están constituyendo unidades económicas amplias y coherentes. Cuando las plantas situadas en zonas urbanas empiezan a ser económicamente solventes o estén rodeadas de zonas residenciales que absorben valiosas tierras para edificar, se verán obligadas a trasladarse y a ser emplazadas en ubicaciones rurales y de producción periféricas en las que la tierra es menos cara. Conviene que los países en desarrollo tengan en cuenta las ventajas indicadas a continuación que han conseguido los países industrializados al situar a los mataderos fuera de las zonas urbanas: a. Los costos del transporte de la carne son de un 20 por ciento a un 40 por ciento inferiores a los costos de transporte de los animales vivos debido a que la capacidad de transporte del vehículo se utiliza con mayor eficiencia. Además, se reducen las pérdidas cuantitativas y cualitativas derivadas del transporte de animales vivos, así como los peligros de una diseminación de enfermedades. b. Los gastos de la matanza y la elaboración en mataderos administrados con eficiencia y situados en zonas de producción suelen ser inferiores a los gastos correspondientes en las zonas de consumo, particularmente cuando se comparan con los mataderos municipales subutilizados que a menudo existen en las ciudades más viejas. c. Se facilita la evaluación de la calidad de la carne al pasar de la comercialización del ganado a la comercialización de la carne. Los pagos por calidad y peso de las canales ofrecen un fuerte incentivo a los productores de ganado para la producción de calidad. d. Las fluctuaciones a corto plazo de la demanda de la carne en las grandes conglomeraciones urbanas se pueden atenuar de manera más conveniente con la carne que con los animales vivos, lo que produce como resultado la disminución de las fluctuaciones de los precios a corto plazo. e. La flexibilidad en la comercialización de la carne se garantiza con la elección de los cortes que quedan en el matadero para su adecuado mejoramiento y reelaboración. f. Los costos de tierra y de mano de obra son, por lo menos inicialmente, inferiores, por lo que es más fácil organizar la matanza de los animales y la preparación de canales en un sencillo sistema horizontal, con amplio margen para la expansión; y las zonas de consumo se benefician en lo que respecta al tráfico y a las zonas de esparcimiento. Estas ventajas se aplican a las regiones tropicales al igual que a las templadas cuando se introduce la refrigeración. - Evaluación del emplazamiento del matadero En todas las zonas en que se emplazan mataderos y plantas de procesamiento de la carne es preciso prestar sumo cuidado a la evaluación de la disponibilidad de servicios, las zonas recreativas y la higiene, etc., como se señala con más detalle más adelante en el capítulo. Dicho sea de paso, en la mayor parte de los países se aplican reglamentos sobre edificación, planificación y salud. Los mataderos pueden estar bien diseñados en lo que respecta a su aspecto y eficiencia; y si se administran de manera adecuada, no tienen por qué causar ninguna molestia a no ser el ruido que hacen los animales a su llegada o en el establo. No obstante, cerca de las zonas urbanas, particularmente en los trópicos, los mataderos deben estar ubicados lejos de las zonas residenciales y a favor del viento, para evitar el polvo, los olores y las moscas; y también para dar una protección sanitaria al propio matadero. El vallado de todo el emplazamiento del matadero no procura por sí solo la necesaria barrera sanitaria entre el matadero y los barrios vecinos. Con respecto a los servicios, si bien la producción de energía se puede llevar a cabo en el lugar, la disponibilidad de agua en cantidades suficientes es una consideración prioritaria, como lo es el traslado de los desechos tratados a un vertedero adecuado. En los trópicos, particularmente, los mataderos deben estar situados a cierta distancia de los aeropuertos para que las aves que se alimentan de carroña no pongan en peligro a los aviones. Existen numerosos casos registrados de ataques de pájaros contra aeroplanos con graves consecuencias, siendo la más común los daños resultantes de la absorción de un pájaro por un motor de chorro que, como consecuencia de ello, se incendia. Las aves de rapiña son atraídas por los mataderos y las plantas de procesamiento de subproductos no sólo porque ven pequeñas cantidades de carne y trozos de desechos sino por el olor penetrante que es difícil eliminar de esas instalaciones. En muchos países los mataderos están contiguos a los mercados de ganado. Aunque esta disposición es conveniente, aumenta los peligros de contaminación o de infección. Cuando están contiguos, deben estar rígidamente separados y se deben prever también corrales para los animales. - Disponibilidad de tierras Los mataderos necesitan mucho sitio. Se requiere un espacio amplio para los edificios, futuras ampliaciones y en muchos casos pastizales para mantener a los animales durante períodos relativamente largos. Siempre que sea posible, el espacio debe ser suficiente para instalaciones de un nivel o una serie conexa de niveles, o con un único sótano para subproductos o para servicios puesto que esas instalaciones son mucho más baratas que las de varios pisos. Los grandes mataderos europeos del siglo XIX y comienzos del siglo XX se construyeron con un único piso y ésta vuelve a ser la tendencia, incluso en los países exportadores debido a la facilidad de hacer modificaciones y ampliaciones en el futuro. En lo que respecta a los mataderos municipales sin corrales “verdes” o pastizales, una superficie mínima de 0,3 metros cuadrados por persona es una pauta aproximada para las ciudades con una población de diez a quince mil habitantes, y esa cifra varía en relación inversa a la población. Un factor que determina la superficie total del emplazamiento es el período de tiempo en que es preciso retener a los animales vivos antes del sacrificio. En países tecnológicamente avanzados en los que se procede a entregas diarias de animales vivos y se puede garantizar la refrigeración de los productos cárnicos, basta un espacio para retener a los animales durante uno o dos días. En los países en desarrollo el almacenamiento de la carne tenderá a adoptar la forma de animales vivos, en cuyo caso se necesita un mayor terreno para la acumulación de ganado, particularmente en lo que respecta al empresario privado dedicado a la exportación de carne, que quizá tiene necesidad de engordar a los animales. En el diseño del edificio y consecuentemente en el solar se deben tener en cuenta las creencias religiosas de los consumidores que sólo comen carne de ciertos animales o ciertas partes y que obligan a matar a esos animales de determinada manera de acuerdo con sus leyes religiosas y en general por personas de su propio credo (es una excepción la India donde los musulmanes matan y preparan a ovejas y cabras que serán consumidas por hindúes y otras personas). En los países donde existe ese tipo de mezcla de creencias religiosas serás preciso aumentar la superficie del emplazamiento para proporcionar ciertas instalaciones por duplicado o triplicado según el número de religiones involucradas. Ciudades muy pequeñas de Malasia, la India, etc., pueden tener dos o tres mataderos separados por este motivo. En cambio, en Etiopía y la India ha sido posible prever la matanza por separado de las vacas, las cabras y los cerdos y se dispone de salas para colgar a los animales para tres grupos religiosos en un establecimiento único con muchos servicios en común. - Subsuelo, orientación Los mataderos deben estar en emplazamientos con un firme subsuelo plano o que tenga una pendiente uniforme, ya sea suave o empinada. Un emplazamiento plano o con una pendiente suave es más adecuado para un pequeño matadero, en el que la pendiente permite colocar los corrales en la parte más alta, la nave de carnización un poco más abajo y aún más abajo las naves de descarga, con lo que se evita la necesidad de rampas a los establos para la matanza y a las plataformas de carga y descarga. Se puede utilizar un lugar en fuerte pendiente para una planta grande cuando está justificado un subsuelo para subproductos o servicios. Teóricamente debe preverse una orientación razonable de los mataderos; por ejemplo, la colocación de cámaras frigoríficas y de compartimentos de carga mirando al norte en el hemisferio septentrional y viceversa en el hemisferio meridional con un espacio para futuras ampliaciones. La orientación de la posición efectiva del matadero hacia la Meca es obligatoria para la carne destinada a los consumidores musulmanes. - Comunicaciones Un elemento esencial del emplazamiento de la planta es la creación de diversas formas de transporte. En lo que a cantidades se refiere, si la industria ganadera puede abastecer a la industria de la carne con suministros correspondientes al crecimiento de la población, habrá necesidad de transportar aproximadamente la mitad de las toneladas de subproductos. En la mayoría de los países, cada vez con mayor frecuencia esto significa disponer de buenas carreteras; no obstante, se pueden necesitar ferrocarriles y canales en casos particulares, por ejemplo, en las fábricas de productos destinados a la exportación. Debe haber siempre un acceso despejado y suficiente para trasladar los animales a corrales y para recoger las canales y los subproductos en compartimentos de carga. Los métodos de transporte por vía acuática, que históricamente daban una importante ventaja al transporte por mar del ganado y de los productos cárnicos, como lo demuestra el establecimiento de centros de envasado en los ríos Ohio y Mississippi en los Estados Unidos y en el río Paraná en la Argentina, es muy posible que adquieran de nuevo importancia. En los Países Bajos y en el Asia sudoriental - Kerala (India) y Tailandia - la vía acuática sigue siendo un método práctico de transporte de subproductos de animales de escaso valor y gran volumen (desechos), así como para el ganado, verbigracia en los países que bordean el Mar Rojo, China e Indonesia. En lo que respecta a las plantas de procesamiento de la carne, debido a su modalidad de comercialización un tanto localizada, el transporte por carretera suele ocupar una posición preponderante. La disponibilidad de medios de transporte públicos concierne más a las periferias de las ciudades; la disponibilidad de mano de obra puede depender de esto. - Agua, electricidad Un matadero y aún más las instalaciones para subproductos requieren amplias cantidades de agua potable. En un matadero se necesitan de 1 000 a 1 200 litros de agua por res procesada y en una instalación de elaboración de subproductos hasta el doble de esta cantidad. Estas cifras serían aún mayores si se necesitaran unos locales anormalmente grandes para mantener el ganado y para servicios auxiliares. Muchas autoridades exigen un almacenamiento de agua “en el lugar” para el consumo normal de un día. Para una planta importante se requiere un suministro de electricidad trifásica. El consumo puede variar de 5kwh/50 kg a 8kwh/50 kg de carne procesada, correspondiendo la cifra mayor a instalaciones donde se lleva a cabo la matanza y una amplia elaboración de subproductos. Aunque algunas zonas remotas sólo disponen de electricidad monofásica, si los procedimientos de producción lo requieren, es posible alimentar a un equipo trifásico instalando un convertidor de fase. - Eliminación de desechos Es conveniente disponer de instalaciones de eliminación del agua, puesto que la construcción de plantas de tratamiento de las aguas residuales es costosa y actualmente suele estar prohibido descargar aguas sucias no tratadas en ríos o lagos. La disposición de pastizales adecuados para el riego con aguas residuales tratadas de las instalaciones podría constituir un elemento positivo en zonas donde se engorda y mantiene al ganado. - Otros servicios El vapor y otros servicios casi siempre se generan in situ eligiendo el combustible según el costo, sin olvidar el gas natural, si se dispone de él. Aunque un taller de mantenimiento forma normalmente parte de las instalaciones de un matadero, es útil disponer de un servicio de reparaciones técnicas a una distancia razonable. Su carencia puede ocasionar frustraciones y retrasos onerosos en la reparación y el mantenimiento de las instalaciones, y puede igualmente resultar difícil contratar a un personal calificado permanente para que desempeñe esas funciones. - Contratación de mano de obra La movilidad de los trabajadores varía según los países: en muchos países es raro que los trabajadores, salvo los de categoría superior, deseen trasladarse a un nuevo lugar, por lo que es necesario contratar localmente a personal calificado y no calificado. Por lo tanto, los mataderos deben ubicarse en lugares donde se pueda obtener mano de obra. Si el personal está dispuesto a trasladarse con el puesto de trabajo, habrá que resolver los problemas de vivienda y tener en cuenta los costos. 3. PRINCIPIOS GENERALES DEL DISEÑO DE LOS MATADEROS - Objetivos Como se ha indicado anteriormente, un matadero se ocupa de la transformación de una o varias clases de ganado en carne para el consumo humano. Las operaciones subsidiarias consisten en dividir los cortes primarios de la carne en pedazos más pequeños y en la separación y el tratamiento de diversos subproductos. Debido a numerosas enfermedades y a otros agentes contaminantes que se pueden dar en la carne y que se derivan de una infección intravital en el animal o de una contaminación secundaria a partir de los seres humanos o del medio ambiente, resulta esencial establecer un sistema de higiene de la carne a lo largo de todas las etapas de producción. Ese sistema debe comenzar donde tiene su origen el ganado y proseguir a través de la elaboración hasta la distribución final al cliente. De ello se deduce que una parte esencial de este sistema de higiene es la necesidad de establecer un estricto control de las condiciones ambientales en todas las etapas del tratamiento. Este control, debido a la susceptibilidad de la carne a la contaminación microbiológica a partir del aire, las manos de los trabajadores, el equipo y la ropa, etc., debe intensificarse en atmósferas cálidas y húmedas o contaminadas y abarcar la temperatura y la humedad. Este factor adquiere también mayor importancia y alcance con el aumento de la producción. Por consiguiente, independientemente de otros factores como la economía de la producción, la utilidad o la estética, el diseño del matadero debe siempre satisfacer las exigencias de higiene prescritas por el país respectivo. Los principios generales del diseño deben atenerse a los siguientes parámetros. Consideraciones humanas en el sacrificio de animales; Elaboración y almacenamiento higiénicos de la carne y los subproductos comestibles; Recuperación de subproductos no comestibles; Esparcimiento y recreo de los empleados. Instalaciones para el ganado Aparte de las consideraciones humanas anteriores a la matanza, el cuidado del ganado afecta al estado y a las cualidades de mantenimiento de la carne de las reses muertas y, en consecuencia, es una exigencia legal esencial e invariable que se proporcione una superficie adecuada cubierta o no cubierta según las condiciones climáticas para que el ganado pueda descansar después de haber recorrido cierta distancia que requiera de dos a tres días de viaje. La inspección en vivo impone también la obligación de mantener seco al ganado y, de ser necesario, los dispositivos para el lavado (cuando son económicos) deben estar concebidos para evitar un exceso de humedad en el lugar del sacrificio. Para mantener una alta calidad de la carne, es esencial procurar reducir al mínimo el movimiento de las reses en los corrales o en las zonas de descanso hasta el lugar de la matanza. - Requisitos de las actividades de matanza y preparación de la carne Para alcanzar los objetivos deseados de una matanza humanizada, higiénica y racional con una inspección adecuada se requiere la organización de un sistema de cadena de fábrica en varias etapas y secciones consecutivas en los edificios de una sola o de múltiples pisos pasando de las zonas en que se efectúan las operaciones sucias (fig. 1) a las operaciones cada vez más limpias hasta el punto de venta. En la fig. 2 se representa a uno de estos sistemas en forma bidimensional para un matadero típico de dimensiones medias que sacrifique de 50 a 100 bovinos al día. Las etapas son las siguientes: a. Mantenimiento en corrales, atronamiento (o matanza) y sangría, desuello (obsérvese que para los cerdos se habla de escaldadura, depilación, chamuscamiento y rascado). b. Preparación (extracción de las tripas, separación del material inadecuado o no comestible bajo la inspección de un veterinario, división de la canal y limpieza). c. Colgado o enfriamiento a temperaturas del almacén antes de la entrega. d. Deshuesado y corte antes de proceder a una nueva verificación de la temperatura y acondicionamiento antes del envío a un mercado, a un gran minorista o a un consumidor. Estas operaciones de preparación de la carne se vuelven a subdividir para que puedan ser realizadas en su totalidad por una o dos personas o descomponerse en tareas separadas realizadas por un equipo, según la dimensión de la empresa y la forma en que está organizada. Después de proceder a la refrigeración, la carne se despacha fresca o refrigerada para el consumo o para almacenarse de manera controlada a una temperatura aún inferior para un consumo posterior. La preparación de las canales y su transferencia de una sección a otra puede entrañar el cambio de una posición vertical a una posición horizontal de la res muerta y viceversa y requiere el uso de polipastos y raíles transportadores suspendidos, respectivamente. La mayor parte de las instalaciones, en particular las destinadas a animales pequeños utilizan ahora un sistema que permite que las canales estén casi totalmente suspendidas de raíles desde la matanza hasta el despacho. En las operaciones de escaldado y eliminación de las cerdas de los cerdos, obviamente una nave de carnización que se limita a una especie en un momento dado difiere un tanto en su diseño de otra que permita la matanza simultánea de dos o tres especies, teniendo cada uno de estos sistemas sus propias ventajas. En todos los sistemas el personal puede ser sumamente competente en sus funciones individuales y estar en condiciones de conseguir la máxima eficiencia de toda la operación y como las cabezas, las patas, los cueros y las vísceras, etc., se retiran en puntos muy separados de la sala de subproductos estratégicamente emplazada, toda la operación es más higiénica. En las fábricas de varios pisos, la retirada se hace por medio de rampas situadas en el área de carnización de abajo, donde estarán ubicados los diversos departamentos de despojos, que a su vez dan la posibilidad de proceder a una manipulación higiénica. La planificación cuidadosa de las zonas destinadas a subproductos, algunas de las cuales están interconectadas, permite proceder a una manipulación mínima y eficiente de los despojos comestibles, la apertura del vientre, la limpieza de las tripas y el tratamiento de despojos no comestibles y de reses muertas decomisadas y a la manipulación de pieles y cueros. En este caso igualmente es esencial planificar la separación adecuada de las operaciones sucias y limpias de productos comestibles y no comestibles y de los trabajadores respectivos. El departamento de extracción de productos no comestibles dispone de un gran equipo de elaboración y debe estar situado en la planta baja. Este departamento debe producir unos alimentos de alto contenido proteínico. Para ello normalmente se recurre a la utilización de equipo semiautomático de alta calidad y de un mínimo de mano de obra, aunque cuando existe una necesidad social diversas operaciones pueden seguir utilizando mucha mano de obra. Cuando se efectúa el désuello de la carne, resulta económico, en lo que respecta a los huesos y a los desechos grasos, mantener separada la planta de sebo comestible de la sección de productos no comestibles del departamento de subproductos. De esta forma se consigue una mayor flexibilidad en la venta de sebos. Como los productos resultantes de estas operaciones son de la categoría comestible, las instalaciones requeridas pueden influir también en la planificación de la principal zona de producción, es decir, la sala de carnización así como las zonas de almacenamiento y despacho. - Instalaciones de enfriamiento y refrigeración de las canales y los subproductos El rápido enfriamiento de la carne de las canales y de los despojos comestibles es esencial para evitar la pérdida debida a corrupción y la pérdida de peso y para cumplir las normas relativas al comercio al por menor o al comercio de exportación. Normalmente en los países en desarrollo basta la refrigeración por evaporación en lo que respecta a la carne que se va a consumir el día de la matanza. Si se exige un enfriamiento que produzca la refrigeración se debe poner cuidado en disponer de una capacidad de enfriamiento suficiente para evitar la entrada de carne caliente en cámaras en que se conserve carne refrigerada. Además, este departamento y la instalación de los corrales son las zonas en cuya planificación se debe prever una expansión adecuada en el futuro. Esta consideración abarca asimismo el emplazamiento estratégico de las zonas de despacho. FIGURA 1 DIAGRAMA DE SECUENCIA DE LAS ACTIVIDADES Y LOCALES CORRESPONDIENTES DE MATADEROS DE TAMAÑO MEDIO 1. Atronamiento de cabezas de ganado vacuno 2. Atronamiento de cerdos y ovejas 3. Carril de desangrado 4. Carril de desangrado 5. Depósito de sangre 6. Sala de calderas 7. Preparación de la carne de cerdos y ovejas 8. Preparación de la carne de bovinos 9. Extracción y desecación de la carne 10. Cuarto para productos de huesos y sangre 11. Almacén de sal 12. Almacén de cueros y pieles 13. Separación de las visceras y limpieza de los intestinos 14. Almacén de embutidos 15. Sala de inspección de los productos refrigerados 16. Extracción de sebos comestibles 17. Cámara frigorlfica para grasas 18. Nave de enfriamiento parabovinos 19. Almacén frio para bovinos 20. Oficina 21. Cuarto de reposo 22. Aseos 23. Almacén 24. Nave de carga 25. Cuarto para pesar 26. Vestuario 27. Aseos 28. Entrada de los empleados 29. Oficina 30. Oficina del veterinario 31. Laboratorio 32. Aseos 33. Sala de máquinas 34. Pasillo 35. Cámara frigorffica para despojos 36. Cámara de enfriamiento paracerdos yovejas 37. Cámara fria para cerdosovejas FIGURA 2 DIAGRAMA DE FLUJO Y PLAN DE UN MATADERO DE CAPACIDAD MEDIA (50 A 110 CABEZAS DE GANADO VACUNO POR DIA) - Inspección en vivo y después de la matanza - requisitos generales Este aspecto de las operaciones de un matadero tiene una considerable influencia en la disposición de la nave de carnización. Las mejoras de las técnicas son constantes al hacerse más críticos los procedimientos de inspección. Un matadero de mediano tamaño debe disponer de su propio laboratorio, el cual debe tener, de ser necesario, un tamaño lo suficientemente grande como para efectuar exámenes bacteriológicos para todos los mataderos más pequeños de la zona de una autoridad local. El proyectista debe prever un equipo adecuado para facilitar el trabajo del inspector y para cumplir los diversos reglamentos de los departamentos públicos competentes. Se requieren instalaciones para la inspección en vivo del ganado en los corrales, con inclusión de los animales sospechosos en establos aislados, y la inspección posterior a la matanza de la sangre, las cabezas, las vísceras, las asaduras y la canal. En instalaciones pequeñas un inspector podría desempeñar todas estas funciones, antes del despacho del producto comestible. El tiempo necesario para la inspección de diversas categorías de ganado varía según el grado o la incidencia de las enfermedades. Los laboratorios de los inspectores necesitan disponer sólo de un banco con la parte superior de plástico laminado, un fregadero, un mechero bunsen y un microscopio para examinar manchas de sangre cuando se sospeche que existe un ántrax. Esto debe poder hacerse fácilmente sin un equipo complicado. Si la matanza de cerdos es la principal actividad, el examen de la carne para detectar si existe triquinosis debe ser un procedimiento de rutina para el que habrá que disponer de triquinoscopios y del personal necesario. Después del descabezamiento, las cabezas se colocan en un gancho para pasar la inspección, siendo esencial disponer de un medio de identificación de la canal. La labor de inspección se concentra principalmente en torno al punto en la cadena que sigue inmediatamente al destripamiento, y las instalaciones deben diseñarse de manera que los inspectores puedan trabajar cómodamente con la canal y con los diversos despojos que se acaban de extraer de la res muerta. Estas zonas se indican en los diversos planos de las naves de carnización que se analizan en capítulos posteriores. - Instalaciones auxiliares Las instalaciones para personal, la dirección, los inspectores de la carne y las actividades de mantenimiento y transporte son esenciales para el funcionamiento adecuado y eficiente de un matadero. Los departamentos de operaciones “limpias” y “no limpias” han de estar estrictamente separados entre sí y sus necesidades especiales serán atendidas por un personal diferente. La facilitación y prestación equilibrada de servicios como el suministro de electricidad, agua caliente y fría, vapor, aire comprimido, equipo de refrigeración, procedimientos de limpieza y comunicaciones han de ser objeto de una atención detallada, ya que constituyen una parte sustancial del coste de un matadero y pueden reducirse si se adoptan medidas de recuperación de la energía. Cuando surgen necesidades especiales debido a costumbres religiosas o de otra índole, la separación y el emplazamiento de las diversas secciones pasan a ser factores importantes en la planificación y el diseño de los diversos departamentos (e incluso de cierto equipo) dentro del conjunto del matadero. Al aumentar la toma de conciencia de la gravedad de la contaminación ambiental y, paralelamente, al aumentar la competencia para disponer del agua potable, la eliminación de los desechos ha adquirido mayor importancia y recibe una mayor atención por parte de las autoridades sanitarias. Las sobras de sebos y el estiércol que hasta ahora se consideraban poco económicos en pequeños establecimientos se están recuperando aunque sólo sea para disminuir la carga de contaminación. Allí donde no existen restricciones a la utilización de la tierra, la constitución de lagunas anaeróbicas o anaeróbicas/aeróbicas resulta el sistema más eficaz en función de los costos, particularmente en los países en desarrollo donde las aguas residuales tratadas se pueden emplear para el riego. - Conclusión Tras estas notas introductorias, en las secciones siguientes se hacen descripciones más detalladas de los sistemas de preparación de la carne y elaboración de subproductos y de sus repercusiones en el diseño, haciéndose hincapié e indicándose lo que resulta adecuado y otras soluciones razonables de que se dispone. A este respecto y por estos motivos, las dimensiones requeridas para llevar a cabo cualquier tarea individual en la cadena de un matadero no se ven afectadas por el rendimiento, pero la extensión de la cadena y el número de secciones varían con el ritmo de la matanza. Las zonas de trabajo no son necesariamente proporcionales al rendimiento debido a que ciertas operaciones, en particular el atronamiento, el desangrado, el destripamiento, el cortado y la inspección de la carne requieren una misma superficie para rendimientos muy distintos. Las cifras y las dimensiones óptimas se señalan en las partes pertinentes del texto y en las ilustraciones e indican el espacio conveniente para cualquier operación independientemente del ritmo de matanza. Cuando se conoce, se indica el ritmo máximo de matanza para un sistema dado, aunque algunas modificaciones de las dimensiones resultarán inevitables debido a la disposición de los edificios individuales, y particularmente a las alteraciones de los mataderos existentes. 4. RECEPCION Y CORRALES - Observaciones generales El traslado del ganado al lugar donde se le va a sacrificar es un procedimiento más complejo de lo que se suele pensar. Entraña la separación de los animales de su entorno familiar y de sus grupos sociales. Se les carga y descarga cuatro veces entre la explotación agrícola y el lugar donde se efectúa su matanza cuando se les traslada sólo dentro de un mercado y siete o más veces si pasan a través de una cabeza de línea de ferrocarril, un segundo mercado o un tratante. Son agrupados en lugares reducidos; y están sometidos a ruidos, vibraciones, traqueteos, temperaturas extremas y humedad; a rápidas alteraciones del movimiento y a largas esperas; a concentraciones de gases de los excrementos, la orina, el gas diésel y los humos de escape; a una ventilación a menudo excesiva o escasa; a subir y bajar por rampas empinadas y deslizantes; y a mezclarse con otras cabezas de ganado, lo que produce heridas y magulladuras. Un tejido muscular que cuesta caro crear se pierde por deshidratación, en el mejor de los casos, o por extirpación con posterioridad a la muerte de carne magullada o infestada con abscesos y, en el peor de los casos, se pierde totalmente la canal a causa de una grave lesión. Incluso sin una lesión manifiesta, la tensión a que se somete a los animales puede dar origen a una carne inaceptable. Para contrarrestar estos efectos nocivos sobre el ganado, en el propio matadero se deben establecer unas instalaciones de recepción adecuadas en forma de corrales, complementados con terrenos de retención cuando sea necesario, con el fin de reducir este nivel de tensión provocado por la manipulación precedente para no deteriorar la calidad de la carne. - Instalaciones de recepción del ganado vivo Para el ganado que recorre largas distancias “a pie” se deben prever lugares o corrales con piensos, convenientemente situados con respecto al matadero. En las zonas tropicales, es preciso disponer de zonas sombreadas en forma de cobertizos con hileras de árboles o abiertos, pero cubiertos. Cuando se guarda un rebaño de búfalos, se requerirán albercas para que los animales se revuelquen si se les mantiene más de dos días durante la estación cálida. Es esencial disponer de almacenes para el forraje y de un corral para la inspección veterinaria antes de que sean admitidos a la zona de reposo. - Instalaciones de recepción para el ganado que llega por ferrocarril o carretera Cuando el transporte se efectúa por ferrocarril o carretera hará falta una plataforma de descarga a lo largo del ferrocarril o del punto de recepción de los camiones. La extensión de la plataforma debe corresponder a la extensión total de todos los vagones de ferrocarril (fig. 3). La plataforma debe tener una pendiente a sus extremos hasta el nivel del suelo no superior al 8 por ciento y debe disponer de corrales separados por barandillas de barras para cobijar a todos los animales de un mismo transportista. Entre el extremo de la plataforma y la línea de corrales debe haber un espacio suficiente para establecer una plataforma de descarga móvil e inclinada (fig. 4) utilizada para vagones de ferrocarril de dos pisos o vehículos de transporte por carretera de tres pisos para transportar ovejas y cabras; de lo contrario, debe preverse un espacio mínimo para reducir la posibilidad de que se escape el ganado. Los establos deben ser adecuados para la inspección veterinaria y para una doble finalidad cuando resulte apropiado. Los lados de los establos deben estar constituidos por hasta cinco barras para animales pequeños y hasta siete para animales grandes o para corrales que cumplen una doble finalidad, siendo la barra superior de 1,3m cuando se trata de ganado vacuno y de 0,9 m para animales pequeños a partir del nivel del suelo. Las barras inferiores deben estar menos espaciadas con el fin de retener y proteger a los animales más pequeños. Las tres barras inferiores deben estar espaciadas a intervalos de 0,13m, las dos siguientes a intervalos de 0,18 m, la siguiente a 0,25 m y la superior a 0,30 m de la que tiene debajo. Se deben prever abrevaderos adecuados. Habrá que fijar pilares de las barras en un suelo de hormigón y, salvo en lo que respecta al corral de aislamiento, todos los conductos de desagüe habrán de estar situados fuera de los corrales, en los pasadizos. Los suelos de los establos deben tener una pendiente de 50mm en 3m para facilitar su limpieza con una manguera de agua a presión. Se recomienda que se establezcan zonas separadas pavimentadas y drenadas dotadas de mangueras de agua a presión para limpiar los vagones de ferrocarril y los camiones en los que se transporta el ganado después de la descarga, y proceder también a su desinfección. Las zonas de descanso o las zonas de “corrales con pastos” que a menudo están adyacentes a la instalación principal de los corrales deben disponer de unos recursos hídricos suficientes. Las necesidades dependerán del tamaño medio y del tipo del ganado transportado, el contenido hídrico de la hierba, la temperatura ambiente media máxima, la humedad relativa y el índice de evaporación del agua de la fuente de abastecimiento. En climas subtropicales el ganado a menudo reduce su ingesta de agua a una vez cada tres días. En zonas con escasas precipitaciones, el ganado normalmente pasta hasta a unos 6 a 8km del abrevadero más cercano, pero una proximidad al agua de 20km puede bastar para mantener un grado satisfactorio de salud y supervivencia. Por lo general las reses necesitarán un litro de agua aproximadamente al día por cada 10 kg de peso vivo en la estación seca y la mitad de esa cantidad en la estación lluviosa, por lo que un rebaño de 250 reses de ganado vacuno de 250 kg de peso cada una requerirá aproximadamente 6 250 litros de agua al día en la estación seca. Los abrevaderos deben construirse en forma alargada y estrecha, para que puedan beber simultáneamente el mayor número de cabezas de ganado. Si la fuente del agua no es constante o es lenta, se deben prever cisternas de almacenamiento que contengan por lo menos la mitad del suministro necesario para un día. Los períodos de descanso en los corrales son obviamente un factor decisivo para determinar el número y la capacidad de los establos cuando hay que retener, alimentar, suministrar agua y dejar descansar al ganado antes de la matanza. Incluso después de viajes cortos de sólo 3 ó 4 horas, conviene dejar descansar a los animales hasta 24 horas antes de matarlos. Si el viaje es más largo, es mejor aumentar el período de descanso hasta 72 horas. Durante el período de descanso los animales deben guardarse en grupos de individuos compatibles. Se les debe proveer de alimento hasta 24 horas antes del sacrificio y en todo momento debe disponerse de agua. Es preciso prever un examen en vivo y corrales de aislamiento para los animales que puedan estar infestados, enfermos o heridos. La importancia del descanso después del transporte y antes de la matanza está tan reconocida que muchos países disponen de leyes que imponen la obligación de un período de descanso para todos los animales al entrar en los mataderos. - Comportamiento del ganado y correlación con el diseño Existen ciertas modalidades de comportamiento innatas en el ganado que deben tenerse en cuenta y utilizarse al diseñar las instalaciones de los corrales (fig. 4). Entre ellas cabe mencionar las siguientes: a. La mayoría de las lésiones por magulladura de las vacas y los cerdos se producen durante la carga y descarga del ganado y las rampas no escalonadas comúnmente utilizadas contribuyen a las lesiones. El ganado, particularmente el vacuno, sube y baja con más facilidad rampas con escalones y una “rampa con escalones” produce menos distracción en los animales que las suben y las bajan con más rapidez y más fácilmente que las rampas con listones de madera. La rampa con escalones puede ser una instalación fija o móvil mediante la utilización de una plataforma dotada de ruedas. Una rampa de descarga debe tener un suelo liso para que los animales dispongan de una vía despejada de escape ante ellos. Los escalones deben tener un peldaño de 30cm a 33cm y una altura de 9cm para el ganado vacuno y de 5cm para los animales de menor tamaño. La descarga de vehículos de pisos múltiples constituye un problema particular debido a la falta de espacio libre y de inclinación de la rampa en el camión. b. A los animales no les gusta ir cuesta abajo, por lo que las mangas o pasillos para el ganado deben ser llanas o tener una ligera inclinación ascendiente. c. Un animal tiene una visión casi panorámica, pero existe un punto ciego inmediatamente detrás de él. Como a todo animal le gusta siempre estar al lado de otros animales y particularmente tener a seres humanos a la vista, la persona que conduce el ganado debe mantenerse hacia atrás y a un lado para que los animales avancen. Esta es la razón por la que, siempre que sea posible, se deben instalar pasarelas fuera de los pasillos. d. A los animales no les gusta pasar de la luz a la oscuridad y evitar las sombras. Por consiguiente, se han de evitar boquetes bajo las puertas, ya que particularmente los cerdos, cuando están sometidos a tensión, tratan siempre de evitar la apertura por la que han llegado. e. Los animales tienden a seguirse, pero el ganado vacuno trata en particular de alejarse de los hombres para mantener un territorio libre. A esto se le designa con el nombre de “distancia de huida” y su extensión dependerá del grado de domesticación del animal. FIGURA 3 CORRALES DE RECEPCION EN LA PARTE TRASERA DEL MATADERO PARA ANIMALES QUE LLEGAN POR FERROCARRIL EN VAGONES PARA GANADO Y PASARELA DE INSPECCION POR ENCIMA DE LOS CORRALES FIGURA 4 CORRALES DE TRANSITO CON RAMPA DE CARGA PARA TRANSPORTE POR FERROCARRIL Y PLATAFORMAS DE CARGA EN DIAGONAL PARA TRANSPORTE POR CARRETERA Cabe aprovechar la tendencia de los animales a seguirse mediante la construcción de pasillos con lados sólidos para evitar que los animales vean lo que está sucediendo fuera. Las puertas de una sola dirección instaladas a intervalos estratégicos en un pasillo evitarán el retroceso de los animales y mejorarán el ritmo de avance. Cuando se requieren índices elevados de avance, puede resultar ventajoso disponer de dos pasillos paralelos en cuyo caso la separación central no debe impedir que los animales se vean, ya que eso estimula el avance. Siempre que sea posible, las mangas o pasillos deben estar ligeramente curvados para evitar que los animales puedan ver largas distancias delante de ellos. Existe una excepción al principio de las paredes sólidas: las barreras corredizas, las puertas de una sola dirección y las puertas verticales en el pasillo de una sola fila deben estar construidas de manera que los animales puedan ver a través. Si una puerta sólida cubre la entrada al pasillo de fila única, los animales es posible que se nieguen a entrar en el corral porque les parezca sin salida y sin vía de escape. Los animales tienden a acercarse al pasillo de fila única incluso si la puerta está cerrada cuando pueden ver a otros animales a través de la puerta al otro lado del pasillo. El principio equivale a poner anteojeras a un caballo: la visión del animal queda bloqueada a los lados, pero siempre puede ver un lugar donde ir. f. Una regla práctica es la siguiente: las curvas son sumamente eficientes cuando se trata de lograr algo de los animales; una rampa recta y ancha es sumamente eficiente únicamente para la descarga. Proporciona una vía despejada y ancha de escape y los animales saldrán del camión o vagón más fácilmente. Este tipo de rampa no debe nunca utilizarse para la carga. Un cálculo aproximado del espacio necesario para los corrales y los pasillos puede basarse en 3,25 metros cuadrados por cabeza de ganado grueso o con cuernos, 0,75 metros cuadrados para cerdos y 0,55 metros cuadrados para ovejas. Como predomina el sacrificio de especies diferentes o la matanza es estacional, es útil instalar algunos establos destinados a un doble uso. También es posible que se requieran lugares de inmovilización pra reses díscolas. - Diseño de los corrales para ganados diferentes A continuación se describe la ordenación típica de las instalaciones para diversas categorías de ganado basadas en los parámetros de diseño anteriormente mencionados: La fig. 5 muestra un esquema convencional para ganado porcino u ovino y la fig. 6 para todas las categorías de ganado, disponiendo ambas instalaciones de vías de paso controladas por puertas de dobel acción (fig. 7), con la facilidad de poder incomunicar a una sección de la vía de paso y de vaciar simultáneamente un corral. El ganado menor se puede trasladar a lo largo de las vías de paso hasta un establo de retención adyacente a la zona de atronamiento, con el fin de que pueda ser posible controlar el movimiento y el número de reses para ajustarse al ritmo de la matanza. Todos los corrales para todas las categorías de ganado están dotados de pesebres y de abrevaderos o bebederos regulados por una válvula esférica. La fig. 8 ilustra un corral de sistema de tráfico de una dirección para un matadero que sacrifica exclusivamente a ganado vacuno. Los corrales están construidos en un ángulo de 60° y el diseño utiliza al máximo el espacio, al mismo tiempo que mantiene el avance en una dirección y corrales en ángulo. Si en el emplazamiento existen limitaciones de espacio, los establos pueden construirse