introducción - Universidad de Sevilla
Anuncio

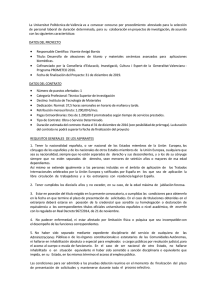
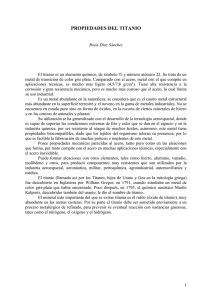
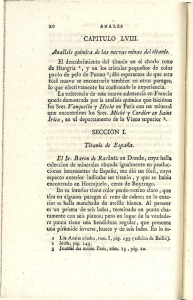
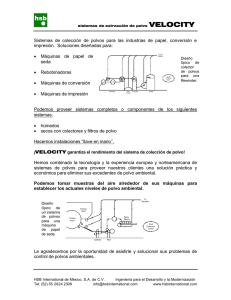
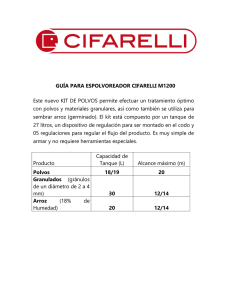
Introducción “Desarrollo de TiMMCs vía prensado en caliente” Capítulo 1 INTRODUCCIÓN 1 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 2 Introducción “Desarrollo de TiMMCs vía prensado en caliente” 1 INTRODUCCIÓN 1.1 Titanio y sus aleaciones 1.1.1 Historia del Titanio El titanio fue descubierto en 1791 por William Gregor. Dos años más tarde, en 1793, el alemán Martin Heinrich haciendo referencia al Dios griego de la fuerza “Titán”, le asigna el nombre de titanio. En 1910, M. A. Hunter logra obtenerlo en forma pura. En el proceso utilizaba TiO2, coque y cloro. Se le aplicó calor al TiO2, dando como resultado TiCl4 y posteriormente reduciéndolo con sodio. El titanio producido por este método se utilizó como agente de aleación en la producción de acero. Aunque el proceso de Hunter era un método viable para extraer el metal del mineral, no resultó favorable a grandes esfuerzos a escala de fabricación. El Dr. Wilhelm Kroll desarrolló un nuevo proceso donde utilizó magnesio como agente reductor en lugar de sodio. Hoy se conoce como el proceso de Kroll. Actualmente, dicho proceso en combinación con la destilación a vacío es el método típico de extracción del metal del mineral. Con las buenas propiedades de resistencia a la corrosión del titanio comenzó la evolución de las aplicaciones industriales del metal, sin embargo no se detuvo allí. A medida que el mercado se fue familiarizando con el metal, se observó el potencial de las características únicas del titanio [1]. 1.1.2 Propiedades básicas El titanio es uno de elementos metálicos más abundantes del planeta, detrás del aluminio, hierro y magnesio, constituyendo un 0,6% de la corteza terrestre. Se produce en compuestos químicos con oxígeno e hierro, presentes en la naturaleza. Las fuentes minerales presentes de titanio son rutilo (TiO2), ilmenita (FeTiO3), y leucoxeno, que no es una especie mineral válida y se compone principalmente de rutilo o anatasa (que es un producto de alteración y mezcla de óxidos de Fe-Ti). Su alto precio es debido a la solubilidad de intersticiales en titanio, lo que hace que sea difícil producirlo en pureza alta. Su peso atómico es de 47,88 g/mol. Es ligero y fuertemente resistente a la corrosión. El 3 Escuela Técnica Superior de Ingeniería Universidad de Sevilla titanio y sus aleaciones poseen resistencias a tracción de 210 MPa a 1380 MPa. Es un elemento de baja densidad (aproximadamente el 60% de la densidad del hierro) que se puede reforzar mediante aleación y el procedimiento de deformación. El titanio es no magnético y tiene buenas propiedades de transferencia de calor. Su coeficiente de expansión térmica es algo menor que la de los aceros y menos de la mitad del aluminio. Una de las propiedades útiles del titanio es su alto punto de fusión (1670 ºC), por encima del acero y del aluminio. Puede ser pasivado, y por lo tanto, presenta un alto grado de inmunidad al ataque de ácidos y cloruros. El titanio es generalmente no tóxico y biológicamente compatible con los tejidos y huesos humanos. La excelente resistencia a la corrosión y la biocompatibilidad, junto con la fuerza, hacen al titanio y a sus aleaciones útiles para aplicaciones médicas, petroquímicas, ambientes marinos y aplicaciones en biomateriales. No es un buen conductor de la electricidad. En la Tabla 1 se encuentran las características principales de este metal. A continuación se puede observar en la Gráfica 1 una comparativa de diferentes propiedades entre distintos elementos. Gráfica 1. Comparación de propiedades de diversos elementos [2]. 4 Introducción “Desarrollo de TiMMCs vía prensado en caliente” Tabla 1. Características principales del titanio [3]. CARACTERÍSTICAS Número atómico Masa atómica Electronegatividad Densidad Punto de fusión Punto de ebullición Radio iónico Isótopos Configuración electrónica Energía de ionización primaria Energía de ionización secuandaria Energía de ionización terciaria Energía de ionización cuaternaria Transformación alotrópica (durante el enfriamiento) Estructura cristalina E de RT Tensión de fluencia 1.1.3 VALOR 22 47,88 g/mol 1,5 4,51 g/cm³ (a 20ºC) 1670ºC 3287ºC 0,68 Å 8 [Ar] 3d² 4s² 658 KJ/mol 1310 KJ/mol 2652 KJ/mol 4175 KJ/mol β →α 882ºC bcc→hcp 115 GPa 1000 MPa Metalurgia del Titanio 1.1.3.1 Estructura cristalina y transformación α/β El titanio es un elemento alotrópico, es decir, existe en más de una estructura cristalina en estado sólido. Hasta los 882ºC permanece en la forma alotrópica α, con una estructura hexagonal compacta (HCP). Por encima de dicha temperatura pasa a la forma β, con una estructura cúbica centrada en el cuerpo (BCC). La temperatura a la cual pasa de una forma a otra en aleaciones se denomina β-transus. Ésta depende de los elementos intersticiales y de sustitución, es decir del grado de pureza del metal. La existencia de las dos estructuras cristalinas diferentes y la correspondiente temperatura alotrópica de transformación son de vital importancia ya que son la base para la gran variedad de propiedades que poseen las aleaciones de titanio [4]. 