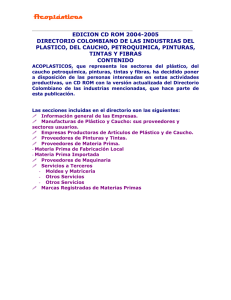
Hormigón con caucho - Tesis Electrónicas UACh
Anuncio

Escuela de Construcción Civil. “HORMIGÓN CON CAUCHO: DETERMINACION DEL MÓDULO DE ELASTICIDAD” Tesis para optar al Título de Constructor Civil Profesor Patrocinante: Sr. Hernán Arnés Valencia. Ingeniero Civil. Profesor Revisor: Sr. José Soto Miranda Ingeniero Civil M. Sc. Eng. Civil. Profesor Revisor: Sr. José Arrey Constructor Civil. IRENE DEL PILAR URRA CARRASCO. VALDIVIA - CHILE 2006 DIDICATORIA A mis padres Julio y Emy por su esfuerzo y apoyo incondicional durante todos los años como estudiante, a mis hermanos Julio y Andrea y a mi esposo Stefan por su constante ayuda. INDICE CAPITULO I MARCO TEÓRICO 1 Antecedentes generales del hormigón 1 1 Diseño de una mezcla de hormigón 2 1.1 Introducción 2 1.2 Economía 4 1.3 Trabajabilidad 5 1.4 Resistencia y durabilidad 6 1.5 Proceso de diseño de una mezcla 7 Antecedentes generales del caucho 9 2 Producción de caucho 10 2.1 Procesos modernos de fabricación 10 2.1.1 Ingredientes 11 2.1.2 Máquinas de masticar 12 2.1.3 Máquinas mezcladoras 13 2.1.4 Calendering 13 2.1.5 La expulsión 14 2.1.6 Vulcanización 14 2.1.7 Espuma de caucho 15 3 Reciclaje de neumáticos 16 3.1 Métodos de reciclaje 16 3.1.1 Termólisis 16 3.1.2 Pirolisis 16 3.1.3 Incineración 17 3.1.4 Trituración Criogénica 17 3.1.5 Trituración mecánica 18 3.1.6 Neumáticos convertidos en energía eléctrica 19 3.2 19 Plantas de reciclaje 3.2.1 Estudio de viabilidad 19 3.2.2 Proceso de reciclaje de neumáticos 20 3.2.2.1Desmenuzamiento 20 3.2.2.2Zona de trituración principal 20 3.2.2.3Granulación 20 3.2.2.4Trituración secundaria 21 3.2.2.5Tamizado y limpieza 21 3.2.3 Esquema del proceso de reciclaje 22 3.3 Aplicaciones del caucho de neumáticos 24 3.4 Reciclaje de neumáticos en Chile 27 CAPITULO II ESTUDIO EXPERIMENTAL 29 1 Descripción general 29 2 Dosificación del Hormigón Patrón 30 2.1 Procedimiento 30 2.2 Resultados de ensayos a áridos 31 2.2.1 Características físicas de los áridos 31 2.2.2 Granulometría 31 2.3 Dosificación para 1M³ 32 3 Dosificación del hormigón con caucho 32 3.1 Procedimiento 32 3.2 Resultado de ensayos a caucho 33 3.3 Dosificación de los grupos de hormigones 33 3.3.1 Dosificación Grupo Nº 1- 20% de Caucho 34 3.3.2 Dosificación Grupo Nº 2- 15% de Caucho 35 3.3.3 Dosificación Grupo Nº 3- 10% de Caucho 36 3.3.4 Dosificación Grupo Nº 4- 5% de Caucho 37 4 Confección de probetas 38 4.1 Procedimiento 38 4.2 Descripción de los materiales 39 4.2.1 Áridos 39 4.2.2 Cemento 39 4.2.3 Agua 39 4.2.4 Caucho 39 4.3 41 Mezclas de hormigón 4.3.1 Medición de los materiales 41 4.3.2 Incorporación de los materiales a la mezcladora 41 4.3.4 Definición de las probetas y moldes 42 4.3.5 Llenado y compactación de las probetas 43 4.3.6 Conservación de las probetas 45 5 Ensayo de probetas 45 5.1 Método de ensayo a compresión 45 5.2 Cálculo de la resistencia 47 5.3 Cálculo de la densidad aparente del hormigón 47 5.4 Resumen de ensayos compresión 48 5.5 Gráfico Resistencia v/s Edad 50 6 Método de ensayo a compresión para medir Deformación 50 6.1 Procedimiento 50 6.2 Cálculo de elasticidad 52 6.3 Resumen de ensayos 53 6.3.1 Registro de Tensión y Deformación 53 6.3.2 Gráficos de Tensión v/s Deformación 57 6.3.3 Módulo de elasticidad 57 CONCLUSIONES 58 ANEXOS ANEXO A 61 ANEXO B 64 ANEXO C 66 REFERENCIAS BIBLIOGRÁFICAS 72 INDICE DE CUADROS Cuadro Nº 1: Características físicas de los áridos 31 Cuadro Nº 2: Granulometría 31 Cuadro Nº 3: Dosificación del hormigón Patrón 32 Cuadro Nº 4: Características físicas del caucho 33 Cuadro Nº 5: Porcentajes grupo Nº 1 35 Cuadro Nº 6: Dosificación grupo Nº 1 35 Cuadro Nº 7: Porcentajes grupo Nº 2 36 Cuadro Nº 8: Dosificación grupo Nº 2 36 Cuadro Nº 9: Porcentajes grupo Nº 3 37 Cuadro Nº 10: Dosificación grupo Nº 3 37 Cuadro Nº 11: Porcentajes grupo Nº 4 38 Cuadro Nº 12: Dosificación grupo Nº 4 38 Cuadro Nº 13: Resumen de ensayos Hormigón patrón 48 Cuadro Nº 14: Resumen de ensayos Grupo Nº 1 48 Cuadro Nº 15: Resumen de ensayos Grupo Nº 2 49 Cuadro Nº 16: Resumen de ensayos Grupo Nº 3 49 Cuadro Nº 17: Resumen de ensayos Grupo Nº 4 49 Cuadro Nº 18: Registro de tensión- deformación H.P. 54 Cuadro Nº 19: Registro de tensión- deformación Grupo 1 54 Cuadro Nº 20: Registro de tensión- deformación Grupo 2 55 Cuadro Nº 21: Registro de tensión- deformación Grupo 3 56 Cuadro Nº 22: Registro de tensión- deformación Grupo 4 56 Cuadro Nº 23: Módulo de elasticidad 57 INDICE DE GRÁFICOS Gráfico Nº 1: Tensión v/s Edad 50 Gráfico Nº 2: Tensión v/s Deformación. Ejemplo 53 Gráfico Nº 3: Curvas representativas de Tensión v/s Deformación 57 ANEXO C Gráfico Nº 4: Tensión v/s deformación Hormigón patrón 69 Gráfico Nº 5: Tensión v/s deformación. 5% de caucho 69 Gráfico Nº 6: Tensión v/s deformación. 10% de caucho 70 Gráfico Nº 7: Tensión v/s deformación. 15% de caucho 70 Gráfico Nº 8: Tensión v/s deformación. 20% de caucho 71 INDICE DE FOTOGRAFÍAS Fotografía Nº 1: Tratamiento de sangrado del caucho natural 10 Fotografía Nº 2: Etapas del proceso de Trituración Criogénica 13 Fotografía Nº 3: Etapas del proceso de Trituración Mecánica 14 Fotografía Nº 4: Caucho Granulado 23 Fotografía Nº 5: Máquina granuladora 23 Fotografía Nº 6: Máquina Jamach 24 Fotografía Nº 7: Aplicación del caucho en asfaltos 25 Fotografía Nº 8: Trozos de caucho de 10-20mm 40 Fotografía Nº 9: Trozos de caucho de 30-40 mm 40 Fotografía Nº 10: Balanza – LEMCO 41 Fotografía Nº 11: Máquina mezcladora- LEMCO 42 Fotografía Nº 12: Mezcla Grupo Nº 4 42 Fotografía Nº 13: Molde Cúbico de 20x20x20 cm 43 Fotografía Nº 14: Compactación de mezclas 44 Fotografía Nº 15: Probeta terminada e identificada 44 Fotografía Nº 16: a) y b): Máquina de ensayo a compresión (LEMCO) 46 Fotografía Nº 17: Ensayo para medir deformación 51 ANEXO A Fotografía Nº 18: Cono de Abrams- LEMCO 62 Fotografía Nº 19: Ensayo del Cono de Abrams 63 ANEXO B Fotografía Nº 20: Reciclaje artesanal se neumáticos 64 RESUMEN Por mucho tiempo, los neumáticos usados han constituido un problema ambiental. Es por ello que ha sido necesario buscar efectivos métodos de reciclaje de neumáticos y junto con ello nuevas aplicaciones para el producto derivado de dicha actividad. Una de las aplicaciones que se ha propuesto, es su utilización en hormigones con fibras de caucho. Con el propósito de avanzar en la determinación de sus propiedades, se realizaron ensayos a compresión con los cuales se determinó la resistencia a la compresión y el módulo de elasticidad para mezclas con diferentes dosis de caucho. SUMMARY For a long time, tires have represented an environmental issue. Due to this, the search for effective recycling methods has been necessary, along with new applications for the use of the resulting derivate product. One of the proposed applications is the application in rubber fibers enhanced concrete. In order to make progress in the determination of their properties, compression tests were made, which determined the compressive strength and the elasticity modulus for mixtures with different rubber percentage. INTRODUCCIÓN En todo el mundo hay interés por el tema de la eliminación de los neumáticos desechados. Los neumáticos desechados son un problema medioambiental, pues por tratarse de material que no es biodegradable, la situación constituye una seria amenaza para el medio ambiente y se calcula que en 8 años, la superficie que ocupará esta masa de desechos será el equivalente a cinco veces el Estadio Nacional. El reciclado del caucho es una solución sostenible, reconocida y alentada por los gobiernos tanto a nivel nacional como internacional. Cada vez se dictan más directrices para fomentar métodos de reciclado que no sean perjudiciales para el medio ambiente. Las plantas de reciclado de neumáticos no sólo ayudan a resolver un problema medioambiental, sino que muchas veces tienen un importante potencial de beneficios. En Chile, el tema del reciclaje de neumáticos es algo relativamente nuevo que ha avanzado gracias al trabajo realizado por la Empresa Ingeniería e Innovación Metaproject S.A. con apoyo financiero del Fondo Nacional de Desarrollo Tecnológico y Productivo (FONTEC) de CORFO. Uno de los objetivos del reciclaje de neumáticos es producir materia prima con valor añadido, esto es, además de ayudar a preservar la naturaleza y el medio ambiente, se obtiene un nuevo material cuya aplicación puede resultar muy útil y que por lo tanto comportamiento. es necesario estudiar para determinar sus propiedades y Es por ello que se propone la utilización del caucho proveniente del reciclaje de neumáticos en mezclas de hormigón, uno de los materiales de construcción más utilizados en Chile. En el presente trabajo de titulación se presentará el desarrollo y los resultados de ensayos a probetas de hormigón con caucho, con el propósito de avanzar en la determinación de todas las propiedades mecánicas de dicho material y que sirvan al calculista en el diseño estructural. OBJETIVOS OBJETIVOS GENERALES Proponer una aplicación más, en el reciclado de los neumáticos usando éstos en la fabricación de hormigones especiales. Aportar más datos sobre el comportamiento elástico de hormigones con trozos de caucho bajo cargas estáticas de compresión. OBJETIVOS ESPECÍFICOS Realizar un estudio experimental sobre hormigones con trozos de caucho, preparando mezclas con diferentes dosis de éste. Determinar el módulo de elasticidad de probetas de hormigón con diferentes dosis de caucho. 