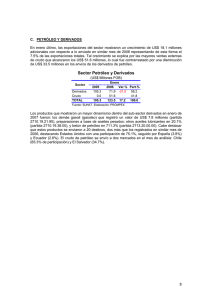
DERECHOS RESERVADOS
Anuncio

1 REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD RAFAEL URDANETA FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA QUÍMICA D R SE E R S O H C E ER S O D VA PROPUESTA DE MEJORAS EN LA PLANTA PLD-3 DE CAMPO BOSCAN PARA REDUCIR EL CONTENIDO DE AGUA EN EL CRUDO DE SALIDA Trabajo Especial de Grado presentado ante la Universidad Rafael Urdaneta para optar al título de: INGENIERO QUÍMICO Autores: Br. VANESSA BRICENO Br. MARIA TORRES Tutor: Ing. Waldo Urribarri Maracaibo, diciembre de 2014. 2 PROPUESTA DE MEJORAS EN LA PLANTA PLD-3 DE CAMPO BOSCAN PARA REDUCIR EL CONTENIDO DE AGUA EN EL CRUDO DE SALIDA D R SE E R S O H C E ER _____________________________ S O D VA _____________________________ Briceño Mayor, Vanessa Solanye Torres Atencio, María Laura C.I: 20.442.970 C.I: 21.210.248 Calle 23 con Av. 24, El Mojan Calle 75 con Av. 3E Edif. Vista Alta Teléfono: 0426-3687266 Teléfono: 0412-1689681 [email protected] [email protected] ____________________________ Ing. Waldo Urribarri Tutor Académico 3 DEDICATORIA Dedico este trabajo especial de grado, primero a Dios por permitirme estar en este mundo y poder disfrutar la satisfacción de estar a solo un paso de mi título, segundo a mis padres que con su ejemplo me colmaron de valores para seguir adelante, y con su esfuerzo hicieron posible culminar mis estudios en esta casa S O D VA de estudio, a mi hermano, a mi novio, a todos mis familiares y amigos que de una R SE E R S u otra forma me brindaron apoyo, consejos y esa palabra de aliento cuando más lo necesite. O D H C E ER Briceño, Vanessa 4 DEDICATORIA A Dios, quien con su sabiduría y fortaleza, me guió siempre por el buen camino y no me permitió decaer en ningún momento. A mis padres, ya que fueron pilar fundamental en el desarrollo de mi carrera y sin S O D A mis compañeros de estudio, quienes lograron brindarme elV apoyo A y el ánimo R E todos los obstáculos Sjuntos necesarios a lo largo de toda la carrera para vencer E R S que se presentaron. O H C E R A todas y cada una de las personas que de alguna u otra manera, contribuyeron a DE su apoyo incondicional hubiese sido imposible culminarla. que lograra esta importante meta que me propuse, y que me han permitido crecer tanto en el ámbito profesional, como en el ámbito personal. Torres, María Laura 5 AGRADECIMIENTO A mis padres por hacer posible llevar a cabo mis estudios en la universidad Rafael Urdaneta. S O D VA A la Universidad Rafael Urdaneta por ofrecerme una preparación integral como R SE E R S futura ingeniera de la mano con la ética profesional con la que cuentan los profesores de la institución. HO C E departamento deD Ingeniería ER de Apoyo a Operaciones de Petroboscan, en especial A mis tutores, Waldo Urribarri, Enrique Anciani, Wilmer Uzcàtegui y a todo el al Ing. Elías Machado, quien con todos sus conocimientos, consejos y apoyo, favoreció el desarrollo y conclusión exitosa de este trabajo especial de grado. A todos los profesores, que durante mi formación no solo compartieron sus conocimiento sino también sus vivencias y consejos para hacer de mí una mejor persona comprometida con mi trabajo y con la sociedad, en especial a los profesores Oscar Urdaneta, Nelson Molero, Cesar García, María Emilia Da costa, Carla López, Roque Amesti y José Luis Bermúdez. A INPELUZ, por facilitarnos sus instalaciones y en particular al Ing. Yoiger Materan, no solo por su amabilidad sino también por brindarnos su colaboración y sus conocimientos al realizar los análisis para el desarrollo de este trabajo especial de grado. A la empresa PETROBOSCAN C.A. por permitirme llevar a cabo este proyecto y poder poner en práctica los conocimientos adquiridos a lo largo de mi carrera. Briceño, Vanessa 6 AGRADECIMIENTO A la fundación JEL por financiar mis estudios en la Universidad Rafael Urdaneta. A la Universidad Rafael Urdaneta por formarnos y prepararnos para desarrollar esta investigación y darnos las herramientas para ser profesionales. S O D VA A nuestros tutores, Waldo Urribarri, Enrique Anciani y a todo el departamento de ER S E R desarrollo y conclusión exitosa de este trabajo especial de grado. S O H C E R A todos los profesores, DE que a lo largo de nuestra carrera compartieron su Ingeniería de Apoyo a Operaciones de Petroboscàn, en especial al Ing. Elías Machado, quien con todos sus conocimientos, consejos y apoyo, favoreció el sabiduría y sus conocimiento en varios campos de la Ingeniería Química, especialmente a los profesores Oscar Urdaneta, Nelson Molero, Cesar García, María Emilia Da Costa y Roque Amesty. A INPELUZ, en especial al Ing. Yoiger Materan, por facilitarnos sus instalaciones y brindarnos todo su apoyo al momento de realizar los análisis para el desarrollo de este trabajo especial de grado. A la empresa PETROBOSCAN C.A. por darme la oportunidad de realizar este proyecto y a todo el personal por haberme hecho sentir como un integrante más de la familia. Torres, María Laura 7 INDICE GENERAL RESUMEN ABSTRACT pág. S O D VA INTRODUCCION………………………………………………………………… R SE E R S CAPITULO I……………………………………………………………………… O 19 21 1.1. Planteamiento del problema………………………………………………. 21 1.2. Objetivos de la investigación……………………………………………… 23 1.2.1. Objetivo general………………………………………………………….. 23 1.2.2. Objetivos específicos……………………………………………………. 23 1.3. Justificación de la investigación…………………………………………... 24 1.4. Delimitación de la investigación…………………………………………... 24 1.4.1. Delimitación temporal……………………………………………………. 24 1.4.2. Delimitación espacial…………………………………………………….. 24 1.4.3. Delimitación científica……………………………………………………. 25 CAPITULO II……………………………………………………………………... 26 2.1. Descripción de la empresa………………………………………………... 26 2.1.1. Misión……………………………………………………………………… 27 2.1.2. Visión……………………………………………………………………… 27 2.1.3. Organigrama de la empresa……………………………………………. 27 2.2. Antecedentes de la investigación………………………………………… 29 2.3. Bases teóricas……………………………………………………………… 31 H C E ER D 8 2.3.1. Petróleo…………………………………………………………………… 31 2.3.2. Composición del petróleo……………………………………………….. 32 2.3.3. Deshidratación de crudo………………………………………………… 35 2.3.4. Naturaleza de las emulsiones………………………………………….. 36 S O D 2.3.6. Propiedades que intervienen en la estabilidad de la emulsión……... A V R SE 2.3.7. Mecanismos de ruptura…………………………………………………. E R Sgotas………………………….… O H 2.3.7.1. Acercamiento microscópico de las C E R 2.3.7.2. DrenajeD de E la película………………………………………………….. 2.3.5. Agentes emulsionantes………………………………………………….. 37 39 41 42 42 2.3.7.3. Coalescencia……………………………………………………………. 45 2.3.8. Métodos de tratamiento…………………………………………………… 45 2.3.9. Equipos utilizados en la deshidratación de crudo…………………….. 46 2.3.10. Caracterización de crudos……………………………………………… 51 2.3.10.1. Análisis SARA…………………………………………………………. 52 2.3.10.2. Asfaltenos y parafinas………………………………………………… 52 2.3.10.3. Maltenos……………………………………………………………….. 53 2.3.10.4. Índice de inestabilidad coloidal………………………………………. 54 2.3.10.5. Densidad……………………………………………………………….. 54 2.3.10.6. Viscosidad……………………………………………………………… 55 2.4. Sistema de variables………………………………………………………… 56 CAPITULO III……………………………………………………………………… 59 3.1. Tipo de investigación………………………………………………………… 59 3.2. Diseño de investigación………………………………………………………… 60 9 3.3. Técnicas de recolección de datos…………………………………………….. 62 3.4. Instrumentos de recolección de datos……………………………………….. 64 3.5. Fases de la investigación……………………………………………………… 67 3.5.1. FASE 1: Caracterización los fluidos (crudo y agua) que entran a la planta S O D VA PLD-3 de Campo Boscán, al igual que los fluidos que entran a los R SE E R S deshidratadores electroestáticos y los fluidos que salen a la refinería de Bajo Grande………………………………………………………………………………… O H C E ER D 67 3.5.2. FASE 2: Comparación de las características de los fluidos utilizados para el diseño original de las plantas con las características que actualmente presentan los mismos……………………………………………………………….. 70 3.5.3. FASE 3: Levantamiento de las instalaciones que conforman la planta deshidratadora de crudo PLD-3……………………………………………………. 70 3.5.4. FASE 4: Mejoras en cuanto a la planta de deshidratación de crudo PLD3 que ayuden a solventar la problemática planteada…………………………… 71 CAPITULO IV…………………………………………………………………………. 73 4.1. Caracterizar los fluidos (crudo y agua) que entran en la planta PLD-3 de Campo Boscán……………………………………………………………………….. 73 4.1.1. Normas empleadas…………………………………………………………… 73 4.1.2. Análisis de los volúmenes de agua libre y crudo para cada muestra…. 73 4.1.3. Análisis de las fracciones de Saturados, Aromáticos, Resinas y Asfaltenos de los fluidos que entran a la planta deshidratadora PLD-3………. 74 10 4.1.4. Caracterización de los fluidos que entran a la planta deshidratadora de crudo PLD-3……………………………………………………………………………. 76 4.2. Comparar las características de los fluidos utilizados para el diseño original de las plantas con las características que actualmente presentan los mismos………………………………………………………………………………… S O D VA R SE E R S 78 4.3. Realizar el levantamiento de las instalaciones que conforman la planta deshidratadora de crudo PLD-3……………………………………………………… HO C E de crudo PLD-3………………………………………………………………………… DER 79 4.3.1. Levantamiento de los equipos que conforman la planta deshidratadora 79 4.3.2. Comparación de las condiciones normales y límites de operación con las condiciones actuales de los equipos que conforman la planta deshidratadora 80 de crudo PLD-3………………………………………………………………………… 4.6. Simulaciones de la operatividad planta deshidratadora de crudo PLD-3 de Campo Boscán…………………………………………………………………………. 90 4.6.1. Simulación de la operatividad en las condiciones de diseño de la planta deshidratadora de crudo PLD-3 de Campo Boscán……………………………….. 90 4.6.2. Simulaciones de la operatividad en las condiciones actuales de la planta deshidratadora de crudo PLD-3 de Campo Boscán……………………………….. 4.7. Diagrama de Causa-Efecto referente a las causas más probables que ocasionaron la situación planteada………………………………………………….. 4.8. Propuestas de mejoras en la planta PLD-3 de Campo Boscàn para reducir el contenido de agua en el crudo de salida…………………………………………. 4.8.1. Reemplazo del tanque de almacenamiento T-201 por un tanque de lavado……………………………………………………………………………………. 4.8.2. Instalación de un Calentador adicional en el proceso…………………….. 90 91 93 94 95 11 4.8.3. Instalación de un Intercambiador de Calor adicional en el proceso……... 98 CONCLUSIONES……………………………………………………………………… 101 RECOMENDACIONES……………………………………………………………….. 103 REFERENCIAS BIBLIOGRAFICAS…………………………………………………. 104 107 S DO ANEXOS………………………………………………………………………………… C E R DE E R S HO A V R SE 12 INDICE DE TABLAS pág. Tabla 2.1. Clasificación de Crudos 54 S O D Tabla 4.2. Análisis S.A.R.A.: Asfaltenos………………………………………. 74 A V ER S Tabla 4.3. Análisis S.A.R.A.: Saturados……………………………………….. 75 E R S O H Tabla 4.4.: Análisis S.A.R.A.: Aromáticos……………………………………… 75 C E ER Resinas………………………………………….. 75 DS.A.R.A.: Tabla 4.5. Análisis Tabla 4.1. Volúmenes de agua libre y crudo para cada muestra…………. 73 Tabla 4.6. Índices de Inestabilidad Coloidal………………………………….. 76 Tabla 4.7. Gravedad API………………………………………………………… 76 Tabla 4.8. Gravedad Específica y Densidad…………………………………. 77 Tabla 4.9. Emulsión y Agua y Sedimentos…………………………………… 77 Tabla 4.10. Viscosidad Dinámica y Cinemática……………………………... 77 Tabla 4.11. Comparación de las características de los fluidos de diseño con los fluidos actuales………………………………………………………….. 78 Tabla 4.12. Límites de Operación de Tanque de Almacenamiento de crudo T-201……………………………………………………………………………….. 82 Tabla 4.13. Condición actual de operación de Tanque de Almacenamiento de crudo T-201……………………………………………………………………. 82 Tabla 4.14. Límites de Operación de las Bombas de Carga P-251 a P-259. 83 Tabla 4.15. Condición actual de operación de las Bombas de Carga P-251 a P-259…………………………………………………………………………….. 83 Tabla 4.16. Límites de Operación de los Intercambiadores de Calor E-311 84 13 a E-314…………………………………………………………………………….. Tabla 4.17. Condición actual de operación de los Intercambiadores de Calor E-311 a E-314……………………………………………………………… 84 Tabla 4.18. Límites de Operación Calentadores de 10 y 20 MMBTU/HR F350 a F-363………………………………………………………………………... 84 86 S DO Tabla 4.19. Límites de Operación de Calentador de 50 MMBTU/HR F-364. A V R SE Tabla 4.20. Condición actual de operación de Calentadores de 10, 20 y 50 MMBTU/HR F-350 a F-364……………………………………………………… 86 Tabla 4.21. Límites de Operación de los Deshidratadores V-400 a V-404. 87 S RE HO C E R de operación de los Deshidratadores V-400 Eactual Tabla 4.22. Condición D a V-404…………………………………………………………………………….. 87 Tabla 4.23. Límites de Operación de las Torres de Expansión V-431 a V433………………………………………………………………………………….. 88 Tabla 4.24. Condición actual de operación de las Torres de Expansión V431 a V-433……………………………………………………………………….. 88 Tabla 4.25. Límites de Operación de las Bombas de Despacho P-441 a P446…………………………………………………………………………………. 89 Tabla 4.26. Condición actual de operación de las Bombas de Despacho P441 a P-446. ……………………………………………………………………… 89 Tabla 4.27. Parámetros de diseño relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscàn………….. 90 Tabla 4.28. Parámetros actuales relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscàn………….. 91 Tabla 4.29. Parámetros al reemplazar tanque de almacenamiento por tanque de lavado relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscàn…………………………………………….. 94 Tabla 4.30. Impacto en la variación de la temperatura a la salida de los hornos en el corte de agua del crudo a la salida del proceso………………. 96 14 Tabla 4.31. Parámetros al instalar un calentador adicional relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscàn. 97 Tabla 4.32. Parámetros al instalar un intercambiador de calor adicional relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscàn. ………………………………………………………………… 98 D H C E ER O SE E R S R S O D VA 15 INDICE DE FIGURAS pág. Figura 2.1. Organigrama general de la empresa (Petroboscàn C.A., PDVSA)…………………………………………………………………………….. 28 S O D 29 VA Figura 2.2. Organigrama de la gerencia de operaciones (Petroboscàn C.A., PDVSA)……………………………………………………………………… ER S E R S Figura 2.3. Variación del factor de Stokes con la temperatura y la O H C gravedad API.……………………………………………………………………... E R DE Figura 2.4 Efecto del drenaje de la película sobre la concentración de 43 surfactantes naturales……………………………………………………………. 44 Figura 2.5. Efecto de la concentración superficial sobre la variación en la tensión interfacial en el interior de la película drenada. ……………………… 44 Figura 4.1. Equipos que conforman la planta deshidratadora de crudo PLD-3………………………………………………………………………………. 80 Figura 4.2. Diagrama Causa-Efecto para el exceso de agua en el proceso de Deshidratación de crudo en la planta PLD-3 de Campo Boscán……… 93 Figura 4.3. Grafico del comportamiento de %AyS vs. Temperatura de Salida de los Hornos / Temperatura de operación de las torres de expansión………………………………………………………………………….. 96 16 Lista de Símbolos y Abreviaturas % AyS: Porcentaje de Agua y Sedimentos S.A.R.A: Saturados, Aromáticos, Resinas y Asfaltenos S O D VA PAH: Hidrocarburo Aromático Policíclico O E.P.A.: Agencia de Protección Ambiental D H C E ER R SE E R S BTEX: Benceno, Tolueno, Etilbenceno y Xileno 17 Briceño Mayor, Vanessa Solanye. Torres Atencio, María Laura.“PROPUESTA DE MEJORAS EN LA PLANTA PLD-3 DE CAMPO BOSCAN PARA REDUCIR EL CONTENIDO DE AGUA EN EL CRUDO DE SALIDA”. Trabajo especial de grado para optar al título de Ingeniero Químico. Universidad Rafael Urdaneta. Facultad de Ingeniería. Escuela de ingeniería Química. Maracaibo, Venezuela. 2014.136 págs. S O D VA RESUMEN R SE E R S Este trabajo especial de grado tuvo como objetivo proponer mejoras en la planta PLD-3 de Campo Boscán para reducir el contenido de agua en el crudo de salida, ya que actualmente la planta está recibiendo crudo proveniente de las estaciones de flujo con altos cortes de agua, afectando el óptimo funcionamiento del proceso de deshidratación. Con el fin de alcanzar el objetivo propuesto, se caracterizó el crudo de Campo Boscán en cuanto al porcentaje de agua y sedimentos, emulsión, viscosidades dinámica y cinemática, gravedad API y S.A.R.A., y se comparó con la última caracterización realizada en 1993 para observar la variación de sus propiedades. Así mismo, se realizó un levantamiento de la infraestructura de la planta deshidratadora PLD-3 con el fin de verificar la existencia y buen funcionamiento de los equipos que la conforman. Luego, con la ayuda del simulador de procesos HYSYS se simuló la planta PLD-3, tanto en condiciones de diseño como en sus condiciones actuales, para así analizar las causas más probables que dieron origen a la problemática planteada. Se obtuvo como resultado que las temperaturas de crudo manejadas a lo largo del proceso se encontraban por debajo de la mínima requerida, en especial a la salida de los calentadores. Finalmente, se consideraron tres propuestas para solventar la problemática; la primera consistió en el reemplazo del tanque de almacenamiento por un tanque de lavado, que cumpla con la función de lograr una primera separación agua-crudo, la segunda consistió en instalar otro calentador adicional para aumentar así la temperatura del crudo en el proceso, obteniendo mejor eficiencia en los equipos del proceso aguas abajo, en especial en las torres de expansión y la tercera opción que consistió en aumentar la temperatura del crudo antes de ingresar a los calentadores, mediante la incorporación de un intercambiador de calor adicional. O H C E ER D Palabras claves: deshidratación, emulsión, crudo, simulación. [email protected] [email protected] 18 Briceño Mayor, Vanessa Solanye. Torres Atencio, María Laura.