5 Escuela Técnica Superior de Ingeniería Universidad de Sevilla Imagen 1. Alotropía del titanio [5]. Un estudio de la deformación plástica de las dos fases muestra la limitada deformabilidad de la estructura HCP (fase α) en comparación con el titanio de estructura BCC (fase β). Los planos y las direcciones de los átomos empaquetados de alta densidad de la fase β, poseen más energía para la deformación plástica. El número de sistemas de deslizamiento es 3 en la fase α, siendo 12 el de la fase β. Los volúmenes de las fracciones de las dos fases determinan las propiedades del titanio y sus aleaciones. La fase α es de mayor densidad y presenta una estructura cristalina anisótropa, en comparación con la fase β. Además, la estructura hexagonal compacta presenta una ductilidad reducida y una mayor resistencia a la fluencia. 1.1.3.2 Clasificación de las aleaciones de Titanio Dependiendo de su influencia sobre la temperatura β-transus, los elementos aleantes del titanio se pueden clasificar como estabilizadores neutros, estabilizadores de fase α o estabilizadores de fase β. Los elementos estabilizadores de fase α extienden el campo de fase α a temperaturas más altas que las del titanio puro; mientras que los estabilizadores β lo desplazan a temperaturas más bajas. Los neutros por el contrario, tienen menor influencia en la temperatura β-transus. 6 Introducción “Desarrollo de TiMMCs vía prensado en caliente” Imagen 2. (a) Estructura hexagonal compacta (fase α) y Estructural cúbica centrada en el cuerpo (fase β). (b). Clasificación de los elementos aleantes del titanio [6]. Entre los α estabilizadores, el aluminio es el elemento más importante de las aleaciones de titanio. El oxígeno, el nitrógeno y el carbono en forma intersticial también son de este tipo de estabilizadores. Los elementos β estabilizadores a su vez se dividen en: β isomorfos (Mo, W, V, Ta, Nb) y β eutectoides (Cu, Mn, Cr, Fe, Co, Ni, H). Los neutros son Zr, Sn y Si. Por lo general, la aleaciones de titanio se clasifican en función de la respuesta a los tratamientos térmico en aleaciones α, casi α, α+β y aleaciones β. 7 Escuela Técnica Superior de Ingeniería Universidad de Sevilla Imagen 3. Clasificación de las aleaciones binarias de titanio (donde γ representa un compuesto intermetálico cualquiera) [7]. 1.1.3.2.1 Aleaciones α y cercanas a α (casi α) Las aleaciones de este tipo son usadas principalmente en la industria química y en la ingeniería de proceso. Poseen una buena resistencia a la corrosión y a la deformación. La elevada reactividad del titanio dificulta la obtención del metal puro, por lo que en aplicaciones comerciales se trabaja con titanio denominado comercialmente puro (Ti c.p.) con diferentes niveles de impurezas en su composición. La normativa ASTM clasifica el Ti c.p. en cuatro grados. Los distintos tipos de grados de Ti c.p. se diferencian en el contenido de oxígeno. Éste aumenta considerablemente la resistencia, mientras que reduce la ductilidad. El nivel de resistencia varía de 240 MPa a 740 MPa; presentando el grado 1 la 8 Introducción “Desarrollo de TiMMCs vía prensado en caliente” menor resistencia y una confortabilidad en frío excelente. Se utiliza en piezas que requieran alta resistencia a la corrosión pero de baja resistencia a tracción. El grado 2 posee una resistencia a tracción entre 390 y 540 MPa, haciendo a este grado el más popular del titanio puro. El grado 3 es utilizado para fabricación de recipientes a presión. El 4 tiene la mayor resistencia a la tracción (740 MPa) y es usado para montaje y soporte. El uso de la aleación α puro es principalmente en aplicaciones criogénicas porque conserva su ductilidad y resistencia a la fractura. Las aleaciones cercanas a α son aquellas con una fracción de elementos estabilizadores de fase β menor del 10% vol. Estas aleaciones son de alta temperatura. Combinan el buen comportamiento a fluencia de las aleaciones α con la elevada resistencia de las α+β. En este tipo de aleación, la fase alfa se estabiliza por aluminio, estaño y zirconio. Por encima de aproximadamente 400ºC, poseen la mejor resistencia a fluencia de todas las aleaciones de titanio. Las aleaciones α y casi α no son tratables térmicamente, tienen capacidad de conformación medio, son soldables, tienen una resistencia media y buena resistencia a fluencia en el intervalo de 316ºC - 590ºC. Ti-8Al-1Mo fue la primera aleación de titanio para temperaturas elevadas. Sin embargo, los problemas de corrosión han provocado que en la actualidad el límite de aluminio sea del 6%. 1.1.3.2.2 Aleaciones α+β Las aleaciones α + β, a temperatura ambiente, presentan una fracción de volumen de fase β de entre 5% y 40% en peso. La fase α es similar al titanio no aleado y es reforzada con adiciones estabilizantes α como el aluminio. La β aunque es la fase de alta temperatura, se estabiliza a temperatura ambiente con elementos β como el vanadio, hierro, cromo, molibdeno. También es posible reforzar por medio de tratamiento térmico. Las aleaciones α+β tienen una buena resistencia a temperatura ambiente y durante tiempos cortos a temperatura elevada. 9 Escuela Técnica Superior de Ingeniería Universidad de Sevilla Ti-6Al-4V es, con diferencia, la aleación de titanio más popular. Más del 50% de todas las aleaciones en uso hoy en día son de esta composición. Es debido a dos razones. La primera es el buen equilibrio de sus propiedades. En segundo lugar, es la aleación más desarrollada y probada, especialmente en la industria aeroespacial. 