Código GGI-11 v.01 Mantenimiento de Maquinaria y/o Equipo
Anuncio

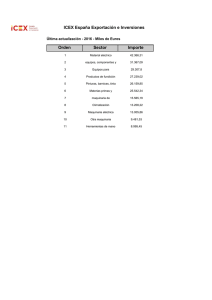
Código GGI-11 v.01 Página 1 de 10 Mantenimiento de Maquinaria y/o Equipo 1. Objetivo y Alcance Lograr la optimización de la disponibilidad del equipo productivo disminuyendo los costos de mantenimiento y maximizando la vida de la máquina. Inicia con las condiciones preliminares hasta el mantenimiento de la maquinaria. 2. Responsable El Responsable de verificar el correcto funcionamiento de la maquinaria y equipos de es el Coordinador de Mantenimiento de Equipos de la Universidad de Pamplona. 3. Definiciones 3.1. Torreta Torre o estructura metálica, que está acorazada y sirve para sostener piezas de artillería. 3.2. Filtro Materia porosa que se utiliza para eliminar las impurezas de las sustancias que se hacen pasar a través de ella. En electrónica, dispositivo que sirve para eliminar determinadas frecuencias en la corriente que lo atraviesa. 3.3. Polea Rueda que gira alrededor de un eje y que tiene un canal o hundimiento en su perímetro por el que se hace pasar una cuerda, que sirve para disminuir el esfuerzo necesario para elevar un cuerpo. Rueda metálica de llanta plana, que gira sobre su eje y se usa para transmitir el movimiento a través de una correa. 3.4. Banda Tira larga y estrecha de un material delgado y flexible que sujeta algo. Cinta transportadora 3.5. Refregar Frotarla con otra 3.6. Cigüeñal En un motor de explosión, eje con uno o varios codos, en cada uno de los cuales se ajusta una biela, y que transforma un movimiento rectilíneo en circular, o a la inversa. Elaboró Revisó Aprobó Firma Ivan Dario Lizcano Ruiz Firma Yohana Milena Arg Garcia Firma María Victoria Bautista B. Fecha: Octubre 17 de 2007 Fecha: Octubre 17 de 2007 Fecha: Octubre 25 de 2007 Código GGI-11 v.01 Página 2 de 10 Mantenimiento de Maquinaria y/o Equipo 3.7. Cuchilla Lámina de acero, generalmente con un filo, que se usa para cortar. 3.8. Biela En una máquina, barra de un material resistente que une dos piezas móviles para transformar el movimiento de vaivén en uno de rotación, o viceversa. 3.9. Stock Conjunto de mercancías o productos que almacena generalmente una empresa o un establecimiento para su uso o para su venta. 3.10. Mantenimiento Es un servicio que agrupa una serie de actividades cuya ejecución permite alcanzar un mayor grado de confiabilidad en los equipos, máquinas, construcciones civiles, instalaciones. 3.11. Mantenimiento Correctivo Es aquel que se ocupa de la reparación una vez se ha producido el fallo y el paro súbito de la máquina o instalación. Dentro de este tipo de mantenimiento podríamos contemplar dos tipos de enfoques: Mantenimiento paliativo o de campo (de arreglo) o Mantenimiento curativo (de reparación). 3.12. Mantenimiento Preventivo Este tipo de mantenimiento surge de la necesidad de rebajar el correctivo y todo lo que representa. Pretende reducir la reparación mediante una rutina de inspecciones periódicas y la renovación de los elementos dañados, si la segunda y tercera no se realizan, la tercera es inevitable. 3.13. Avería Es importante definir la avería en un concepto mas amplio que una simple rotura. La misma la definimos como "Cualquier hecho que se produzca en la instalación, y que tenga como consecuencia un descenso en el nivel productivo, en la calidad del producto, en la seguridad, o bien que aumente la degradación del medio ambiente." 3.14. Mantenimiento Predictivo Mantenimiento basado fundamentalmente en detectar una falla antes de que suceda, para dar tiempo a corregirla sin perjuicios al servicio, ni detención de la producción, etc. Estos controles pueden llevarse a cabo de forma periódica o continua, en función de tipos de Código GGI-11 v.01 Página 3 de 10 Mantenimiento de Maquinaria y/o Equipo equipo, sistema productivo, etc. Para ello, se usan para ello instrumentos de diagnóstico, aparatos y pruebas no destructivas, como análisis de lubricantes, comprobaciones de temperatura de equipos eléctricos, etc. Las demás definiciones que aplican para la presente guía se encuentran contempladas en la Norma NTC ISO 9000:2000. Sistema de Gestión de la Calidad Fundamentos y Vocabulario. 