“IMPROVEMENTS IN THE PLANT PLD-3 OF BOSCAN FIELD TO REDUCE THE WATER CONTENT IN THE CRUDE OIL”. Dissertation for the obtainment to the grade of Chemical Engineer. Universidad Rafael Urdaneta. Faculty of Engineering. School of Chemical Engineering. Maracaibo, Venezuela. 2014. 136 pages. ABSTRACT S O D A of Boscán This degree thesis is aimed to propose improvements in the plant PLD-3 V R field to reduce the water content in the crude oil, nowadays SE the plant is receiving E crude oil from the flow stations with high R cuts of water, affecting the ideal SIn order to achieve the objectives functioning of the dehydration H process. O C proposed, Boscán crude was characterized in terms of percentage of water and E R E sediments, emulsion, dynamic and kinematic viscosities, API gravity and S.A.R.A., D and it was compared to the last characterization realized in 1993 in order to observe the variation of its properties. Likewise, we realize a rising of the infrastructure of the dehydration plant PLD-3 to check the existence and good functioning of the equipment that shape it. Then, with the help of the simulation software HYSYS, the plant PLD-3 was simulated, both in conditions of design and in current conditions, in order to analyze the most probable reasons that gave origin to the raised problematic. It was obtained as result that the temperature of crude oil handled along the process was below the minimum required, especially in the exit of the heaters. Finally, there were three options considered to solve the problem; the first one consisted in the replacement of the storage tank for a wash tank or “gun barrel”, the second one consisted in installing an additional heater in order to increase the temperature of the fluids in the process, obtaining better efficiency in the equipment of the process downstream, especially in the expansion towers and the third option, that consisted in increasing the crude’s temperature before entering the heaters through the incorporation of an additional heat exchanger. Keywords: dehydration, emulsion, crude oil, simulation. [email protected] [email protected] 19 INTRODUCCION Esta investigación se llevó a cabo en la empresa mixta venezolana Petroboscán ubicada en el Km 40 vía Perijá en Maracaibo, estado Zulia, donde se propuso realizar mejoras en la planta PLD-3 de campo Boscán para reducir el contenido de agua en el crudo de salida. S O D VA ER S E R mezcla de, entre otros elementos, hidrocarburo y agua. Esta fracción de agua S O H Cen forma libre o emulsionada ocasionando varios presente en el crudo puedeE estar R E problemas en elD proceso de deshidratación del mismo, dentro de los cuales se La existencia de agua en el crudo es de ocurrencia natural en los estratos geológicos es por esto que los fluidos que provienen de los yacimientos son una puede mencionar baja eficiencia en los equipos de producción, traduciendo esto en un crudo de poco valor comercial, ya que para su venta se requiere un porcentaje menor al 1% de agua y sedimentos. En relación a lo antes mencionado, es indispensable la separación de la mayor cantidad de agua del crudo mediante un proceso de deshidratación. El proceso de deshidratación de crudo que se lleva a cabo en la planta deshidratadora PLD-3 de Campo Boscán involucra dos métodos para romper la emulsión de agua y aceite, y eliminar la mayor cantidad de agua posible. El primero es la inyección de química a nivel de los múltiples de inyección y la segunda es la deshidratación electrostática fundamentada en el fenómeno de “coalescencia”, el cual provoca colisión entre las gotas de agua aumentando su tamaño y decantándola por gravedad. Actualmente la planta deshidratadora de crudo PLD-3 maneja crudo con un alto porcentaje de agua, por lo que son diversos los factores que impiden que el proceso de deshidratación se lleve a cabo de manera eficiente, algunos de estos factores son la baja temperatura del crudo en el proceso y el alto corte de agua del 20 mismo. Adicionalmente a esto, el método de recuperación secundaria utilizado (inyección de agua al pozo) incrementa la cantidad de emulsión presente en el crudo. Por tal motivo, se hace necesario adecuar las condiciones de operación de los equipos a las consideradas en el diseño original de la planta y de esta forma, aumentar la capacidad de deshidratación de los equipos instalados realizando S O D AI contiene el En tal sentido el estudio se estructuró en cuatro capítulos. El capítulo V R SE de la investigación, la planteamiento del problema y su formulación,R losE objetivos S O justificación, y finaliza con la delimitación del problema. H C E R DE El capítulo II, hace referencia al marco teórico que comprende la revisión de la mejoras que optimicen su funcionamiento. literatura, la cual abarca descripción de la empresa, antecedentes, bases teóricas y otros aspectos que sustentan teóricamente el estudio. El capítulo III, corresponde al marco metodológico, el cual constituye la guía para obtener los datos necesarios para la verificación del problema estudiado, y abarca los siguientes aspectos: tipo y diseño de investigación, técnicas e instrumentos de recolección de datos y culmina con las fases de investigación. El capítulo IV, trata de los resultados de la investigación donde se presentan los resultados obtenidos, el análisis y la comparación de los datos de la investigación. Para finalizar, se presentan las conclusiones, recomendaciones, referencias bibliográficas utilizadas y los anexos necesarios. 21 CAPITULO I EL PROBLEMA 1.1. Planteamiento del problema S O D A el pozo en mantiene allí bajo presión. Después de realizada la perforación V se pone R SE su presión y la producción; factores como la profundidad delE yacimiento, R S O permeabilidad de la roca reservorio determinan hasta cuando el petróleo llegará H ECSi las presiones son altas, el petróleo es forzado R sin ayuda alguna a E la superficie. D El petróleo crudo entrampado en el subsuelo está asociado a gas y agua, y se a desplazarse hacia el fondo del pozo y fluye hacia arriba. En la mayoría de los casos esta surgencia natural decrece y el pozo deja de producir. Para proseguir con la extracción se procede a la utilización de métodos artificiales de recuperación. Los yacimientos tienen tres tipos principales de "empujes naturales", a saber: A. Empuje por gas disuelto (gas solution drive): La fuerza propulsora es el gas disuelto en el petróleo que tiende a escapar y expandirse por la disminución de presión. B. Empuje de una capa de gas (gascap drive): Cuando el gas acumulado sobre el petróleo e inmediatamente debajo del techo de la trampa genera un empuje sobre el petróleo hacia los pozos. C. Empuje hidrostático (water drive): La fuerza impulsora más eficiente para provocar la expulsión del petróleo del yacimiento es el empuje del agua acumulada debajo del petróleo. 22 Cuando, por las características de un campo se requiere utilizar empuje hidrostático, surge la necesidad de incorporar un proceso de deshidratación, el cual consiste en separar el agua asociada con el crudo, ya sea en forma emulsionada o libre, hasta lograr reducir su contenido a un porcentaje previamente especificado. Generalmente, este porcentaje es igual o inferior al 1 % de agua. S O D VA Una parte del agua producida por el pozo petrolero, llamada agua libre, se separa ER S E R dispersadas en el aceite, la cual se llama S emulsión agua/aceite (W/O). O H C E El campo Boscán, actualmente DER está procesando 102 mil barriles netos de crudo de fácilmente del crudo por acción de la gravedad. La otra parte del agua está íntimamente combinada con el crudo en forma de una emulsión de gotas de agua aproximadamente 10.5 °API, con un corte aproximado de 50 % AyS. Su proceso de producción se basa en 2 plantas deshidratadoras de crudo (PLD-3 y PLDZ-9) las cuales contienen equipos de separación gravitacional y de deshidratación electrostática. Estas plantas fueron diseñadas para manejar cortes de agua de 22 % aproximadamente, sin embargo, el corte de agua supera casi el doble al diseño original, esto trae como consecuencias ineficiencia en los procesos tales como deshidratación electrostática, calentamiento y manejo de agua residuales. Actualmente el crudo a la salida de la planta deshidratadora de crudo PLD-3 tiene un porcentaje de agua y sedimentos aproximado de 0,80 %, situándose en un valor muy cercano al máximo establecido, por lo que bajo cualquier eventualidad que ocurra en la planta, el crudo pudiese no salir bajo especificación. Dada la situación anteriormente planteada, se realizó un estudio para determinar las causas más probables del alto contenido de AyS a la salida de la planta deshidratadora de crudo PLD-3 y proponer las mejoras necesarias que permitan solventar la situación actual. 23 1.2. Objetivos de la investigación 1.2.1. Objetivo general Proponer mejoras en la planta PLD-3 de Campo Boscán para reducir el contenido S O D VA de agua en el crudo de salida. R SE E R S HO C E Rfluidos (crudo y agua) que entran a la planta PLD-3 de 1. CaracterizarE los D Campo Boscán. 1.2.2. Objetivos específicos 2. Comparar las características de los fluidos utilizados para el diseño original de las plantas con las características que actualmente presentan los mismos. 3. Realizar el levantamiento de las instalaciones que conforman la planta deshidratadora de crudo PLD-3. 4. Proponer mejoras en cuanto a la planta de deshidratación de crudo PLD-3 que ayuden a solventar la problemática planteada. 1.3. Justificación El crudo producido en Campo Boscán es enviado a la refinería de Bajo Grande para su procesamiento, el mismo debe llegar bajo ciertos parámetros de calidad. Uno de estos parámetros indica que el crudo no debe contener más de 1% de agua, lo cual no se está cumpliendo actualmente dado que el diseño original de 24 las plantas deshidratadoras de crudo no está adaptado a las características actuales de los fluidos que convergen en ellas. El aspecto metodológico es sumamente importante, ya que se llevaron a cabo diferentes pruebas y procedimientos a nivel de campo y laboratorio que S O D plantear posibles soluciones para la problemática planteada, sirviendo A de apoyo V R SE para estudios futuros. E R S O H C E R E Para la empresaD Petroboscàn, esta investigación fue de gran utilidad al momento permitieron caracterizar los fluidos que convergen en las plantas deshidratadoras y de incorporar la caracterización de los fluidos que convergen en las plantas deshidratadoras a los cambios en los procesos que coadyuvaran a solventar la situación planteada, impactando positivamente en los costos de producción de crudo y la rentabilidad de la empresa. Igualmente, mejorara las relaciones con refinería al cumplir con las especificaciones requeridas para la entrega del crudo. 1.4. Delimitación 1.4.1. Delimitación espacial La investigación tuvo lugar en la planta deshidratadora de crudo PLD-3 en Campo Boscán, ubicado en el Edo. Zulia. 1.4.2. Delimitación temporal La investigación se llevó a cabo durante un periodo de seis (8) meses, comprendido entre abril 2014 y diciembre 2014. 25 1.4.3. Delimitación científica La investigación estuvo basada en conocimientos adquiridos en química orgánica, química analítica, química industrial así como producción y refinación de petróleo. D H C E ER O SE E R S R S O D VA 26 CAPITULO II MARCO TEORICO En este capítulo se presentan los antecedentes de la investigación, bases teóricas, definición de términos básicos y sistema de variables. Es producto de S O D A conceptos y definiciones que sirven de base para la investigación. V R SE E R S O 2.1. Descripción de la empresa H C E R DE una revisión documental- bibliográfico, y consiste en una recopilación de ideas, El desarrollo de la actividad petrolera en suelo zuliano tiene como principal empresa Petróleos de Venezuela, S.A (PDVSA), habiendo otro conjunto de filiales de PDVSA, mediante la modalidad de empresas mixtas, entre las que se encuentra Petroboscán, la cual opera en Campo Boscán. Campo Boscán se encuentra ubicado en el Km 40 carretera a Perijá en Maracaibo, Edo. Zulia. En la actualidad cuenta con dos plantas deshidratadoras de crudo, una en la parte norte conocida como planta deshidratadora 3 (PLD-3) a la cual convergen las estaciones de flujo referentes a la parte norte, y la otra en la parte sur conocida como planta deshidratadora Zulia 9 (PLDZ-9) la cual abarca estaciones de flujo del área suroeste y sureste. Petroboscán es una empresa mixta creada entre PDVSA (Petróleos de Venezuela S.A) y Chevron Technology C.A. Las empresas mixtas son una estrategia del Gobierno Nacional mediante la cual se revierte la privatización de una gran parte de la producción del crudo como producto de la apertura petrolera desarrollada en los años 90. El primero de abril de 2006 se oficializa el nacimiento de la empresa mixta 27 Petroboscán con la firma del acta de transición por el Ministro del Poder Popular para la Energía y Petróleo, y el presidente de Chevron Technology, C.A., Sr. Alí Moshiri; éstas han vivido internamente varios procesos con miras a consolidar las operaciones y labores soberanas. 2.1.1. Misión S O D VA R SE E R S La misión de la empresa es trabajar por el desarrollo del país y las comunidades aledañas a sus áreas operacionales. 2.1.2. Visión O H C E ER D La visión que se construye alrededor de PDVSA, está contenida en una agenda de reconstrucción que supone a la vez un cambio del equipo de gobierno que lleva actualmente 1.- Restituir las los riendas del derechos país, laborales basada de en los tres puntos: trabajadores. 2.- Reactivación operacional y manejo de recursos humanos, con justicia, equidad y sin impunidad, respecto a quienes hoy están dentro de la empresa. 3.- Establecimiento de un marco institucional y legal, mediante el cual se venzan viejos paradigmas, se abandone el modelo rentista, se tenga una concepción productiva, se haga crecer el negocio petrolero, aumente el capital privado nacional e internacional, y se redefina el papel de Venezuela en la OPEP, y el papel de la OPEP en el mercado petrolero internacional. 28 2.1.3. Organigrama de la Empresa JUNTA DIRECTIVA PRESIDENTE (NNC) FINANZAS PCP RECURSOS HUMANOS PLANIFICACION D R SE E R S O H C E ER ASUNTOS PUBLICOS S O D VA LEGAL CONTRATACION AUDITORIA AUTOMATIZ. INFORMATICA Y TELECOMUNICACIONES GERENCIA GENERAL PROCURA INGENERIA DE COSTO SEGURIDAD E HIGIENE OCUPACIONAL AMBIENTE SERVICIOS GENERALES RELACIONES GUBERNAMENTALES DESARROLLO SOCIAL TECNICA OPERACIONES Figura 2.1. Organigrama General de la Empresa (Petroboscán C.A., 2014) 29 GERENTE DE OPERACIONES SPTE DE MANTENIMIENTO (NNC) SUPV DE PLANIFICACION Y PROG DE MTTO (NNC) SUPV MAYOR DE INGENIERIA DE MANTENIMIENTO (NNC) PLANIFICADOR OPERACIONAL (11 NNC) SUPERVISOR DE CONFIABILIDAD (NNC) SUPERVISOR DE MANTENIMIENTO (NNC) D ANALISTA DE INGENIERIA DE MANTENIMIENTO (NNC) INGENIERO DE CONFIABILIDAD (3 NNC) SE E R S O H C E ER INGENIERO DE MANTENIMIENTO (6 NNC) R S O D VA PROGRAMADOR OPERACIONAL (12 NNC) Figura 2.2. Organigrama de la Gerencia de Operaciones (Petroboscán C.A., 2014) 2.2. Antecedentes de la Investigación Forero, Ortiz, Nariño, Díaz y Peña (2008). “Design and development of a high efficiency tank for crude oil dehydration”.Artículo científico publicado en la revista Ciencia, Tecnología y Futuro. Instituto colombiano del petróleo. En el siguiente trabajo se mostró el diseño de un tanque para el proceso de deshidratación y desalado de cantidades significativas de crudo, la eficiencia de deshidratación se ve afectada por la presencia de gas en la interface de la emulsión. El modelo de diseño propuesto se ajusta a todo tipo de proceso de deshidratación, y arrojó resultados satisfactorios, (valores por encima del 90%) en cuanto a eficiencia en términos de separación y en relación a BSW (agua y sedimentos básicos) en el crudo de salida se dispone de un porcentaje menor al 0.5%. 