1.1.3.2.3 Aleaciones de β metaestable – β estable Tienen una fracción de volumen de más de 50% de fase β. Poseen altos contenidos de fase BCC que aumenta su respuesta a un tratamiento térmico. En estado recocido, aumenta la ductilidad. Las propiedades de fluencia están limitadas a los 371ºC. Presenta buena soldabilidad. La microestructura compleja permite al diseñador optimizar alta resistencia y alta tenacidad. Estas aleaciones pueden ser endurecidas a niveles extremadamente altos de resistencia de más de 1400 MPa. 10 Introducción “Desarrollo de TiMMCs vía prensado en caliente” 1.1.3.3 Resumen de las aleaciones En la Tabla 2 se muestra, en función de la clasificación de las aleaciones de titanio, las propiedades y las aleaciones de titanio más comunes en la industria. Tabla 2. Características y aleaciones más comunes de titanio [8]. Aleación Aleaciones más Características comunes Microestructura de fase α. Buena resistencia a Aleaciones α la fluencia a temperaturas moderadamente elevadas. No se le aplican tratamientos térmicos esencialmente α. Estructura Casi α propiedades mecánicas con Mejoran Ti CP 99, 2Ti-0,2Pd Ti-0,3Mo-0,8Ni sus Ti-8Al-1Mo-1V tratamientos Ti-6Al-2Sn-4Zr- térmicos de envejecimiento o maduración. 2Mo Ti-6Al-4VTi3Al-2,5V Aleaciones α/β Ti-6Al-2Sn-4ZrCasi β Tienen una estructura esencialmente β. 6Mo Ti-5Al-2Sn-2Zr4Cr-4Mo Ti-10V-2Fe-3Al Altos contenidos de estabilizantes de la fase β, pero su microestructura no es completamente monofásica. Buenas propiedades para el Aleaciones β conformado por deformación plástica. Se pueden incrementar sus propiedades Ti-13V-11Cr3Al Ti-3Al-8V-6Cr4Mo-4Zr Ti-8Mo-8V-2Femecánicas con tratamientos térmicos de 3Al Ti-11,5Mo-6Zrmaduración con bajas temperaturas y altos 4,5Sn tiempos. 11 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 1.2 Pulvimetalurgia 1.2.1 Introducción: Visión general de la Pulvimetalurgia La metalurgia de polvos o Pulvimetalurgia (PM), es una técnica de procesado que permite obtener piezas a partir de materiales en forma de polvo. Su nacimiento se pierde en civilizaciones muy antiguas, pero no es hasta la mitad de los años 20, cuando resurge con más fuerza, gracias a la fabricación de carburos cementados. El proceso de Pulvimetalurgia tradicional consta de una etapa de Preparación del Polvo, Compactación del Polvo, para conseguir una preforma con un mínimo de resistencia mecánica, seguida de un calentamiento a temperaturas inferiores a la de fusión, denominado Sinterización. Durante este calentamiento, los procesos de difusión hacen que las partículas pierdan su identidad, obteniéndose un material continuo. En la actualidad, existen procesos de metalurgia de polvos mucho más complejos, con etapas de prensado isostático, extrusión, laminación, compactación por explosivos, inyección, etc. En la Imagen 4 se observa esquemáticamente el proceso. La Pulvimetalurgia es, por ejemplo, un proceso de conformación metálica. Lo más positivo es el control de exactitud dimensional que representan las piezas. Este proceso abarca desde etapas de obtención de los polvos metálicos hasta las piezas terminadas, es decir, producción de polvos, compactado, sinterizado y acabado. Una vez obtenido los polvos metálicos, el proceso se acota en cuatro partes esenciales: La mezcla: Se deben mezclar los polvos con sus respectivos aditivos. Esto dependerá del tipo de propiedades que se les quiera conferir. Es importante lograr una homogeneidad en los componentes. El compactado: Se compacta la mezcla y finalmente se obtiene la forma y tamaño estipulado para la pieza. Se requiere de cohesión de los componentes para seguir con la próxima etapa. El sinterizado: Las piezas se llevan a un horno con una temperatura controlada y conocida para el proceso. En esta fase, los enlaces entre cada átomo, se vuelven más fuertes entre sí, confiriéndose así propiedades de resistencia. 12 Introducción “Desarrollo de TiMMCs vía prensado en caliente” El acabado: Se deja la pieza a punto con sus tolerancias requeridas y que se pueda desarrollar con un óptimo desempeño de sus capacidades. El proceso de PM supone un ahorro energético del 60% frente a los procesos de forja y mecanizado. El número de etapas de fabricación necesarias se reduce a la mitad; además de un ahorro considerable del material. Pero sólo es económicamente rentable en el caso de grandes lotes de pieza. Esto hace que la industria del automóvil sea el sector que más usa este proceso [9]. Imagen 4. Proceso de la Pulvimetalurgia [10]. 