1 CAPITULO I MARCO TEÓRICO 1. ANTECEDENTES GENERALES DEL HORMIGÓN La norma chilena Nch170 Of.85 define hormigón como: “Material que resulta de la mezcla de agua, arena, grava, cemento, eventualmente aditivos y adiciones en proporciones adecuadas que, al fraguar y endurecer, adquiere resistencia”. El hormigón es prácticamente el único material de construcción que llega en bruto a la obra. Esta característica hace que resulte muy útil, ya que puede moldearse de muchas formas. Presenta una amplia variedad de texturas y colores y se utiliza para construir diversos tipos de estructuras, como autopistas, calles, puentes, túneles, presas, grandes edificios, etc. Otras características favorables del hormigón son su resistencia, su bajo costo y su larga duración. Si se mezcla con los materiales adecuados, el hormigón puede soportar fuerzas de compresión elevadas. Su resistencia longitudinal es baja, pero reforzándolo con acero y a través de un diseño adecuado se puede hacer que la estructura sea tan resistente a las fuerzas longitudinales como a la compresión. Su larga duración se evidencia en la conservación de columnas construidas por los egipcios hace más de 3.600 años. Los componentes principales del hormigón son cemento, agua y aire, que puede entrar de forma natural y dejar unas pequeñas cavidades o se puede introducir artificialmente en forma de burbujas. Los materiales inertes pueden dividirse en dos 2 grupos: materiales finos, como puede ser la arena, y materiales gruesos, como grava, piedras o escoria. Al mezclar el cemento con agua, los compuestos del cemento reaccionan y forman una pasta aglutinadora. Si la mezcla está bien hecha, cada partícula de arena y cada trozo de grava queda envuelta por la pasta y todos los huecos que existan entre ellas quedarán rellenos. Cuando la pasta se seca y se endurece, todos estos materiales quedan ligados formando una masa sólida. En condiciones normales el hormigón se fortalece con el paso del tiempo. La reacción química entre el cemento y el agua que produce el endurecimiento de la pasta y la compactación de los materiales que se introducen en ella requiere tiempo. Esta reacción es rápida al principio pero después es mucho más lenta. Si hay humedad, el hormigón sigue endureciéndose durante años. Por ejemplo, la resistencia del hormigón vertido es de 70.307 g/cm2 al día siguiente, 316.382 g/cm2 una semana después, 421.842 g/cm2 al mes siguiente y 597.610 g/cm2 pasados cinco años. El hormigón puede hacerse absolutamente hermético y utilizarse para contener agua y para resistir la entrada de la misma. Por otra parte, para construir bases filtrantes, se puede hacer poroso y muy permeable. También puede presentar una superficie lisa y pulida tan suave como el cristal. 1 DISEÑO DE UNA MEZCLA DE HORMIGÓN 1.1 INTRODUCCIÓN El diseño de una mezcla es un proceso que consiste en tres pasos interrelacionados: 3 • Selección de los constituyentes del hormigón • Determinación de sus cantidades relativas para producir, lo más económicamente posible, un hormigón de las características apropiadas, tanto en estado fresco como endurecido • Ajuste de las cantidades estimadas mediante su ensayo en pastones de prueba. Aunque muchas de las propiedades de los hormigones son importantes, la mayoría de los métodos están dirigidos a la obtención de cierta resistencia a la compresión con una consistencia determinada. Se asume que, si esto se logra con éxito y el hormigón está bien especificado, las otras propiedades también serán satisfactorias. Una excepción a esto es el diseño de hormigones que sean resistentes al congelamiento u otros problemas de durabilidad, tales como el ataque por sulfato, la corrosión de armaduras, etc., situaciones que merecen un tratamiento singular en el proceso de diseño de la mezcla. Consideraciones básicas • Economía • Trabajabilidad • Resistencia • Durabilidad 4 1.2 ECONOMÍA El costo de un hormigón está constituido por el costo de los materiales, el costo de la mano de obra y el costo del equipamiento. Sin embargo, con excepción de algunos hormigones o procesos especiales, los dos últimos aspectos son prácticamente independientes de la calidad del hormigón producido. Por lo tanto, es razonable asociar la economía a la reducción del costo de los materiales componentes. Dado que el cemento es más costoso que los agregados, por lo general, la mezcla más económica será aquélla con menor contenido de cemento sin sacrificar la calidad del hormigón. Si asociamos la “calidad” a la relación agua/cemento, es evidente que debemos reducir la demanda de agua de la mezcla empleando alguna de o todas las alternativas que se indican a continuación: • Elegir la mezcla más seca que sea posible colocar y compactar con los medios disponibles. • Optar por el máximo tamaño del agregado compatible con el tamaño del elemento, las armaduras y el recubrimiento. • Optimizar la relación entre agregados finos y gruesos 5 El costo relativo entre las distintas fracciones de agregado también debe tenerse en cuenta y, como esto cambia entre las distintas regiones, la mezcla más económica que satisfaga los requerimientos será distinta en cada caso. La reducción de la cantidad de cemento (contenido unitario de cemento) tiene otras ventajas adicionales: menor contracción y menor calor de hidratación. Sin embargo, si el contenido unitario de cemento es muy bajo, pueden verse comprometidas la trabajabilidad, la durabilidad y la resistencia a corto plazo. La economía asociada a un diseño particular de mezcla está vinculada también al control de calidad a implementar en condiciones de obra. La resistencia media debe ser mayor que la resistencia especificada para contemplar la variabilidad inherente a la producción del hormigón y esta diferencia es menor cuando se reduce esa variabilidad. Si los volúmenes a producir son pequeños, podría ser más económico “sobrediseñar” la mezcla que implementar el nivel de control requerido por un hormigón menos variable (económicamente más eficiente). 1.3 TRABAJABILIDAD Sin duda, una mezcla bien diseñada debe ser capaz de ser mezclada, transportada, colocada y compactada con el equipamiento disponible. La aptitud de la mezcla para que tenga una correcta terminación también es un factor a tener en cuenta, debiendo minimizarse la exudación y la segregación. La consistencia del hormigón fresco es una medida de su resistencia a fluir o ser deformado. El ensayo más difundido para medir esta propiedad es el ensayo del Cono de Abrams, que mide el asentamiento de un cono moldeado con el hormigón 6 fresco. A mayor asentamiento, mayor fluidez (menor consistencia) de la mezcla. Como regla general, el hormigón debe suministrarse con el mínimo asentamiento que permita una correcta colocación. La demanda de agua, para una consistencia determinada, depende fuertemente de las características de los agregados, siendo la influencia del tipo y cantidad de cemento de segundo orden. La cooperación entre el constructor y el responsable del diseño de la mezcla es esencial para asegurar una buena dosificación y, en algunos casos, deberá optarse por una mezcla menos económica. 1.4 RESISTENCIA Y DURABILIDAD En general, las especificaciones de hormigón exigen una resistencia determinada a la compresión a 28 días, aunque no necesariamente es la condición dominante. Las especificaciones pueden imponer limitaciones a la relación a/c máxima admisible y al contenido unitario mínimo de cemento. Es importante asegurarse la compatibilidad entre estas condiciones para hacer un uso óptimo de las propiedades efectivas que tendrá el hormigón. Las exigencias vinculadas a la durabilidad, tales como resistencia al congelamiento y deshielo o ataque químico, entre otras, pueden imponer limitaciones adicionales a la relación agua/cemento máxima, al contenido mínimo de cemento, al contenido de aire o a la resistencia misma. 7 1.5 PROCESO DE DISEÑO DE UNA MEZCLA No es redundante destacar que el proceso de diseño de una mezcla no es tan simple como la aplicación de un método racional, cualquiera sea éste. En el desarrollo mismo de cada uno de los métodos hay que considerar la interrelación entre distintos factores que influyen en las propiedades y características de las mezclas. Un conocimiento de los conceptos básicos de la Tecnología del Hormigón es indispensable para evaluar correctamente las variables del problema. En general, si se satisfacen las condiciones de trabajabilidad en estado fresco, los requisitos de resistencia y durabilidad en estado endurecido y la mezcla es económica, el diseño de la mezcla es exitoso. No obstante, hay veces en las que las exigencias de la obra imponen consideraciones adicionales, como por ejemplo límites a la elevación de temperatura de la masa de hormigón, límites en el valor de las contracciones para evitar la fisuración, elevada dureza superficial para soportar fenómenos de erosión, etc. Estos casos son especiales y deben ser tratados como tales. El proceso de diseño de una mezcla no se reduce al empleo de un determinado método racional, sino que es mucho más abarcador y debe, inexorablemente, incluir el ajuste de probetas de hormigón para verificar las suposiciones efectuadas en el desarrollo analítico del diseño de la mezcla. Un ejemplo de procedimiento apropiado puede ser el siguiente: a) Reunión de datos necesarios de la obra y de la futura condición de exposición del hormigón. 