30 El diseño y desarrollo del sistema en los cuales se fundamenta este trabajo sirvió como base para plantear mejoras en el proceso de deshidratación de crudo, ya que el mismo es fácilmente adaptable para el tratamiento de crudo livianos, medios y pesados con contenido de BSW desde niveles muy bajos < 1 % a niveles muy altos > 95 % características con la que se enfrentan actualmente los campos de producción. S O D VA ER S E R the dehydration of a heavy crude oil”. Artículo científico publicado en la revista S O Huniversidad del Zulia. técnica de la facultad de ingeniería C E DER Piña et al. (2007). “Thermal-chemical method assisted by microwave radiation for Este trabajo se fundamentó en la aplicación de un sistema de calentamiento con radiación microondas con la finalidad de beneficiar la separación de agua emulsionada asociada a un crudo pesado como procedimiento alterno al calentamiento convencional estándar. Los resultados finales fueron satisfactorios para ambos procedimientos ya que el contenido de agua fue inferior a 1 % a excepción de que con el método termoquímico empleando calentamiento con radiación microondas requirió menor tiempo de análisis. La metodología en este trabajo sirvió como base para la evaluación de dos procedimientos de deshidratación de crudo, tomando en cuenta que los crudos pesados son más difíciles de deshidratar debido a la presencia de emulsiones estables, sin embargo, lo que se busca es optimizar el proceso de deshidratación es decir lograr el contenido de agua deseado en el crudo de salida en el menor tiempo posible, reduciendo así los costos de operación y los análisis de campo en la industria petrolera. 31 Fernández (2002) “Selección de un agente desmulsificante para la deshidratación del crudo proveniente de la unidad colon del municipio Jesús maría Semprùn del estado Zulia”. Trabajo especial de grado presentado ante la Universidad Central de Venezuela para optar por el título de Ingeniero de Petróleo. S O D VA Esta investigación consistió en escoger un desmulsificante apto para originar la ER S E R El agua asociada con el crudo se conoce comúnmente con emulsión agua en S O H los compuestos e impurezas asociados al aceite o simplemente emulsión natural, C E ER interfacial logrando así estabilizar este tipo de Dactividad crudo crean una deshidratación de los crudos que convergen en la unidad Colon (Edo Zulia). emulsiones. Para obtener el crudo con las especificaciones finales para la venta es necesario romper la emulsión para ello se requieren el efecto de agentes desmulsificantes que neutralizan a los agentes emulsificantes logrando la aglomeración de las gotas de agua dispersadas en el crudo para su posterior descenso por efecto de la gravedad. La metodología utilizada en esta investigación servirá como base para el análisis de diferentes desmulsificantes siguiendo minuciosamente la técnica o procedimiento para la selección e identificación del mismo, logrando mejorar el proceso de deshidratación de crudo. 2.3. Bases Teóricas 2.3.1. Petróleo El petróleo es un compuesto químico complejo en el que coexisten partes sólidas, líquidas y gaseosas. Esta sustancia se encuentra constituida por átomos de diversos elementos, cuya proporción aproximada es de 84 a 87 % de carbono, 32 alrededor de 11 a 14 % de hidrógeno, con más o menos de 0 a 2,5 % de azufre y de 0 a 0,2 % de nitrógeno. Estos últimos elementos, junto con oxígeno y algunos metales (como vanadio, níquel, sodio, arsénico y otros) son considerados como impurezas en el crudo. Dependiendo del número de átomos de carbono y de la estructura de los mismos, los crudos presentarán diferentes propiedades que S O D VA determinen su comportamiento como combustibles, lubricantes, ceras o solventes. ER S E R aceite y encontrarse en yacimientos de roca sedimentaria. (Morales, 2011). S O H C E DEdelRpetróleo 2.3.2. Composición El color del petróleo es variable, entre el ámbar y el negro y el significado etimológico de la palabra petróleo es aceite de piedra, por tener la textura de un Hidrocarburos saturados Los hidrocarburos saturados son la principal clase de compuestos encontrados en el petróleo y en la mayoría de los derivados. En su estructura poseen enlaces simple C-C (con los otros enlaces saturados con átomos de H). Las moléculas pueden ser ordenadas en diversas configuraciones: a) Alifáticos: lineales o ramificados, con la fórmula general: CnH2n+2 Los nombres comunes para estos tipos de compuestos son alcanos e isoalcanos. La industria del petróleo se refiere a estos compuestos como parafinas e, isoparafinas respectivamente. b) Alicíclicos: compuestos cíclicos con la formula general: CnH2n Estos compuestos son hidrocarburos saturados que contienen uno o más anillos los cuales pueden también contener cadenas unidas saturadas. Son también llamados cicloalcanos. La industria del petróleo los denomina comúnmente naftalenos o cicloparafinas. (Brissio, 2005). 33 Hidrocarburos Insaturados Esta clase de compuestos tiene al menos dos átomos de carbono en la molécula unidos por un enlace doble o triple (C=C para alquenos, y C≡C para alquinos). Estos compuestos no se encuentran en el petróleo crudo y son producidos S O D A ramificados a) Alquenos/Olefinas: estos compuestos pueden ser cadenas lineales, V R E o compuestos cíclicos. La fórmula general es: C HES R S O H C E R DE principalmente en el proceso de cracking en la producción. (Brissio, 2005). n 2n Ejemplos: H2C=CH2 Eteno H2C=CHCH2CH3 1-Buteno b) Alquinos/Acetilenos: estos compuestos se presentan en cadenas lineales y estructuras ramificadas. La fórmula general es: CnH2n-2 Ejemplos: HC≡CCH3 Etino HC≡CCH2CH3 1- Butano c) Aromáticos: Los compuestos aromáticos son una clase especial de hidrocarburos insaturados. La estructura de estos compuestos se basa en la estructura del anillo del Benceno el cual contiene 6 carbonos. Cada carbono en el anillo, esta enlazado a un átomo de hidrógeno, que generalmente no se muestra en el diagrama de la estructura. La molécula de benceno puede tener uno o más átomos de hidrógeno sustituidos por radicales alquilos, resultando en alquil 34 bencenos; o puede haber dos o más anillos aromáticos unidos dando como resultado hidrocarburos aromáticos policíclicos (PAH´s). Todos los crudos y derivados del petróleo (excepto algunos solventes producidos del petróleo) contienen compuestos aromáticos. - Benceno: este es un anillo aromático simple con la fórmula general: C nHn S O D VA R SE E R S - Alquilbenceno: estos compuestos tienen la base del anillo aromático unido a un radical alquilo. O H C E ER - Hidrocarburos Aromáticos Policíclicos (PAHs): estos compuestos están formados D por dos o más anillos aromáticos unidos entre sí. Los compuestos aromáticos, son contaminantes ambientales comunes en sitios en los que han ocurrido derrames de petróleo. Los monoaromáticos, como el benceno, el tolueno, y los xilenos, tienen una importante solubilidad en agua, y se movilizan en el ambiente. Los BTEX son considerados analitos volátiles para los métodos de la EPA. Varios PAH´s que fueron encontrados en el petróleo y algunos derivados, pueden ser contaminantes persistentes, particularmente en la matriz del suelo y sedimentos. Los PAH´s son analitos blancos semivolátiles en los métodos de la EPA. (Brissio, 2005). Otros compuestos El petróleo contiene trazas de compuestos orgánicos que no se consideran hidrocarburos, principalmente que contienen oxígeno, nitrógeno y azufre. Hay también pequeñas cantidades de compuestos organometálicos y sales inorgánicas. Estos compuestos son concentrados en las fracciones pesadas de destilación y en los residuos durante el refinado. Se hace referencia a ellos frecuentemente como asfaltenos. 35 Dependiendo del método usado para la determinación de HTP, algunos de los compuestos que contienen oxígeno, nitrógeno y azufre pueden ser incluidos en la cuantificación de HTP. Por definición, estos compuestos no son hidrocarburos. (Brissio, 2005). S O D V La deshidratación de crudos es el proceso mediante el cual se A separa el agua R E S E o libre, hasta lograr reducir asociada con el crudo, ya sea en forma emulsionada R S su contenido a un porcentaje previamente HO especificado. Generalmente, este C E R al 1 % de agua. Una parte del agua producida por el porcentaje es igual o inferior DE 2.3.3. Deshidratación de Crudos pozo petrolero, llamada agua libre, se separa fácilmente del crudo por acción de la gravedad, tan pronto como la velocidad de los fluidos es suficientemente baja. La otra parte del agua está íntimamente combinada con el crudo en forma de una emulsión de gotas de agua dispersadas en el aceite, la cual se llama emulsión agua/aceite (W/O). El agua y el aceite son esencialmente inmiscibles, por lo tanto, estos dos líquidos coexisten como dos líquidos distintos. El agua está lejos de ser soluble en hidrocarburos saturados (por ejemplo: parafinas o alcanos) y su solubilidad disminuye con el incremento del peso molecular de los hidrocarburos. Durante las operaciones de extracción del petróleo, la mezcla bifásica de petróleo crudo y agua de formación se desplazan en el medio poroso a una velocidad del orden de 1 pie/día, lo que es insuficiente para que se forme una emulsión. Sin embargo, al pasar por todo el aparataje de producción durante el levantamiento y el transporte en superficie (bombas, válvulas, codos, restricciones, etc.) se produce la agitación suficiente para que el agua se disperse en el petróleo en forma de emulsión W/O estabilizada por las especies de actividad interfacial presentes en el crudo. Las 36 emulsiones formadas son macro-emulsiones W/O con diámetro de gota entre 0,1 a 100 µm. Existen tres requisitos esenciales para formar una emulsión: a) Dos líquidos inmiscibles, como el agua y el aceite. S O D VA b) Suficiente agitación para dispersar uno de los líquidos en pequeñas gotas en el O H C E (Marfisi y Salager, 2013). DER R SE E R S otro. c) Un agente emulsionante para estabilizar las gotas dispersas en la fase continua. 2.3.4. Naturaleza de las Emulsiones Una emulsión es una mezcla de dos líquidos inmiscibles mutuamente, o sea, dos líquidos que no se mezclan bajo condiciones normales, uno de los cuales está disperso como gotas en el otro, y su estabilizador es un agente emulsificante. Las gotas dispersas son conocidas como la fase interna, el líquido que rodea a estas gotas es la fase continua o externa. El agente emulsificante, generalmente se presenta en forma de una membrana envolvente y su función es separar la fase interna de la fase continua en la mezcla. Según Urbaez (1987); las emulsiones de petróleo y agua pueden ocurrir de cuatro formas diferentes: Agua en petróleo: consiste en que en la fase continua (petróleo) existen gotas de agua (fase dispersa) inmersas en ella. Este tipo de emulsión comprende el mayor porcentaje de las emulsiones presentes en la Industria Petrolera. Por esta razón también se le conoce como emulsión “natural”. 37 Petróleo en agua: este tipo de emulsión consiste en gotas de petróleo dispersas en una fase continua de agua. También se le conoce como emulsión “inversa” o “reversa” por estar constituida de manera opuesta a la emulsión “natural”. Con excepción de la orimulsión que es inversa, pero el agua (fase continua) tiene porcentaje volumétrico menor que el del crudo (fase dispersa) S O D VA Este tipo de emulsión ocurre en aproximadamente el 1% de las emulsiones ER S E Petróleo en agua en petróleo: este tipo deR emulsión raramente es encontrada S O H C en la producción de petróleo. En las áreas donde se encuentra, el petróleo es E DEyRgravedad específica o el agua es relativamente blanda y de alta viscosidad producidas en la Industria Petrolera. fresca. La forma de este tipo de emulsión es hasta cierto punto muy compleja. Las gotas de petróleo están dispersas en gotas más grandes de agua las cuales a su vez están dispersas en una fase continua de petróleo. Agua en petróleo en agua: este tipo de emulsión no ha sido encontrada en la producción de petróleo, aunque experimentalmente puede prepararse. En estructura es exactamente el reverso del tipo petróleo-agua-petróleo. Las gotas de agua están dispersas en gotas más grandes de petróleo las cuales a su vez están dispersas en una fase continua de agua. 2.3.4. Agentes Emulsionantes Los agentes emulsionantes son numerosos y pueden ser clasificados de la siguiente manera: Compuestos naturales surfactantes: tales como asfaltenos y resinas conteniendo ácidos orgánicos y bases, ácidos nafténicos, ácidos carboxílicos, compuestos de azufre, fenoles, cresoles y otros surfactantes naturales de alto peso molecular. 38 Sólidos finamente divididos: tales como arena, arcilla, finos de formación, esquistos, lodos de perforación, fluidos para estimulación, incrustaciones minerales, productos de la corrosión (por ejemplo sulfuro de hierro, óxidos), parafinas, asfaltenos precipitados. Los fluidos para estimulación de pozos pueden contribuir a formar emulsiones muy estables. S O D VA ER S E R biocidas, limpiadores, surfactantes y agentes humectantes. S O H C E Los surfactantes naturales DER se definen como macromoléculas Químicos de producción añadidos: tales como inhibidores de corrosión, con actividad interfacial que tienen un alto contenido de aromáticos. Se forman de las fracciones ácidas de asfaltenos, resinas, ácidos nafténicos y materiales porfirínicos. Estos surfactantes pueden adsorberse a la interfase de la gota de agua y formar una película rígida que resulta en una alta estabilidad de la emulsión W/O formada, lo cual ocurre en menos de tres días. La película interfacial formada estabiliza la emulsión debido a las siguientes causas: Aumenta la tensión interfacial. Por lo general, para emulsiones de crudo la tensión interfacial es de 30 a 36 mN/m. La presencia de sales también aumenta la tensión interfacial. Forman una barrera viscosa que inhibe la coalescencia de las gotas. Si el surfactante o partícula adsorbida en la interfase es polar, su carga eléctrica provoca que se repelan unas gotas con otras. (Marfisi y Salager, 2013). Para ser agentes emulsionantes, las partículas sólidas deben ser más pequeñas que las gotas suspendidas y deben ser mojadas por el aceite y el agua. Luego 39 estas finas partículas sólidas o coloides (usualmente con surfactantes adheridos a su superficie) se colectan en la superficie de la gota y forman una barrera física. 2.3.5. Propiedades que intervienen en la estabilidad de la emulsión S O D VA De acuerdo a Salager (1987), el rompimiento de la emulsión depende de las siguientes propiedades: R SE E R S a) Tensión interfacial: Una reducción de la tensión interfacial no es suficiente para O H C E sistemas de tensión R ultra-baja producen emulsiones inestables. Estudios de E D tensión interfacial dinámica entre crudo y agua muestran que la tensión disminuye aumentar la estabilidad de la emulsión. Se ha encontrado recientemente que los con el tiempo y que se requieren varias horas de contacto para obtener un valor estable. A partir de las mediciones de tensión interfacial (IFT) se puede concluir que es la fracción de la resina que tiene la más alta afinidad por la interfase. b) Viscosidad de la fase externa: Una viscosidad alta en la fase externa disminuye el coeficiente de difusión y la frecuencia de colisión de las gotas, por lo que se incrementa la estabilidad de la emulsión. Una alta concentración de las gotas también incrementa la viscosidad aparente de la fase continua y estabiliza la emulsión. c) Tamaño de la gota: Gotas muy pequeñas menores de 10 µm generalmente producen emulsiones más estables. Una amplia distribución de tamaños de partículas resulta en general en una emulsión menos estable. d) Relación de volumen de fases: Incrementando el volumen de la fase dispersa se incrementa el número de gotas y/o tamaño de gota y el área interfacial. La distancia de separación se reduce y esto aumenta la probabilidad de colisión de las gotas. Todos estos factores reducen la estabilidad de la emulsión. 40 e) Temperatura: Usualmente, la temperatura tiene un efecto muy fuerte en la estabilidad de la emulsión. Incrementando la temperatura se reduce la adsorción de surfactantes naturales y disminuye la viscosidad de la fase externa, la rigidez de la película interfacial y la tensión superficial. Todos estos cambios reducen la estabilidad de la emulsión. En presencia de surfactantes aniónicos, un aumento de S O D VA temperatura aumenta la afinidad de estos por la fase acuosa, mientras que lo inverso ocurre con surfactantes no-iónicos. R SE E R S HO C E R minimizar la rigidez de la película que estabiliza la Ajustando el pH seE puede D emulsión y aumentar la tensión superficial. La estabilización de la tensión f) pH: La adición de ácidos o bases inorgánicos cambia radicalmente la formación de películas de asfaltenos y resinas que estabilizan las emulsiones agua-aceite. interfacial depende del pH de la fase acuosa, por lo cual la adsorción en la interfase presenta una histéresis que indica que las diferentes moléculas emulsionantes (surfactantes naturales que contienen grupos ácidos y bases) poseen cinéticas de equilibración muy diferentes. g) Envejecimiento de la interfase: A medida que la interfase envejece la adsorción de los surfactantes se completa y debido a las interacciones laterales entre las moléculas aumenta la rigidez de la película hasta un valor estable en unas 3 a 4 horas. Esta película o piel alrededor de la gota llega a ser más gruesa, más fuerte y más dura. Además, la cantidad de agentes emulsionantes se incrementa por oxidación, fotólisis, evaporación o por la acción de bacterias. h) Salinidad de la salmuera: La concentración de la salmuera es un factor importante en la formación de emulsiones estables. Agua fresca o salmuera con baja concentración de sal favorecen la estabilidad de las emulsiones. Por el contrario, altas concentraciones de sal tienden a reducirla. 