rectos para conservar el espacio, con una pérdida ligera de eficiencia. La construcción de establos en ángulo elimina las esquinas y los animales circularán a través de ellos más fácilmente. Las puertas a los dos extremos de los establos son más largas que la anchura del pasillo. Esto permite que la puerta forme un ángulo gradual en lugar de un ángulo agudo cuando los animales entran y salen. Para un pasillo de 3 m de ancho las puertas deben ser de 3,5 m de largo; si se utiliza un pasillo más estrecho, las puertas deben ser de 45cm a 60 cm más largas que la anchura del pasillo. Grupos de bovinos que esperan penetrar en el corral de hacinamiento en curva se retienen en el pasillo de retención. El corral de hacinamiento en curva y el pasillo para una única fila facilitan el paso del ganado. Los bovinos seguirán al jefe en torno a la curva, pero no podrán ver lo que tienen delante. Las puertas de obstrucción en los tres principales corrales tienen por objeto mantener separados a diferentes grupos de animales y se deben prever establos separados para animales ajenos con el fin de evitar luchas. La tensión de la lucha entre animales ajenos puede aumentar la incidencia de los cortes de carne de color oscuro. Los corrales y los pasillos son de 3 m de ancho y los extremos de las puertas de 3,5 m de largo. Al colocar los portalones, los dos pasillos pueden también ser utilizados por los animales del corral. Moviendo la puerta de desviación es posible apartar a un animal en un reducto para que se le efectúe un examen veterinario. Si el animal está enfermo, se le puede matar en un establo separado para animales sospechosos. Los animales siempre buscan una vía de escape y tenderán a volver hacia la luz, por lo que conviene que la puerta que se utiliza para empujar al animal hacia el corral de hacinamiento sea también sólida, ya que de lo contrario los bovinos regresarán y tratarán de pasar a través de la puerta en lugar de ponerse de frente al pasillo de una sola fila. El único lugar que se desea que el animal considere como una vía de escape es la entrada del pasillo de una única fila. Es asimismo trascendental que la transición entre el pasillo de una única fila y el corral de hacinamiento sea gradual. Esto evitará que se produzcan amontonamientos y magulladuras en esa etapa. FIGURA 5 CORRALES O ESTABLOS PARA OVEJAS Y CABRAS FIGURA 6 DISPOSICION TIPICA DE LOS CORRALES PARA TODAS LAS CATEGORIAS DE GANADO EN UN MATADERO DE TAMAÑO MEDIANO PROYECCION ISOMETRICA DEL MECANISMO DE BISAGRA FIGURA 7 DETALLES DE LA PUERTA DE DOBLE ACCION DE LOS CORRALES FIGURA 8 CORRALES PARA EL TRANSITO DEL GANADO EN UNA SOLA DIRECCION Los pasillos o mangas para el ganado que llevan a una zona de matanza deben tener una anchura que no permita al animal dar la vuelta; para los bovinos esa anchura debe ser como máximo de 1,0m. Cuando las vacas preñadas plantean un problema con sus cuernos, por ejemplo, la raza Ankoli de Africa occidental, el final del pasillo podría estrecharse. Fig. 9. Las dimensiones de ese pasillo varían según la raza, pero en general son de 45cm a 50 cm en la parte inferior y de 80 cm al nivel de 1,5 m. Si se trata de un matadero exclusivamente para terneros y ovejas o cobras, el pasillo puede construirse con lados rectos espaciados a 65 cm. Los pasillos para bovinos deben tener una moderada pendiente hasta el corral para el atronamiento o la matanza. El suelo de este último está 45cm por encima del nivel normal del suelo con el fin de que se pueda recoger la sangre debajo del corral. Se considera una buena práctica que el ganado no sometido a un atronamiento eléctrico pase por una ducha y un baño de pies. Esto no sólo reduce la contaminación en la nave de carnización, sino que reduce la tensión provocada por el calor en los animales. Fig. 10. Sin embargo, los animales deben estar secos de nuevo al llegar al lugar de la matanza. - Condiciones ambientales en zonas de reposo y corrales En los trópicos los animales de más de 6 meses de edad necesitan protección sólo contra los efectos directos de las radiaciones solares y esta protección se puede proporcionar con mayor eficacia por medio de franjas de árboles y cobertizos abiertos por los lados. Los suelos de los cobertizos construidos deben tener una superficie que se pueda mantener fácilmente limpia y que no retenga el agua o el barro. El cemento, ligeramente rugoso para evitar que los animales resbalen y en pendiente para el drenaje, es ideal. Cuando esto no es posible, pueden resultar satisfactorios otros materiales como la laterita compacta, si se instalan y mantienen de manera adecuada. Para el ganado de menor tamaño, con inclusión de los terneros durante sus primeras semanas, puede ser adecuado un suelo elevado de tablillas o una cama seca (por ejemplo, de serrín, pero no de paja). En regiones tropicales húmedas es muy difícil mantener los suelos secos e higiénicos. En consecuencia, los suelos deben ser de materiales no absorbentes y estar inclinados para facilitar el drenaje. En zonas áridas y de escasas precipitaciones debe haber un espacio suficiente debajo del suelo de tablillas para facilitar la recogida de las deyecciones de los animales. Fig. 11. El tejado debe ser lo suficientemente elevado para que el aire fresco pueda circular y ha de disponer de un voladizo suficiente para evitar que la lluvia humedezca la vivienda propiamente dicha. El bálago de palma constituye un excelente material para los tejados, pero requiere mano de obra para la construcción y el mantenimiento puede servir de refugio para los roedores y las sabandijas. FIGURA 9 PASILLO DE LADOS INCLINADOS PARA EL GANADO FIGURA 10 GANADO QUE PASA DESDE LOS CORRALES POR INSTALACIONES DE DUCHAS Y BAÑOS DE PATAS EN AGUA FRIA Fig. 11 Secciones desmontables del suelo de 2,3 × 1,98 m (7, -6" × 6'-") de listones sobre viguetas biseladas de 100 × 50 mm (4" × 2") a centros de 450 mm (1'-6") apoyadas en vigas principales biseladas de 150 × 75 mm (6" × 3") sobre bloques de hormigón de 225 × 225 × 450 mm (9" × 9" × 18") FIGURA 11 SUELO DE TABLILLAS DE CORRALES PARA OVEJAS Las hojas de aluminio reflejan adecuadamente la radiación solar, pero son fácilmente dañadas por los vendavales. En algunas regiones, se utiliza también hierro galvanizado. Se debe prestar particular atención a las entradas de las zonas de retención. El suelo de estas zonas debe estar cubierto de un material que no absorba el agua y debe estar en pendiente para el drenaje. De lo contrario, esas zonas se transformarán pronto en hoyos de fango. No se debe dejar que los animales pequeños corran en espacios reducidos que se utilizan constantemente. De lo contrario, éstos se transforman rápidamente en fuentes de graves infecciones de parásitos internos. Los animales se deben mantener en zonas con suelos de superficie dura que se pueden mantener en estado higiénico o servir de pastizales por rotación con descansos periódicos para romper los ciclos de la vida parasitaria. Si cabe hacer una elección, el cobijo de los animales deben estar emplazado en un terreno alto o en otra zona que proporcione el máximo movimiento de aire. Independientemente del emplazamiento, nada debe impedir el paso del aire a través de los edificios. Esto no sólo mejorará el bienestar humano y animal, sino que contribuirá a secar el interior, lo que siempre constituye un grave problema. La fig. 12 muestra un cobijo típico para el ganado que cumple estos requisitos. Se debe construir una cerca de 3m de alto en torno a toda el área de descanso y no debe haber más entradas que las del corral de inspección ni ninguna salida salvo la que conduce a los establos, con el fin de impedir que los animales entren sin haber sido examinados para saber si tienen enfermedades contagiosas. El corral de inspección debe ser común para el ganado que llega a pie o es transportado en vehículos; para este último se debe prever una rampa de descarga. La rampa y el corral de inspección deben tener un suelo de superficie dura de desaguable, preferiblemente de hormigón, en parte para facilitar el lavado y la desinfección de la zona y en parte para evitar la acumulación de polvo y la inundación si llueve. En los climas templados no hacen falta medidas especiales para controlar el entorno interno distintas de las de proporcionar cobijo contra la lluvia, la nieve y una fuerte luz solar. Una excepción serían las porquerizas cuando el tiempo es muy frío. Si en la porqueriza hay pocos cerdos - por ejemplo, durante el período del fin de semana - será necesario cierto calentamiento. Esto se puede conseguir reduciendo la ventilación y haciendo circular el mismo aire, si el corral está totalmente cerrado. Otra solución consiste en construir maderas externas de bloques de hormigón de 200mm de espesor y en su parte superior un alero de estacas. En las zonas tropicales la construcción del tejado se efectuará como se ha mencionado más arriba y el objectivo debe ser conseguir la máxima ventilación natural por medio de aleros abiertos y caballetes abiertos en un tejado en declive o tablillas de bambú en los tejados planos. Fig. 13. No son indispensables paredes sólidas salvo en climas semidesérticos para evitar que se produzcan polvaredas. FIGURA 12 CORRALES TIPICOS PARA GANADO BOVINO CON TECHOS MUY VENTILADOS FIGURA 13 CORRALES PARA OVEJAS Y CABRAS CON TECHO DE CAÑAS DE BAMBU 5. DEGÜELLO Y DESANGRADO - Condiciones, simplicidad y seguridad de las operaciones Las condiciones esenciales y universal mente acordadas para matar animales cuya carne está destinada al consumo humano son: Simplicidad, Seguridad del personal, Consideraciones humanas evitándose todo sufrimiento innecesario, Conseguir un grado elevado de sangramiento Condiciones higiénicas en las operaciones de preparación de la carne Las dos últimas condiciones son sumamente importantes para mantener la calidad de las canales. Las consideraciones húmanas guardan relación con la manera en que los animales se trasladan al lugar de la matanza; la evitación de visiones, olores y ruidos que puedan aterrar al animal que está esperando (véase corrales), y la utilización de métodos de contención y matanza que causen el menor dolor posible. Primeramente se ha de pensar en los animales y, en segundo lugar, en los sentimientos, que pueden incluso estar descarriados, de los matarifes y del público. Los métodos no rituales de matanza consisten en cortar la garganta y degollar al animal desangrándolo hasta que muera; sin embargo, cada vez se exige más un acto preliminar que consiste en inmovilizar y aturdir o atronar al animal para que quede inconsciente antes de colgarlo de un carril de desangrar. En la mayor parte de los países, con excepción de la matanza ritual, esto constituye ahora un requisito legal. Teniendo en cuenta estas consideraciones de humanidad, higiene y eficiencia, es lógico que se proceda a la separación física del atronamiento, el desangrado y la carnización. Esto se aplica incluso en el sistema de las casillas; y naturalmente en el sistema lineal, cuyo elemento esencial es la división industrial de todas las partes del proceso de la matanza. Para la matanza normal no ritual - es decir, es atronamiento con martillo, pistola, electrocución o gas CO2 -, los animales se deben inmovilizar y no han de ver reses muertas o sangre, y los matarifes deben estar protegidos. Tras estas explicaciones preliminares, a continuación se describen diversos métodos de matanza y sus repercusiones en el diseño: - Métodos de inmovilización y atronamiento El método primitivo de las cadenas y las argollas que se utiliza en todos los países en desarrollo para inmovilizar a los animales grandes no satisface las exigencias anteriormente mencionadas. Sin embargo, en pequeños mataderos rurales este método se puede utilizar para poner en la posición adecuada a animales impetuosos o nerviosos para prepararlos para el atronamiento. Se coloca una cadena alrededor del cuello del animal y se pasa por una argolla empotrada en el suelo, obligando de ese modo al animal a avanzar hasta que su cabeza toca la argolla y el matarife le corta el cuello o lo atrona con un instrumento adecuado. La manera más eficaz de satisfacer las condiciones exigidas consiste en disponer de encerraderos individuales para el atronamiento. El encerradero o establo debe medir 3,5m por 7 m como mínimo y el animal entra por el pasillo a través de un extremo estrecho mientras que el matarife opera desde una plataforma o a través de una apertura situada en el extremo opuesto. Los encerraderos deben tener compuertas o puertas giratorias y ajustarse a un diseño patentado o de concepción local, y estar construidos de acero o de acero y hormigón o de madera y hormigón. Fig. 14. El suelo del encerradero es ligeramente más elevado que el suelo de la nave de carnización, para facilitar la expulsión del animal atronado. Con excepción de los sistemas de anestesia esos encerraderos se pueden utilizar para cualquiera de los métodos de matanza indicados. FIGURA 14 PUERTA GIRATORIA Entre los métodos de atronamiento de grandes animales cabe mencionar los martillos machos, las lanzas, las pistolas que disparan balas abiertas (para todos, marranas y grandes cerdos) y los pistoletes de punzón. Los martillos requieren fuerza y pericia, pero se siguen utilizando cuando son a veces necesarios para los bovinos. En situaciones en que los bovinos son dóciles, es normal utilizar pistoletes de punzón que por medio de un cartucho vacío dispara un afilado punzón de 25 mm a 30 mm de largo al cerebro del animal. Fig. 15a. El atronamiento eléctricos de los bovinos (fig. 15b) se practica también utilizando una lanza como electrodo y el suelo del encerradero como el otro. Recientemente se han perfeccionado sistemas eléctricos de atronamiento para los bovinos que se aceptan incluso en algunas comunidades musulmanas. b) Atronamiento eléctrico con lanza a) Atronamiento con pistola de punzón percutor FIGURA 15 ATRONAMIENTO DE BOVINOS Para el atronamiento y la matanza de cerdos por electrocución (cuando se exportan grandes cantidades de cerdos, se les anestesia con CO2), es ahora normal y se describe más adelante. El atronamiento y la matanza con pistoletes de punzón o pistolas de aire comprimido de los cerdos tal como se describe requiere un encerradero de inmovilización (fig. 16a) con cabida para un solo animal a la vez. De lo contrario, los establos para la matanza sólo tienen cabida para seis a ocho ánimales pequeños a la vez con el fin de evitar la excitación excesiva de los animales cuando se intenta inmovilizar al último o a los dos últimos para matarlos. Cuando se sacrifican hasta 150 cerdos, la matanza se realiza en establos individuales. Cuando hay que ocuparse de más de 150 cerdos por hora, la matanza se lleva a cabo en un doble encerradero al que se van trasladando cerdos alternativamente. Este establo está dividido por el centro en dos partes por un montacargas común que transporta a los cerdos hasta el carril de desangrar aéreo. Esto tiene la ventaja de que, mientras que en una de las partes se mata y eleva a un animal, en la otra se está metiendo un cerdo. Actualmente se dispone también de una planta para una única especie de rendimiento superior y de un atronador inmovilizador automático. Se facilita así el encadenamiento y degüello por medio de pistas especiales que conducen a los cerdos hasta los encerraderos constituidos por dos transportadores provistos de tablillas inclinados a los lados para formar una V abierta cuando se los mata automáticamente. A los animales pequeños se les aturde y mata eléctricamente mediante la aplicación en la cabeza de tenazas eléctricas (fig. 16) o un cuchillo de doble punta o “auriculares”. Este método es ampliamente utilizado para cerdos, ovejas y terneros con voltajes de 75 a 500 (los voltajes superiores en los Estados Unidos de América). El cuadro 1 muestra los niveles mínimos de corriente recomendados (2) para corriente alternativa sinusoidal de 50 Herz. Cuadro 1. Atronamiento eléctrico - niveles mínimos de corriente Especie Niveles mínimos de corriente Bovinos 2,5 amps (de la cabeza al cuerpo sólo con paro cardíaco) Terneros 1,0 amps Cerdos 1,25 amps Ovejas y cabras 1,0 amps FIGURA 16a INMOVILIZADOR PARA ATRONAMIENTO ELECTRICO DE MARRANAS Y CERDOS FIGURA 16b INSTALACIONES DE ATRONAMIENTO Y DE APLICACION DE TENAZAS DE ATRONAMIENTO A ANIMALES PEQUEÑOS El atronamiento eléctrico exige pericia, para evitar las sacudidas de los matarifes y proceder a un degüello rápido después de retirar las tenazas, con el fin de evitar hemorragias en la carne o condiciones PSE de la misma1. En algunos casos se mata también a los cerdos, y no sólo se los aturde, por medio de sacudidas eléctricas, lo que perjudica el desangrado. No se debe desangrar a ningún animal si parece estar consciente. El desangrado de los animales de los que no se esté seguro de que están atronados de manera irreversible debe iniciarse sin demora y, en cualquier caso, dentro de los límites siguientes: Métodos de atronamiento - Tiempo máximo para iniciar el desangrado Punzón, bala 60 segundos Electricidad, concusión 20 segundos Gas de dióxido de carbono 30 segundos La exigencia de que los animales no vean a otros animales que se están matando no se aplica expresamente al atronamiento eléctrico. Los establos de atronamiento para la electrocución deben, por consiguiente, ser lo bastante grandes como para contener a varios animales a la vez. La anestesia con dióxido de carbono se utiliza principalmente para los cerdos de los que se va a obtener tocino, lo que permite lograr altos rendimientos con respecto a la viabilidad económica, y es aplicable, aunque en menor medida, a las ovejas. En el caso de los bovinos se plantean problemas de aplicación práctica debido a su tamaño. Este sistema tiene la ventaja de que puede aplicarse mejor que el atronamiento eléctrico, que los cerdos están más relajados y que existe un menor peligro de hemorragias en la carne, fracturas de huesos, etc. Sin embargo, el costo del equipo es tan elevado que sólo resulta económico para altos rendimientos. El dióxido de carbono se obtiene de dependencias que transforman el hielo seco o el dióxido de carbono sólido en gas. Ese gas es inhalado por los cerdos y se disuelve en la sangre, causando la pérdida de conocimiento, pero desaparece cuando los cerdos respiran oxígeno. No se producen efectos nocivos. Se han utilizado tres dispositivos para anestesiar a los cerdos con dióxido de carbono: (a) el túnel oval; (b) la rueda giratoria; y (c) el gancho de inmersión. Los dos primeros son para rendimientos altos por hora principalmente para cerdos productores de tocino. Un matadero de tamaño mediano, dedicado principalmente a la matanza de cerdos puede utilizar de manera económica el sistema del gancho de inmersión para cumplir algunas condiciones del mercado. En este sistema (fig. 17) los cerdos entran en una cesta que desciende hasta el lugar que contiene el dióxido de carbono y luego vuelve a la posición original cuando se ha descargado a los cerdos. El rendimiento por hora es de cuarenta cerdas u ochenta cerdos. 1 Condiciones PSE (pale, soft, exudative): condiciones de palidez, blandura, exudación. En los sistemas que utilizan dióxido de carbono se debe prestar atención a la posición relativa de la instalación y de los corrales. El control de la ventilación es particularmente importante ya que cualquier corriente apreciable a bajo nivel puede modificar considerablemente la concentración del gas en las cámaras, con lo que aumentan los gastos corrientes. De ello se deduce que la luz del día que puede llegar a la zona debe proceder de ventanas elevadas o de luces del techo. La instalación debe estar dotada de una fuente de vapor, ya que un chorro de vapor suprime rápidamente el CO2 del pozo para que se pueda limpiar o mantener sin peligro. Debe ser posible inspeccionar la cámara de dióxido de carbono mientras se está utilizando y tener acceso a los animales en los casos de emergencia. - Matanza ritual Los métodos rituales de matanza - islámico, jatka y judío - entrañan un solo acto de matanza y desangrado: todos consiguen un alto grado de desangrado y pretenden ser humanos. El método jatka (practicado por los sijs y también por los punjabis, rathads y gurkas de la India y ciertas comunidades tribales de parte de Asia sudoriental) consiste en cortar la cabeza de un golpe de espada. Los métodos islámico (halal) y judío (kosher) consisten en cortar la garganta con un cuchillo, con uno o tres golpes, respectivamente: el animal pierde rápidamente el conocimiento. Cuando no se ha procedido al atronamiento, el animal no se debe mover después de la incisión durante por lo menos dos minutos y en cualquier caso hasta que hayan cesado todos los reflejos impulsados por el cerebro. Muchas comunidades islámicas están dispuestas a adoptar y algunas incluso lo practican ya el atronamiento de los bovinos y de los pequeños rumiantes utilizando métodos eléctricos antes de cortar la garganta y de proceder al desangrado. La promoción del atronamiento sobre una base más amplia está ahora siendo activamente impulsada por la FAO particularmente en países donde sólo por falta de equipo no se están utilizando estos procedimientos más eficaces. Para la matanza ritual islámica y judía es conveniente que los animales se inmovilicen y de ser posible se coloquen de lado antes de proceder a cortarles la garganta. Un método razonablemente humano en lo que respecta a los bovinos consiste en utilizar un encerradero de expulsión semigiratorio (fig. 18). (Se ha manifestado la opinión de que la dificultad de hacer penetrar al animal en ese encerradero y su rotación para colocar al animal en una postura no natural unido a la extensión del cuello a menudo crea tensión; por otro lado, a falta de un dispositivo mecánico más adecuado este tipo de encerradero crea mucha menos tensión que cuando se atan las patas traseras del bovino y se tumba a los animales sobre el suelo atándolos con cuerdas. El animal penetra en el encerradero y sus patas se agarran juntas con una barra plana horizontal accionada por una palanca que está fuera del encerradero. El encerradero se gira lentamente 90° para proceder al corte ritual. Tras depositar la sangre en un recipiente, el animal es expulsado de lado. El dispositivo permite el atronamiento normal y también la matanza ritual en la posición de pie y el encerradero puede recibir a bovinos con cuernos largos o con cuernos muy abiertos. FIGURA 17 APARATO DE TIPO GANCHO DE ELEVACION PARA ATRONAMIENTO DE CERDOS CON CO2 Jaula de derribo ritual…posición de carga Jaula de derribo ritual…posición de expulsión FIGURA 18 JAULA DE DERRIBO RITUAL Y OPERACIONES FIGURA 19 ESTABLO DE RETENCION ASPCA PARA ANIMALES PEQUEÑOS (OVEJAS, TERNERAS Y CABRAS) La Sociedad para la Prevención de la Crueldad con los Animales Estadounidense (ASPCA) ha diseñado encerraderos para pequeños animales (fig. 19) que permiten matar hasta a 300 terneros, ovejas o corderos por hora. Ese dispositivo se parece a una rueda giratoria de tres posiciones de unos 2m de diámetro. Los animales pasan de una escalera mecánica a una posición horizontal inmóvil en la “casilla de establo” superior del mecanismo, colocados casi patas arriba en la segunda posición, en que se los mata y, finalmente, son expulsados al moverse la rueda hasta el tercer tope. Se pretende que los animales están tranquilos y relajados en la “rueda giratoria”. El método es sólo económico para grandes producciones. - Desangrado y recogida de la sangre En muchos países, después del atronamiento, se mata a los bovinos introduciendo una fina y larga varilla en la apertura causada por el punzón. La varilla destruye la médula espinal de modo que durante el desangrado o la carnización no se producirá ningún reflejo muscular: el matarife puede actuar así con más rapidez y seguridad. Después de introducir la varilla (sin atronamiento cuando se trata de una matanza ritual) se corta la garganta del animal para desangrarlo. En todas las situaciones, salvo en las más sencillas, es preciso encadenar una o las dos patas traseras de los animales (ambas en algunos países) y alzarlas hasta un carril de desangrar, antes de cortar la garganta. Este método permite proceder al atronamiento, la expulsión y el desangrado en rápida sucesión y la recogida centralizada adecuada de la sangre. La sangre se recoge normalmente en una artesa para sangre de un metro de ancho con una inclinación adecuada desde la que pasa a un depósito recolector para el procesamiento con el fin de producir fertilizantes o piensos. La artesa para sangre debe tener una superficie lisa impermeable, por ejemplo, de losas, acero inoxidable u hormigón liso. La construcción y el diseño de una artesa para desangrar combinada para una producción media de animales grandes y pequeños están ilustrados en la fig. 20. Mediante la inserción de un obturador en una de las dos salidas indicadas es posible descargar agua de limpieza en las tuberías o la sangre en un depósito de recolección o de expulsión. La sangre puede solidificarse y bloquear las tuberías y, a menos que se almacene para su procesamiento industrial posterior, es conveniente recogerla en un recipiente para proceder a su venta o para mezclarla abundantemente con el estiércol recogido y preparar compostes como un fertilizante enriquecido. Una vez terminado el desangrado y cortada la cabeza, se procede a la primera etapa de preparación sobre la mesa (véase el capítulo 6). El desangrado normalmente dura seis minutos, y la cantidad media de sangre por bovino es de 10 a 12 litros. Para las ovejas, de 0,75 a 1,0 litros (para los carneros menos) y para los cerdos, de 3 litros. El traslado de los animales grandes y pequeños a lo largo del carril de desangrar aéreo puede realizarse mediante el encadenamiento de las patas traseras del animal que se cuelga de un carrito o corredera que avanza por gravedad a lo largo de un carril ligeramente inclinado o colgándolo de un polipasto móvil (para grandes animales) manejado a mano por el operador que se mantiene de pie. El degüello de pequeños animales en la matanza musulmana se realiza a menudo mientras el animal se encuentra en un polipasto inclinado adecuadamente colocado en relación con la Meca que conduce al carril para desangrar. En el caso de la matanza ritual de bovinos, por supuesto, hacen falta uno o más encerraderos con dispositivos individuales para la recogida de la sangre. Si el traslado de las canales de los bovinos está mecanizado, se dispondrá de un sistema de carril o de mesas múltiples, como se describe más tarde. La altura de los carriles de desangrar para diversas clases de ganado se indica en el cuadro 2. Es posible también desangrar a animales pequeños en posición horizontal tras proceder al atronamiento en receptáculos de desangrar individuales cuando se trata de una producción pequeña o en plantas de alta capacidad para utilizar un transportador elevado móvil. Los animales han de colocarse en el transportador para evitar un hacinamiento excesivo y lograr que el desangramiento efectivo pase por el canal de desangrado situado a lo largo del propio transportador. FIGURA 20 DETALLES DE CONSTRUCCION DE UN PILON PARA EL DESANGRADO DE ANIMALES GRANDES Y PEQUEÑOS En los mataderos de dos pisos, un sistema consiste en colocar los corrales en el piso bajo y atronar a los animales en el mismo piso, y matarlos y desangrarlos en el piso superior. Otra solución con la que se obtiene un rendimiento superior, consiste en sangrar a los bovinos y a los animales pequeños en un transportador inclinado que comunica con el piso superior, aunque esto complica la recogida y la eliminación de la sangre. Es mucho más fácil hacer subir al ganado por un pasillo inclinado hasta el primer piso, para matar y desangrar a los animales en ese piso. FIGURA 21 SECCION TRANSVERSAL DEL PILON PARA SANGRE No se debe permitir que la sangre penetre en el sistema de drenaje ya que es sumamente putrescente y difícil de eliminar en el tratamiento de las aguas residuales. Sin embargo, si se necesita con fines de fabricación (para preparar piensos o fertilizantes) es posible, según el volumen de que se disponga, tratar la sangre en el lugar o enviarla en vagones cisterna a una planta central de elaboración. Se utilizan dos tipos de sistemas de recogida: el de vacío y el neumático. Estos pueden emplearse para transferir la sangre a una cisterna o a la propia planta de elaboración del matadero situada en otro lugar o en el mismo lugar. La fig. 22 ilustra un sistema de recogida de la sangre de una pileta sin necesidad de disponer de una cisterna subterránea. Es ideal para instalarlo en un matadero existente sin que sea preciso romper los suelos de hormigón para instalar drenajes, etc. Tras extraer por bombeo la sangre de una o más piletas, la operación inversa del bombeo en vacío somete a presión a la cisterna de recogida de la sangre vaciando ésta en un vehículo para el transporte por carretera destinado a su eliminación. La fig. 23 ilustra un sistema neumático para un matadero que lleva a cabo su propia elaboración. Un tanque de aspiración de la sangre situado debajo del suelo puede complementarse con una cisterna de almacenamiento en la sala de elaboración de la sangre. FIGURA 22 DIAGRAMA DEL SISTEMA DE RECOGIDA DE LA SANGRE POR VACIO La operación se efectúa como sigue: una válvula que funciona neumáticamente en la cisterna de absorción de la sangre entra en funcionamiento cuando la cisterna está llena y la cierra y envía aire comprimido al recipiente obligando a la sangre a pasar a la tubería de comunicación con el tanque de almacenamiento. Cuando el recipiente está vacío la válvula de suministro de aire se cierra y la válvula interior se abre para dejar que la sangre vuelva a pasar al recipiente. Para hacer funcionar el sistema normalmente se requieren tuberías neumáticas de 5,62 a 7,03 barios. El vapor, si se puede obtener del sistema generador, se puede asimismo utilizar en grandes plantas que funcionan sobre el mismo principio del aire comprimido. Si la sangre se recoge para fines comestibles, se debe recuperar de una manera que elimine la contaminación. El sistema utilizado se describe en el capítulo 10. FIGURA 23 SISTEMA DE RECOGIDA E IMPULSION DE LA SANGRE PARA SU ALMACENAMIENTO Y TRATAMIENTO POSTERIOR 6. PREPARACION DE LA CARNE DE ANIMALES GRANDES - Definición y secuencia de las operaciones La preparación de la carne es el proceso de convertir las canales en productos comerciables, comestibles y no comestibles. Las operaciones siguen normalmente el orden siguiente: después del sangrado, se procede al desuello y a cortar la cabeza y las patas, para desollar los costados y la cola, a extraer las tripas y los intestinos, a extraer los órganos, a retirar completamente el cuero, a dividir los lados, y a la limpieza, el pesaje y a veces el amortajamiento. La carnización puede llevarse a cabo mientras las canales están en mesas situadas sobre el suelo, o suspendidas de un carril, sistemas a los que se denomina de puesto y lineal, respectivamente. Obviamente, la carnización sobre el suelo es más higiénica, mientras que la primera etapa de la carnización en mesa es más aceptable. Cuantas más operaciones se realicen mientras la canal está colgada, más limpio el proceso; y cuanto más se utilicen los carriles, mayores posibilidades existirán de mecanización y de aceleración. La tendencia histórica general ha consistido, por lo tanto, en organizar la preparación de la carne cada vez más en los carriles; y en los sistemas más recientes, en los países industrializados, todas las operaciones se realizan en el carril, desde el desangrado hasta el pesaje y la refrigeración. En el sistema de puestos un equipo compuesto de uno o dos hombres se ocupa de todo el proceso de preparación de una única canal, y las operaciones se realizan en un solo lugar. En el sistema lineal la canal se traslada principalmente en el carril, en una dirección o línea, y las operaciones de preparación se realizan en etapas sucesivas. - Variaciones en los sistemas de preparación de la carne Existen numerosas variantes de los sistemas de puesto y lineal y, huelga decir, que ambos sistemas se funden. Las principales variantes son las siguientes: a. La matanza, el desangrado y la preparación de las canales de los animales se efectúan en una mesa en la misma zona o puesto: el ritmo de la operación es aproximadamente de un bovino y cuarto por hombre y hora. b. Se procede a la matanza y desangrado de los animales en un departamento central (carril aéreo y pila para la sangre), la canal pasa a continuación a puestos separados para la preparación; rendimiento aproximado: un bovino y cuarto por hombre y hora. c. La matanza y el desangrado se llevan a cabo como en b), pero la canal se arría hasta una mesa fija o móvil para proceder al primer desuello, luego se alza a un carril para las operaciones posteriores sucesivas: la producción aproximada es de un bovino y medio por hombre y por hora, ocupándose un mínimo de tres a cinco hombres de cuatro a ocho bovinos por hora, y un máximo de quince hombres de doce a quince animales. Con la mecanización de los procedimientos de inspección, el ritmo puede elevarse hasta 24 bovinos por hora. d. La matanza y el desangrado como en (b), pero todas las operaciones de preparación de las canales se realizan sucesivamente en el carril, moviendo la canal y mecanizando las operaciones de preparación de la carne en diversa medida: la producción es de uno y tres cuartos a tres bovinos por hombre y hora, con un mínimo de seis hombres y diez bovinos o de 15 hombres y 24 bovinos, para las cadenas no mecanizadas y semimecanizadas, respectivamente. En una cadena plenamente mecanizada se puede conseguir tratar hasta 250 bovinos por hora. Un matadero nuevo debe, si el ritmo de matanza supera los diez bovinos por hora, incorporar un sistema vertical o lineal, pero unidades menores pueden estar equipadas para la “carnización en mesa”; los locales existentes que no pueden convertirse en un sistema vertical deben utilizar mesas estáticas o móviles para que ninguna parte de la canal pueda tocar el suelo. - Sistema de puestos El sistema de puestos en su forma más primitiva, como en muchos países en desarrollo, significa que la matanza y la preparación de canales se efectúa en el suelo con una argolla a la que se encadenan los animales para la matanza, un agujero para la sangre y una zanja para el contenido del estómago. El suelo, a menos que se lave repetidas veces, está cubierto de sangre excrementos y subproductos, lo que produce una gran contaminación así como la contaminación de las aguas subterráneas por los materiales de desecho descartados. Estos procedimientos son, por supuesto, totalmente inaceptables. La fig. 24 ilustra una nave de carnización de múltiples puestos. En este caso es conveniente, por razones de economía e higiene, centralizar la matanza y el desangrado. El carril de desangrar puede ser extendido para que pueda transportar y arriar las canales a varios puestos. Cada puesto exige una superficie mínima de 2,44 por 2,44 metros cuadrados en pendiente hacia un drenaje. Una mesa fija para la primera operación de desuello, y mucha agua. Para atender a los cuatro puestos, un único polipasto corredizo puede ser suficiente tanto para alzar como para arriar las canales. Obviamente, el sistema se puede perfeccionar más mediante la adición de más puestos, la centralización del desangrado y la utilización compartida de instrumentos, verbigracia, el empleo de sierras eléctricas para cortar al terminar el proceso de preparación de la carne. Es posible asimismo mecanizar el traslado de la canal desde la zona de inspección hasta la de colgar. Estas medidas, sin embargo, podrían causar problemas derivados de un gran aumento del tráfico de las carretillas de retirada de subproductos dificultando el mantenimiento de unas normas de higiene adecuadas. Esto podría resultar posible, sólo en cierta medida, con un edificio de dos pisos en el que la matanza se realice en el piso superior y los subproductos se dejen caer al piso inferior. FIGURA 24 ESQUEMA DE PLANTA DE PREPARACION DE SECCIONES MULTIPLES - Sistemas de mesa y semilineales Las características esenciales del sistema semilineal es que la canal avanza en una dirección y puede encontrarse sucesivamente en el carril de desangrar, la mesa y el carril de carnización; y luego en el carril de salida. Por otra parte, el avance de la canal y la carnización se pueden mecanizar en diversas medidas. Una disposición muy sencilla, para un equipo de tres o cuatro hombres que preparan las canales de cuatro a seis bovinos por hora, se ilustra en el fig. 25. Un polipasto móvil se extiende por la zona de desangrar y arría las canales hasta la mesa de carnización, regresando luego al punto de partida para recoger la próxima canal. El orden normal de las operaciones es el siguiente: En la mesa de carnización: Desuello y corte de la cabeza y las patas A mitad del polipasto: Desuello de los costados Continuación del desuello Extirpación de las tripas y los intestinos Extirpación de los órganos Desuello Descuartización Limpieza Amortajamiento (de ser necesario) FIGURA 25 SISTEMA LINEAL SENCILLO En este dispositivo el factor de limitación es el tiempo empleado para el regreso del polipasto, la recogida y el desangrado de una canal. Por ese motivo, no resulta ventajoso prever más de la distancia mínima entre el punto de arriado y el polipasto de carnización, y la extensión mínima del carril de carnización: no es posible ocuparse de más de una canal a la vez. Esta limitación puede superarse disponiendo de polipastos separados para la recogida y el arriado (fig. 26). La distancia entre el arriador y el polipasto y la extensión del carril de carnización pasan a ser importantes. La primera debe bastar para que cuando una canal se encuentre a mitad del polipasto la siguiente sea arriada, es decir, un mínimo de 4,9 m según el número de trabajadores y de mesas. No tiene sentido superar esas extensiones, ya que el factor de limitación pasa rápidamente a ser el tiempo que lleva la primera etapa de la preparación de la carne en la mesa, que en cualquier caso limita la producción a entre doce y quince bovinos por hora. Esta limitación a su vez puede superarse mediante el empleo de mesas móviles. La fig. 27 muestra dos mesas en el arriador que posibilitan que la primera etapa de preparación de las dos canales se lleve a cabo simultáneamente. Los factores de limitación son, en este caso, la extensión del carril de carnización y el número de hombres. Con varias mesas, es posible conseguir una producción de 20 a 24 bovinos por hora. Cuando se utilizan dos mesas una al lado de la otra, entre los centros de las mesas debe haber una distancia no inferior a los 3m. La mesa debe construirse con materiales resistentes a la corrosión. Es preferible el acero inoxidable, pero si se utiliza acero suave se debe galvanizar en caliente por inmersión después de la fabricación. Las ruedas deben ser impermeables a la grasa, la sangre y el agua, pero se deben evitar las ruedas con llantas de metal para evitar causar daños al acabado del suelo (fig. 28). En los mataderos más viejos a menudo existen sistemas de preparación de las canales en mesa con dos carriles en los que, después de las operaciones en la mesa, la canal se alza y cuelga de dos carriles paralelos separados por una distancia aproximada de 1,07m para abrir la canal con el fin de extraer las vísceras y de descuartizarla (figs. 29 y 30b). Es común utilizar mesas con un único carril. En este caso, las canales transportadas en carritos son colgadas de un gancho con pendolón (fig. 30a) y luego alzadas para ser transportadas al carril de carnización. Mientras que el sistema de doble línea concentra principalmente la operación de preparación de la carne en el área del polipasto de carnización, la línea única permite una mayor flexibilidad en la colocación de los puestos de trabajo. Estos puestos deben espaciarse por lo menos a 1,5m, pero la separación preferida es de 1,8 m. FIGURA 26 SISTEMA SEMILINEAL DE CARNIZACION DE BOVINOS FIGURA 27 SISTEMA DE LA MESA DE CARNIZACION FIGURA 28 VARIAS MESAS EN LOS SISTEMAS DE CARNIZACION DE BOVINOS Orden de las operaciones de tratamiento: léase de derecha a izquierda a. b. c. d. e. f. Atronamiento y sangrado Colocación en posición horizontal Colocación en la carretilla Desuello y corte de la cabeza Desuello de los costados Corte de la punta de la cola g. h. i. j. k. l. m. Extracción del estómago y los intestinos Extracción de los órganos Remoción del cuero Descuartizamiento Examen Sellado Canal lista para ser retirada FIGURA 29 SISTEMA DE MESA MOVIL PARA PREPARAR LA CANAL a) Transferencia de la canal del camal o pendolón hasta un único carril de carnización b) Transferencia de la canal del camal o pendolón a un carril de carnización doble FIGURA 30 CAMALES O PENDOLONES DE CARRIL UNICO Y DOBLE CARRIL Dicho sea de pasada, este sistema de mesas constituye una etapa de transición entre los viejos puestos y los sistemas horizontales semilineales y los sistemas verticales de carril; y da además la posibilidad de que se realicen las operaciones de carnización de la primera etapa individualmente. Les gusta a los carniceros que siguen conservando y utilizando su pericia individual para la operación de desuello; el factor limitativo es el grado en que se puede llevar a cabo con buen resultado la inspección de la carne, en particular la de los estómagos y asaduras. A partir de esta etapa el logro de un mayor rendimiento depende de que aumente el número de cadenas o la mecanización total o parcial de éstas. La mecanización puede variar de grado y estar relacionada con el avance de las canales y los despojos y con la manera de realizar las operaciones, por ejemplo, la extracción de las pieles y cueros, el corte de las patas, el descuartizamiento, etc. La fig. 31 muestra una disposición que utiliza mesas en que la producción es tan alta (hasta 70 bovinos por hora) que es necesario proceder a la mecanización de las instalaciones destinadas a la inspección (despojos rojos y estómagos) mediante la introducción de transportadores para realizar estas actividades subsidiarias y se requiere un edificio de dos pisos para proceder a la separación de los subproductos. En todos los sistemas mencionados existe una discontinuidad entre los carriles de desangrar y de carnización. El arriado se elimina en casi todos los sistemas actualmente; todas las operaciones se realizan sucesivamente, mientras la canal está suspendida, razón por las que los sistemas se denominan “en el carril o cadena”. Los sistemas de cadena total o “en el carril” entrañan la utilización de una combinación de diversos instrumentos manuales que funcionan con motor o neumáticamente y otra maquinaria y equipo conexo que, cuando están adecuadamente coordinados con un sistema de carril aéreo para la canal permite la carnización completa de la res desde la zona de descarga seca hasta las cámaras frigoríficas o las naves donde quedan colgadas las canales. En los sistemas de carril existen diversos tipos de preparación de la canal. Muchos factores intervienen en la determinación de cuál es el sistema de carril más adecuado para las circunstancias, pero las operaciones efectivas de preparación de la canal se realizan de la misma manera en todos los sistemas. Es el medio mecánico de transporte de la canal a lo largo de estas diversas operaciones el que varía con cada sistema debido a la capacidad y la disponibilidad de espacio. En la fig. 32 se describen los dos sistemas más importantes con sus planos respectivos y sus características típicas. Plano de nave de camización para bovinos, debajo ilustración de su disposición FIGURA 31 EVISCERACION DE BOVINOS Y MESA MOVIL DE INSPECCION PARA SISTEMAS DE PREPARACION DE CANALES DE MESAS MULTIPLES FIGURA 32 SISTEMAS DE CARRIL AEREO PARA EL TRASLADO DE GRANDES ANIMALES CON CARACTERISTICAS TIPICAS DE MANIPULACION DE LA CANAL 1) Sistema de carril por gravedad (figs. 33 y 34). Se trata de un sistema en que la canal, mientras está suspendida de un camal y de un carrito de rueda única, desciende por gravedad a los puestos donde se realizan las operaciones, deteniéndose en su posición por medio de topes del carril. Este sistema puede utilizarse para ritmos de matanza de 10 a 40 bovinos por hora. La evisceración se realiza en un carrito para tripas (fig. 35) o directamente en una mesa de inspección estática (fig. 36). Este es el sistema más compacto y económico de todos los “sistemas en el carril”. Sin embargo, se necesita una altura de techo suficiente debido al dispositivo del carril necesario para descender por gravedad a las canales a lo largo de la cadena de preparación de la carne. 