1.2.2 Producción, preparación y caracterización de los polvos 1.2.2.1 Producción de polvos Los métodos de producción de polvos más significativos pueden clasificarse como: 1. Métodos químicos 2. Métodos físicos 3. Métodos mecánicos 13 Escuela Técnica Superior de Ingeniería Universidad de Sevilla Prácticamente cualquier material puede ser transformado en polvos por la aplicación de uno o más métodos. El método escogido debe estar relacionado con el tipo de aplicación y con las propiedades y estructura deseada del producto. Métodos químicos: Estos métodos pueden clasificarse en reducción y descomposición química: Reducción química. Implican compuestos químicos; con mayor frecuencia un óxido y otras veces haluros o sales de metal. Pueden llevarse a cabo: a. Desde el estado sólido: como la reducción del óxido de hierro con carbono o de óxido de wolframio con hidrógeno. b. Desde el estado gaseoso: como la reducción de tetracloruro de titanio gaseoso con magnesio fundido (es decir, el conocido proceso de Kroll del Titanio). c. Desde una solución acuosa: como la precipitación de cobre a partir de una solución de sulfato de cobre con hierro o bien como la reducción de una solución salina de níquel amoniacal con hidrógeno bajo presión. Descomposición química de compuestos Los dos métodos más comunes de producción de polvo en este caso son: a. Descomposición de hidruros metálicos b. Descomposición de carbonilos metálicos Métodos físicos Los métodos más extendidos son el método electroquímico y la atomización. Método electroquímico Es muy utilizado en la preparación de polvo de cobre, hierro y níquel. El ajuste de las condiciones físicas y químicas durante la electrodeposición hacen posible la deposición del metal en el cátodo en forma de escamas. Este método proporciona polvo metalúrgico de 14 Introducción “Desarrollo de TiMMCs vía prensado en caliente” alta pureza y con excelentes propiedades para su procesado. Esta técnica implica el control y la manipulación de muchas variables por lo que en algunos casos resulta más costosa que otras técnicas. Atomización Está basado en el impacto de un fino haz de material fundido contra un chorro de fluido, gas o líquido, a elevada presión, de forma que al solidificarse el material fundido se obtiene polvo granulado. A parte de la reactividad química, la cual puede necesitar materiales o una atmósfera específica, el proceso es independiente de las propiedades físicas y químicas asociadas con el material sólido. Este método está siendo ampliamente adoptado, ya que permite obtener directamente del fundido metales con alta pureza y polvos prealeados. a. Atomización con gas: generalmente los gases empleados son nitrógeno, argón y aire. En la práctica se utilizan dos tipos de geometría de atomización. Es la conocida como mezclado externo, el contacto entre el medio de atomización y el fundido, tiene lugar fuera de la boquilla. El mezclado externo es ampliamente utilizado para la atomización de metales. El mezclado interno es bastante común para la atomización de materiales que son líquidos a temperatura ambiente. b. Atomización con agua: un chorro de agua a alta presión es forzado a través de una boquilla para formar una fase dispersa de pequeñas gotas las cuales impactan con el chorro de metal. Este método requiere grandes cantidades de energía para proporcionar el agua a alta presión. Debido a la formación de óxidos, esta técnica no es apropiada para metales altamente reactivos como el titanio. En general, los polvos obtenidos son de forma irregular con superficies oxidadas y rugosas. Métodos mecánicos Estos métodos no son muy utilizados como procesos primarios de obtención de polvos metálicos. Algunas técnicas son el fresado, el mecanizado así como el aleado mecánico. La trituración es posible por métodos como el impacto, rozamiento, corte y compresión. La desintegración mecánica se lleva a cabo por la transferencia de energía mecánica al material. La formación de polvo metálico por métodos mecánicos se basa en varias combinaciones de estos cuatro mecanismos básicos [11]. 15 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 1.2.2.2 Preparación de polvos Tras la producción, los polvos metálicos no suelen ser aún adecuados para la pulvimetalurgia. Normalmente es necesario realizar alguna o todas las operaciones siguientes para el cumplimiento de las especificaciones: se debe llevar a cabo la clasificación por tamaño de partícula, el calentamiento para la purificación o reblandecimiento (tratamientos térmicos), la adición de agentes de prensado (agentes lubricantes), la mezcla de diferentes fracciones de partículas o tipos de polvo, la aleación mecánica y la granulación. Algunas pueden realizarse durante la producción del polvo y otras se efectúan previamente a la compactación. Clasificación por tamaño de partícula El tamaño de partícula tiene que ver con su forma, pudiendo considerarse una o más dimensiones. Si la partícula tiene forma esférica se requiere una sola dimensión; sin embargo, para otras formas se pueden requerir dos o más dimensiones. Una forma simple que se emplea en la medición de la forma de la partícula es su relación entre la dimensión máxima y la mínima. Para partículas esféricas es de 1, pero para un grano acicular pueden ser 2 ó 4. El método más común para obtener el tamaño de la partícula es por medio de cribas de diferente tamaño de malla de tamices, empleándose el término luz de tamiz para indicar el número de aberturas que posee la malla por pulgada lineal. Es decir, un número alto de malla indica un tamaño menor de partícula. Objetivos: - Eliminación de inclusiones cerámicas (refractarios de lingotera) o impurezas. - Control del tamaño de la porosidad. - Eliminar partículas muy finas: fluyen mal, son muy reactivas y contienen altos grados de impurezas. - Eliminar partículas muy grandes (introducen heterogeneidades en el material final). - Conseguir una distribución de tamaños de partículas adecuada para el llenado y la compactación. 