41 i) Tipo de aceite: Los crudos con aceite de base parafínica usualmente no forman emulsiones estables, mientras que los crudos nafténicos y de base mixta forman emulsiones estables. Ceras, resinas, asfaltenos y otros sólidos pueden influenciar la estabilidad de la emulsión. En otras palabras, el tipo de crudo determina la cantidad y tipo de emulsionantes naturales. S O D directamente proporcional a la diferencia en densidades entreV laA gota y la fase R E S continua. Aumentando la diferencia de densidad por incremento de la temperatura E R S O se logra aumentar la velocidad de de las gotas y por ende, se Hsedimentación C E acelera la coalescencia. DER j) Diferencia de densidad: La fuerza neta de gravedad que actúa en una gota es k) Presencia de cationes: Los cationes divalentes como calcio y magnesio tienen tendencia a producir una compactación de las películas adsorbidas, probablemente por efecto de pantalla electrostática de un lado, y por otro, la precipitación de sales insolubles en la interfase. l) Propiedades reológicas interfaciales: Generalmente, cuando una interfase con moléculas de surfactantes adsorbidas se estira o dilata se generan gradientes de tensión. Los gradientes de tensión se oponen al estiramiento e intentan restaurar la uniformidad de la tensión interfacial. Como consecuencia, la interfase presenta una cierta elasticidad. Éste es el efecto llamado Gibbs-Marangoni. En la figura 3 se muestran los factores físico-químicos relacionados con las interacciones entre dos gotas de fase dispersa. 2.3.7. Mecanismos de Ruptura Diversos estudios se han hecho sobre los mecanismos de ruptura de una emulsión W/O. Según Jeffreys y Davies (1971), estas etapas se reducen a tres: 42 2.3.7.1. Acercamiento macroscópico de las gotas: Cuando las gotas de fase dispersa son más o menos grandes se aproximan por sedimentación gravitacional, gobernadas por las leyes de Stokes (basada en la suposición de gotas esféricas rígidas, ecuación 1) o de Hadamard (movimiento convectivo interno en las gotas y efecto de la viscosidad de S O D VA la fase interna, ecuación 2), pero sí son menores de 5 µm está presente el movimiento Browniano. O H C E ER D R SE E R S (Ec. 2.1.) (Ec. 2.2.) Dónde: Vs = velocidad de sedimentación de Stokes (cm/s). VH = velocidad de sedimentación de Hadamard (cm/s). ρ1 densidad del crudo (g/cm3). g = densidad del agua (g/cm3). ρ2 = = aceleración de gravedad (cm/s2). r = radio de las gotas de agua dispersas en el crudo (cm). ηe = viscosidad de la fase externa (cp). ηi = viscosidad de la fase interna (cp). fs = factor de Stokes (1/cm.s). 43 D R SE E R S O H C E ER S O D VA Figura 2.4. Variación del factor de Stokes con la temperatura y la gravedad API. (Marfisi y Salager, 2013). 2.3.7.2.Drenaje de la película: Una vez que dos gotas se acercan, se produce una deformación de su superficie (adelgazamiento del orden de 0,1 micras o menos) y se crea una película de fluido entre las mismas, con un espesor alrededor de 500 Å. La velocidad de drenaje de la película depende de las fuerzas que actúan en la interfase de la película. Cuando dos gotas de fase interna de una emulsión se aproximan una a la otra debido a las fuerzas gravitacionales, convección térmica o agitación, se crea un flujo de líquido entre ambas interfases y el espesor de la película disminuye. El flujo de líquido de la película trae consigo moléculas de surfactantes naturales adsorbidas debido al flujo convectivo creando un gradiente de concentración en la interfase. Este gradiente de concentración produce una variación en el valor local de la tensión interfacial (gradiente de tensión) que genera una fuerza opuesta al flujo de líquido fuera de la película. 44 S O D VA ER S E R Figura 2.5. Efecto del drenaje de la película sobre la concentración de surfactantes S O H naturales. (Marfisi y Salager, 2013). C E R DE Figura 2.6. Efecto de la concentración superficial sobre la variación en la tensión interfacial en el interior de la película drenada. (Marfisi y Salager, 2013). El esfuerzo de corte asociado con el drenaje tiende a concentrar la mayor parte de las moléculas de surfactante natural fuera de la película y a disminuir su concentración en el interior de la película. Las moléculas de desemulsionantes son adsorbidas en los espacios dejados por los surfactantes naturales en la película, figura 7 (a), (b). Por la variación de la tensión interfacial con el tiempo, la tasa de adsorción de los desemulsionantes en la interfase crudo/agua es más rápida que la de los surfactantes naturales del crudo. Cuando la película llega a ser muy delgada y debido a la proximidad de la fase dispersa, las fuerzas de atracción de Van der Waals dominan y ocurre la coalescencia. Toda vez que ocurre el 45 acercamiento de las gotas se pueden presentar varios tipos de interacciones entre ellas que retrasen o aceleren el drenaje de la película. 2.3.7.3. Coalescencia: La coalescencia se define como un fenómeno irreversible en el cual las gotas pierden su identidad, el área interfacial se reduce y también la S O D VA energía libre del sistema (condición de inestabilidad). Sin embargo, este fenómeno ER S E R gotas. Esta etapa puede considerarse S como instantánea respecto a las dos O H C de deshidratación utilizan efectos físicos primeras etapas. Los procesos E R DE la velocidad de la primera etapa, tales como el destinados a aumentar se produce sólo cuando se vencen las barreras energéticas asociadas con las capas de emulsionante adsorbido y la película de fase continua entre las dos calentamiento, que reduce la viscosidad de la fase externa y aumenta la diferencia de densidad entre los fluidos; o un aumento de la cantidad de fase interna (reduce el recorrido promedio de cada gota antes del contacto con otra). También es posible usar fuerzas diferentes a la gravedad natural para aumentar la velocidad de contacto y/o el tamaño de la gota: gravedad artificial por centrifugación, fuerzas capilares con filtros coalescedores o fuerzas electrostáticas. 2.3.8. Métodos de Tratamiento Dependiendo del tipo de aceite y de la disponibilidad de recursos se combinan cualquiera de los siguientes métodos típicos de deshidratación de crudo: Químico, térmico, mecánico y eléctrico. El tratamiento químico consiste en aplicar un producto desemulsionante sintético denominado en las áreas operacionales de la industria petrolera como “química deshidratante”, el cual debe ser inyectado tan temprano como sea posible a nivel de superficie o en el fondo del pozo. Esto permite más tiempo de contacto y puede prevenir la formación de emulsión 46 corriente abajo. La inyección de desemulsionante antes de una bomba, asegura un adecuado contacto con el crudo y minimiza la formación de emulsión por la acción de la bomba. El tratamiento por calentamiento consiste en el calentamiento del crudo mediante equipos de intercambio de calor, tales como calentadores de crudo y hornos. S O D VA ER S E R el proceso de separación gravitacional. Entre ellos se encuentran los S O H C tanques de sedimentación llamados comúnmente tanques de lavado. E R E Para el Dtratamiento eléctrico se utilizan equipos denominados El tratamiento mecánico se caracteriza por utilizar equipos de separación dinámica que permiten la dispersión de las fases de la emulsión y aceleran deshidratadores electrostáticos, y consiste en aplicar un campo eléctrico para acelerar el proceso de acercamiento de las gotas de fase dispersa. La selección y preparación del tipo de desemulsionante debe coincidir con el recipiente de tratamiento de la emulsión. (Marfisi y Salager, 2013). 2.3.9. Equipos utilizados en la deshidratación de crudo Separadores Trifásicos Los separadores horizontales o verticales sirven para separar el gas asociado al crudo que proviene desde los pozos de producción. El procedimiento consiste en que la mezcla de fluidos entrante choca con las placas de impacto o bafles desviadores a fin de promover la separación gas-líquido mediante la reducción de velocidad y diferencia de densidad. El número de separadores varía en función del volumen de producción de gas y petróleo en las estaciones. Se identifican cuatro secciones de separación: a) Separación primaria: Comprende la entrada de la mezcla crudo-agua-gas. 47 b) Separación secundaria: Está representada por la etapa de separación máxima de líquido por efecto de gravedad. c) Extracción de neblina: Consiste en la separación de las gotas de líquido que aún contiene el gas. d) Acumulación de líquido: Está constituida por la parte inferior del separador que S O D VA actúa como colector, posee control de nivel mediante un flotador para manejar volúmenes de líquidos obtenidos durante la operación. R SE E R S HO C E El asentamiento gravitacional ER se lleva a cabo en grandes recipientes llamados D tanques, sedimentadores, tanques de lavado, “Gun Barrels” y eliminadores de Separadores Gravitacionales agua libre (EAL o “Free Water Knockout FWK”). Los eliminadores de agua libre (EAL) son utilizados solamente para remover grandes cantidades de agua que es producida en la corriente, pero que no está emulsionada y se asienta fácilmente en menos de 5-20 minutos. El crudo de salida de un EAL todavía contiene desde 1 hasta 30 % de agua emulsionada. En el interior de estos recipientes que son de simple construcción y operación, se encuentran bafles para direccionar el flujo y platos de coalescencia. El agua es removida por la fuerza de gravedad y esta remoción provoca ahorros en el uso de combustible de los calentadores. Los eliminadores de agua libre (EAL), no son lo mejor ya que ellos solo remueven el agua libre. Están protegidos por ánodos de sacrificio y por aditivos para prevenir la corrosión por el efecto del agua de sal. Otro sistema que es importante mencionar son los tanques de lavado o comúnmente llamados “Gun Barrels”. Estos recipientes usualmente operan con media parte de agua (colchón de agua) y la otra parte lo cubre el petróleo. Su funcionamiento consiste en que la emulsión entra al área de desgasificación, donde se produce la liberación del gas remanente a través del sistema de venteo. 48 Seguidamente, la fase líquida desciende por el tubo desgasificador y entra a la zona del agua de lavado a través de un distribuidor, que se encarga de esparcir la emulsión lo más finamente posible a fin de aumentar el área de contacto entre el agua de lavado y la emulsión, favoreciendo así la coalescencia de las partículas de agua. La emulsión fluye a través del agua en el interior del tanque de lavado S O D VA siguiendo la trayectoria forzada por bafles internos que permiten incrementar el R tiempo de residencia. El petróleo por ser más liviano que la emulsión asciende SE E R S pasando a formar parte de la zona correspondiente al petróleo deshidratado. HO C E exceso de gas, descensos ER en la temperatura del fluido y recuperación de D emulsiones envejecidas; por lo tanto, la eficiencia del mismo depende del control Este proceso de deshidratación se ve afectado por altas velocidades de flujo, total de estas variables. Tienen un tiempo de residencia entre 3 a 36 horas. Entre los equipos más utilizados por la industria petrolera se mencionan los tanques de lavado de tipo helicoidal, los de tipo rasurado, concéntrico o araña. Calentadores Los tratadores-calentadores pueden ser de tipo directo e indirecto en función de la forma en que se aplica el calor. En los calentadores de tipo directo el calor es transferido por contacto directo de la corriente alimentada con la superficie interna del calentador. Operan eficientemente en procesos de baja presión y donde los fluidos manejados no son muy corrosivos. Los más utilizados son los calentadores de fuego directo con cajas de fuego de tipo vertical. El diseño normal de un calentador tipo vertical cumple las siguientes funciones: a) Desgasificado de la emulsión de entrada; b) Remoción de arenas, sedimentos y agua libre previo al calentamiento; c) Lavado con agua y calentamiento de la emulsión; d) Coalescencia y asentamiento de las gotas de agua. 49 El crudo deshidratado caliente puede ser usado para precalentar la emulsión de entrada usando un intercambiador de calor. Los calentadores no son recomendables para remover grandes cantidades de agua libre, debe usarse un separador EAL o FKW. Las mismas funciones básicas son previstas en un calentador directo tipo horizontal. La alimentación es parcialmente desgasificada, S O D VA luego es direccionada hacia la parte de abajo del equipo para la separación del ER S E R agua para finalmente pasar a la secciónS de coalescencia Las partículas sólidas, O H de corrosión se depositarán en la parte tales como arena, escama, productos C E ER inferior de estosD equipos. agua libre y la arena. Después, la alimentación es calentada y sufre una última desgasificación. Posteriormente, a través de un distribuidor pasa a un baño de Coalescedores Electroestáticos Los procesos de deshidratación electrostática consisten en someter la emulsión a un campo eléctrico intenso, generado por la aplicación de un alto voltaje entre dos electrodos. Este dispositivo, generalmente tiene características similares a los de los equipos de separación mecánica presurizados, añadiendo a éstos el sistema de electrodos y de generación de alto voltaje. La aplicación del campo eléctrico sobre la emulsión induce a la formación de dipolos eléctricos en las gotas de agua, lo que origina una atracción entre ellas, incrementando su contacto y su posterior coalescencia. Como efecto final se obtiene un aumento del tamaño de las gotas, lo que permite la sedimentación por gravedad. Un deshidratador electrostático está dividido en 3 secciones. La primera sección ocupa aproximadamente el 50 % de su longitud y es llamada “Sección de calentamiento”. La segunda sección es llamada “Sección central o control de nivel” y esta ocupa por alrededor del 10 % de su longitud ubicada adyacente a la sección de calentamiento. La tercera sección ocupa el 40 % de la longitud del deshidratador y es denominada “Sección de asentamiento” del agua suspendida 50 para producir crudo limpio. Las parrillas de electrodos de alto voltaje están localizadas en la parte superior del recipiente, arriba de la interfase agua-aceite. Entre las ventajas que posee los deshidratadores electrostáticos en comparación con los sistemas de tanques de lavado es que son menos afectados en su operación por las características de los crudos (densidad, viscosidad), agua o S O D A dimensión. asociado es relativamente corto y por otra parte, son de V menor R SunaEmejor calidad del agua Además, con el tratamiento electrostático se obtiene E R S separada y una mayor flexibilidadH enO cuanto a las fluctuaciones o variaciones en C 1996). E R los volúmenes de producción (Guzmán, DE agentes emulsionantes, ofrecen mayor flexibilidad, el tiempo de residencia Como la molécula de agua es polar, el campo eléctrico incrementa la coalescencia de las gotas dispersas en el aceite por dos mecanismos que actúan simultáneamente: 1. Sometidas a un campo electrostático, las gotas de agua adquieren una carga eléctrica neta. 2. La distribución al azar de las gotas de agua en el seno del aceite al pasar por el campo electrostático se alinean con su carga positiva orientada al electrodo cargado (negativo). Estas fuerzas de atracción electrostática pueden ser mucho más grandes que la fuerza de gravedad presente. Los tratadores electrostáticos son usados generalmente cuando existen las siguientes circunstancias: a) Cuando el gas combustible para calentar la emulsión no está disponible o es muy costoso. b) Cuando la pérdida de gravedad API es económicamente importante. c) Cuando grandes volúmenes de crudo deben ser tratados en una planta a través de un número mínimo de recipientes. Las ventajas del tratamiento electrostáticos son: 51 a) La emulsión puede ser rota a temperaturas muy por abajo que la que requieren los tratadores- calentadores. b) Debido a que sus recipientes son mucho más pequeños que los calentadores, eliminadores de agua libre y Gun Barrels, son ideales para plataformas petroleras marinas. S O D Acorrosión e temperaturas de tratamiento provocan menores problemasVde R SE incrustación. E R S O H C 2.3.10. Caracterización