2) Sistema de impulsión mecánica intermitente (fig. 37). En este sistema, las canales suspendidas del camal y del carrito en centros predeterminados, avanzan hasta los puestos de trabajo por medio de una propulsión mecánica intermitente. La sección de propulsión está controlada por un dispositivo de regulación del tiempo variable que se fija previamente para determinar el ritmo de la matanza. Se puede establecer de ese modo un ritmo que permita una realización fluida de las operaciones. El desollado se puede realizar sin utilizar un extractor de pieles. La evisceración se puede llevar a cabo en una mesa móvil alta de inspección de las vísceras. (Fig. 38). Este sistema de semipropulsión mecánica resulta sólo económico y es únicamente adecuado para un matadero de mediano tamaño mejorado en el que resulte posible la utilización múltiple de la cadena (véase el capítulo 10) para conseguir un ritmo máximo de matanzas (de 10 a 75 bovinos por hora). Al ser propulsado el carril puede estar continuamente al mismo nivel y requiere una menor altura de techo que el sistema de gravedad. En cada uno de estos dos trazados existen dos variantes: los sistemas de cadena de anillo y único que se describen a continuación. El sistema de anilla de preparación vertical de las canales de bovino es particularmente adecuado para los nuevos mataderos de producción intermedia o para locales existentes cuando el espacio es limitado. Después del desuello y corte de las patas traseras a lo largo del carril de desangrar la canal se transfiere a caballetes que están permanentemente suspendidos de un carril de anilla independiente. Los camales de que se cuelgan las patas giran 360 grados para que pueda trabajarse en torno a toda la canal desde una posición fija y la retirada de la piel, la evisceración y el descuartizamiento se pueden realizar desde cualquier lado del carril de una manera sumamente conveniente e higiénica. Al terminar la preparación, la canal se transfiere al sistema general de carriles de la nave de carnización, mientras que el caballete de suspensión regresa al punto inicial de la transferencia. FIGURA 33 NAVE DE CARNIZACION DE BOVINOS DE UNA SOLA PLANTA CON SISTEMA DE PREPARACION DE LA CARNE DE UN CARRIL QUE FUNCIONA POR GRAVEDAD 1. Degüello, después del transporte, encierro, atronamiento y encadenamiento. 2. Desollado y corte de las patas delanteras, corte de la cabeza, eliminación de los cuernos. Lavado y extirpación de la lengua. 3. Desollado y corte de las patas traseras, marcado de la piel, serrado de la cola. 4. Traslado, corte de las ubres o de la verga, marcado y apertura de las caderas, extirpación del ano. 5. Vuelta y flanqueo de ambos lados, corte de la piel, desuello de los cuartos traseros y extirpación de la cola. 6. Aserrado del pecho, amarre del gaznate, agrandamiento del agujero. 7. Agrandamiento del agujero, apertura de la piel a los lados izquierdo y derecho. 8. Apertura de las espinillas, el cuello y rosetón, retirada de la piel. 9. Evisceración, marcado del lomo y las costillas, separación de las visceras, arranque del gaznate, vaciado de las visceras. 10. Aserrado de la canal, supresión de las magulladuras hondas, traslado. 11. Balanza, marbete, supresión de las magulladuras superficiales y cuello. 12. Lavado a fondo y superficial. 13. Recubrimiento, introducción en la cámara de enfriamiento o colocación en el conducto para refrigeración. 14. Servicios públicos, preparación de la cabeza, preparación de los despojos, etc. FIGURA 34 PLANTA SUPERIOR DE UNA NAVE DE CARNIZACION DE BOVINOS CON SISTEMA DE CARRIL DE GRAVEDAD PARA MATADERO DE DOBLE PLANTA FIGURA 35 PLATAFORMA DE TRABAJO BAJA PARA LA EXTRACCION DE TRIPAS FIGURA 36 DETALLES DE LA PLATAFORMA FIJA PARA LA EXTRACCION DE TRIPAS 1. Pasillo al corral de atronamiento 2. Matanza y desangrado 3. Desuello y corte de las patas delanteras 4. Corte de la cabeza y lavado 5. Desuello y corte de la primera pata trasera, extirpación de la cola 6. Traslado de la pata desollada al polipasto, retirada de la argolla, desuello y corte de la segunda pata trasera 7. Traslado al separador, extirpación de las ubres o la verga, marcado de la cadera 8. Apertura de la cadera, inserción de la cinta y extirpación del ano 9. Vuelta y flanqueo de ambos lados 9A. Desuello y corte de las patas delanteras 10. Desuello de los cuartos traseros, extirpación de la cola 11. Aserramiento del pecho, alzamiento y amarrado de la tráquea, ensanchamiento del agujero del lado derecho 12. Ensanchamiento del agujero, puesta de lado y de espaldas 13. Desuello de los lados, la espalda y desgastado 14. Apertura de las patas, limpieza del cuello y retirada del cuero 15. Destripamiento y marcado de lomo y costados 16. Aserramiento y traslado FIGURA 37 PLANTA SUPERIOR DE UNA NAVE DE CARNIZACION DE BOVINOS PARA SISTEMAS INTERMITENTES (HASTA 75 RESES POR HORA) EN UN MATADERO DE DOBLE PLANTA FIGURA 38 MESA DE SUPERFICIE MOVIL PARA INSPECCION DE LA EVISCERACION DE BOVINOS El sistema de cadena única de preparación vertical de las canales de bovino utiliza una única cadena de preparación de la carne, conectada con el sistema general de carriles, en el que se coloca la canal después de proceder al desuello y al corte de las patas traseras. No es posible girar la canal porque cada pata trasera está enganchada a una rueda del carril. En consecuencia, son esenciales la orientación de la canal y los asientos colocados en la plataforma. Sin embargo, cabe instalar en el carril una plataforma giratoria para que sea posible girar la canal 180 grados con el fin de extraer las tripas. La espalda de la canal debe estar situada frente a la sala de subproductos para la retirada higiénica de la piel y la posible instalación de una máquina de desuello. Esto resulta posible con una disposición adecuada o por medio de una plataforma giratoria del carril de preparación de la carne. Los puestos de trabajo a lo largo de la cadena deben estar a una distancia no inferior a 1,5 m, aunque es preferible una distancia media de 1,8m (esencial con un transportador). - Ventajas de los sistemas de cadena o “en el carril” La ventaja evidente del sistema de cadena frente al de puestos es la higiene y la posibilidad de una inspección más centralizada. Esta ventaja se puede aprovechar al máximo disponiendo que todas las partes de la canal se desplacen paralelamente y sean identificadas, inspeccionadas y selladas juntas, lo que constituye el principio de la inspección no separada tal como se requiere para garantizar una higiene adecuada de los alimentos. Por estos motivos, el sistema de cadena, en sus diversas formas, ha ganado terreno en todo el mundo. No obstante, es inevitable que en los países en los que predomina el sistema de puestos algunos matarifes y carniceros se opongan al sistema de cadena, a menos que se modifique. Aunque existen situaciones - por ejemplo en zonas rurales con una población escasa y malas comunicaciones o en comunidades donde las diferencias sociorreligiosas imposibilitan una producción constante - en las que únicamente es factible un sistema de tipo puesto fijo. El sistema de cadena exige un equipo y una producción mínimos. Para la cadena más sencilla de bovinos se requieren de tres a cuatro hombres. Con más hombres, el trabajo en la cadena se hace gradualmente más fácil y más económico. El sistema de cadena, con excepción de las instalaciones más pequeñas, es el más productivo. Esto viene indicado por la cifra citada más arriba y está puesto de manifiesto por el hecho de que la capacidad de las cadenas instaladas para las producciones mínimas señaladas puede aumentarse en el 50 por ciento más, simplemente incrementando el número de hombres o las horas extraordinarias. El sistema de cadena tiene otras ventajas importantes, que se señalan a continuación: i. Exige una superficie de suelo mucho menor; en consecuencia, los gastos de mantenimiento y limpieza del edificio son inferiores. En los edificios de dos pisos evita la necesidad de prever una multiplicidad de conductos de descarga caros y de áreas de recepción adecuadas. ii. iii. Posibilita un uso más económico de un número relativamente menor de dispositivos auxiliares mecánicos como los polipastos y las sierras eléctricas, etc. Es posible aumentar la producción por hombre (véase el cuadro 6). Es más limpio en muchos sentidos: a. Las operaciones de preparación de las canales pasan de la zona sucia a la zona limpia. b. Las operaciones en el suelo se eliminan parcialmente y, con los sistemas actuales, totalmente. c. Los despojos y otros subproductos se pueden retirar en ángulos rectos con la cadena o a través de conductos que comunican con el piso inferior (evitando un tráfico cruzado) o regresando luego a través de las áreas de desangrar o “sucias”. d. Necesita relativamente menos trabajadores calificados; se pueden emplear trabajadores no calificados a los que se promoverá posteriormente para que asuman actividades que requieren una mayor capacitación. e. Facilita la inspección adecuada de la carne. - Criterios para la planificación Los criterios de planificación que se indican a continuación, relativos a las diferentes operaciones de preparación de la carne en la nave de carnización de bovinos, el diseño y las relaciones con las salas de servicio se aplican en general a todos los sistemas de mesa y cadena. (Véanse también los planos de los diferentes pisos). La zona situada frente a los corrales de separación o de atronamiento de los que se extrae la canal se designa como zona de descarga seca y debe estar proyectada para garantizar las condiciones de trabajo más seguras posible para los matarifes cuando realizan las operaciones de matar al animal, colgarle de las patas traseras y elevarle. Se recomienda una distancia no inferior a 0,90 m entre los extremos delantero y trasero del corral y cualquier pared u obstrucción. Debe existir un espacio libre mínimo de 3 m entre la puerta de salida del corral y las paredes de enfrente o el depósito para la sangre. El espacio mínimo deseable para trabajar con seguridad es de 4,50m de largo por 3m de ancho, independientemente de la producción, y debe ser suficiente para ritmos de matanza de hasta 40 bovinos por hora a condición de que se instale un polipasto de desangrar de alta velocidad, lo suficientemente rápido como para seguir este ritmo. La percha del polipasto debe teóricamente encontrarse a 1,80 m de la puerta giratoria de salida del corral y estar orientada hacia las patas traseras de los animales arrojados, con el fin de evitar que se dañe la cadena del polipasto de izar y arriar o el cable de alambre de la puerta giratoria. El suelo del área de arriado seca está sometido al impacto de las cargas de las canales y las argollas, por lo que el acabado del suelo no sólo debe soportar este impacto, sino también ser resistente al ácido y a la sangre y poseer buenas cualidades antideslizantes. El suelo debe mantenerse lo más seco y limpio posible para evitar un aumento de la contaminación de las pieles. Debe tener pendientes de 50 mm en 3 m de preferencia en dirección hacia una superficie más hundida adyacente al depósito para la sangre. Las operaciones de corte de la cabeza y de las patas delanteras deben realizarse mientras la canal está suspendida del carril de desangrar. Las cabezas deben estar completamente desolladas y lavarse inmediatamente después de ser cortadas y antes de trasladarlas al punto de inspección. La cabeza debe estar colgada de un gancho fijo para inmergirla en un recipiente para el lavado, mas con el fin de evitar una manipulación indebida es preferible utilizar un carril de nivel bajo que esté directamente en conexión con el puesto de inspección. La dispersión de agua a gran presión con una pistola manual constituye el mejor medio de limpiar la cabeza. Con el fin de evitar que se produzcan excesivas salpicaduras de agua y desperdicios, la zona del lavado debe estar protegida. El agua de la zona de lavado y el exceso de sangre deben llevarse a un desagüe a partir de las áreas de corte de la cabeza y lavado. Una disposición adecuada consiste en disponer de un depósito para el drenaje separado o de una rejilla abierta instalada en el suelo encima del desagüe. Llegados a esta etapa es preciso cortar y extraer las patas delanteras, si la disposición permite su despacho inmediato desde el piso donde se procede a la matanza. Si ello no es posible, pueden colocarse en receptáculos para facilitar su retirada de la nave de carnización. La longitud de los canales dobles de preparación de la carne, cuando se utilizan, debe permitir que se cuelguen por lo menos tres canales con una distancia de 1,5m entre cada dos de ellas con el fin de disponer de un espacio para trabajar suficiente para proceder al desuello y descuartizamiento. La distancia mínima entre el centro de una mesa y la pared de enfrente es de 1,80 m. Como la mayor parte del trabajo de extracción de las tripas y las pieles y cueros se concentra en el área del polipasto de preparación de canales, la entrada a las salas de tripas y pieles debe ser adyacente a este punto. Ello permitirá la eliminación directa de los subproductos de la hilera de las canales. El carril o la carreta de despojos comestibles debe estar situado en el lado más alejado de las salas de subproductos. Los estómagos y los intestinos no pueden pasar directamente a la sala de tripas después de ser extraídos porque deben permanecer en la nave de carnización con el fin de que estén en relación con la canal, la cabeza y los despojos hasta que se complete la inspección de esa canal y esos despojos. Un área próxima a la sala de tripas debe reservarse para los estómagos y los intestinos en espera de la inspección. Se pueden conservar en carritos para tripas o ser izados por un resorte mecánico hasta una mesa de suficiente longitud como para que cada conjunto de estómago o intestinos disponga de por lo menos 0,90 m. Para la preparación de las patas traseras y el corte de las patas, se desuella la pata trasera no encadenada y se corta la pezuña, mientras la canal está colgada de la extensión del carril de desangrar. La percha de un mecanismo de poleas se fija frente al tendón de Aquiles y la canal se alza para que la otra pata pueda quedar libre de la argolla y ser preparada. La canal se transfiere al carril de preparación de la carne tras la terminación del trabajo. Se necesitan plataformas, aproximadamente de 2 m de alto, para que los matarifes preparen las patas traseras, corten los pies y desuellen. Las plataformas deben estar construidas con materiales resistentes a la corrosión y ajustarse a un suelo no deslizante de material impermeable. Para evitar el peligro de una contaminación cruzada entre las canales, éstas deben estar colgadas con una separación de 1,80 m. Se deben utilizar carritos para transportar los subproductos, pero no se debe permitir que estos se acumulen en el piso dedicado a la matanza ni que entren en contacto con las canales. Deben limpiarse a fondo cada vez que se usan, antes de regresar al piso dedicado a la matanza. En la cadena de preparación de la carne de bovino la canal debe colocarse con su espalda hacia la entrada de la sala de pielés, con el fin de que al retirar la piel pueda salir de la nave de carnización evitando la posibilidad del contacto con sus propias canales o con las de otros. Antes de su extracción, la espalda y los flancos de la canal deben estar desollados. Esta suele ser una operación en dos partes con puestos de trabajo (plataformas escalonadas espaciadas a 1,80 m), uno a cada lado del carril de preparación de las canales en el caso de un sistema de un único carril. Los mataderos de producción media pueden instalar un desollador (fig. 39). El desollador está equipado con un dispositivo que cuando se engancha a la piel de las patas delanteras o traseras, tira de la piel verticalmente hacia arriba o hacia abajo y las separa de la canal. Extrae la piel completamente y requiere un carril de una extensión de 4,30m y un espacio por encima libre de 6,10 m si la piel se extrae verticalmente. No se necesita ninguna plataforma en la parte delantera de la canal, pero las máquinas se suelen suministrar con plataformas a cada lado desde las que los asistentes pueden ayudar a retirar la piel (fig. 40). Las cadenas se deben limpiar entre dos usos con respecto a cada canal. FIGURA 39 DESOLLADOR MECANICO FIGURA 40 MATARIFE PROCEDIENDO AL DESUELLO Y CADENAS PARA INMOVILIZAR LAS PATAS DELANTERAS EN EL DISPOSITIVO PARA DESOLLAR La evisceración es una operación en dos partes. El estómago y los intestinos se colocan encima de la mesa o carril de inspección mientras que el hígado, el bazo, el corazón, los pulmones, la traquea, el esófago y la parte gruesa del diafragma se cuelgan de un carril o de un transportador. Pueden también ser colocados en un compartimento separado sobre una mesa o transportador de inspección. El aserrado del pecho se lleva mejor a cabo con una sierra mecánica especialmente diseñada. Aunque una plataforma no es esencial para la preparación de la carne en mesa, frecuentemente se utilizan para la preparación de las canales “en el carril”. Debe haber un área concreta para la inspección de la carne en la nave de carnización, con el fin de que un conjunto de vísceras correspondan a su canal hasta después de la inspección. Las canales se pueden descuartizar para la inspección. De ello se deduce que la longitud de la mesa para tripas y del carril para despojos deben tener en cuenta el número de canales que se pueden suspender entre la posición de evisceración y el punto de inspección de la canal después del descuartizamiento y que se debe prever 0,90m por cada conjunto de estómagos e intestinos. En una disposición eficiente, la sierra de descuartizar se situará a lo largo del punto de evisceración para no dejar la posibilidad de una acumulación de canales. El descuartizamiento se puede realizar desde una plataforma de dos niveles, aunque una plataforma impulsada por motor es un auxiliar mecánico útil para aserrar las canales con eficiencia. La construcción no debe tener rebordes, tuberías sueltas o cables sucios. Debe poder limpiarse fácilmente y estar galvanizada. Los matarifes que trabajan en el puesto de evisceración necesitarán una plataforma de 1m de alto. En el puesto de evisceración el matarife se mantiene de pie en una plataforma. La canal puede estar colocada de frente o de espaldas a la sala de tripas según que se utilice o no una plataforma giratoria del carril. Si está de cara a la sala de tripas, el estómago y los intestinos deben deslizarse bajo la canal, en cuyo caso se necesita un deslizador mecánico para llevar esta parte de las vísceras a la inspección y a la altura a que se trabaja (figs. 41 y 42). El área de la inspección de la carne debe estar diseñada de manera que la canal, las vísceras y la cabeza se correspondan. El movimiento de los inspectores entre la mesa de tripas, la canal y la cabeza y el carril de despojos no debe tropezar con obstáculos, si se desea mantener el ritmo máximo de matanza. La disposición de la zona y los sistemas de carriles deben permitir la separación inmediata de las canales y los despojos suspendidos a la sala de la carne retenida y retirar los materiales decomisados directamente al cuarto destinado a la carne decomisada. Toda la zona de inspección debe disponer de luz artificial de una intensidad de 500 lux medida a nivel del ojo. Si la inspección se efectúa en diferentes lugares, cada uno de ellos debe estar iluminado con esa intensidad. La luz artificial utilizada no debe distorsionar el color de las canales. La mejor manera de lavar las canales consiste en utilizar un rociador manual. Por consiguiente, la zona de lavado debe estar emplazada de manera que se evite un exceso de salpicaduras sobre otras canales o despojos. Una placa de protección galvanizada que se extienda desde el suelo hasta 0,6m por encima de la parte superior del carril y que tenga aproximadamente 1,80 m de longitud constituirá una barrera eficaz. El suelo de esta zona debe estar inclinado hacia los canales necesarios y drenarse individualmente. Para pesar las canales se aconseja que el sistema del carril dé una vuelta alrededor de la balanza para reducir al mínimo el efecto en la producción de cualquier retraso en el procedimiento de pesaje. La nave de carnización debe estar equipada con unas instalaciones de lavado a mano, con unidades de cuchillo y sierra esterilizados, resultar fácilmente accesible y ser adecuada para los matarifes y los inspectores de la carne y no estar separadas por más de 15m. Para trabajar en las plataformas, estas instalaciones deben estar emplazadas en la propia plataforma. Por otra parte, los esterilizadores de las sierras han de ser lo suficientemente hondos como para sumergir totalmente la hoja de la sierra de que se trate. FIGURA 41 EVISCERACION Y COLOCACION EN EL CARRITO PARA SU TRANSPORTE AL MONTACARGAS FIGURA 42 MESA DE INSPECCION Y VACIADO DE TRIPAS CON MONTACARGAS MECANICO 7. PREPARACION DE LAS CANALES DE TERNERAS, OVEJAS Y CABRAS - Cadenas tradicionales y no mecanizadas - Características generales: Tradicionalmente los animales pequeños (ovejas, cabras y terneros) se desangran y en parte se preparan en el suelo o sobre una mesa; y a continuación se suspenden por las patas traseras de un carril o percha, que se alza en dos etapas durante las cuales queda completada la preparación de las canales. Un hombre puede preparar la canal de una oveja en quince minutos y todo lo que se necesita es un cuchillo afilado, una sierra manual y un caballete de suspensión. Las desventajas son que el izado es una tarea dura, que el área de carnización está contaminada con sangre y desperdicios y que la retirada de las canales y los subproductos es difícil. Los terneros se preparan tradicionalmente en puestos, o en cadenas, mecanizadas o no mecanizadas, de manera idéntica o análoga a las utilizadas para ovejas y cabras. Sus canales se pueden preparar en el mismo carril aéreo si está elevado aproximadamente 1m y los operarios trabajan desde plataformas elevadas para preparar las canales de las ovejas. En la mayor parte de los países, se considera poco higiénico dejar las pieles y, por tanto, se retiran. Por otra parte, con los terneros no es necesario ligar el esófago ya que el contenido del estómago no es normalmente líquido. Aparte de éstas y otras diferencias locales, la preparación de las canales de los terneros es análoga a la de las ovejas, pero lleva más tiempo. La producción en una cadena no mecanizada con cuatro o cinco hombres es aproximadamente de 12 terneros frente a 35 ovejas. Cuando las ovejas se sangran desde un carril, pueden pasar, no obstante, a mesas para la carnización, como en la fig. 43, que representa lo que puede describirse como un sistema de cadena modificado. En este caso gran parte de la sangre queda fuera del área de carnización. Debido a la rapidez de preparación de las canales, es necesario disponer de un carril separado para cada zona, pese a lo cual surgen complicaciones al retirar los subproductos no comestibles en carretas a través de la cadena de las canales limpias como sucede con la preparación en mesa de las canales de los bovinos. Sin embargo, el sistema requiere una gran mano de obra y resulta obviamente atractivo para los países en desarrollo. Estas deficiencias únicamente se pueden superar si se dispone de un edificio de dos pisos en el que los productos no comestibles se pueden descargar en el piso inferior evitando de esa manera atravesar las cadenas por las que cirçulan los carriles. CAPACIDAD 75 ovejas por hora Compartimentos y sistema lineal modificado FIGURA 43 PLANTA DE SECTOR DE MATANZA DE OVEJAS CON COMPARTIMENTOS MULTIPLES Estos dos sistemas siguen siendo ampliamente utilizados cuando las prácticas de los mercados y las carnicerías impiden el trabajo en equipo en una cadena debido a que los carniceros individualmente no pueden o se niegan por diversas razones a organizarse en ese sistema. La práctica industrial moderna consiste en atronar, matar, sangrar y preparar la canal en un carril de barra redonda o plana, avanzando las canales por un impulso manual o mecánico. Las ventajas son las mismas que en la preparación de canales de bovino en cadena, a saber: la higiene, la limpieza y la eficiencia de la mano de obra. Las cadenas no mecanizadas (fig. 44) exigen un mínimo de cinco hombres de los cuales dos deben ser trabajadores calificados. Cada equipo puede alcanzar una producción de más de 35 ovejas por hora. Como sucede con los bovinos, la producción de una cadena determinada puede aumentar simplemente mediante el incremento del número de hombres. El posible utilizar hasta diez hombres con eficacia en una cadena, doblando la producción para alcanzar las 70 ovejas por hora. Para una producción mayor, es preferible mecanizar o duplicar las cadenas. Sin embargo, con la duplicación de la cadena el problema de los subproductos “sucios” que atraviesan las cadenas adyacentes sólo se puede evitar si se dispone de una nave de carnización situada encima de un sótano o de un primer piso, para que esos materiales puedan enviarse al punto de retirada a través de un conducto conectado con la sala de recepción de los subproductos de abajo. El orden básico de las operaciones está representado en las figs. 44 y 45 y es el que se indica a continuación: 1. Atronamiento, elevación por una pata que se sostiene por una cadena unida a un carril de desangrar inclinado, matanza y traslado por deslizamiento a: 2. Primera parada en el carril de 2,50m de alto, en la que se desuella la pata libre y se le inserta un gancho que se conecta a un segundo carril situado a una distancia de 150 mm a 300 mm, desde el que la canal se desliza a: 3. Segunda parada del carril de 2,30m de alto en la que se desuella la otra pata y la canal se transfiere a un tercer carril con un caballete de suspensión deslizante situado a unos 150mm de distancia, desde el que se desliza a: 4. El puesto de la barra del camal (que es una barra curvada que termina en U con un anillo en el centro), donde se cortan las patas delanteras y se insertan anzuelos en forma de U, tras lo cual la parte frontal de la canal es elevada por la barra del camal y se agarra a un gancho que cuelga de una polea, mientras que las patas traseras siguen en el caballete de suspensión del carril deslizante (figs. 46 y 47). En esta etapa se desuellan las patas delanteras, el cuello, los lados de los carritos y los pechos, se extraen y atan las mollejas de la garganta y se descuartiza el pecho. A continuación se retiran los camales y la canal pasa a: FIGURA 44 SECUENCIA DE LAS OPERACIONES DE MATANZA DE OVEJAS EN UN SISTEMA LINEAL FIGURA 45 DATOS PARA EL DISEÑO DE SISTEMAS LINEALES DE GRAVEDAD PARA OPERACIONES DE MATANZA DE OVEJAS EXTREMO DEL AJUSTADOR DEL SEPARADOR MATANZA DE OVEJAS Disposición del separador para el desuello y apertura del pecho FIGURA 46 DETALLES DE LA DISPOSICION DEL SEPARADOR PARA EL DESUELLO DE OVEJAS EN SISTEMAS DE CARRILES DE DESCARGA POR GRAVEDAD FIGURA 47 ILUSTRACION DE ACTIVIDADES DE CARNIZACION DE OVEJAS CON CARRILES DE DESCARGA POR GRAVEDAD 5. El puesto final de carnización (la canal cuelga ahora en posición normal del carril deslizante), donde se saca el pellejo. Para esta operación manual un operario necesita un espacio de por lo menos 2,50 m detrás suyo para tirar de la piel. El cuarto conducto para pieles debe estar adyacente al lugar donde se realiza esta operación, tras la cual se abre la tripa y se extrae el sebo del redaño, los intestinos, la vesícula y los despojos rojos. En las fábricas la piel de la cabeza se ha de retirar antes de la inspección y, si la cabeza permanece con la canal, se desuella al mismo tiempo que se retira el pellejo. La producción por cadena puede aumentar de la manera siguiente: a. Una mayor subdivisión de las operaciones básicas. b. Un aumento de la longitud del carril de desangrar, ya que se necesitan de 450 mm a 610 mm por canal. c. Un aumento de la longitud de los carriles de carnización, puesto que se necesita 1,2 m por hombre y 3 m desde el comienzo hasta el lugar donde se abren los pechos. d. La mecanización parcial o total como se ha descrito anteriormente. - Cadenas semimecanizadas (que utilizan sistemas de puestos) Sin embargo, en algunos países se están utilizando otros sistemas que entrañan una mecanización parcial, con los cuales la canal después del desangrado se vuelve a arriar automáticamente a lo que se podría describir atinadamente como una mesa alzada móvil o un puesto de carnización (figs. 48 y 49), dispuestos de tal manera que cada animal se mantiene en la postura requerida para proceder a la carnización en el suelo al viejo estilo. El pesebre, sin embargo, avanza a lo que sería normalmente la velocidad del transportador para ajustarse a la producción, y todas las operaciones que se realizan comúnmente con el camal de las patas delanteras en posición se llevan a cabo en esta etapa. La ventaja de este sistema es que la canal se mantiene rígidamente fija en el pesebre, en lugar de colgar de manera inestable del carril y del camal de las patas delanteras y, por este motivo, un hombre que haya estado utilizando el método de pesebre individual de matanza se adecuará más fácilmente a una cadena mecanizada. Es posible elegir entre dos métodos: o el operario se desplaza a lo largo de la mesa y completa todas las operaciones antes de volver al punto de partida, o el proceso se descompone en operaciones individuales de una manera análoga a una cadena, asignándose a cada hombre a un espacio determinado dentro del cual completa su tarea. La forma mecánicamente más sencilla de esta disposición es que la mesa avance en una línea recta y regrese por debajo al punto de carga. La desventaja de este sistema es que, si se prefíere el primero de los métodos citados, el operario tiene que atravesar una distancia máxima antes de empezar a trabajar con su canal siguiente. En este sistema, después del desangrado, la canal se tiende sobre cada pesebre cuando pasa por el dispositivo de arriar, con el extremo de la cola delante. Desde este punto. los matarifes trabajan en pareja y realizan la totalidad de la operación de corte de las patas y desuello en la etapa en que se desuella a la oveja retirando efectivamente la piel de la espalda. Con ambos sistemas (manual o semimecanizado) la retirada definitiva de la piel puede efectuarse a mano o mecánicamente y se realiza con la canal suspendida. En la operación manual un operario necesita un espacio no inferior a 2,44m detrás de él para tirar de la piel. La sala o el conducto de pieles debe estar adyacente al lugar donde se realiza la operación. El espacio necesario para la retirada mecánica dependerá del tipo de equipo, pero normalmente no será inferior al que se exige para la retirada a mano. Las pieles deben retirarse de la nave de carnización lo antes posible. La evisceración no debe llevarse a cabo hasta que la piel se haya retirado de la canal. La cabeza de la oveja debe desollarse y guardarse con la canal para la inspección. Los operarios después de un breve período pueden fácilmente ocuparse de 30 ovejas por hora y a veces esta cifra se ha elevado a 35 ovejas por hora. Estas cifras suponen que el operario recorre una distancia de 4,5 a 6m entre el recibo de la oveja en la mesa y el abandono de la canal desollada antes de volver al comienzo del transportador. Es posible conseguir una producción de 200 ovejas por hora con seis pares de operarios que se desplacen. A este ritmo de matanza sólo se necesitarían dos operarios para las operaciones de atronamiento y encadenamiento y uno sólo para un número inferior a las 100 ovejas por hora. Una vez que se han cortado las patas y se ha desollado a las ovejas, la operación siguientes se realiza con un solo hombre, que sierra todos los huesos del pecho y retira las mollejas de la garganta; este operario puede realizar esas tareas a un ritmo de 200 ovejas por hora. La canal se somete a continuación a un lavado preliminar, mientras se traslada sobre su espalda encima de la mesa y otro operario al final de ésta coloca a la canal en el camal sobre el gancho deslizante y éste sobre la barra del elevador. Para superar la dificultad de un movimiento excesivo de los operarios en las operaciones de preparación de la carne, es posible colocar la mesa en una forma oval, si las demás circunstancias lo permiten, para que el operario acabe estando al lado del punto de partida (figs. 50 y 51) para las operaciones de preparación de la canal. Aunque esta instalación resultaría relativamente más costosa, ese costo adicional puede quedar compensado a lo largo de cierto período por la economía que supone el menor movimiento de los operarios. En los sistemas manual y semimecanizado el equipo necesario para manipular las vísceras para la inspección es análogo en las cadenas de cerdos o de ovejas de capacidad afín. Para producción reducidas, es adecuada una mesa para los estómagos y los intestinos, mientras los despojos rojos están colgados de un gancho o de un carril. Como todas las partes de las vísceras deben identificarse con la canal hasta que termine la inspección, el carril y la mesa deben corresponder al ritmo previsto de matanza más elevado. FIGURA 48 PLANOS DE LA PLANTA SUPERIOR DE UN MATADERO. NAVES DE CARNIZACION DE CERDOS Y OVEJAS Y OTROS USOS MESA Y CARRIL DE CARNIZACION DE OVEJAS DE DESPLAZAMIENTO MANUAL PARA OPERACIONES EN TRAZADO “OVAL” MESA DE SUPERFICIE MOVIL MECANIZADA PARA OPERACIONES EN LINEA RECTA CONTINUA FIGURA 49 MESA DE CARNIZACION DE SUPERFICIE MOVIL EN “LINEA RECTA” 1. Elevador de degüello 2. Carril de desangrado 3. Tope del carril de desangrado 4. Rampa 5. Carril circular 6. Carril superior, portátil 7. Carrito para grilletes 8. Elevador para alzar la oveja hasta el carril elevado 9. Mesa de inspección (también veterinaria) de tripas y estómagos 10. Mesa de trabajo para el tratamiento del mondongo 11. Carril para asaduras 12. Mesa de trabajo FIGURA 50 PLANTA DE MESA MOVIL PARA LA CARNIZACION DE OVEJAS CON DISPOSITIVO DE CARRIL NO TRANSPORTADOR EN TRAZADO OVAL 1. Atronamiento eléctrico de la oveja. Después del atronamiento la cadena de degüello se coloca alrededor de una pata trasera y la oveja se iza por medio del polipasto de degüello hasta la entrada del carril de desangrado. Se cortan las arterias del cuello, se quita el tope de detención del carril y la oveja se desliza hacia el túnel de desangrado. 2. Se libera a una oveja tirando del segundo tope de detención del carril, el trabajador agarra a la oveja arriaca por la pata trasera izquierda y por la pata delantera izquierda y la coloca sobre la mesa vacla. 3. Se procede a desollar la cabeza y el pecho antes de serrar el pecho. 5. Corta la piel de la pata trasera en línea recta desde la cola hacia la uña. Corta la articulación de la pata. Extrae finalmente los órganos sexuales. En realidad su función es la misma que la mencionada con respecto al “trabajador de enfrente” da la figura 4, pero del otro lado de la oveja. 4. El trabajador del fondo abre la panza hacia la orquilla del sobrecuello, luego la pata delantera derecha hacia el pecho y corta la articulatión de la pata. Agarra los colgajos de la piel con la mano izquierda y tira de la piel para descubrir el pecho, utilizando la punta de un cuchillo. Coloca su codo sobre el estómago de la oveja y tirando extrae la piel hacia su lado de la mesa. El trabajador de enfrente corta la piel de la pata trasera izquierda en linea recta hacia la cola, aplicando la punta de un cuchillo. Corta la articulación de la pata. Desprende los órganos sexuales con el cuchillo. 6. Separa con el cuchillo las partes restantes de la piel de la oveja, corta la 7. Coloca argollas a través del tendón de los cabeza colocándola en un carril separado corvejones traseros, fija las argollas al polipastro y para cabezas, o la deja con el resto del devuelve la mesa vacia al comienzo de la cadena. animal si así lo desea después de extraer la piel. A continuación puede fijar a una pata trasera el marbete del propietario del animal. 9. Separa por último la piel tirando con ambas manos. 8. La oveja esta colgada por las patas traseras de un sistema de carril deslizante. El operario separa la piel, agarrando el colgajo de la piel y tirando hacia arriba y hacia la cola, un muslo después del otro. Separa los extremos y corta la cola, de ser necesario. Con un ligero tirón la piel cuelga ahora aproximadamente a 300mm por debajo de la cola. 10. El pecho está abierto para proceder a la evisceración. Los intestinos pueden extraerse totalmente y lavarse la canal por dentro. Después de su inspección. parte de los intestinos y los despojos rojos pueden despacharse con la canal, según las necesidades del mercado. FIGURA 51 OPERACIONES DE PREPARACION DE CANALES DE OVEJA EN SISTEMAS DE MESA MOVIL EN CARRIL DE TRAZADO OVAL Los matarifes y los inspectores de la carne deben disponer de instalaciones para lavarse las manos y de secciones de esterilización de los cuchillos y las sierras en un número suficiente análogo al previsto en las naves de carnización de bovinos. - Cadenas totalmente mecanizadas: características generales Estos sistemas sólo son necesarios para grandes mataderos en los que se sacrifican hasta 2000 animales por día. Comprenden barras de carriles o carriles a lo largo de los cuales se empuja lenta y constantemente a las canales por medio de una cadena arrastrada por un transportador mecánico con trinquetes colgantes, realizándose las diversas operaciones sucesivamente. La cadena no tiene que ser recta para que esté conectada con salas o conductos de subproductos. - Métodos rituales En algunos países (por ejemplo, la India, en lo que respecta a algunas comunidades) la matanza se efectúa cortando la cabeza de un solo golpe, a lo que se denomina método jazka. El animal, al que se ha atronado previamente por medios eléctricos es decapitado e izado por un transportador de tornillo inclinado para completar el desangrado encima de la cubeta para sangre. Posteriormente el desuello, la evisceración, el lavado y la inspección siguen los procedimientos habituales de preparación de la carne en cadena. Las exigencias rituales de la matanza entre los musulmanes se reducen al método efectivo de matar el bovino, los camellos, las ovejas y las cabras únicamente como se describe en el capítulo 6. Esto se aplica igualmente a la matanza de los judíos con excepción de que se necesita espacio para animales grandes junto a una zona de descarga seca o ampliada para que la inspección kosher se realice sobre el suelo, antes de colgar al animal para continuar el procesamiento. 