Cálculos y diseño de una máquina secadora de plásticos
Anuncio

CALCULOS Y DISEÑO DE UNA MAQUINA SECADORA
DE PLASTICOS HIGROSCOPICOS
LUIS ENRIQUE DELGADO MONTES
CARLOS EDUARDO TOBAR YEPES
_.
:
\ft
a
Z l8f
t
..
.:f.iil"+."*
lltl[lllülüllltul{]tutu|illtil
,.
1'1::.,
f453e :'"
'.,':' ' ''"
.'
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION INGENIERIAS
PROGRAMA MECANICA
1
992
..'l-i
.-*;
CALCULOS Y DISEÑO DE UNA MAQUINA SECADORA
DE PLASTICOS HIGROSCOPICOS
LUIS ENRIQUE DELGADO MONTES
CARLOS EDUARDO TOBAR YEPES
Trabajo de grado presentado como
requisito parcial para optar el tftulo
de Ingeniero Mecánico.
Director: Hugo Cenen Hoyos
t.M,
CALI
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION INGEN¡ERIAS
PROGRAMA MECANICA
1
992
I
+
u .gti
D tgJc
6
V/
GI
Nota de aceptación
Aprobado por el comité de trabajo en
cumplimiento de los requisitos exigidos
por la
Universidad Autónoma de
Occidente para optar el tltulo de
Ingeniero Mecánico
Cali, Mayo de 1992
DED'CATORIA
Esta meta alcanzada la dedicamos a cada uno de nuestros padres, por esa
voz de aliento y apoyo prestados durante el trayecto de nuestra carrera.
AGNADEC'M'Etr7OS
A nuestros amigos y compañeros con los que compartimos estos años de
estudio.
Al
S.E.N.A. ASTIN, en especial a
los Ingenieros Rodrigo Cabal y Alvaro
Jaramillo por la asesoria prestada en la ejecución del proyecto.
Al director del proyecto Ingeniero Hugo Genen Hoyos, por compartir con
nosotros su gran experiencia en la realización de este.
Al Ingeniero Alvaro Collazos, por la oportuna as€soria prestada en la
ejecución de la obra.
Al Departamento de Diagramación y Fotocomposición de ALFATEXTOS
Ltda, por la edición de la obra.
A COIN Ltda; en
especial
al
Ingeniero Edgar Rubio
recomendaciones y asesorias.
A la Universidad Autónoma de Occidente.
tv
por
sus
".1
u-
ro
o\
ñ
I
l*
{
*
ÍABLA DE COTTET'DO
o
4s'
\,
A
l'¡)
u)
D
a
?
l)
ali
INTRODUCCION
1.
1.1.
1.1,1,
COMPOSICION Y MANIPULACION DE
1.1,1.1.
callentes
Sistema central de aire cal¡ente
Aire caliente de secado
Sopladores deshumificantes
MATERIALES TERMOPLASTICOS
FORMA DE SUMINISTRO
SELECCION DE MATERIALES
Polietileno. (P.E)
Polipropileno. (P.P)
Policloruro de vinilo, (P.V,C)
Poliestireno. (P.E)
Copolfmero estir€no-acrilonitrilo, (S.A,N)
1,1.2,
.1 .2,1 .
c4
.1 ,3,
ft,_
{"
2.
c,
2.1,
60
,O
2,2,
t*o
2.2,1.
A
q
2.2.2.
c
A
2.2.3.
tu
g 2,2,4.
a)
2.2.5.
s
tJ
2.2,6,'
?
-a 2.2.7.
Y
v 2.2.8.
<a
a
\_-)
I
1
1
./\
1
MATERIALES
3
FLUJO AUTOMATICO DE MATERIAL Y PRECOND¡CIONAMIENTO 3
Secadores de materiales
plásticos
4
Secadores
Copolimerizado de acrilo nitrilo butadieno y estirol.
Policarbonato.
(P,C)
Polimetacrilato de metilo.
6
I
10
13
18
18
19
20
21
22
23
24
(A.B.S)
25
26
(P.M.M.A)
2T
2.2.9.
Poliamida.(P.A)
28
2.2.10.
Acetato de celulosa. (C.A)
29
2.3.
TEMPERATURA DE SECADO
30
3.
TRANSPORTE NEUMATICO
32
3.1.
GENERALIDADES
32
3.2.
REQUERIM¡ENTOS
33
4.
CALCULOS
35
4.1.
INFORMACION GENERAL
35
4.2.
DATOS DE DISEÑO
36
4.3,
DENS¡DAD
36
4.3.1.
Temperatura absoluta
38
4.3,2.
Densidad absoluta
39
4,4,
PARAMETROS DE DISEÑO
42
4.4.1.
Cálculos de los C.F.M
42
4.4.2.
Diámetro de la tuberfa
42
4.4.3.
Velocidad corregida del aire
49
4.4.4.
Velocidad de flotación
44
4.4.5.
Velocidad relativa
45
4.4.6.
Velocidad del material
45
4.4.7.
Aire requerido de transporte
46
4.4.8.
Material de carga
46
4.4.9.
Pies cúbicos de aire por libra de material
47
4,4.10.
Altura de presión equivalente del aire para una pulgada de agua 47
4.4.11.
Pérdidas debidas al flujo de material ó pérdidas por recorrido
47
4.4.11.1. Pérdidas de levantamiento en tramos verticales
48
4.4,11.2. Pérdidas horizontales
48
4.4.11.3, Pérdidas de aceleración
49
4.4.11.4. Pérdidas por codos
52
4.4.11.5. Pérdidas dEbidas al flujo de aire
54
4.4.11,6, Otras pérdidas
54
4.4.11.6.1. Pérdidas de presión debidas a una contracción
58
4.4,11.6.2. Perdidas de presión debidas a una ampliación
61
4.4.11.7. Pérdidas debidas al ciclón
61
1.8.