4. Contenido 4.1. Condiciones Preliminares Responsable: Coordinador de Mantenimiento de Infraestructura Tecnológica El buen mantenimiento de los equipos hará que los mismos mantengan una buena calidad de trabajo, tengan menor cantidad de reparaciones y una mayor vida útil. Cabe aclarar que la correcta operación y cuidado del equipo es fundamental. Mantener la limpieza del equipo ayudará a que no haya agentes externos que puedan afectar el buen trabajo del mismo, evitará posibles conflictos eléctricos, y además facilitará los trabajos de inspección y mantenimiento. de Salón basándose en las reglas internacionales de normalización para la misma. En los equipos que tienen correas, se debe controlar semanalmente el estado de las poleas tensoras y las guías de correa. Esto aumenta la vida útil de las mismas y permite un correcto funcionamiento. 4.2. Mantenimiento de Equipos Responsable: Coordinador de Mantenimiento de Infraestructura Tecnológica Los equipos de buena calidad, presentan alemites de engrase en los rodamientos y bujes. Es recomendable el engrase cada 8 horas de uso, limpiando el excedente de grasa para evitar que se adhiera suciedad que luego podremos introducir en el siguiente engrase. Atención: No debe lavarse con agua a presión. Para los equipos con transmisión hidrostática, controlar semanalmente el nivel de aceite y posibles pérdidas y fugas en el circuito. Asesorarse bien sobre el aceite que corresponda a cada equipo en nuestro clima. Motores En los motores de 4 tiempos, se usan dos sistemas distintos para la lubricación: por salpicado (cucharita) y a presión de aceite (forzada). Se identifica uno del otro pues este último lleva filtro de aceite. • Lubricación por salpicado: En general son motores de baja potencia (hasta 13 HP) y de un cilindro. Asesorarse bien sobre los intervalos de cambio y tipo de aceite a utilizar, ya que si bien se está utilizando un 15W40 con intervalos de 100 horas para Código GGI-11 v.01 Página 4 de 10 Mantenimiento de Maquinaria y/o Equipo los motores más modernos, hay una enorme cantidad de motores que usan SAE30 con intervalos de 25 horas para el cambio de aceite. En este tipo de motores es tan malo usar bajo el nivel de aceite como sobre nivelarlo, dado que la cucharita no salpica, consecuentemente no lubrica. Lo mismo puede suceder si se inclina la máquina. • Lubricación forzada: Generalmente son motores de más de 13 HP. En estos casos, la gran mayoría de estos motores utilizan aceite multigrado 15W40, debiendo realizar el cambio de aceite cada 100 horas y el filtro cada dos cambios de aceite. En ambos tipo de motores se recomienda controlar el nivel de aceite todos los días antes de ponerlo en marcha. El filtro de aire tiene que estar siempre limpio. De no ser así, el ingreso del aire al motor tiende a ser por el eje de la mariposa del carburador, desgastándolo y haciendo que funcione mal el gobernador. Es así como el motor empieza a regular desparejo. Atención: no tocar el comando del gobernador, podemos hacer que el motor se pase de vueltas. Muchos de estos motores tienen un pre-filtro. Esto es una esponja que cubre el filtro y para un buen trabajo de la misma, hay que lavar con agua, dejar secar para luego ponerle 2 ó 3 gotas de aceite y refregar con las manos. Tiene que quedar apenas brillante, permitiendo el correcto ingreso del aire. Unidades de Corte Circular En las plataformas de corte es muy importante el balanceo de las cuchillas de corte. De lo contrario se deterioran las torretas, lo que disminuye su vida útil y afecta la calidad de corte. Lo mismo es aplicable a las máquinas