8. PREPARACION DE LAS CANALES DE CERDOS - Consideraciones generales La matanza de los cerdos no ocasiona los mismos problemas que la matanza de los bovinos debido a que: a. b. c. d. se necesita menos espacio; no hay que retirar cueros; y salvo en ciertas ocasiones pieles; el estómago no es tan grande como el de los rumiantes; la cabeza y las patas se dejan con la canal. En la mayor parte de los países la preparación de las canales de cerdos para el consumo humano raras veces requieren que se retire la piel. Normalmente toda la canal, después de la matanza, está sometida a alguna forma de tratamiento que elimina el cabello y limpia la piel; el método más común es la inmersión de la canal en agua caliente seguida de una retirada manual y/o mecánica del cabello. - Métodos de escaldado y supresión de los pelos para pequeñas capacidades En la forma más sencilla de tratamiento, el animal es atronado, matado y sangrado en el suelo, y luego izado e inmergido en una cisterna de agua caliente (de preferencia templada) controlada termostáticamente a una temperatura de 65 °C hasta que el pelo se afloja, momento en que se retira raspándolo a mano o afeitándolo sobre una mesa con camal; a continuación la canal se iza con el camal hasta un gancho o un carril aéreo y se destripa (fig. 52). Estos procedimientos laboriosos y lentos sólo se llevan a cabo en la actualidad en los mataderos más pequeños de todos los países en los que la producción es reducida. Para mataderos mayores, se dispone de sistemas de cadena a los que se incorporan máquinas para quitar el pelo, etc., con una capacidad de 25 a 150 cerdos por hora. El principal problema estriba en decidir cuándo está justificada la introducción de una máquina de eliminación del pelo. Sin embargo, cabe decir que, si en un matadero para diversas especies se prevé una producción bastante regular de un centenar de cerdos aproximadamente durante un período de tres días a la semana, ciertamente se debe tomar en consideración la posibilidad de utilizar una pequeña máquina de escaldado y eliminación del pelo, particularmente para mataderos de una sola especie. FIGURA 52 SECUENCIA DE LAS OPERACIONES DE MATANZA DE UN CERDO - Sistema manual sencillo de cadena de preparación de canales de cerdos (fig. 54). Un sistema típico de cadena en un matadero de tamaño mediano dedicado exclusivamente a cerdos emplea a cinco hombres para conseguir una producción de 40 a 50 canales de cerdo al día, matadero que está constituido por un pequeño corral con cabida para seis a doce animales que se atronan individualmente en el establo por medio de pinzas eléctricas y que luego se izan rápidamente por medio de un elevador de tornillo o cadena de arquímedes colocado sobre un carril a aproximadamente 3,20 m de alto para avanzar hacia y por encima de la cubeta para sangre. A continuación los cerdos se arrían hasta una cisterna de metal que contiene agua a entre 62 °C y 65 °C donde se sumergen completamente durante tres a seis minutos; una pequeña cisterna de aproximadamente 1,80 m de ancho y de 2,10 m de largo tendrá cabida para tres a cuatro canales; éstos se alzan por medio de un cangilón de contrapeso hasta la máquina donde se eliminan las cerdas con una serie de hélices giratorias. La canal se coloca luego sobre una mesa donde se suprimen las pezuñas y cualquier cerda que quede quemándola y chamuscándola a mano con quemadores portátiles. Mientras se chamuscan las cerdas que quedan, la piel no se esteriliza. No es necesario proceder a un chamuscado a fondo de los cerdos tocineros, pero debe procederse a la esterilización de la superficie de la piel y, como solución alternativa, las canales podrían pasar por una instalación única de escaldado, eliminación de las cerdas y chamuscado (fig. 53). Otras mejoras en la preparación de las canales después del chamuscado son la inclusión de una máquina de raspado y cepillado (o pulido) en la cadena, pero su utilización sólo estará económicamente justificada para fábricas de alta producción de tocino. Cuando se ha eliminado todo el pelo del cerdo, se cuelga de un carril de carnización de 3,20 m a 3,3 m de alto, se eviscera, se abre y se limpia con agua, y luego se verifica su peso y se envía al área de preenfriamiento. La longitud de la cisterna dependerá de la rapidez de la matanza y se calcula sobre la base de espacio para un 10 por ciento de las canales preparadas por hora, en la proporción de 460 mm de longitud de cisterna por cada cerdo. El agua de la cisterna puede calentarse a partir de una planta central por medio de inyectores de vapor (impelido directamente desde tuberías con agujeros situados en la parte inferior de la cisterna) o a partir de un limpiador portátil de alta presión alimentado a petróleo que puede asimismo utilizarse para las operaciones de limpieza. La temperatura del agua se regula con termostatos colocados en la cisterna que controlan las válvulas de regulación de la entrada de vapor. El agua circula en la cisterna por medio de bombas para mantener la misma temperatura en todas las partes de la cisterna y facilitar la inmersión total de todos los cerdos. Una objeción que se opone al método tradicional de escaldado mediante la inmersión completa es que el agua de la cisterna puede contaminar las heridas provocadas por el degüello. Aunque la temperatura de escaldado de 65 °C cabría esperar que mate a muchas de las baterías introducidas en la piel, la contaminación del agua es tan fuerte que siempre está presente en la cisterna una elevada concentración de bacterias vivas. Obviamente estos organismos pueden penetrar rápidamente a través de las heridas provocadas por el degüello y pasar a otras partes de la canal donde pueden impulsar la descomposición. Cuando los cerdos se sacrifican en número elevado y con continuidad, se debe prever una cadena de matanza totalmente separada. Sin embargo, la mayoría de los mataderos de tamaño mediano manipulan todas las especies y un empleo más económico del espacio, el equipo y la mano de obra será posible cuando se proceda al sacrificio de los cerdos de manera intermitente a horas distintas de las de otras especies. El corral de atronamiento, el paso del desangrado y parte de la cadena de carnización pueden utilizarse para cerdos o para ovejas a condición de que las operaciones de escaldado, eliminación de las cerdas, raspado y chamuscado de los cerdos estén separadas (fig. 55). La separación por medio de un tabique de 3 m de alto es una práctica común debido a que normalmente no se puede disponer de un espacio abierto de 5 m. En el tabique no debe hacer aperturas entre la sección de eliminación del pelo del cerdo y otras áreas, con excepción de las entradas y salidas para los animales. La entrada a las secciones de escaldado y eliminación de las cerdas debe estar dotada de una puerta de bisagras armadas con resortes de material impermeable. Es sumamente importante disponer de un sistema de extracción para retirar el vapor del área de la cisterna de escaldado. La recogida de este vapor puede facilitarse si se dispone de ventiladores de extracción y de cubiertas sobre la cisterna que mantienen la temperatura del vapor elevada por medio de aire caliente que sirve para evitar la condensación y la nebulosidad. El suelo en torno a la cisterna de escaldado y a la máquina de eliminación de cerdas debe tener una inclinación de 50 mm por 3 m hacia un desagüe situado cerca de la válvula para vaciar la cisterna y descargar el agua de la máquina de eliminación de cerdas. Se debe prever, en la cisterna de escaldado, del regreso de las argollas de desangrar hasta el corral de atronamiento, preferentemente en un carril. La longitud de la cisterna de escaldado, el método de desplazamiento de los cerdos y el tamaño de la máquina de eliminación de cerdas guardan relación con la producción horaria. El diseño del equipo debe permitir una limpieza fácil y completa y se recomienda que se considere la conveniencia de utilizar material resistente a la corrosión. Se deberían incorporar al suelo de hormigón rellenos de cimentación, y todos los ángulos internos y externos deben estar redondeados. Al final de la cadena de eliminación de las cerdas debe existir una instalación para esterilizar los cuchillos y lavarse las manos destinada a los operarios que se ocupan de las operaciones de acabado y raspado y de los inspectores de la carne que se encuentran en el área de la mesa de inspección de la evisceración y de la inspección final, con una iluminación adecuada como para la carnización de los ovinos. FIGURA 53 MAQUINA COMBINADA DE ELIMINACION DE CERDAS Y CHAMUSCADO FIGURA 54 DIAGRAMA DE SECUENCIA DE MATANZA DE CERDOS EN UN SISTEMA EN CADENA PLANTA (véase la fig. 56 para una planta de matadero completa) CADENA PARA BOVINOS 1. Atronamiento del animal 2. Polipasto a carril de desangrado 3. Degüello del animal 4. Corte y lavado de la cabeza 5. Arriado de la canal a la mesa para colocarla de costado 6. Canal a medio polipasto, extracción de grasas al carrito para grasas 7. La panza se deposita en una pala y se iza a la mesa de tripas 8. Se vacian las tripas y su contenido se levanta hasta la tolva colgada sobre el carril 9. Las tripas se rocian y escurren 10. La canal se manda en el carril de carnización 11. Despojos rojos al transportador sobre el carril para despojos rojos 12. El cuero desollado pasa al cuarto para cueros 13. Se divide en dos la canal, arreglo y limpieza de los costados 14. Pesaje de las medias canales y paso al cuarto de retención o al precongelador CADENA PARA OVEJAS 15. Atronamiento del animal e izado al carril de desangrado del animal atronado 16. Corte de patas delanteras 17. Corte de patas traseras 18. Desuello de las espaldas y el pecho 19. Extracción de las tripas 20. Extracción de despojos rojos a transportador 21. Piel desollada pasa a cuarto para pieles 22. Acabado y limpieza de la canal 23. La canal pesada se transfiere al carril y pasa al precongelador CADENA PARA CERDOS . . . . . . . . . . 24. Atronamiento del animal e izado al carril de desangrado 25. Degüello del animal 26. Arriado de la canal a la caldera de escaldado, raspado y depositado en la mesa de aplicación de ganchos 27. Izado de la canal al carril de carnización 28. Extracción de entrañas a la mesa para entrañas, grasas y despojos comestibles al carril 29. Acabado y limpieza de la canal 30. Pesaje de la canal y paso al precongelador FIGURA 55 NAVE DE CARNIZACION DE TAMAÑO MEDIANO PARA “TODAS LAS ESPECIES” CON INSTALACIONES COMPARTIDAS 9. CADENAS DE CARNIZACION PARA UNA SOLA ESPECIE Y PARA TODAS LAS ESPECIES ASPECTOS DE LA PLANIFICACION E INFLUENCIA EN LA FORMA DEL EDIFICIO - Consideraciones generales Un matadero se divide en tres áreas principales: los corrales, la nave de carnización y la sala de suspensión/refrigeración. Si las dimensiones del lugar son suficientes, los corrales y las cámaras de refrigeración se pueden ampliar para incrementar la producción. En cambio, la nave de carnización, que es un conjunto de áreas cuidadosamente dispuestas y de cuartos auxiliares, debe estar planificada desde el principio para atender a toda la demanda previsible. La instalación de un matadero en el que sólo se sacrifican una especie de animales a la vez difiere considerablemente de la de otro que permite sacrificar simultáneamente a dos o tres especies, pero cada sistema tiene sus ventajas cuando se ajusta correctamente a la producción y a prácticas comerciales y de venta concretas. Cabe optar entre varios sistemas en lo que respecta al diseño y los más comunes de éstos se comparan, indicándose a continuación su repercusión sobre la forma del edificio. - Mataderos de una sola planta Siguiendo la práctica generalmente aceptada de carnización de los bovinos en mesas y la eliminación gradual de la matanza en puestos fijos, se ha desarrollado una pauta común de cadenas de matanza para cada categoría de animales que siguen una línea paralela a lo largo de la nave de carnización. Las salas de subproductos se colocan a un lado. Con este sistema, la cadena para bovinos debe estar situada junto a las salas para subproductos y paralelamente, pero a más distancia, se sitúan las cadenas para cerdos y ovejas. Es posible retirar de inmediato de la nave de carnización los subproductos de bovinos no comestibles, pero las pieles y los subproductos de los cerdos y las ovejas tienen que atravesar la cadena para bovinos donde puede seguir estando colgada la carne de la canal limpia. La introducción de un transportador neumático (que no resulta económica para un matadero de tamaño intermedio) ofrece una solución parcial de este problema, pero el traslado de las pieles de las ovejas a través de la cadena para bovinos seguirá impidiendo la matanza simultánea de bovinos y ovejas por razones prácticas e higiénicas. De cuanto antecede se deduce que un único piso de una nave de carnización no musulmana para múltiples especies diseñada en cadenas paralelas se limitará a la matanza de una clase de animales en un momento determinado a menos que exista una separación completa y estructural de la sección destinada a los cerdos (fig. 56). Esos edificios son fáciles de construir con bloques locales de ladrillo u hormigón y dentro planchas de tejado de hormigón armado. Los sistemas de carnización de cadena paralela son económicos de equipar. Todo el sistema del carril aéreo está suspendido de la plancha de hormigón, con lo que se evita la necesidad de un marco de acero estructural para realizar el desplazamiento. Son muy adecuados para grandes producciones de una única especie o una producción moderada de dos o tres categorías de animales y una cuadrilla de matarifes se ocupa de todas las especies durante las horas normales de trabajo. Una variación es la creación de un matadero en forma de T (fig. 57) con cadenas de producción convergentes que permiten que los bovinos y las ovejas se maten en una sección y los cerdos en otra. Las canales preparadas se dirigen a continuación a la sección central de suspensión y refrigeración. Con esta disposición se puede proceder de manera adecuada a la matanza de cerdos por separado, pero el problema de sacrificar simultáneamente a los bovinos y a las ovejas sigue sin resolverse. Por añadidura, los corrales separados plantean dificultades con respecto al acceso a los medios de transporte y se debe prever una ampliación adecuada de los corrales a menos que la forma del emplazamiento sea adecuada. Esta forma de diseño es apropiada para los establecimientos con grandes producciones de cerdos y un predominio de bovinos o de ovejas. - Cadenas de uso múltiple Con el sistema de cadena la utilización múltiple de los carriles aéreos y la utilización en común del equipo es el objetivo del diseñador. En la fig. 20 del capítulo 6 se ilustra este sistema concretamente con respecto a las cubetas para sangre que forman parte de pequeñas cadenas de carnización, las balanzas y las instalaciones de suspensión de los animales. Para dar un paso más en este sentido en una planta intermedia estaría justificada una cadena impulsada de manera intermitente y que permitiera utilizar casi el 100 por ciento de prácticamente la totalidad de unos sistemas de carril aéreo único para todas las categorías de ganado. La inversión en maquinaria y en edificios se reduce, el ritmo de explotación del equipo de procesamiento se utiliza constantemente y aumenta la igualización del consumo de energía diario, lo que produce una mayor uniformidad en los gastos de capital y de explotación y el 30 por ciento de disminución de los gastos de inversión. En las figs. 58 y 59 se muestran los planos de este sistema combinado. La eficiencia de funcionamiento de las cadenas mejora asimismo al aumentar el número de puestos de trabajo. La cadena empieza a partir de dos puntos - las áreas de atronamiento de bovinos y de cerdos, respectivamente. Las dos cadenas convergen antes del proceso de degüello y se vuelven a separar para el escaldado y desuello de los cerdos; y vuelven a converger para las fases restantes de la preparación. La disposición da una capacidad de matanza de hasta 30 bovinos o 60 cerdos o 120 ovejas por hora. FIGURA 56 MATADERO DE TAMAÑO MEDIANO PARA TODAS LAS ESPECIES CON INSTALACIONES COMPARTIDAS FIGURA 57 MATADEROS DE SERVICIO DE TAMAÑO MEDIANO PARA “TODAS LAS ESPECIES” CON INSTALACIONES COMPARTIDAS EN PARTE 1. Corral con equipo automático de atronamiento de bovinos 2. Polipasto eléctrico con arriador automático para trasladar las reses atronadas del corral al carril de desangrado 3. Plataforma de elevación de funcionamiento hidráulico para el degüello 4. 5. 6. 7. Mecanismo transportador del carril de desangrado Ruedas guías del transportador Carretilla para la inspección de cabezas Plataforma para trabajar con las reses muertas transportadas desde el carril de desangrado hasta el carril de preparación de canales 8. Equipo eléctrico para el traslado de bovinos 9. Carril plano aéreo 10. Equipo automático para separar las patas traseras 11. Carril de preparación de canales y operaciones con mecanismo transportador 12. Retorno del transportador 13. Tensor del transportador 14. Plataforma de trabajo para el predesuello 15. Máquina para arrancar el cuero de los bovinos 16. Sierra eléctrica para abrir el pecho 17. Mesa de tratamiento e inspección de las visceras 18. Transportador de intestinos 19. Sierra eléctrica para canales 20. Plataforma de elevación de funcionamiento hidráulico 21. Plataforma para la inspección veterinaria 22. Carril aéreo para tripas 23. Plataforma de trabajo para cortar el sebo y los riñones 24. Motor sincronizado del transportador controlado eléctricamente 25. Equipo para el descuartizamiento de bovinos 26. Transportador arriador del carril de carnización al carril de congelación 27. Balanza de cremallera aérea FIGURA 58 NAVE DE CARNIZACION PARA INSTALACIONES UNIFICADAS (Secuencia de las operaciones con bovinos) 1. 2. 3. 4. 5. Polipasto para cerdos Equipo de atronamiento eléctrico Plataforma de trabajo de funcionamiento eléctrico para el degüello Carril de desangrado con mecanismo transportador Engranajes del transportador 6. Tina de escaldado de las cabezas de cerdo de funcionamiento hidráulico 7. Eliminador de cerdas de las cabezas de cerdos de funcionamiento hidráulico 8. Plataforma de trabajo 9. Arriador vertical de cerdos 10. Tina de escaldado de cerdos con mecanismo transportador 11. Eliminador de cerdas 12. Mesa de raspado y limpieza de cerdos 13. Carretilla para el predesollado 14. Máquina horizontal de desollado de cerdos 15. Polipasto vertical para cerdos 16. Carril de operaciones con mecanismo transportador 17. Regreso del transportador 18. Tensor del transportador 19. Plataforma de trabajo 20. Ducha de cerdos 21. Mesa de tratamiento e inspección de las visceras 22. Transportador de intestinos 23. Sierra eléctrica para canales 24. Plataforma de trabajo de funcionamiento hidráulico 25. Plataforma para la inspección veterinaria 26. Plataforma de trabajo para extraer la manteca y los riñones 27. Mecanismo transportador sincronizado controlado eléctricamente 28. Transportador arriador del carril de operaciones al carril de congelación 29. Balanza de cremallera aérea FIGURA 59 NAVE DE CARNIZACION PARA INSTALACIONES UNIFICADAS (Secuencia de las operaciones con cerdos y ovejas) A continuación figura una descripción esquemática de la carnización de tres categorías de ganado y de los planos correspondientes: El atronamiento de los bovinos se efectúa en un corral de atronamiento. Después de haber encadenado la pata, el animal se iza y se arría automáticamente en un carril elevado. El carril de desangrar vuelve al área de atronamiento. Para proceder al desuello preliminar. las patas traseras del animal se encadenan al camal automático controlado por el transportador, al estar dotado el carril de carnización de un transportador que se desplaza delante de las plataformas de paso de diferentes niveles. Cuando los animales son de diferente tamaño, se puede prever una única plataforma que funcionará hidráulicamente. En la plataforma superior se desuellan las patas traseras y en las plataformas inferiores los costados y las patas delanteras. Aproximadamente el 20 por ciento de la piel se retira manualmente para poder transportarlo a la máquina de desuello situada en la sección de paso y cuya velocidad varía dentro de amplios límites durante el desuello. Las pieles retiradas se depositan en una carretilla para transportarlas a la sala de limpieza y almacenamiento de pieles. El esternón se abre con una sierra eléctrica y la canal se empuja hasta el final de la sección de derivación desde donde el transportador la traslada para la evisceración. El carril corre a continuación durante varios metros paralelamente a la mesa alta de inspección de las vísceras que se mueve sincrónicamente. De pie ante la mesa el trabajador abre el costado y saca las tripas poniendo sobre las mesas la masa abdominal y los despojos rojos, colgando estos últimos de ganchos separados al otro extremo de la mesa. Una vez acabada esta operación, el trabajador se desplaza al otro lado de la mesa. La cadena se aleja de la mesa para el descuartizamiento. Durante este tiempo el operario trabaja desde una plataforma movida hidráulicamente. La velocidad de descenso de la plataforma es controlada por un pulsador colocado en el mango de la sierra, mientras que su movimiento ascendente está controlado por un pedal. Simultáneamente se facilita el examen veterinario del rumen y los intestinos, con lo que se llega a la mesa de inspección de las vísceras (que está conectada con los despojos rojos que se trasladan por su carril); se consigue así una velocidad sincrónica del transportador de las canales en su carril aéreo. Los despojos decomisados y confiscados se depositan en un carrito. Si se ha confiscado la propia canal, el inspector de la carne la enviará a un carril de derivación. Los materiales comestibles sanos descienden automáticamente del gancho a una bandeja que los transporta a la cámara de refrigeración. El rumen se lleva a la sala de limpieza y tratamiento de las tripas. Las partes restantes de los estómagos y los intestinos caen directamente en un carrito y se dirigen a la zona de procesamiento correspondiente. Los trabajadores, de pie en las plataformas de diversos niveles, extraen los riñones, la grasa macerada, y lavan las medias canales. Después de pesarlas y cortarlas en cuartos, las canales se refrigeran y se trasladan posteriormente a la cámara frigorífica o al compartimento de carga para el despacho. Cuando existen cámaras de refrigeración para bovinos y “animales pequeños”, las canales se descuartizan en la nave de carnización, con el fin de poder utilizar el equipo de refrigeración de doble finalidad para ahorrar costos de construcción y de los soportes de los carriles. De ser necesario, con enfriadores de más potencias (para bovinos), el descuartizamiento se puede también llevar a cabo después de la refrigeración. En la fig. 58 las líneas gruesas indican las secciones utilizadas para las operaciones de matanza de bovinos. Para los cerdos se pueden llevar a cabo los tres procedimientos siguientes: a. matanza y escaldado; b. retirada de la piel; c. desuello completo con excepción de la cabeza y las patas. Después de atronar eléctricamente al cerdo, se encadena para transportarlo a un elevador inclinado y luego a un carril que lo llevará hasta una artesa para la sangre donde lo matan trabajadores que están de pie sobre una plataforma elevada. Tras el desangrado, el carril se deriva por medio de conmutadores y el cerdo desangrado se suspende del arriador para transferirlo a la caldera de escaldado. Tras el escaldado una artesa colgante levanta al cerdo de la caldera de escaldado para eliminar las cerdas y lo descarga sobre una mesa de raspado, colocada en el otro lado. A renglón seguido la canal se cuelga y eleva hasta el carril aéreo. En ese punto las cadenas para cerdos y para bovinos están unidas. Los transportadores trasladan a los cerdos a lo largo del carril aéreo. La piel se limpia en la cadena destinada al predesuello. Esta está dotada de duchas que funcionan automáticamente. Para la producción de tocino o jamón se puede instalar un horno de chamuscado y un raspador en la sección anterior al transportador. Una vez abierto el esternón, se corta la canal y se extraen las vísceras como en el de los bovinos. El descuartizamiento del cerdo se lleva a cabo con una sierra eléctrica manejada desde una plataforma móvil que funciona hidráulicamente. Para los bovinos las cuchillas de la sierra se cambian según el tipo de animal de que se trate. El descuartizamiento de las canales va seguido del examen veterinario, la extracción de la grasa abdominal y de los riñones, antes de procederse al limpiado y lavado. Tras el pesaje, la canal se traslada a las naves de suspensión. Cuando se procede al desuello después del desangrado, la cabeza del cerdo colgado se escalda de la manera siguiente: La canal se arrastra hasta colocarla encima de una cuba de escaldar manejada mecánicamente, que se eleva hasta la altura requerida. El paso siguiente consiste en trasladar la canal a la máquina de raspado de la cabeza, que funciona hidráulicamente. La canal se transporta luego al depósito de agua de escaldar que está a unos 38°C a 40°C. Desde la tabla de raspado la canal se puede a continuación trasladar al carril o, de ser necesario, al transportador de predesuello, donde el 10 por ciento de la piel se retira a mano. La piel puede a continuación extraerse en la máquina de desuello horizontal. El proceso siguiente en el carril ya se ha descrito anteriormente. La matanza de ovejas es análoga a la de cerdos, y el mismo elevador inclinado levanta la oveja para trasladarla a los puestos donde se las mata y sangra. Sin embargo, tras el desangrado, se derivan hacia una cadena para proceder al corte de las patas, el desuello, la apertura de los pechos y la evisceración desde cadenas largas. La velocidad del transportador puede ajustarse mediante una regulación variable de la velocidad del motor eléctrico impulsor, según las especies de animales y el número de operarios. Existe también la posibilidad de trasladar sincrónicamente con la mesa destinada a las vísceras mediante el control directo manual o un motor de impulsión variable. - Construcción completa de varias plantas Los mataderos de dos o más niveles eran en otros tiempos comunes (fig. 60). Los ritmos de matanza por hora eran elevados y los subproductos de la matanza eran tratados en uno o más pisos inferiores. Con la nave de carnización situada en el piso más alto y los subproductos dirigidos por medio de conductos hacia los pisos inferiores es posible conseguir la total separación de las cadenas de matanza, con lo que se permite trabajar simultáneamente con todas las especies. Sin embargo, si las pieles, las tripas, los intestinos, la harina de huesos, etc., se procesan en locales separados, esta sola razón explicará que construcciones de tres o más pisos por lo general resultarán poco económicas debido a que las grandes superficies situadas debajo de la nave de carnización excederán a las necesidades. Por otro lado, a menos que los animales se desplacen por sí solos, existe el gasto de alzar las canales sobre transportadores inclinados de desangrar hasta el piso superior, transportadores para devolver los accesorios de matanza hasta el punto donde se utilizan. La disposición racional de los cuartos de los niveles inferiores plantea un grave problema de diseño. Los subproductos son llevados a estos cuartos a través de conductos situados funcionalmente en el piso de matanza. El punto de descarga de un conducto está determinado por su ángulo crítico de descenso. Este varía con el tipo, el peso y el grosor del producto. Una correlación entre el piso de matanza y el de los subproductos normalmente sólo se consigue por medio de soluciones intermedias que pueden menoscabar la eficiencia. FIGURA 60 ORGANIZACION TIPICA DE LAS OPERACIONES EN UN MATADERO DE DOBLE PLANTA Como en los mataderos de múltiples pisos pueden sacrificarse a muchos animales, su utilización está económicamente limitada a los grandes establecimientos. Aunque no se prestan a cambios en la construcción, de ser necesario, existen casos especiales en que lugares con una fuerte pendiente pueden utilizarse con ventaja para construir mataderos de producción media. - Construcción de una planta de descuartizamiento Las ventajas de los diseños de planta única y de varias plantas pueden combinarse económicamente en la construcción de un nivel para el descuartizamiento (fig. 61). Un lugar en pendiente se presta a instalar un sistema de cadenas de matanza paralelas o de naves de carnización individuales sobre un semisótano destinado a subproductos, pero esta situación se puede asimismo crear artificialmente. La altura de las naves de carnización para varias especies se regula por la altura necesaria para el desangrado de los bovinos. Esta es casi el doble que la requerida para matar a cerdos y ovejas y para los cuartos de subproductos. Con un aumento mínimo de la altura, es posible adecuar las cadenas para matar cerdos y ovejas encima del área destinada a los subproductos, mientras que la cadena para la carnización de bovinos puede situarse a lo largo en el nivel principal. Las cadenas para ovejas y bovinos se separan en este caso y, si la cadena para cerdos está también separada por una pared de la cadena para ovejas en el piso superior, se puede trabajar con los tres sistemas simultáneamente. Aunque se requieren elevadores y conductos, éstos se pueden diseñar para cargas menores y más ligeras. El emplazamiento de los cuartos de subproductos en el piso principal es ideal para la colocación funcional de los conductos en el piso destinado a la matanza de cerdos y ovejas. Sin embargo, los cuartos para subproductos, a menos que se duplique su superficie, sólo se podrán destinar a la clasificación, la primera limpieza, el almacenamiento temporal y el despacho de productos más que a su procesamiento. El diseño es económico en el empleo del terreno y suele permitir que se utilicen edificios de marco uniforme de acero u hormigón. Este sistema totalmente flexible se puede ajustar a producciones de hasta 50 000 reses o más al año. En todas estas soluciones, los revestimientos de suelos, paredes y techos no deberán deferir en cuanto al diseño. La recomendación general al respecto es que se ajusten a cuanto se describe en los capítulos 12 y 15 y se tengan en cuenta las recomendaciones específicas para las zonas especiales. Los detalles relativos a los establos, zonas de descarga o depósitos de sangre se describen en los capítulos correspondientes o se ilustran en los diseños que los acompañan. - Conclusiones Los factores que influyen en la elección de una solución de construcción adecuada son las producciones actual y proyectada, y la probabilidad de que la producción de los mataderos se exporte o no, así como el equilibrio de las especies que se van a sacrificar y las limitaciones impuestas por las autoridades encargadas de los edificios actuales o de la planificación. Las soluciones de pisos múltiples no son atinadas para mataderos cuya producción se destinará posiblemente a la exportación debido a que no se prestan a adaptarse fácilmente para atender a nuevas necesidades funcionales impuestas por los cambios inevitables de la producción, pese a lo cual tienen ventajas con respecto al tipo de mataderos de servicio de capacidad media y con un diseño y una construcción de niveles divididos. El emplazamiento de los departamentos de servicios y de los servicios técnicos es más sencillo y más compacto que en un edificio de un único piso; las pérdidas menores de calor y, en cambio, las ganancias solares entrañan una beneficiosa reducción de los gastos de calentamiento y refrigeración del espacio, respectivamente. La circulación de los productos que se están procesando puede ser más rápida y, si se recurre a la gravedad, también más barata. La supervisión de los departamentos se pretende que es mejor debido a la superficie reducida del espacio. Las ventajas funcionales que se indican con respecto a los edificios de un único piso entrañan el uso máximo de la luz natural; una ventilación mecánica más fácil; un movimiento más fácil de los materiales entre departamentos; la falta de restricción a la disposición de cargas y equipo pesados; los menores problemas de aislamiento, cuando es necesario; una supervisión general simplificada de los procesos individuales; un mayor uso del espacio del suelo debido al número reducido de columnas de soporte o su total eliminación. Por añadidura, cuando todo el matadero está en un solo nivel, se simplifica la disposición de la producción en cadena, al mismo tiempo que el propio edificio se construye en menos tiempo y a menor costo (del 10 por ciento al 20 por ciento menos que un edificio industrial de pisos múltiples con una superficie equivalente). Los acabados del suelo, las paredes y los techos no difieren en cuanto al diseño en todas estas soluciones. En general son válidas las recomendaciones indicadas al respecto en los capítulos 12 y 15, junto con las recomendaciones concretas para áreas especiales. En los capítulos correspondientes o en las figuras conexas se dan detalles sobre los corrales, las áreas de descarga o los depósitos para sangre. NAVE DE CARNIZACION DE BOVINOS DE LA PLANTA BAJA NAVE DE CARNIZACION DE OVEJAS Y CERDOS EN LA PLANTA SUPERIOR FIGURA 61 PLANTAS Y SECCIONES DE UN MATADERO DE SERVICIO DE TAMAÑO MEDIANO DE DOBLE PLANTA 10. INSTALACIONES Y EQUIPO DE RECUPERACION Y TRATAMIENTO DE SUBPRODUCTOS COMESTIBLES - Consideraciones generales Todos los mataderos tendrán, por obligación, instalaciones para clasificar y limpiar a los subproductos antes de someterlos a su tratamiento principal en los locales o de que sean recogidos por otras personas para procesarlos en otro lugar. Resulta económico procesar los subproductos comestibles en el matadero, como los intestinos y las tripas pero en cambio las tripas y los intestinos se deben enviar, a menos que se trate de una producción importante, diariamente a los elaboradores especializados. Las salidas para los subproductos principales que se pueden recuperar o procesar económicamente en un matadero de tamaño intermedio se pueden agrupar como sigue, según un orden aproximado del valor del producto por tonelada: 1. Alimentos (mondongos, grasas de bovinos comestibles, tripas, grasas de vísceras y sangre comestible). 2. Productos farmacéuticos (glándulas). 3. Productos industriales generales (pieles y cueros, sebo). 4. Productos para la agricultura (carne/sangre/harina de hueso, y fertilizantes). Con producciones mayores, sin embargo, estos grupos se pueden ampliar para incluir a otros subproductos. La cuarta categoría es de lejos la más importante en tonelaje, pero por la que se obtiene un menor valor por tonelada. Además, por regla general, la estabilidad del mercado y de los precios, así como la rentabilidad, muestran también una mejora progresiva de la categoría 3 hacia arriba, pero ello exige igualmente cantidades de materias primas que sólo están en condiciones de suministrar tres o cuatro mataderos de tamaño medio. En lo que respecta a las perspectivas a largo plazo para muchos países en desarrollo, la consecuencia de ello es que se procura procesar una proporción mucho mayor de los materiales de la categoría 3 y 4 para transformarlos en productos de categoría de un valor superior mediante una mejor elaboración. - Tratamiento de los estómagos e intestinos El grado de elaboración de los productos comestibles depende de las exigencias relativas a la salud de los animales de los mercados receptores y de que éstos sean lo suficientemente grandes como para absorberlos. Para los mataderos que prestan servicios a la población urbana, las consideraciones de salud pública justifican por sí solas la conversión de materiales potencialmente putrescentes en productos útiles, incluso si sólo se ponen a disposición de comunidades agrícolas. En general, la tecnología conocida con respecto a ese tratamiento en los países en desarrollo no tiene que ser excesivamente compleja. A continuación se describen las instalaciones de este tipo así como las de limpieza y almacenamiento que se necesitan en el matadero. La primera limpieza de los intestinos se debe llevar a cabo inmediatamente después de la matanza. Después de la inspección, el estómago y el tubo intestinal se extraen y depositan en el cuarto para tripas, por medio de una carretilla o de mesas móviles que se desplazan desde la cadena de carnización o por conductos de caída por gravedad hasta el piso inferior (figs. 62 y 63). El cuarto destinado a las tripas es un área en el que sólo se llevan a cabo la separación y la limpieza preliminar de los estómagos y los intestinos. Otros procesos, verbigracia la preparación de las tripas, se realizan en una zona separada. El cuarto de las tripas debe estar dispuesto y equipado de manera que el trabajo con las materias primas se realice a la altura de la mesa. Esa mesa debe estar colocada de forma que los estómagos y los intestinos se puedan separar para limpiarlos en sitios diferentes del cuarto. Este debe tener una superficie impermeable lisa. La mesa debe ser de un metal resistente a la corrosión, siendo la mejor superficie el acero inoxidable. Es imperativo que en la construcción no hayan grietas, resquebrajaduras ni espacios difíciles de limpiar. Un reborde alzado en torno al lugar de trabajo evitará que se desborde el agua o los materiales. La parte superior del lugar de trabajo debe estar inclinada hacia un agujero que termine aproximadamente de 50 a 70 mm por encima del nivel del suelo y cerca de un canal de desagüe. Una tubería para regar en torno a la mesa ayudará a mantener la superficie de trabajo limpia. Si los estómagos no se despachan a diario, pero se destinan al consumo humano, tendrán que almacenarse en recipientes con tapas ajustadas en un cuarto separado. Los estómagos se vaciarán en la mesa a través de una apertura que conducirá a una tubería de descarga de estiércol conectada directamente con el sistema de recogida y vaciado del estiércol o con un recipiente de descarga. Se puede utilizar a este respecto un tipo de transferencia neumática que permita que el contenido sea impulsado al compartimento del estiércol o a un receptáculo por conducto de una tubería insertada. Tras vaciarlos, los estómagos se tienen siempre que lavar con agua corriente, es decir, con un rociador de agua fría, y es preciso facilitar también esterilizadores e instalaciones para lavarse las manos. (Nota: Es una buena práctica excluir al estiércol del sistema principal de desagüe y en la medida de lo posible debe separarse en el lugar donde se vacía el estómago). FIGURA 62 DETALLES DE LOS CONDUCTOS DE DISTRIBUCION DE SUBPRODUCTOS FIGURA 63 DETALLES DEL CONDUCTO EN ESPIRAL PARA VISCERAS En el tratamiento de los intestinos, la materia prima suministrada al limpiador de las entrañas, el alimento parcialmente digerido se puede extraer y posteriormente limpiar a mano, sistema que sigue siendo utilizado en los países en desarrollo donde la mano de obra es abundante. El principal proceso siguiente (que se realiza después de poner en remojo a los materiales durante 24 horas en la primera de las tres tinas interconectadas) consiste en extraer mediante el raspado a mano en la segunda tina la fibra - la capa externa de los intestinos - y la capa mucosa interna, así como una capa de grasa adicional cuando se trata de bueyes, y, tras darle la vuelta, del raspado y el lavado finales en la última tina. Se trata de actividades que requieren mucha mano de obra y tiempo y que producen fuertes olores. Estas tinas para eliminar la grasa, cubrir de cieno y finalmente limpiar son aproximadamente de 0,75 m × 0,75 m cuadrados y de 0,75 m a 0,50 m de profundidad en lo que respecta a la última tina fabricada con acero suave galvanizado y tubos de extracción del rebosamiento, y colocadas sobre pies de metal para facilitar las conexiones de desagüe. La temperatura de las dos primeras tinas se debe mantener a entre 32°C y 37°C. La otra solución que consiste en el procesamiento a máquina en todas las etapas elimina el problema del olor. Una serie de máquinas (con una mojadura mínima) utilizan unos cilindros de caucho duro que avanzan muy cerca el uno del otro, con lo que se aplasta suavemente las tripas para soltar y extraer la mucosidad, así como la fibra (y también la capa grasienta cuando se trata de los bueyes, aunque en este caso se utilizan a veces máquinas algo diferentes). La mucosidad se puede utilizar en la industria farmacéutica, mientras que la fibra secada constituye un pienso altamente proteínico. Aunque el procesamiento a máquina es obviamente más caro, puede resultar económico si se recoge la materia prima de otros mataderos con el fin de constituir una instalación de procesamiento centralizada. Las figs. 64 y 65 muestran disposiciones típicas de la nave de procesamiento para bovinos, cerdos y ovejas y la producción de mondongos de cabra, respectivamente. Los estómagos de los bovinos y los cerdos que se desean para elaborar tripas se limpian y escaldan y enfrían. Las figs. 66 y 67 muestran la disposición de la cadena de elaboración típica que utiliza maquinaria para las operaciones con bovinos y animales pequeños anteriormente esbozadas. En general las operaciones hasta la preparación de las tripas de los bovinos son comunes para todas las categorías de animales y se llevan a cabo sucesivamente con el equipo siguiente: a. Bandeja y placa