Pérdidas por accesorios
61
4.4,12.
Presión estática
64
5.
VENTILADORES
67
5.1.
5,2,
5.3,
5.3.1.
5.3.2.
5.3.3.
5.3.4.
5.4.
5.4.1.
5,4,2.
6,
6.1.
6.1.1.
6.1,2,
6,1.3.
6,1.4.
DEFIN¡CION
67
APLICACIONES
67
CLASIFICACION SEGUN LA DIRECCION DE FLUJO
68
Ventiladores axiales
68
Ventiladores centrífugos
70
Ventiladores de disco
70
Ventiladores con paletas múltiples
72
APLICACIONES Y SELECCION
72
Datos
73
Dimensionamiento
77
SISTEMAS DE LIMPIEZA DE A¡RE
80
4.4.1
SISTEMAS DE EQUIPOS COLECTORES DE
POLVO
Grados de concentración y tamaño de partfcula
requerido
Caracterfstica del flujo de aire o gas
Caracterfsticas del contaminante
Grado de colección
contaminante
81
81
81
82
83
6.1,5.
Requerimientos de energfa
83
6.2.
METODOS DE EL¡MINACION DE POLVOS
83
6.2.1.
Colectores ciclónicos
83
6.2.1.1.
Ciclones sencillos
84
6.2.1.2.
Ciclón de gran eficiencia
84
6.2,1.3.
Giclón liso de espiral
85
6.2.1,4.
Tipo de gran caudal
86
6.2.1.5.
Policiclones
88
6.2,1.6.
Extractores multicelulares
ó
extractores centrifugadores
mecánicos
89
6.2.2.
Cálculos
90
6.2.2,1,
Diámetro ciclón
90
6.2,2.2.
Diámetro ducto de escape
90
6.2.2.3.
Diámetro del ducto de descarga inferior
90
6.2.2,4.
Ancho a la entrada del ciclón
91
6.2.2.5.
Altura a la entrada del ciclón
91
6.2.2.6.
Longitud interna del ducto de escape del ciclón
91
6.2.2.7.
Altura total del cono
91
6.2.2.8.
Altura del cono truncado
g2
7.
TRANSFERENCIA DE CALOR
94
CANTIDAD DE CALOR
94
RESISTENCIA ELECTRICA
98
Materiales para las resistencias
98
Cálculos
98
7,1
.
7.2.
7.2.1
.
7.2.2.
7.2.2.1
.
7.2.2.2,
Corriente por fase
101
Corriente por resistencia
101
7.3.
AISLAMIENTO TERMICO
101
8.
EOUIPOS Y ACCESORIOS
108
8.1.
VALVULAS
108
8.1.1.
Válvulas de mariposa
108
8.1.2.
Válvula Esférica
109
8,2.
TOLVA
109
8.2.1.
Dimensiones
110
8.3
REOSTATO
111
CONCLUSIONES
112
BIBLIOGRAFIA
114
lx
LISTA DE F'GURAS
FIGURA
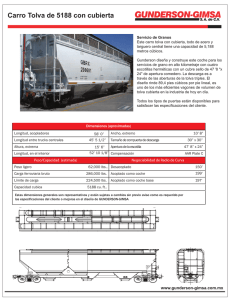
Difusor satélite
7
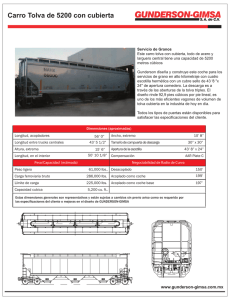
FIGURA 2.
Plena tolva de secado
8
FIGURA 3.
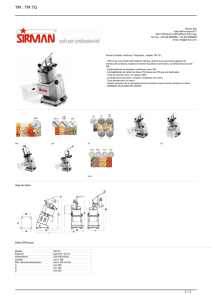
Diagrama de flujo del secador de aire caliente
11
FIGURA 4.
Diagrama de flujo del sistema deshumificador seco
17
FIGURA 5.
Velocidad de transporte
42
FIGURA 6.
Diagrama de VM, en el ciclo de secado
53
FIGURA 7.
Pérdida de fricción en ductos por cabeza de velocidad
56
FIGURA 8.
Factores de corrección para tubos y ductos rugosos
57
FIGURA 9.
Dispositivo venturi
59
1.
FIGURA 10. Caída de presión en ciclones a condiciones de operación
65
FIGURA 11. Tipos de ventiladores
69
FIGURA 12. Tipos de rodetes
71
FIGURA 13. Paleta hueca curvada hacia atrás
71
FIGURA 14. Ventilador turbo
74
FIGURA 15. Dimensiones del ventilador
7g
FIGURA 16. Ciclón sencillo
85
FIGURA 17. Ciclón de gran eficiencia
86
FIGURA 18. Ciclón liso con conducto en espiral
87
FIGURA 19. Ciclón de gran caudal
88
FIGURA 20. Colector policiclónico
89
FIGURA 21. Dimensiones del ciclón
93
FIGURA 22. Diagrama resistencias
102
FIGURA 23. Válvula de mariposa
109
FIGURA 24. Válvula esférica
110
FIGURA 25. Dimensiones de la tolva
110
''JgÍADETABLAÍs
1, Características de algunos plásticos
TABLA 2. Velocidades promedios y volúmenes
TABLA
31
de aire requeridos
para el transporte de materiales a presiones bajas
3. Presión según la altitud
TABLA 4. Coeficiente de fricción (f)
34
TABLA
41
para varios materiales
al
deslizarse sobre el acero
50
5, Longitud equivalent€ para codos
TABLA 6. Datos en el diseño de dustos de trabajo
TABLA 7. Capacidad de ciclones de 2" y 6" de caida de presión
55
8. Viscosidad del aire
TABLA 9. Ventiladores tamaño 6"
66
TABI-A 10. Ventiladores tamaño 8"
76
TABLA 11. Especificaciones del motor
78
TABLA 12. Propiedades del aire
96
TABLA
TABLA
60
63
76
TABLA 13. Propiedades de metales, aleacion€s y materiales para
resistencia
99
TABLA 14. Diámetro de los hilos de cobre que funden para un valor
de corriente determinado
100
TABIá 1 5, Especificaciones
106
TABLA 16. Espesores óptimos de aislamiento para tuberlas
107
NESUIüEN
El proyecto consiste en realizar los cálculos y el diseño de una secadora de
plásticos, con elfin de eliminarfallas presentes durante elproceso de elaboración
de las piezas.
