catalogo de productos - peru
Anuncio

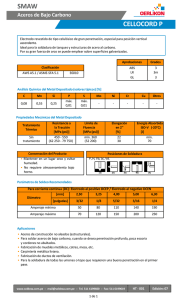
ELECTRODOS PARA ACEROS AL CARBONO Y ACEROS DE BAJA ALEACION CELLOCORD P Electrodo celulósico de alta penetración, de amplio campo de aplicaciones en todos los sectores industriales como la industria naval, fabricación de estructuras metálicas livianas y pesadas, carpintería metálica, soldadura de tubos, fabricación de muebles y en donde se requiera alta calidad del depósito de soldadura. Resistencia a la tracción: 450 a 550 N/mm2 Elongación en 2”: >25% CELLOCORD AP Electrodo celulósico de alta penetración de arco potente diseñado para trabajar con corriente alterna o corriente continua, y con fuentes de poder de tensión de vacío mayor a 50 voltios. Ideal para soldar aceros de bajo carbono, como carpintería metálica, puertas, ventanas, tanques, tuberías, construcciones navales, cisternas, etc. Resistencia a la tracción: 450 a 550 N/mm2 Elongación en 2”: >25% OVERCORD M Electrodo especialmente desarrollado para depositar cordones en uniones de filete en posición horizontal, cuando se requiere apariencia y acabado perfecto. Debido a su fórmula perfectamente equilibrada, el arco es suave y silencioso, de fácil arranque en frío y remoción de escoria. Recomendable para soldadores de poca experiencia. Suelda en toda posición. Soldadura de buena apariencia en vertical descendente para planchas delgadas. Resistencia a la tracción: 450 a 560 N/mm2 Elongación en 2”: >22% OVERCORD Electrodo rutílico para soldadura en aplicaciones diversas sobre aceros de bajo carbono como el acero ASTM A 36, fabricación de muebles, fabricación de carrocerías para buses y similares, tanques, ductos de aire acondicionado y diversas estructuras metálicas. Resistencia a la tracción: 450 a 550 N/mm2 Elongación en 2”: >22% FERROCITO 24 Electrodo con alto contenido de hierro en polvo en el revestimiento, su rendimiento es del 150%, usado en la fabricación de vigas, fondos de tanques de almacenamiento de petróleo, puentes, maquinaria, embarcaciones y construcciones metálicas donde se requiere alta velocidad de soldeo. Resistencia a la tracción: 490 a 560 N/mm2 Elongación en 2”: >22% FERROCITO 27 Electrodo de arrastre de revestimiento grueso, con alto contenido de hierro en polvo. Este electrodo ha sido desarrollado para efectuar soldaduras de alta velocidad con alta deposición de material. Rendimiento aproximado 170%. Sus cordones son de perfecto acabado, semejantes a los realizados por soldaduras automáticas. Resistencia a la tracción: 440 a 560 N/mm2 Elongación en 2”: >22% SUPERCITO Electrodo básico de bajo hidrógeno con extraordinarias propiedades mecánicas , para soldar aceros al carbono y aceros de baja aleación como aceros de alta resistencia, aceros fundidos, aceros de difícil soldabilidad, piezas de maquinaria pesada, calderos de alta presión, tuberías de vapor, etc. Humedad en el revestimiento < 0,20 %. Resistencia a la tracción: 510 a 610 N/mm2 Elongación en 2”: >24% TENACITO 80 Electrodo básico de bajo hidrógeno y baja aleación al Cr-Ni-Mo. Posee una alta resistencia a la rotura > 100 KSI, ideal para soldar aceros de alta resistencia, aceros T1, T1A, T1B, aceros corten, barras corrugadas, aceros de grano fino y aceros microaleados. Resistencia a la tracción: 750 a 850 N/mm2 Elongación en 2”: >18% TENACITO 110 Electrodo básico de bajo hidrógeno y baja aleación, de altísima resistencia a la tracción. El metal depositado es muy tenaz, presenta buena resistencia al impacto y una resistencia a la rotura de hasta 120 KSI. Ideal como cama cojín para recubrimientos duros. Recomendado para soldar aceros HSLA, aceros microaleados, aceros T1, T1A, T1B, etc. Resistencia a la tracción: 820 a 882 N/mm 2 Elongación en 2”: >16% TENACITO 65 ELECTRODOS DE ACEROS INOXIDABLES PARA APLICACIONES ESPECIALES INOX AW INOX BW ELC Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6011 E 43 43 C 4 Electrodo rutílico del tipo ELC, para soldar aceros inoxidables calidad AISI 301, 302, 304, 308, 301L, 302L, 304L, 308L. Ideal para la soldadura de unión y recargue de aceros al manganeso y como cama cojín para la aplicación de recubrimientos duros. Recomendado para la construcción de tanques, tuberías, ductos, etc., empleados en la industria química, petroquímica, cervecera, lechera, textil, alimenticia, papelera, minera y otros. Resistencia a la tracción: 550 a 650 N/mm2 Elongación en 2”: >35% Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6010 E 43 43 C 4 Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6013 E 43 22 R (C)3 Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6012 E 43 22 R (C) 3 Norma: AWS A5.1-91 DIN 1913 Clasificación: E 7024 E 51 32 RR 11 160 Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6027 E 43 43 AR 160 Norma: AWS A5.1-91 DIN 1913 Clasificación: E 7018 E 51 55 B 10 Norma: AWS A5.5-96 DIN 8529 Clasificación: E 8018-C3 Y69 75 Mn2 NiCrMo B H5 Norma: AWS A5.5-96 DIN 8529 Clasificación: E 11018-G E Y 69 75 Mn 2 NiCrMo B H5 Norma: AWS A5.5-96 DIN 8529 Clasificación: E 9018-G-H4 E Y 55 76 Mn 1 NiMo B H5 Electrodo rutílico del tipo ELC, para soldar aceros inoxidables calidad AISI 316, 316L, 317, 317L, 318. Para fabricar recipientes, ductos, tuberías, bombas, impulsores, ejes, etc., Que estarán expuestos a ataques químicos por sales o ácidos, donde a la vez de resistencia a la tracción se requiere resistencia a la corrosión, oxidación y/o temperatura. Empleado en la industria petroquímica, farmacéutica, textil, alimenticia, plantas de lixiviación de Cu, etc. Recomendado para la reparación de turbinas Francis. Resistencia a la tracción: 560 a 660 N/mm2 Elongación en 2”: >30% CITORIEL 801 Electrodo austenítico, autoendurecible hasta 50 HRC. El metal depositado posee una excelente tenacidad, así como alta resistencia al impacto, abrasión y corrosión. Diseñado para unir y recargar piezas de acero al manganeso, para unir aceros al manganeso con aceros aleados o aceros al carbono. Ideal para recuperar piezas que han sufrido desgaste por fricción metálica, como vías férreas, ranas, cambios y cruces, para relleno de cadenas, sprockets, tambores, bordes de cucharas, uñas de excavadoras, partes de molinos y pulverizadores. Resistencia