manuales, donde la cuchilla está acoplada directamente al cigüeñal del motor. Verificar siempre el balanceo de las cuchillas después de afilarlas o si llegaron a impactar con algún objeto duro. Se debe mantener limpio el canalizador de descarga. Las cuchillas trabajan como turbinas impulsando el césped al canalizador. Si éste no tuviera una buena descarga, las cuchillas tienden a frenarse y empiezan a patinar las correas, lo que reduce muchísimo su vida útil. Lo mismo sucede cuando se corta pasto alto a gran velocidad. Cada uno de los equipos que posee la Universidad de Pamplona, deben ser revisados períodicamente para aumentar su vida útil y evitar atrasos en las labores diarias. Responsable: Coordinador de 4.3. Mantenimiento de Maquinaria Mantenimiento de Infraestructura Tecnológica La idea es poder transmitir el concepto y la esencia de lo que significa el mantenimiento, aplicado en este caso a la industria. Pero esta misma puede aplicarse con las variantes Código GGI-11 v.01 Página 5 de 10 Mantenimiento de Maquinaria y/o Equipo necesarias a cada caso a cualquier cosa, conjunto, complejos de todo tipo, como ser edificios, parques de diversiones, y todo aquello que posea objetos o cosas sujetas a desgaste y que sea factible, ver, medir, observar, inspeccionar, predecir, tal deterioro, con el único fin de que la función para la cual fue desarrollado o creado la pueda seguir cumpliendo satisfactoriamente a lo largo de todo su vida útil. Ahora bien, sin darnos cuenta fuimos nombrando elementos y conceptos que quizás pasaron desapercibidos a primera vista, pero que en sí encierran cada uno cierto contenido desde el punto de vista del mantenimiento que merecerá un apartado o tal vez un párrafo en particular para poder ir explicándolos uno a uno. Algunos de los mencionados son: Inspeccionar, Vida útil, Medir, Desgaste. Debemos agregar el ingrediente fundamental que es el personal Técnico, Ingeniero, o bien la Persona Experimentada, que llevará el proyecto adelante, que deberá contar con el perfil adecuado para tal fin. Perseverancia, disciplina, receptividad, resolutivo, convincente, humildad, entre otras cualidades, son la base para poder llevar adelante un proyecto de mantenimiento, mantenible en el tiempo, valga la redundancia. No se puede mantener lo in-mantenible, o sea aquello que por el grado de deterioro, por haber llegado al fin de su vida útil, o por la explotación indiscriminada sin un mínimo de mantenimiento, o por fallas reiteradas por el mal diseño del objeto a mantener, o bien por una mala práctica del sistema de mantenimiento, nos consume todos los recursos y esfuerzos disponibles en reparar lo que continuamente se deteriora. Lo que debemos hacer es detener este circulo vicioso de rotura y reparación y aplicar la inversión necesaria para restablecer las condiciones lo mas cercanas a las iniciales del equipo, en lo que a su prestación se refiere, que tenía cuando era nuevo. Este paso debemos darlo indefectiblemente, para luego si poder mantener dichas condiciones reestablecidas, aplicando los conceptos modernos del mantenimiento organizado y eficaz. Será necesario para este paso contar con algunos elementos indispensables para el análisis: • • • • • • • Datos del fabricante del objeto y si hubo mejoras en series posteriores. Manuales Planos Estándares de tasa de fabricación o servicio Experiencia acumulada ya sea escrita o bien transmitida oralmente por el personal usuario del objeto. Sugerencias de mejoras aportadas por los mismos, anotadas y estudiadas detenidamente. Lo más importante luego, es evaluar el gasto que esta restauración significa para luego contar con el capital a invertir. Beneficio técnico, dado que el objeto reestablecido brindará los beneficios que inicialmente contaba cuando era nuevo, ya sea en calidad por estar dentro de las Código GGI-11 v.01 Página 6 de 10 Mantenimiento de Maquinaria y/o