En este proyecto se recomendará la temperatura de secado para los diferentes
tipos de plásticos, tanto higroscópicos como no higroscópicos, comercialmente
usados en la industria.
Esta máquina se encargara de generar ciclos mediantes los cuales se calentará
la carga de plástico, hasta una temperatura en la cual pierde un porcentaje de
humedad por evaporación; asf, mediante la temperatura
y la velocidad de
transporte de la corriente de aire dadas por un conjunto de resistencias y un
ventilador, se logra qu€ en un corto tiempo las partfculas (peletizados) tengan un
calentamiento constante y completo alrededor de sf mismas, sin alterar su estado
flsico. De esta manera se puede evitar fallas en las piezas como: piezas con
transparencia turbia, superficies irregulares
y escamosas, burbujas
internas,
superficies exfoliadas, inestabilidad de forma y dimensiones, rEsistencia insuficiente
de la pieza y finalmente líneas de flujo marcadas.
xill
lNTNODUccTON
A pesar del almacenaje más cuidadoso, la absorción de agua en los plásticos
puede ocurrir por la humedad que contiene el medio ambiente (en este caso el
proceso es lento), modificando la rEsistencia de los plásticos, produciendo vapor
y burbujas durante la disgregación, perjudicando la superficie. Es por esto que las
muestras se acondicionan antes del proceso de elaboración de las piezas.
La presencia de agua tiene el inconveniente de causar en los peletizados un
aumento de volumen y falta de estabilidad en sus dimensiones. Por esto, para
obtener una eficiente transformación de los plásticos se hace necesario un
secado preliminar para evitar fallas en el acabado de las piezas.
Existen en el mercado estufas industriales, cuyas capacidades sbn adecuadas al
rendimiento de plastificación de las máquinas transformadoras, en estas máquinas
los peletizados son colocados en tamices en capas uniformes y delgadas, la
calefacción es regulada a través de termostatos, los cuales calientan el material
eliminando una parte considerable de la humedad. En estos equipos se presenta
la desventaja del manejo de material, porque es n€cesario retirar de la estufa el
material
e introducirlo en la tolva de la máquina procesadora; durante
este
L--*---- -';¿,)-
2
trayecto el material a perdido parte del calor ganado, absorblendo humedad del
.
medio ambiente.
El presente proyecto tiene como objetivo calcular y diseñar un sEcador de
plásticos, el cual generará corrientes de aire caliente para mayor rendimiento y
transporte neumático para alimentación simultanea con material uniformemente
8eco.
T. CON',PO.S'C'O'U Y TüAN',PULAC'ON
DE TüAÍENTAI.ES
1.1. FLUJO AUTOMATICO DE MATERIAL Y PRECONDICIONAMIENTO
Con el incremento de la demanda para una alta rata de producción y consumo de
material, el volumen de material movido mediante un plano tfpico del proceso,
tiene un crecimiento formidable. Actuando el peso de la carga con la máquina, con
esta demanda es frecuente favorecer más alla los lfmites ffsico y prácticos. Con
Eso se crea una necesidad por automatización.
Este es también un crftico factor económico, el proceso es capacitado para
aumentar la calidad de los productos durante todos los ciclos de trabajo de todas
las máquinas, asf este aumento de desechos generados es mfnima. Una condición
esta jugando un papel sobre
el control de la
calidad,
es el
propio
precondicionamiento de los materiales sensitivos de humedad antes de entrar a la
máquina procesadora.
Estos dos elementos (automático flujo de materialy precondicionamiento) ofrecen
muchas ventajas secundarias para el proceso. Primero entre estos dos procesos
estan quienes tienen facil almacenamiEnto y capacidad de implantar colores, es de
economfa escencial
en
la compra
de
materiales incoloros en tamaños
4
cuant¡tativos un precio más bajo, en un espacio de ahorro almacenado y en
problemas de inventario reducidos.
El precalentamiento y el secado automático de materiales en el proceso mecánico
puede estar otra vez vigente de un secado sn horno, el cual envuelve entregando
carga y permitiendo la exposición del material a la humedad del amblente, en estos
viajes desde el horno hasta la máquina.
La selección de materiales entrega equipos dependientes en: 1- Eltipo de material
(peletizados, polvos, etc), 2- el aumento de mAterial necesarios para guardar con
el proceso, 3- la distancia vertical y horizontal sobre los materiales los cuales son
movidos, y 4- elfuncionamiento especial de los equipos encontrando el proceso
requerido.
l.l .1. Secadores de materlales pláetlcos. Algunos plásticos
son generalmente
higroscópicos en natural y sensibles a la humedad, lo cual significa que ellos
necesitan precalentamiento controlado y completo secado anterior al proceso de
asegurar la superficie y solida calidad para el cualfueron seleccionados.