a la tracción: 510 a 610 N/mm2 Dureza: 21 a 24 HRC al depositarse 45 a 50 HRC autoendurecido INOX 309 ELC Electrodo austenítico-ferrítico muy resistente a la fisuración en caliente, el metal depositado presenta alta resistencia a la corrosión y soporta altas temperaturas. Especialmente diseñado para unir aceros disímiles, acero al carbono con acero inoxidable, para unir y rellenar aceros al manganeso. Resistencia a la tracción: 570 a 640 N/mm2 Elongación en 2”: >30% INOX 29/9 Electrodo austenítico-ferrítico de alta resistencia a la rotura y muy resistente a la fisuración en caliente, especialmente diseñado para soldar aceros de alta resistencia, aceros de difícil soldabilidad y aceros disímiles, como ejes, palieres, matrices, muelles, resortes, aceros fundidos, aceros tratados térmicamente, aceros herramienta, cremalleras y otros. Ideal para emplearse como cama cojín para recubrimientos protectores. Resistencia a la tracción: 740 a 840 N/mm2 Elongación en 2”: >25% Norma: AWS A5.4-92 DIN 8556 Clasificación: E 308L-16 E 19 9 L R 23 RECUBRIMIENTOS PROTECTORES CONTRA EL DESGASTE CITODUR 350 Electrodo de revestimiento básico, el metal depositado es resistente a la fricción metal-metal, impacto severo y abrasión moderada. Para soldadura de recargue del tren de carrilaje de los tractores, rueda guía, sprockets, carriles, cadenas, poleas, pistas de deslizamiento, pines, etc. Puede emplearse para soldaduras de más de 3 pases, sin peligro de desprendimiento o fisuraciones. Dureza: 27 a 30 HRC al depositarse. Autoendurece en trabajo hasta 40 HRC. Norma: DIN 8555 Clasificación: E 1-UM-400 CITODUR 600 Norma: AWS A5.4-92 DIN 8556 Clasificación: E 316L-16 E 19 12 3 L R 23 Norma: AWS A5.4-92 DIN 8556 Clasificación: ~E 307-16 E 18 8 Mn 23 Norma: AWS A5.4-92 DIN 8556 Clasificación: E 309 L-16 E 23 12 L R 23 Norma: AWS A5.4-92 DIN 8556 Clasificación: E 312-16 E 29 9 R 23 EXSA 106 Electrodo austenítico-ferrítico, el metal depositado es resistente a la fisuración, corrosión, impacto, calor, fricción metal-metal, es muy dúctil y tenaz. Para la soldadura de unión y recargue en aceros de mediano y alto carbono, aceros de baja aleación, aceros herramientas, aceros bonificados, aceros al manganeso, aceros rápidos, aceros de cementación y aceros fundidos. Ideal para la unión de aceros disímiles, aceros de difícil soldabilidad y como cama cojín para recubrimientos protectores. Para fabricación o reparación de cucharas de equipos mineros, relleno de ejes, reconstrucción de dientes de engranaje, muelles, resortes, moldes de inyección, tornillos extrusores, etc. Resistencia a la tracción: 736 a 840 N/mm2 Elongación en 2”: 20 a 24% Norma: AWS A5.4-92 DIN 8556 Clasificación: E 312-16 E 29 9 R 23 INOX CW Electrodo 100% austenítico, los altos porcentajes de Cr/Ni (25/20) le permiten obtener depósitos resistentes a altas temperaturas de hasta 1 200°C sin perder sus propiedades mecánicas. Para soldadura de unión y recargue de aceros inoxidables calidad AISI 310, aceros refractarios y aceros fundidos. Ideal para fabricar y reparar tuberías, intercambiadores de calor, quemadores, tanques de almacenamiento, piezas de hornos como ganchos, canastillas y cadenas, alza ánodos (fundiciones de cobre), etc. Resistencia a la tracción: 540 a 640 N/mm2 Elongación en 2”: >20% CITOCHROM 134 Electrodo básico con núcleo de acero inoxidable martensítico, de insuperables propiedades mecánicas, para soldadura de unión y recargue de aceros al 13% Cr, y 4% Ni, aceros inoxidables calidad AISI 414, 416 y 420. Ideal para reparar turbinas Pelton, turbinas Francis, agujas, asientos, toberas, etc., sometidos a desgastes combinados de cavitación, erosión, corrosión e impacto-fatiga. Además presenta excelente resistencia a altas temperaturas por encima de los 800°C. Seguir indicaciones para el precalentamiento y tratamiento térmico. Resistencia a la tracción: 760 a 950 N/mm2 Charpy (+ 20°C): >55J EXSANOX Norma: AWS A5.4-92 DIN 8556 Clasificación: E 310-16 E 25 20 R 26 Norma: AWS A5.4-92 DIN 8556 Clasificación: E 410 Ni Mo-15 E 13 4 B 20 + Electrodo que deposita carburos de cromo, el metal depositado presenta buena resistencia a la abrasión e impacto severo. Recomendado para la protección de uñas, cantoneras, labios, martillos, piñones, bordes de yunques, árbol de levas, coplas, crucetas, coplón, zarandas, conos trituradores, bombas, impulsores y otros en la industria minera, cementera, siderúrgicas, fundiciones, ladrilleras, constructoras, etc. Dureza 52 a 55 HRC CITODUR 1000 Electrodo con alto contenido de carburos de cromo, el metal depositado es resistente a la abrasión severa e impacto moderado, corrosión y altas temperaturas (hasta 1 000°C). Muy usado en la industria minera, ladrilleras, cementeras, siderúrgicas, fundiciones, constructoras, agricultura, etc., para la protección de uñas, adapters, baldes, cucharas, paletas, prensas, ollas, tazas, labios de convertidor, etc. Dureza: 57 a 62 HRC CITOMANGAN Electrodo que deposita un acero austenítico al manganeso (12 a 14 % de Mn), el metal depositado autoendurece por golpe durante el trabajo, lo que le confiere una gran resistencia a impacto y abrasión severa. Durante la soldadura no sobrepasar los 260°C. Ideal para recuperar piezas de acero al manganeso como uñas, zapatas de oruga, rieles, cruces de vías, forros de chancadoras, etc. Dureza: 19 a 28 HRC al depositarse. Autoendurece en trabajo hasta 55 HRC. TOOLCORD Electrodo que deposita un acero herramienta similar a un “acero rápido”, especialmente diseñado para la reparación o fabricación de filos cortantes como cuchillas de corte, cinceles, cizallas, troqueles, matrices para embutido, etc. En aceros de difícil soldabilidad aplicar como cama cojín EXSA 106. El metal depositado presenta buena resistencia a la abrasión severa, impacto severo, fricción metal-metal, corrosión y altas temperaturas (hasta 600°C). Dureza: 50 a 65 HRC Norma: DIN 8555 Clasificación: E 6-UM-60 Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe Cr-A1 E 10-UM 60-CGRZ Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe Mn-B E 7-UM-200 KP Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe 5-B E 4-UM 60-65 ST Recubrimientos Protectores Especiales EXADUR 43 Electrodo que deposita carburos de cromo y niobio en una matriz austenítica, el metal depositado es extra duro y muy resistente a la abrasión severa e impacto moderado. Para la reparación de tornillos extrusores, tornillos transportadores, herramientas agrícolas, ventiladores, placas de desgaste, baldes, cucharas, lampones, etc. Dureza: 63 HRC (en segunda capa) EXSA 717 H Electrodo del tipo Hastelloy para unión y recargue de piezas sometidas a altas temperaturas, impacto severo, corrosión, oxidación y abrasión. Ideal para fabricar o reparar matrices de forja en caliente, bombas, impulsores, válvulas, toberas, etc. Mantiene sus propiedades ante variaciones cíclicas. Dureza: 375 a 420 HB (después de endurecerse en trabajo). Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe Cr-A2 E 10-UM-65-GRZ Norma: AWS A5.11-97 DIN 8555 Clasificación: E Ni Cr Mo-4 E 23-UM-300-CKTZ EXSA 721 Electrodo tubular recubierto por inmersión, relleno con partículas trituradas de carburos de tungsteno con tamaño de grano controlado y clasificado con malla. Presenta buenas características de soldabilidad. El metal depositado esta conformado por carburos de tungsteno uniformemente distribuidos en una matriz de acero al carbono, es no maquinable y se recomienda realizar un solo pase. Presenta máxima resistencia a la abrasión severa (abrasión pura). Dureza: 70 a 75 Hrc (en un solo pase) EXSA 726 b Pasta Decapante Electrodo de recargue base cobalto, para aplicaciones donde hay abrasión metal-metal e impactos severos con alta temperatura y/o en medios corrosivos. Presenta buenas propiedades frente a la erosión y cavitación. Ideal para filos de cuchillas de corte en caliente. Maquinable. Dureza: 36 a 40 HRC Pasta Decapante para la limpieza de cordones de soldadura y superficies adyacentes sobre aceros inoxidables, aleaciones de cobre-níquel, níquel y aleaciones. Oficina Lima: Oficina Principal y Fábrica: Av. Nicolás Arriola 767-771 Antigua Panamericana Sur La Victoria - Lima 13 km 38,5 Lurín - Lima 16 Telf. 01/265 1618 Telf. 01/315 7000 Fax 01/265 1617 Fax 01/315 7015 Web Site: www.exsa.com.pe Electrodo básico de alta resistencia, para soldar aceros de grano fino y de alta resistencia. Presenta un arco estable, lo que le permite realizar con facilidad pases de raíz y soldaduras en posiciones forzadas. Su depósito es altamente resistente a la fisuración. Resistencia a la tracción: 620 a 720 N/mm2 Elongación en 2”: >20% Norma: AWS A5.13-80R DIN 8555 Clasificación: E Co Cr - A E 20 – UM – 40 - CRSTZ Flujo para recubrimiento protector. Fundente alcalino aglomerado, usado como recubrimiento duro con el alambre sólido PS-1, PS-2 y PS-3. Se le emplea como recubrimiento duro protector sobre piezas sujetas a desgastes por alto impacto y moderada abrasión. Oficina Ilo: Oficina Arequipa: Oficina Trujillo: Oficina Talara: Centro Tecnológico: Urb. Costa Azul Calle Misti 104 Av. Santa 815 Zona Industrial Talara Jorge Salazar Araoz 195 Avenida 1. D-9 - Ilo Yanahuara - Arequipa El Molino - Trujillo Alta s/n Pariñas - Talara La Victoria - Lima 13 Telf. 053/78 3363 Telf. 054/25 6164 Telf. 044/25 9444 Telf. 073/38 5582 Telf. 01/224 3768 Fax 054/25 3396 Fax 044/25 7175 Fax 073/38 3478 Fax 01/225 6879 Correo: Casilla Postal 4244, Lima 100 E-mail: [email protected] POP 350 A Alambre tubular autoprotegido aleado al 14,5% Cr - 14% Mn, presenta una estructura austenítica. El metal depositado posee una elevada resistencia a la tracción y es muy resistente al impacto y abrasión severa. Para la soldadura de unión y relleno de aceros al manganeso, componentes ferroviarios como ruedas, rieles y cambios de vías, rodillos y martillos de molinos, trituradores y chancadoras, orugas y otros. Dureza: 240 a 250 HB al depositarse. Autoendurece en trabajo entre 45 a 55 HRC. Flujo para acero al carbono y baja aleación, adecuado para trabajos de multipase de fácil desprendimiento de escoria, usado para la unión y reconstrucción. POP 185 Alambre sólido cobreado AWS 5.17-89 C Mn Si PS-1 EL-12 0,12 0,5 <0,10 PS-2 EM-12K 0,10 1,0 <0,15 PS-3 EM-13K 0,08 1,45 <0,85 EXSATUB MnCr-O PS-1, PS-2 y PS-3 Certificate Number: 31920 ISO 9002 272 1229 EXSATUB 1000-O CARBOFIL PS-6 GC EXSATUB 600-O Electrodo para cortar y perforar a bajo costo cualquier tipo de material sea ferroso o no ferroso en cualquier posición. El revestimiento ha sido diseñado para soportar altos amperajes, no se requiere de aire comprimido ni de equipos auxiliares. EXSATUB 350-O Alambres Tubulares de Recargue El producto EXSATUB 309LG-1 produce 20% menos de humos, 50% menos de salpicaduras que alambres tubulares equivalentes. En comparación con alambres tubulares autoprotegidos, brinda buenas propiedades frente al impacto a baja temperatura y la apariencia del cordón es insuperable. El alambre EXSATUB 309LG-1 está diseñado para soldaduras en toda posición, en un solo pase y/o multipase.Empleado en las uniones disimiles sobre aceros de bajo y de mediano carbono y aceros de baja aleación. Norma: AWS A5.6-84R DIN 1733 Clasificación: E Cu Sn-C EL-Cu Sn 7 Ni EXSATUB 309LG-1 Alambre tubular autoprotegido, para la soldadura de unión y relleno de aceros inoxidables de calidad AISI 301, 302, 304, 304L, 308 y 308L. Ideal para labores de fabricación y reparación sobre aceros al manganeso, aceros de baja aleación, aceros de alta aleación y soldadura de unión de aceros al manganeso con planchas antiabrasivas, en tolvas, chutes, molinos, lampones, baldes, cucharas, etc. Recomendado como “cama cojín" para la posterior aplicación de recubrimientos duros en las ollas y tazas de fundición, labios de convertidor, sprockets, etc., en la industria minera, fundición, ladrillera, cementera y otros. Aleaciones de Cobre Aluminio Lebal Perú Alambre tubular para el proceso de arco abierto con alto contenido de carburos de cromo. Recomendado para la aplicación en piezas sujetas a severa abrasión, moderado impacto y alta temperatura. La presencia de fisuras transversales sirve para aliviar tensiones. Ideal para la protección de tolvas, martillos, baldes, cucharas, uñas, labios, cantoneras, adapters, forros de chancadoras (conos y quijadas), paletas mezcladoras de hormigón y asfalto, bordes de cangilones, cuerpos