8 b) Obtención de las características de los componentes. c) Desarrollo analítico del diseño de mezcla (aplicación de un método racional) d) Ajuste en hormigones de prueba. e) Preparación de tres probetas para verificar la relación entre resistencia y agua/cemento. f) Ajuste en condiciones reales de obra. g) Control de calidad en obra para ajustar los valores adoptados en el desarrollo analítico del diseño de la mezcla (dispersión, resistencia media, etc.). 9 2. ANTECEDENTES GENERALES DEL CAUCHO El caucho se obtiene del árbol por medio de un tratamiento sistemático de "sangrado", que consiste en hacer un corte en forma de ángulo a través de la corteza profundizando hasta el cambium. Una pequeña vasija que cuelga en el tronco del árbol para recoger el látex, jugo lechoso que fluye lentamente de la herida del árbol. El látex contiene 30 a 36% del hidrocarburo del caucho, 0.30-0.7% de cenizas, 1-2% de proteínas, 2% de resina y 0.5 de quebrachitol. La composición del látex varía en las distintas partes del árbol; generalmente el porcentaje de caucho (hidrocarburo) decrece del tronco a las ramas y hojas. La época del año afecta a la composición del látex, así como el tipo de suelo y la línea o casta del árbol. El caucho es una secreción irreversible o producto de desecho del árbol, y cuanto más se extrae, tanto más la planta regenera. El caucho es producido en el protoplasma por reacciones bioquímicas de polimerización catalizadas por enzimas. El látex fresco es transformado en caucho seco tan pronto como sea posible después de la recolección. Primeramente, se cuela por un tamiz de lámina perforada para eliminar partículas de hojas y corteza. En seguida se diluye de su concentración de 30-35% de caucho a un título aproximado de 12%. Algunas plantaciones usan un hidrómetro especial llamado Metralac, que determina el contenido sólido del látex sin realizar el ensayo por evaporación. Después de la dilución, se deja el látex en reposo un corto tiempo para que las materias no separadas por el tamiz (arena y cieno) se sedimenten. Entonces está dispuesto para la coagulación. El ácido fórmico está considerado como el mejor de los coagulantes para el caucho natural, pero el ácido acético se uso también mucho. Otros ácidos, el alumbre ordinario y el alumbre de amonio han sido usados como coagulantes. La cantidad de ácido requerida, depende del estado de los árboles y de las condiciones climáticas. Los árboles jóvenes dan un látex inestable y durante la sangría ha de añadirse al 10 mismo algo de amoníaco para asegurar su estabilidad hasta su manufactura. Este amoníaco ha de tomarse en cuenta al determinar la cantidad de ácido necesario. El látex de árboles grandes, que no ha recibido amoníaco, necesita 40 ml de ácido fórmico (90%) por cada 100 litros de látex (con 12% de sólidos). El ácido de 90% se diluye en agua hasta una concentración de 4% y se mezcla muy bien con el látex. El volumen de ácido debe controlarse cuidadosamente, pues el exceso impide la coagulación. En intervalo de pH de 5.05 a 4.77 está el punto isoeléctrico en que se efectúa la coagulación del caucho. Dicho intervalo se denomina también primera zona de sólido. Fotografía Nº 1: Tratamiento de sangrado del caucho natural / Enciclopedia Encarta 2003 2 PRODUCCIÓN DE CAUCHO 2.1 PROCESOS MODERNOS DE FABRICACIÓN En la fabricación moderna de artículos de caucho natural, el caucho crudo se trata con varios compuestos mezclándolos en máquinas. La mezcla se aplica entonces mecánicamente a una base o molde, y el objeto revestido o formado de la mezcla se pone en moldes y vulcaniza. 11 Las principales fuentes de caucho crudo son las planchas, porciones, o las tortas producidas en plantaciones de caucho desde el látex de árboles de Hevea, en operaciones seguras de fabricación. El caucho crudo se usa como embarcado; los grados secundarios se lavan para quitar arena, la corteza, y el otro material extraño, y se tratan para quitar excesiva resina. El caucho reclamado, tratado calentando con álcali por 12 a 30 horas, puede usarse como un adulterante de caucho crudo para rebajar el precio del artículo terminado. Las cantidades de caucho reclamado que se usa depende de la calidad del artículo a ser fabricado. 2.1.2 INGREDIENTES Para la mayoría de aplicaciones, el caucho crudo se mezcla con una variedad de ingredientes para modificar sus características. Fillers que endurecen el caucho en el producto final, pero que no aumentan su fortaleza, se incluye agentes como pescadillas, o carbonato de calcio, y bario, o sulfato de bario. Los fillers para reforzar agregan carga material y fortaleza al producto acabado; se incluyen el negro de carbón, óxido de zinc, carbonato de magnesio, y diversas arcillas. Los pigmentos incluyen óxido de zinc, lithopone, y un número de tinturas orgánicas. Los suavizadores, que son necesarios cuando la mezcla es demasiado yerta para la incorporación apropiada de los diversos ingredientes, consiste comúnmente en productos del petróleo, tales como petróleos o ceras, de brea, o de ácidos pingües. El principal agente vulcanizante continúa siendo el azufre; el selenio y el telurio se usan también, pero generalmente con proporciones grandes de azufre. En el proceso de vulcanización en caliente, que es usa para la mayoría de las mercaderías de caucho, el azufre se utiliza en polvo y se mezcla con el caucho a la vez que los otros ingredientes secos. La proporción de azufre-caucho varía desde 1:40 en 12 mercaderías de caucho suave, a como mucho como 1:1 en el caucho duro. La vulcanización fría, usado principalmente para el caucho delgado y suave en mercaderías los tales como los guantes y sheeting, es realizado por exponer los artículos sin tratar al vapor de cloruro de azufre, S2Cl2. Los aceleradores de vulcanización a primero óxidos metálicos únicos incluidos, tal como lima y delantera blanca. Desde los descubrimientos de Oenslager, sin embargo, se incluyen una variedad amplia de aminas orgánicas. Los agentes de resistencia al paso del tiempo y la corrosión son compuestos de aminas mayormente secundarias. 2.1.3 MÁQUINAS DE MASTICAR Antes que los ingredientes se mezclen con el caucho crudo, se someten al proceso molienda mecánica llamado masticación, para hacer al caucho suave, plástico, y viscoso. En tales condiciones, se mezcla más fácilmente y completamente con los diversos fillers, pigmentos, agentes vulcanizantes, y los otros ingredientes secos, o con los diversos solventes para su usó en la producción de cementos. Los masticadores son de dos de tipos. Un tipo es el molino de caucho, el cual consiste de dos rodillos de acero, que rotan a velocidades diferentes en un recipiente para esquilar y amasar el caucho hasta que sea estropeado a una condición suave y flexible. Los rodillos poseen una cavidad para permitir la circulación de vapor o agua fría para controlar la temperatura de la operación. Después del decenio de 1920 el molino de caucho fue reemplazado en su mayor parte por el "Gordon plasticator", que consiste de una poderosa hélice de velocidad variable atornillada (como las procesadoras alimentario familiar común) colocada en un cilindro recubridor. La acción de la hélice al batir genera sobre el caucho temperaturas de 182º C (360º F). El calor, más que la acción mecánica, estropea el caucho. 13 2.1.4 MÁQUINAS MEZCLADORAS Después del masticador, la próxima máquina en la línea de producción es el mezclador. Los mezcladores puede parecerse los masticadores en tener los dos rodillos, pero los rodillos de las mezcladoras rotar en direcciones opuestas, considerando que en los masticadores los rodillos rotar en la misma dirección a velocidades diferentes. Los cilindros mezcladores se usan también, especialmente en la preparación de cementos y soluciones de caucho en solventes. Tales preparaciones líquidas de caucho se usan en la impermeabilización de telas y en la fabricación de artículos, tales como guantes de caucho, que se forman al sumergir una pieza en la solución. En la mayoría de los casos, sin embargo, los ingredientes mezclados son secos para luego almacenarlos, para la expulsión, u otra fabricación en la preparación de la vulcanización final. 