Mientras materiales no higroscópicos pueden no requerirsecado deshumificante,
ellos llevarian superficies humedas, siendo removidas antes de procesarlas
mediante el uso de secadores de aire caliente. Este precalentamiento también
remueve una variable de procesos, el material es mantenido a una temperatura
constante circularmente. Esto significa mejorar el ciclo e incrementar la produc-
ción. El mayor de los tipos aceptados de materiales plásticos secados usan un
sedazo molecular desecante atravez del cual el aire es pasado para
5
deshumificación . Este sedazo atrapa moleculas de humedad, pero permite que las
moleculas
de
aire pasen. Entonces el airE seco es calentado hasta una
temperatura predeterminada y entregada a el materlal pláetico, usualmente se
hace en tolvas especiales de secado. Elalre seco recoje la humedad del plástlco,
y es llevado de nuevo dentro del secador para deshumificarlo y recalentarlo. El
desecante
es
perfodicamente retirado del flujo de secado para una alta
regeneración de calefacción, el cual lo purifica de alguna humedad recojida.
El buEn desempeño en elsecador, depende en exclusiva del aire ambiente, iusto
como importante es el aire puesto a atravezar y la propia medición de unidades o
sistemas para hacer
el trabajo necesario en cada máquina. Un tfpico
deshumificador puede usar cuatro continuos cartuchos rotativos desecantes. Las
camas son rotadas lentamente mediante una válvula de cartucho estacionaria.
Elsoplado regenerativo y calentamiento son separados completamente desde el
proceso de aire, El múltiple medidor es tal que al comienzo de la cama regenerativa
es conducida sobre la corriente, una cantidad de procesos de aire es combinada
dentro de este para enfriarlos. Desde la cama enfriada se procesa aire debiendo
ser recalentado antes de enviarlo a la tolva secadora, parte de el calentamiento
lanzado dentro del desecante durante la regeneración es salvado y enviado al
proceso.
También disponibles son unidades de.torres gemelas con dos alternativas de
camas desecadas. Estas unidades transfieren dEsde la cama desecada húmeda
hacia una regenerada con un tiempo básico. Para el proceso con distintas
máquinas pequeñas algunas de las cuales podrían comprometer una necesidad de
6
secado, tienen que ser introducidos, secadores individuales compactos que
aumenten sobre el lado de la tolva secadora.
1.1.i.i.
Secadores callenteg. Cuando se presenta humedad en el proceso de
formado, este tiende
a
causar defectos en los moldes mismos,
como
irregularidades en los productos moldeados pliegues, marcasy posiblefragilidad.
En muchas ocaciones encierra determinados mohos adheridos. Estos tipos de
defectos no deben ser permitidos en los productos terminados'
Los plásticos estan clasificados en dos categorias de acuerdo a su humedad:
1
,-
Nohigroscópicos: Son los plásticos en los cuales existe humEdad adhErida a las
caras de los peletizados. El polietileno (PE), polipropileno (PP) y poleofinas son
usualmente plásticos no higroscópicos. Estos plásticos son desecados con un
soplado de aire caliente sobre el material a evaporar la humedad y conducido fuera
de la unidad secante.
2,- Higroscópicos: Estos plásticos absorben humedad por dentro de los peletizados o granulos, formando moléculas adheridas al material. MaterialEs higroscópi-
cos comunes son el nylon, Acrilo nitrilo Butadieno Estileno (ABS), Acetato de
Celulosa (CA) y otras recinas plásticas, Estos plásticos pueden secarse solamente
con
movimientos de humedad desde el material deshumificado usando aire
caliente.
Algunos equipos usan ambos secados con aire caliente y secado deshumificado
en el difusor cónico de aire y tolva de aire. Un difusor de aire es proyectado a ser
COMPONENTES
1. Place dc cügs
Manual
con cublcrt¡ mwlblc,
2. Trsmpa cónlca dc alrc
3. Sdldr a la etmó¡lcr¡ o rctorno
rl sccrdor
4. Tolve
5. Dllu¡or
cónlco pcrforado dc 6lrc
y cono dcrüador dc matcrl¡l
6. Tubo llcxlblc
7. Entr€g¡ dc elrc callcnte eeco
FIGURA
F¡,rENTE:
l. Dltusor satéllte.
PlIttq EoSt¡¡¡bS ¡¡¡ldbol
usado en existencia de una tolva de carga. El aire seco es conducido dentro de la
tolva con un forro flexible mediante una caperuza en la cima de la tolva, la cual esta
conectada con un tubo flexible de el difusor satélite. fl¡u¡,¡
l.
Este satélite esta
constitu¡do por una sólida hoja de metal cónica en medio de la cima de el difusor
y lámina cónica perforada en el fondo para dispersar el aire caliente hacia el
material plástico. Una trampa cón¡ca está también incorporada dentro del sistema
de aire para prevenir la contaminación ambiental a la entrada de la tolva, Una tolva
de vacio o tolva proporc¡onal puede ser agregada en la cima de la trampa cónica
de aire para la carga automática de la tolva.