e impulsores de bombas de draga, ollas y tazas de fundición, labios de convertidor, campanas del alto horno, martillos de molinos, etc. Dureza: 52 a 62 HRC Alambres Sólidos y Fundentes para Arco Sumergido Alambres con alto contenido de manganeso (Mn) y silicio (Si), que permite soldar con corriente alta cuando se emplea gas CO2. Son adecuados para soldar sobre aceros con suciedad y cascarilla de laminación en cantidad moderada. La calidad del cordón de soldadura depende del grado de impurezas de la superficie que se va a soldar. Se puede emplear también en posiciones forzadas mediante el uso de transferencia por cortocircuito. Permite incrementar la velocidad de deposición sin afectar la calidad del depósito de soldadura. Alambre tubular autoprotegido para reconstrucción y recargue. Deposita carburos de cromo distribuidos uniformemente en una matriz martensítica. El metal depositado soporta altas cargas compresivas, abrasión y/o desgaste fricción metal-metal, combinados con choques mecánicos (impacto) y/o choques térmicos. Ideal para la reconstrucción de rodillos de laminación, ruedas de puentes grúa, mandriles de extrusión en caliente, martillos de trituradoras, tijeras de cizallas, poleas, uñas, cucharas, baldes, lampones, etc. Dureza: 52 a 56 HRC Alambre Continuo para Aceros Electrodo de carbón para trabajo económico de corte y biselado. El proceso arco-aire comprimido con electrodos de carbón es ampliamente usado y puede ser más económico que los procesos usuales de oxicorte. ARCAIR Depósito de baja aleación para reconstrucción de componentes de acero al carbono. Puede ser empleado como base económica para recubrimientos duros o para reconstrucción dimensional y cama cojín de componentes sujetos a fuertes cargas compresivas. Recomendado para elementos de máquinas sujetos a desgaste fricción metal-metal y abrasión moderada. Ideal para la reconstrucción de componentes y partes rodantes de tractores y equipos de movimiento de tierra en minería, ejes y engranajes de acero, ruedas de puentes grúa, rodillos de siderurgia, ruedas de carros mineros, sprockets, drive tumbler, trunios, bombas, partes de dragas y mezcladoras, acoples de trenes, etc. Dureza: 30 a 35 HRC SUPERCORTE Electrodo para biselar, ranurar y eliminar fisuras sobre materiales ferrosos y no ferrosos con corriente alterna o corriente continua a bajo costo. Posee un arco muy potente y las superficies quedan muy lisas. Ideal para eliminar excesos de soldaduras o remaches. CHAMFERCORD Corte y Biselado Metal depositado con altas propiedades mecánicas, de buena aplicación y arco suave. El tipo de revestimiento proporciona máxima protección al extraño contenido en su núcleo. Empleando los adecuados métodos, se obtiene depósitos de buen aspecto, libres de poros y perfectamente maquinables. Para soldar, precalentar -si fuese necesario- hasta aprox. 260 °C. Apropiado para unir o recubrir piezas de cobre o bronce. Muy usado para unir metales o aleaciones disímiles -aún cuando difieran en espesor- en especial fierro fundido. Para soldar tubería, válvulas, hélices, tanques. Resistencia a la tracción: 300-350 N/mm² Elongación en 2”: 30 - 35% CITOBRONCE Electrodo PREMIUM de aluminio al silicio de buena fluidez, su revestimiento presenta muy buena resistencia a la humedad. Para la soldadura de unión y relleno de aluminio puro, aluminio al silicio y aleaciones de Al-Si-Mg con o sin adición de cobre, ya sea en estado fundido, extruído, forjado o laminado. Resistencia a la tracción: 120 N/mm2 Elongación en 2”: 15% ALCORD 5 Si Electrodo especial de ferro-níquel para la soldadura del hierro fundido gris, nodular y maleable, el metal depositado posee altos valores mecánicos y es maquinable. Se recomienda aplicarse cordones cortos para evitar el sobrecalentamiento del electrodo. Recomendado para unir aceros fundidos con hierros fundidos. Resistencia a la tracción: 450 N/mm2 Dureza: 180 200 HB EXSANIQUEL Fe Electrodo especial de níquel, especialmente diseñado para la soldadura de unión y recargue de hierro fundido gris, nodular y maleable. Ideal para unir acero con hierro fundido. Presenta excelentes características de soldabilidad y puede emplearse tanto para la soldadura en frío como en caliente. Los depósitos de soldadura son maquinables. Ideal para soldar carcazas, impelentes de bombas, compresoras, válvulas, cajas de reductores, carters, bancadas, culatas, engranajes y ruedas dentadas. Resistencia a la tracción: 340 N/mm2 Dureza: 160 HB CITOFONTE Norma: AWS A5.3-91 DIN 1732 Clasificación: E 4043 EL-Al Si 5 Norma: AWS A5.22-95 Clasificación: E 308LT0-3 EXSATUB 308 L-O Alambres Tubulares de Acero Inoxidable Alambre tubular autoprotegido especialmente diseñado para soldarse en posición plana y filete horizontal con un alto ratio de deposición horaria. El metal depositado es resistente a la fisuración. Para soldadura de unión sobre aceros de bajo y mediano carbono. Ideal para la fabricación y reparación de vigas, columnas, marcos, soportes, anclajes, estructuras y componentes para la construcción de maquinaria, tractores, lampones, uñas de palas, vagones de ferrocarriles, ollas y tazas de fundición, labios de convertidor, tolvas de camiones y equipos de movimiento de tierra. Resistencia a la tracción: 600 N/mm2 Elongación en 2”: 26% Norma: AWS A5.15-90 DIN 8573 Clasificación: E Ni - Cl E Ni BG 23 EXSATUB 71 Norma: AWS A5.15-90 DIN 8573 Clasificación: E Ni Fe - CI E Ni Fe BG 12 EXSATUB 74 Alambre tubular para toda posición, diseñado para brindar óptimas propiedades mecánicas al trabajarse con CO2 o mezcla de Argón/CO2 como gas protector, en un solo pase y/o multipase sobre aceros de bajo y de mediano carbono y aceros de baja aleación. Es muy empleado en la fabricación y reparación de equipos de minería, tolvas, chutes, molinos, tanques, carretas, lampones, cucharas, baldes, etc. Resistencia a la tracción: 593 N/mm2 Elongación en 2”: 28% Norma: AWS A5.20-95 Clasificación: E 70T-4 Norma: AWS A5.20-95 Clasificación: E 71T-1 E71T-1M E71T-9 La Línea más Completa en Soldadura Das Komplette Schweissprogramm The Most Complete Welding Line Alambres Tubulares de Unión Hierro Fundido ELECTRODOS, ALAMBRES Y FUNDENTES PARA APLICACIONES ESPECIALES