16 Introducción “Desarrollo de TiMMCs vía prensado en caliente” Tratamientos térmicos Los tratamientos térmicos en polvos son los mismos que en la metalurgia convencional, es decir, el temple, el recocido, el revenido, el envejecimiento, etc. Pero en realidad, existen ciertos matices que los diferencian. Por ejemplo, en la práctica del tratamiento térmico, la porosidad superficial de las piezas sinterizadas impide emplear baños de sales, ya que éstas se introducen en los poros y ocasionan fenómenos corrosivos. Los tratamientos térmicos como el tratamiento termoquímico son necesarios en ciertas ocasiones si la superficie del polvo se oxida. Esto sucede cuando los polvos han sido producidos por agua de atomización o si se han almacenado en malas condiciones durante largos periodos, aunque los polvos reducidos poseen más reactividad a oxidar. En general: - Reducción de óxidos en atmósferas reductoras (H2, NH3 disociado, CO). - La adición de Cl2 o de F2 resulta muy efectivo para limpiar la superficie (gases muy reactivos). - Tratamientos de desgasificado en vacío a 500ºC para polvos atomizados en gas (N2 o Ar). Se realizan para eliminar los gases absorbidos. - Suelen realizarse después de las operaciones de clasificación y molienda a temperaturas por debajo de la mitad de la temperatura absoluta de fusión del metal. Agentes lubricantes La fricción es un fenómeno que se presenta siempre que existe contacto entre dos superficies y es debida principalmente a la aspereza que muestra cada una de las superficies. Se define la fricción como la resistencia al movimiento entre dos superficies en contacto (dos cuerpos) sometidas a una carga normal que las mantiene unidas. Las partículas de metal o de materiales cerámicos por el proceso de fabricación a que se someten, presentan superficies con gran aspereza, motivo por el cual el fenómeno de fricción está presente en el momento de su compactación. 17 Escuela Técnica Superior de Ingeniería Universidad de Sevilla También se da el caso de la fricción entre el polvo y la pared de la matriz durante el prensado. Es por ello que se añaden agentes lubricantes a los polvos. No se debe sobrepasar el 1% en masa ya que puede provocar la desintegración del compacto en verde si el lubricante está todavía presente. Mezclado El mezclado de polvos se lleva a cabo con los siguientes objetivos: a. Como los polvos fabricados por diversos procesos tienen distintos tamaños y formas, se deben mezclar para obtener uniformidad. La mezcla ideal es aquella en la que todas las partículas de cada material se distribuyen uniformemente. b. Se pueden mezclar polvos de distintos metales y otros materiales, para impartir propiedades y características físicas y mecánicas especiales al producto. c. Como ya se ha explicado anteriormente, se mezclan agentes lubricantes con los polvos para mejorar sus características de flujo. Se obtiene una menor fricción entre las partículas metálicas, mejor flujo de los metales en polvo hacia los moldes, y mayor vida de las matrices. El mezclado de los polvos se debe hacer bajo condiciones controladas, para evitar contaminaciones o deterioro. El deterioro es debido al mezclado excesivo, que puede modificar la forma de las partículas y endurecerlas por trabajo dificultando así la siguiente operación de compactación. Los polvos se pueden mezclar en aire, en atmósferas inertes (para evitar la oxidación) o en líquidos, que funcionan como lubricantes y hacen más uniforme la mezcla. Difusión-aleación, aleado mecánico y recubrimiento Son técnicas para producir polvo pre-aleado con composiciones deseadas. Las aleaciones sinterizadas se pueden producir utilizando polvo completamente pre-aleado, si los componentes de la aleación son mutuamente solubles. Polvos pre-aleados: Cuando se logra la producción de un polvo de un metal previamente aleado con otro se mejoran considerablemente las propiedades de las piezas, en comparación con las que se tendrían con los metales puros. Una de las ventajas de este tipo 18 Introducción “Desarrollo de TiMMCs vía prensado en caliente” de polvos es que requieren menores temperaturas para su producción y que proporcionan la suma de las propiedades de los dos metales unidos similares a las que se obtendrían con la fundición. Polvos recubiertos: Difusión-aleación: técnica donde se mezclan polvos de distinta composición química. A esta mezcla se le aplica calor, formándose una capa de difusión entre el elemento aleado y el polvo inicial, uniendo así las dos partes para evitar la segregación. Este proceso es usado para la producción de polvos de bronce y polvo de aceros. Recubrimiento: Las partículas se recubren de polvo formando una capa de espesor en función del contenido de aleación y el tamaño del polvo base. Se logra una distribución homogénea de los componentes en el polvo, lo cual es una gran ventaja. Aleado mecánico: Se emplea una molienda de elevada energía. Ésta provoca que los polvos se deformen. Seguidamente se da una soldadura, fractura y nuevamente soldadura. Al ser un proceso de alta energía, la temperatura aumenta dando lugar a la difusión. Esta técnica se utiliza para producir superaleaciones. Granulación La granulación es una operación cuyo fin es la aglomeración de partículas finamente