La tolva de secado puede ser adquirida o reemplazada por tolvas estandarizadas
cuando es necesario una gran capacidad. El rango de la tolva de secado va de
tamaños de 50 hasta de 6.000 libras de capacidad. Este se basa en un peso
proporcional del plástico con una densidad de 35 lbs/p¡e3. Plena tolva de secado
I
puede adquirirse con une máquina elevadora que puede tener capacidades de 50
a
4.000lbs o una unidad elevadora de piso con capacidades de 50 a 6.000llbras
de margen. Plenas tolvas tienen unos conos desviados que pueden ser agregados
con un diseño semejante. Los diversos conos sirve n para dos propósitos: Primero
obligan una uniforme distribución del aire en plena tolva de secado, fuera de los
diversos conos El calentamiento del aire llevarfa el camino de flujo, el cual estarfa
en medio dE la tolva. Segundo los diversos conos presentan una desigualdad de
flujo de los plásticos
a
travez de la tolva. fl¡urr2. Con los diversos conos el materlal
fluirfa atravez de la tolva en un reflejo horario con el material plástico En el centro
de la tolva, fluyendo atravez de la tolva en un mayor margen que el material de
los lados. La desventajas de estos, esta en que el material en el centro de la tolva
no pasarfa con el suficiente tiempo en la tolva propiamente seco. El material en los
lados de la tolva tienen además la tendencia a plastificarse debido a la excesiva
COMPONENTES
l
\
1, Plecas de carga manual con
cublcrtas movlblee
2. Trampa cónlca de alre
3. Abrazadcra tuperlor sutpendlde
con empeque
4, Secclón del tenque
5, Cono dc¡vlador
6, Abrezadcra Inlerlor ruependlda
7, Dlfu¡or cónlco perlorado de alre
8. Cono ¡nbrlor exierlor
9. Entrad¡ al purllicador
10. Place loportc cusdnda
1'l . Srllda de drenalc
12, Puerta desllzanie
13. Entrega de elre cellonte seco
14. Vldrio de ob¡eryacion
15. Rotorno da alro el ¡ccedor
HCUflA 2, Plenatolva de secado
FT
BNIE: Plúthr Esg¡¡.ori$¡ü¡dbool
I
exposición alcalor. Los diversos conos obligan al material plástico en elcentro a
mezclarse con el plástico de los lados, lo cual asegura que el plástico siga en la
tolva por eltiempo recomendado de secado. Recientes avances se han hecho en
la tecnologfa de la tolva con la introducción de la alta eficiencia plena de la tolva
de secado. Esta nueva alta eficiencia esta prevenida de la pérdida de calor. La alta
eficiencia previene un 20 % más calor que la carga plena de la tolva. Este ahorro
retenido viene a significar ahorro en el consumo de energfa. Esta alta Eficiencia
plena tiene un wattiage bajo de densidad caliente, instalado en la base de
calentamiento de la entrada de aire hasta el soplador de aire caliente y circulando
Este aire caliente a travez de la tolva.
El material plástico en la tolva es protegido del excesivo calentamiento por un
innovador sistema de pantallas acusticas, este canaliza el aire callente de el
calentador hasta el difusor cónico.
1.1,2, Sletema central de alre callcnte. Otros sistemas proveen un slmple
secador para cada máquina, pudiendo ser costoso para el proceso, quienes
nEcesitan secadores facilitados únicamente En ocasiones. Una alternativa podrfa
ser instalar un sistema de aire central de secado, este suministra automática
regeneración convenlente para todas las máquinas, y extiende el costo de estos
mediante el número de máquinas en servicios. Elsecador es usado únicamente en
esas máquinas que la necesitan, sin cambiar el equipo o congestionar el área de
moldeo.
El calentamiento de el sistema central es una simple fuente de bajo punto de rocfo,
aire deshumificado, un no-calentamiento pero coritinuo, disponible de entregar a
alguna máquina en el sistema, Una tolva especial de secado usualmente aisla y
:i\c:i.
li
I
10
mide la exposición recomendada de tiempo al atravezar el secador, reemplazando
la normal tolva de la máquina. En el lado de cada tolva de la máqulna, o un marco
por cerrar, es un individual precalentamiento que se toma de elairececo desde la
fuente central atravezando una lfnea común, calentando el aire a la temperatura
seleccionada para esta estación del material, y entregandola a este.
El
precalentamiento es soplado moviendo el aire seco arriba atravezando el material
y entrando al retorno lfnea aire, el cualtransporta la humedad cargando aire desde
todas las estaciones dE nusvo a la deshumificadora central.
1,1,2,1. Alre callente de ¡ecado. Los plásticos nohigroscópicos son secados
usualmente con aire caliente seco y tolvas plenas o en difusores de aire reunidos.
Para calentar aire seco es en una máquina de relativa simplicidad. Esta consiste
en
calentar
y en
soplar aire. El aire caliente puede ser controlado
termostáticamente a 300'F.(Fahreiheit) con una cepacidad de 60 a 1.000 C.F.M.
(Pies cúbicos por minutos).
Este calentamiento de aire seco trabaja con aire ambiente lanzandolo hacia un
filtro de aire seco mediante el soplado por intermedio de elementos calefactores.
El aire caliente es soplado hacia la tolva por los tubos flexibles. Una vez el aire
caliente pasa atravez del material plástico evapora la humedad, regresando al
interior en forma de vapor, y moviendo el vapor fuera atrás de las tolvas al aire
ambiente. fl¡un¡
8. El
aire caliente también tiene la función de precalentar el material
plástico llevandolo después hasta la temperatura de moldeo. Cuando este calor
aprovechado es usado, se requier€ menos calor en el proceso de moldeo y reduce
el consumo de energfa. Muchos factores se tiene en consideración de acuerdo al
sistema de secado del aire caliente. El primero es el material plástico. El material
E
r¡t
AH o
É6
Ao
F"
'9+
Ea'
?.b
c
rtQ
art
€E
(/D d
É EÉ¡¿
a¡
'E
L
3
ÉE
€
,lt
'!t :
tsP
!-x
aE
a¡
,€
?
a¡
o
E
6
'E!
o
É
E
€
o
Ef¡
o
o
..H
l|!
Ei3
a
c
tto6
€
ís
E
íF,
bb
É
PrÍn
óó
?&
*É
gDa
!'E
E
És[--
s€i!
E
a,
É áF
gg
s
-+-
?