delantal. La bandeja es una mesa de acero inoxidable sobre la que se depositan los mondongos después de haber sido separados del mesenterio. La bandeja y el primer raspador están conectados por la placa delantal, que es una reja deslizante de acero inoxidable con una placa para vaciar el estiércol. b. Transportador. Después de haber separado unos 8m de mondongo, éste se deposita sobre la cinta transportadora, que lo conduce hasta el primer raspador. La operación está en este punto totalmente automatizada hasta el depósito para dar la vuelta a las tripas. c. Raspador. Esta máquina extrae por presión el contenido de las tripas y luego un transportador lleva a los mondongos más adelante para la eliminación de la grasa. d. Con los mondongos de bovinos una vasija de apoyo situada debajo del transportador impide que el mondongo entre en contacto con el suelo. Esa vasija está conectada con el sumidero principal, lo que ayuda a mantener unas condiciones higiénicas y un entorno de trabajo satisfactorio. e. Máquina de eliminación de las grasas. La parte intermedia de las tripas desciende automáticamente del transportador a la lengua de alimentación de la máquina de eliminación de las grasas. Esta máquina extrae la grasa exterior de las tripas que a continuación se transportan más adelante para proceder a la eliminación de la mucosidad. La vasija de apoyo tiene la misma función que en d) y se necesita principalmente en la elaboración de los productos de bovino. f. Conducto para la mucosidad. Se trata de un conducto para la mucosidad de acero inoxidable, montado sobre el raspador de mucosidad o la máquina de eliminación de las grasas para recoger la mucosidad extraída de las tripas. g. El raspador de las tripas de ovejas y cerdos desempeña una doble función que consiste en extraer parte de la piel mucosa soltada de las tripas y en contribuir a arrastrar a las tripas a través de la cisterna donde se remojan. h. Raspador - Triturador. Esta máquina completa la expulsión de la piel mucosa de las tripas de oveja/cerdo, y al mismo tiempo actúa sobre las fibras externas de las tripas para facilitar su extracción en la máquina siguiente antes de que se depositen en una cisterna recolectora. i. Máquina de acabado. El mondongo está listo para la supresión de las fibras después del tratamiento precedente. Esta fase final requiere el avance manual, pero como se pueden introducir de cuatro a cinco tripas a la vez, es fácil mantener el ritmo de las demás máquinas de la cadena. j. Cisterna de recogida final. Se trata de una cisterna de acero inoxidable desde la que las tripas de los animales pequeños pasan a ser clasificadas, medidas y curadas con sal. k. En los bovinos es necesario que la mucosidad suelta sea extraída de las tripas con el raspador de mucosidad. Esto facilita el paso siguiente, que consiste en dar la vuelta a las tripas. Después de haber pasado por esta máquina, sus partes medias caen automáticamente sobre un gancho de recogida y están listas para que se les dé la vuelta. l. Depósito para dar la vuelta. El pretratamiento de las tripas está ahora completado si se exceptúa la extracción de la piel mucosa interior, operación que se efectúa después de haber dado la vuelta a las tripas. Esta última operación se suele realizar como sigue: la tripa se levanta desde el gancho de recogida del raspador de mucosidad, donde está suspendido por su centro. Luego se aprieta contra uno de los colgadores de acero del extremo exterior del depósito donde se efectúa la vuelta y se empuja hacia adelante, con el resultado de que queda perforada. Parte de la tripa se empuja a través del agujero, con lo que se crea un bolsillo. Este último se sumerge en el depósito para dar la vuelta y se llena de agua. A continuación la tripa se cuelga de dos ganchos situados muy cerca sobre el depósito para dar la vuelta con el fin de que el bolsillo lleno de agua de la tripa cuelgue fuera del depósito. Cuando se introduce algo más de agua en el bolsillo la tripa empieza espontáneamente a darse la vuelta debido al peso del agua. El procedimiento se repite luego con la tripa siguiente. m. Conducto para dar la vuelta. La tripa tratada en el depósito para dar la vuelta se extiende ahora (sin colocarse sobre el suelo) en el conducto para dar la vuelta que se encuentra debajo del depósito. Se pueden introducir dos o tres tripas simultáneamente desde este conducto hasta la parte terminal de la cadena, a saber: la máquina para eliminar la mucosidad. n. Máquina para eliminar la mucosidad (bovinos). La piel mucosa se extrae simultáneamente de dos a tres tripas con esta máquina. Si está muy adherida, la tripa se vuelve a pasar de nuevo por la máquina para asegurarse de un resultado perfecto. o. Depósito de recogida. La tripa se recoge en la parte posterior de la máquina de eliminación de la mucosidad con un gancho. Debajo del gancho se encuentra un depósito de recogida desde el que se transportan las tripas para su clasificación final. Después de estas operaciones, todas las tripas se clasifican por tamaño para que sean adecuadas para la fabricación de pieles de salchicha y, por último, son atadas, curadas con sal y almacenadas en espera de su distribución a los abastecedores de los carniceros. Todo el proceso puede emitir un olor relativamente menor dentro del local que el tratamiento manual debido a las materias primas, aunque apenas es discernible fuera de los locales. El único problema que plantea este tipo de operaciones surge cuando hay una provisión excesiva de materia prima en ciertas estaciones del año en cuyo caso un almacenamiento prolongado puede provocar problemas con respecto al olor. La inversión de capital en edificios y equipo para la operación de “utilización de la masa abdominal”, como se describe algunas veces, produce invariablemente un buen rendimiento y es cada vez más importante en una época en que el valor de los diversos productos está disminuyendo y las exigencias del mercado de exportación son mayores. Esas normas son alcanzables en los países en desarrollo que pueden beneficiarse de la demanda constante de tripas de buena calidad mediante la manipulación cuidadosa del producto en locales adecuados del matadero para evitar una disminución excesiva y en gran parte innecesaria del valor de las tripas desde el momento en que se sacrificó a los animales. FIGURA 64 PLANTA DE SECCION DE TRATAMIENTO DE ESTOMAGOS Y TRIPAS DE BOVINOS CODIGO 1. Montacargas para tripas 2. Mesa para visceras 3. Mesa separada para intestinos 4. Vaciado de tripas 5. Estómagos pequeños 6. Lavadora de tripas 7. Máquinas de escaldado y raspado 8. Recipiente de agua callente 9. Inspección veterinaria 10. Camión de transporte 11. Mesa de recuperación de grasas 12. Dispositivo de alimentación 13. Máquina trituradora y desfibradora 14. Pilón de agua 15. Pilón de agua 16. Eliminación de la mucosidad 17. Máquina limpiadora de entrañas de bovinos 18. Mesa de medición y calibración 19. Mesa de salazón 20. Recipiente de sal 21. Mesa de limpieza de excrementos de bovinos 1 Recepción y separación de estómagos 2–4 Vaciado, lavado y escaldado de estómagos 5–6 Separación de los intestinos y paso al transportador de alimentación 7 Depósito de recepción de residuos de tripas 8–10 Eliminación de las grasas restantes 11–12 Elaboración de los chicharrones 13 Determinación de las irregularidades 14 Medición y clasificación de las tripas 15 Salazón de las tripas 16 Secado de las tripas 17 Envasado y almacenamiento de las tripas 18 Conservación en sal FIGURA 65 PLANTA DE SECCION DE TRATAMIENTO DE ESTOMAGOS E INTESTINOS 1. Bandeja y placa delantal 2. Transportador 3. Raspador 4. Transportador 5. Pilón de sostén 6. Máquina de desangrado 7. Transportador 8. Pilón de sostén 9. Conducto de mucosidad 10. Raspador de mucosidad 11. Depósito para dar la vuelta a las tripas 12. Conducto para tripas vueltas 13. Máquina de eliminación de mucosidad 14. Cistema de recogida FIGURA 66 CADENA MECANIZADA DE LIMPIEZA DE TRIPAS DE BOVINOS 1. 2. 3. 4. 5. 6. 7. 8. 9. Bandeja Transportador Raspador-Triturador Transportador Cuba de remojo Conducto de mucosidad Raspador Raspador-Triturador Depósito de recogida (depósito de mezcla) 10. Máquina de acabado 11. Depósito de recogida FIGURA 67 SISTEMA DE CADENA PARA TRIPAS DE CERDOS Y OVEJAS CON REMOJO AUTOMATICO - Grasas comestibles y su elaboración Las grasas crudas pueden ser utilizadas para convertirlas en productos de salazón. Sin embargo, proceden casi exclusivamente de las canales de los bovinos y los cerdos. La cantidad de grasas que pueden obtenerse de las canales de ovejas y cabras es pequeña y en los países en desarrollo esta grasa normalmente se deja con la canal. Las plantas de preparación de grasas comestibles elaboran las materias primas que, cuando están preparadas, dan un producto clasificado como comestible. Estos materiales proceden de las grasas de los redaños en los bovinos, las grasas del abdomen y de la espalda en los cerdos y de recortes grasientos limpios de las vísceras y de trozos de carne comestibles. También se obtienen grasas comestibles mediante el tratamiento de huesos tiernos. El cuarto de almacenamiento donde se guardan solamente grasas comestibles en espera de su tratamiento o despacho suele estar junto al cuarto para tripas y no debe estar totalmente separado por paredes hasta el techo. Después del enfriamiento (si no se han tratado) las grasas deben despacharse de una manera higiénica. En el cuarto para grasas debe haber una instalación para lavarse las manos y, si es necesario en algún momento utilizar cuchillos, debe también existir un esterilizador. - Tratamiento El tratamiento se puede realizar por diversos métodos, según el tonelaje de materias primas del matadero y otras fuentes y según los productos finales deseados. Los sistemas varían desde el tratamiento simple en una caldera abierta hasta el procesamiento mecánico continuo. Con muchos de esos procedimientos, se reduce mecánicamente el tamaño de las grasas crudas porque cuanto menor son las piezas menos temperatura se requiere y más fino es el sabor. La producción de un matadero de capacidad media justificaría desde el punto de vista económico únicamente el sistema de caldera abierta (fig. 68). Las grasas comestibles procedentes de los procesos de matanza y limpieza de las tripas deben recogerse en recipientes de acero inoxidable y trasladarse a la sala de tratamiento de las grasas comestibles para su elaboración. En esas naves primero se enfrían las grasas en un depósito de agua fría. A continuación se desmenuzan finamente con un moledor o desintegrador de carne para salchichas. El tratamiento se lleva a cabo en una caldera abierta que tiene una chaqueta de agua a través de la cual circula agua caliente a una temperatura de 71 °C a 82 °C. Se utilizan paletas agitadoras, montadas en una vara vertical, para mantener en circulación la masa que se está fundiendo. Existe un procedimiento análogo pero más rápido si se dispone de vapor para la preparación de la caldera abierta. Con este método, se utiliza una caldera con chaqueta de vapor equipada también con un agitador. La presión del vapor utilizado varía de 1,03 mbar a 2,068 mbar, con unas temperaturas de 120 °C a 135 °C. Debido a la mayor temperatura no es preciso desmenuzar finamente las grasas crudas después del tratamiento y la refrigeración, por lo que la grasa se puede envasar en cajas de cartón, para lo cual una máquina de envasar manual que puede llenar de seis a ocho cajas a la vez resultará bastante económica. El tratamiento con el sistema de caldera abierta requiere un mínimo de 0,75 toneladas de materia prima al día para que resulte económico con dos turnos en días alternos. Si en el matadero no se dispone de esas cantidades, habrá que elegir entre enviar la materia prima “cruda” a una planta de tratamiento de grasas comestibles centralizada o utilizarla para productos no comestibles valiosos en el propio matadero o en plantas centralizadas situadas en otra parte. El otro sistema de recoger grasas de pequeñas empresas (carniceros, otros mataderos) es factible si se organiza una recogida diaria y los gastos de transporte no resultan prohibitivos. - Recogida de sangre comestible La sangre de animales sanos es una fuente valiosa de proteínas que tiene muchos usos cuando se recoge y almacena de manera higiénica. La sangre descargada directamente en el sistema de drenaje causa problemas a menudo debido a los gastos elevados del tratamiento de aguas residuales. Siempre que es posible, se debe recuperar. Sin embargo, a menos que exista un volumen de producción de sangre comestible, aunque sea procedente de diversas fuentes, resulta más económico convertir a toda la sangre en un polvo fertilizante que da un 11 por ciento de nitrógeno. En los países industrializados la elaboración de sangre comestible se consideraría economica en una instalación central de recogida de una zona en la que se sacrifiquen al año entre 250 000 y un millón de reses. FIGURA 68 FUSION DE GRASAS EN CALDERA ABIERTA La sangre para el consumo humano debe ser recogida de una manera que elimine la contaminación. Debe también corresponder a la canal hasta la conclusión de su inspección y no debe tocarse ni batirse salvo con instrumentos concebidos para ese fin. El almacenamiento posterior debe efectuarse en recipientes claramente identificados y no corrosivos con cubiertas ajustadas y no han de utilizarse para otro fin. La sangre comestible se recoge con un cúchillo ahuecado (fig. 69) o con un cuchillo normal utilizado en el puesto de degüello o en la cubeta para recoger la sangre de varios animales en recipientes cerrados de acero inoxidable (con una capacidad de hasta 30 litros) en espera de la autorización veterinaria de la canal después de la inspección (fig. 70). Cuando se utiliza un cuchillo ordinario, resulta ventajoso efectuar el desangrado sobre una cubeta para sangre cuya forma excluya las secreciones nasales (fig. 29). Si alguno de los animales cuya sangre está en el recipiente es decomisado, todo el contenido del recipiente se debe rechazar como materia de productos comestibles. Se añade constantemente una solución anticoagulante para aportar de 0,8 por ciento a 1 por ciento de citrato de sodio a la sangre sin citratos. FIGURA 69 RECOGIDA DE LA SANGRE COMESTIBLE CON CUCHILLO CONCAVO FIGURA 70 DIAGRAMA DEL SISTEMA BASICO DE RECUPERACION Y TRATAMIENTO DE LA SANGRE COMESTIBLE Una vez obtenida la aprobación veterinaria de la canal, se supone que la sangre de los recipientes es apta para el consumo humano y puede despacharse al procesador local o transferirse (de preferencia con bomba) a recipientes aislados y cerrados de 1000 litros para su manipulación por medio de camiones con elevadores de horquilla y transferirse a medios de transporte por carretera o ferrocarril hasta una planta de procesamiento centralizada. En los climas templados la sangre se puede procesar hasta seis horas después de la recogida. De lo contrario, si el período de transporte es más largo, o en climas tropicales, se debe enfriar a 4 °C antes de llenar los recipientes. - Recogida, tratamiento y utilización de las glándulas Varias glándulas y otros productos de origen animal pueden, en circunstancias definidas, utilizarse para la producción de medicamentos humanos o veterinarios. No obstante, su tamaño y su distribución en los animales criados para dar carne son variables hasta tal punto que su recuperación sólo puede resultar comercialmente viable si la producción del matadero alcanza un mínimo de 50 reses o más al día, debido a las pequeñas cantidades que se pueden obtener de cada animal. Se pueden extraer/refrigerar y acumular hasta una semana cuando se trata de glándulas conservadas en cajas de refrigeración destinadas a los establecimientos de elaboración que recogen productos de otros mataderos con el fin de alcanzar un volumen de extractos adecuado. A continuación se indican los órganos y tejidos internos que, junto con la bilis, se utilizan comercialmente: glándula tiroides, páncreas, ovarios, glándulas pituitarias, glándulas suprarrenales, hígado, duodeno, renina, estómago y cerebro. Es esencial destacar la importancia de los aspectos que se han de tener en cuenta para obtener la mejor calidad: 1. Sólo se deben utilizar animales sanos debido a que los procedimientos de fabricación no siempre garantizan la esterilidad de los productos. 2. Las glándulas deben estar absolutamente desprovistas de grasas y otros tejidos debido a que ello causa dificultades en la preparación (filtración). 3. Algunas glándulas tienen que extraerse en un máximo de 10 a 15 minutos y refrigerarse de inmediato, por ejemplo, el páncreas y si el píloro se extrae tres minutos después de la matanza se dice que el rendimiento de la producción es de dos a tres veces mejor que si se extrae más tarde. 4. Nunca se insistirá lo bastante en la importancia de mantener a los órganos en frío y de despacharlos a lo largo de una cadena de refrigeración continua y no almacenarlos demasiado tiempo (máximo seis meses), dado que sus componentes biológicos activos son muy vulnerables al movimiento. 11. SUBPRODUCTOS NO COMESTIBLES Y SU TRATAMIENTO - Consideraciones generales Los principales productos no comestibles de la matanza que requieren cierta forma de tratamiento antes de poder ser utilizados son las canales y parte de las canales, la sangre de los animales muertos decomisados, las sobras de las carnicerías, los huesos, los recortes de la piel y otros materiales no comestibles resultantes de las operaciones en los mataderos. Este material es potencialmente putrescible lo que ocasiona problema de manipulación, especialmente si se requiere un transporte externo hasta una planta de tratamiento central en climas cálidos, como en los trópicos. Todo el conjunto de los productos no comestibles y el problema de su eliminación útil puede también considerarse como parte de las necesidades generales de eliminación de los desechos de un matadero. A continuación se describen los productos con un valor económico (con inclusión de los que requieren un procedimiento de tipo preparación de grasas) y el nivel recomendado de la tecnología de procesamiento adecuada para un matadero de tamaño mediano con el fin de facilitar su conversión en un producto vendible. - Tratamiento e instalaciones para la preparación de grasas Una vez que la materia prima ha llegado a la planta de subproductos, se puede tratar por medio de diversos métodos. El procedimiento tradicional rentable que se sigue utilizando en la mayor parte de las plantas medianas es la preparación manual, la cocción y operación en lotes en la que todas las materias primas se pueden tratar juntas. Sin embargo, hace falta un suministro de vapor. Las plantas de tratamiento de grasas más pequeñas utilizan este método normalmente para procesar de 10 a 15 toneladas de materias primas a la semana. Las plantas grandes suelen tratar por separado la sangre, los despojos y los huesos. La fig. 71 muestra el diagrama de flujo para el proceso de tratamiento en seco. Las plantas de preparación de productos no comestibles se pueden dividir en dos departamentos totalmente separados, el “no limpio”, donde el pretratamiento, el descuartizamiento de la canal, la coagulación de la sangre y la carga del horno de cocción se realizan normalmente en un piso intermedio y el departamento “limpio” situado en el piso principal, donde se descarga el material esterilizado desde los hornos de cocción para continuar el tratamiento. Los trabajadores de estos departamentos deben estar también separados y disponer de sus propias instalaciones de servicios de personal. Las instalaciones de tratamiento se pueden incorporar al edificio principal del matadero, si dispone de dos pisos. Si se trata de un edificio de un solo piso, la planta de tratamiento debe estar en un edificio separado, en particular si reciben y elaboran materias primas procedentes de otros mataderos. FIGURA 71 DIAGRAMA DEL PROCESO DE FUSION DE GRASAS EN SECO El tratamiento requerido se puede dividir en tratamiento “en húmedo” o “en seco”. Con el tratamiento en húmedo, el material se caliente directamente con el vapor. El tratamiento se realiza en cisternas cilíndricas y verticales con una parte superior convexa y una parte inferior en forma de cono, siendo las tapaderas lo suficientemente grandes como para que toda una canal se pueda tratar sin manipulación o trituración intermedia, instalación útil para países en que el ántrax es común (fig. 72). Las materias primas se cargan a través de un agujero de hombre en esas cisternas y toda la carga se cuece con un vapor vivo a una presión de 3,4 barios aproximadamente. Tras la cocción durante seis a ocho horas, y la sedimentación durante dos o tres horas, el material se ha separado, obteniéndose grasa, agua de la cisterna y residuos, cada uno de cuyos elementos se retira a su nivel respectivo. FIGURA 72 DEPOSITO DE FUSION DE GRASAS EN HUMEDO Debido a las dificultades de manipulación de los residuos húmedos y de las pérdidas de proteínas que se producen cuando no se evapora el agua del depósito, recientemente se ha venido prefiriendo el método de tratamiento en seco. Este procedimiento emplea hornos de cocción o fundidores que son recipientes cilíndricos y horizontales con chaqueta de vapor y provistos de agitadores. El vapor de la chaqueta tiene una presión de 5,5 barios. a) Operaciones preparatorias: Las materias primas procedentes de los suelos de la matanza deben someterse a tratamiento dando prioridad a la rapidez y a una limpieza total con el fin de que los productos finales puedan alcanzar el máximo valor. Alimentación mediante cámara de presión (producción conjunta de varios mataderos) Alimentación mediante cuba de carga FIGURA 73 DIVERSOS SISTEMAS DE ALIMENTACION PARA LA FUSION DE GRASAS EN SECO En muchas plantas que prestan servicios a varios mataderos podría resultar económico utilizar trituradoras, desmenuzadoras y lavadoras para preparar los materiales adecuadamente antes de cargar los hornos de cocción. De lo contrario, para un solo matadero basta con que la materia prima pase a través de una trituradora donde su tamaño se reduce a menos de 50 mm o las canales se pueden cortar a mano e introducir directamente en el horno de cocción sin reducción. Los materiales de los suelos de matanza se transportar al orificio de alimentación de estas máquinas en cajones portátiles para despojos en una planta media y se elevan hasta el suelo o la plataforma de carga. En la fig. 73 están representados diversos sistemas de carga. b) Operaciones de tratamiento: El material preparado se carga en lotes desde una plataforma en el horno de cocción que es un recipiente cilíndrico horizontal (fig. 74) calentado por medio de una chaqueta de vapor y que contiene una paleta giratoria (que puede también calentarse internamente con vapor). El vapor del recipiente puede pasar a algún tipo de planta de condensación enfriada por agua o aire. La capacidad de los hornos de cocción suele variar de una a cinco toneladas de materia prima. El horno de cocción está cerrado y el contenido se calienta de dos a tres horas, según el grado de humedad de la carga. Cuando el material llega a una temperatura de 110 °C a 120 °C, el proceso queda completado. A esa temperatura el material estará eficazmente esterilizado y el grado de humedad se reducirá a aproximadamente el 9 por ciento. Se debe poner sumo cuidado en evitar una cocción excesiva, ya que ello puede deteriorar la calidad del producto, y expeler un olor ácido a quemado que se dispersa a grandes distancias. FIGURA 74 DETALLES DEL FUNDIDOR A PRESION TIPICO PARA EL TRATAMIENTO DE GRASAS Tras la cocción, el producto calentado se descarga en una bandeja de filtración donde se seca el sebo. Se realiza una nueva extracción de sebo por centrifugación. El sebo no comestible resultante se bombea a una cisterna de almacenamiento y, tras su sedimentación, se extrae para utilizarlo como sebo industrial. El producto sólido calentado es un material fibroso de color marrón, conocido con el nombre de “chicharrones”, que sigue conteniendo entre un 9 por ciento y un 12 por ciento de grasas. El producto de chicharrones procedente de los despojos es aproximadamente el 30 por ciento. Los chicharrones posteriormente se muelen y meten en sacos, aunque pueden también almacenarse y ser transportados para la venta por pequeños empresarios a grandes productores para la extracción de disolventes. Los componentes de un sistema de tratamiento están representados en la fig. 75 y en la fig. 76 se representa una sección transversal de una planta pequeña típica análoga con equipo auxiliar. Las dimensiones indicadas son mínimas para la instalación y funcionamiento de la planta. - La sangre y otros subproductos Los subproductos de los animales distintos de la pura grasa, como la sangre y los cuernos, son también tratados en una planta de preparación en seco para extraerles el contenido de humedad. La sangre, que tiene un porcentaje inicial de humedad muy elevado, suele coagularse mediante la inyección de vapor activo en un depósito adecuado o en un coagulador después de su transferencia del depósito para sangre de la nave de carnización (fig. 23). Después del drenaje, los residuos se comprimen para extraer lo más posible la humedad que queda después de la coagulación y finalmente se mete a pala en el secador y se seca hasta convertirse en un polvo. Otro método consiste en colocar la sangre cruda directamente en el secador y secarla en una sola operación, aunque el tiempo de tratamiento es más largo. El polvo producido tiene la forma de harina. En un matadero de tamaño mediano el producto se puede vender sin molerlo a condición de que se separe el pequeño porcentaje de material de tamaño excesivo. Esto se puede efectuar a mano. Otra posibilidad consiste en mezclar la sangre con los demás desechos y materiales decomisados, siendo el producto resultante de este tratamiento conjunto una harina de carne y sangre de alto contenido proteínico. El sebo que queda estará manchado y su valor de mercado será inferior. Las pezuñas y los cuernos, en cantidad suficiente, se pueden tratar por separado o junto con otros materiales y ser extraídos a mano, mientras los residuos se meten en la planta de moler. Aunque su contenido de humedad es reducido, el tiempo de tratamiento en seco se prolonga debido a su dureza y resistencia, aunque se transformarán en harina de manera bastante satisfactoria y el producto se vende como un fertilizante nitrogenado de acción lenta. Todos los procedimientos de tratamiento, en particular de la sangre, producen vapores de condensación de fuertes olores que especialmente en las zonas urbanas se deben eliminar o reducir considerablemente mediante un equipo de condensación adecuado. 1. Fundidor a presión 2. Cisterna filtrante 3. Cesta extractora 4. Extractor de grasas centrífugo 5. Depósito de sedimentación de grasas 6. Bomba de grasas 7. Sección del desintegrador (trituración) y ensacado 8. Polipasto corredizo y carril 9. Corte de materias primas y canales y cuarto o plataforma de recepción 10. Condensador de humos 11. Almacén de productos molidos acabados FIGURA 75 PERSPECTIVA DE UNA INSTALACION TIPICA DE FUNDIDOR A PRESION PARA EL TRATAMIENTO DE GRASAS NO COMESTIBLES 1. Fundidor a presión 2. Cisterna de filtración tipo Strand 3. Carrito con cesta de extracción 4. Extractor de grasas 5. Depósito de sedimentación de grasas 6. Sección de trituración 7. Condensador eyector 8. Polipasto y carril para materias primas 9. Polipasto y carril para la extracción 10. Bomba de grasas 11. Cisterna de almacenamiento de grasas 12. Plataforma de carga 13. Ensacado y despacho 14. Cámara de presión para la impulsión de grasas FIGURA 76 SECCION ILUSTRATIVA DE INSTALACIONES TIPICAS DE UNA PLANTA DE PREPARACION DE GRASAS NO COMESTIBLES POR EL SISTEMA DE LOTES - Necesidades de agua y electricidad para los sistemas de tratamiento El tratamiento de los subproductos entraña una sustancial demanda de vapor, agua y electricidad. Con el tratamiento húmedo, lo que se necesita principalmente es vapor, pero de una presión relativamente baja, y no se requiere electricidad, aparte de la que pueda necesitarse para la carga automática de los lotes en la tolva. Para el tratamiento en seco, se tiene gran necesidad de todos esos servicios públicos. El tiempo de tratamiento variará según la composición de las materias primas y será, por ejemplo, de una hora y media para los huesos no triturados y de cuatro horas para los despojos blandos. La regla práctica para la determinación aproximada de las necesidades de servicios de suministro con respecto a los sistemas de tratamiento en seco ortodoxos es la siguiente: Vapor saturado, aproximadamente 800 kg por 1 000 kg de materiales cárnicos crudos que han de ser tratados con un 50 por ciento de la carga retirada durante la primera hora. Las necesidades de vapor para secar la sangre serán de 5,4 kg a 7,2 kg de vapor por litro de sangre. La demanda eléctrica será de 18 kWh por 1 000 kg de las materias primas medias. Normalmente se parte del supuesto de un motor de 30 cv a 40 cv para un horno de cocción a presión, a lo que deben añadirse de 10 cv a 15 cv para la centrifugación y extracción de las grasas. Estas cifras no incluyen los dispositivos de pretrituración ni ningún sistema de transporte para la recogida y ensacado del producto final, operaciones que se pueden realizar a mano. Agua fría utilizada (sólo cuando es conveniente) para condensar el vapor perdido, unos 15 m3/h lo que podría significar 68 000 litros de agua al día en los momentos de carga máxima (jornada de trabajo de nueve horas en dos turnos). - Cueros y pieles Todos los animales sacrificados en cualquier circunstancia o las canales retenidas de los animales muertos tienen cueros o pieles de valor comercial para otras industrias y son productos secundarios de la industria cárnica que se caracterizan por una extrema diversidad. El explotador del matadero y el proyectista deben estar familiarizados con los principios y las instalaciones de las operaciones en relación con el almacenamiento y, siempre que sea posible, el tratamiento preliminar, ya que en final de cuentas el valor del producto acabado se ve afectado en parte por el tratamiento de las pieles y cueros recibidas en el propio matadero, particularmente en los climas tropicales en los que una temperatura ambiente elevada restrasará el enfriamiento y acelerará el deterioro. - Protección de las pieles y cueros de los animales contra las bacterias: Como las pieles y cueros están constituidas por materia orgánica, pueden sufrir una descomposición bacterial una vez que se han retirado del animal. Los factores que provocan la descomposición de la materia orgánica son la presencia de agua, bacterias y cierto grado de calor, y estas tres condiciones están presentes en los cueros que se retiran de un animal recientemente sacrificado. El cuero de un animal que se acaba de matar está constituido por dos tercios de agua y en su superficie se encuentran innumerables bacterias procedentes de los pastizales en los que se ha criado al animal. La sangre, los excrementos y el contenido intestinal que se encuentran sobre los cueros actúan como alimentos de esas bacterias y aceleran la descomposición del cuero que comienza inmediatamente después de la matanza. Ese deterioro biológico de la piel puede producirse en las etapas siguientes: 1. Entre el desuello y el tratamiento de conservación, por ejemplo, la salación. 2. Durante su conservación en sal: a. si la sal es insuficiente, b. si las condiciones de conservación son insatisfactorias. Todo el proceso de conservación consiste en reducir la cantidad de agua en el cuero lo más rápidamente posible. Los métodos tradicionales para ello son la salación húmeda, el secado por suspensión y el secado primitivo bajo tierra. Los dos primeros métodos se basan en la aplicación de sal al cuero para extraerle el agua. El segundo método seca el cuero y luego extrae el agua por evaporación. En la salación en bloque que es el método adecuado para un matadero industrial, la sal no penetra plenamente en la piel durante unas 24 horas, período en el que las bacterias que ya están dentro de la piel pueden ser activas. Con la reutilización de la sal, la eficacia disminuye debido a que, cuando la sal se vuelve a utilizar cuatro veces no penetra en el cuero con la misma eficacia que la sal limpia y las bacterias halofílicas (atraídas por la sal) sobreviven y se multiplican en el cuero y reducen su valor. - Secado en suspensión: Los cueros se suspenden o cuelgan de una montura y se secan a la sombra. Anteriormente esos cueros eran muy cotizados por el curtidor, pero ese procedimiento resulta habitualmente impracticable en la mayor parte de los mataderos en los que se sacrifica un gran número de animales a diario. Aunque el método está fundamentalmente relacionado con los cueros, el secado por suspensión de alambres es asimismo adecuado para las ovejas y las cabras unido a la salación en seco. El secado normalmente dura de dos a tres días. - Aspectos de las operaciones realizadas en el matadero relacionados con los cueros y pieles: Las operaciones que se realizan en el matadero con respecto a las pieles y cueros incluyen la extracción, el arreglo y la clasificación, además del enfriamiento y a veces la curación. (Véase el diagrama de la fig. 77). En las operaciones de preparación en cadena, la división del trabajo hace posible que el supervisor fije con precisión la responsabilidad en lo que respecta al corte o marcado de los cueros por cada empleado. Cuando los bovinos se desuellan a mano, la mayor duración de esta operación y el contacto de la piel extraída con el suelo húmedo frío posibilitan la pérdida de calor corporal. Con los raspadores de cuero, el menor tiempo requerido para el desuello implica que los cueros entran en el compartimento de recogida y se apilan con tanto calor como las pieles de oveja. Cuatro horas después del desuello son comunes temperaturas de 32 °C a 34 °C en una pila de cueros. Esa situación se agrava aún más al acelerarse la producción, lo que provoca que se acumulen más cueros en el matadero, y un aumento de las necesidades de transporte y manipulación de cueros destinados al mercado, motivo por el cual la extensión de los cueros y las pieles para el enfriamiento debe efectuarse con mayor rapidez. En lo que respecta a las ovejas, cuando se retira la piel, el animal está a unos 35 °C. Debido a su pequeño tamaño, la piel de las ovejas se saca rápidamente por lo que hay poco tiempo para que pierda calor corporal. La densidad de la lanilla evita también el enfriamiento y consecuentemente las pieles de las ovejas se acumulan en la pila principal del matadero a una temperatura muy superior a los 30 °C. Tras una demora de seis horas se puede llegar a una temperatura de hasta 40 °C, probablemente debido a la actividad de las bacterias. - Cámara de recepción: Las pieles y los cueros se trasladan a una cámara situada frente al lugar en el que se les ha extraído finalmente de la canal, y ahí son sometidos al lavado preliminar descrito más adelante para eliminar la sangre o los excrementos antes de ser recogidos ese mismo día por un comerciante en pieles y cueros para proceder a la salación y posterior distribución. En las plantas de dos pisos, los cueros se trasladan a la cámara de recepción a través de conductos procedentes del suelo de carnización. Si la piel de la cabeza forma parte del cuero, al no ser material de cuero, los oídos, los labios y los hocicos se cortan y venden como material para fabricar cola, y si no se les trata. Cualquier grasa que quede se separa del cuero y se envía al departamento de tratamiento de grasas. Las puntas de las colas se cortan, lavan, meten en salmuera durante unas 48 horas, se secan y luego se apilan sin sal. Se venden a los rizadores de cabello que extraen el pelo y lo rizan para utilizarlo en la fabricación de colchones, etc. Los cueros se clasifican según su peso y el sexo del animal, y se marcan para indicar las selecciones nativas. En algunas plantas se inspeccionan para detectar si tienen incisiones, cortes u otras imperfecciones producidas mientras estaban en el piso de carnización; esto debe tratar de evitarse debido a la posible contaminación de la carne. En otras plantas esta inspección se produce en el almacén o en el departamento de curación. Los cueros se pueden clasificar en diferentes categorías de toros, novillos, vaquillas, vacas y terneras de más edad y se colocan en paquetes separados. FIGURA 77 OPERACIONES DE DESUELLO EN EL MATADERO En los mataderos de tamaño intermedio donde por diversas razones es preciso proceder al almacenamiento de cueros y/o pieles antes de la recogida a largos intervalos o antes de que se trasladen en climas cálidos a una lejana cultiduría, es necesario proceder al curado inicial en el matadero con las instalaciones y operaciones siguientes: La cámara de curado para la descarnación de la piel y la salazón: para procedimientos convencionales el tamaño de la sección dependerá de la producción y de que esté situada inmediatamente al lado del matadero en lo que respecta a una planta de un solo piso o bajo el piso de la nave de carnización cuando se trata de una planta de dos pisos, aislada y con aire refrigerado, de ser posible a 10 °C. La superficie aproximada necesaria por res será de 1,7 metros cuadrados. Las operaciones de descarnación de la piel reducen el número de bacterias al eliminar material contaminante. Esto se logra lavando y eliminando con un cepillo duro los excrementos, la sangre y las sangres adheridos. Los cueros y pieles se extienden sobre una plancha de hormigón rociada constantemente con agua por un irrigador aéreo. Tras recortar y eliminar el material no deseado se procede a la salación en seco. La humedad excesiva se elimina mediante la salación en dos etapas. La primera salación suele durar tres días y la segunda, cuatro. Tras la segunda salación los cueros se pueden vender o trasladarse al almacén de los comerciantes para proceder a un nuevo curado. Una mayor flexibilidad en el uso de los locales permite acumular los cueros y las pieles para una segunda salación en bandejas de madera de 2,4 m por 2,4 m con un centro elevado. Estas bandejas deben fijarse con ruedas de rodillo con el fin de que puedan ser levantadas por carritos con elevadores de horquilla para su transferencia a otro almacén, cuando sea necesario. El espacio se puede utilizar para otros fines en épocas de escasa actividad. Al disponer los paquetes de cueros para el curado, sea en las bandejas o sobre el suelo, se dispersa primero una buena capa de sal gema de buena calidad. A continuación se coloca el primer cuero con el lado de la piel hacia abajo y la sal gema se distribuye regularmente por encima. Los cueros curados con sal gema se sacan del paquete y se sacuden sobre una rejilla para que la sal caiga al suelo. Esto se lleva a cabo ante un inspector de la empresa intermediaria o de la curtiduría que examina los lados del cuero para ver si se han producido daños, cortes de cuchillo, etc., y verificar la categoría (sexo del animal y peso). Si se aprueba, se apila y se ata, indicándose la categoría y el peso para que se pueda proceder al despacho. - Problemas de eliminación de las aguas residuales: El lavado de los cueros salinizados en húmedo incorpora mucha sal a las aguas residuales del matadero y plantea dificultades en su tratamiento o limita el reciclado de esas aguas. En los países donde existe una escasez de agua, puede prohibirse el uso de la sal por lo que existe la necesidad de otro método de curado. 