ALAMBRES TUBULARES PARA APLICACIONES ESPECIALES ELECTRODOS PARA ACEROS AL CARBONO Y ACEROS DE BAJA ALEACION RECUBRIMIENTOS PROTECTORES CONTRA EL DESGASTE ELECTRODOS DE ACEROS INOXIDABLES PARA APLICACIONES ESPECIALES CITODUR 350 INOX AW CELLOCORD P Electrodo celulósico de alta penetración de arco potente diseñado para trabajar con corriente alterna o corriente continua, y con fuentes de poder de tensión de vacío mayor a 50 voltios. Ideal para soldar aceros de bajo carbono, como carpintería metálica, puertas, ventanas, tanques, tuberías, construcciones navales, cisternas, etc. Resistencia a la tracción: 450 a 550 N/mm2 Elongación en 2”: >25% OVERCORD M Electrodo especialmente desarrollado para depositar cordones en uniones de filete en posición horizontal, cuando se requiere apariencia y acabado perfecto. Debido a su fórmula perfectamente equilibrada, el arco es suave y silencioso, de fácil arranque en frío y remoción de escoria. Recomendable para soldadores de poca experiencia. Suelda en toda posición. Soldadura de buena apariencia en vertical descendente para planchas delgadas. Resistencia a la tracción: 450 a 560 N/mm2 Elongación en 2”: >22% OVERCORD Electrodo rutílico para soldadura en aplicaciones diversas sobre aceros de bajo carbono como el acero ASTM A 36, fabricación de muebles, fabricación de carrocerías para buses y similares, tanques, ductos de aire acondicionado y diversas estructuras metálicas. Resistencia a la tracción: 450 a 550 N/mm2 Elongación en 2”: >22% FERROCITO 24 Electrodo con alto contenido de hierro en polvo en el revestimiento, su rendimiento es del 150%, usado en la fabricación de vigas, fondos de tanques de almacenamiento de petróleo, puentes, maquinaria, embarcaciones y construcciones metálicas donde se requiere alta velocidad de soldeo. Resistencia a la tracción: 490 a 560 N/mm2 Elongación en 2”: >22% FERROCITO 27 Electrodo de arrastre de revestimiento grueso, con alto contenido de hierro en polvo. Este electrodo ha sido desarrollado para efectuar soldaduras de alta velocidad con alta deposición de material. Rendimiento aproximado 170%. Sus cordones son de perfecto acabado, semejantes a los realizados por soldaduras automáticas. Resistencia a la tracción: 440 a 560 N/mm2 Elongación en 2”: >22% SUPERCITO Electrodo básico de bajo hidrógeno con extraordinarias propiedades mecánicas , para soldar aceros al carbono y aceros de baja aleación como aceros de alta resistencia, aceros fundidos, aceros de difícil soldabilidad, piezas de maquinaria pesada, calderos de alta presión, tuberías de vapor, etc. Humedad en el revestimiento < 0,20 %. Resistencia a la tracción: 510 a 610 N/mm2 Elongación en 2”: >24% TENACITO 80 Electrodo básico de bajo hidrógeno y baja aleación al Cr-Ni-Mo. Posee una alta resistencia a la rotura > 100 KSI, ideal para soldar aceros de alta resistencia, aceros T1, T1A, T1B, aceros corten, barras corrugadas, aceros de grano fino y aceros microaleados. Resistencia a la tracción: 750 a 850 N/mm2 Elongación en 2”: >18% TENACITO 110 Electrodo básico de bajo hidrógeno y baja aleación, de altísima resistencia a la tracción. El metal depositado es muy tenaz, presenta buena resistencia al impacto y una resistencia a la rotura de hasta 120 KSI. Ideal como cama cojín para recubrimientos duros. Recomendado para soldar aceros HSLA, aceros microaleados, aceros T1, T1A, T1B, etc. Resistencia a la tracción: 820 a 882 N/mm 2 Elongación en 2”: >16% TENACITO 65 Electrodo básico de alta resistencia, para soldar aceros de grano fino y de alta resistencia. Presenta un arco estable, lo que le permite realizar con facilidad pases de raíz y soldaduras en posiciones forzadas. Su depósito es altamente resistente a la fisuración. Resistencia a la tracción: 620 a 720 N/mm2 Elongación en 2”: >20% Electrodo rutílico del tipo ELC, para soldar aceros inoxidables calidad AISI 301, 302, 304, 308, 301L, 302L, 304L, 308L. Ideal para la soldadura de unión y recargue de aceros al manganeso y como cama cojín para la aplicación de recubrimientos duros. Recomendado para la construcción de tanques, tuberías, ductos, etc., empleados en la industria química, petroquímica, cervecera, lechera, textil, alimenticia, papelera, minera y otros. Resistencia a la tracción: 550 a 650 N/mm2 Elongación en 2”: >35% Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6011 E 43 43 C 4 INOX BW ELC CITORIEL 801 Electrodo austenítico, autoendurecible hasta 50 HRC. El metal depositado posee una excelente tenacidad, así como alta resistencia al impacto, abrasión y corrosión. Diseñado para unir y recargar piezas de acero al manganeso, para unir aceros al manganeso con aceros aleados o aceros al carbono. Ideal para recuperar piezas que han sufrido desgaste por fricción metálica, como vías férreas, ranas, cambios y cruces, para relleno de cadenas, sprockets, tambores, bordes de cucharas, uñas de excavadoras, partes de molinos y pulverizadores. Resistencia a la tracción: 510 a 610 N/mm2 Dureza: 21 a 24 HRC al depositarse 45 a 50 HRC autoendurecido Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6012 E 43 22 R (C) 3 INOX 309 ELC Electrodo austenítico-ferrítico muy resistente a la fisuración en caliente, el metal depositado presenta alta resistencia a la corrosión y soporta altas temperaturas. Especialmente diseñado para unir aceros disímiles, acero al carbono con acero inoxidable, para unir y rellenar aceros al manganeso. Resistencia a la tracción: 570 a 640 N/mm2 Elongación en 2”: >30% Norma: AWS A5.1-91 DIN 1913 Clasificación: E 7024 E 51 32 RR 11 160 Electrodo de revestimiento básico, el metal depositado es resistente a la fricción metal-metal, impacto severo y abrasión moderada. Para soldadura de recargue del tren de carrilaje de los tractores, rueda guía, sprockets, carriles, cadenas, poleas, pistas de deslizamiento, pines, etc. Puede emplearse para soldaduras de más de 3 pases, sin peligro de desprendimiento o fisuraciones. Dureza: 27 a 30 HRC al depositarse. Autoendurece en trabajo hasta 40 HRC. INOX 29/9 Electrodo austenítico-ferrítico de alta resistencia a la rotura y muy resistente a la fisuración en caliente, especialmente diseñado para soldar aceros de alta resistencia, aceros de difícil