EE
e
o
E
.P
o E
e
'e
g
I
ñ€
$
.$
€
ü
E
FqE
€t
$E
GJE
t€ o
E
IE
&
sl
RÉ
12
agregado tiene un tiempo especifico de residencia. La temperatura del aire seco,
es también una certera temperatura en la cual el material estarfa seco, es también
crftica a prevenir derretimiento o plastificación de el materlal en la tolva. Otras
conslderaciones cuando secamos, material nohigroscópico es la tasa de
producción, en térmlnos simples la cantidad de plástico (peso) usado en tiempo
lfmite de una hora; llevando estos dos factores (tiempo usado y también producción) dentro de las consideraciones, la selección óptima permite que el plástico
entre a la tolva y trabaje lentamente bajo la ruta del fondo de la tolva por hora y
media de residencia (muchos plásticos higroscópicos tiene un tiempo
residencia de hora
y media)
y
tiene una segura rata de
de
producción. Un
calentamiento de aire seco puede estar ahora basado en los C.F.M. de rango
necesarios para secar el plástico. Por ejemplo, un sistema dg una máquina de
moldeo por inyección tiene un molde que usa tres cargas de poliestileno con un
tiempo total del ciclo de un minuto. En una hora esta máquina de moldes usa 180
cargas de material.
En un continuo flujo automático delsistema de tolvas, en un aumento adicionalde
90 cargas de polietileno, puede ser necesaria en la tolva de secado, asf cuando el
material entre en la cima de la tolva puede gastar hora y media en la tolva antes
de entrar a la máquina de moldeo, la tolva con una capacidad manejable de 270
libras de material, serfa de una unidad de 400 lbs de capacidad. Una tolva
enmohesida esta llena a esta capacidad por propia operación de latrampa cónica
de aire, la cual evita que la contaminación del airE entre a la tolva. Esta tolva
tendrfa que ser llenada con 400 cargas de polietileno. Un térmostato sErfa
instalado en la tolva para obtener una verdadera lectura de temperatura. Puesto
que un certero aumento de calor es perdido mediante un tubo flexible desde el
calentador de aire seco hasta la tolva plena de sEcado. Allíestan dos alternativas
13
en el sistema de secado: el primero serfa sustituir unatolva plena de alta eficlencia
sn lugar de una tolva plena estandarizado, calentando en base de una
construcclón de la tolva plena de alta eflciencia por la pérdlda de calor en los tubos
flexibles. La otra alternativa ss un secador de alta eficiencia, comblnado con una
tolva plena de alta eficiencia que es una unidad aislante con el calor de la base de
la unidad. Esto es también teniendo un soplador de aire adherido a la tolva plena.
Esta alta eficiencia del secador del aire caliente eliminan los tubos OJ *re que
normalmente usan los sistemas convencionales de secado.
1.1.3. Sopladorc¡ deshumlflcantcs. Los plásticos higroscópicos necesitan
secarse mediante
el
uso de secadores
deshumificados. Los secadores
deshumificados absorben la humedad contenida en los materiales plásticos,
usando secadores de aire caliente conducido a lo largo de un punto de rocio de
-40"F. Este es obtenido por el uso de gotas desecadas. Estas gotas dEsecadas son
molecularmente tamizadas las cuales producen sintéticamente cristales metállcos
aluminosilicados. Toda humedad es removida desde los cristales durante su
manofactura. La principalventaja de estos cristales esta en que alla los cambios
son, muy pequeños en su estructura cuando son añadidas o removidas, las
moleculas tamizadas pueden secar materiales húmedos con contenidos bajos de
hasta 35 partes por billón,
Las moleculas tamizadas son en parte hasta una clase de componentes llamados
Zeolite. Los Zeolites se caracterizan 6n liberar agua cuando se calientan y
absorber agua cuando son enfriados. Las moleculas tamizadas son adquiridas en
gfobulos de 1116 hasta 1/8 de pulgadas de talla. Estos globulos son una
combinación de 20 % barro obligatorio y 80 % cristales, Los cristales tienen un
14
rango de tamaño de 1 a 10 micrones. Los barros y cristales son mezclados y
formados dentro del peletizado por un extrusor. Los peletlzados son luego secados
en un horno que forza al remanente de agua a salir. Estos globulos son llevados
en una cama bote desecante, el cual es un cilindro redondo con una malla de anjeo
sobre elfondo. Una capa de gotas de 1/8 de pulgadas de diámetro es extendido
sobre el tope del anjeo. Una capa de 1/16 de pulgadas es extendido sobre el tope
de la primera capa. Una capa de gotas de 1/8 de pulgada produce la tercera y capa
final. Un anjeo es empleado sobre eltope de la gotas. Las gotas de 1/8 de pulgada
siguen sobre el anjeo facilitando un flujo de aire propio. Pequeñas gotas siguen en
la reja limitando elflujo de aire. Camas desecadas tienen un mayorfluJo de aire en
la posición vertical.
Allf son dos clasificaciones por el sistema de secado: sistema de absorción de
cama simple, el cual usa una cama desecada y un sistema de
absorción
mrllticama, qu€ usa dos o más camas desecantes. Secadores deshumificantes
operan en un sistema de curvas cerradas. El aire es conducido atravez de un filtro
sobrE el inicio y enviado a la cama desecante hasta absorber el aguafuera del aire,
cuando
las
moleculas de agua son absorbidas por las gotas desecadas,
(aproximadamente 1.800 BTU por libra de humedad liberadas causan en el aire
elEvaciones aproximadas a los 19o F), el aire viaja hacia el calentador unitario
donde la temperatura del aire es conducida hasta el secador especffico de
temperatura. El aire deshidratado es luego circulado atravez del plástico en la tolva
de secado. Luego el aire es llevado fuera de la tolva y reciclado atrás mediante la
unidad repitiendo el proceso.