Equipo tolerancias de calidad, estándares de producción, o ya sea por las prestaciones reestablecidas y que había perdido a causa de su deterioro. Y beneficio económico ya que el mantener el equipo restaurado será de menor costo que el correspondiente a sus reparaciones continuas mas el lucro cesante por su falta de servicio cuando se detiene éste arbitrariamente cuando el decide, sin previo aviso y lo mas probable en el momento menos oportuno. Cuando hablamos de este concepto, evaluación, el mismo se refiere a que maquinas, objetos, o equipamientos es al que le vamos a aplicar algún tipo específico de mantenimiento. O sea debemos contar con algún método que nos permita determinar si le aplicaremos: • • • • • Mantenimiento por avería Mantenimiento preventivo Mantenimiento predictivo Mantenimiento correctivo Mantenimiento alterno o combinado Mantenimiento por Avería Consiste en intervenir con una acción de reparación cuando el fallo o avería se ha producido, restituyéndose la capacidad de trabajo o prestación original. Aspectos positivos: • Máxima aprovechamiento de la vida útil de los elementos • No hay necesidad de contratar personal calificado • No hay necesidad de detener máquinas con ninguna frecuencia prevista Aspectos negativos: • Ocurrencia aleatoria del fallo y la parada correspondiente en momentos indeseados. • Menor durabilidad de las máquinas. • Menor disponibilidad de las máquinas (paradas por roturas de mayor duración). • Ocurrencia de fallos catastróficos que pueden afectar la seguridad y el medio ambiente. Si estudiamos la función índice de fallo de un equipo, obtenemos la "Curva de Davies", más conocido como "bañera". Código GGI-11 v.01 Página 7 de 10 Mantenimiento de Maquinaria y/o Equipo En este tipo de curva observamos tres zonas bien diferenciadas: 1. La primera se caracteriza por un índice de fallo decreciente y se denomina mortalidad infantil. El número de equipos que fallarán en un instante próximo en relación a los que quedan con vida es cada vez menor. Este tipo de avería son debido a: Defectos de fabricación Defectos de materiales no controlados por las inspecciones de calidad Mal montaje Mal ajuste inicial. 2. La segunda zona se caracteriza por un índice de fallo constante, se denomina vida útil del equipo o madurez. Las averías que se producen en este intervalo suelen ser aleatorias y las causas que la originan son: Sobre cargas Mal empleo de la instalación Variaciones de las condiciones de trabajo del equipo 3. La tercer zona denominada de envejecimiento y desgaste, donde el índice de fallo pasa a ser creciente, y son debido a: Los desgastes Las degradaciones Este tipo de curva será mas o menos alargado en el tiempo en función del equipo a que corresponda. Para equipos puramente mecánicos, el desgaste comienza desde la puesta en marcha, por lo que la zona de vida útil tenderá a ser creciente. Los equipo eléctricos presentan una vida útil proporcionalmente mas constante y más larga. Índice de Fallos Si llamamos n(t), al número de equipos que quedan con vida en el instante "t", el índice de fallo se puede expresar de la siguiente manera: Z(t) = 1/n(t) * dn(t)/dt O sea relaciona la velocidad de fallo dn(t)/dt, con el número de supervivientes en cada instante n(t), que como vemos, tiene una pendiente negativa en la infancia del equipo, lo Código GGI-11 v.01 Página 8 de 10 Mantenimiento de Maquinaria y/o Equipo que demuestra que disminuyen los fallos a medida que se asienta el equipo. Luego tiene una pendiente cero, o ligeramente positiva, según se trate de equipos mecánicos o eléctricos durante la vida útil, y su valor es el más bajo, por ende el numero de fallos es el menor en esta etapa de la vida, viene a ser el fondo de la bañera. Y luego toma una pendiente positiva, que llega a tomar un valor que debido al numero de roturas se hace antieconómico seguir trabajando con esta máquina o