soldabilidad y aceros disímiles, como ejes, palieres, matrices, muelles, resortes, aceros fundidos, aceros tratados térmicamente, aceros herramienta, cremalleras y otros. Ideal para emplearse como cama cojín para recubrimientos protectores. Resistencia a la tracción: 740 a 840 N/mm2 Elongación en 2”: >25% Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6027 E 43 43 AR 160 EXSA 106 Norma: AWS A5.1-91 DIN 1913 Clasificación: E 7018 E 51 55 B 10 Electrodo austenítico-ferrítico, el metal depositado es resistente a la fisuración, corrosión, impacto, calor, fricción metal-metal, es muy dúctil y tenaz. Para la soldadura de unión y recargue en aceros de mediano y alto carbono, aceros de baja aleación, aceros herramientas, aceros bonificados, aceros al manganeso, aceros rápidos, aceros de cementación y aceros fundidos. Ideal para la unión de aceros disímiles, aceros de difícil soldabilidad y como cama cojín para recubrimientos protectores. Para fabricación o reparación de cucharas de equipos mineros, relleno de ejes, reconstrucción de dientes de engranaje, muelles, resortes, moldes de inyección, tornillos extrusores, etc. Resistencia a la tracción: 736 a 840 N/mm2 Elongación en 2”: 20 a 24% Electrodo que deposita carburos de cromo, el metal depositado presenta buena resistencia a la abrasión e impacto severo. Recomendado para la protección de uñas, cantoneras, labios, martillos, piñones, bordes de yunques, árbol de levas, coplas, crucetas, coplón, zarandas, conos trituradores, bombas, impulsores y otros en la industria minera, cementera, siderúrgicas, fundiciones, ladrilleras, constructoras, etc. Dureza 52 a 55 HRC Norma: AWS A5.4-92 DIN 8556 Clasificación: E 316L-16 E 19 12 3 L R 23 CITODUR 1000 Norma: AWS A5.4-92 DIN 8556 Clasificación: ~E 307-16 E 18 8 Mn 23 Electrodo con alto contenido de carburos de cromo, el metal depositado es resistente a la abrasión severa e impacto moderado, corrosión y altas temperaturas (hasta 1 000°C). Muy usado en la industria minera, ladrilleras, cementeras, siderúrgicas, fundiciones, constructoras, agricultura, etc., para la protección de uñas, adapters, baldes, cucharas, paletas, prensas, ollas, tazas, labios de convertidor, etc. Dureza: 57 a 62 HRC CITOMANGAN Norma: AWS A5.4-92 DIN 8556 Clasificación: E 309 L-16 E 23 12 L R 23 Electrodo que deposita un acero austenítico al manganeso (12 a 14 % de Mn), el metal depositado autoendurece por golpe durante el trabajo, lo que le confiere una gran resistencia a impacto y abrasión severa. Durante la soldadura no sobrepasar los 260°C. Ideal para recuperar piezas de acero al manganeso como uñas, zapatas de oruga, rieles, cruces de vías, forros de chancadoras, etc. Dureza: 19 a 28 HRC al depositarse. Autoendurece en trabajo hasta 55 HRC. TOOLCORD Norma: AWS A5.4-92 DIN 8556 Clasificación: E 312-16 E 29 9 R 23 Electrodo que deposita un acero herramienta similar a un “acero rápido”, especialmente diseñado para la reparación o fabricación de filos cortantes como cuchillas de corte, cinceles, cizallas, troqueles, matrices para embutido, etc. En aceros de difícil soldabilidad aplicar como cama cojín EXSA 106. El metal depositado presenta buena resistencia a la abrasión severa, impacto severo, fricción metal-metal, corrosión y altas temperaturas (hasta 600°C). Dureza: 50 a 65 HRC Electrodo 100% austenítico, los altos porcentajes de Cr/Ni (25/20) le permiten obtener depósitos resistentes a altas temperaturas de hasta 1 200°C sin perder sus propiedades mecánicas. Para soldadura de unión y recargue de aceros inoxidables calidad AISI 310, aceros refractarios y aceros fundidos. Ideal para fabricar y reparar tuberías, intercambiadores de calor, quemadores, tanques de almacenamiento, piezas de hornos como ganchos, canastillas y cadenas, alza ánodos (fundiciones de cobre), etc. Resistencia a la tracción: 540 a 640 N/mm2 Elongación en 2”: >20% Norma: AWS A5.5-96 DIN 8529 Clasificación: E 11018-G E Y 69 75 Mn 2 NiCrMo B H5 CITOCHROM 134 Electrodo básico con núcleo de acero inoxidable martensítico, de insuperables propiedades mecánicas, para soldadura de unión y recargue de aceros al 13% Cr, y 4% Ni, aceros inoxidables calidad AISI 414, 416 y 420. Ideal para reparar turbinas Pelton, turbinas Francis, agujas, asientos, toberas, etc., sometidos a desgastes combinados de cavitación, erosión, corrosión e impacto-fatiga. Además presenta excelente resistencia a altas temperaturas por encima de los 800°C. Seguir indicaciones para el precalentamiento y tratamiento térmico. Resistencia a la tracción: 760 a 950 N/mm2 Charpy (+ 20°C): >55J Norma: AWS A5.5-96 DIN 8529 Clasificación: E 9018-G-H4 E Y 55 76 Mn 1 NiMo B H5 EXSANOX Norma: DIN 8555 Clasificación: E 6-UM-60 Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe Cr-A1 E 10-UM 60-CGRZ Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe Mn-B E 7-UM-200 KP Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe 5-B E 4-UM 60-65 ST Recubrimientos Protectores Especiales Norma: AWS A5.4-92 DIN 8556 Clasificación: E 312-16 E 29 9 R 23 EXADUR 43 Electrodo que deposita carburos de cromo y niobio en una matriz austenítica, el metal depositado es extra duro y muy resistente a la abrasión severa e impacto moderado. Para la reparación de tornillos extrusores, tornillos transportadores, herramientas agrícolas, ventiladores, placas de desgaste, baldes, cucharas, lampones, etc. Dureza: 63 HRC (en segunda capa) INOX CW Norma: AWS A5.5-96 DIN 8529 Clasificación: E 8018-C3 Y69 75 Mn2 NiCrMo B H5 Norma: DIN 8555 Clasificación: E 1-UM-400 CITODUR 600 Electrodo rutílico del tipo ELC, para soldar aceros inoxidables calidad AISI 316, 316L, 317, 317L, 318. Para fabricar recipientes, ductos, tuberías, bombas, impulsores, ejes, etc., Que estarán expuestos a ataques químicos por sales o ácidos, donde a la vez de resistencia a la tracción se requiere resistencia a la corrosión, oxidación y/o temperatura. Empleado en la industria petroquímica, farmacéutica, textil, alimenticia, plantas de lixiviación de Cu, etc. Recomendado para la reparación de turbinas Francis. Resistencia a la tracción: 560 a 660 N/mm2 Elongación en 2”: >30% Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6013 E 43 22 R (C)3 Norma: AWS A5.4-92 DIN 8556 Clasificación: E 308L-16 E 19 9 L R 23 EXSA 717 H Norma: AWS A5.4-92 DIN 8556 Clasificación: E 310-16 E 25 20 R 26 Electrodo del tipo Hastelloy para unión y recargue de piezas sometidas a altas temperaturas, impacto severo, corrosión, oxidación y abrasión. Ideal para fabricar o reparar matrices de forja en caliente, bombas, impulsores, válvulas, toberas, etc. Mantiene sus propiedades ante variaciones cíclicas. Dureza: 375 a 420 HB (después de endurecerse en trabajo). Norma: AWS A5.13-80R DIN 8555 Clasificación: E Fe Cr-A2 E 10-UM-65-GRZ Norma: AWS A5.11-97 DIN 8555 Clasificación: E Ni Cr Mo-4 E 23-UM-300-CKTZ EXSA 721 Electrodo tubular recubierto por inmersión, relleno con partículas trituradas de carburos de tungsteno con tamaño de grano controlado y clasificado con malla. Presenta buenas características de soldabilidad. El metal depositado esta conformado por carburos de tungsteno uniformemente distribuidos en una matriz de acero al carbono, es no maquinable y se recomienda realizar un solo pase. Presenta máxima resistencia a la abrasión severa (abrasión pura). Dureza: 70 a 75 Hrc (en un solo pase) Norma: AWS A5.4-92 DIN 8556 Clasificación: E 410 Ni Mo-15 E 13 4 B 20 + EXSA 726 b Pasta Decapante Electrodo de recargue base cobalto, para aplicaciones donde hay abrasión metal-metal e impactos severos con alta temperatura y/o en medios corrosivos. Presenta buenas propiedades frente a la erosión y cavitación. Ideal para filos de cuchillas de corte en caliente. Maquinable. Dureza: 36 a 40 HRC Pasta Decapante para la limpieza de cordones de soldadura y superficies adyacentes sobre aceros inoxidables, aleaciones de cobre-níquel, níquel y aleaciones. Oficina Lima: Oficina Principal y Fábrica: Av. Nicolás Arriola 767-771 Antigua Panamericana Sur La Victoria - Lima 13 km 38,5 Lurín - Lima 16 Telf. 01/265 1618 Telf. 01/315 7000 Fax 01/265 1617 Fax 01/315 7015 Web Site: www.exsa.com.pe CELLOCORD AP Norma: AWS A5.1-91 DIN 1913 Clasificación: E 6010 E 43 43 C 4 Norma: AWS A5.13-80R DIN 8555 Clasificación: E Co Cr - A E 20 – UM – 40 - CRSTZ Flujo para recubrimiento protector. Fundente alcalino aglomerado, usado como recubrimiento duro con el alambre sólido PS-1, PS-2 y PS-3. Se le emplea como recubrimiento duro protector sobre piezas sujetas a desgastes por alto impacto y moderada abrasión. Electrodo celulósico de alta penetración, de amplio campo de aplicaciones en todos los sectores industriales como la industria naval, fabricación de estructuras metálicas livianas y pesadas, carpintería metálica, soldadura de tubos, fabricación de muebles y en donde se requiera alta calidad del depósito de soldadura. Resistencia a la tracción: 450 a 550 N/mm2 Elongación en 2”: >25% Oficina Ilo: Oficina Arequipa: Oficina Trujillo: Oficina Talara: Centro Tecnológico: Urb. Costa Azul Calle Misti 104 Av. Santa 815 Zona Industrial Talara Jorge Salazar Araoz 195 Avenida 1. D-9 - Ilo Yanahuara - Arequipa El Molino - Trujillo Alta s/n Pariñas - Talara La Victoria - Lima 13 Telf. 053/78 3363 Telf. 054/25 6164 Telf. 044/25 9444 Telf. 073/38 5582 Telf. 01/224 3768 Fax 054/25 3396 Fax 044/25 7175 Fax 073/38 3478 Fax 01/225 6879 Correo: Casilla Postal 4244, Lima 100 E-mail: [email protected] POP 350 A Alambre tubular autoprotegido aleado al 14,5% Cr - 14% Mn, presenta una estructura austenítica. El metal depositado posee una elevada resistencia a la tracción y es muy resistente al impacto y abrasión severa. Para la soldadura de unión y relleno de aceros al manganeso, componentes ferroviarios como ruedas, rieles y cambios de vías, rodillos y martillos de molinos, trituradores y chancadoras, orugas y otros. Dureza: 240 a 250 HB al depositarse. Autoendurece en trabajo entre 45 a 55 HRC. Flujo para acero al carbono y baja aleación, adecuado para trabajos de multipase de fácil desprendimiento de escoria, usado para la unión y reconstrucción. POP 185 Alambre sólido cobreado 0,08 EM-13K PS-3 0,10 EM-12K PS-2 0,5 0,12 EL-12 PS-1 Mn C AWS 5.17-89 1,45 1,0 <0,85 <0,15 EXSATUB MnCr-O <0,10 Si Alambre tubular para el proceso de arco abierto con alto contenido de carburos de cromo. Recomendado para la aplicación en piezas sujetas a severa abrasión, moderado impacto y alta temperatura. La presencia de fisuras transversales sirve para aliviar tensiones. Ideal para la protección de tolvas, martillos, baldes, cucharas, uñas, labios, cantoneras, adapters, forros de chancadoras (conos y quijadas), paletas mezcladoras de hormigón y asfalto, bordes de cangilones, cuerpos e impulsores de bombas de draga, ollas y tazas de fundición, labios de convertidor, campanas del alto horno, martillos de molinos, etc. Dureza: 52 a 62 HRC PS-1, PS-2 y PS-3 Alambres Sólidos y Fundentes para Arco Sumergido EXSATUB 1000-O Alambre tubular autoprotegido para reconstrucción y recargue. Deposita carburos de cromo distribuidos uniformemente en una matriz martensítica. El metal depositado soporta altas cargas compresivas, abrasión y/o desgaste fricción metal-metal, combinados con choques mecánicos (impacto) y/o choques térmicos. Ideal para la reconstrucción de rodillos de laminación, ruedas de puentes grúa, mandriles de extrusión en caliente, martillos de trituradoras, tijeras de cizallas, poleas, uñas, cucharas, baldes, lampones, etc. Dureza: 52 a 56 HRC CARBOFIL PS-6 GC Alambre Continuo para Aceros Electrodo de carbón para trabajo económico de corte y biselado. El proceso arco-aire comprimido con electrodos de carbón es ampliamente usado y puede ser más económico que los procesos usuales de oxicorte. Depósito de baja aleación para reconstrucción de componentes de acero al carbono. Puede ser empleado como base económica para recubrimientos duros o para reconstrucción dimensional y cama cojín de componentes sujetos a fuertes cargas compresivas. Recomendado para elementos de máquinas sujetos a desgaste fricción metal-metal y abrasión moderada. Ideal para la reconstrucción de componentes y partes rodantes de tractores y equipos de movimiento de tierra en minería, ejes y engranajes de acero, ruedas de puentes grúa, rodillos de siderurgia, ruedas de carros mineros, sprockets, drive tumbler, trunios, bombas, partes de dragas y mezcladoras, acoples