Eventualmente el proceso llega a saturarse con la humedad y tiene lugar esta
regeneración
. Este es donado por un soplador de aire caliente hasta una
15
temperatura
de
550 "F por nledio de camas desecadas. La elevación de
temperatura conduce la humedad fuera de la cama y dentro del medlo amblente.
Este proceso varfa con los diferentes tipo de secadores deshumificados. Algunos
secadores manofacturados tienen una cama desecadora en sus secadores. Estas
camas son regensradas por movimientos de la cama desecante y colocados sobre
una máquina especial de regeneración . El otro tipo de cama simple usada es una
cama rotativa. La cama gira lentamente mientras una parte de la cama esta sobre
el ciclo de trabajo removedor de humedad; la otra región de la cama está sobre el
ciclo regenerativo. Este tipo de secador
deshumificado tiene una mayor
desventaja; el escape de la humedad desde la parte de trabajo de la cama hasta
el lado de regeneración de la cama. Este previene al desecado de operar a una
completa capacidad. Un multiple sistema de absorción de cama desecada es de
mucha eficiencia en el metodo de secado. Una cama común de absorción coloca
este doble sistema de cama. En un sistema doble cama, una cama esta en lfnea
con el material seco, mientras tanto la otra cama esta en el ciclo de regeneraclón.
Allf estan los dos tipos de flujo de aire dirijido hacia la cama regeneradora de
secado contra-corriente y co-corriente, Cuando la cama desecante este en el
modo de trabajo, las camas actuan como una esponja arrojada a un lado de é1. El
agua que no es ganada se dispersa igualmente a travez de la cama. Aquellas
camas ocacionan un contacto con la humedad aérea queriendo cambiar la primera
humedad. Una vez que estas camas alcanzan un punto de saturación, otras camas
en proximidad de volverse saturados se cierran . Este proceso continua hasta
todas las camas saturadas.
En la regeneración contra-corriente elaire fluye atravez de camas desecadas en
la dirección opuesta alflujo de trabajo del aire. Esta forza la humEdad fuera de la
cama desecante opuesta a la dirección sobre la cual esta entrando. Elsecado en
16
la cama desecante no esta obteniendo un uso sobre el proceso de
trabaJo
mandando gotas con un soplador de aire caliente, ese puede romper los rápldos
bajos que estas camas consiguen constantemente saturados.
Elflujo regenerativo contra-corriente es un flujo de aire regenerativo en la misma
dirección que el flujo del aire de trabajo. Este tiene la ventaja de usar todas los
gotas de trabajo en la cama. La desventaja es el incremento en el tiempo de
regeneración , Allí son otros factores, esos mohos estan recibiendo adentro
consideraciones
con
contra-corriente y flujo co-corriente, tal como cargas
residuales En los finales de las camas.
El proceso dE secado es iniciado teniendo el movimiento de alre mediante
el
proceso de aire filtrado por las rejas, por medio del proceso de soplado de aire
dentro de la base de las camas desecadas, asf, elaire deseado es enviado abajo
a unos -40' F punto de rocio. El aire es después enviado hacia los calentadores
donde es calentado a una determinada temperatura dependiendo del tipo de
plástico que es usado. El aire es entonces enviado por medio de una manguera
hacia una plenatolva de secado. En el secado, el aire caliente es circulado atravez
del material plástico y expulsado por la trampa de aire del sistema, este aire retorna
hacia el proceso de contacto del aire filtrado y es repetido a sf mismo.
Fl¡unr
¡1.
El secador deshumificado es de tamaño similar a un sistema calentador de alre
seco. La tolva es medida de acuerdo a la rata de producción multiplicado por el
tiempo de residencia. El secador es medido sobre una rata de flujo
(
dE 50 F.P.M.
pies por minutos ). Si la rata de flujo es mayor, el material serfa soplado por todos
los lados de la tolva. Algunas ratas de flujo considerablemente menores de 50
F.P.M., pueden no tener ninguna velocidad de secado del material plástico por
'|7
la
Retorno de elre.
i\t
I
\
COMPONENTES
\
1. Placr¡ dc carga münuel con
cublcfhr movlble¡
2, Trrm¡ cónlca dc alre
3. Abraz¡dcn rupcdor
\
t
rurpcndlda oon cmp¡quc
4. Sccclón dcl hnquc
5, Cono dcsvlador
8. Abraz¡dcn Infcrlor
ruspendlda
7. Dlfu¡or cónlco perlor¡do de
I
alre
\
Entrege
de elre.
8. Cono lnlerlor odertor
9. Entrul¡ al pufficador
10.
11.
12,
13.
14.
15.
Place ¡oport¡ cuadrrde
Sellde dc drunaJc
Puert¡ de¡llz¡ntc
Entega dr alre illicnte tcco
Vldrlo de ob¡ervaclon
Retorno de dre d sccedor
Secador deehumlllcsnta.
FIGURA 4. Dlagrama de fluJo del slstema deshumlflcador seco.
FUEIITE:
Ph¡tb
E¡tiffih¡ tüldM
ejemplo, sobre dimensionando un s¡stema deshumificante, asume una rata de
producc¡ón de 60 libras/horas de material ABS. El ABS tiene un tiempo de
r€sidencia de 4 horas, 60 libras/horas por 4 horas son 240libras. Elaumento de
material remanente en latolva esta ordenada para consegu¡r elcorrecto tiempo de
residencia es 240 libras. La correcta elección de latolva esta a unos
4OO
libras de
capacidad en la tolva. Este secaría los p!ásticos adecuadamente a 50 C.F.M.