dispositivo. Mantenimiento Preventivo Consiste en intervenciones periódicas, programadas con el objetivo de disminuir la cantidad de fallos aleatorios. No obstante éstos no se eliminan totalmente. El accionar preventivo, genera nuevos costos, pero se reducen los costos de reparación, las cuales disminuyen en cantidad y complejidad. Acciones típicas de este sistema son: Limpieza; Ajustes; Reaprietes (Torqueado); Regulaciones; Lubricación; Cambio de elementos utilizando el concepto de vida útil indicada por el fabricante de dicho elemento; Reparaciones propias pero programadas. Aspectos positivos: • Mayor vida útil de las máquinas • Aumenta su eficacia y calidad en el trabajo que realizan • Incrementa la disponibilidad • Aumenta la seguridad operacional • Incrementa el cuidado del medio ambiente Aspectos negativos: • Costo del accionar preventivo por plan • Problemas que se crean por los continuos desarmes afectando a los sistemas y mecanismos que de no haberse tocado seguirían funcionado sin inconvenientes • Limitación de la vida útil de los elementos que se cambiaron con antelación a su estado límite Este último punto, es el que por medio del accionar predictivo se soluciona, dado que éste actúa cuando el resultado del diagnóstico así lo indican, y es coincidente con la opinión de la gente experimentada en mantenimiento de que "es imprudente interferir con la marcha de las máquinas que van bien". Se trata de un mantenimiento profiláctico, pero no a través de una programación rígida de acciones como en el mantenimiento preventivo. Aquí lo que se programa y cumple con obligación son "Las inspecciones", cuyo objetivo es la detección del estado técnico del sistema y la indicación sobre la conveniencia o no de realización de alguna acción correctora. También nos puede indicar el recurso remanente que le queda al sistema para llegar a su estado límite. Mantenimiento Predictivo Código GGI-11 v.01 Página 9 de 10 Mantenimiento de Maquinaria y/o Equipo Las inspecciones pueden ser de dos tipos: • Monitoreo discreto, en el cual las inspecciones se realizan con cierta periodicidad, en forma programada. • Monitoreo continuo, se ejerce en forma constante, con aparatos montados sobre las máquinas. Este tiene la ventaja de indicar la ejecución de la acción correctora, lo mas cerca posible al fin de su vida útil. Este sistema es el que mejor garantiza el mejor cumplimiento de las exigencias de mantenimiento de los últimos años dado que se logra: • Menores paradas de máquinas, ya sea por programas de paradas preventivas o por roturas aleatorias. • Mayor calidad y eficiencia de las máquinas e instalaciones • Garantiza la seguridad y la protección del medio ambiente • Reduce el tiempo de las acciones de mantenimiento. Como aspectos negativos se señalan: • La necesidad de un personal mas calificado para las revisiones e investigaciones. • Elevado costo de los equipos de monitoreo continuo. Sistema alterno o combinado No se trata de un sistema nuevo sino de la combinación de cada uno de los anteriores, en la industria, en las instalaciones y hasta en las maquinas en la dosificación que resulte mas conveniente desde el punto de vista técnico - económico y de seguridad hacia las personas y el medio ambiente. 5. Documentos de Referencia • • • NTC ISO 9000:2000 Sistema de Gestión de la Calidad. Fundamentos y Vocabulario. NTC ISO 9001:2000 Sistema de Gestión de la Calidad. Requisitos. NTC GP 1000:2004 Norma Técnica de Calidad en la Gestión Publica 6. Historia de Modificaciones Versión Naturaleza Del Cambio Fecha Del Cambio Aprobación Del Cambio 00 Por directrices de la Administración del Sistema de Gestión de la Calidad Octubre 17 de 2007 Octubre 25 de 2007 Código GGI-11 v.01 Página 10 de 10 Mantenimiento de Maquinaria y/o Equipo 7. Administración de Registros Cod. 8. Anexos “No aplica “ Nombre Responsable Ubicación Acceso Tiempo de Retención Disposición final