divididas o pulverizadas mediante la adición de un aglutinante disperso en un líquido. El resultado es la obtención de un granulado uniforme, de mayor tamaño y densidad, con una adecuada propiedad de compatibilidad y fluidez [12]. La granulación de polvos otorga a las materias primas y los productos terminados las siguientes ventajas: Aumenta el tamaño de partícula Mejora la fluidez Mejora la solubilidad Evita la volatilidad de polvos Mejora el aspecto físico 19 Escuela Técnica Superior de Ingeniería Universidad de Sevilla Evita la segregación de materiales (manipulación, transporte,…etc.) 1.2.2.3 Caracterización de polvos Morfología y tamaño de partícula Estas dos características puede que sean las más importantes de un polvo de metal, además, están íntimamente ligadas, puesto que se debe conocer la morfología de la partícula para elegir el método adecuado para medir su tamaño. Para evitar errores se ha de tener en cuenta que la mayoría de los granos no son esféricos. Los dos parámetros básicos para distinguir los diferentes tipos de partículas son sus dimensiones y su contorno superficial. Las partículas se pueden clasificar en las siguientes categorías: a. Una dimensión: Aciculares, irregulares. b. Bidimensionales: Dendríticas, en escamas. c. Tridimensionales: Esféricas, redondas, irregulares, porosas, angulares. Existen numerosos métodos experimentales para medir el tamaño de partículas como el tamizado, la microscopía (óptica convencional o electrónica), la sedimentación, la medida del área superficial mediante la absorción de un gas o un líquido, entre otros. Cada método es útil dentro de un rango de tamaño determinado. Tanto el tamaño como la forma de las partículas están vinculados a la superficie de las partículas. En general, para la compactación y la sinterización interesa la mayor superficie específica posible, siendo lo más interesante el tamaño pequeño y la forma irregular. Según la distribución granulométrica se tienen estructuras de compactación distintas, propiciando las formas irregulares un mejor contacto en la compactación, obteniéndose una mejor resistencia en verde [13]. Los métodos aplicados a la determinación del tamaño se pueden dividir en dos medios: A. Medio húmedo: sedimentación, centrifugación, microscopía y difracción láser. La sedimentación se basa en la ley de Stokes, la cual establece que cuando un sólido cae en el seno de un fluido, aparece una fuerza de rozamiento (FR) que se opone al movimiento. Se ha comprobado experimentalmente que la fuerza de rozamiento depende de la viscosidad del fluido (µ), del tamaño del sólido y de su velocidad de caída. 20 Introducción “Desarrollo de TiMMCs vía prensado en caliente” La centrifugación es la combinación de la sedimentación con la fuerza aplicada a las partículas. La separación se realiza en ciclones, separadores centrífugos y separadores en vía húmeda. La microscopía óptica y la electrónica contribuyen al estudio del tamaño y distribución de partículas de polvo. La técnica de difracción láser opera bajo la predicción del comportamiento de las partículas sobre la dispersión de la luz. Las partículas dispersan luz en todas las direcciones con un patrón de intensidad que es dependiente de su tamaño. Las partículas pequeñas dispersan luz a grandes ángulos y las grandes a pequeños ángulos. B. Medio seco: tamizado, microscopía y permeabilidad El tamizado consiste en la separación de partículas mediante tamices de distinta malla que las dejan pasar, o las retienen. Es el método más clásico para determinar la granulometría de las partículas. El procedimiento para seleccionar los polvos por su tamaño se llama clasificación. El método basado en la permeabilidad consiste en realizar el cálculo de la superficie esférica de la partícula midiendo la resistencia que una columna llena de polvo opone al paso del aire. Otros métodos para medir el tamaño de las partículas son por microscopía y técnicas de rayos X. 1.2.3 Compactación, Sinterización y Acabado Existe una variedad de procesos para transformar polvos en una pieza final compacta. En primer lugar, la etapa de consolidación; donde se forman uniones metalúrgicas entre las partículas. Seguidamente, la etapa de sinterización, densificándose el material. Finalmente, se dan acabados adicionales los cuales son necesarios para alcanzar requisitos finales de la aplicación de los componentes [1]. 21 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 1.2.3.1 Compactación de los polvos a temperatura ambiente Prensado en frío uniaxial Los polvos se mezclan con lubricante y se presionan en dirección axial. Tras ello, la “matriz en verde” posee dimensiones y formas precisas para su producción. Existe un gran inconveniente en esta técnica, que es la diferencia de densidad en zonas del plato. Como posible solución se emplean lubricantes. Prensado isostático en frío (CIP) Transmite la presión de manera uniforme en todas las direcciones para compactar los polvos de metal, plástico, compuesto o de cerámica encerrados en un contenedor flexible, sellado y sumergido en un recipiente a presión lleno de agua a temperatura ambiente. El uso de líquidos es común debido a que varían considerablemente su volumen ante un cambio de presión. Esta técnica es utilizada principalmente en productos semi-acabados. Alta velocidad de compactación (HVC) Novedosa técnica de pulvimetalurgia creada por Höganäs AB y Hydropulsor-EPM ABV. La densificación de la pieza se consigue en milisegundos por impacto a elevada energía. Laminación en polvo La compactación de polvos es llevada a cabo por las fuerzas de fricción. Colaje El compactado en verde de los polvos se obtiene por moldeo en barbotina. La suspensión consiste en verter los polvos de metal en un molde poroso. El líquido es absorbido por el molde. En ocasiones se le aplica vibración para aumentar la densidad de la pieza producida. Los componentes se secan y se sinterizan para obtener la resistencia suficiente. Dicha técnica no utiliza presión. 