de trenes, etc. Dureza: 30 a 35 HRC Electrodo para cortar y perforar a bajo costo cualquier tipo de material sea ferroso o no ferroso en cualquier posición. El revestimiento ha sido diseñado para soportar altos amperajes, no se requiere de aire comprimido ni de equipos auxiliares. SUPERCORTE EXSATUB 350-O Electrodo para biselar, ranurar y eliminar fisuras sobre materiales ferrosos y no ferrosos con corriente alterna o corriente continua a bajo costo. Posee un arco muy potente y las superficies quedan muy lisas. Ideal para eliminar excesos de soldaduras o remaches. Alambres Tubulares de Recargue CHAMFERCORD Corte y Biselado CITOBRONCE Norma: AWS A5.6-84R DIN 1733 Clasificación: E Cu Sn-C EL-Cu Sn 7 Ni Aleaciones de Cobre Norma: AWS A5.3-91 DIN 1732 Clasificación: E 4043 EL-Al Si 5 Electrodo PREMIUM de aluminio al silicio de buena fluidez, su revestimiento presenta muy buena resistencia a la humedad. Para la soldadura de unión y relleno de aluminio puro, aluminio al silicio y aleaciones de Al-Si-Mg con o sin adición de cobre, ya sea en estado fundido, extruído, forjado o laminado. Resistencia a la tracción: 120 N/mm2 Elongación en 2”: 15% Norma: AWS A5.15-90 DIN 8573 Clasificación: E Ni Fe - CI E Ni Fe BG 12 Electrodo especial de ferro-níquel para la soldadura del hierro fundido gris, nodular y maleable, el metal depositado posee altos valores mecánicos y es maquinable. Se recomienda aplicarse cordones cortos para evitar el sobrecalentamiento del electrodo. Recomendado para unir aceros fundidos con hierros fundidos. Resistencia a la tracción: 450 N/mm2 Dureza: 180 200 HB ALCORD 5 Si Aluminio EXSANIQUEL Fe Electrodo especial de níquel, especialmente diseñado para la soldadura de unión y recargue de hierro fundido gris, nodular y maleable. Ideal para unir acero con hierro fundido. Presenta excelentes características de soldabilidad y puede emplearse tanto para la soldadura en frío como en caliente. Los depósitos de soldadura son maquinables. Ideal para soldar carcazas, impelentes de bombas, compresoras, válvulas, cajas de reductores, carters, bancadas, culatas, engranajes y ruedas dentadas. Resistencia a la tracción: 340 N/mm2 Dureza: 160 HB CITOFONTE Hierro Fundido ELECTRODOS, ALAMBRES Y FUNDENTES PARA APLICACIONES ESPECIALES ISO 9002 EXSATUB 600-O ARCAIR Metal depositado con altas propiedades mecánicas, de buena aplicación y arco suave. El tipo de revestimiento proporciona máxima protección al extraño contenido en su núcleo. Empleando los adecuados métodos, se obtiene depósitos de buen aspecto, libres de poros y perfectamente maquinables. Para soldar, precalentar -si fuese necesario- hasta aprox. 260 °C. Apropiado para unir o recubrir piezas de cobre o bronce. Muy usado para unir metales o aleaciones disímiles -aún cuando difieran en espesor- en especial fierro fundido. Para soldar tubería, válvulas, hélices, tanques. Resistencia a la tracción: 300-350 N/mm² Elongación en 2”: 30 - 35% Certificate Number: 31920 272 1229 Alambres con alto contenido de manganeso (Mn) y silicio (Si), que permite soldar con corriente alta cuando se emplea gas CO2. Son adecuados para soldar sobre aceros con suciedad y cascarilla de laminación en cantidad moderada. La calidad del cordón de soldadura depende del grado de impurezas de la superficie que se va a soldar. Se puede emplear también en posiciones forzadas mediante el uso de transferencia por cortocircuito. Permite incrementar la velocidad de deposición sin afectar la calidad del depósito de soldadura. Lebal Perú Norma: AWS A5.15-90 DIN 8573 Clasificación: E Ni - Cl E Ni BG 23 El producto EXSATUB 309LG-1 produce 20% menos de humos, 50% menos de salpicaduras que alambres tubulares equivalentes. En comparación con alambres tubulares autoprotegidos, brinda buenas propiedades frente al impacto a baja temperatura y la apariencia del cordón es insuperable. El alambre EXSATUB 309LG-1 está diseñado para soldaduras en toda posición, en un solo pase y/o multipase.Empleado en las uniones disimiles sobre aceros de bajo y de mediano carbono y aceros de baja aleación. EXSATUB 309LG-1 Alambre tubular autoprotegido, para la soldadura de unión y relleno de aceros inoxidables de calidad AISI 301, 302, 304, 304L, 308 y 308L. Ideal para labores de fabricación y reparación sobre aceros al manganeso, aceros de baja aleación, aceros de alta aleación y soldadura de unión de aceros al manganeso con planchas antiabrasivas, en tolvas, chutes, molinos, lampones, baldes, cucharas, etc. Recomendado como “cama cojín" para la posterior aplicación de recubrimientos duros en las ollas y tazas de fundición, labios de convertidor, sprockets, etc., en la industria minera, fundición, ladrillera, cementera y otros. Norma: AWS A5.22-95 Clasificación: E 308LT0-3 EXSATUB 308 L-O Alambres Tubulares de Acero Inoxidable Alambre tubular autoprotegido especialmente diseñado para soldarse en posición plana y filete horizontal con un alto ratio de deposición horaria. El metal depositado es resistente a la fisuración. Para soldadura de unión sobre aceros de bajo y mediano carbono. Ideal para la fabricación y reparación de vigas, columnas, marcos, soportes, anclajes, estructuras y componentes para la construcción de maquinaria, tractores, lampones, uñas de palas, vagones de ferrocarriles, ollas y tazas de fundición, labios de convertidor, tolvas de camiones y equipos de movimiento de tierra. Resistencia a la tracción: 600 N/mm2 Elongación en 2”: 26% Norma: AWS A5.20-95 Clasificación: E 70T-4 EXSATUB 74 Alambre tubular para toda posición, diseñado para brindar óptimas propiedades mecánicas al trabajarse con CO2 o mezcla de Argón/CO2 como gas protector, en un solo pase y/o multipase sobre aceros de bajo y de mediano carbono y aceros de baja aleación. Es muy empleado en la fabricación y reparación de equipos de minería, tolvas, chutes, molinos, tanques, carretas, lampones, cucharas, baldes, etc. Resistencia a la tracción: 593 N/mm2 Elongación en 2”: 28% EXSATUB 71 Norma: AWS A5.20-95 Clasificación: E 71T-1 E71T-1M E71T-9 Alambres Tubulares de Unión ALAMBRES TUBULARES PARA APLICACIONES ESPECIALES La Línea más Completa en Soldadura Das Komplette Schweissprogramm The Most Complete Welding Line