12. ALMACENAMIENTO NO REFRIGERADO O REFRIGERADO DE LA CARNE FRESCA Y LOS SUBPRODUCTOS COMESTIBLES - Almacenamiento no refrigerado La carne fresca encoge, pierde peso y es rápidamente atacada por bacterias del aire, de las manos y de la ropa de limpieza, así como de los medios de transporte. Como la reproducción de las bacterias aumenta con la temperatura y la humedad, el peligro es mayor en los trópicos; por este motivo, cuando no se dispone de refrigeración, tradicionalmente la carne se vende al por menor en un plazo de doce horas desde la matanza, incluso con el peligro de pérdidas debidas al encogimiento, desechos y deterioro. La carne debe conservarse, salvo cuando se va a vender localmente y se va a cocinar de inmediato. Además, la carne de vaca se debe conservar, especialmente si no se la añaden especias para cocinarla, con el fin de que envejezca y madure para que se haga más tierna y gustosa; la opinión general es que el ablandamiento de la carne se debe principalmente a la acción de enzimas o a fermentos. Existe, por tanto, una contradicción que se ha de resolver. Sin embargo, el método más importante de conservación, que produce escasas pérdidas de peso y valor y que mantiene más el gusto de la carne fresca así como sus cualidades nutricionales y organolépticas, es con mucho el sistema de enfriamiento por circulación forzada, particularmente si va acompañada de un control de la humedad. - Conservación y almacenamiento por refrigeración Los cambios físicos, químicos y micróbicos que se producen en la carne fresca son estrictamente una función de la temperatura y la humedad. El control de la temperatura y la humedad constituye, consecuentemente, en la actualidad el método más importante de conservación de la carne para atenerse a las necesidades de los procedimientos o del comercio al por menor de los países industrialmente desarrollados del mundo y está siendo cada vez más empleado en las zonas urbanas, particularmente por parte de hoteles, abastecedores de comidas e instituciones hospitalarias de los países en desarrollo. Por ejemplo, el aumento de las bacterias se reduce a la mitad con cada descenso de la temperatura de 10 °C y prácticamente se detiene en el punto de congelación; es decir, la carne se conservará por lo menos el doble de tiempo a 0 °C que la carne con un nivel análogo de contaminación, pero conservada a 7 °C; o se conservará por lo menos cuatro veces más tiempo a 0 °C que ha 10 °C. De ello se deduce que, cuando la carne se conserva por enfriamiento, debe procederse al enfriamiento lo más rápidamente posible después de la matanza, independientemente de su destino final (consumo local o despacho a otros lugares). Al mismo tiempo es preciso asegurarse de que la res muerta ha llegado al rigor mortis antes de enfriarse a 10 °C o a menos para que no se produzca una disminución del frío. Debe conservarse también posteriormente la temperatura de enfriamiento hasta que se utilice, es decir, debe existir una cadena del frío ininterrumpida desde el matadero hasta el consumidor. Todo el desarrollo de la refrigeración ha tendido a la realización de este fin. La temperatura ideal de almacenamiento de la carne fresca oscila en torno al punto de congelación alrededor de -1 °C (-3 °C para el tocino, debido a la presencia de sal). Según el Instituto Internacional de Refrigeración, la duración prevista en almacén de los diversos tipos de carne conservados a esas temperaturas es la siguiente: Cuadro 2: Duración de la carne en almacén Tipo de carne Duración prevista en almacén a -1 °C Humedad relativa por ciento VACA Hasta 3 semanas 90 TERNERA 1 – 3 semanas 90 CORDERO 10 – 15 días 90 – 95 CERDO 1 – 2 semanas 90 – 95 DESPOJOS COMESTIBLES 7 días 85 – 90 En condiciones comerciales las temperaturas de la carne raramente se mantienen entre 1 °C y 0 °C, por lo que los períodos efectivos de almacenamiento son inferiores a lo previsto. Los tiempos también se reducirían si la humedad relativa fuera superior al 90 por ciento En la práctica se adoptan dos grados principales de enfriamiento que son el de refrigeración y congelación. El almacenamiento en frío entre 3 °C y 7 °C es común, aunque la carne se conserva más tiempo a 0 °C y se congela a temperaturas muy inferiores, por lo general en torno a -12 °C a -18 °C (en las cámaras frigoríficas modernas, de -18 °C a -30 °C). La humedad es tan importante como la temperatura y el control de ambos factores debe ir unido. - Comparación de los sistemas de enfriamiento en diversas situaciones En las fábricas se utilizan diversos sistemas para satisfacer ampliamente las condiciones indicadas en diversos reglamentos y normas, por ejemplo, del Instituto Internacional de Refrigeración, que también están destinadas a satisfacer situaciones preconcebidas de comercialización o de tratamiento con posterioridad a la matanza. A continuación se indica la situación que se ha de prever y el sistema de enfriamiento sugerido aplicable a un matadero de tamaño mediano: a. Carne sacrificada localmente para el consumo interno (clima frío) - Suspensión atmosférica. b. Carne sacrificada localmente para el consumo local (clima templado) Preenfriamiento atmosférico y enfriamiento por circulación forzada. c. Carne importada enfriada producida industrialmente para el consumo local, almacenamiento en el matadero para el deshuesado y el corte para la venta al por menor (todos los climas) - Preenfriamiento por circulación forzada y enfriamiento de mantenimiento. Las primeras dos situaciones se dan comúnmente en los países en desarrollo y se describen a continuación: - Técnicas de conservación disponibles para la manipulación de las canales a falta de refrigeración Sin medios artificiales el enfriamiento de la carne se puede facilitar si la matanza se efectúa por la noche y se vierte constantemente agua fría sobre la canal, al favorecerse el enfriamiento por evaporación. Las canales se pueden recoger y despachar a los mercados al por mayor y al por menor para la venta en un plazo de 12 horas a partir de la matanza. FIGURA 78 SECCION TRASVERSAL DE LA NAVE DE SUSPENSION ATMOSFERICA TRADICIONAL Las canales en espera de ser recogidas deben colgar de carriles en una nave de suspensión. En esas cámaras no refrigeradas pero bien aisladas se consigue enfriar la carne en grado considerable. Las cámaras deben ser altas en relación con su anchura y el techo debe tener una forma que contribuya a que se produzca el “efecto embudo” de movimiento ascendente del aire para extraer la humedad de los lomos (fig. 78). Al lograrse el enfriamiento por evaporación debido a la circulación de la corriente natural de aire ayudada por el aire caliente que asciende de la carne, se produce un enfriamiento y una contracción que produce el efecto chimenea. En los climas húmedos los peligros son mayores y es tradicional, donde está de moda esa forma de enfriamiento, hacer incisiones en los costados, en el caso de los bovinos hasta el hueso, para promover el enfriamiento y evitar la contaminación de los huesos. Para evitar todo peligro de contaminación de los huesos, las temperaturas en el centro de las tajadas no debe pasar de 5 °C 48 horas después de la matanza, condición que, salvo en los climas muy fríos, sólo se puede conseguir mediante el enfriamiento por circulación forzada. - Sistema de preenfriamiento atmosférico y refrigeración por circulación forzada Anteriormente y en gran medida ahora cuando se utiliza cualquier tipo de enfriamiento por circulación forzada, la refrigeración se realiza en etapas desde la primera suspensión en una cámara atmosférica durante ocho horas incluso y luego su transferencia a un refrigerador de aire de circulación forzada (de 25 a 30 horas). El enfriamiento inicial en esta cámara atmosférica tiene obviamente la ventaja de reducir considerablemente la carga de refrigeración; y en climas templados contribuirá a mejorar el secado y la consolidación. En los países tropicales el período de enfriamiento atmosférico tendrá que reducirse a la mitad. Al permitir que se produzca cierto grado de evaporación natural fuera de la cámara de enfriamiento refrigerada, es posible evitar una evaporación excesiva de la humedad dentro de ella y, consecuentemente, la formación excesiva de hielo en las tuberías de la planta. Por otro lado, la dispersión del proceso de enfriamiento a lo largo de unos cuantos días entraña que, cuando se procede a la matanza varios días a la semana, es posible disponer de unas plantas menores de enfriamiento de lo que sería en otro caso necesario. Si la matanza se efectúa en la parte más fría del día, para los mataderos de tamaño mediano pueden ser adecuados procedimientos en dos etapas, particularmente en climas templados donde las canales se conservan en espera en un área de apilamiento (a menudo suficiente para acoger la matanza realizada durante dos a tres horas), debido al reducido personal dedicado a las actividades de matanza y carnización. En la fig. 79 se representa un espacio de suspensión a temperatura atmosférica (preenfriamiento) y una cámara de circulación forzada a temperatura controlada (cámara fría). La desventaja evidente es que las condiciones atmosféricas varían; y que incluso en la situación óptima, las canales mantienen el calor durante largo tiempo en condiciones relativamente incontroladas. Sin embargo, si en las áreas de matanza y apilamiento, la suspensión queda completada antes de la salida del sol, esas desventajas se reducen al mínimo. FIGURA 79 DIAGRAMAS DE LAS CAMARAS DE PREENFRIAMIENTO Y REFRIGERACION CON ESPACIO PARA SUSPENSION Y POSIBLE SALA FUTURA DE CORTE Y REFRIGERACION DE LA CARNE Los períodos de tiempo durante los que se debe mantener la temperatura para el enfriamiento normal de la carne varían considerablemente según los procedimientos de carga del refrigerador y/o las disposiciones relativas a la comercialización, por ejemplo, para combatir la “exudación” que menoscaba la calidad, la temperatura de la canal enfriada debe ser de 10 °C durante el verano en las zonas templadas y/o en las zonas tropicales habrá que proceder en particular a la refrigeración de los locales de venta o, de lo contrario, a reducir el período durante el cual la carne puede estar expuesta a la temperatura ambiente. La práctica con respecto a la temperatura varía y, cuando se indican los grados, se debe recordar que, tanto en la cámara de preenfriamiento como en la de refrigeración, las temperaturas de congelación se elevan cuando las canales están dentro. En el refrigerador, por ejemplo, las temperaturas pueden elevarse de -2 °C a 7 °C y tardar hasta 48 horas en volver a la temperatura original. El Instituto Internacional de Refrigeración es bastante concreto en lo que respecta a los tiempos y también señala el elemento muy importante del tamaño de la canal al formular sus recomendaciones con respecto a la temperatura interna de la carne después del enfriamiento. Los datos son los siguientes: 5° - 7 °C Para una canal de bovino de 200 kg. 8° - 10 °C Para una canal de bovino de 300 kg. 10° - 13 °C Para una canal de bovino de 400 kg. 1° - 2 °C Para canales de cerdo, ternera o cordero. Esto entraña 24 horas (para los animales pequeños) y 36 horas para el ciclo de refrigeración de la carne de vaca para obtener esos resultados. - Disposición y volumen de la cámara fría El tamaño de las cámaras frías con carriles aéreos para canales debe calcularse a partir de los datos siguientes: Canales de medio bovino 300 a 500 kg/m (espacio neto) Cuartos de bovino o costados de cerdos 175 a 200 kg/m (espacio neto) Corderos y terneras 150 a 160 kg/m (espacio neto) La disposición del carril y el espaciamiento de las canales de bovinos suele ser uniforme y tener las dimensiones siguientes: de 0,8 m a l m de longitud del carril por canal (canales de un peso de 300 kg) y de 0,9 m a l m la distancia entre carriles. Estos valores pueden reducirse en las zonas tropicales, al ser por lo general los animales más delgados y de menor tamaño (en Asia meridional y en lás regiones de los cebúes de Africa se puede calcular para canales completas de 200 a 250 kg/m). Las canales (de bovino) se cuelgan de ganchos con cilindro o de poleas, los cerdos de ganchos dobles y los animales pequeños de seis a ocho ganchos con dientes “estrella”, pudiéndose utilizar en este último caso dos hileras lo que permite colgar a bovinos. La fig. 80 muestra el efecto en los gastos de aislamiento y en el volumen del edificio cuando se utiliza un apilamiento mayor en comparación con una sala de suspensión adecuada para el apilamiento en una sola hilera. El volumen de la cámara fría debe calcularse teniendo en cuenta lo siguiente: a. La posible utilización de esas cámaras por carniceros locales que no disponen de equipo de refrigeración propio y de su empleo como instalación de venta del mercado. b. La constitución de una bueña reserva de carne para afrontar cualquier irregularidad del sistema de transporte o fluctuaciones en el suministro de reses vivas durante los períodos de vacaciones. c. Las variaciones en el peso de las canales: una cámara fría diseñada para 100 canales de unos 200 kg de peso cada una podría recibir una consignación de animales más pesados de 300 kg o más, con lo cual obviamente, a menos que se disponga de una capacidad adicional, los evaporadores tendrán dificultades para hacer frente al aumento de la carga con la posibilidad de que las canales de bovinos no se endurezcan en el tiempo deseado. Análogamente, otros usos consistentes en refrigerar conjuntamente a bovinos con animales pequeños producirán problemas de condensación. d. La gama y el período de refrigeración y si se emplea la cámara fría para conservar el frío. e. Tipo de refrigeración. f. Período de carga, para reducir al mínimo la condensación de las canales preenfriadas. g. Aislamiento de la cámara fría. h. Método de aplicación. A partir de estos datos se puede calcular la capacidad de refrigeración de la cámara. La evaluación de la capacidad de la planta de refrigeración para la refrigeración de carne de vaca durante más de 36 horas, de carne de cerdo durante más de 14 horas y de carne de oveja durante más de 8 horas se puede determinar calculando el rendimiento medio horario de refrigeración del producto por hora y aplicando esta cifra como carga del producto. Durante las horas iniciales de refrigeración la temperatura del aire superará la cifra prevista debido al ritmo superior de calor liberado de las canales. La capacidad de la planta de refrigeración tiene que equilibrar el ritmo de calor liberado de las canales. A medida que el ciclo de refrigeración continúa la temperatura del aire descenderá con la temperatura de la canal. El instituto internacional de refrigeración ha mostrado que para los ciclos de refrigeración de 36 a 48 horas en lo que respecta a la carne de vaca, la capacidad de la planta, cuando se calcula a los dos tercios del rendimiento medio del producto, ideada a la temperatura final de la cámara, ha resultado suficiente debido a la mayor capacidad de producción obtenida por la planta de refrigeración durante la fase inicial del ciclo de refrigeración. PLANTAS 756 ovejas Colocación en una única hilera de las canales de las ovejas Utilización del 50% del suelo Todas las dimensiones en mm. 1512 ovejas o 60 bovinos Colocación en doble hilera de las canales de ovejas Utilización del 58% del suelo Aumento del 9% del volumen Aumento del 3% de los gastos de aislamiento FIGURA 80 EFECTOS DE LA DUPLICACION DE HILERAS EN EL VOLUMEN DEL EDIFICIO Y LOS GASTOS DE AISLAMIENTO La carne roja, sin embargo, enfriada por debajo de los 10 °C antes del comienzo del rigor mortis, como en el sistema de refrigeración rápida, se endurece debido a una escasez de frío. A menos que se recurra al ablandamiento por métodos químicos/eléctricos para adelantar el comienzo del rigor mortis, es aconsejable controlar el ritmo de refrigeración para evitar la producción de una carne dura. La refrigeración rápida en unas 22 a 24 horas exige una planta de refrigeración que disponga de una capacidad teórica igual al doble del rendimiento medio del producto (por ejemplo, una superficie de refrigeración de 20 m a 30 m por tonelada de carne). El rendimiento máximo se produce directamente después de completar la carga, ya que puede ser de cinco a ocho veces superior a la media y es totalmente inadecuado para los países en desarrollo debido a sus condiciones particulares de mercado, por ejemplo, la necesidad muy limitada de carne refrigerada. - Selección del equipo de refrigeración A continuación se hacen algunas consideraciones sobre la selección del equipo de refrigeración teniendo en cuenta los servicios técnicos y otros factores de diseño que vale la pena mencionar: - Corriente de aire La selección/emplazamiento del refrigerador del aire es posiblemente el elemento que más influye en el rendimiento de la cámara fría. La distribución del aire desde el refrigerador de aire debe lograr velocidades a través de las canales de entre 0,5m a 4m por segundo según el ritmo de refrigeración requerido. No basta con calcular la cantidad de aire necesario para una cámara fría con cierto número de cambios del aire por hora ni la reducción de la temperatura del aire a través del refrigerador de aire. Para conseguir la velocidad requerida a través de la canal, es necesario calcular la superficie libre a través, por debajo y a los lados de la canal para determinar el volumen de aire. Las velocidades del aire entre la canal y las paredes y a lo largo del suelo pueden ser seis veces mayores que a través de las canales, posiblemente debido a la diferencia de los factores de fricción y de la turbulencia local del aire. Se debe poner cuidado al instalar unos refrigeradores de aire montados en el techo de tipo de salida única o doble para evitar la envoltura del aire, cuando éste tiende a evitar completamente el área de suspensión de las canales, dadas las altas velocidades del aire a través del techo, pared abajo y a través del suelo. Esta situación se da frecuentemente en cámaras estrechas. El empleo de refrigeradores montados en el suelo con descarga de aire a un alto nivel y que regresa en un bloque horizontal en espiral hasta el nivel de la canal ha mostrado proporcionar una modalidad de distribución del aire aceptable (fig. 81). FIGURA 81 CAMARA DE REFRIGERACION CONVENCIONAL - Refrigeradores Las disposiciones relativas a la superficie, los tubos, las aletas y la refrigeración del equipo refrigerador de aire dependen de múltiples factores, entre los cuales el principal es el económico. En general, deben elegirse refrigeradores con tres a cuatro aletas por 25 mm de ciclos de refrigeración. La selección de la superficie del refrigerador de aire debe basarse en el rendimiento máximo del calor sensible teórico. El valor máximo normalmente se da al terminarse la carga y por lo general coincide con la relación más baja entre calor sensible/calor latente. La descongelación se puede realizar de muchas maneras. Baste decir que los programas de descongelación deben determinarse finalmente en el momento de hacer el pedido. - Construcción de la cámara fría Después de determinar el número y la cantidad de los carriles para carne, los centros de los carriles, el número aproximado, el tamaño y el emplazamiento de los refrigeradores de aire, el tipo de carriles para carne que descargan por metro de recorrido y el método de apoyo, estos datos se pueden transponer en una forma y dimensión física inicial, y a continuación será posible determinar si el espacio de que se dispone resultará adecuado. Las instalaciones existentes suelen requerir las máximas concesiones, al no haberse dispuesto la ampliación de la cámara fría, etc. Normalmente resulta posible aumentar la capacidad de una cadena de matanza sustancialmente con un incremento mínimo de las necesidades de espacio. Por lo general no es posible aumentar la capacidad de refrigeración de una manera análoga; a menudo la capacidad de refrigeración de una planta es el factor que limita su producción. La altura y forma de la cámara dependerá asimismo de la extensión y, por otro lado, las producciones varían entre los bovinos y los “animales pequeños”. Si, como sucede con las plantas de servicios, las reses son de diversas categorías, la dirección puede preferir que parte de sus instalaciones de refrigeración sean de doble uso para hacer frente a una afluencia anormal de las diferentes categorías de ganado. La desventaja de que el equipo de refrigeración sea excesivamente grande para refrigerar “animales pequeños” que se utiliza para refrigerar con eficacia canales de grandes bovinos se supera si se consigue un pequeño aumento del volumen de la cámara y un aislamiento para duplicar la capacidad de suspensión de animales pequeños en la misma superficie de suelo (fig. 80). - Aislamiento No es posible hablar en general del aislamiento y el acabado de la cámara fría; es necesario considerar cada caso por separado. El poliestireno es el material más comúnmente utilizado, aunque algunos usuarios prefieren láminas de corcho; el espesor varía de 70 mm a 100 mm, pero como los clorofluorocarbonos dañan la capa de ozono, se recomienda volver al uso del corcho. (Véase el capítulo 15). Debe aplicarse un aislamiento suficiente a las paredes, los techos y los suelos para que no se produzca condensación en circunstancias normales en las paredes externas y que las pérdidas en el edificio no superen los 2,64 KJ/hora. Es una práctica común omitir en las instalaciones de los pisos principales el aislamiento del suelo por razones económicas en las cámaras que no se enfrían a temperaturas inferiores a 0 °C. - Cierre del vapor Las variaciones en las presiones y en los ritmos de la corriente de vapor a través del aislamiento durante el ciclo de enfriamiento a menudo no se tienen en cuenta. La presión del vapor en la cámara fría puede ser mayor que fuera, con lo que se invierte la corriente normal del vapor. Este fenómeno tiende a causar expansión y contracción de algunos materiales de aislamiento insuficientemente endurecidos y provoca resquebrajaduras de los acabados de cemento o yeso si están insuficientemente reforzados para los compartimentos más grandes. En general son suficientes compartimentos de 2,5 m. El agrietamiento del material tratado crea huecos para las bacterias y permite que la humedad penetre en el sistema de aislamiento durante el lavado. Los acabados de láminas de metal o plástico que utilizan junturas cerradas en las paredes y los techos proporcionan una mayor protección al sistema de aislamiento, se limpian con mayor facilidad y son menos vulnerables a los daños mecánicos. El cierre externo del vapor del aislamiento de la cámara fría no corresponde normalmente a las mismas normas establecidas para las cámaras frigoríficas o los refrigeradores de chorro, debido a la menor magnitud de los cambios de presión del vapor. Cuando se aplica in situ el aislamiento a las obras de ladrillo, es aconsejable revestir con arena o cemento las paredes antes de aplicar una masilla para encerrar el vapor. Es conveniente un aislamiento aplicado en dos capas conjunturas escalonadas. Este dispositivo no evita totalmente que el vapor circule en una u otra dirección. - Acabado del suelo Debe ser resistente a la sangre, las grasas y los ácidos, y no ha de ser resbaladizo, se debe poder limpiar fácilmente, etc. Debe estar inclinado hacia un canal de drenaje en el cuarto o hacia las puertas de acceso con los canales de desagüe directamente fuera. Se debe prestar atención a los detalles de la juntura entre el suelo y la pared para asegurarse de que se mantiene herméticamente cerrado en las condiciones más duras. - Puertas Para eliminar la necesidad de mantener abierta la puerta de la cámara fría, resulta ventajoso utilizar un pequeño carril de reunión fuera de la cámara fría para almacenar las canales hasta que alcancen un número suficiente que justifique la apertura de las puertas de la cámara fría para su carga. Las puertas no se deben colocar una frente a otra para evitar las corrientes de aire. Frecuentemente se utilizan cortinas de aire, pero situadas fuera de las corrientes que tienden a desarreglarlas. - Estructuras de acero de apoyo El método de dar un apoyo a los carriles para la carne requiere una particular atención ya que las estructuras de acero primaria y secundaria pueden producir un efecto importante en la distribución del aire dentro de la cámara fría. Estas estructuras de acero de apoyo se pueden disponer encima o debajo del aislamiento del techo. Lo más común es que la estructura de acero de apoyo esté situada dentro de la cámara fría con columnas de acero independientes o con columnas incorporadas a la estructura del edificio. El acero secundario se fija a continuación con pernos a la estructura de acero primaria a ángulos rectos, bloqueando así eficazmente cualquier distribución del aire a alto nivel. En la práctica se puede disponer que los refrigeradores de aire insuflen aire entre la estructura de acero primaria. Otro método consiste en disponer la estructura de acero primaria y secundaria encima de los techos aislados. El carril para la carne se sostiene en este caso utilizando varillas de suspensión sobre el techo aislado para reducir al mínimo el efecto de la conducción de calor a lo largo de las varillas. Estas deben estar fijadas debajo del techo para reducir al mínimo el efecto de la carga de choque y del movimiento que, de lo contrario, tenderían a alterar el techo aislado y a ensanchar los agujeros en el techo. Las piezas de sujeción deben estar colocadas lo más cerca posible del lado de abajo del aislamiento. La colocación de la estructura de acero de apoyo fuera de la cámara fría deja un techo despejado para la circulación del aire. Este sistema particular es más aplicable a las cámaras frías para “animales pequeños”. 13. LOS MERCADOS DE CARNE EN LOS PAISES EN DESARROLLO - Consideraciones generales Sea cual sea la forma del producto final o del corte de carne fresca, los puestos de venta al por mayor son imprescindibles, particularmente para los mercados de la carne de vaca y de cerdo, siendo su objetivo fundamental descuartizar la canal en trozos de menor tamaño para la venta al por menor para facilitar su distribución y/o elaboración. De hecho, el mercado público de venta al por mayor es el eje central del sistema de distribución de la carne y funciona también como centro del mecanismo de fijación de los precios esenciales. No es imprescindible que sean de propiedad municipal. Las cooperativas son comunes y ambos sistemas pueden coexistir en una región. Los mercados al por mayor pueden y a menudo forman parte de los mataderos, en particular en lo que respecta a las plantas menores donde el espacio para la suspensión de las canales puede reservarse para la venta de la carne. En países más industrializados el mercado de la carne está progresivamente siendo absorbido por los empresarios que se encargan de cortar o procesar la carne en supermercados o en depósitos de refrigeración centrales. - Emplazamiento Al proliferar y conglutinarse cada vez más las zonas urbanas en todo el mundo, existe una presión sobre las autoridades para proporcionar grandes mercados centrales que atiendan a toda una región, frente a la diversidad de mercados de distrito más pequeños. Dados los limitados medios de transporte por carretera y ferrocarril y la tecnología de refrigeración, el consumidor está mejor atendido por un mercado al por mayor local, que no se encuentra a más de una hora de distancia en automóvil del matadero en los países en desarrollo. - Mercados actuales En la actualidad en los países en desarrollo sólo unos pocos mercados disponen de instalaciones de refrigeración, y los hábitos de preparación y consumo de los alimentos en el pasado han creado y prolongado esas situaciones. Esos mercados son inadecuados para un almacenamiento de larga duración. No obstante, los carniceros deben tener por lo menos un frigorífico o una cámara de almacenamiento en su puesto. Cuando el espacio lo permite, las instalaciones de venta al por mayor están a menudo situadas en el propio matadero. Sin embargo, es un requisito previo para la adecuada refrigeración de la carne en el matadero que en el mercado de carne se disponga de instalaciones análogas. En situaciones en que se carece de éstas, al renovar un matadero donde la matanza se realiza tradicionalmente a primeras horas de la mañana, se deben prever naves de suspensión condicionadas con ventiladores, en las que las canales calientes se enfrían a una temperatura de superficie de un máximo de unos 5,5 °C por debajo de la temperatura media del aire durante un período de hasta seis horas mientras esperan ser transportadas al mercado. Estas naves de suspensión, si estaban planificadas de manera adecuada desde el principio, pueden más tarde transformarse en cámaras de refrigeración de la carne cuando los mercados de carne se modernicen con la instalación de la refrigeración en los puestos de venta. Si las instalaciones para colgar o suspender la carne en el matadero están refrigeradas, el espacio de suspensión del mercado debe estar adyacente a esas cámaras frías y el recinto del motor de refrigeración, etc. - Disposición de las nuevas instalaciones de venta al por mayor Se han creado diversos tipos de mercados de venta al por mayor de la carne en los que las canales se cuelgan de carriles aéreos, entre los cuales las principales categorías son las siguientes: 1. Espacio atmosférico para colgar con o sin un almacenamiento refrigerado adyacente y emplazado como anexo de un matadero o en un lugar separado que atiende directamente al mercado al por menor. 2. Espacio de suspensión refrigerado y puestos de venta unidos a un almacén de refrigeración adjunto emplazados como anexos de un matadero o situados en otro lugar con o sin instalaciones centrales para cortar la carne que atienden directamente a los supermercados y a los mercados al por menor. En la primera categoría, en que los mataderos utilizan cámaras frías o naves de suspensión atmosféricas como mercados, la disposición preferida consiste en que el primer par de carriles aéreos estén separados por una distancia de 1 050 mm, el segundo, por una distancia de 840 mm, el tercero, por 1 050 mm, etc. Esta configuración permite el paso del personal a través de las filas alternas para inspeccionar las canales (fig. 82). De estos carriles, los “pequeños” pueden ser de doble pila colgando de seis a ocho ganchos con puntas en forma de “estrella” en dos hileras de los ganchos de cilindro o carritos. El sistema requiere un trabajador adicional en la nave que se ocupe de las operaciones de doble apilamiento y arriado, pero esto no constituye una carga en los países en desarrollo donde la mano de obra no es un problema. La segunda categoría necesita una nave común dividida longitudinalmente por una pasarela central para atender a los puestos de venta de los carniceros situados a lo largo de los lados externos de la pared. Una forma rectangular resolverá casi todos los problemas y situada paralelamente a su largo eje la nave estará atravesada por un carril aéreo suspendido en un pasillo de 5 m de ancho. El carril aéreo, por medio de carriles de derivación adecuadamente situados, atenderá a los puestos individuales, cada uno de los cuales dispondrá de una sierra de descuartizamiento y de un carril elevado para colgar la mitad o los cuartos de las canales de bovinos o cerdos y canales enteras de ovejas en los carriles inferiores con ganchos para despojos, disposiciones típicas que están representadas en la fig. 83. Leyenda 1. 2. 3. 4. 5. 6. 7. 8. 9. Comedor de los matarifes Area de preenfriamiento Cámaras de enfriamiento o refrigeración Almacén de refrigeración para la carne no vendida Mercado para la venta de carne al por mayor Oficina de ventas y despacho Compartimento de carga Nave de tránsito de vehículos para el transporte de la carne Instalaciones para el personal de refrigeración y venta de la carne FIGURA 82 PLANO PARCIAL DE MATADERO QUE REPRESENTA LA CAMARA FRIGORIFICA Y LA SALA DE VENTAS Emplazamiento del almacén común de productos congelados Emplazamiento de los enfriadores individuales de cada puesto FIGURA 83 DIVERSOS EMPLAZAMIENTOS POSIBLES DE LOS PUESTOS DE VENTA DE CARNE EN UN MERCADO AL POR MAYOR La carne y los despojos que cuelgan de los ganchos pueden dirigirse desde la entrada hasta los puestos y/o las cámaras de refrigeración con entrada para personas, de ser necesario, incluyendo cada puesto una oficina para el carnicero en la que habrá un lavabo y un depósito para herramientas y ropa. Otra posibilidad consiste en que los refrigeradores sean una nave común para colgar productos refrigerados dividida en espacios separados por redes metálicas para la carne no vendida, que estarán situados al final de la nave. Las oficinas y los lavabos y cuartos de servicio habituales, las duchas, los cuartos para cambiarse y los armarios son fundamentales para que los carniceros no tengan que utilizar servicios públicos externos. - Mercados de carne al por menor Sean cuales sean los cambios que se produzcan en la comercialización y distribución de la carne al por mayor, los mercados tradicionales de carne al por menor mantendrán su identidad y forma actuales y coexistirán con supermercados para satisfacer prácticas o hábitos alimentarios tradicionales en los países en desarrollo. La introducción del control de la temperatura y una mayor higiene en ambos tipos de mercados contribuirán a superar los problemas actuales de su desproporcionado número en relación con el período limitado de duración de sus productos cárnicos en la tienda y el número de días de la semana que están abiertas. - Emplazamiento Se debería proceder a una reorganización de la distribución de las carnicerías pasando de su actual dispersión en los mercados generales a una concentración en un lugar especialmente elegido y construido y alquilado de preferencia por las autoridades locales. El plano y la sección de un bloque de carnicerías que constituye un mercado al por menor se basa en las recomendaciones de la Organización Mundial de la Salud (OMS) (fig. 84). - Construcción y acabado Las normas no son tan estrictas como para los mataderos debido a que los mercados no están sometidos al mismo fuerte desgaste. Los acabados de las paredes deben ser de un material duro, liso, sin escamas y lavable y debe estar cubierto, por lo menos, de una o dos capas de cemento coloreado de pintura blanca o crema. En cuanto a la altura, se debe decir que en los climas tropicales los edificios altos son más frescos, se prestan más fácilmente a una ventilación adecuada, son menos húmedos y por lo general menos polvorientos que lás estructuras bajas. La distancia del suelo a los aleros debe ser como mínimo de 4m y en el diseño del tejado y debajo de él se deben incorporar caballetes con criba de ventilación. La parte superior de las fachadas debe dejarse abierta y protegida con cribas para permitir la ventilación transversal y en una de las fachadas se debe instalar un ventilador eléctrico para hacer circular el aire. De lo contrario, lo ideal sería instalar en cada tienda ventiladores individuales “con bastidor volante”. - Suelos y drenajes Para conseguir unas condiciones sanitarias, es esencial que los suelos sean suaves e impermeables. Han de tener una pendiente no inferior a 7,5cm y no superior a 12,5cm por 1 m hacia un canal de desagüe de sección redonda que deben tener tubos en U y rejas y seguir la dirección del muro trasero de las tiendas. Siempre que sea posible, las aguas residuales se deben descargar en el sistema de eliminación de aguas negras comunal. - Materiales para la parte superior de los mostradores Para las partes superiores de los mostradores se recomiendan losas vidriadas ya que proporcionan una buena protección contra los daños químicos, mejoran el aspecto de las tiendas y son fáciles de limpiar. A los carniceros no les gusta utilizar una parte superior del mostrador de losa para cortar la carne, porque las losas se rompen fácilmente. Algunos materiales de plástico, como formica, son aún más adecuados que las baldosas para las partes superiores de los mostradores. - Tejado Como material para los tejados en el pasado se utilizaba amianto no corrosivo que da una buena protección contra el calor excesivo. Sin embargo, el amianto se considera actualmente un peligro para la salud y debe dejar de utilizarse. Cuando existe madera en abundancia y tejas ligeras, se deben emplear estos materiales. Una tercera posibilidad son las láminas de aluminio que reflejan el calor. El empleo de láminas de hierro no se recomienda ya que pueden enmohecer la carne. El empleo de madera no tratada no se debe recomendar porque la madera puede ser atacada por el gorgojo, las termitas y la putrefacción. - Abastecimiento de agua Cuando no se dispone de un abastecimiento de agua limpia de la red principal, se deben instalar canalones a lo largo del tejado para recoger el agua en una cisterna. El grifo de la cisterna de agua debe estar situado a 50cm del nivel del suelo. Al comienzo de las lluvias un segundo grifo situado a 10cm de la parte inferior de la cisterna debe abrirse para que salgan los sedimentos, mientras que el grifo superior abastece a las tiendas de agua potable. Cuando las precipitaciones sean insuficientes, se debe prever un abastecimiento doble de agua limpia y no tan limpia. El agua limpia está destinada a los lavabos, los mostradores y las mesas de carnicero, cuando la carne está expuesta a la venta. La otra agua se utiliza para lavar los suelos, las paredes, los pasillos, etc. Se debe hacer todo lo posible porque las carnicerías estén conectadas con las redes principales de abastecimiento, si existen. Es conveniente disponer de agua caliente y la construcción de una caldera debe tomarse en consideración. Cuando resulte difícil proporcionar agua caliente, se debe estudiar la posibilidad de instalar calentadores solares de agua en el tejado. Sin embargo, sólo puede optarse por esta solución después de haber efectuado un cuidadoso análisis de la relación costo-beneficios. FIGURA 84 DETALLES DEL MERCADO DE LA CARNE AL POR MENOR (OMS) 14. TRATAMIENTO DE LOS DESECHOS Y ELIMINACION DE LAS AGUAS RESIDUALES - Consideraciones generales La prevención y contención de los desechos de la carne y de los subproductos es una necesidad económica y de higiene pública. La principal fuente de contaminación se encuentra en las aguas residuales de los mataderos que incluyen heces y orina, sangre, pelusa, lavazas y residuos de la carne y grasas de las canales, los suelos, los utensilios, alimentos no digeridos por los intestinos, las tripas de los animales sacrificados y a veces vapor condensado procedente del tratamiento de los despojos. Para el mantenimiento de unas normas de higiene adecuadas, la industria de elaboración de productos cárnicos está obligada a utilizar grandes cantidades de agua, lo que constituye un factor importante del costo de elaboración. Su tratamiento a posteriori en la planta y su descarga final en vertederos aceptables aumenta los gastos generales, por lo que resulta esencial que se utilice el volumen mínimo de agua necesario para alcanzar unas normas higiénicas adecuadas, así como la constante verificación del uso. Después de un pretratamiento o de un tratamiento completo adecuado se suele disponer de varios medios de eliminación: 1. A una autoridad responsable del tratamiento parcial o total de los desechos urbanos. 2. A vertederos que dan a los océanos sin tratamiento adicional. 3. A una planta de tratamiento de desechos y de allí a las aguas que los reciben. 