2.1.5 CALENDERING Después que el caucho crudo ha sido plastificado y mezclado con los diferentes ingredientes, experimenta un calendering o expulsión, dependiendo del uso para que se destine. Calenders son máquinas que consisten en un conjunto de tres a cinco rollos de igual diámetro, los cuales están preparados para ser ajustados para la autorización en diversos rollos, y para operar a la misma velocidad, o a velocidades diferentes, dependiendo del producto deseado. Calenders se usan para laminado (la producción de hojas compuestas de caucho crudo, con o sin diseños impresionados tales como la marca de huella de una llanta); para friccionar (el exprimidor de caucho en la textura de telas o acordona); o para cubrir, con una capa de caucho, telas o cordones que habían anteriormente sido revestidos. Los productos 14 de los calender son utilizados generalmente en la fabricación, como en los procesos involucrados en la fabricación de las llantas de automóvil, antes que se vulcanizan. 2.1.6 LA EXPULSIÓN Las prensas de expulsión se usan para forzar el compuesto de caucho mediante presión a formar planchas, tubos, o especialmente formar fajas, que se usan en la fabricación de la cámaras de caucho, mangueras, cámaras de aire, y los canales para colocar ventanas o sellar puertas. Las cabezas de expulsión, especialmente diseñadas, se usan para cubrir tela tubular en hacer la manguera de presión y mezclar colores en modelos jaspeados o rayados. 2.1.7 VULCANIZACIÓN Después que la fabricación se completo, la mayoría de los productos de caucho se vulcanizan bajo presión y temperatura elevada. Muchos artículos se vulcanizan en moldes que se ponen bajo la compresión de prensas hidráulicas, o se someten a presión de vapor interno o externo durante el calentamiento. En los tipos de manguera de jardín, por ejemplo, se da un revestimiento, y se vulcanizan pasando vapor mediante una apertura en la manguera, el caucho es comprimió contra las paredes durante el proceso. Después que el proceso es completado, el recubrimiento se quita de la manguera y se prepara para ser reusado. El estaño envainando se usa del mismo modo en los procesos del tipos del aislamiento eléctrico de alto grado de seguridad. 15 2.1.8 ESPUMA DE CAUCHO Y MERCADERÍAS DE INMERSIÓN La espuma de caucho se fabrica directamente desde el látex usando ingredientes compuestos emulsionados. La mezcla se azota mecánicamente en una máquina de espumar que produce millones de burbujas de aire. La espuma se vierte en moldes y es vulcanizada calentándola para formar tales artículos como los colchones y cojines. El látex puede usarse en la formación de tales productos como juguetes o los guantes sumergiendo moldes hechos de porcelana o emplasto de París en látex concentrado. Un revestimiento de látex se adhiere al molde y se quita después de la vulcanización. 16 3. RECICLAJE DE NEÚMATICOS 3.1 MÉTODOS DE RECICLAJE En la actualidad se pueden utilizar diversos métodos para el reciclaje de neumáticos. A continuación se describirán algunos de ellos. 3.1.1 TERMÓLISIS Se trata de un sistema en el que se somete a los materiales de residuos de neumáticos a un calentamiento en un medio en el que no existe oxígeno. Las altas temperaturas y la ausencia de oxígeno tienen el efecto de destruir los enlaces químicos. Aparecen entonces cadenas de hidrocarburos. Es la forma de obtener, de nuevo, los compuestos originales del neumático, por lo que es el método que consigue la recuperación total de los componentes del neumático. Se obtienen metales, carbones e hidrocarburos gaseosos, que pueden volver a las cadenas industriales, ya sea de producción de neumáticos u a otras actividades. 3.1.2 PIROLISIS Aun está poco extendido, debido a problemas de separación de compuestos carbonados que ya están siendo superados. Según los datos de la empresa Chemysis S.A. este procedimiento (fabrica piloto) está operando en Taiwán desde 2002 con cuatro líneas de pirolisis que permiten reciclar 9000 toneladas / año. En la actualidad el procedimiento ha sido mejorado y es capaz de tratar 28.000 toneladas de neumáticos usados/año, a través de una sola línea. 17 Los productos obtenidos después del proceso de pirolisis son principalmente: GAS similar al propano que se puede emplear para uso industrial y aceite industrial líquido que puede refinar en Diesel. 3.1.3 INCINERACION Proceso por el que se produce la combustión de los materiales orgánicos del neumático a altas temperaturas en hornos con materiales refractarios de alta calidad. Es un proceso costoso y además presenta el inconveniente de la diferente velocidad de combustión de los diferentes componentes y la necesidad de depuración de los residuos por lo que no resulta fácil de controlar y además es contaminante. Genera calor que puede ser usado como energía, ya que se trata de un proceso exotérmico. Con este método, los productos contaminantes que se producen en la combustión son muy perjudiciales para la salud humana, entre ellos el Monóxido de carbono, Xileno Hollín, Óxidos de nitrógeno y Dióxido de carbono. 3.1.4 TRITURACION CRIOGENICA Este método necesita unas instalaciones muy complejas lo que hace que tampoco sean rentables económicamente y el mantenimiento de la maquinaria y del proceso es difícil. La baja calidad de los productos obtenidos y la dificultad material y económica para purificar y separar el caucho y el metal entre sí y de los materiales textiles que forman el neumático, provoca que este sistema sea poco recomendable. 18 Fotografía Nº 2: Etapas del proceso de Trituración Criogénica/ Altreifen Recycling. 3.1.5 TRITURACIÓN MECÁNICA Es un proceso puramente mecánico y por tanto los productos resultantes son de alta calidad limpios de todo tipo de impurezas, lo que facilita la utilización de estos materiales en nuevos procesos y aplicaciones. La trituración con sistemas mecánicos es, casi siempre, el paso previo en los diferentes métodos de recuperación y rentabilización de los residuos de neumáticos. Fotografía Nº 3: Etapas del proceso de Trituración Mecánica/ Altreifen Recycling. 19 3.1.6 NEUMATICOS CONVERTIDOS EN ENERGIA ELECTRICA Los residuos de neumáticos una vez preparados, puede convertirse también en energía eléctrica utilizable en la propia planta de reciclaje o conducirse a otras instalaciones distribuidoras. Los residuos se introducen en una caldera donde se realiza su combustión. El calor liberado provoca que el agua existente en la caldera se convierta en vapor de alta temperatura y alta presión que se conduce hasta una turbina. Al expandirse mueve la turbina y el generador acoplado a ella producidad la electricidad, que tendrá que ser trasnsformada posteriormente para su uso directo. 3.2 PLANTAS DE RECICLAJE Montar una planta de reciclaje de neumáticos es un proceso complicado y muchas veces largo. Los objetivos de ganancias sobre la inversión generalmente exigen utilizar equipos de reciclado de neumáticos de primera calidad. 3.2.1 ESTUDIO DE VIABILIDAD El primer paso es evaluar la viabilidad. Cada proyecto es único y está sujeto a varios factores como por ejemplo: • Sistema colector de neumáticos • Requisitos legales y de licencia • Financiamiento y disponibilidad de subvenciones • Demanda de materia prima reciclada y de productos acabados de caucho en el mercado. 20 3.2.2 PROCESO DE RECICLAJE DE NEUMÁTICOS 3.2.2.1 DESMENUZAMIENTO Los neumáticos de autos y camiones se desmenuzan hasta un tamaño aceptable para la zona de trituración principal. Unos pulverizadores de agua lubrican, limpian y mantienen el polvo a las mínimas cantidades en el desmenuzador. La reparación y el mantenimiento de las cuchillas del desmenuzador pueden efectuarse en buenas condiciones de trabajo mediante simples operaciones de soldado y trituración. 3.2.2.2 ZONA DE TRITURACIÓN PRINCIPAL Los recortes de neumático se trituran entre las herramientas del rotor dentado y el estator. Los recortes contienen alambre de acero, que acelera el proceso de trituración. Esta máquina única convierte los recortes en una gran gama de polvo fino y gránulos de modo económico y sin constituir un peligro para el medio ambiente. Una vez finalizada la etapa de trituración principal se habrá eliminado más del 95% del alambre de acero presente en los recortes. 3.2.2.3 GRANULACIÓN Las partículas gruesas de caucho son conducidas al granulador. El desgaste de las cuchillas del granulador y de las cribas es relativamente bajo, ya que más del 95% del alambre de acero de los recortes se eliminó en el paso anterior. 21 3.2.2.4 TRITURACIÓN SECUNDARIA La zona de trituración secundaria consta de uno o más sistemas de prensa a rotor. La prensa funciona a gran velocidad con el fin de reducir de modo efectivo el tamaño de las partículas flexibles de caucho. En esta etapa se separa toda la fibra residual. Se puede ajustar la capacidad y el rendimiento para adaptarse a las exigencias de todo el sistema. 3.2.2.5 TAMIZADO Y LIMPIEZA Durante todo el proceso las partículas de caucho son tamizadas y clasificadas por diferentes tamaños, listas para la siguiente operación de producción o para el almacenamiento en silos. Los contaminantes tales como cuerda de fibra, polvo, acero, partículas no ferrosas y suciedad que se liberan durante los diversos procesos de trituración y granulación se separan mediante dispositivos que funcionan por gravedad y circulación de aire. Esto garantiza un producto final de gran calidad. 