deE Crudos R DE c) Pueden remover mayor cantidad de agua que otros tratadores. Las bajas El petróleo en su estado natural es una mezcla de compuestos orgánicos de estructura variada y de pesos moleculares diferentes. Por ello, se presenta una gran variación de las propiedades de cada uno de ellos lo que permite encontrar desde crudos extra-livianos hasta crudos altamente asfálticos. El contenido normal de carbono está dentro del rango de 83-87 %, y el contenido de hidrogeno varía entre 10 y 14 %; además pueden existir componentes inorgánicos como Nitrógeno, Oxigeno, Azufre y metales (Ni y V), en pequeñas cantidades. Debido a la compleja composición de los crudos, no es posible caracterizarlos por tipo de moléculas individuales, y los análisis elementales no son los mejores porque proporcionan información limitada de la composición del petróleo. En vez de ello, es común emplear análisis por tipo de grupo de Hidrocarburos, ya que son necesarios y de mayor importancia para la industria. Con ellos se pueden hacer estudios del yacimiento, migración y maduración del crudo, procesos de degradación, procesamiento del crudo y efectos medioambientales. (Wang, 2000) 52 2.3.10.1. Análisis S.A.R.A El análisis SARA es una prueba composicional, que se desarrolla en base a la polaridad y solubilidad del crudo y normalmente sobre fracciones pesadas, mediante la cual es posible conocer el porcentaje en peso de la cantidad de los compuestos saturados, aromáticos, resinas y asfáltenos presentes en la muestra. S O D A y diferentes la materia orgánica de la roca madre, el grado de madurez delV crudo R SE del crudo es poder procesos posteriores a la expulsión. Otra de las E aplicaciones R S O inferir si el crudo presenta problemas de inestabilidad de asfaltenos mediante el H C E R uso de los datos obtenidos y correlaciones y técnicas desarrolladas por diferentes E D autores. (Wang, 2000) Con los resultados obtenidos se puede determinar en cierta forma la naturaleza de 2.3.10.2. Asfaltenos y Parafinas Los asfaltenos son una familia de compuestos químicos orgánicos del petróleo crudo y representan los compuestos más pesados y por lo tanto, los de mayor punto de ebullición. Los asfaltenos son, estadísticamente, un conjunto de compuestos muy similares entre sí, formados por una elevada cantidad de anillos aromáticos unidos entre sí por cadenas de tipo parafìnico y con polaridad relativamente alta (proporcionada mayoritariamente por la presencia de heteroàtomos y metales). Son insolubles en los maltenos del propio crudo de petróleo cuando se provoca su desestabilización. A nivel de laboratorio se definen como la fracción orgánica del crudo que es insoluble en n-parafinas (por ejemplo n-heptano) y solubles en compuestos aromáticos (por ejemplo tolueno o benceno). Su inestabilidad durante el proceso de extracción y transformación del crudo de petróleo se debe a variaciones en la composición del mismo, originadas de forma habitual por variaciones en la presión o adiciones de solventes externos. La inestabilización conlleva que los asfaltenos 53 salgan de la matriz de crudo en forma de sólidos que, una vez aislados en el laboratorio, tienen un aspecto pardo o negruzco normalmente brillante. (Wang, 2000). 2.3.10.3. Maltenos S O D VA Son sustancias solubles en normal h-heptano y está constituido por resinas, R E S E Son compuestos muy polares de color marrónR o marrón claro, sólido o semisólido, S soluble en n-heptano y, al igual que los asfaltenos, son compuestos de carbón, HO C E hidrógeno y cantidades menores de nitrógeno, oxígeno y azufre. DER saturados y aromáticos. Las resinas son definidas como la fracción del crudo constituido por agregados de anillos aromáticos fusionados entre sí, la cual es insoluble en propano líquido, pero soluble en n-heptano. La estructura de las resinas es similar a los asfaltenos, pero son más pequeñas en peso molecular, en el rango de 250 a 1000 kg/kg mol. Poseen una relación más alta de cadenas alifáticas/anillos aromáticos que los asfaltenos, los cuales son recubiertos por las resinas. Éstas se constituyen en una interfase de transición entre el núcleo de asfaltenos y el resto de la matriz del crudo, la cual tiene usualmente una relación alta de parafinas/aromáticos. La diferencia existente entre las resinas y los asfaltenos radica en que éstas son solubles en algunas parafinas normales, como el n-pentano y n-heptano, mientras que los asfaltenos no lo son. Los aromáticos son hidrocarburos derivados del benceno. El benceno se caracteriza por una inusual estabilidad, que le viene dada por la particular disposición de los dobles enlaces conjugados. Los aromáticos constituyen entre el 40 y 65 % de la composición total de los asfaltos, son las fracciones de menor peso molecular en la estructura de los 54 asfaltos, representan la mayor proporción de los dispersantes de los asfaltenos poetizados. Los aromáticos son compuestos donde predominan las moléculas insaturadas de peso molecular de entre 300 a 2000, no polares, con especial capacidad para actuar como disolventes de otras cadenas hidrocarbonadas de alto peso molecular. (Wang, 2000) S O D VA 2.3.10.4.Índice de Inestabilidad Coloidal ER S E R coloidal de los asfaltos, y está relacionado con la distribución de las fracciones S O H genéricas del asfalto segúnE la C siguiente expresión: R E D El Índice de Inestabilidad Coloidal IIC, es un indicador del cambio de estructura IIC Saturados Asfaltenos Re sin as Aromati cos (Ec. 2.3.) Tipo de Crudo IIC Estable < 0,7 Moderadamente Estable 0,7 – 0,9 Inestable > 0,9 Tabla 2.1. Clasificación de los Crudos El valor límite del IIC es de 0.7 y los asfaltos con un valor igual o superior a este se consideran asfaltos tipo gel. (Barberii, 1998) 2.3.10.5. Densidad Los crudos (livianos y medianos) pueden pesar menos que el agua o tanto o más que el agua (pesados y extra pesados). 55 La densidad, la gravedad especifica o los grados API (API es la abreviatura de American Petroleum Institute) denotan la relación correspondiente de peso específico y de fluidez de los crudos con respecto al agua. La industria petrolera internacional adopto hace ya más de setenta años la formula elaborada por el API el 4 de mayo de 1922, la cual consiste en la modificación de las dos fórmulas que S O D VA llevan el nombre del químico francés Antoine Baume, usadas para comparar la R densidad de líquidos más livianos o más pesados que el agua. Las dos fórmulas Baume son: SE E R S O H C E ER D (Ec. 2.4) (Ec. 2.5) En las que n representa la lectura en grados indicada por el hidrómetro Baume inmerso en el líquido, cuya temperatura debe ser 15,5 oC. La ecuación general del API es como sigue: (Ec. 2.6) El hidrómetro API se pasa en la densidad o gravedad especifica de los crudos con respecto al agua. Un crudo de 10 oAPI tiene la misma gravedad específica del agua. (Barberii, 1998) 2.3.10.6.Viscosidad La viscosidad es una de las características más importantes de los hidrocarburos en los aspectos operacionales de producción, transporte, refinación y petroquímica. La viscosidad, que indica la resistencia que opone el crudo al flujo interno, se obtiene por varios métodos y se le designa por varios valores de medición. (Barberii, 1998). 56 2.3.10.6.1.Viscosidad Relativa Es la relación de la viscosidad del fluido respecto a la del agua. A 20 oC la viscosidad del agua pura es 1,002 cent poise. (Barberii, 1998) 2.3.10.6.2.Viscosidad Cinemática S O D A (Barberii, V específica, a la misma temperatura. Se designa en Stokes oR Centistokes. SE E 1998) R S O H C E R DE Es equivalente a la viscosidad expresada en centipoises dividida por la gravedad 57 2.4. Sistema de Variables Objetivo General: Proponer mejoras en la planta PLD-3 de Campo Boscán para reducir el contenido de agua en el crudo de salida. Objetivos específicos Caracterizar los fluidos (crudo y agua) que entran a la planta PLD3 de Campo Boscán Variable las Indicadores O H C E ER Contenido de agua en el crudo de salida S O D VA R SE E R S Características del Crudo D Comparar Dimensiones Emulsiones Gravedad API Viscosidad dinámica Viscosidad cinemática S.A.R.A. Agua y Sedimentos Emulsiones Gravedad API las Viscosidad dinámica que Viscosidad cinemática S.A.R.A. Agua y Sedimentos Número de Equipos Especificaciones técnicas Estado operacional características de los fluidos utilizados para Características del Crudo el diseño original de las plantas con características actualmente presentan los mismos. Realizar el levantamiento de las instalaciones conforman que la planta deshidratadora de crudo PLD-3. Instalaciones que conforman la planta deshidratadora 58 Proponer mejoras en cuanto a la planta de deshidratación de crudo PLD-3 que ayuden a solventar la problemática planteada. Causas más probables D Materiales Mano de Obra Mantenimiento Maquinaria Métodos Propuestas S O D VA R SE E R S O H C E ER No Operacionalizable 59 CAPITULO III MARCO METODOLÓGICO En este capítulo se presentan un conjunto de procesos sistemáticos y metodológicos que fueron utilizados en el estudio y análisis llevado a cabo en la S O D A utilizados el tipo de investigación, diseño, técnicas, instrumentos, y procedimientos V R SE E en la investigación. R S O H C E R 3.1. Tipo de Investigación DE planta deshidratadora de crudo PLD-3 del Campo Boscán. La metodología incluye Se denomina Proyecto Factible a la elaboración de una propuesta viable, destinada a atender necesidades específicas a partir de un diagnóstico. El Manual de Tesis de Grado y Especialización y Maestría y Tesis Doctorales de la Universidad Pedagógica Libertador (2006), plantea: “Consiste en la investigación, elaboración y desarrollo de un modelo operativo viable para solucionar problemas, requerimientos, necesidades de organizaciones o grupos sociales que pueden referirse a la formulación de políticas, programas, tecnologías, métodos o procesos.” (p. 16). Del mismo modo, Arias (2006) señala: “Que se trata de una propuesta de acción para resolver un problema práctico o satisfacer una necesidad. Es indispensable que dicha propuesta se acompañe de una investigación, que demuestre su factibilidad o posibilidad de realización”. (p.134). De lo antes planteado, para llevar a cabo el proyecto factible, lo primero que debe realizarse es un diagnóstico de la situación planteada; en segundo lugar, es plantear y fundamentar con basamentos teóricos la propuesta a elaborar y 60 establecer, tanto los procedimientos metodológicos así como las actividades y los recursos necesarios, para llevar a delante la ejecución. Aunado a esto, se realizó el estudio de factibilidad del proyecto y, por último, la ejecución de la propuesta con su respectiva evaluación. S O D VA Las fases o etapas son: diagnostico, factibilidad y diseño de la propuesta. Según Labrador (2002), expresan: “El diagnóstico es una reconstrucción del objeto R SE E R S de estudio y tiene por finalidad, detectar situaciones donde se ponga de manifiesto O H C E ER la necesidad de realizarlo.” (p. 186). D La factibilidad, indica la posibilidad de desarrollar un proyecto, tomando en consideración la necesidad detectada, beneficios, recursos humanos, técnicos, financieros, estudio de mercado, y beneficiarios (Gómez, 2000). Por ello, una vez culminado el diagnóstico y la factibilidad, se procede a la elaboración de la propuesta. En relación a lo mencionado, el presente trabajo de investigación se ubica en un proyecto factible dado que satisface la necesidad de resolver el problema solicitado por la empresa Petroboscàn C.A., en cuanto a proponer mejoras en la planta deshidratadora de crudo PLD-3 de Campo Boscán para reducir el contenido de agua en el crudo de salida. 3.2. Diseño de Investigación Según Sabino (2000), su objeto es proporcionar un modelo de verificación que permita contrastar hechos con teorías, y su forma es la de una estrategia o plan general que determina las operaciones necesarias para hacerla. El diseño de la investigación se refiere a la manera, como se dará respuesta a las interrogantes formuladas en la investigación. Por supuesto que estas maneras 61 están relacionadas con la definición de estrategias a seguir en la búsqueda de soluciones al problema planteado. Para la Universidad Pedagógica Experimental Libertador (2006) la investigación de campo es: El análisis sistemático de problemas en la realidad, con el propósito bien sea de describirlos, interpretarlos, entender su naturaleza y factores S O D Ao enfoques de uso de métodos característicos de cualquiera de los paradigmas V R E S investigación conocidos o en desarrollo. Los datos de interés son recogidos en E R S se trata de investigaciones a partir de O forma directa de la realidad; en este sentido H C E R datos originales o primarios. DE constituyentes, explicar sus causas y efectos, o predecir su ocurrencia, haciendo En los diseños de campo los datos se obtienen directamente de la realidad, a través de la acción del investigador. Según Arias (2004) expresa que la investigación documental “es un proceso basado en la búsqueda, recuperación, análisis, critica e interpretación de datos secundarios, es decir, los obtenidos y registrados por otros investigadores en fuentes documentales: impresas, audiovisuales o electrónicas”.(p.25). Para llevar a cabo de manera satisfactoria la investigación se requiere la definición de los requerimientos por medio de una documentación, que permite darle soporte y mayor veracidad al estudio realizado y obtener nuevos conocimientos para el análisis del mismo. El diseño de investigación definido anteriormente se adapta a este proyecto debido a que se utilizó la investigación de campo al momento de recolectar datos (muestras de crudo que se analizaron, equipos presentes en la planta deshidratadora de crudo) para posteriormente llevar a cabo las pruebas y análisis con los cuales se sustentaron las mejoras propuestas en este trabajo de grado. Así mismo, se utilizó la investigación documental al momento de obtener 62 información por medio de manuales, planos y filosofías de la planta PLD-3 de Campo Boscán. 3.3. Técnicas de Recolección de Datos Una vez efectuada la operacionalización de las variables y definidos los Sen O Todo D VA indicadores, se seleccionan las técnicas e instrumentos de recolección de datos pertinentes para responder a las R SE E R S interrogantes planteadas. correspondencia con el problema, los objetivos y el diseño de la investigación. HO C E En tal virtud, Hurtado (2007), expresa que las técnicas tienen que ver con los DER Arias (2006). procedimientos utilizados para la recolección de datos, es decir, el cómo. Estas pueden ser de revisión documental, observación, entre otras. Según Sierra (1991), la observación directa “es la inspección y estudio realizado por el investigador, mediante el empleo de sus propios sentidos, especialmente el de la vista, con o sin ayuda de aparatos técnicos, de las cosas y hechos de interés social, tal como son o tienen lugar espontáneamente en el tiempo en el que acaecen y con arreglo a las exigencias de la investigación científica” (p.253). En este orden de ideas, Sabino (1992), afirma que “la observación es el uso sistemático de nuestros sentidos orientados a la captación de la realidad que queremos estudiar” (p.146). Según Arias (1999), indica que la observación directa consiste “en visualizar o captar mediante la vista, en forma sistemática, cualquier hecho, fenómeno o situación que se produzca en la naturaleza o en la sociedad, en función de unos objetivos de investigación pre-establecidos” (p.67). 