4. A las instalaciones de riego después de un tratamiento primario y el paso por un tamiz fino. La mayor parte de los países cuentan con leyes o con códigos de reducción voluntaria de la contaminación para el tratamiento de desechos, en los que se establecen normas de manejo que reducirán las formas más graves de contaminación y que utilizarán, a su vez, los productos de los desechos que se han recogido. - Origen de las aguas residuales en los mataderos y plantas de elaboración Los corrales o establos anexos a los mataderos suelen estar dotados de canales de captación pavimentados y cubiertos. Las aguas están constituidas por los desbordamientos de los depósitos, excrementos líquidos y las aguas para lavar los corrales que contienen estiércol. Los corrales no cubiertos están expuestos a inundaciones en las épocas de lluvias con la consiguiente lixiviación del propio estiércol al sumidero. La naturaleza de estos desechos es de prever que varía considerablemente, según que existan o no canales de captación, las prácticas de retirada del estiércol o la frecuencia de los lavados, así como el grado en que los materiales de paja de las camas y los restos de alimentos no utilizados se incorporan a la carga diaria y el grado de la limpieza en seco inicial de los establos o de los vehículos de transporte. Cuando no se respetan esas prácticas de limpieza, aumentará el número de coliformes y la carga orgánica en las aguas residuales descargadas. Los excrementos se deben recoger secos y apiñarse para formar un composte o un cúmulo de estiércol para la recogida periódica con el fin de utilizarlo como abono agrícola o, en los climas cálidos y secos, si se trata de excrementos de oveja, como ingrediente para la fabricación de ladrillos. Las actividades enumeradas más arriba son los procesos primarios realizados en los mataderos propiamente dichos a los que se añade quizá las operaciones de tratamiento de subproductos que contribuyen a la carga de aguas residuales del matadero. Conviene repetir que con la limpieza inicial en seco de los corrales en ciertos departamentos se pueden reducir las cargas de aguas negras. Piso de los locales de matanza: Muchos mataderos recogen la sangre para elaborarla en las plantas de preparación de subproductos o venderla a fabricantes de fertilizantes. Algunas plantas utilizan parte de la sangre para incorporarla a su harina de carne y venden o regalan la restante. Esto reducirá sustancialmente la demanda de oxígeno y colorantes de las aguas residuales descargadas en el alcantarillado y se debe, por tanto, estimular. Estiércol de las tripas: Se suele segregar de los desechos líquidos y se añade al estiércol de los corrales para la preparación de compostes, por separado. Los mataderos de las ciudades pueden también deshacerse del estiércol con la basura. Una eliminación por separado del estiércol de las tripas reduce materialmente la cantidad de sólidos sedimentables en las aguas residuales que entran en las alcantarillas. Lavazas del suelo y del equipo: Contienen en todos los departmentos sangre, excrementos, carne, grasas y partículas de huesos. Preparación de las canales: Las aguas con que se han lavado las canales contienen sangre, carne y partículas de grasa de los recortes. Preparación de subproductos: Muchos mataderos utilizan las canales decomisadas y los despojos para preparar sebos y harina de carne no comestible. Cuando se utiliza el tratamiento húmedo de subproductos, el agua que queda en los depósitos después de quitar las grasas y los residuos se vuelve a tratar. Las instalaciones de tratamiento de subproductos en seco no producen aguas depositadas ya que toda el agua cargada en el fundidor se evapora. La materia prima utilizada para la preparación de subproductos se desmenuza y lava. Esta operación incorpora una considerable cantidad de residuos a las aguas negras que están constituidos por pequeñas partículas de carne y grasa y contenido de los intestinos. Cuando se emplea el procedimiento de tratamiento por vapor la centrifugación produce más aguas depositadas. Eliminación de las cerdas de los porcinos: Las cerdas se aflojan en una caldera de escaldado y se quitan raspándolas. La descarga de las aguas de la caldera y los restos de los raspados contienen pelo, suciedad y costras de la piel de los cerdos que se añaden a la carga de las aguas residuales. Para reducir estos residuos, las cerdas se pueden hidraulizar por medio de su tratamiento por vapor con la incorporación de cal y cuando se seca produce un material en polvo. Almacenamiento de los cueros: Los cueros recién extraídos en el piso para la matanza se apilan con el lado de la carne hacia arriba y se espolvorean con sal. Una pequeña cantidad de residuos de esas pilas, además de las aguas utilizadas para lavar los suelos, van a parar al sistema de drenaje. Cámara de refrigeración: Los desechos líquidos procedentes de esta unidad tienen escasa importancia. Limpieza de las entrañas: Después de extraer el contenido sólido, que se elimina como desecho semisólido destinado a la preparación de compostes, las entrañas se lavan para extraerles su mucosidad por compresión o presión, se salan, secan, vuelven a salar y envasan para el despacho. Los recortes y la mucosidad de las tripas se tratan para recuperar las grasas y las proteínas. Las aguas residuales de las máquinas de limpieza se descargan en los canales de captación para recuperar las grasas. Cuarto de las tripas: La tripa o la parte muscular del estómago de los bovinos se lava y escalda. Las aguas del lavado y del escaldado que contienen grasas y materia suspendida se descargan en los canales de captación. Lavandería: Las lavanderías de los mataderos grandes son de considerable dimensión y pueden producir aguas residuales con una demanda bioquímica de oxígeno de cinco días de 1300ppm. - Consideraciones relativas al diseño del canal comunes a todos los tipos de recolección Las aguas de desagüe y residuales deben ser recogidas, tratadas y eliminadas teniendo en cuenta las cantidades, el tipo de ganado, la índole de los líquidos y sólidos, las posibilidades de su uso después del tratamiento, la necesidad de evitar la contaminación del medio ambiente y la protección de la salud pública. La instalación de recogida de las aguas residuales debe estar diseñada de manera que se divida en diferentes sistemas en el punto de origen, particularmente en lo que respecta a las plantas medianas o grandes. a. b. c. d. e. Drenaje de la sangre. Desagües de los corrales y del estiércol de las tripas. Desagüe de las áreas de la matanza, los subproductos y su tratamiento. Desagüe de residuos domésticos. Desagüe de las aguas caldeadas, y de las zonas de venta, aparcamiento y servicios. La separación de los sistemas de desechos permitirá hacer economías en la adopción de medidas de tratamiento secundario en todo el sistema. La necesidad de esas medidas se limita a los departamentos o zonas donde la carga de contaminación o la demanda de oxígeno bioquímico es máxima. La separación normalmente dará origen a varios sistemas principales, como se ha mencionado más arriba, pero el desagüe desde las zonas de matanza, subproductos y tratamiento de subproductos es posible que requiera una mayor segregación. La fig. 85 muestra un diagrama esquemático que ilustra estos principios. Las cantidades de agua residuales estarán en lo esencial relacionadas con el número de animales sacrificados y el agua total (caliente y fría) consumida en la nave de carnización y las áreas para subproductos y su tratamiento, con inclusión de todos los desechos que contengan lavazas y sólidos suspendidos, y el cálculo del volumen total se examima al tratar del volumen de las aguas de desecho con respecto al tratamiento. El sistema de desagüe de la sangre debe calcularse para los mataderos sobre la base de un mínimo de 0,75 a 1,00 litros de sangre por cada oveja y cabra y de 10 a 12 litros por cada bovino y de 3 litros por cada cerdo sacrificado. Estas cifras se aumentan en un 30 por ciento para los bovinos cuyo peso en vivo es comparable al que se encuentra en Europa septentrional. El sistema de alcantarillado para el estiércol de las tripas debe calcularse en lo que respecta a los mataderos sobre la base de 1,25kg de estiércol por cada oveja y de 16kg de estiércol por cada bovino sacrificado. Estas cifras se aumentan en el 30 por ciento para los bovinos con un peso en vivo comparable con el que se encuentra en Europa septentrional. El sistema de alcantarillado doméstico debe calcularse en función de la población. Los sistemas de drenaje de los corrales y de las áreas de aparcamiento y servicios suelen depender de la elección final y del emplazamiento del matadero y no pueden uniformarse exclusivamente sobre la base de la capacidad de matanza. Sea cual sea el tratamiento y el sistema de eliminación posteriores, las medidas de pretratamiento de las aguas residuales son obligatorias y es prescriptivo que las aguas residuales crudas no contengan más de 50 partes por millón de grasas que puedan flotar y deben haber atravesado una parrilla de barrotes. En esas situaciones los efluentes, hayan recibido tratamiento secundario o no, pueden descargarse en los cursos de agua o en los canales de regadío. La descarga, sin embargo, sólo debe autorizarse cuando la corriente de agua de todas las fuentes es suficiente en todas las estaciones del año para arrastrar las aguas residuales lejos de la planta o, en las zonas de fuertes precipitaciones, cuando el aumento de la corriente durante la estación de las lluvias no las acumulará en los locales del matadero. Nunca se insistirá lo bastante en que el tratamiento de las aguas residuales comienza en la planta, donde se debe hacer todo lo posible por adoptar una recuperación eficiente de los subproductos y una limpieza en seco, no sólo porque ese material es en sí valioso, sino también porque la cantidad de desechos en el agua y el volumen efectivo del agua utilizada disminuyen asimismo, reduciendo de ese modo los gastos. - Volumen de agua utilizada que puede requerir tratamiento La evaluación del volumen de agua necesaria para convertir a un animal en carne depende obviamente del grado de tratamiento de los subproductos que se lleva a cabo en los locales. En el extremo inferior de la escala se utiliza la cifra de 1700 litros de agua por res procesada como pauta, con un aumento del 25 por ciento si se lleva a cabo el tratamiento de los productos no comestibles. La demanda bioquímica de oxígeno de las aguas residuales podría girar en torno a las 1500 ppm. Estos niveles medios parten del supuesto de una recuperación máxima de los desechos en la fuente mediante una eficaz administración y la recuperación de subproductos. La comparación del agua y la materia contaminantes con el número de reses sacrificadas se considera un procedimiento más satisfactorio que la tonelada de carne elaborada ya que el peso medio de los animales varía de un país a otro y de una región a otra, en particular en los países en desarrollo. Obviamente dos o más animales de menor tamaño siguen requiriendo el mismo procedimiento de preparación de la carne individual y, por consiguiente, más agua que el peso equivalente de un animal mayor. - Fases y sistemas de tratamiento Tras la separación inicial de las diversas categorías de aguas residuales, el grado y el método technológico de tratamiento varía considerablemente debido en parte a la falta de uniformidad de la producción, la tecnología de elaboración, el equipo de tratamiento de las aguas residuales y su emplazamiento. Siempre que es posible, las aguas residuales deben dirigirse a un sistema de alcantarillado público, aunque este procedimiento requerirá cierto grado de tratamiento primario o pretratamiento como requisito mínimo. Las exigencias de los países en desarrollo difieren en la medida en que no existen sistemas de alcantarillado principales salvo, quizá, en el centro de la capital o de las ciudades principales y en esos países, por consiguiente, se debe dar por supuesto que las aguas residuales se descargan en las aguas de superficie (ríos, lagos o tuberías de desagüe en alta mar) y en esas situaciones se producen invariablemente diversos grados de tratamiento que pueden contribuir a la viabilidad económica de la empresa de elaboración de manera aún más significativa que en los países industrializados. Los procedimientos de tratamiento que se pueden emplear se clasifican en tres categorías distintas, a saber: primario, es decir, tratamientos físicos y químicos; secundario, es decir, tratamientos biológicos anaeróbicos o aeróbicos y, por último, una combinación de los dos tratamientos secundarios. Todos los tratamientos indicados garantizan cierto grado de control, si no un control total, de los patógenos y de los niveles de contaminación. FIGURA 85 DIAGRAMA DE LAS SECCIONES DE ELABORACION DE LA CARNE Y DE TRATAMIENTO DE LOS DESECHOS EN EL MATADERO En la mayor parte de los sistemas, una vez extraída la grasa y los elementos sólidos gruesos de las aguas de desecho, por lo general se deja que las corrientes separadas se mezclen y, si es posible descargar las aguas de desecho en un alcantarillado público local. quizá no se requiera ningún otro tratamiento en el matadero. Cuando resulta posible, la descarga en un alcantarillado público local es obviamente el mejor método de eliminación. pero en los países en desarrollo apenas se dispone de alcantarillas y las instalaciones de tratamiento no tienen la capacidad para ocuparse de los desechos comerciales, por lo que en esas situaciones es factible tratar las aguas de desecho directamente por medio del tratamiento primario más arriba indicado. Uniformización de las corrientes de agua residuales: La utilización de depósitos equilibradores e igualizadores de las corrientes evitan la necesidad de que las plantas especializadas de tratamiento tengan una dimensión excesiva para ocuparse de las corrientes máximas. Constituido simplemente por un depósito de acero o de hormigón fabricado localmente (o de una laguna cuando se dispone de tierras) el depósito equilibrador ofrece la ventaja de que la descarga del matadero se efectúe en un sistema municipal de alcantarillado y de tratar a sus propias aguas residuales. En el primer caso, se puede necesitar una cisterna para evitar que se supere el límite de la corriente impuesto por las autoridades locales en los momentos de máxima producción. En el otro caso, un depósito equilibrador, al regular las diversas corrientes diurnas, permite que el procedimiento de tratamiento en la planta se conciba para corrientes medias y no máximas. El control de los contaminantes y de las cargas de choque puede también dar origen a una utilización más eficiente de las instalaciones de tratamiento posterior. A título de ejemplo típico, las aguas residuales se impulsan a un ritmo regular a lo largo del período de trabajo deseado (es decir, si las aguas residuales diarias totales = 400m3, una bomba puede dar un impulso de 17m3/hora durante 24 horas o de 40m3 durante 10 horas). El ritmo efectivo debe poder ajustarse insertando en la cadena de descarga una juntura en T, haciéndose retroceder a la corriente controlable hacia el depósito de igualización. El nivel no debe descender por debajo del 30 por ciento del volumen total para que se disponga de líquido que permita la igualización de las corrientes de entrada de aguas residuales. - Sistemas de tratamiento primario (físico) Los procedimientos de tratamiento físico comúnmente utilizados son los siguientes: procedimientos de ordenación y de limpieza propiamente dicha seguidos del tamizado para la eliminación de los sólidos pesados y sedimentables, tubos en U para grasas y depósitos de despumación para la eliminación de los sólidos finos y las grasas y aceites. En el pretratamiento de las aguas residuales de la industria de la carne se utiliza invariablemente el paso por una rejilla para excluir la carne, los huesos, las descarnaduras de pieles y cueros y otros sólidos gruesos de las aguas de desecho. Su función es sumamente importante y produce la eliminación de condiciones perjudiciales (bloqueos de la bomba o de las tuberías), corriente abajo, así como el mejoramiento de la eficiencia de los procedimientos de pretratamiento. Ese método tiene escaso efecto en la reducción de la demanda bioquímica de oxígeno, las grasas y los aceites o los sólidos en suspensión. Aunque en general no se consideran muy favorablemente las rejillas de barrotes, por obstruirse fácilmente y requerir una constante atención para evitar bloqueos, esta desventaja se puede pasar por alto cuando existe abundancia de mano de obra barata. Una serie de rejillas fabricadas localmente podría también resultar adecuada, cuando se utilicen dos o tres rejillas de barras con aperturas comprendidas entre los 5 cm y los 0,5 cm. Esas rejillas pueden necesitar ser limpiadas a mano con regularidad. Más eficientes, pero que no dejan de necesitar limpieza, son los tamices del tipo Baur Hydrasieve construidos con patente con alambre en forma de cuña. Los datos relativos al rendimiento son los siguientes: un tamiz con una superficie de 1m (espaciamiento de 1mm) = 6 a 18m3 de corriente/hora. Las altas concentraciones de grasas que se dan en las aguas residuales de la industria de la carne se pueden reducir si los canales de desagüe del suelo y el equipo de los departamentos competentes se dota de tubos en U antes de pasar por la criba para evitar el bloqueo de las tuberías, los desagües y otro equipo. Las grasas pueden causar problemas en las cámaras de sedimentación que cuentan con separadores de espumas insuficientes cuya acumulación puede bloquear el filtro y provocar un posterior estancamiento y problemas de olor, en el cieno activado a causa de la acumulación y en los digestores al formar una capa en la superficie que no se degradará. La eliminación de hasta el 90 por ciento de las grasas que flotan libremente mediante la utilización de tubos en U para grasas es posible, pero de tratarse de desechos de carne, particularmente cuando se transportan trozos de carne, es más eficiente la flotación por aire disuelto. La flotación por aire disuelto es el procedimiento de flotación más común y se utiliza principalmente para el tratamiento primario de las aguas residuales de los mataderos. El aire se disuelve en el agua residual bajo presión (3–4m3/hora por m3 de depósito) y posteriormente se transforma en microburbujas (de 50 mm a 200 mm de diámetro) a presión atmosférica. La flotación por aire disuelto facilita la recuperación de sebos, aceites y grasas, sólidos suspendidos y la demanda bioquímica de oxígeno, por un total de un 30 por ciento a un 60 por ciento de sólidos suspendidos y de un 50 por ciento a un 80 por ciento de sebos, aceites y grasas. - Tratamiento primario (fisicoquímico) Una tecnología relativamente sencilla permite extraer hasta el 95 por ciento de los sólidos en suspensión y posiblemente el 70 por ciento de la demanda bioquímica de oxígeno por medio del tratamiento fisicoquímico. En lo esencial, el procedimiento fisicoquímico consiste en los siguiente: Condicionamiento o pretratamiento de las aguas residuales mediante la incorporación de coagulantes y agentes de floculación para facilitar la sedimentación de los sólidos en suspensión. Esta fase va seguida de la clarificación: paso a través del depósito de sedimentación que separa el sedimiento pesado del flotante, que es un líquido claro casi desprovisto de sólidos en suspensión y con unos niveles muy reducidos de demanda bioquímica de oxígeno. Cuando las aguas residuales se tratan íntegramente en el lugar del matadero, es esencial facilitar la sedimentación primaria, que es probablemente necesaria si los desechos van a pasar posteriormente por filtros. Se utilizan dos tipos de depósitos de sedimentación y las dimensiones varían considerablemente. Los depósitos de sedimentación de corriente horizontal (fig. 86) son necesarios para las cargas pesadas y sus dimensiones deben permitir un período de retención de seis horas. Esos depósitos requieren, sin embargo, la eliminación regular del cieno, por lo que es necesario disponer de un depósito de reserva. La eliminación del cieno puede efectuarse por gravedad o con una bomba de cieno después de haber bombeado las materias flotantes al depósito de reserva. Para corrientes de más de 1000 m3/día pueden resultar rentables raspadores mecánicos. Los depósitos cilíndricos de sedimentación vertical de fabricación local parecen ser sedimentadores primarios más eficientes y eficaces en función de los costos para los mataderos de tamaño mediano (fig. 87). Se pueden fabricar de acero con revestimiento epoxídico, con fibras de vidrio o construidos en forma rectangular empleando hormigón armado, si se dispone de este material. Al ser los ángulos de 60°, el cieno de las paredes se quita solo. El requisito fundamental es en este caso que se produzca cierto grado de turbulencia en la entrada para lograr la mezcla e impulsar la floculación. Las turbulencias deben evitarse en los demás lugares. Con el empleo de la gravedad, los sólidos se asientan y se concentran en la base, desde la que pueden extraerse a través de la válvula. Las aguas residuales clarificadas se extraen suavemente de la parte superior. El ritmo de la corriente ascendente debe oscilar entre 1,0 m3 y 1,5 m3/hora. Manejo y eliminación del cieno: El cieno resultante de los sistemas de sedimentación descritos debe estar libre de sustancias tóxicas y resultaría aceptable en muchas regiones como fertilizante agrícola. El cieno resultante contendrá de un 3 por ciento a un 5 por ciento de sólidos y podrá pasar por gravedad o por bombeo al área de eliminación; de lo contrario se necesitarán lechos para el secado. Lechos para el secado o bandejas de evaporación: Se recomiendan para mataderos de tamaño pequeño o mediano, aunque sólo si están situados en la periferia de las ciudades. Para países con amplios recursos de tierras, la disponibilidad de cieno en las zonas de engorde del ganado puede mejorar la viabilidad económica y proporcionar empleo. Estas tareas requieren mucha mano de obra y el vaciado se debe efectuar a mano cuando la concentración de sólidos alcanza aproximadamente 1m3 por 40 kg de cieno. Construcción de los lechos o bandejas: Normalmente se construyen con capas de materiales de filtración provistas de tuberías en la base que conducen a las tierras agrícolas para recoger los materiales de desecho líquidos que deben volver a reciclarse en el depósito de igualización para proceder a un nuevo tratamiento. Los tanques de evaporación se recomiendan para países con altas tasas de transpiración y escasas precipitaciones y se construyen de manera análoga con revestimiento interior de butilo para contener el cieno y con tubos de desbordamiento y terraplenes para retener las aguas residuales en períodos de aguaceros o de las lluvias cortas de los monzones. FIGURA 86 CISTERNA DE SEDIMENTACION DE CORRIENTE HORIZONTAL FIGURA 87 CISTERNA DE SEDIMENTACION DE CORRIENTE VERTICAL A título de indicación, por cada metro cúbico de lechado de cieno producido al día hace falta 1m2 de superficie de lecho al día. Por ejemplo, si un lecho tuviera 14 m × 5 m de superficie para secar a 35 m3 de lechado de cieno, período de secado podría variar de 2 a 4 semanas según las condiciones locales y el grado de acondicionamiento de cualquier producto químico recibido. Si la semana es de seis días de trabajo, se necesitarían de 10 a 12 lechos de secado con las dimensiones más arriba indicadas (superficie total requerida de 700 m2 a 1400 m2). Contaminación de las aguas subterráneas: Durante la instalación y utilización de lechos, bandejas, cuencas o estanques se debe prestar la debida consideración a las condiciones geológicas locales. Si no se dispone de datos en cuanto a la permeabilidad de los subsuelos puede resultar apropiado revestir todos esos elementos con láminas de butilo o con hormigón pintado con betún natural, para evitar la contaminación de las aguas subterráneas por lixiviación de la planta de tratamiento. Otros sistemas de eliminación del agua del cieno: Los espesores del cieno (coagulantes) anteriormente indicados pueden emplearse para intensificar la condensación del cieno hasta que se transforme en sólidos al 10 por ciento en un día. Sin embargo, incluso cuando están así condensados, siguen siendo difíciles de manipular y necesitan otro tratamiento (por ejemplo, los lechos de secado). Si la clarificación (eliminación de los sólidos en suspensión) es eficiente en los procedimientos de tamizado y fisicoquímicos, las aguas residuales finales procedentes de ese tratamiento deben tener una turbiedad y un color mínimos y estar prácticamente libres de tóxicos, por lo que su descarga sería aceptable en casi todas las circunstancias. Ese tratamiento requiere bastante poco capital y la tecnología ha de resultar comprensible y corresponder a la esfera de competencia del personal de mantenimiento del matadero. Solo en las situaciones urbanas debe resultar necesario pasar a procedimientos de mayor densidad de capital y resultaría difícil controlar las etapas secundarias del tratamiento de las aguas residuales (biológico) para suprimir los niveles reducidos de contaminación restantes, etapas que se enumeran a continuación. - Sistemas de tratamiento secundario (biológico) Se necesitarán procedimientos adicionales principalmente cerca de zonas urbanas donde las descargas de desechos tratados pueden ir a parar a capas freáticas o cerca de éstas. Se requieren normas superiores a las aceptables para los sistemas de tratamiento en regiones remotas, entre las cuales las siguientes: Aeróbicos; Procedimiento de cieno activado (convencional); Procedimiento de cieno activado (foso de oxidación); Tratamiento biológico anaeróbico (formación de estanques). El diseño y utilización de estos sistemas incumbirán, debido a las normas y salvaguardias que se han de respetar, a las autoridades locales competentes y no al explotador del matadero quien tendrá, no obstante, que pagar una carga por esos servicios. Sólo los grandes mataderos que descargan en las redes de alcantarillado municipales pueden considerar que la imposición de otro tratamiento secundario resultará económicamente justificable para producir posteriormente una reducción de sus descargas de aguas residuales. La elección del sistema más adecuado depende de los costos, del nivel de demanda bioquímica de oxígeno requerido, de la superficie de tierras disponibles, del nivel de olores y de los requisitos municipales, en la forma en que proceda. Estos sistemas secundarios que se mencionan en la sección siguiente, deben ser selectivos y requieren un gran capital. Un tratamiento secundario de ese tipo para una planta de tamaño intermedio estaría justificado únicamente si se comparte con otros usuarios industriales o si se incluye una carga doméstica de la ciudad de que se trate para sacar partido de las economías de escala necesarias. En todos los sistemas mencionados, se da por supuesto que es necesario un tratamiento preliminar en el matadero, particularmente en la sedimentación, cuando las aguas residuales pasan por filtros como en los sistemas aeróbicos. - Conclusiones y consideraciones sanitarias aplicables a los países en desarrollo La purificación de las aguas residuales es un proceso de centralización y aceleración que normalmente se da en la naturaleza. Sin embargo, las variaciones en la índole de los desechos crudos, en los grados de pretratamiento en las operaciones de elaboración de la carne, en las prácticas de conversación de los desechos, en las condiciones climáticas y en las características del subsuelo influirán en el diseño. Algunos estanques son anaeróbicos por proyecto, otros por accidente. Algunos sistemas reciben un tratamiento de aeración inducido en la etapa primaria, mientras que otros lo reciben en la etapa secundaria en un intento por conseguir que el agua contaminada entre en contacto íntimo con el aire en la medida en que resulte posible. Dados los diferentes tipos de sistemas convencionales de tratamiento mecánico utilizados y las variantes de sus subsistemas, muchos de los cuales no están todavía internacionalmente uniformados, resulta difícil cualquier intento de generalización. No obstante, se pueden sacar algunas conclusiones generales para los países en desarrollo, y una premisa importante es que es más realista y factible instalar una planta de tratamiento segura y cuya dirección resulte fácil para eliminar hasta el 75 por ciento de los contaminantes que gastar posiblemente el séxtuplo del capital para montar una planta convencional perfeccionada, que requeriría unos conocimientos tecnológicos de que no se dispone. Existe además la posibilidad de que en cuestión de meses incluso esas plantas resulten inoperativas. Debido al costo, al mantenimiento y al propio proceso, no se aconseja un tratamiento convencional sofisticado, por los motivos siguientes: a. Comparado con otros procedimientos, incluso el tratamiento convencional de las aguas residuales es muy caro tanto en capital como en gastos de funcionamiento. Pocos países en desarrollo disponen de las instalaciones para fabricar el equipo relativamente complejo requerido para el tratamiento convencional, equipo que se ha de importar y pagar con las escasas divisas de que se dispone; a título de ejemplo, los gastos anuales del tratamiento convencional de las aguas residuales son de 4 a 6 veces superiores a los de los sistemas de estanques aireados y de estabilización de desechos. b. Mantenimiento: El tratamiento convencional depende en gran medida de todo un conjunto de máquinas eléctricas que han de mantenerse a un alto nivel de rendimiento para que la planta funcione de manera satisfactoria. En muchos países en desarrollo no se dispone de los expertos en mantenimiento necesarios. c. El propio proceso: (i) El tratamiento convencional de las aguas residuales está concebido principalmente para eliminar materia orgánica con el fin de evitar la contaminación en los cursos de agua receptores; se presta escasa atención al destino de los patógenos fecales, pese a que en muchos países en desarrollo tropicales y subtropicales la distribución de los patógenos fecales es considerablemente más importante que la eliminación de la demanda bioquímica de oxígeno. (ii) El tratamiento del cieno puede resultar difícil y caro, y representar hasta el 40 por ciento del gasto total del tratamiento de las aguas residuales. (iii) La formación y emisión de olores puede ser muy intensa en climas cálidos, especialmente si se dispone de filtros de goteo de ritmo lento que tienen también la desventaja de ser un criadero de sicódidas, cuya presencia en grandes nubes puede impedir efectivamente toda actividad humana en las cercanías de las instalaciones. En los mataderos emplazados en o cerca de las periferias urbanas, donde las tierras son escasas, el tratamiento convencional es inevitable y el empleo de filtros de goteo muy rápidos con unos ritmos de carga hidráulica de hasta cinco veces los de los filtros de ritmo elevado pueden resultar necesarios, al igual que las técnicas de filtración doble alternativa para conseguir unos niveles satisfactorios con una utilización mínima de la tierra. Esta consideración puede por sí sola determinar en gran medida la elección de un matadero. En zonas rurales, con escasa limitación de disponibilidad de tierras, los sistemas primarios (tratamiento físico/químico) suelen bastar y, de ser necesario lograr unos niveles superiores de tratamiento de las aguas residuales, se ha considerado adecuada alguna forma de tratamiento en estanques. La mayoría de los países en desarrollo se encuentran en zonas tropicales o áridas y cuando la incidencia de enfermedades epizoóticas es sumamente elevado el peligro para la salud pública es mayor que en las regiones templadas. Incluso así, los animales sanos en cualquier región debe darse por supuesto son portadores no descubiertos de salmonelas. Los organismos patógenos, como los bacilos de la fiebre tifoidea, los quistes de la disentería y las huevas de las lombrices, se ha demonstrado que inicialmente no se ven afectados por los tratamientos anaeróbicos. Debido a ello, sea cual sea el procedimiento o grado de tratamiento de las aguas residuales que se adopte, habría que desinfectar siempre a las aguas residuales finales y aplicar tratamiento térmico al cieno, particularmente en las plantas de preparación de productos no comestibles donde pueden proliferar las esporas del ántrax. No obstante las desventajas climáticas, la situación de la tierra es tal que a menudo se dispone de más terrenos para la producción de cultivos y la aplicación de procedimientos de riego que en los países industrializados posiblemente más urbanizados. Cuando se dispone de una superficie de tierra adecuada y las condiciones climáticas son favorables, las aguas residuales digeridas pueden estancarse en estanques de oxidación adecuadamente diseñados, para que la fotosíntesis pueda actuar y se pueden descargar las aguas residuales que tienen una demanda bioquímica de oxígeno negativa. Ese tratamiento en estanques evita las dificultades de la nitrificación y supera los problemas relacionados con un cieno finamente dividido puesto que los únicos sólidos descargados son los asociados con el fitoplancton vivo que puede darse por supuesto se transforma en un componente de la flora biológica de las aguas receptoras. Una ventaja de este tratamiento en estanque reside en la capacidad de reducir las bacterias en las aguas residuales descargadas. Por otro lado, para los mataderos de tamaño intermedio, el costo de esa purificación de las aguas residuales es prohibitivo y, aunque sea a expensas de la calidad de las aguas residuales, la etapa del tratamiento en estanque podría omitirse y el tratamiento primario solo resultaría de una calidad suficiente para el riego en los pastizales para el ganado bovino o en los forrajes para las ovejas. Esas aguas residuales primarias tendrían un alto contenido orgánico (la demanda bioquímica de oxígeno podría llegar a 1000 mg/1), cierta cantidad de sólidos en suspensión (por ejemplo, 100 mg/1) y un elevado número de bacterias, por lo que consecuentemente las aguas de desecho probablemente contendrían algunos microorganismos patógenos. Los estanques, en cambio, reducirían considerablemente las posibilidades de que las aguas residuales finales contengan organismos patógenos. Sin embargo, si las aguas residuales se utilizan después del tratamiento primario exclusivamente, este problema podría superarse en gran medida utilizando una rotación de pastizales y tierras de regadío en barbecho después del período de riego durante por lo menos dos semanas antes de un nuevo pastoreo. Durante ese período morirían los microorganismos patógenos y de otro tipo. El empleo de estas aguas residuales primarias para pastos para ovejas o para forrajes para ovejas se ajustaría a lo indicado en el informe técnico de la OMS No 517, relativo a la nueva utilización de las aguas residuales. Esas aguas residuales se han utilizado en muchos países, entre ellos Nueva Zelandia. En las normas de renovación de las aguas de California y Alemania se han enumerado las aguas residuales primarias como adecuadas para los cultivos de semillas y de fibras de forraje. La adopción de esas medidas reduce los gastos del tratamiento de desechos y las economías en la renovación de los pastos de las tierras de regadío aumentará los ingresos resultantes del engorde de ganado en situaciones donde las reses necesitan un amplio descanso y piensos antes de la matanza. 16. EVALUACION DE LAS NECESIDADES DE MANO DE OBRA Y PERSONAL - Necesidades de mano de obra: consideraciones generales Los recursos de mano de obra se evalúan para los diversos departamentos del matadero en relación con la producción y los sistemas de elaboración, con inclusión de los servicios de preparación de subproductos como base para evaluar los servicios de apoyo sanitarios, de lavandería y sociales y determinar los gastos globales de mano de obra. Las operaciones en la planta giran en torno a las naves de carnización propiamente dichas que en la práctica están concebidas para determinar la producción mínima, con una flexibilidad operacional para ampliar la producción sin proceder a construcciones adicionales. Esta capacidad no es innata al mantenimiento del ganado (corrales) ni a la capacidad de suspensión y de refrigeración, ya que la expansión en esas zonas, particularmente en la última, sólo se consiguen mediante nuevas construcciones. Las producciones que justifican unos sistemas de cadena en las naves de carnización desde el punto de vista económico son las siguientes: (véase también el cuadro 6). a. Para camellos, bovinos y caballos: i. preparación en mesas horizontales: 6 a 8 por hora, 4 a 5 hombres. ii. preparación (en cadena) vertical: 24 por hora, 15 hombres. b. Para terneros: 12 por hora, 5 hombres. c. Para ovejas y cabras: i. horizontal: 25 a 35 por hora, 5 hombres. ii. vertical: 70 por hora, 10 hombres. d. Para cerdos: i. horizontal (manual): 40 por hora, 8 hombres. La cifra inferior de hombres citada más arriba representa el equipo mínimo que podría explotar de manera económica unos sistemas de cadena de preparación de la carne modernos. Con equipos menores, la eficiencia del trabajo y la higiene se hacen más difíciles como se verá en el cuadro que figura a continuación. Por otro lado, equipos mayores pueden operar con más facilidad y más economía que con los métodos más tradicionales. - Número sugerido de trabajadores que participan en la elaboración principal En el cuadro 6 se indica el número aproximado de operarios para la preparación de canales de diferentes categorías de ganado y diversas producciones y con sistemas distintos de elaboración desde el atronamiento hasta el lavado final. No se tienen en cuenta los procedimientos rituales de matanza que, de exigirse, necesitarían una mano de obra adicional. Los tiempos de producción indicados incluyen el tiempo no productivo como la espera para regular el trabajo causada por un flujo irregular de trabajo. En cadenas o instalaciones más pequeñas de menor capacidad no se incluye el trabajo no productivo en las operaciones de la cadena de preparación de la carne para los trabajadores que se encargan de la evisceración, quitan las magulladuras y pesan porque se les puede asignar a otras funciones (por ejemplo, la carga de las canales en el cuarto frío) entre sus ciclos de trabajo en la cadena de carnización. Se debe señalar que no dos naves de carnización son iguales incluso si las operaciones de matanza/preparación de la carne pueden ser exactamente idénticas. Varían según el ritmo deseado de matanza, con cierta flexibilidad dentro de límites máximos y mínimos. Las operaciones de cada matarife pueden asimismo variar según los sistemas de carnización empleados, por ejemplo, uno o dos matarifes pueden llevar a cabo la mitad de las operaciones utilizando una mesa o varios matarifes separados a lo largo de una cadena pueden realizar tareas repetitivas sobre una sola parte de la canal. Las diversas distancias de los puestos de trabajo se señalan en el cuadro 1, y en los capítulos 6 a 8 se indican combinaciones de equipos de matarifes y sus operaciones. Cuadro 4: Coeficientes de personas correspondientes a diversos sistemas de preparación de la carne. Producción/hora No de trabajadores Animales/hombres Sistema de preparación por hora Bovinos, camellos 6 – 12 máx. 6a9 1,00 a 1,30 Semicadena (mesa o tabla de la primera etapa). 20 – 24 máx. 15 a 16 1,30 a 1,50 Semicadena (mesas o tablas múltiples de la primera etapa). 15 a 30 máx. 12 a 15 1,25 a 2,00 Cadena completa con carril que funciona por gravedad. 5 máx. 2 2,5 Mesas o tablas para sangrar/preparar las canales. 13,5 máx. 3 4,5 Carril de preparación con pesebre para el desangrado. 25 a 35 máx. 5 5,00 a 7,00 Cadena completa con carril que funciona por gravedad. 8 a 10 7,00 a 10,00 Cadena completa con carril de gravedad y (pesebres de preparación que se desplazan por arriba). 5a8 6 a 7,5 Carril que funciona por gravedad, polipasto manual, chamuscamiento a mano. 10 a 14 Cadena semimecánica/eliminación de cerdas y chamuscamiento mecánico. Ovejas, cabras 55 a 100 máx. Cerdos 30 a 60 80 a 100 8 - Otros departamentos y operaciones Otras operaciones en los locales de los mataderos o en torno a ellos no son necesariamente constantes, sino que alternan períodos de máxima y mínima actividad y algunas veces hay una superposición entre turnos, por ejemplo, en el departamento de tratamiento de subproductos. En general bastará con un núcleo permanente pequeño de trabajadores semicalificados, complementados cuando sea necesario durante el período de trabajo con personal temporero que no se necesite una vez que han quedado completadas las operaciones, verbigracia la matanza. Al evaluar las necesidades de mano de obra, un punto de partida podría ser la lista de las operaciones normalmente realizadas en los diversos departamentos o cuartos de trabajo en comparación con el número mínimo de operaciones/trabajadores. Un ejemplo común de un matadero de tamaño mediano que trabaja con un solo turno sería el siguiente: Departamento Operaciones No de hombres Cercados y corrales de recepción Recepción, verificación, lavado, alimentación y traslado del ganado 4 Nave de carnización. Como se indica en los cuadros Estómagos, intestinos En cubos separados, despellejamiento, medición, y tripas no limpiados. lavado de las magulladuras y salazón, envasado, apertura, limpieza y envasado del estómago. 6 Limpieza de los mondongos. Enjabonamiento, lavado, enhebrado, acabado, clasificación, salazón y envasado 7 Suspensión y refrigeración de la canal. Manejo de los carritos, carga en las naves de suspensión y descarga en las cámaras frías. Carritos, ganchos y caballetes de suspensión. Recogida y limpieza, con inclusión de pequeñas actividades de mantenimiento, de los carritos, ganchos y caballetes de suspensión y distribución. 3 Matanza de urgencia. De ovejas/cabras y, quizá, de un bovino/día. 1 4 Personal veterinario y Un veterinario (podría ser también el encargado del de inspección de la matadero) y tres inspectores de la carne no carne. veterinarios. Pieles y cueros. Preparación para el despacho. Lavado inicial, descarnación de la piel, manipulación general y hacinamiento. 3 Manipulación y reducción, carga y descarga de las canales, centrifugación de los hornos de cocción, trituración, ensacado, preparación de harinas y carga. 2 Sala de calderas, motor. Manipulación del combustible (carbón), caldera. Cámara fría y de refrigeración. (Nota: el motor de la cámara de refrigeración y de la sala de calderas funciona de manera en gran parte automática) los mismos hombres pueden ayudar a realizar las operaciones de preparación para el despacho. Laboratorio y control de calidad. 4 2 Control de la higiene general, verificaciones del sebo, las harinas de carne, y verificaciones del agua y bacteriológicas. 1 Ropa de protección. Recogida de la ropa, clasificación, envío a la lavandería y redistribución de la ropa limpia. 2 Recepción de mercancías, control del inventario, con inclusión del equipo y las herramientas. 2 Mantenimiento y almacén general. Mantenimiento del Ajustadores, electricistas, carpinteros (según el equipo del matadero y número de vehículos) de los vehículos. 2–4 Personal de control y seguridad. 5 Personal interno y externo de control en todas las áreas de producción de productos comestibles. Los conductores de los vehículos de oficina, mantenimiento y despacho de la carne serán empleados del municipio o de la empresa de que se trate, pero de hecho estarán fuera de los locales durante la mayor parte del tiempo. Su número dependerá también de la política relativa al despacho de la carne. - Personal administrativo y veterinario El personal de oficina variará, por supuesto, en función de la extensión de las actividades del matadero y de la forma de propiedad. Dependerá también de la responsabilidad, grado y sistema de dirección; un asistente del director es imprescindible y puede ser un veterinario, un capataz o un encargado del mantenimiento del matadero. Necesidades de personal veterinario: El número de veterinarios a tiempo completo o a tiempo parcial y de inspectores de la carne no profesionales necesarios para la inspección de los animales vivos y de la carne dependerá en gran medida del sistema de matanza y de los métodos de inspección utilizados, el ritmo de la matanza y el número total y el tipo de animales sacrificados cada día. Entre las funciones de los veterinarios cabe mencionar la inspección en vivo y la inspección de la sangre, la cabeza, las vísceras, las asaduras y la canal. En los mataderos pequeños un inspector puede realizar todas esas funciones antes de que el producto comestible se envíe al área de almacenamiento o de despacho. El tiempo que lleva una inspección para las diversas clases de ganado varía según el grado o la incidencia de enfermedades. A continuación se indica un cálculo aproximado de los tiempos: Bovinos: 3 a 5 mins. (7 a 10 minutos si se trata de animales decomisados). Ternos y cerdos: 2 mins. Ovejas: 0,75 a 1,00 mins. Estas cifras se indican únicamente a título de orientación de la rapidez de la inspección, en el sentido de que deberían aplicarse en todos los mataderos modernos salvo quizá cuando las condiciones son muy adversas. En la práctica, al evaluar las necesidades de personal, los índices deben utilizarse únicamente como un punto de partida, que luego se cambia para tener en cuenta la escala y la modalidad de las operaciones en los locales que se están estudiando. Por ejemplo, en locales que utilicen sistemas modernos de cadena, es de esperar que esos índices sean superiores, pero no es posible dar cifras generalmente aplicables ya que cada caso tiene que considerarse según sus circunstancias particulares; esto es más cierto aún en lo que respecta a los países en desarrollo donde el ganado está afectado por más enfermedades. Por otro lado, algunos países limitan el ritmo de inspección por veterinario, independientemente de la incidencia de las enfermedades del ganado o de otros factores. En algunos países un veterinario no puede realizar una inspección de más de 12 bovinos por hora (máximo 50/día) o de 30 cerdos por hora (máximo 200/día). - Necesidades de eficiencia, capacitación La industrialización de la matanza y preparación de la carne de bovino exige cierto grado de tecnología moderna que a su vez requiere un personal esencial con niveles aceptables de conocimientos técnicos. En los países en desarrollo ese personal no existe o escasea y las empresas se han resentido de la falta de especialistas, lo que ha provocado averías y períodos de inactividad en los mataderos. Aunque es posible diseñar mataderos con sistemas y equipo menos complejos, la capacitación del personal de mantenimiento esencial debe seguir siendo una alta prioridad. Pese a que no existen cursos técnicos concretos o completos destinados al personal de mantenimiento de los mataderos en los institutos o instituciones técnicos, cabe organizar una capacitación parcial en técnicas de refrigeración, por ejemplo. Otra solución aplicable a un nuevo matadero consiste en que en el contrato con el abastecedor de la maquinaria y el equipo se estipule que éste impartirá capacitación durante un período adecuado para el mantenimiento futuro. Una vez que se ha dado formación a mecánicos de mantenimiento, éstos a su vez pueden capacitar a obreros calificados por medio de planes de aprendizaje, método que adoptaron los países europeos durante su revolución industrial. 