22 3.2.3 ESQUEMA DEL PROCESO DE RECICLAJE DESMENUZADOR PRIMARIO Entrada: Neumáticos de autos y camiones.Máx.1300x450 mm Salida: Recortes irregulares ▼ TRITURADOR PRINCIPAL Entrada: Recortes irregulares Salida: Granulado y polvo 0-20 mm ▼ GRANULADOR Entrada: Granulado > 7 mm Salida: Granulado < 7 mm ▼ PRENSA ROTOR Entrada: Granulado 4-7 mm Salida: Migas < 2 mm ▼ UNIDAD DE LIMPIEZA FINAL Entrada: Polvo y granulado con harina, fibras y acero residual Salida: Polvo y granulado 23 a) b) Fotografía Nº 4: a) caucho granulado color negro. b) caucho granulado de color verde con recubrimiento de poliuretano. / Mülsener Recycling und Handelsgesellschaft mbH. Fotografía Nº 5: Máquina Granuladora Jamach / Van Aarsen Rubber Technology. 24 Fotografía Nº 6: Máquina Jamach de 5 toneladas métricas por hora de capacidad de entrada. / Van Aarsen Rubber Technology 3.3 APLICACIONES DEL CAUCHO DE NEUMÁTICOS El polvo y los gránulos del caucho procedente de neumáticos pueden utilizarse para muchas aplicaciones. En la mayoría de casos los gránulos y el polvo del caucho procedente de neumáticos también producen productos finales a partir de migas de caucho, como por ejemplo losetas de caucho. Aplicaciones para la calle y el asfalto: • Sellador de hormigón. • Barreras acústicas. • Base de caminos. • Betún modificado con caucho. • Betún de mezcla caliente. 25 • Topes de velocidad. • Pasos de nivel. Fotografía Nº 7: Aplicación del caucho en asfaltos / Van Aarsen Rubber Technology Ocio: • Base ecuestre al aire libre. • Losetas de caucho de campos de juegos para niños. • Rectificaciones del suelo. • Productos para el hogar y el jardín. Animales: • Revestimiento para el suelo de granjas de ganado. • Hipódromos y pistas de entrenamiento hípico. • Cubiertas retenedoras de humedad. Aparcamientos 26 Construcción y edificios: • Ripias para tejados. • Betún modificado con caucho. • Aislamiento sonoro. • Arpilleras para alfombras. • Material para cimientos. • Amortiguadores de golpes y almohadillas de montaje. Industria: • Revestimientos, pintura. • Neumáticos sólidos para recipientes de desechos, etc. • Mangueras de riego. • Aglutinantes de aceite. • Materiales de rozamiento. • Relleno para nuevos compuestos de caucho y de plástico. • Suelas de zapato. Automoción: • Almohadillas de freno. • Neumáticos recauchutados. • Guardabarros. • Alfombrillas. • Parachoques de remolques. • Cubiertas de pedales. 27 • Relleno en la fabricación de neumáticos nuevos (3-5%). Superficies deportivas: • Base para césped artificial (fútbol, hockey, beisbol). • Pistas para correr en todo tiempo. • Canchas de tenis. • Losetas de caucho para salas de fitness. 3.4 RECICLAJE DE NEUMÁTICOS EN CHILE El sistema de reciclado implementado en Chile es una innovación a nivel latino americano, ya que sólo existen antecedentes de firmas europeas y norteamericanas dedicadas al tratamiento de neumáticos urbanos. El proyecto, cuyo desarrollo comenzó en agosto de 1998 con el fin de recuperar solamente el caucho de la banda de rodado de estos neumáticos (de goma), tuvo que ser modificado a petición de las propias mineras, ya que de todas formas quedaban como residuos el acero y la tela. Esta exigencia significó replantear el proceso tecnológico mediante una reingeniería al proyecto, para responder a esta necesidad de reciclar el neumático completo. La maduración de la iniciativa no estuvo exenta de tropiezos debido a su carácter innovativo, desconocido en Chile, y por la falta de una norma reguladora, lo que se suma al desconocimiento en el manejo de residuos mineros. El proceso al cual son sometidos los neumáticos, incluye operaciones de reducción de tamaño y separación de sus componentes, mediante máquinas 28 trituradoras, molinos y granuladoras, obteniéndose tres productos finales: goma (en polvo o granulada), tela y acero. Los primeros elementos obtenidos a escala piloto son el granulado de goma pura, mezclas asfálticas y productos termoprensados, entre los que destacan los adoquines de goma y carpetas sintéticas para deportes, que pueden usarse en jardines infantiles. Estos últimos ayudan a la seguridad de los menores, ya que el efecto de un golpe es menos dañino que en el hormigón, permitiendo mayor flexibilidad y durabilidad. Asimismo, han desarrollado aplicaciones tales como suelas de zapato, ladrillos, alfombras, pisos para caballerizas, etc. La empresa Metaproject diseñó una guillotina gigante con accionamiento electrohidráulico, de tal manera que tome el neumático y lo corte en trozos pequeños. Tiene diez a doce metros de longitud, incluidos los motores y las bombas hidráulicas; un ancho de tres metros y una altura de dos metros y medio. En esta gran guillotina se puede introducir un neumático entero para cortarlo en trozos de 50 centímetros de ancho, tal como una torta. Posteriormente, con máquinas trituradoras y molinos se puede llegar a tamaños de entre 5 y 0,5 mm, los mejores para elaborar asfalto y palmetas para piso. El acero se separa con electroimanes, y la fibra textil se recupera por aspiración. Luego de una fase de cotización con empresas extranjeras y visitas a ferias mundiales de reciclaje, se compró moderna maquinaria para el reciclaje de neumáticos. 29 CAPÍTULO II ESTUDIO EXPERIMENTAL 1. DESCRIPCION GENERAL El desarrollo experimental parte con el diseño de un hormigón sin caucho (Hormigón patrón, en adelante HP.) que servirá de referencia en el estudio de hormigones con diferentes dosis de caucho. Se prepararán cuatro grupos de probetas de hormigón con caucho con dosis de caucho de 5%, 10%, 15% y 20%, respectivamente. Para la elaboración de las probetas, se seguirá el procedimiento utilizado por la Señorita Jessica Cadagan, estudiante de Ingeniería en Construcción, quién realizó su trabajo de titulación en el tema “Hormigón en base a trozos de caucho”. Dicho procedimiento consiste en la elaboración de probetas de 20x20x20 cm. de hormigón, en las cuales se reemplazará parte del volumen de los áridos por trozos de caucho proveniente del reciclaje de neumáticos usados, proceso que se describirá más adelante. Una vez elaboradas las probetas, se realizarán ensayos con los cuales se determinarán las propiedades de resistencia a compresión de los hormigones diseñados y el módulo de elasticidad de dichos hormigones. 30 2. DOSIFICACION DEL HORMIGÓN PATRÓN. 2.1. PROCEDIEMIENTO. Se diseñará un hormigón grado H-20 el cuál según NCh 170 vigente corresponde a una resistencia especificada a compresión de 200 kgf/cm². La dosificación se realizará se la siguiente manera: Se calcula la resistencia media requerida, se estima la cantidad de agua según la consistencia deseada y el tamaño máximo de la grava, se determina la Razón agua – cemento para cumplir con la resistencia media requerida y a partir de ella se estima la cantidad de cemento; se buscan las proporciones de los áridos por medio de tanteos sucesivos para quedar dentro de las bandas granulométricas establecidas en la norma NCh 163. Con el fin de obtener los datos necesarios para la Dosificación, se tomaron muestras de los áridos a utilizar (grava, gravilla y arena) y se realizaron los siguientes ensayos: Granulometría, Densidad Real Seca, Densidad Real, Densidad Real SSS y Porcentaje de Absorción. Con los datos obtenidos en los diferentes ensayos y los cálculos correspondientes se procede a dosificar el hormigón. 31 2.2. RESULTADOS DE ENSAYOS A ÁRIDOS. 2.2.1. CARACTERÍSTICAS FÍSICAS. PROPIEDADES FÍSICAS Unidad GRAVA GRAVILLA ARENA Densidad Aparente Kg/m3 1550 1610 1790 Densidad Real Seca Kg/m3 2620 2630 2567 Densidad Real SSS Kg/m3 2660 2670 2379 Densidad Neta Kg/m3 2730 2730 2429 Absorción % 1,53 1,43 1,48 Cuadro Nº 1: Características físicas de los áridos / Elaboración Propia 2.2.2. GRANULOMETRÍA. TAMIZ % QUE PASA ASTM Grava Gravilla Arena 2" 100 100 100 1 ½" 100 100 100 1" 34 100 100 3/4" 7 99 100 1/2" 1 48 100 3/8" 0 18 100 Nº 4 0 1 73 Nº 8 0 1 58 Nº 16 0 0 46 Nº 30 0 0 24 32 Nº 50 0 0 5 Nº 100 0 0 1 Nº 200 0 0 0 Cuadro Nº 2: Granulometría / Elaboración propia 2.3. DOSIFICACIÓN PARA 1 M³ Hormigón Cemento Agua Grava Gravilla Arena Cono Grado Kg. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. (cm) H-20 315 146 614 396 558 347 689 385 6-9 Cuadro Nº 3: Dosificación para 1 m³ de Hormigón. OBSERVACIONES La dosificación está calculada en base a materiales secos. 3. DOSIFICACIÓN DEL HORMIGÓN CON CAUCHO. 3.1. PROCEDIMIENTO. Se sustituirán determinados volúmenes de grava y gravilla por trozos de caucho. Considerando que el tamaño máximo de los áridos es de 1 ½” (40 mm), se reemplazará la grava por trozos de caucho de 40 – 30 mm y la gravilla será sustituida por trozos de 20 – 10 mm. 33 3.2 RESULTADOS DE ENSAYOS APLICADOS AL CAUCHO. Se aplicará al caucho los mismos procedimientos de ensayos aplicados a áridos. Propiedades Físicas Trozos de caucho Grava Gravilla Densidad Aparente (kg./m³) 431 518 Densidad Real Seca (kg./m³) 1122 1137 * Absorción (%) 0,59 0,32 Cuadro Nº 4: Características físicas del caucho. * En el caso del caucho la absorción se debe al agua que queda adherida a los pelos de caucho en forma capilar, pero corresponde agua libre. 