22 Introducción “Desarrollo de TiMMCs vía prensado en caliente” Moldeo por inyección del metal (MIM) El moldeo por inyección de metal es un proceso que se deriva de la inyección de plásticos. Se divide en cuatro partes: mezclado del polvo con un aglutinante, moldeo por inyección, eliminación del ligante y para finalizar la sinterización. Este proceso no precisa de presión durante la sinterización. 1.2.3.2 Técnicas de consolidación en caliente Prensado en caliente (HP) Este proceso precisa de temperatura y presión. Se recubre el interior de una matriz de grafito con un papel también de grafito previamente rociado con un aerosol de boro. Posteriormente, los polvos de material son vertidos dentro de la matriz. Todo ello se hace para evitar reacciones entre los polvos y la matriz donde se fabrican. Prensado isostático en caliente (HIP) En esta técnica se emplea un recipiente metálico o de vidrio donde se colocan los polvos de metal el cuál se sella. Se calienta y se le aplica presión isostática para deformar el polvo. Forja en caliente El polvo es calentado a la temperatura de forja, la cual es un poco inferior a la temperatura de sinterización. Posteriormente se forja en un troquel. Extrusión de polvos Se emplea para una consolidación mayor en productos semi-acabados. Sinterización asistida por corriente de plasma pulsada(SPS-Spark Plasma Sintering) Es una técnica rápida, de prensado en caliente con una aplicación uniaxial. Una corriente pasa a través del polvo situado dentro de la matriz. Se genera calor en el interior a diferencia del prensado convencional que lo generan agentes externos. La densificación del material se ve reforzada por el uso de una corriente. 23 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 1.2.3.3 Sinterización La Sinterización es la etapa donde el material adquiere la resistencia y la fuerza definitiva. Las piezas se calientan a una temperatura entre el 60% y 90% de su temperatura de fusión. Esta temperatura es la denominada temperatura de sinterización. Con ello se logra la difusión atómica del material y la unión entre los diferentes polvos, y se fortalecen los enlaces metalúrgicos para formar una pieza uniforme con propiedades especiales [14] (Imagen 5). El proceso de sinterización no es exacto, sino que existen varios modelos que explican sus diferentes etapas. Uno importante es la Esfera de Sinterización. En él se consideran dos partículas esféricas en contacto cuya unión crece y se consolida. Imagen 5. Etapas de Sinterización [15]. 1.2.3.4 Otras operaciones Tras la obtención de piezas mediante pulvimetalurgia, a éstas se le suelen hacer una serie de operaciones como son tratamientos térmicos, mecanización, eliminar las rebabas,…etc. 24 Introducción “Desarrollo de TiMMCs vía prensado en caliente” 1.3 Materiales Compuestos de Matriz Metálica (MMCs) 1.3.1 Introducción Los materiales compuestos de matriz metálica (MMCs), como todos los materiales compuestos, consisten en al menos dos fases química y físicamente distintas, adecuadamente distribuidas para proporcionar propiedades que no pueden obtenerse con cualquiera de las fases de forma individual. En general, hay dos fases, por ejemplo, una fase fibrosa o particulada, distribuidas en una matriz metálica [16]. Los MMCs tienen ventajas con respecto a los metales no reforzados y con respecto a otros compuestos, tales como compuestos de matriz polimérica (PMCs). Las ventajas frente a los metales son: Gran ahorro de peso debido a un mayor ratio fuerza-peso Excepcional estabilidad dimensional Mayor estabilidad a elevada temperatura, es decir, resistencia a la fluencia Una significativa mejora en las características de la fatiga cíclica Con respecto a los compuestos de matriz poliméricas (PMCs), ofrecen las siguientes ventajas: Mayor resistencia y rigidez Mayores temperaturas de servicio Mayor conductividad eléctrica Mayor conductividad térmica Mejores propiedades transversales Mejoras de las características de unión Soporta la radiación 25 Escuela Técnica Superior de Ingeniería Universidad de Sevilla Poca o ninguna contaminación (sin desgasificación o problemas de absorción de humedad) Imagen 6. Material Compuesto de Matriz Metálica [17]. 1.3.2 Tipos de materiales compuestos de matriz metálica (MMCs) Todos los MMCs tienen un metal o una aleación metálica como matriz. El refuerzo puede ser metálico o cerámico. En general, hay tres tipos de materiales compuestos de matriz metálica (MMCs): MMCs reforzados con partículas MMCs reforzados con fibra discontinua o corta MMCs reforzados con fibra larga o lámina continua Imagen 7. Esquema de varios tipos de materiales compuestos de matriz metálica [16]. 