63 Se utilizó esta técnica de recolección al momento de cumplir con el tercer objetivo, el cual consistió en realizar el levantamiento de la planta deshidratadora de crudo PLD-3, ya que se realizaron visitas a la planta para comparar las instalaciones actuales con las proyectadas en los planos PFD de la planta. La observación indirecta, según Tamayo (1991), se presenta “cuando el S O D Amano con la orales o escritos de personas que han tenido contacto de primera V R SE fuente que proporciona los datos” (p.100). E R S O H C indirecta es utilizada cuando “Apelamos al Según Sabino (2000), la observación E R DEinstrumentos capaces de registrar información sobre el auxilio de diversos investigador corrobora los datos que ha tomado de otros, ya sea de testimonios problema en estudio” (p.150). Esta técnica de recolección de datos se utilizó para cubrir el primer objetivo de la investigación, que consistió en tomar muestras de los fluidos que entran a la planta deshidratadora de crudo PLD-3, para luego enviar las muestras al laboratorio, y así obtener sus propiedades actuales. De igual manera, se tomaron muestras de los fluidos en las diferentes corrientes para medir las eficiencias de los equipos que participan en la deshidratación del crudo, con el objetivo de tener bases sólidas al momento de proponer mejoras en la planta, lo cual corresponde al último objetivo específico. La observación documental, la define Hurtado (2002) como “una técnica en la cual se recurre a información escrita, ya sea bajo la forma de datos que pueden haber sido producto de mediciones hechas por otros, o como textos que en si mismos constituyen los eventos de estudio” (p.427). La técnica de recolección de datos antes mencionada fue utilizada al momento de la revisión de diferentes documentos de la empresa con información de interés 64 para la investigación; como son los Diagramas de Flujo de Proceso, Diagramas de Tubería e Instrumentación, esquemas de la planta, manuales de operación, etc. 3.4. Instrumentos de Recolección de Datos Sabino (2000) define los instrumentos de recolección de datos de la siguiente S O D A V Un instrumento de recolección de datos es en principio cualquier recurso de que R E S Efenómenos y extraer de ellos pueda valerse el investigador para acercarseR a los S información. De este modo, el C instrumento HO sintetiza en sí, toda la labor previa de la E investigación, resume los aportes del marco teórico al seleccionar datos que DER manera: corresponden a los indicadores y, por lo tanto a las variables o conceptos utilizados. Tabla 3.1. Análisis S.A.R.A: Asfaltenos Asfaltenos Muestra Muestra (g) Filtro (g) Asfalteno + Filtro (g) % Asfaltenos 1 2 Tabla 3.2. Análisis S.A.R.A: Saturados Saturados Muestra 1 2 Muestra (g) Beaker (g) Saturado + Beaker (g) % Saturados 65 Tabla 3.3. Análisis S.A.R.A: Aromáticos Aromáticos Muestra Muestra (g) Beaker (g) Aromático + Beaker (g) 1 % Aromáticos S O D VA 2 HO C E R DE Muestra R SE E R S Tabla 3.4. Análisis S.A.R.A.: Resinas Muestra (g) % Resinas 1 2 Tabla 3.5. Volúmenes de Agua Libre y Crudo en cada muestra Muestra To (°C) To (°F) Vol. de Agua Libre (ml) Vol. de Crudo (ml) 1 2 3 Tabla 3.6. Caracterización del crudo de Boscán procedente de la planta deshidratadora de crudo PLD-3 (muestra 3) y comparación con la última caracterización realizada en la empresa. Característica API @ 68 °F API corr @ 60 °F % Emulsion % AyS Visc.Dinámica Visc.Cinemática Muestra (1993) Muestra (2014) 66 Tabla 3.6. Continuación Gravedad Espec Densidad @ 60 °F % Asfaltenos % Saturados %Aromáticos S O D VA % Resinas IIC R O SE E R S Tabla 3.9. Equipos que conforman la planta deshidratadora de crudo PLD-3. H C E ER Equipo D TAG Número de Especificación Equipos Técnica Tabla 3.10. Condiciones operacionales de los equipos que conforman la planta deshidratadora PLD-3. Equipo Presión (psi) Condición Temperatura (ºF) Flujo (pie/s) 67 3.5. Fases de la Investigación Con el fin de cumplir los objetivos planteados en este trabajo de investigación, se presentan las diferentes actividades y tareas del mismo en múltiples fases, como se muestra a continuación: S O D VA Fase I: Caracterización los fluidos (crudo y agua) que entran a la planta PLD- R E S E Determinación de la gravedad API según la norma ASTM D-1298. R S O H C E Determinación de porcentaje R de emulsión crudo/agua y porcentaje de AyS según E D la norma ASTM D-4007. 3 de Campo Boscán. Determinación de la Viscosidad Dinámica Se tomaron las tres muestras de crudo en beakers de 100ml y cada muestra se sometió a baño de maría hasta llegar a una temperatura de 60°C en cada muestra. Se leyeron las viscosidades en un viscosímetro marca Brookfield. Luego, para tener otro punto de temperatura, se esperó que las muestras se enfriaran hasta llegar a una temperatura de 40 °C, y se volvieron a leer las viscosidades en el viscosímetro. Determinación de la Viscosidad Cinemática La viscosidad cinemática para las tres muestras, a las diferentes temperaturas, se calculó a partir de la siguiente fórmula: (Ec. 3.1) 68 En donde, ν corresponde a la viscosidad cinemática del fluido (en Stokes), μ corresponde a la viscosidad dinámica (en cP) calculada de manera experimental y ρ corresponde a la densidad del fluido (en gr/cm3). Determinación de las fracciones Saturados, Aromáticos, Resinas y Asfaltenos por el método SARA. S O D VA ER S E R momento de la ejecución del análisis no debería presentar contenido de agua. S O H C E R Se pesaron entre 0.2 y 0.3 gramos de muestra en un cilindro de 10ml de DE Antes de iniciar el proceso de análisis S.A.R.A, se sometió la muestra de crudo a la centrifuga con la finalidad de conocer si la misma presenta agua, ya que al capacidad con su respectiva tapa. Luego, se agregó n-heptano a la muestra y se agito vigorosamente hasta obtener una mezcla homogénea, esto con la finalidad de precipitar los asfaltenos. Se dejó reposar la muestra por 30 minutos, esperando que ocurriese la reacción. Luego, se pesó un filtro limpio y seco del polímero “Mixed Cellulose Ester” con un diámetro de 25mm y un tamaño de poro de 0.45 µm. Se colocó el filtro en un filtroprensa que corresponde al diámetro del papel y se conectó a una inyectadora. En la inyectadora se agregó la mezcla de n-heptano con la muestra de crudo, para hacerla pasar por el sistema filtro-prensa. El filtrado obtenido, se recobró para los análisis posteriores en el mismo cilindro de 10ml. A continuación, se retiró cuidadosamente el filtro-prensa y se llevó a la desecadora por seguridad, debido a que la muestra pudo presentar cierta humedad, para luego pesarlo. Se calculó el porcentaje de asfaltenos. Se preparó una columna de cromatografía por cada muestra, las misma se realizaron insertando en una columna de vidrio para cromatografía, un trozo de algodón, sìlica gel en mayor cantidad y otro trozo de algodón. Estas columnas 69 estuvieron bien compactas, lo cual garantizó el desplazamiento eficiente de la muestra a lo largo de la columna. Se identificaron y se pesaron ocho matraces Erlenmeyer limpios y secos, en donde se recolectaron el contenido de saturados y aromáticos. S O D VA Se colocaron las columnas en un sistema de soporte con el recipiente donde se ER S E R recipiente donde se encontraba el filtrado para evitar que queden residuos y de S O H Cprecisos. esta manera obtener resultados E R DE recolectaran los saturados en su parte inferior. Luego, se agregó el filtrado obtenido anteriormente en la columna, junto con 15ml de n-heptano, limpiando el Luego, en el Erlenmeyer se recolectó la muestra resultante, la cual se llevó a la campana, sometiéndolo a un proceso de evaporación con aire, para que los componentes químicos como el n-heptano se evaporen, y finalmente se pesó la muestra para obtener el porcentaje de saturados de la muestra. Una vez que se filtró todo el contenido de la columna de vidrio, se agregaron 15ml de tolueno y se recolectaron las muestras en los matraces. Las muestras fueron igualmente sometidas a un proceso de evaporación con aire, para que los componentes como el tolueno se evaporen, para finalmente pesar la muestra y obtener el porcentaje de aromáticos en la muestra. Finalmente, se calculó el porcentaje de resinas por diferencias de peso en cada muestra. Los porcentajes de Saturados, Asfaltenos, Aromáticos y Resinas se obtuvieron a través de las siguientes formulas: (Ec. 3.2.) 70 (Ec. 3.3.) (Ec. 3.4.) (Ec. 3.5.) S O D VA Fase II: Comparación de las características de los fluidos utilizados para el R SE E R S diseño original de las plantas con las características que actualmente presentan los mismos. HO C E empresa para obtener la última caracterización de los fluidos involucrados en la DER Para el cumplimiento de este objetivo, se procedió a revisar la base de datos de la planta deshidratadora de crudo PLD-3 realizado por INTEVEP en 1993. Luego, se realizó un cuadro comparativo en cuanto a características como gravedad API, viscosidad cinemática y dinámica, densidad, % de emulsión, % AyS y fracciones de saturados, aromáticos, resinas y asfaltenos, lo cual sirvió de base para realizar las propuestas que justificaron dicha investigación. Fase III: Levantamiento de las instalaciones que conforman la planta deshidratadora de crudo PLD-3. En esta tercera etapa, aplicando la técnica de observación directa, mediante visitas al campo, tomando en cuenta las medidas de seguridad necesarias; se procedió a recolectar la información de la planta deshidratadora de crudo PLD-3 de Campo Boscán mediante: - Ingresando en la planoteca de Petroboscan, ubicada en la estación 2 de Campo Boscán, para en ella obtener los planos de tuberías e instrumentación de la planta PLD-3. 71 - Con los planos, se realizaron visitas a la planta deshidratadora de crudo PLD-3 para confirmar que los equipos presentes en el campo corresponden a los especificados en los P&ID. - Entrevistas informales a los operadores y personal de laboratorio de la planta deshidratadora de crudo PLD-3 de Campo Boscán, con el fin de obtener S O D VA conocimientos en cuanto a condiciones de operación, procesos de la planta y análisis de laboratorio. R SE E R S HO C E ayuden a solventarE problemática planteada. D la R Fase IV: Mejoras en cuanto a la planta de deshidratación de crudo PLD-3 que Para el cumplimiento de este cuarto y último objetivo, se procedió a simular con el simulador Hysys el proceso de deshidratación de la planta PLD-3, utilizando tanto las condiciones originales de diseño, como los valores obtenidos en la primera fase, correspondiente a la caracterización de los fluidos que entran al proceso; con el fin de comparar y confirmar que las características actuales de estos fluidos no son las más óptimas para las condiciones a las cuales fueron diseñados los equipos de la planta. Luego, se procedió a desarrollar un diagrama de Ishikawa, o también llamado diagrama de causa-efecto para determinar las causas más probables que originaron el problema. Para realizar este diagrama, primero se planteó el problema de manera concisa. Luego, se dividieron las secciones del diagrama en categorías que se consideraron apropiadas para el problema, como lo fueron: materiales, mano de obra, mantenimiento, maquinaria, métodos y gerencia. Seguidamente, se realizó una lluvia de ideas, gracias a entrevistas informales con el personal operativo y 72 administrativo sobre las posibles causas que originaron el problema y estas se fueron relacionando con cada categoría. Para finalizar, se analizó cada causa más probable y se generaron las propuestas de mejoras en cuanto a la planta deshidratadora PLD-3 que ayuden a solventar la problemática planteada. D H C E ER O SE E R S R S O D VA 73 CAPITULO IV ANÁLISIS DE RESULTADOS Este capítulo contiene los resultados obtenidos para cada objetivo, siguiendo la metodología planteada, los mismos fueron organizados de acuerdo a las fases de S O D VA investigación y mostrados a través de tablas y figuras. R SE E R S O 4.1.Caracterizar los fluidos (crudo y agua) que entran a la planta PLD-3 de H C E ER Campo Boscán. D 4.1 .1. Normas empleadas Las normas que fueron utilizadas como guía para el óptimo desarrollo de los análisis para la caracterización del crudo de la planta PLD-3 de Campo Boscán se encuentran señaladas en el capítulo anterior, en la primera fase de la investigación. 4.1.2. Análisis de los volúmenes de agua libre y crudo para cada muestra Tabla 4.1. Volúmenes de agua libre y crudo para cada muestra Muestra To (°C) To (°F) Vol. de Agua Libre (ml) Vol. de Crudo (ml) 1 20 68 1550 1000 2 20 68 1000 1000 3 20 68 0 - La muestra 1 corresponde a la línea de entrada al proceso de deshidratación, es decir, el fluido proveniente de las estaciones de flujo, el cual, a una temperatura de 74 20 °C registro un porcentaje de agua libre de 60 %, lo cual supera el valor para la cual la planta deshidratadora PLD-3 fue diseñada. La muestra 2 corresponde a la línea de entrada a los deshidratadores, es decir, es el fluido que proviene de los calentadores, y presento un volumen de agua libre correspondiente a la mitad del volumen total de muestra. En el proceso, este S O D VA porcentaje es menor ya que el mismo está sujeto a temperaturas más elevadas. ER S E R de Bajo Grande, la cual presento cantidades insignificantes de agua libre. S O H C E R DE 4.1.3. Análisis de las fracciones de Saturados, Aromáticos, Resinas La tercera muestra, corresponde a la línea de salida del proceso hacia la refinería y Asfaltenos de los fluidos que entran a la planta deshidratadora PLD-3 de Campo Boscán. En las siguientes cuatro tablas, se muestran las fracciones de Asfaltenos, Saturados, Aromáticos y Resinas para dos muestras. La primera muestra corresponde a la línea de entrada al proceso de deshidratación y la segunda muestra corresponde a la línea de salida del proceso hacia Bajo Grande. Tabla 4.2. Análisis S.A.R.A: Asfaltenos Asfaltenos Muestra Muestra (g) Filtro (g) Asfalteno + Filtro (g) % Asfaltenos 1 0,0855 0,0293 0,0412 13,9181 2 0,0676 0,0295 0,0382 12,8698 75 Tabla 4.3. Análisis S.A.R.A: Saturados Saturados Muestra Muestra (g) Beaker (g) Saturado + Beaker (g) 1 0,0855 112,6881 112,7031 % Saturados S O D VA ER S E R Tabla 4.4. Análisis S.A.R.A: Aromáticos S O H C E ER 2 0,0676 110,0713 D 110,0820 17,5439 15,8284 Aromáticos Muestra Muestra (g) Beaker (g) Aromático + Beaker (g) % Aromáticos 1 0,0855 114,9175 114,9661 56,8421 2 0,0676 109,4137 109,4525 57,3964 Tabla 4.5. Análisis S.A.R.A: Resinas Resinas Muestra Muestra (g) % Resinas 1 0,0855 11,6959 2 0,0676 13,9054 La relación entre las fracciones obtenidas en el análisis SARA se utiliza para predecir con un grado de exactitud alto la estabilidad de los asfaltenos en el crudo, y a partir de ellas se pueden tomar decisiones concretas en cuanto a la implementación de métodos de prevención y manejo apropiados que inhiban la 76 precipitación de estas partículas y reduzcan las múltiples dificultades que se presentan en los diferentes procesos. De acuerdo a los resultados obtenidos en relación al porcentaje de asfaltenos en ambas muestras, se considera que los valores se encuentran dentro del rango de estabilidad, lo que quiere decir, que hay poca tendencia a la precipitación de los S O D A de las mantienen una relación baja, lo cual es favorable para evitar laV estabilidad R SE emulsiones. E R S O H C Coloidal para entrada y salida al proceso Tabla 4.6. Índices de Inestabilidad E R DE mismos. De igual manera, las fracciones de asfaltenos y resinas en las muestras Muestra IIC Rango Clasificación 1 0,4590 0,4590< 0,7 Estable 2 0,4025 0,4025 < 0,7 Estable Los Índices de Inestabilidad Coloidal menores al 0.7, lo cual es el caso para ambas muestras, indican que el crudo es improbable para mostrar problemas de producción relacionados con la precipitación de asfaltenos. 4.1.4. Caracterización de los fluidos que entran a la planta deshidratadora de crudo PLD-3. Tabla 4.7. Gravedad API para cada muestra Muestra Gravedad API @ Gravedad API @ 68°F 60°F 1 11,8 11,4 2 11,8 11,4 77 Tabla 4.7. Continuación 3 11,2 10,8 Tabla 4.8. Gravedades Específicas y Densidades para cada muestra Muestra Gravedad API @ 60°F Gravedad Especifica Densidad Agua @ 60°F (g/cm3) 1 11,4 0,9902 1 2 11,4 3 C E R DE 10,8 0,9944 S O D VA R ESE R S HO 0,9902 Densidad Crudo @ 60°F (g/cm3) 0,9902 1 0,9902 1 0,9944 Tabla 4.9. Porcentajes de emulsión y porcentajes de Agua y Sedimentos para cada muestra Muestra % de Emulsión % AyS 1 32 34 2 12 16 3 0.6 0.8 Tabla 4.10. Viscosidades Dinámicas y Cinemáticas a diferentes temperaturas para cada muestra Viscosidad Dinámica Viscosidad Cinemática Muestra 100 oF 150 oF 100 oF 150 oF 1 24090 1392,14 24328,42 1405,92 2 17298,32 2108,60 17469,52 2129,47 78 Tabla 4.10. Continuación 3 19003,80 2881,11 19110,82 2897,34 Una viscosidad alta disminuye el coeficiente de difusión y la frecuencia de colisión de las gotas, por lo que se incrementa la estabilidad de la emulsión. S O D VA R SE E R S 4.2. Comparar las características de los fluidos de salida utilizados para el diseño original de la planta con las características que actualmente HO C E Tabla 4.11.Comparación DERde las características de los fluidos de salida utilizados presentan los mismos. para el diseño original de la planta con las características que actualmente presentan los mismos. Característica Muestra (1993) Muestra (2014) % de Desviación API @ 60 °F 10,3 10,8 4,85 % AyS 0,45 0,8 77,78 Visc. Dinámica @ 100°F 19330,14 19003,80 1,68 Visc. Cinemática @ 100°F 19439 19110,82 1,69 Gravedad Espec. 0,9979 0,9944 0,35 Densidad @ 60 °F (lb/ft3) 62,24 62,02 0,35 % Asfaltenos 12,39 12,87 3,87 % Saturados - 15,83 - % Aromáticos - 57,4 - % Resinas - 13,91 - 79 Comparando la caracterización del crudo realizada por INTEVEP en el año 1993 con la caracterización realizada en el año 2014 a efecto de este trabajo de investigación, no se evidencia variación significativa en las características fisicoquímicas del crudo de campo Boscán, sin embargo no sucede lo mismo con los valores de % AyS. Al comparar estos valores, se observó una desviación S O D VA significativa del 77,78 %. Este incremento en el % AyS es causado por varios ER S E los equipos de deshidratación utilizados. S R HO C E Las variaciones poco en las características fisicoquímicas del crudo, R Esignificativas D no fueron tomadas en consideración para la corriente de alimentación de las elementos, entre los más importantes podemos indicar el método de recuperación secundaria utilizada en los pozos (inyección de vapor de agua) y la ineficiencia en simulaciones realizadas. Para todos los casos estos valores se mantuvieron constantes. En razón a lo anterior, sólo se tomaron valores diferentes para el % AyS ya que es la variación significativa entre las dos muestras. Por otra parte, no se logró comparar los resultados de saturados, aromáticos y resinas dado que el método utilizado por INTEVEP en su momento, llamado cromatografía liquida de alta eficiencia, se basa en destilar fracciones de crudo a diferentes temperaturas, arrojando resultados que no pueden correlacionarse con el método mecánico utilizado para esta investigación. 