3.3. DOSIFICACIÓN DE LOS GRUPOS DE HORMIGONES. Se confeccionarán cuatro grupos de hormigones cada uno compuesto de 6 probetas cúbicas de 20x20x20 con las siguientes dosis de caucho: • GRUPO Nº 1: 20% de caucho • GRUPO Nº 2: 15% de caucho • GRUPO Nº 3: 10% de caucho • GRUPO Nº 4: 5% de caucho Los datos necesarios para la dosificación de los diferentes grupos de hormigones son los siguientes: 34 • • • Volumen Aparente de áridos del Hormigón Patrón: Grava = 396 Lts. Gravilla = 347 Lts. Densidad Aparente de los áridos del Hormigón Patrón: Grava = 1550 Kg/m³ Gravilla = 1610 Kg/m³ Densidad Aparente del caucho: Grava = 431 Kg/m³ Gravilla = 518 Kg/m³ Se supondrá que: Volumen Aparente de áridos gruesos = %Volumen Aparente trozos de caucho + %Volumen Aparente árido grueso. 3.3.1 DOSIFICACIÓN GRUPO Nº 1 – 20% CAUCHO Vap. de caucho = 0.20 x Vap. de H.P. Vap. del árido = 0.80 x Vap. de H.P. 35 Peso del Caucho = Densidad Aparente del caucho x Volumen Aparente del caucho. Peso del Árido = Densidad Aparente del árido x Volumen Aparente del árido. ARIDOS CAUCHO RESULTADOS Grava-80% Gravilla-80% Grava- 20% Gravilla- 20% Volumen Aparente (lts) 317 278 79 69 Peso (kgs) 491 447 34 36 Cuadro Nº 5: Porcentajes grupo Nº1 / Elaboración propia. TABLA RESUMEN DE DOSIFICACIÓN – GRUPO Nº 1 DOSIFICACIÓN PARA 1 M³ ARIDOS CAUCHO Hormigón Cemento Agua Grava Gravilla Grado Kg. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. H-20 315 146 491 317 447 Arena 278 689 Grava 385 34 Gravilla 79 36 69 Cuadro Nº 6: Dosificación grupo Nº 1 / Elaboración propia. 3.3.2 DOSIFICACIÓN GRUPO Nº 2 – 15% CAUCHO Vap. de caucho = 0.15 x Vap. de H.P. Vap. del árido = 0.85 x Vap. de H.P. Peso del Caucho = Densidad Aparente del caucho x Volumen Aparente del caucho. 36 Peso del Árido = Densidad Aparente del árido x Volumen Aparente del árido. ARIDOS CAUCHO RESULTADOS Grava-85% Gravilla- 85% Grava- 15% Gravilla- 15% Volumen Aparente (lts) 337 295 59 52 Peso (kgs) 522 475 26 27 Cuadro Nº 7: Porcentajes grupo Nº2 / Elaboración propia. TABLA RESUMEN DE DOSIFICACIÓN – GRUPO Nº 2 DOSIFICACIÓN PARA 1 M³ ARIDOS Hormigón Cemento Agua Grava Grado Kg. Lts. H-20 315 146 522 Gravilla CAUCHO Arena Grava Gravilla Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts 337 475 295 689 385 26 59 27 52 Cuadro Nº 8: Dosificación grupo Nº 2 / Elaboración Propia. 3.3.3 DOSIFICACIÓN GRUPO Nº 3 – 10% CAUCHO Vap. de caucho = 0.10 x Vap. de H. P. Vap. del árido = 0.90 x Vap. de H. P. Peso del Caucho = Densidad Aparente del caucho x Volumen Aparente del caucho. Peso del Árido = Densidad Aparente del árido x Volumen Aparente del árido. 37 ARIDOS RESULTADOS Grava-90% CAUCHO Gravilla-90% Grava-10% Gravilla-10% Volumen Aparente (lts) 356 312 40 35 Peso (kgs) 552 503 17 18 Cuadro Nº 9: Porcentajes grupo Nº 3 / Elaboración propia. TABLA RESUMEN DE DOSIFICACIÓN – GRUPO Nº 3 DOSIFICACIÓN PARA 1 M³ ARIDOS Hormigón Cemento Agua Grava Gravilla CAUCHO Arena Grava Gravilla Grado Kg. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. H-20 315 146 552 356 503 312 689 385 17 40 18 35 Cuadro Nº 10: Dosificación grupo Nº 3 / Elaboración Propia. 3.3.4 DOSIFICACIÓN GRUPO Nº 4 – 5% CAUCHO Vap. de caucho = 0.05 x Vap. de H.P. Vap. del árido = 0.95 x Vap. de H.P. Peso del Caucho = Densidad Aparente del caucho x Volumen Aparente del caucho. Peso del Árido = Densidad Aparente del árido x Volumen Aparente del árido. 38 ARIDOS RESULTADOS Grava - 95% CAUCHO Gravilla-95% Grava - 5% Gravilla - 5% Volumen Aparente (lts) 376 330 20 17 Peso (kgs) 583 531 9 9 Cuadro Nº 11: Porcentajes grupo Nº4 / Elaboración propia TABLA RESUMEN DE DOSIFICACIÓN – GRUPO Nº 4 DOSIFICACIÓN PARA 1 M³ ARIDOS Hormigón Cemento Agua Grava Gravilla CAUCHO Arena Grava Gravilla Grado Kg. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. Kgs. Lts. H-20 315 146 583 376 531 330 689 385 9 20 9 17 Cuadro Nº 12: Dosificación grupo Nº 4 / Elaboración Propia 4. CONFECCIÓN DE PROBETAS. 4.1 PROCEDIMIENTO. En el item anterior, se han confeccionado tablas de dosificación para un hormigón de referencia u hormigón patrón (H.P.) y para cuatro grupos de hormigones con diferentes dosis de caucho, las cuales se utilizarán para confeccionar probetas de 20x20x20cm. 39 4.2 DESCRIPCIÓN DE MATERIALES. 4.2.1 Áridos: La grava y gravilla corresponden a áridos fluviales proporcionados por la empresa Valdicor (en Valdivia). Se utilizarán áridos rodados de tamaño máximo 1 ½ “(40mm). La arena utilizada fue proporcionada por el Laboratorio de Ensaye de Materiales de Construcción (desde ahora en adelante LEMCO), cuyas características físicas y granulometría fueron determinadas de acuerdo a ensayos especificados en las Normas Chilenas correspondientes. 4.2.2 Cemento: Se utilizará cemento siderúrgico especial, de grado corriente y marca comercial Bío-Bío. 4.2.3 Agua: Corresponderá a agua potable. 4.2.4 Caucho: Será el proveniente del reciclado artesanal de neumáticos usados (Ver Anexo B). Se utilizarán trozos de 30 a 40 mm para reemplazar la grava y de 10 a 20 mm para reemplazar la gravilla. 40 Fotografía Nº 8: Trozos de caucho de 10-20mm. / Elaboración Propia. Fotografía Nº 9: Trozos de caucho de 30-40 mm. / Elaboración Propia. 41 4.3 MEZCLAS DE HORMIGÓN 4.3.1 MEDICIÓN DE LOS MATERIALES Se pesarán los materiales para 50 lts de hormigón por cada mezcla y serán pesados en una balanza de precisión centesimal con una aproximación de ± 0.3 %. Fotografía Nº 10: Balanza – LEMCO / Elaboración propia. 4.3.2 INCORPORACIÓN DE LOS MATERIALES A LA MEZCLADORA Se utilizará una betonera de eje vertical con capacidad de 50 lts de hormigón. Fotografía Nº 11: Máquina mezcladora – LEMCO / Elaboración propia. 42 Se comienza vaciando la arena y el cemento en la betonera, la que se pone en marcha para homogeneizar la mezcla de ambos componentes. Se continúa vaciando la gravilla y luego se agrega la grava, ambos con su correspondiente volumen de caucho. Se mezclan una vez más los materiales ya incorporados antes de agregar el agua. Se vierte el 80% del agua y se realiza el ensayo del Cono de Abrams (Ver Anexo A) para verificar la docilidad del hormigón. Fotografía Nº 12: Mezcla Grupo Nº 1 / Elaboración propia. 4.3.4 DEFINICION DE LAS PROBETAS Y MOLDES La forma y dimensiones de las probetas deberán ser proporcionales al tamaño del árido. Los moldes serán rígidos y no absorbentes. Se untarán con aceite mineral que no ataque al cemento y evite la adherencia. 43 Fotografía Nº 13: Molde Cúbico de 20x20x20 cm (LEMCO) / Elaboración Propia 4.3.5 LLENADO Y COMPACTACION DE LAS PROBETAS Según Nch1017 E Of.75 la forma de llenado de los moldes dependerá de la forma de la probeta y del método de compactación, a su vez, el método de compactación depende de su asentamiento. El asentamiento del Cono de Abrams será de 6 a 9 cm, lo cuál según lo expuesto en el párrafo anterior, indica que el método de compactación a utilizar puede ser apisonado o vibrado y que además las probetas se llenarán en dos capas para el primer caso y en una capa para el segundo caso. El método de compactación a utilizar será vibrado, para lo cual se utilizará una mesa vibradora con una frecuencia mínima de vibrado de 3000 pulsaciones por minuto. Una vez compactado el hormigón se debe enrasar con pasta de cemento la parte superior de la probeta. 44 Las probetas se manipularán lo mínimo posible y serán marcadas para evitar que se confundan. Fotografía Nº 14: Compactación de mezclas / Elaboración propia. Fotografía Nº 15: Probeta terminada e identificada/ Elaboración Propia 45 4.3.6 CONSERVACION DE LAS PROBETAS. Las probetas no deben moverse del lugar en que se fabricaron hasta pasadas 24 horas. Podrán ser desmoldadas a partir de 24 horas después de fabricadas siempre que la calidad del hormigón y su grado de endurecimiento lo permitan. Para su curado, después de las primeras 24 horas se colocarán bajo agua a una temperatura de 20 ± 2 ºC. 5. ENSAYOS DE PROBETAS 5.1 MÉTODO DE ENSAYO A COMPRESIÓN Las probetas serán pesadas y sus aristas medidas, registrando todos los datos en una tabla previamente confeccionada. Una vez preparada la prensa, se limpiarán tanto las superficies de carga de los dos platos como las caras de la probeta. Primero se debe centrar la probeta sobre el plato inferior y después se hace funcionar la máquina de ensayo hasta que la probeta quede en contacto con el plato superior. Los cubos se ensayarán sobre las caras laterales que corresponden al molde. La carga será aplicada de una manera continua y sin saltos, a una velocidad constante. No deberá introducirse ninguna corrección a los mandos de la máquina de ensayo cuando la probeta se deforma rápidamente momentos antes de la rotura. 