26 Introducción “Desarrollo de TiMMCs vía prensado en caliente” Las partículas o refuerzos discontinuos de MMCs (el término refuerzos discontinuos de MMCs se utiliza comúnmente para indicar materiales compuestos de matriz de metal que tienen refuerzos en forma de fibras cortas, filamentos, o partículas) han asumido especial importancia por las siguientes razones: Los compuestos reforzados con partículas son baratos frente a fibras continuas de refuerzo. El coste es un parámetro esencial e importante, particularmente en aplicaciones que requieran gran volumen. Se pueden utilizar las técnicas convencionales de procesos metalúrgicos tales como la fundición o pulvimetalurgia, seguidos por procesos convencionales secundarios como laminación, forja y extrusión. Aumento de la estabilidad térmica. Mejor resistencia al desgaste. Propiedades relativamente isotrópicas en comparación con materiales compuestos reforzados con fibras. 1.3.3 Características de MMCs Una de las fuerzas impulsoras de los compuestos de matriz metálica es, por supuesto, una mayor rigidez y resistencia. Hay otras características que pueden ser igualmente valiosas. Como ejemplo, la capacidad de controlar la expansión térmica en aplicaciones de encapsulado electrónico: mediante la adición de refuerzos cerámicos, se puede reducir generalmente el coeficiente lineal de expansión térmica. La matriz metálica proporciona un medio de alta conductividad térmica en caso de un enfriamiento rápido accidental. Otras características importantes que pueden ser de gran valor son la resistencia al desgaste. La selección del metal o de su aleación como matriz para la producción de MMCs depende del tipo, propiedades requeridas y el tipo de aplicación en la que se requiere tal compuesto. Se ha señalado que entre los diversos MMCs desarrollados, los compuestos de matriz de titanio (TiMMCs) proporcionan la mejor combinación de alta resistencia específica, rigidez y buena resistencia al desgaste necesaria para una mejora drástica de las propiedades físicas y mecánicas de titanio y aleaciones de titanio. Por lo tanto, proporciona la justificación de la selección de titanio como una matriz en la producción de los materiales compuestos a base de metal. 27 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 1.4 Fabricación de materiales compuestos de matriz metálica de Titanio vía Pulvimetalurgia (TiMMCs) 1.4.1 Introducción a los TiMMCs Los materiales compuestos de matriz metálica de titanio (TiMMCs) se enfrentan a retos que incluyen la selección de un refuerzo ideal, así como los métodos de procesado de alto rendimiento. Entre los métodos de procesado, las técnicas in situ (donde los refuerzos se sintetizan en la matriz de titanio durante la sinterización o fundición) se consideran mejor para la producción de TiMMCs que las técnicas convencionales , donde el refuerzo se incorporan directamente en una matriz [18]. Imagen 8. Procesos de fabricación de TiMMCs [18]. Casi todos los estudios sobre TiMMCs utilizan polvo de titanio comercial para proporcionar la matriz para sus investigaciones. El polvo de titanio comercial contiene impurezas como: oxígeno, manganeso, cloro, nitrógeno, hierro, silicio,…etc. 28 Introducción “Desarrollo de TiMMCs vía prensado en caliente” 1.4.2 Tipos de TiMMCs Los TiMMCs son materiales avanzados hechos de titanio o matrices de aleación de titanio mezclados ya sea con refuerzo continuos o discontinuos. Exhiben propiedades excelentes tales como resistencia a la corrosión, alta resistencia específica, alto módulo específico, resistencia al calor, etc. Los compuestos de matriz de titanio pueden ser reforzados de forma continua o discontinuamente. Los primeros trabajos sobre los compuestos de matriz de titanio se consideran compuestos reforzados con fibra continua y el uso industrial de los materiales compuesto se ha restringido a ciertas aplicaciones Las razones son atribuidas al coste de fibras continuas, las complejas rutas de fabricación, conformabilidad limitada y altas propiedades anisótropas de materiales compuestos producidos. Los TiMMCs con refuerzos discontinuos (partículas) presentan propiedades de isotropía, operaciones secundarias fáciles y mejores propiedades mecánicas. Es necesario entender los factores que influyen en las propiedades físicas y mecánicas de los materiales compuestos ya que son sensibles al tipo de refuerzo, el método de fabricación y el tratamiento térmico utilizado. 1.4.3 Aplicaciones de TiMMCs La fabricación de TiMMCs mediante pulvimetalurgia ofrece la posibilidad de obtener nuevos materiales que compiten con el proceso de elaboración tradicional del material. Los TiMMCs son utilizados en la industria aeronáutica como sustitutos a aleaciones de aceros pesados. En el transporte, el uso de estas matrices más ligeras está aumentando también. En el campo de la medicina, el titanio y, por consiguiente, los TiMMCs, son idóneos para la elaboración de prótesis, implantes, entre otros; debido a su biocompatibilidad. Otro ámbito donde este material es bastante utilizado es en el material deportivo: raquetas de tenis, bicicletas, palos de golf,…etc. Aunque hay que resaltar que en este sector no está muy desarrollado debido a su elevado coste. 29 Escuela Técnica Superior de Ingeniería Universidad de Sevilla 30