4.3. Realizar el levantamiento de las instalaciones que conforman la planta deshidratadora de crudo PLD-3. 4.3.1. Levantamiento de los equipos que conforman la planta deshidratadora de crudo PLD-3. 80 Figura 4.1. Equipos que conforman la planta deshidratadora de crudo PLD-3. Equipo TAG Número de Observaciones Equipos Tanque de T-201 1 - S O D VA Crudo Bomba de Carga P-251 a P-259 O H C E ER D Intercambiadores R SE E R S 9 La bomba P-251 no se encuentra instalada E-311 a E-314 4 - Calentadores de F-350/351/352/353 13 - 10 y 20 F-355 a F-361 F-364 1 - Deshidratadores V-400 a V-404 5 - Torres de V-431/432/433 3 - P-441 a P-446 5 La bomba P-444 está fuera de servicio de calor MMBTU/HORA Calentadores de 50 MMBTU/HORA Expansión Bombas de Despacho 81 A efecto de conocer el proceso operativo en la planta deshidratadora de crudo PLD-3, se procedió a realizar un levantamiento de los diferentes equipos que la conforman. Este levantamiento permitió realizar el diagrama de proceso, en el cual se basaron las simulaciones realizadas. Todo esto con el fin de que las simulaciones realizadas reflejaran lo mejor posible las condiciones operativas de la S O D Ase evidenció De acuerdo a las observaciones realizadas durante el levantamiento, V R E ejemplo, de las nueve Spor que no todos los equipos se encuentran en operación, E R S O bombas del tren de bombas de H carga (las cuales bombean el crudo desde el C hacia el proceso de deshidratación), solo se E R tanque de almacenamiento T-201 DE planta. encuentran instaladas ocho, ya que la bomba P-251 se encuentra fuera de servicio. Del mismo modo, en el tren de bombas de despacho, las cuales se encargan de bombear el crudo al oleoducto que va hacia la refinería de Bajo Grande, la bomba P-444 no se encuentra instalada. Es decir, de las seis bombas de despacho que aparecen reflejadas en los Planos de Tubería e Instrumentación, solo se encuentran instaladas cinco, con solamente dos en funcionamiento (P-441 y P-446). Los demás equipos que aparecen en los Planos de Tubería e Instrumentación corresponden a los instalados en la planta deshidratadora de crudo PLD-3, y fueron los considerados a efecto de las simulaciones realizadas. 4.3.2. Comparación de las condiciones normales y límites de operación con las condiciones actuales de los equipos que conforman la planta deshidratadora de crudo PLD-3. 82 Tabla 4.12. Límites de Operación de Tanque de Almacenamiento de crudo T-201. Tanque de Almacenamiento T-201 Mínima Normal Máximo Nivel 18’0’’ 18’1’’ - 34’0’’ 35’0’’ Temperatura (°F) 105 R SE E R S 120 - 145 S O D VA 150 HO C E Tabla 4.13. Condición DERactual de operación del Tanque de Almacenamiento de crudo T-201. Tanque de Almacenamiento T-201 Temperatura (oF) Capacidad (Bbls) 108,7 67000 El tanque de almacenamiento T-201, el cual recibe el crudo de todas las estaciones de flujo de la parte norte del Campo Boscán, requiere una temperatura mínima de 105oF. Aun cuando la temperatura actual se encuentra dentro de los límites de operación, está muy cerca de la condición mínima, esto se debe a que anteriormente la mayoría de las estaciones de flujo contaban con calentadores que precalentaban el crudo para que este llegara al proceso con la temperatura óptima requerida. 83 Tabla 4.14. Límites de Operación de las Bombas de Carga P-251 a P-259. Bombas de Carga P-251 a P-259 Succión Mínima Normal Presión (psi) 5.1 7 - 20 Temperatura (°F) 140 Flujo (pie/s) Máximo Mínima DOS Normal Máximo A V R E S E R OS 30 100 140 - 250 270 150 – 160 160 140 150 – 160 160 - - 4 4– 8 8 ECH DER - Descarga Tabla 4.15. Condición actual de operación de las Bombas de Carga P-251 a P259. Bombas de Carga P-251 a P-259 Succión Descarga Presión (psi) Temperatura ( F) Presión (psi) 5,3 107,9 224,5 o Flujo Temperatura (oF) (BPD) 111,6 70221 El tren de bombas de carga, responsable de bombear el fluido hacia los intercambiadores de calor, opera actualmente dentro de los límites de presión requeridos para el proceso. 84 Tabla 4.16. Límites de Operación de los Intercambiadores de Calor E-311 a E-314. Intercambiadores de Calor E-311 a E-314 Presión (psi) Entrada de Agua Salida de Agua Mínima Normal 25 70 Máximo S O D VA Mínima R SE E R S O H C E ER D Temperatura (°F) Normal Máximo 275 290 100 270 50 160 205 210 30 40 200 250 270 140 150 180 Salida de Crudo 180 210 270 170 180 200 % de agua 20 25 30 - - - Entrada de Crudo Tabla 4.17. Condición actual de operación de los Intercambiadores de Calor E-311 a E-314. Intercambiadores TAG E-311 E-312 E-313 E-314 Temp. entrada agua (oF) 210 205 250 250 Temp. salida agua (oF) 130 200 188 138 Presión (psi) 30 30 30 30 Temp. entrada crudo (oF) 108 110 106 110 85 Tabla 4.17. Continuación Temp. salida crudo (oF) 125 150 140 135 Presión (psi) 215,6 215,6 215,6 215,6 S O D VA ER S E R S de las condiciones mínimas. Así mismo, las temperaturas de salida, tanto del agua O H C Eque el proceso de transferencia de calor entre los dos como del crudo, evidencian R E D fluidos no se está dando eficientemente. Comparando las condiciones de operación de los intercambiadores de calor en relación a los límites de operación de diseño se observó que existen por debajo Las temperaturas del fluido calentador (agua) no alcanzan su valor óptimo, ya que este proviene de los deshidratadores, los cuales están operando bajo condiciones diferentes a las cuales fueron diseñados originalmente (corte de agua actual muy superior al de diseño). Tabla 4.18. Límites de Operación de los Calentadores de 10 y 20 MMBtu/h F-350 a F-363. Calentadores de 10 Y 20 MMBtu/h F-350 a F-363 Mínima Normal Máximo Presión Entrada (psi) 150 170 – 200 220 Presión Salida (psi) 95 150 – 180 190 Temp. Entrada (°F) 140 110 – 150 165 Temp. Salida (°F) 250 255 – 280 290 86 Tabla 4.19. Límites de Operación del Calentador de 50 MMBtu/h F-364. Calentador de 50 MMBtu/h F-364 Mínima Normal Presión Entrada (psi) 130 155 Presión Salida (psi) SE E R S H C E ER Temp. Salida (°F) D Flujo de Salida (BPD) S O D VA 160 R 100 110 - - 255 275 290 22000 40000 45000 O Temp. Entrada (°F) Máximo 115 - Tabla 4.20. Condición actual de operación de los Calentadores de 10, 20 y 50 MMBtu/h F-350 a F-364. Calentadores F-350 a F-363 F-364 Entrada Salida Entrada Salida Presión (psi) 190 200 210 150 Temp (oF) 125 235 125 270 Flujo total (BPD) 25976 Se observa que la eficiencia de los calentadores está siendo impactada por el bajo valor de temperatura con el que entran los fluidos en esta parte del proceso. De acuerdo al diseño, la temperatura mínima requerida es de 140 oF, y actualmente se observan temperaturas de 125 oF. Adicionalmente a esto, el diseño original de 87 los calentadores considera cortes de agua menores, afectando el calentamiento del crudo y la eficiencia en el proceso de deshidratación aguas abajo. Tabla 4.21. Límites de Operación de los Deshidratadores V-400 a V-404. Deshidratadores S O D VA V-400 a V-404 75 SER 90 - 100 105 255 275 - 285 290 5000 14500 15000 2’6’’ 3’0’’ (80% H2O) 5’0’’ (100% H2O) Mínima Presión Entrada (psi) E R S HO C E R DE Temp. Entrada (°F) Flujo de Entrada (BPD) Nivel Normal Máximo Tabla 4.22.Condición actual de operación de los Deshidratadores V-400 a V-404. Deshidratadores TAG V-400 V-401 V-402 V-403 V-404 5684 13389 Entrada Presión (psi) 138,2 Temperatura (oF) 264 Flujo (BPD) 70033 Salida Presión (psi) 98 Temperatura (oF) 259,4 Flujo (BPD) - 12063 17266 88 En esta parte del proceso, los equipos se encuentran operando dentro de los límites de operación requeridos. Sin embargo, el nivel de eficiencia de estos equipos se ve afectado por los altos cortes de agua actuales versus los cortes de agua considerados en el diseño original. Tabla 4.23. Límites de Operación de las Torres de Expansión V-431 a V-433. SE E R S V-431 a V-433 O H C E ER S O D VA R Torres de Expansión Mínima Normal Máximo Presión Entrada (psi) 90 92 - 100 120 Temp. Entrada (°F) 250 260 – 275 275 Presión de Salida (psi) 5 5 7 Temp. Salida (°F) - - - D Tabla 4.24.Condición actual de operación de las Torres de Expansión V-431 a V433. Torres de Expansión TAG V-431 V-432 V-433 Entrada Temp. (oF) 258,2 Presión (psi) 97,6 Salida Temp. (oF) Presión (psi) 219,5 5,4 5,7 4,6 89 Las torres de expansión, operando bajo el efecto Joule-Thomson, realizan su función de expansión del sistema correctamente, ya que llevan la presión de 97,6 psi a 5,5 psi en promedio. Sin embargo, la eficiencia del proceso de separación se ve afectado por la baja temperatura del fluido que entra a la torre. Tabla 4.25. Límites de Operación de las Bombas de Despacho P-441 a P-446. SE E R S P-441 a P-446 HO C E R Succión DE S O D VA R Bombas de Despacho Descarga Mínima Normal Máximo Mínima Normal Máximo Presión (psi) 1 9 - 12 20 0 90 - 140 300 Temperatura (°F) 0 220 - 240 300 - - - Flujo (pie/s) - 221 - 240 - 0.01 4-8 5 Tabla 4.26.Condición actual de operación de las Bombas de Despacho P-441 a P446. Bombas de Despacho P-441 a P-446 Succión Descarga Presión (psi) Temperatura (oF) Presión (psi) Temperatura (oF) 10,9 222,3 98 210 90 Las bombas de despacho son las responsables de enviar el crudo desde la planta deshidratadora de crudo PLD-3 hacia el oleoducto. Su operatividad no impacta en el proceso de deshidratación de la misma. 4.4. Propuestas de mejoras en la planta PLD-3 de Campo Boscán para reducir el contenido de agua en el crudo de salida. S O D VA R SE E R S 4.4.1. Simulaciones de la operatividad planta deshidratadora de crudo PLD-3 de Campo Boscán. HO C E trabajo de investigación, DERse procedió a simular las condiciones operativas de la A efecto de evaluar las posibles causas de la problemática presentada en este planta deshidratadora de crudo PLD-3 tanto en sus condiciones originales de diseño como en las condiciones operativas actuales. 4.4.1.1. Simulación de las condiciones de diseño de la planta deshidratadora de crudo PLD-3 de Campo Boscán. Tabla 4.27. Parámetros de diseño relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscán. Corte de Agua en la alimentación (%) 29,73 Temp. Salida Intercam. (crudo) (oF) 180 Temp. Salida Intercam. (agua) (oF) 198,7 Temp. Salida Hornos (oF) 260 Corte de Agua en salida deshidratadores (%) 2,16 91 Tabla 4.27. Continuación Presión en torres de 5 (19,7) expansión (psig (psia)) S O D VA Temp. en torres de 226,1 ER S E S R 0,5 expansión (oF) Corte de Agua hacia Bajo O H C E ER Grande (%) D Como puede observarse en la Tabla 4.27., la planta deshidratadora de crudo PLD3 fue diseñada para operar con un corte de agua cercano al 30%. Igualmente, las temperaturas de salida en el intercambiador de calor, nos indican que el fluido calentador (agua) está cediendo la mayor parte de su poder calorífico al crudo, es decir, el proceso de transferencia de calor ocurre eficientemente, logrando una temperatura óptima durante todo el proceso de deshidratación. El resultado final del diseño de la planta logra obtener un corte de agua de 0,5% a la salida del proceso. 4.4.1.2. Simulación de las condiciones actuales deshidratación de crudo PLD-3 de Campo Boscán. de la planta de Tabla 4.28. Parámetros actuales relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscán. Corte de Agua en la alimentación (%) 46,92 Temp. Salida Intercam. (crudo) (oF) 150 92 Tabla 4.28. Continuación Temp. de salida 208,2 Intercambiadores (agua) S O D VA (oF) Temp. de salida Hornos (oF) DPresión en torres de deshidratadores (%) expansión (psig (psia)) R SE E R S O H C E ER Corte de Agua en salida 270 2,98 5,5 (20,20) Temp. en torres de expansión (oF) 227,5 Corte de Agua hacia Bajo Grande (%) 0,87 La Tabla 4.28 muestra como las condiciones de operatividad de la planta se han visto afectadas significativamente. Estos cambios en la operatividad se deben a varios factores, uno de estos elementos que tiene mayor impacto es el corte de agua en la alimentación de crudo al proceso, variando desde 30% hasta un 50% aproximadamente. Este incremento en el corte de agua, se traduce en baja eficiencia en la operación de los equipos, muestra de ello es el gran delta T en los fluidos de intercambio de calor, evidenciando una baja eficiencia en el proceso de transferencia de calor, lo cual afecta todo el proceso aguas abajo. Debido a las bajas temperaturas y a los altos porcentajes de agua manejados en el proceso de deshidratación, se observa un corte de agua a la salida del proceso de 0,87%. Aun cuando este valor se encuentra dentro de las especificaciones comerciales, se 93 encuentra muy cercano del límite (1%) lo que pudiese conllevar que ante cualquier eventualidad en el proceso el crudo pudiese no cumplir con los requerimientos de la refinería. 4.4.2. Diagrama de Causa-Efecto referente a las causas más probables que ocasionaron la situación planteada. Materiales Mano de Obra Dosificación de química sujeta a cambios D Personal no recibe adiestramiento formal Operadores no siguen el procedimiento operacional regido por la norma Existen equipos trabajando fuera de sus condiciones normales de operación Exceso de agua en el proceso de Deshidratación de crudo Exceso de agua reinyectada en pozos para recuperación secundaria Falta de automatización para el control del proceso Los equipos se encuentran fuera de especificación Mantenimiento Maquinaria R SE E R S O H C E ER S O D VA Métodos Figura 4.2. Diagrama Causa-Efecto para el exceso de agua en el proceso de Deshidratación de crudo en la planta PLD-3 de Campo Boscán. Gracias a los resultados arrojados por las simulaciones indicadas anteriormente, se procedió a buscar las causas más probables a las desviaciones resultantes. Puede observarse que las causas con mayor incidencia son el método utilizado y los equipos de proceso. Sin embargo, hay otras posibles causas no consideradas a efectos de las simulaciones (por limitaciones del simulador) como la capacitación 94 del personal y las dosificaciones de la química utilizada en el proceso, que igualmente impactan negativamente la eficiencia en el proceso de deshidratación. Una vez analizadas las causas más probables de la ineficiencia en el proceso de deshidratación de crudo en la planta PLD-3 de Campo Boscán, se presentan tres posibles opciones para solventar la situación planteada. S O D A V 4.4.3. Reemplazo del tanque de almacenamiento T-201 por un tanque de R E S lavado. E R S HOal reemplazar el tanque de almacenamiento Tabla 4.29. Parámetros operacionales C E por tanque de lavado relacionados al proceso de deshidratación de crudo de la DER planta PLD-3 de Campo Boscán. Corte de Agua en la alimentación (%) Corte de Agua salida del tanque 46,92 20,01 Temp. de salida Intercambiadores (crudo) 150 (oF) Temp. de salida Intercambiadores (agua) 152,5 o ( F) Temp. de salida Hornos (oF) 270 Corte de Agua en salida deshidratadores (%) 2,48 95 Tabla 4.29. Continuación Presión en torres de 5,5 (20,20) expansión (psig (psia)) Temp. en torres de 227,4 expansión (oF) S O D VA Corte de Agua hacia Bajo 0,37 Grande (%) O H C E ER D R SE E R S Dado que el mayor cambio en el proceso de deshidratación de la planta PLD-3 es el incremento en la cantidad de agua que entra, se evaluó la manera de lograr alcanzar nuevamente los parámetros originales para los cuales fue diseñada la planta (alrededor del 30 % AyS). La opción planteada es reemplazar el tanque de almacenamiento T-201, que actualmente su única función es recibir el crudo de las estaciones de flujo para su incorporación al proceso de deshidratación. Este tanque sería reemplazado por un tanque de lavado, que además de almacenar el crudo, permitiría lograr una primera separación de agua libre, logrando así que la corriente de entrada al proceso presente un corte de agua similar al utilizado para el diseño original de la planta. Como puede observarse en la tabla 4.29, utilizando este tanque de lavado el corte de agua de entrada al proceso disminuye a 20 %, lo que conlleva a optimar el proceso de deshidratación y finalmente lograr un corte de agua de 0,37 % a la salida. 4.4.4. Instalación de un Calentador adicional en el proceso Al evaluar los resultados de las simulaciones a las cuales opera la planta PLD-3, se pudo observar que la temperatura a la salida de los calentadores impacta significativamente el proceso de deshidratación, por lo cual se procedió a realizar la siguiente tabla. 