46 Se utilizará una máquina de ensayo con una capacidad máxima de 300 Ton con 24 diferentes velocidades de carga. a) b) Fotografía Nº 16: a) y b): Máquina de ensayo a compresión (LEMCO) 47 5.2 CALCULO DE LA RESISTENCIA. El cálculo de la resistencia se obtiene dividiendo la carga de rotura por la sección transversal media: Rc = C S Donde: Rc = Resistencia unitaria a compresión, en kgf/cm². C = Carga de rotura, en kgf. S = Sección transversal media, en cm². 5.3 CALCULO DE LA DENSIDAD APARENTE DEL HORMIGÓN Se calcula el volumen de la probeta cúbica: V=Sxh Donde: S = Sección de ensayo (cm²) h = Altura promedio (cm) Se calcula la densidad aparente de la probeta como: D= M V 48 Donde: M = Masa de la probeta, en kg. V = Volumen de la probeta, en (dm³) 5.4 RESUMEN DE ENSAYOS DE COMPRESIÓN RESUMEN DE ENSAYOS DE HORMIGÓN PATRÓN Edad Peso(kg) a(cm) b(cm) h(cm) Carga(kg) Compresión(kg/cm2) Densidad(kg./dm3) 3 20 20.2 20 20 43500 108 2.47 7 20 20.1 20 20 70000 174 2.50 14 20.27 20.2 20 20 91000 225 2.51 28 20.32 20.2 20 20 132500 328 2.51 Cuadro Nº 13 / Elaboración propia RESUMEN DE ENSAYOS DE HORMIGÓN CON 5% DE CAUCHO Edad Peso(kg) a(cm) b(cm) h(cm) Carga(kg) Compresión(kg/cm2) Densidad(kg./dm3) 3 19.240 20 20 20 35500 89 2.40 7 19.430 20 20 20 57500 144 2.42 14 19.59 20.1 20 20 77000 192 2.44 28 20.01 20 20 20 112000 280 2.50 Cuadro Nº 14 / Elaboración propia 49 RESUMEN DE ENSAYOS DE HORMIGÓN CON 10 % DE CAUCHO Edad Peso(kg) a(cm) b(cm) h(cm) Carga(kg) Compresión(kg/cm2) Densidad(kg./dm3) 3 19.270 20 20 20 30500 76 2.38 7 19.450 20.2 20 20 50500 125 2.43 14 19.610 20 20 20 71500 179 2.45 28 19.510 20.1 20 20 103000 256 2.43 Cuadro Nº 15 / Elaboración propia RESUMEN DE ENSAYOS DE HORMIGÓN CON 15 % DE CAUCHO Edad Peso(kg) a(cm) b(cm) h(cm) Carga(Kg) Compresión(kg/cm2) Densidad(kg./dm3) 3 19.330 20.2 20 20 27000 67 2.39 7 19.300 20 20 20 48000 120 2.41 14 19.41 20.2 20 20 66500 164 2.41 28 19.37 20 20 20 89500 224 2.42 Cuadro Nº 16 / Elaboración propia RESUMEN DE ENSAYOS DE HORMIGÓN CON 20 % DE CAUCHO Edad Peso(kg) a(cm) b(cm) h(cm) Carga(Kg) Compresión(kg/cm2) Densidad(kg./dm3) 3 18.950 20.1 20 20 23500 58 2.37 7 18.82 20.0 20 20 41000 102 2.37 14 18.82 20.1 20 20 54500 136 2.34 28 19.01 20 20 20 80000 200 2.38 Cuadro Nº 17 / Elaboración propia 50 5.1.5 GRÁFICO CARGA VS EDAD. Edad V/S Resistencia a la Compresión 350 ) 300 Resistencia (Kg/cm^ 250 200 150 100 50 0 0 5 10 15 20 25 30 Edad (Días) Resistencia H.P. Resistencia 5% Caucho Resistencia 15% Caucho Resistencia 20% caucho Resistencia 10% Caucho GRÁFICO Nº 1: TENSIÓN V/S DEFORMACIÓN 6 ENSAYO A COMPRESIÓN PARA MEDIR DEFORMACIÓN. 6.1 PROCEDIMIENTO Los ensayos serán realizados sobre probetas cúbicas de 20x20x20 cm, con curado normalizado y de 28 días de edad Para que los resultados sean representativos se ensayarán 3 probetas por cada dosis de caucho. Las mediciones de deformación se realizarán con un deformómetro con un dial micrométrico. 51 a) b) c) 52 d) Fotografía Nº 17: a), b) y c) se presenta la secuencia del ensayo a compresión de una probeta utilizando el deformómetro para medir su deformación y en la fotografía d) puede apreciarse la rotura de la probeta luego del ensayo. 6.2 CÁLCULO DE ELASTICIDAD El módulo elástico es definido como el cambio de tensión que produce una deformación elástica unitaria. El módulo elástico (E) se determinará en una tensión específica, es decir como la derivada de la tensión en función de la deformación. La tangente del ángulo alfa, formado por la pendiente de la curva en relación al eje de deformaciones, será el valor del módulo elástico. Tg α = dt dl 53 E= T1 − T 0 L1 − L0 TENSIÓN T1 α T0 L0 L1 DEFORMACIÓN Gráfico Nº 2: Tensión v/s Deformación/ Elaboración propia. Como la deformación es una cantidad adimensional, el módulo E se expresa en las mismas unidades que el esfuerzo σ, es decir, en Kgf/cm². 6.3 RESUMEN DE ENSAYOS 6.3.1 REGISTRO DE TENSIÓN Y DEFORMACIÓN Los datos tomados en el laboratorio se encuentran en el Anexo C. A continuación se presentan las tablas de Tensión (σ) y Deformación (ε) de las curvas representativas de cada hormigón. 54 HORMIGÓN PATRÓN σ(kg/cm²) ε x 10⎯³ 0 0 50 1.578 100 2.286 150 2.79 200 3.275 250 3.768 300 4.57 328 5.41 Cuadro Nº 18 /Elaboración propia HORMIGÓN CON 5 % DE CAUCHO σ(kg/cm²) ε x 10⎯³ 0 0,000 25 1,200 50 1,921 75 2,387 100 2,683 125 3,022 150 3,180 175 3,636 200 3,973 225 4,260 250 4,595 55 275 5,100 280 5,760 Cuadro Nº 19 /Elaboración propia HORMIGÓN CON 10 % DE CAUCHO σ(kg/cm²) ε x 10⎯³ 0 0,000 25 1,525 50 2,191 75 2,530 100 2,868 125 3,207 150 3,546 175 3,901 200 4,260 225 4,585 250 5,123 256 5,630 Cuadro Nº 20 /Elaboración propia 56 HORMIGÓN CON 15 % DE CAUCHO σ(kg/cm²) ε x 10⎯³ 0 0,000 25 1.80 50 2,590 75 2,990 100 3,350 125 3,752 150 4,090 175 4,471 200 4,950 224 5,690 Cuadro Nº 21 /Elaboración propia HORMIGÓN CON 20 % DE CAUCHO σ(kg/cm²) ε x 10⎯³ 0 0,000 25 2.320 50 2.928 75 3.394 100 3.754 125 4.156 150 4.558 175 4.988 200 5.576 Cuadro Nº 22 /Elaboración propia 57 6.3.2 GRÁFICOS DE CARGA V/S DEFORMACIÓN TENSIÓN V/S DEFORMACIÓN 350 325 RESISTENCIA A LA COMPRESIÓN (KG/ CM2) 300 275 250 225 200 175 150 125 100 75 50 25 0 0,000 0,400 0,800 1,200 1,600 2,000 2,400 2,800 3,200 3,600 4,000 4,400 4,800 5,200 5,600 6,000 6,400 DEFORMACIÓN X 10^-3 H.P. 5%Caucho 10%Caucho 15%Caucho 20%Caucho GRAFICO Nº 3: Curvas de Tensión- Deformación / Elaboración propia 6.3.3 MÓDULO DE ELASTICIDAD Rc (kgf/cm²) E (kgf/cm²) MEZCLAS 3 días 7 días 14 días 28 días 28 días Hormigón Patrón 108 174 225 328 101297 5% Caucho 89 144 192 280 78247 10% Caucho 76 126 179 256 72934 15% Caucho 67 119 164 224 65519 20% Caucho 58 102 136 200 60596 Cuadro Nº 23 /Elaboración propia 58 CONCLUSIONES Dentro de los beneficios obtenidos con el desarrollo de métodos de reciclaje de neumáticos usados, es clara la eliminación del impacto ambiental provocado por estos desechos, la liberación de espacios para las empresas, la creación de una fuente de desarrollo que genera empleos y sustituye importaciones; además de convertir a Chile en líder del reciclaje en América Latina. En la actualidad no hay Normativa específica sobre los neumáticos, por lo que es necesario dictarla y establecer una autorización para determinar el manejo de los neumáticos fijando límites para su almacenamiento en relación a la cantidad y el tiempo. Se pudo ver que el caucho proveniente del reciclaje de neumáticos tiene diversas aplicaciones en la construcción y una de ellas es que se puede utilizar como modificador del asfalto. Esto presenta las siguientes ventajas: • El aumento entre un 80 y 100% de su vida útil y reduce la formación de grietas y baches. • Otorga menos ruido de rodaje. • Incrementa la impermeabilidad del asfalto impidiendo el deterioro por el agua. • Incrementa el punto de ablandamiento del asfalto permitiendo que trabaje a mayor temperatura y se mantenga sólido. • Disminuye la penetración y la fragilidad a bajas temperaturas, es decir que a temperaturas bajo cero permanece flexible, sin fracturarse. • Disminuye el desgaste por abrasión comúnmente llamado ahuellamiento en las carreteras. 59 • En resumen aumenta su desempeño y durabilidad tanto a altas temperaturas como a bajas temperaturas. Se dirigió la investigación hacia el estudio de la deformabilidad del hormigón con caucho bajo cargas de compresión. Para ello se trazaron las curvas tensióndeformación de las mezclas consideradas y a partir de estas curvas se determinó el módulo de elasticidad de cada mezcla. Del análisis de las curvas tensión- deformación se puede observar que el comportamiento del hormigón con caucho frente a cargas de compresión es prácticamente lineal hasta una tensión relativa del orden del 70% de la resistencia máxima. Por encima de este porcentaje las curvas se apartan de la linealidad. La pendiente de la zona lineal de la curva tensión-deformación es el módulo de elasticidad o módulo de Young. En los gráficos se observó que cuando el módulo es mayor, la deformación elástica resultante de la aplicación de la carga es menor. Así también se observó que el módulo de elasticidad disminuye con el aumento del contenido de caucho. Para alcanzar resultados representativos de cada mezcla se ensayaron tres probetas por cada dosis de caucho y se observó una variación en los diagramas esfuerzo-deformación de hormigones preparados con igual dosis. Esto sucede porque los resultados dependen de la temperatura de la probeta y de la velocidad de aplicación de la carga entre otras cosas. Sin embargo, haber ensayado 3 probetas por cada dosis de hormigón nos lleva a concluir que las curvas trazadas se pueden considerar representativas. En la experiencia se pudo notar la compatibilidad entre el caucho y el hormigón y se obtuvieron propiedades importantes de las diferentes mezclas realizadas. 60 Al principio se pensó utilizar las mismas dosis de caucho utilizadas en el estudio realizado por la señorita Cadagan, pero el análisis de sus resultados muestra que de las dosis utilizadas por ella solo las probetas con 20% de contenido de caucho alcanzaron una resistencia considerable, mientras que las demás (con 40% a 100% de contenido de caucho) no presentaban resultados significativos. El problema que tiene el hormigón con caucho es que sus propiedades mecánicas son bajas (con módulos de elasticidad pequeños). Aunque se llegó a mezclar hasta un 20% en volumen, por eficiencia de trabajabilidad y propiedades mecánicas, se opta por recomendar mezclas de entre 5 % y 10% de trozos de caucho en hormigón. Teniendo en consideración los resultados obtenidos en los ensayos realizados por la Señorita Cadagan y los desarrollados en el presente estudio, se observa que las cantidades de caucho pueden variar hasta lo que se desee, entre unos límites razonables que en este trabajo se han establecido entre 5% y 10%. Finalmente, el presente trabajo demuestra la viabilidad de las adiciones de caucho reciclado de neumáticos al hormigón, contando para ello con una base elástica. 