17. REALIZACION DEL PROYECTO En los países en desarrollo los programas de fomento de la ganadería y de establecimiento de mataderos son financiados individual o conjuntamente por cooperativas de agricultores nacionales y locales, el Banco Mundial y bancos regionales o programas multilaterales o de las Naciones Unidas, aunque una proporción cada vez mayor de los recursos externos procede de fuentes empresariales no gubernamentales y de fuentes gubernamentales bilaterales. El grado de su apoyo financiero y su participación en la promoción de esos proyectos depende de las conclusiones de su evaluación económica. La información y los datos necesarios para la adopción de decisiones se obtienen de estudios e informes de mercado y de programas de diseño y determinación de objectivos destinados a facilitar las decisiones, la vigilancia y el examen de los progresos logrados en la ejecución. Este proceso de presentación de informes debe comenzar durante las etapas de formulación de un proyecto. La evaluación financiera entraña el examen de la corriente de fondos a, desde y dentro de los proyectos, por ejemplo, con respecto a las medidas para ampliar la producción de carne que por su naturaleza precederán a la modernización y sustitución de instalaciones de matadero anticuadas. Esas medidas, cuya aplicación se extiende a lo largo de varios años, son las siguientes: afianzamiento de la política de adquisición/desarrollo de tierras; fortalecimiento de la infraestructura existente de cuarentena y vigilancia de la salud anual; ayuda a los productores de ganado para que aumenten: a. de la cifra de partida; b. el peso de los animales sacrificados; c. el número de los hatos y rebaños nacionales; reducción de las pérdidas de peso de los animales en tránsito; reducción de las pérdidas de elaboración y de los desechos en el matadero; prohibición definitiva de las matanzas no autorizadas y pérdida de subproductos. Los proyectos deben ser técnicamente aceptables, económicamente sólidos y comercialmente aceptables a nivel de la empresa individual, pero pueden no resultar forzosamente posibles desde el punto de vista financiero. Esto puede deberse a dos razones. Primeramente, un proyecto puede tener un largo período de gestación en el sentido de que puede requerirse un período de años antes de que se produzcan beneficios en efectivo. En segundo lugar, muchos proyectos no generan beneficios distribuibles, verbigracia, el establecimiento de un mercado de la carne centralizado, la mejora de la infraestructura de transporte del ganado o la mejora de los servicios de asesoramiento con respecto al control de la salud de los animales. Esos proyectos incumben normalmente al Estado. Las evaluaciones dependen de que se complete el estudio anterior al establecimiento. No deberían repetirse, pero incluyen, a título de consulta, información técnica, científica, económica y social obtenida por medio de esos estudios. Este es el tipo de estudio que se podría encomendar a asesores profesionales o en el que podrían participar éstos, para poder evaluar el establecimiento de una empresa de ganadería y elaboración de carne tal como se describe a continuación. Obviamente, los decisores de alto nivel de los países en desarrollo tendrán que decidir si se ha de aplicar un programa de fomento de la ganadería y si se ha de establecer una empresa de elaboración de carne utilizando el método de llave en mano, teniendo en cuenta la necesidad de mantener lo más posible la independencia económica y tecnológica en lo que respecta al suministro de equipo y mantenimiento de sustitución. Además, el lograr lo antes posible la autonomía en lo que respecta a personal, comercialización, dirección y conocimientos especializados prácticos constituirá una alta prioridad. Los programas que se están examinando, ya sean internos u orientados hacia la exportación, al basarse en empresas que trabajan con materias primas tradicionales, están por su propia naturaleza frecuentemente emplazados en zonas no vinculadas con concentraciones urbanas. - Estudio previo al establecimiento Los estudios varían según el problema tratado. Sin embargo, cabe adaptar el siguiente esbozo a la planificación preliminar de casi todos los tipos de instalaciones de comercialización y elaboración que abarcan las situaciones que se procura tener en cuenta en las dos primeras categorías de mataderos anteriormente descritos. El estudio debe abarcar: a. La necesidad de un nuevo matadero: La descripción incluye los defectos de las instalaciones existentes, las normas de higiene o los métodos de comercialización, así como los problemas de emplazamiento y/o transporte, así como un resumen de la necesidad de una nueva instalación. La necesidad indicada debe ser evaluada muy meticulosamente (mejoramiento de las normas de higiene o de la producción). Si los ingresos adicionales para satisfacer las normas o mejorar la empresa con las instalaciones existentes no son lo suficientemente grandes como para cubrir el costo de un mejoramiento de la planta o si el volumen previsto de negocios es demasiado pequeño para justificar una nueva construcción, el proyecto debe volver a evaluarse desde el punto de vista de su reubicación más cerca de una zona de producción. b. El tipo de la instalación requerida, el nivel de tecnología de procesamiento necesario, el diseño del equipo de los edificios, la conexión con carreteras y líneas ferroviarias utilizables, el nivel de refrigeración requerido, etc., así como el alcance de la expansión de la capacidad o los cambios en los métodos de funcionamiento, y la necesidad de almacenes y capacidades para la venta al por mayor o al por menor. c. La dimensión y el número posible de instalaciones para satisfacer las necesidades inmediatas y la probable expansión futura. d. El emplazamiento de la instalación en relación con la comodidad de los vendedores o suministradores de la materia prima, la comodidad de los compradores o vendedores de los productos acabados (locales y regionales), la accesibilidad a medios de transporte, verbigracia carreteras, líneas ferroviarias y transporte de agua, de ser aplicable. El método de distribución de la carne, la accesibilidad a servicios de suministro de electricidad, agua, alcantarillado y cualquier otro necesario, la disponibilidad de un lugar y de mano de obra adecuados, la disponibilidad de servicios de mantenimiento de la instalación. e. El costo de inversiones en tierra, obras de ingeniería civil, edificios y equipo, y la amortización de las inversiones. f. El costo estimado de funcionamiento. g. Los beneficios y ahorros previstos. h. Quién debe construir las nuevas instalaciones, a quién debe corresponder su propiedad y quién debe administrarlas. Los datos obtenidos contribuirían a confirmar si esas actividades sería preferible encomendárselas a una empresa en lugares determinados o si un matadero regional o un matadero local estatal podría atender mejor a las necesidades de consumo locales y proporcionar servicios e instalaciones que serían administradas por una empresa privada. Determinarían asimismo los ritmos convenientes de matanza con respecto a cada zona determinada. En el caso de una empresa privada, los aspectos económicos del transporte del ganado serían un factor fundamental para determinar los ritmos de matanza en una instalación dada. De tratarse de mataderos regionales, normalmente se promulgan leyes para garantizar que el ganado, dentro de un radio dado, tendrá que sacrificarse en el matadero. Los datos deben establecer el emplazamiento y las superficies de las tierras y del lugar para el matadero y las instalaciones auxiliares y el volumen requerido de edificación y obras externas. Una vez analizados los datos de producción establecidos, se pueden determinar los rendimientos, las normas relativas al equipo y los programas, con los servicios públicos asociados para completar el proceso de diseño de la planta. - Consideraciones relatives a la compra e instalación del equipo para la construcción y ejecución del proyecto Este estudio parte del supuesto de que actualmente existen arquitectos e ingenieros autóctonos en los países en desarrollo que están totalmente familiarizados con los tipos de edificios cada vez más complejos con respecto a las edificaciones y a las obras de ingeniería civil. Esos procedimientos es probable que estén sujetos a variaciones para satisfacer las exigencias de los organismos donantes que participan o que van a participar en una función de apoyo con respecto a las nuevas aportaciones de capital al proyecto. Esas condiciones adicionales y procedimientos, sin embargo, no deben plantear grandes problemas para los arquitectos o ingenieros nacionales, ya que existen pautas útiles que se han de seguir. En lo que respecta a los gastos en equipo, los procedimientos de compra e instalación es posible que no apunten directamente a la renovación y modernización del equipo en un matadero existente. Los países en desarrollo son a menudo capaces de fabricar equipos, como plataformas, mesas de trabajo, establos, carriles aéreos y soportes y polipastos sencillos. Los instrumentos mecanizados, las sierras, los hornos de cocción a presión, las cadenas mecanizadas y el equipo de refrigeración tendrán que ser importados. Para adoptar este método alternativo del “montador” del fabricante autóctono y al comprar equipo y componentes especializados en el extranjero, los ingenieros de la instalación, al proceder a su propia coordinación, pueden conseguir un ahorro sustancial en divisas. En este caso, el “montador” recurriría a un abastecedor, por ejemplo, de una unidad de preparación para el despacho y a diversos abastecedores nacionales para las cañerías de alimentación y de vapor. El problema podría estribar en que los fabricantes del equipo prefieran suministrar ellos mismos los dispositivos de entrada y salida, puesto que tienen suma experiencia con la conexión de su propio equipo. Los fabricantes también tienen interés en que todo el conjunto funcione de manera satisfactoria. Un cliente frecuentemente considera el fallo de componentes periféricos de la misma manera que una falla del sistema en conjunto, impresión que los fabricantes de equipo desearían evitar. Según la complejidad del sistema puede requerirse una gran interacción y coordinación y el costo resultante raras veces se añade al costo del equipo. Este costo debe obviamente tomarse en consideración al elegir entre dos sistemas. Otra solución consiste en el método de la entrega llave en mano o del sistema total que permite al propietario/explotador comprar toda una cadena de elaboración a un único abastecedor que también instala el equipo, contratándose todo el conjunto con una garantía de rendimiento, con la ventaja de que los servicios y la instalación del equipo están adecuadamente coordinados y que la responsabilidad total por el rendimiento se transfiere al contratista. Este procedimiento puede extenderse a todo el edificio y a las obras en el solar para incluir el tratamiento de aguas residuales y es particularmente aplicable a complejos basados en sistemas de edificación prefabricados como parte del conjunto. Este método tiene a todas luces la ventaja de las economías de escala para los países en desarrollo más importantes que carecen de recursos adecuados para lanzarse a establecer una cadena de conjuntos de mataderos en zonas de producción remotas. CUADERNOS TECNICOS DE LA FAO ESTUDIOS FAO: PRODUCCION Y SANIDAD ANIMAL 1 La cría animal: artículos seleccionados de la Revista mundial de zootecnia, 1977 (C E F I) 2 Erradicación de la peste porcina y la peste porcina africana, 1977 ( E F I) 3 Insecticides and application equipment for tsetse control, 1977 (F I) 4 Nuevos recursos forrajeros, 1977 (E/F/I) 5 Bibliografía del ganado vacuno criollo de las Américas, 1977 ( E/I) 6 Mediterranean cattle and sheep in crossbreeding, 1977 (F I) 7 The environmental impact of tsetse control operations, 1977 ( F I) 7 1. The environmental impact of tsetse control operations, 1980 ( F I) Rev. 8 Declining breeds of Mediterranean sheep, 1978 (E I) 9 Mataderos y degolladeros rurales: su proyecto y construcción, 1978 ( E F I) 10 Métodos de tratamiento de la paja para la alimentación animal, 1978 (C E F I) 11 Packaging, storage and distribution of processed milk, 1978 ( I) 12 Nutrición de los rumiantes: artículos seleccionados de la Revista mundial de zootecnia, 1978 (C E F I) 13 Buffalo reproduction and artificial insemination, 1979 ( I*) 14 The African trypanosomiases, 1979 (F I) 15 Establishment of dairy training centres, 1979 ( I) 16 Estabulación de terneros en régimen libre, 1981 (Ar E F I) 17 Ovinos prolíficos tropicales, 1980 (E F I) 18 Feed from animal wastes: state of knowledge, 1980 (C I) 19 East Coast fever and related tick-borne diseases, 1980 (I) 20/1 Trypanotolerant livestock in West and Central Africa - Vol. 1. General study, 1980 (F I) 20/2 Trypanotolerant livestock in West and Central Africa - Vol. 2. Country studies, 1980 (F I) 20/3 Le bétail trypanotolérant en Afrique occidentale et centrale - Vol. 3. Bilan d'une décennie, 1988 (F) 21 Guideline for dairy accounting, 1980 ( I) 22 Recursos genéticos animales en América Latina, 1981 (E) 23 Enfermedades transmitidas por semen y embriones, 1982 (C E F I) 24 Animal genetic resources - conservation and management, 1981 (C I) 25 Capacidad reproductora del ganado bovino, 1984 (C E F I) 26 Camels and camel milk, 1982 (I) 27 Deer farming, 1982 (I) 28 Feed from animal wastes: feeding manual, 1982 (C I) 29 Echinococcosis/hydatidosis surveillance, prevention and control: FAO/UNEP/WHO guidelines, 1982 (I) 30 Sheep and goat breeds of India, 1982 ( I) 31 Hormones in animal production, 1982 ( I) 32 Crop residues and agro-industrial by-products in animal feeding, 1982 (F/I) 33 Haemorrhagic septicaemia, 1982 (F I) 34 Planes de selección de rumiantes en las regiones tropicales, 1984 ( E F I) 35 Los sabores anormales en la leche fresca y reconstituida, 1983 (Ar E F I) 36 Las enfermedades transmitidas por las garrapatas y sus vectores: artículos seleccionados de la Revista mundial de zootecnia, 1983 (E F I) 37 African animal trypanosomiasis: selected articles from the World Animal Review, 1983 F I) 38 Diagnosis and vaccination for the control of brucellosis in the Near East, 1982 (Ar I) 39 Solar energy in small-scale milk collection and processing, 1983 (F I) 40 Intensive sheep production in the Near East, 1983 (Ar I) 41 Integrating crops and livestock in West Africa, 1983 ( F I) 42 Energía animal en la agricultura en Africa y Asia, 1985 ( E F/I) 43 Los subproductos del olivar en la alimentación animal en la cuenca del Mediterráneo, 1985 (Ar E F I) 44/1 Animal genetic resources conservation by management, data banks and training, 1984 (I) 44/2 Animal genetic resources: cryogenic storage of germplasm and molecular engineering, 1984 (I) 45 Maintenance systems for the dairy plant, 1984 ( I) 46 Razas de ganado de China, 1985 (E F I) 47 Réfrigération du lait à la ferme et organisation des transports, 1985 ( F) 48 La fromagerie et les variétés de fromages du bassin méditerranéen, 1985 ( F) 49 Manual for the slaughter of small ruminants in developing countries, 1985 (I) 50 Better utilization of crop residues and by-products in animal feeding: research guidelines - 1. State of knowledge, 1985 (I) 50/2 Better utilization of crop residues and by-products in animal feeding: research guidelines - 2. A practical manual for research workers, 1986 ( I) 51 Dried salted meats: charque and carne-de-sol, 1985 (I) 52 Small-scale sausage production, 1985 ( I) 53 Slaughterhouse cleaning and sanitation, 1985 ( I) 54 Small ruminants in the Near East - Vol. I. Selected papers presented at the Expert Consultation on Small Ruminant Research and Development in the Near East (Tunis, 1985), 1987 (I) 55 Small ruminants in the Near East - Vol. II. Selected papers from World Animal Review, 1972–1986, 1986 (Ar I) 56 Sheep and goats in Pakistan, 1985 (I) 57 The Awassi sheep with special reference to the improved dairy type, 1985 ( I) 58 Small ruminant production in the developing countries, 1986 ( I) 59/1 Animal genetic resources data banks - 1. Computer systems study for regional data banks, 1986 (I) 59/2 Bancos de datos de recursos genéticos animales - 2. Descriptores de bovinos, búfalos, ovinos, caprinos y porcinos, 1987 (E F I) 59/3 Bancos de datos de recursos genéticos animales - 3. Descriptores de especies avícolas, 1987 (E F I) 60 Sheep and goats in Turkey, 1986 (I) 61 The Przewalski horse and restoration to its natural habitat in Mongolia, 1986 (I) 62 Los costos de producción y de transformación de la leche y los productos lácteos, 1988 (E F I) 63 Proceedings of the FAO expert consultation on the substitution of imported concentrate feeds in animal production systems in developing countries, 1987 (C E) 64 Poultry management and diseases in the Near East, 1987 (Ar) 65 Animal genetic resources of the USSR, 1989 ( I) 66 Animal genetic resources - strategies for improved use and conservation, 1987 ( I) 67/1 Trypanotolerant cattle and livestock development in West and Central Africa - Vol. I, 1987 (I) 67/2 Trypanotolerant cattle and livestock development in West and Central Africa - Vol. II, 1987 (I) 68 Crossbreeding Bos indicus and Bos taurus for milk production in the tropics, 1987 (I) 69 La elaboración de la leche en las aldeas, 1990 (E F I) 70 Sheep and goat meat production in the humid tropics of West Africa, 1989 ( F/I) 71 El desarrollo de la producción ovina en los poblados de Africa occidental, 1988 (Ar E F I) (Publicado como Manual de capacitación para extensionistas, M/S5840S) 72 La caña de azúcar como pienso, 1988 (E/I) 73 Standard design for small-scale modular slaughterhouses, 1988 ( I) 74 Small ruminants in the Near East - Vol. III. North Africa, 1989 (I) 75 La erradicación de la garrapata, 1989 (E/I) 76 Ex situ cryoconservation of genomes and genes of endangered cattle breeds by means of modern biotechnological methods; 1989 (I) 77 Training manual for embryo transfer in cattle, 1991 ( I) 78 Milking, milk production hygiene and udder health, 1989 ( I) 79 Manual of simple methods of meat preservation, 1990 ( I) 80 Animal genetic resources - a global programme for sustainable development, 1990 (I) 81 Veterinary diagnostic bacteriology - a manual of laboratory procedures of selected diseases of livestock, 1990 (F I) 82 Reproduction in camels - a review, 1990 (I) 83 Training manual on artificial insemination in sheep and goats, 1991 ( I) 84 Training manual for embryo transfer in water buffaloes, 1991 (I) 85 The technology of traditional milk products in developing countries, 1990 ( I) 86 Feeding dairy cows in the tropics, 1991 ( I) 87 Manual for the production of anthrax and blackleg vaccines, 1991 ( F I) 88 Small ruminant production and the small ruminant genetic resources in tropical Africa, 1991 (I) 89 Manual for the production of Marek's disease, Gumboro disease and inactivated Newcastle disease vaccines, 1991 (F I) 90 Application of biotechnology to nutrition of animals in developing countries, 1991 (I) 91 Guidelines for slaughtering, meat cutting and further processing, 1991 ( I) 92 Manual para la operación y funcionamiento de almacenes frigoríficos de productos cárnicos, 1991 (E I) 93 Utilization of renewable energy sources and energy-saving technologies by smallscale milk plants and collection centres, 1992 ( I) 94 Proceedings of the FAO expert consultation on the genetic aspects of trypanotolerance, 1992 (I) 95 Roots, tubers, plantains and bananas in animal feeding, 1992 ( I) 96 Distribution and impact of helminth diseases of livestock in developing countries, 1992 (I) 97 Construcción y funcionamiento de mataderos de tamaño mediano para países en desarrollo, 1993 (E I) 98 Small-scale poultry processing, 1992 (I) 99 In situ conservation of livestock and poultry, 1992 (I) 100 Programme for the control of African animal trypanosomiasis and related development, 1992 (I) 101 Genetic improvement of hair sheep in the tropics, 1992 ( I) 102 Legume trees and other fodder trees as protein sources for livestock, 1992 ( I) 103 Improving sheep reproduction in the Near East, 1992 ( Ar) 104 The management of global animal genetic resources, 1992 ( I) 105 Sustainable livestock production in the mountain agro-ecosystem of Nepal, 1992 (I) 106 Sustainable animal production from small systems in South - East Asia, 1993 (I) 107 Strategies for sustainable animal agriculture in developingcountries, 1993 ( I) 108 Evaluation of breeds and crosses of domestic animals, 1993 ( I) 109 Bovine spongiform encephalopathy, 1993 ( I) 110 L'amélioration génétique des bovins en Afrique de l'Ouest, 1993 ( F) 111 La utilización sostenible de hembras F1 en la producción del ganado lechero tropical, 1993 (E) 112 Physiologie de la reproduction des bovins trypanotolérants, 1993 ( F) 113 La technologie des fromages au lait de dromadaire (Camelus dromedarius), 1993 (F) Disponibilidad: octubre de 1993 Ar - Arabe C - Chino E - Español F - Francés I - Inglés P - Portugués Multil -Multilingüe * Agotado ** En preparación Los cuadernos técnicos de la FAO pueden obtenerse en los puntos de venta autorizados de la FAO, o directamente en la Sección de Distribución y Ventas, FAO, Viale delle Terme di Caracalla, 00100 Roma, Italia. INDICE 1. FINALIDAD Y CATEGORIAS DE LOS MATADEROS - Examen de los tipos existentes de mataderos - Mataderos/fábricas de carne adecuados para el mercado interno - Tipos de fábricas y producción de carne para los mercados de exportación - Formas de propiedad de los mataderos 2. UBICACION Y EMPLAZAMIENTO DE LOS MATADEROS - Criterios de ubicación - Evaluación del emplazamiento del matadero - Disponibilidad de tierras - Subsuelo, orientación - Comunicaciones - Agua, electricidad - Eliminación de desechos - Otros servicios - Contratación de mano de obra 3. PRINCIPIOS GENERALES DEL DISEÑO DE LOS MATADEROS - Objetivos - Instalaciones para el ganado - Requisitos de las actividades de matanza y preparación de la carne - Instalaciones de enfriamiento y refrigeración de las canales y los subproductos - Inspección en vivo y después de la matanza - requisitos generales - Instalaciones auxiliares - Conclusión 4. RECEPCION Y CORRALES - Observaciones generales - Instalaciones de recepción del ganado vivo - Instalaciones de recepción para el ganado que llega por ferrocarril o carretera - Comportamiento del ganado y correlación con el diseño - Diseño de los corrales para ganados diferentes - Condiciones ambientales en zonas de reposo y corrales 5. DEGÜELLO Y DESANGRADO - Condiciones, simplicidad y seguridad de las operaciones - Métodos de inmovilización y atronamiento - Matanza ritual - Desangrado y recogida de la sangre 6. PREPARACION DE LA CARNE DE ANIMALES GRANDES - Definición y secuencia de las operaciones - Variaciones en los sistemas de preparación de la carne - Sistema de puestos - Sistemas de mesa y semilineales - Sistema de carril por gravedad - Sistema de impulsión mecánica intermitente - Ventajas de los sistemas de cadena o “en el carril” - Criterios para la planificación 7. PREPARACION DE LAS CANALES DE TERNERAS, OVEJAS Y CABRAS - Cadenas tradicionales y no mecanizadas - Características generales - Cadenas semimecanizadas (que utilizan sistemas de puestos) - Cadenas totalmente mecanizadas - Métodos rituales 8. PREPARACION DE LAS CANALES DE CERDOS - Consideraciones generales - Métodos de escaldado y supresión de los pelos para pequeñas capacidades - Sistema manual sencillo de cadena de preparación de canales de cerdos 9. CADENAS DE CARNIZACION PARA UNA SOLA ESPECIE Y PARA TODAS LAS ESPECIES - Consideraciones generales - Mataderos de una sola planta - Cadenas de uso múltiple - Construcción completa de varias plantas - Construcción de una planta de descuartizamiento - Conclusiones 10. INSTALACIONES Y EQUIPO DE RECUPERACION Y TRATAMIENTO DE SUBPRODUCTOS COMESTIBLES - Consideraciones generales - Tratamiento de los estómagos e intestinos - Grasas comestibles y su elaboración - Recogida de sangre comestible - Recogida, tratamiento y utilización de las glándulas 11. SUBPRODUCTOS NO COMESTIBLES Y SU TRATAMIENTO - Consideraciones generales - Tratamiento e instalaciones para la preparación de grasas - La sangre y otros subproductos - Necesidades de agua y electricidad para los sistemas de tratamiento - Cueros y pieles - Problemas de eliminación de las aguas residuales 12. ALMACENAMIENTO NO REFRIGERADO O REFRIGERADO DE LA CARNE FRESCA Y LOS SUBPRODUCTOS COMESTIBLES - Almacenamiento no refrigerado - Conservación y almacenamiento por refrigeración - Comparación de los sistemas de refrigeración en diversas situaciones - Técnicas de conservación disponibles para la manipulación de las canales a falta de refrigeración - Sistema de preenfriamiento atmosférico y refrigeración por circulación forzada - Disposición y volumen de la cámara fría - Selección del equipo de refrigeración - Construcción de la cámara fría 13. LOS MERCADOS DE CARNE EN LOS PAISES EN DESARROLLO - Consideraciones generales - Emplazamiento - Mercados actuales - Disposición de las nuevas instalaciones de venta al por mayor - Mercados de carne al por menor - Construcción y acabado 14. TRATAMIENTO DE LOS DESECHOS Y ELIMINACION DE LAS AGUAS RESIDUALES - Consideraciones generales - Origen de las aguas residuales en los mataderos y plantas de elaboración - Consideraciones relativas al diseño del canal comunes a todos los tipos de recolección - Volumen de agua utilizada que puede requerir tratamiento - Fases y sistemas de tratamiento - Sistemas de tratamiento primario (físico) - Tratamiento primario (físicoquímico) - Sistemas de tratamiento secundario (biológico) - Conclusiones y consideraciones sanitarias aplicables a los países en desarrollo 15. SERVICIOS Y EQUIPO ENERGETICOS Y MECANICOS - Las necesidades de agua y electricidad y otros servicios - Factores relativos al diseño en la elección del sistema (consideraciones generales) - Consideraciones relativas a las instalaciones de producción de vapor, de calefacción y agua caliente - Consideraciones relativas a las instalaciones de refrigeración - Ahorro y fuentes alternativas de energía - Transporte de las canales en el matadero - Evaluación de la red de carriles - Otros equipos de manipulación de los productos - Requisito del tratamiento de los materiales y de la superficie - Consideraciones relativas a la estructura y la construcción - Materiales y normas de construcción 16. EVALUACION DE LAS NECESIDADES DE MANO DE OBRA Y DE PERSONAL CALIFICADO - Necesidades de mano de obra: consideraciones generales - Número sugerido de trabajadores que participan en la elaboración principal - Otros departamentos y operaciones - Personal administrativo y veterinario - Necesidades de eficiencia, capacitación 17. REALIZACION DEL PROYECTO - Estudio previo al establecimiento - Consideraciones relativas a la compra e instalación del equipo para la construcción y ejecución del proyecto LISTA DE FIGURAS Y FOTOGRAFIAS 1. Diagrama de secuencia de las actividades y locales correspondientes de mataderos de tamaño medio 2. Diagrama de flujo y plan de un matadero de capacidad media (50 a 110 cabezas de ganado vacuno por día) 3. Corrales de recepción en la parte trasera del matadero para animales que llegan por ferrocarril en vagones para ganado y pasarela de inspección por encima de los corrales 4. Corrales de tránsito en rampa de carga para transporte por ferrocarril y plataformas de carga en diagonal para transporte por carretera 5. Corrales o establos para ovejas y cabras 6. Disposición típica de los corrales para todas las categorías de ganado en un matadero de tamaño mediano 7. Detalles de la puerta de doble acción de los corrales 8. Corrales para el tránsito del ganado en una sola dirección 9. Pasillo de lados inclinados para el ganado 10. Ganado que pasa desde los corrales por instalaciones de duchas y baños de patas en agua fría 11. Suelo de tablillas de corrales para ovejas 12. Corrales típicos para ganado bovino con techos muy ventilados 13. Corrales para ovejas y cabras con techo de cañas de bambú 14. Puerta giratoria 15a. Atronamiento con pistola de punzón percutor 15b. Atronamiento eléctrico con lanza 16a. Inmovilizador para atronamiento eléctrico de marranas y cerdos 16b. Instalaciones de atronamiento y de aplicación de tenazas de atronamiento a animales pequeños 17. Aparato de tipo gancho de elevación para atronamiento de cerdos con CO2 18. Jaula de derribo ritual y operaciones 19. Establo de retención ASPCA para animales pequeños (ovejas, terneras y cabras) 20. Detalles de construcción de un pilón para el desangrado de animales grandes y pequeños 21. Sección transversal del pilón para sangre 22. Diagrama del sistema de recogida de la sangre por vacío 23. Sistema de recogida e impulsión de la sangre para su almacenamiento y tratamiento posterior 24. Esquema de planta de preparación de secciones múltiples 25. Sistema lineal sencillo 26. Sistema semilineal de carnización de bovinos 27. Sistema de la mesa de carnización 28. Varias mesas en los sistemas de carnización de bovinos 29. Sistema de mesa móvil para preparar la canal 30. Camales o pendolones de carril único y doble carril 31. Evisceración de bovinos y mesa móvil de inspección para sistemas de preparación de canales de mesas múltiples 32. Sistemas de carril aéreo para el traslado de grandes animales con características típicas de manipulación de la canal 33. Nave de carnización de bovinos de una sola planta con sistema de preparación de la carne de un carril que funciona por gravedad 34. Planta superior de una nave de carnización de bovinos con sistema de carril de gravedad para matadero de doble planta 35. Plataforma de trabajo baja para la extracción de tripas 36. Detalles de la plataforma fija para la extracción de tripas 37. Planta superior de una nave de carnización de bovinos para sistemas intermitentes (hasta 75 reses por hora) en un matadero de doble planta 38. Mesa de superficie móvil para inspección de la evisceración de bovinos 39. Desollador mecánico 40. Matarife procediendo al desuello y cadenas para inmovilizar las patas delanteras en el dispositivo para desollar 41. Evisceración y colocación en el carrito para su transporte al montacargas 42. Mesa de inspección y vaciado de las tripas con cajón mecánico 43. Planta de sector de matanza de ovejas con compartimentos múltiples 44. Secuencia de las operaciones de matanza de ovejas en un sistema lineal 45. Datos para el diseño de sistemas lineales de gravedad para operaciones de matanza de ovejas 46. Detalles de la disposición del separador para el desuello de ovejas en sistemas de carriles de descarga por gravedad 47. Ilustración de actividades de carnización de ovejas con carriles de descarga por gravedad 48. Planos de la planta superior de un matadero. Naves de carnización de cerdos y ovejas y otros usos 49. Mesa de carnización de superficies móvil en “línea recta” 50. Planta de mesa móvil para la carnización de ovejas con dispositivo de carril no transportador en trazado oval 51. Operaciones de preparación de canales de oveja en sistemas de mesa móvil en carril de trazado oval 52. Secuencia de las operaciones de matanza de un cerdo 53. Máquina combinada de eliminación de cerdas y chamuscado 54. Diagrama de secuencia de matanza de cerdos en un sistema en cadena 55. Nave de carnización de tamaño mediano para “todas las especies” con instalaciones compartidas 56. Matadero de tamaño mediano para “todas las especies” con instalaciones compartidas 57. Mataderos de servicio de tamaño mediano para “todas las especies” con instalaciones compartidas en parte 58. Nave de carnización para instalaciones unificadas (secuencia de las operaciones con bovinos) 59. Nave de carnización para instalaciones unificadas (secuencia de las operaciones con cerdos y ovejas) 60. Organización típica de las operaciones en un matadero de doble planta 61. Plantas y secciones de un matadero de servicio de tamaño mediano de doble planta 62. Detalles de deslizaderos de distribución de subproductos 63. Detalles del conducto en espiral para vísceras 64. Planta de sección de tratamiento de estómagos y tripas de bovinos 65. Planta de sección de tratamiento de estómagos e intestinos 66. Cadena mecanizada de limpieza de tripas de bovinos 67. Sistema de cadena para tripas de cerdos y ovejas con remojo automático 68. Fusión de grasas en caldera abierta 69. Recogida de la sangre comestible con cuchillo cócavo 70. Diagrama de disposición del sistema básico de recuperación y tratamiento de la sangre comestible 71. Diagrama del proceso de fusión de grasas en seco 72. Depósito de fusión de grasas en húmedo 73. Diversos sistemas de carga para la fusión de grasas en seco 74. Detalles del fundidor a presión típico para el tratamiento de grasas 75. Perspectiva de una instalación típica de fundidor a presión para el tratamiento de grasas no comestibles 76. Sección ilustrativa de instalaciones típicas de una planta de preparación de grasas no comestibles por el sistema de lotes 77. Operaciones de desuello en el matadero 78. Sección transversal de la nave de suspensión atmosférica tradicional 79. Diagramas de las cámaras de preenfriamiento y refrigeración con espacio para suspensión y posible sala futura de corte y congelación de la carne 80. Efectos de la duplicación de hileras en el volumen del edificio y los gastos de aislamiento 81. Cámara de refrigeración convencional 82. Plano parcial de matadero que representa la cámara frigorífica y la sala de ventas 83. Diversos emplazamientos posibles de los puestos de venta de carne en un mercado al por mayor 84. Detalles del mercado de la carne al por menor (OMS) 85. Diagrama de las secciones de elaboración de la carne y de tratamiento de los desechos en el matadero 86. Cisterna de sedimentación de corriente horizontal 87. Cisterna de sedimentación de corriente vertical 88. Diagrama de suministro de vapor, agua caliente y agua fría para un matadero de tamaño medio y una planta de subproductos 89. Diagrama del consumo de vapor en un matadero de tamaño mediano 90. Instalación propuesta de energía solar utilizando el tejado de los corrales 91. Carril de barra plana con carrito 92. Detalles del carril de barra redonda 93. Tipos de carriles transportadores construidos de material plástico 94. Detalles de los accesorios de apoyo y espaciamientos de los carriles de barra redonda y de barra plana 95. Carretilla para transportar cabezas 96. Carretilla para la inspección y el transporte de vísceras 97. Polipasto de resorte para levantar materiales no comestibles de la nave de carnización del piso principal 98. Diversas formas de canales en relación con las plataformas de carriles aéreos y los medios de inspección 99. Detalles típicos del granito kieserling, el acabado del suelo y el subsótano de la nave de elaboración y la cámara fría 100. Aristas de protección de las losas de la pared LISTA DE CUADROS 1. Atronamiento eléctrico. Niveles mínimos de corriente. 2. Duración prevista de la carne en almacén. 3. Conductos - Diámetros. 4. Coeficientes de personal correspondientes a diversos sistemas de preparación de la carne. INTRODUCCION El diseño y el establecimiento de mataderos pequeños en las zonas rurales es una prioridad de que se ha ocupado la Organización de las Naciones Unidas para la Agricultura y la Alimentación por medio de la publicación de directrices especiales y mediante la prestación de asistencia técnica para la construcción de esos mataderos. Sin embargo, por diversas razones, todavía no se ha procedido plenamente al establecimiento del tipo más amplio de instalaciones modernas de elaboración y comercialización para el sector cárnico que abastece a las zonas urbanas de los países en desarrollo. Uno de los motivos de ello es la falta de disponibilidad de guías adecuadas para el uso del personal de la industria de la carne y para sus asesores técnicos, aspecto que trata de abordar la presente publicación. Las zonas urbanas de todo el mundo se están extendiendo y consolidando cada vez más y, al hacerse más severas las normas de salud e higiene, las autoridades nacionales y locales están sometidas a una mayor presión para sustituir instalaciones obsoletas, fragmentadas o insuficientemente utilizadas, así como los locales poco adecuados y no autorizados para la matanza, muchos de los cuales están situados en centros urbanos y ocupan lugares que son muy necesarios para otros fines. En esos emplazamientos las vías de transporte esenciales se ven fuertemente perturbadas por el movimiento del ganado. Además, la acumulación y descarga de materias altamente putrescentes procedentes del sacrificio de animales cerca de barrios residenciales o cursos de agua, o la puesta a disposición de los consumidores de carne preparada en condiciones nada higiénicas y no sometida a inspección son totalmente contrarias a las medidas que las autoridades están promoviendo en otras esferas para mejorar la salud pública y la higiene. La falta de instalaciones adecuadas produce también como resultado la devaluación o poco aprovechamiento de importantes subproductos. La facilitación de instalaciones adecuadas permite que se lleve a cabo la integración horizontal requerida de la elaboración para ocuparse de estos productos. Asimismo, permite aprovechar al máximo los escasos recursos de personal veterinario, al poner a disposición ese tipo de servicios concentrados en una instalación central que se ocupa de un número mucho mayor de reses al día. El objetivo de estas directrices es, por lo tanto, difundir información destinada al personal y a los ingenieros, arquitectos y otras personas relacionadas con la industria cárnica sobre los criterios para el establecimiento de mataderos, en particular, para el diseño, la construcción, la utilización de recursos locales y el funcionamiento de mataderos medianos de tipo semis-industrializado. Se indica la posibilidad que tienen de disponer de las instalaciones óptimas de elaboración de subproductos que se requieren según la dimensión de la empresa prevista, junto con los detalles técnicos del equipo que puede fabricarse localmente. Cuando se hace referencia a la mejora de locales existentes, al mantenimiento parcial de algunas de las prácticas de manipulación de la carne más tradicionales o a la información sobre el diseño con respecto al establecimiento necesario de mercados de la carne al por mayor y al por menor. Estos, junto con el matadero, constituyen los vínculos centrales en el sistema de comercialización del ganado y de la carne. Reservados todos los derechos. No se podrá reproducir ninguna parte de esta publicación ni almacenarla en un sistema de recuperación de datos o transmitirla en cualquier forma o por cualquier procedimiento (electrónico, mecánico, fotocopia, etc.), sin autorización previa del titular de los derechos de autor. Las peticiones para obtener tal autorización especificando la extensión de lo que se desea reproducir y el propósito que con ello se persigue, deberán enviarse al Director de Publicaciones, Organización de las Naciones Unidas para la Agricultura y la Alimentación Viale delle Terme di Caracalla, 00100 Roma, Italia. Organización de las Naciones Unidas para la Agricultura y la Alimentación Roma, © FAO 1993 Por Frederick Veall Las denominacio nes empleadas en esta publicación y la forma en que aparecen presentados los datos que contiene no implican, de parte de la Organización de las Naciones Unidas para la Agricultura y la Alimentación, juicio alguno sobre la condición jurídica de países, territorios, ciudades o zonas, o de sus autoridades, ni respecto de la delimitación de sus fronteras o límites.