96 Tabla 4.30. Impacto en la variación de la temperatura a la salida de los hornos en el corte de agua del crudo a la salida del proceso. Temp. Salida Hornos (oF) %AyS salida del proceso 235 240 245 250 255 260 265 270 275 280 285 2,51 2,28 2,05 1,82 1,58 1,35 1,05 0,87 0,62 0,38 0,13 D S O D VA R SE E R S O H C E ER Temp. Torres de Expansión (oF) 227,3 227,3 227,3 227,4 227,4 227,4 227,4 227,5 227,5 227,5 227,5 Figura 4.3. Grafico del comportamiento de % AyS vs. Temperatura de Salida de los Hornos / Temperatura de operación de las torres de expansión. Mediante un procedimiento de tanteo, se analizó el comportamiento de la cantidad de agua presente en el crudo de salida del proceso con la variación de la 97 temperatura de salida en los calentadores, dando como resultado que este parámetro impacta considerablemente en la eficiencia de la deshidratación, especialmente en la operación de las torres de expansión, ya que a una mayor temperatura, se obtiene una separación más eficiente de crudo y agua en las mismas, gracias al proceso de expansión. Igualmente, se logra observar que a S O D VA una temperatura de salida de los calentadores de 280 oF se alcanza la condición ER S E R planta, el crudo pueda salir bajo especificación y la producción no decaiga. S O H C E Tabla 4.31. Parámetros ERal instalar un calentador adicional relacionados al proceso D de deshidratación de crudo de la planta PLD-3 de Campo Boscán. óptima de % AyS, la cual seria 0,38 % aproximadamente. Este porcentaje de agua a la salida del proceso permite que bajo cualquier eventualidad que ocurra en la Corte de Agua en la alimentación (%) 46,92 Temp. Salida Intercam. (crudo) (oF) 150 Temp. Salida Intercam. (agua) (oF) 218,3 Temp. de salida Hornos (oF) 270 Temp. De salida Horno propuesta 280 Energía requerida horno propuesta (Btu/h) 13.780.000 98 Tabla 4.31. Continuación Corte de Agua en salida 3 deshidratadores (%) Presión en torres de 5,5 (20,20) expansión (psig (psia)) S O D VA Temp. en torres de 227,5 ER S E S R 0,38 expansión (oF) Corte de Agua hacia Bajo O H C E ER Grande (%) D Como se observa en la tabla 4.31, agregando un calentador adicional al proceso que aumente la temperatura hasta los 280 oF, se obtiene un corte de agua a la salida de 0,38 %, es decir, el proceso en las torres de expansión aumenta significativamente su eficiencia, impactando positivamente en la deshidratación del crudo. Igualmente, se refleja que la energía necesaria por el horno para calentar el crudo hasta la temperatura deseada, es de 13.780.000 Btu/h, por lo cual no se considera un horno de grandes dimensiones. 4.4.5. Instalación de un intercambiador de calor adicional al proceso Tabla 4.32. Parámetros al instalar un intercambiador de calor adicional relacionados al proceso de deshidratación de crudo de la planta PLD-3 de Campo Boscán. Corte de Agua en la alimentación (%) 46,92 Temp. de salida Intercambiadores o (crudo)( F) 160 99 Tabla 4.32. Continuación Temp. de salida Intercambiadores (agua) 202,6 o ( F) Temp. de salida Hornos 279,4 Corte de Agua en salida 3 ER S E R S O D VA (oF) deshidratadores (%) S O H C(psia)) expansión E (psig R E en torres de DTemp. Presión en torres de expansión (oF) 5,5 (20,20) 227,5 Corte de Agua hacia Bajo Grande (%) 0,41 Como se ha mencionado, mantener una temperatura óptima a lo largo del proceso es muy importante para conseguir que el proceso de deshidratación ocurra eficientemente. Es por esto, que esta propuesta se basa en aumentar el área de transferencia de calor entre el agua (proveniente de los deshidratadores) y el crudo que proviene de las bombas de carga, mediante la instalación de un intercambiador de calor adicional al proceso. Esta propuesta es factible técnicamente ya que como pudimos observar anteriormente, en las condiciones actuales de operación de la planta existe una baja eficiencia en el proceso de transferencia de calor, puesto que el fluido caliente (agua) no está cediendo todo su poder calorífico al crudo. Con la adición de otro intercambiador de calor, el crudo se precalentaría hasta 202,6 oF aproximadamente versus los 150 oF a los cuales sale actualmente. Esta nueva temperatura, aseguraría una óptima operación en el proceso aguas abajo, impactando positivamente tanto el 100 calentamiento del crudo en los hornos, como la separación de agua y crudo que ocurre en las torres de expansión, evidenciándose esto en el corte de agua a la salida el cual seria 0,41 %. D H C E ER O SE E R S R S O D VA 101 CONCLUSIONES Una vez obtenidos y analizados los resultados sobre el proceso de deshidratación en la planta PLD-3 de Campo Boscán, se puede concluir que: S O D VA Las características fisicoquímicas del crudo de Campo Boscán no han cambiado R considerablemente con el tiempo, a excepción del % AyS que ha incrementado en un 78% aproximadamente. SE E R S HO C E operación en la planta DEyaRque se encuentran fuera de servicio. Las bombas P-251 y P-444 representadas en los P&ID no están actualmente en Los hornos e intercambiadores de calor se encuentran operando por debajo de las condiciones mínimas de diseño, lo cual afecta negativamente la eficiencia en el proceso de deshidratación. Las dosificaciones de la química desmulsificante que se incorporan al proceso de deshidratación se realizan de manera no controlada, por no contar con procedimientos establecidos para tal fin. El personal operacional responsable de la planta PLD-3, en su gran mayoría, no cuenta con las competencias técnicas necesarias para garantizar la adecuada operación de la misma. Sus competencias están basadas en la experiencia en el campo, más que en el adiestramiento formal. Las variaciones en el proceso de deshidratación actuales impactan negativamente en su eficiencia, por lo cual se hizo necesario adaptar las mismas a las condiciones originales para las que fue diseñada la planta deshidratadora de crudo PLD-3, para así minimizar los riesgos de operación y garantizar que el crudo de salida se encuentre dentro de especificación para su venta. 102 Para adaptar la planta deshidratadora PLD-3 a las condiciones originales de % AyS para las que fue diseñada, se determinaron tres posibles soluciones: reemplazar el tanque de almacenamiento T-201 por un tanque de lavado que realice una primera separación de agua libre, instalar un horno adicional que requiere 13.780.000 Btu/h para calentar el crudo hasta una temperatura de 280 oF S O D VA y aumentar el área de transferencia de calor en los intercambiadores con la instalación de un intercambiador adicional. O D H C E ER R SE E R S 103 RECOMENDACIONES Luego de analizar e interpretar los resultados obtenidos al momento de proponer mejoras en la planta PLD-3 de Campo Boscán para reducir el contenido de agua S O D Continuar con la evaluación de la factibilidad económica deV cada A una de las R SE con la finalidad de propuestas planteadas en este trabajo de investigación, E R Stanto técnica como económicamente, a seleccionar la que se considere más viable O H C E efectos de la empresa Petroboscàn. R DE en el crudo de salida, se establecen las siguientes recomendaciones: Colocar en funcionamiento los calentadores de las estaciones de flujo Z-8.1, Z10, EF-10 y EF- 11, con la finalidad de no solo reducir la viscosidad del crudo sino también ayudar a incrementar su temperatura a la llegada a planta, y así optimizar el proceso de deshidratación, Optimizar la dosificación de química desmulsificante, y garantizar un buen mezclado para el rompimiento de las emulsiones agua-crudo. Ofrecer al personal de campo (operadores) un programa formal de adiestramiento que les permita conocer más técnicamente el proceso de deshidratación y así mismo solucionar de forma adecuada cualquier eventualidad que se presente en la planta. 104 REFERENCIAS BIBLIOGRAFICAS Arias, F. (1999). Proyecto de Investigación: Introducción a la metodología científica. (3ª ed.) Caracas: Episteme. S O D VA Arias, F. (2004). Proyecto de Investigación: Introducción a la metodología R científica. (4ª ed.) Caracas: Episteme. SE E R S O Arias, F. (2006). Proyecto de Investigación: Introducción a la metodología H C E ER científica. (5ª ed.) Caracas: Episteme. D Barberii, E. (1998). “El Pozo Ilustrado”. Cuarta Edición. Ediciones FONCIED. Caracas, Venezuela. Blanco, C. (2008). "Epistemología del Proyecto Factible”. http://www.entornoempresarial.com/?ed=64&pag=articulos&aid=1926 Brissio, P (2005). “Evaluación preliminar del estado de contaminación en suelos de la provincia del Neuquén donde se efectúan actividades de explotación hidrocarburífera”. (Tesis de grado). Universidad Nacional del Comahue, Neuquén, Argentina. Fernández, A. (2002). “Selección de un agente desmulsificante para la deshidratación del crudo proveniente de la unidad colon del municipio Jesús maría Semprùn del estado Zulia”. Tesis Especial de Grado. Universidad Central de Venezuela. Caracas, Venezuela. Forero, J., Ortíz, O., Nariño, F., Díaz, J., Peña, H. (2008).“Design and development of a high efficiency tank for crude oil dehydration”. Ciencia, Tecnología y Futuro línea].http://www.redalyc.org/articulo.oa?id=46530412 [en 105 Gómez, C. (2000). “Proyectos Factibles”. Editorial Predios. Valencia. Guzmán, C. (1996). “Criterios para el Diseño Conceptual de Procesos de Deshidratación/desalación Electrostática”. Revista Visión Tecnológica. Vol. No. 3, 35-43. S O D A V Hurtado, J. (2007). El proyecto de investigación. (5ª ed.). Quirón. R SE E R S O Jeffreys, G. y Davies, J. (1971). “Coalescence of liquid droplets and liquid H C E dispersion”. Recent ER Advances in liquid-liquid extraction. Pergamon Press. D 495-584. New York. USA. Hurtado, J. (2002). El proyecto de investigación. (3ª ed.). Bogotá. Labrador (2002). “Metodología”. Valencia. Marfisi, S y Salager J (2013). “DESHIDRATACION DE CRUDO principios y tecnología”. Cuaderno FIRP S853-PP, Universidad de los Andes, Mérida, Venezuela. http://www.firp.ula.ve/archivos/cuadernos/S853PP_Deshidratacion.pdf Morales, J (2011). “EL ABC DEL PETRÓLEO, La Industria Petrolera Al Alcance De Todos”. http://elabcdelpetroleo.blogspot.com/2011_03_01_archive.html Palella (2003). Metodología de Investigación Cuantitativa. Editorial Once. Caracas. Petroboscán, C.A (2014). Recursos Humanos. Maracaibo. Piña N., Chávez G., Chacín M., Villavicencio F., Bravo B., Cáceres A., Márquez N. e Ysambertt F. (2007). “Método termo-químico asistido con radiación microondas para la deshidratación de un crudo pesado”.Revista Técnica Ingeniería. Universidad del Zulia, Vol. 30, (401 – 409). 106 Sabino, C. (1992). “El proceso de investigación”. Editorial Panapo. Sabino, C. (2000). “El proceso de investigación”. (1a ed.) Panapo. Salager, J. (1987). “Deshidratación de Crudo”. Módulo de enseñanza en Fenómenos Interfaciales, Cuaderno FIRP 353. Universidad de Los Andes, S O D Ainvestigación Sierra, R. (1991). “Diccionario practico de estadística y técnicas de V R SE científica”. Madrid. E R S O H C formal de investigación científica”. Limusa Tamayo, M. (1991). “Metodología E R DE México. Noriega Editores. Mérida, Venezuela. Tamayo, M. (1996). “El proceso de la investigación científica”. Limusa Noriega Editores. México. Universidad Central de Venezuela (2003). Manual para la Elaboración de Tesis Doctorales, Trabajos de Grado y Trabajos Especiales. Centro de Estudios de Postgrado. Caracas, Venezuela. Universidad Pedagógica Experimental Libertador (2006). Manual de Trabajos de Grado de Especialización y Maestría y Tesis Doctorales. (4ª ed.). Caracas. Urbaez, J. (1987). “Tratamiento de Crudos”. Corpoven S.A. San Tome, Edo. Anzoátegui. Wang, J. (2000). “Asphaltene: A General Introduction”. New Mexico. 107 O H C E ER D SE E R S R ANEXO 1 S O D VA 108 D H C E ER O SE E R S R S O D VA 109 D H C E ER O SE E R S R S O D VA 110 D H C E ER O SE E R S R S O D VA 111 D H C E ER O SE E R S R S O D VA 112 D H C E ER O SE E R S R S O D VA 113 D H C E ER O SE E R S R S O D VA 114 O H C E ER D SE E R S R ANEXO 2 S O D VA 115 D H C E ER O SE E R S R S O D VA 116 D H C E ER O SE E R S R S O D VA 117 D H C E ER O SE E R S R S O D VA 118 D H C E ER O SE E R S R S O D VA 119 D H C E ER O SE E R S R S O D VA 120 D H C E ER O SE E R S R S O D VA 121 D H C E ER O SE E R S R S O D VA 122 D H C E ER O SE E R S R S O D VA 123 D H C E ER O SE E R S R S O D VA 124 D H C E ER O SE E R S R S O D VA 125 D H C E ER O SE E R S R S O D VA 126 O H C E ER D SE E R S R ANEXO 3 S O D VA 127 BOSCAN Crude Oil Characteristics Specific Gravity 15/4 deg C API Gravity 60 deg F Kinematic Viscosity at 100 deg F csi deg csi 0,9979 10,3 19439 Kinematic Viscosity at 140 deg F csi csi 2235 Kinematic Viscosity at 210 deg F csi Sulphur Pour Point UOP K Characteristic Factor H2S Existent Flash Point Salt Content Inorganic Chlorides FRACTIONS Yield on Crude Oil Yield on Crude Oil Specific Gravity 60/60 deg F API Gravity at 60 F ASTM Distillation, IBP 5% Vol Recovered 10% Vol Recovered 30% Vol Recovered 50% Vol Recovered 70% Vol Recovered 90% Vol Recovered EBP Kinematic Viscosity at 100 F Kinematic Viscosity at 140 F Kinematic Viscosity at 180 F Kinematic Viscosity at 210 F Kinematic Viscosity at 260 F Absolute Viscosity at 60 C csi 201 % wt deg C 5,29 18,3 11,4 <1 59 19 2,6 CRUDE OIL ppm w t deg C lb/MBls ppm deg C % vol % wt IBP-150 2,3 1,73 0,7475 57,8 74 86 92 108 119 126 132 155 150-200 2,31 1,88 0,809 43,4 143 157 163 174 178 184 193 211 D 19439 2235 201 250-300 4,41 2,92 0,8544 28,5 243 256 260 264 269 273 281 290 3,49 2,24 1,51 300-343 4,81 4,31 0,8996 25,8 326 344 358 376 376 390 411 S O D VA R SE E R S 200-250 3,23 2,73 0,8438 36,2 202 214 217 220 224 230 237 245 1,79 1,26 0,95 HO C E ER 0,9979 10,3 deg C deg C deg C deg C deg C deg C deg C deg C cSt cSt cSt cSt cSt poises The analytical data of this sheet represents the results of a detailed evaluation completed in July, 1993 at PDVSA's INTEVEP Laboratories. 343-402 8379 8,35 0,9328 20,2 357 379 397 424 428 444 471 402-461 9,58 9,15 0,9541 16,8 405 443 461 491 493 502 526 461-520 8,78 8,25 0,9745 13,7 352 378 404 510 13,25 6,79 4,58 43,93 17,59 9,92 193,2 56,56 27,9 343+ 82,94 95,1 1,0321 5,6 363 425 450 402+ 73,97 77,31 1,0404 7576 2035 377,5 656 40046 8246 1074 5201 461+ 64,39 67,83 1,0544 448 462 510 7,34 2,54 1,87 43303 4059 78543 128 Mercaptans (AS S) Sulphur Pour Point Cloud Point Flash Point Organic Chlorides Bromine Number Total Acid Number Asphaltenes Aromatics (HPLC) Saturates (HPLC) Olefins - FIA Aromatics - FIA Saturates - FIA Paraffins Naphtenes Aromatics Refractive Index at 20 C Carbon (elemental analysis) Hydrogen (elemental analysis) Basic Nitrogen Total Nitrogen Smoke Point Reid Vapor Pressure Naphthalenes Freezing Point Color Saybolt Solor ASTM Anline Point Ron Clear Mon Clear Cetane Number Cetane Index Conradson Carbon Residue Ash Vanadium Nickel Sodium Aluminum Penetration at 25 C Softening Point ppm w t % wt deg C deg C deg C ppm 99,12 5,29 18,3 mgKOH/g %w t % wt % wt %vol %vol %vol %vol %vol %vol Adim % wt % wt ppm w t ppm w t mm psi % wt deg C Adim Adim deg C On 1,24 12,39 24,6 0,26 35,5 2,7 253 4,8 15,5 4,9 29,4 5,5 40,5 5,76 45,1 5,95 62,8 6 79,4 -34,4 108,9 212,8 240,5 276,7 263 295 335 0,12 0,32 0,78 0,88 1,74 2,35 1,15 14,17 1,13 1,11 18,04 34,3 49,1 54,6 45,4 65,8 34,2 70,4 29,6 75,7 21,3 5,58 28,79 65,63 8,42 36,46 55,12 7215 7764 8568 16,77 0,26 1377 117 40,4 19,42 0,29 1550 128 21,5 0,33 1720 142 168 45,6 57 62,1 75,5 96 104 10,5 48,19 38,01 13,25 1,419 83,23 13,63 31,96 32,29 33,62 1,4489 84,98 13,53 0,89 D 3,72 >+30 1,26 >+30 1,4846 82 12,23 1,4977 83,42 12,18 225 340 21 14 2,28 -49 21 7,24 -5 1 46,1 41,4 50,3 39,13 39,4 36,72 44,1 41,75 S O D VA R SE E R S 1,4658 83,8 13,16 HO C E ER 6307 32,2 4,2 33,8 4,3 -12,2 -4,4 157,8 59 1,4993 83,39 11,5 403 1171 <2 64,2 CN adim % wt % wt ppm w t ppm w t ppm w t ppm w t mm deg C 68,1 1,9 14,22 0,22 1199 102 34,6 <5 1,513 80,22 10,85 575 1958 <4.5 55,5 1,5243 82,57 10,55 747 2774 <7 56,7 59,4 0,057 0,86 0,002 22 3,5 54,5 <0.05 44,39 <0.05 14,2 2,2 15 2,3 <2 129 O H C E ER D SE E R S R ANEXO 4 S O D VA 130 D R SE E R S HO C E ER S O D VA Figura Anexo 5. Diagrama de Flujo de Proceso de la Planta PLD-3 de Campo Boscán. 131 O H C E ER D SE E R S R ANEXO 5 S O D VA 132 D R SE E R S HO C E ER S O D VA Figura Anexo 5. Simulación de las condiciones de diseño de la planta PLD-3 de Campo Boscán. 133 D R SE E R S HO C E ER S O D VA Figura Anexo 5. Simulación de las condiciones actuales de operación de la planta PLD-3 de Campo Boscán. 134 D R SE E R S HO C E ER S O D VA Figura Anexo 5. Simulación de reemplazo de tanque de almacenamiento por tanque de lavado de la planta PLD-3 de Campo Boscán. 135 D R SE E R S HO C E ER S O D VA Figura Anexo 5. Simulación de la instalación de un horno adicional al proceso de la planta PLD-3 de Campo Boscán. 136 D R SE E R S HO C E ER S O D VA Figura Anexo 5. Simulación de la instalación de un intercambiador de calor adicional al proceso de la planta PLD-3 de Campo Boscán.