61 ANEXO A ENSAYO DEL CONO DE ABRAMS. Este ensayo está indicado en la norma NCh 1019 Of 74. Básicamente consiste en los siguientes pasos: • Se coloca el molde sobre la plancha de apoyo horizontal, ambos limpios y humedecidos sólo con agua. No se permite emplear aceite ni grasa. • El operador se para sobre las pisaderas evitando el movimiento del molde durante el llenado. • Se llena el molde en tres capas de aproximadamente igual volumen y se apisona cada capa con 25 golpes de varilla- pisón distribuidos uniformemente. La capa inferior se llena hasta aproximadamente 7 cm de altura y la capa media hasta aproximadamente 16 cm de altura. Al apisonar la capa inferior se darán los primeros golpes con la varilla- pisón ligeramente inclinada alrededor del perímetro. Al apisonar la capa media y superior se darán los golpes de modo que la varilla- pisón penetre la capa subyacente. Durante el apisonado de la última capa se deberá mantener permanentemente un exceso de hormigón sobre el borde superior del molde. • Se enrasa la superficie de la capa superior y se limpia el hormigón derramado en la zona adyacente al molde. • Se levanta el molde inmediatamente después de terminado el llenado, enrase y limpieza. Para esta operación fundamental se carga el molde con las manos, 62 sujetándolo por las asas y dejando las pisaderas libres se levanta en dirección vertical sin perturbar el hormigón y demorando un lapso de 5 a 10 segundos. Toda la operación de llenado y levantamiento del molde no debe demorar más de 3 minutos. Una vez levantado el molde se mide inmediatamente la disminución de altura del hormigón moldeado respecto al molde, aproximando a 0,5 cm. La medición se hace en el eje central del molde en su posición original. NOTA: Si el hormigón moldeado se inclina decididamente hacia un lado o sufre disgregaciones o corte se repetirá el ensayo. Si por segunda vez se presenta este fenómeno se considerará que el hormigón ensayado no es apto para efectuar el ensayo de asentamiento en el Cono de Abrams por carecer de la plasticidad y cohesión necesarias. No se debe utilizar el hormigón usado en el cono para fabricar probetas destinadas al ensayo de resistencia. Fotografía Nº 18: Cono de Abrams- LEMCO/ Elaboración propia. 63 a) b) Fotografía Nº 18: a) y b) Ensayo del Cono de Abrams/ Elaboración Propia 64 ANEXO B PROCESO DE CORTE DE LOS NEUMÁTICOS Los neumáticos fueron reciclados artesanalmente por lo cual se decidió utilizar las partes más blandas (partes laterales) y sin contenido de acero. Fueron cortados con cuchillo, humedeciéndolo para facilitar el trabajo. Se quitó primero el anillo interior de los neumáticos y luego se cortaron las partes laterales las cuales fueron cortadas en trozos de 30- 40 mm y de 10 a 20 mm. A continuación se presentan fotografías que describen el procedimiento seguido para cortar los neumáticos. a) b) 65 c) d) Fotografía Nº20: a) a d) Reciclaje artesanal se neumáticos Elaboración propia. 66 ANEXO C CALCULO DEL MÓDULO DE ELASTICIDAD DATOS REGISTRADOS EN EL LABORATORIO DE ENSAYE HORMIGÓN PATRÓN Carga(Ton) P1(pulg) P2(pulg) P3(pulg) Promedio(pulg) Δ (cm) ε x 10⎯³ 0 0 0 0 0 0 0 20 0,05 0,23 0,14 0,14 0,03556 1.578 40 0,09 0,28 0,17 0,18 0,04572 2.286 60 0,13 0,32 0,19 0,213 0,05418 2.790 80 0,17 0,36 0,245 0,258 0,0655 3.275 100 0,21 0,4 0,28 0,297 0,07536 3.768 120 0,254 0,44 0,31 0,335 0,08504 4.57 132.5 0,31 0,48 0,33 0,373 0,095 5.41 Cuadro Nº 24/ Elaboración propia HORMIGÓN CON 5 % DE CAUCHO Carga(Ton) P1(pulg) P2(pulg) P3(pulg) Promedio(pulg) Δ (cm) ε x 10⎯³ 0 0 0 0 0 0 0 10 0,07 0,1 0,11 0,093 0,024 1.20 20 0,12 0,13 0,19 0,147 0,03842 1.921 30 0,17 0,145 0,25 0,188 0,04774 2.387 40 0,21 0,16 0,26 0,210 0,05366 2.683 50 0,25 0,17 0,29 0,237 0,06044 3.022 60 0,29 0,19 0,3 0,260 0,06636 3.180 67 70 0,33 0,21 0,315 0,285 0,07272 3.636 80 0,35 0,26 0,33 0,313 0,07946 3.973 90 0,37 0,29 0,345 0,335 0,0852 4.260 100 0,4 0,33 0,38 0,370 0,0919 4.595 110 0,45 0,37 0,42 0,413 0,10096 5.100 112 0,51 0,42 0,47 0,467 0,1152 5.760 Cuadro Nº 25/ Elaboración propia HORMIGÓN CON 10 % DE CAUCHO Carga(Ton) P1(pulg) P2(pulg) P3(pulg) Promedio(pulg) Δ (cm) ε x 10⎯³ 0 0 0 0 0 0 0,000 10 0,12 0,147 0,14 0,136 0,0345 1,525 20 0,14 0,18 0,2 0,173 0,04382 2.191 30 0,16 0,21 0,23 0,200 0,0506 2.530 40 0,17 0,23 0,28 0,227 0,05736 2.868 50 0,19 0,25 0,33 0,257 0,06414 3.207 60 0,2 0,28 0,355 0,278 0,07092 3.546 70 0,215 0,31 0,39 0,305 0,07802 3.901 80 0,24 0,34 0,425 0,335 0,0852 4.260 90 0,26 0,37 0,45 0,360 0,0917 4.585 100 0,325 0,4 0,49 0,405 0,10246 5.123 103 0,41 0,45 0,53 0,463 0,1126 5.630 Cuadro Nº 26/ Elaboración propia HORMIGÓN CON 15 % DE CAUCHO Carga(Ton) P1(pulg) P2(pulg) P3(pulg) Promedio(pulg) Δ (cm) ε x 10⎯³ 0 0 0 0 0 0 0 10 0,07 0,1 0,11 0,093 0,0437 1.8 20 0,12 0,13 0,19 0,147 0,05218 2.590 30 0,17 0,145 0,25 0,188 0,0598 2.990 68 40 0,21 0,16 0,26 0,210 0,06784 3.350 50 0,25 0,17 0,29 0,237 0,07504 3.752 60 0,29 0,19 0,3 0,260 0,0818 4.090 70 0,33 0,21 0,315 0,285 0,08942 4.471 80 0,35 0,26 0,33 0,313 0,09704 4.950 89.5 0,37 0,29 0,345 0,335 0,10446 5.690 Cuadro Nº 27/ Elaboración propia HORMIGÓN CON 20 % DE CAUCHO Carga(Ton) P1(pulg) P2(pulg) P3(pulg) Promedio(pulg) Δ (cm) ε x 10⎯³ 0 0 0 0 0 0 0 10 0,24 0,19 0,25 0,227 0,06064 2.320 20 0,285 0,22 0,31 0,272 0,0708 2.928 30 0,32 0,26 0,37 0,317 0,08012 3.394 40 0,35 0,285 0,4 0,345 0,08732 3.754 50 0,39 0,31 0,43 0,377 0,09536 4.156 60 0,42 0,34 0,465 0,408 0,1034 4.558 70 0,46 0,36 0,5 0,440 0,112 4.988 80 0,5 0,41 0,54 0,483 0,12376 5.576 Cuadro Nº 28/ Elaboración propia NOTA: 1) P1: Probeta Nº 1; P2: Probeta Nº 2; P3: Probeta Nº 3. 2) La última carga registrada representa el promedio de las cargas obtenidas con cada probeta correspondiente a una determinada dosis de caucho 69 GRÁFICOS TENSIÓN VS DEFORMACIÓN DE CURVAS REPRESENTATIVAS HORMIGÓN PATRÓN Gráfico Nº 3: Cálculo del módulo de elasticidad del Hormigón Patrón/ Elaboración Propia. HORMIGÓN CON 5 % DE CAUCHO Gráfico Nº 4: Cálculo del módulo de elasticidad del Hormigón con 5% de caucho/ Elaboración Propia. 70 HORMIGÓN CON 10 % DE CAUCHO Gráfico Nº 5: Cálculo del módulo de elasticidad del Hormigón con 10% de caucho/ Elaboración Propia. HORMIGÓN CON 15 % DE CAUCHO Gráfico Nº 6: Cálculo del módulo de elasticidad del Hormigón con 15% de caucho/ Elaboración Propia. 71 HORMIGÓN CON 20 % DE CAUCHO Gráfico Nº 7: Cálculo del módulo de elasticidad del Hormigón con 20% de caucho/ Elaboración Propia. 72 REFERENCIAS BIBLIOGRÁFICAS 1. Jessica Cadagan, “Hormigón en base a trozos de caucho”. Memoria para optar a título de Ingeniero en Construcción Civil, Universidad Austral de Chile, 2005. 2. “Manual del Hormigón”, Instituto Chileno del Cemento y del Hormigón, Agosto de 1984. 3. NCh 170 Of 85, “Hormigón- Requisitos Generales”, Instituto Nacional de Normalización. 4. NCh 163 Of 79, “Áridos para morteros y hormigones- Requisitos Generales”, Instituto Nacional de Normalización. 5. NCh 165 Of 77, “Áridos- Tamizado y determinación de la granulometría”, Instituto Nacional de Normalización. 6. NCh 1239 Of 77, “Áridos- Determinación de las densidades real y neta y de la absorción de agua de las arenas”, Instituto Nacional de Normalización. 7. NCh 1116 EOf 77, “Determinación de la densidad aparente”, Instituto Nacional de Normalización. 8. NCh 1117 Of 77, “Determinación de las densidades real y neta y la absorción de agua de las gravas”, Instituto Nacional de Normalización. 9. NCh 1118 EOf 77, “Hormigón- Preparación de mezclas de pruebas en laboratorio”, Instituto Nacional de Normalización. 10. NCh 1017 EOf 75, “Hormigón- Confección y curado de probetas para ensayos de compresión y tracción”, Instituto Nacional de Normalización. 73 11. NCh 1037 Of 77, “Hormigón- Ensayo de compresión de probetas cúbicas y cilíndricas”, Instituto Nacional de Normalización. 12. Variación del módulo de elasticidad longitudinal – Universidad Nacional del Nordeste- http://unne.edu.ar/web/cyt/cyt/2003/comunicaciones/07-tecnologicas 13. www.monografías.com/trabajos12/hores/hores.shtml 14. www.segra.es/12%20recicla/Aplica.html 15. www.ucn.cl/FacultadesInstitutos/ laboratorio/TECNOLOGIA%207.htm 16. www.ideal.es/waste/neumaticos.htm - 29k -RECICLAJE DE NEUMÁTICOS- REPORTAJE EN WASTE MAGAZINE. 17. www.diariopyme.cl/newtenberg/1334/article-29999.html - 48k -DIARIO PYME- FONTEC-RECICLAJE DE NEUMÁTICOS 18. FDC- Altreifen- Recycling; www.fdc.ch/altreifen.htm 19. Van Aarsen Rubber Technology www.enviromental-expert .com/technology/vanaarsen/vanaarsen.htm 20. Caucho; Encarta Enciclopedia- Edición de lujo 2003.