Otros factores tienen que estar trabajando dentro de las consideraciones puestas al
mismo tipo de humedad. Si después una máqu¡na ss móvil da la misma clase de
material, €ste puede estar más aventajado un sistemac€ntralde secado con un largo
s€cadory unatolva central plena de secado. El sistema central del proceso del material
para los var¡os procesos de la máquina. Un secador central deshumificante puede s6r
tambien usado con una tolva individual de alta eficiencia plena.
2. TüAf ER'ALEís TERTúOPLAÍsÍ'COS
En cuanto a su comportamiento en la elaboración, los dlstintos tipos de materlalEs
muestran diferencias demasiado grandes para permitir una consideración desde
el punto de vista de la forma ideal. Por ello se han captado en forma general los
requisitos indicados a contlnuación,
y hay que considerarlos, para cada
tipo
concreto de material, desde el punto de vista de las posibilidades de reallzación.
No puede esperarse que todos los materiales tengan las mismas propiedades de
Elaboración,
2.1. FORMA DE SUMINISTRO
Las masas termoplásticas llegan al mercado en forma de granza. La forma y
tamaño de los diversos granos es distinta según eltipo de material. La forma de
suministro de la granza viene determinada en primer lugar por las propiedades de
elaboración, pero puede ser influida también por consideraciones técnicas de
producción de los fabricantes. Bajo el aspecto de la buena aptitud para la
elaboración tenemos en primer lugar el requerimiento de una forma de suministro
completamente pura, sin pegosidades de la granza, La forma y eltamaño de los
granostiene que estar ajustados para que garanticen una disgregación termoplástica
óptima teniendo en cuenta los diversos métodos de plastificación propios del
proceso. Es deseable aquf que la forma y el tamaño de los granos sean lo más
19
constantes posibles y mantengan una relación que limite al mfnimo los espacios
vacios en el volumen aparente de la caida. Finalmente la granza tiene que estar
limpiamente cortada, sin presentar rebabas en las superficies de corte, que
pueden conducir a la formación de puentes en la tolvas de las máquinas de
elaboración, interrumpiendo asf el flujo.
La superficie de la granza debe ser tal que análogamente a las propiedades
higroscópicas de cada material, limite a un mfnimo soportable la absorción de
humedad, inclusotras un largo almacenaje. Unafuerte absorción de agua produce
un desarrollo de vapor en el curso de la disgregación del material, en el cilindro de
plastificación de la máquina influyendo con ello en los resultados de producción.
Con muchos materiales solo pueden conseguirse piezas utiles tras un intensivo
secado previo de la granza. La temperatura y eltiempo del secado, son variables
y dependen deltipo de producción y de la clase de material empleado.
2.2, SELECCION DE MATERIALES
La siguiente relación se refiere a las masas más usuales de inyección, Se elaboro
en base a las ind icaciones de
d
iversos fabricantes y contiene solo datos comprensibles
para la industria.
Los datos son valores experimentales y se refiere a las máquinas de elaboración
con unidades de plastificación por husillo, Generalmente se prefiere este sistema
de plastificación, porque tiene la ventaja de una disgregación de material rápida
y uniforme con una pérdida de presión mfnima, Si se utilizan máquinas de embolo
convencionales, conviene aprovechar solamente 50
- 60 % de la capacidad
20
nominal, para evitar un tiempo de permanencia demasiado largo, que podrla
perjudicar el material. Para la mayor parte de termoplastos se recomienda un
secado previo, con el obJeto de reducir como mfnimo a un 0,05 % la humedad que
contiene la granza,
2.2.1, Pollotllcno (P.E.)
Procesodeelaboración: Polimerización
CH. =
CHr-
Estructura
CHz'CH2-CH2
Molecular: ParcialmEnte cristalino,
Densidad en
bruto:
0,915 - 0,960 g/cms
Propiedades Mecánicas . Según su cristalinidad entre blando y rfgido.Alta
tenacidad, resistencia baja, módulo E. bajo, buena resistencia alto impacto, alto
alargamiento de rotura,
Propiedades térmlcas, La exposición del P,E. a la luz ultra violeta (U.V.) lo torna
quebradizo. Se torna quebradizo a los - 50"C.
Temperatura de uso permanente sin perjuicios.
(L.D):
Alta Densidad (H,D):
Baja Densidad
80 - 95 "C
Hasta 105 " C
Propiedades eléctricas. Posee excelentes propiedades de aislamiento eléctrlco.
Fuerte carga electrostática, La conductividad aumenta entre un 2,5% a 3% con
negro de humo.
21
Particularidades Tácnicas.
Conductividadtérmica
Calor especffico
(9):
(c):
0,26-0,33 Kcal/mh'C
0,45-0,5 kcal/kg "C
No absorb€ agua, no pega, se puede soldar, no eS toxico, eS de bajo cOSto y no
tiene olor.
Aplicación Industrial, Tanques para gasolina, agua, basura, aceite, tuberfas,
accesorios
de
tuberfa, láminas de protección, cajas para botellas, vasos,
invernaderos, jugueterla, piezas para alta frecuencia, aparatos médicos, artfculos
técnicos.
NombrEs comerciales. Polisur, altaven, polifen, dow, hostalen, marlex, lupólen,
vestolen, trolen.
2.2.2. Pollproplleno (P.P)
Procesodeelaboración: Polimerización
CH.-CH, =
ll
CHa-
cH,
Estrustura
CH2'CH'CH.'CH.
cH.
Molecular:
Densidad en
bruto:
Semicristalino 60 - 70%
0,90 - 0,910 g/cms
Propiedades Mecánicas, Tenacidad dureza y resistencia superiores a las del P.E.
pero la resistencia al impacto menor. Material de construcción capaz de ser
sometido a grandes esfuerzos.
22
Propiedades térmicas. A altas temperaturas tiene la tendencia a la oxidación.
Máxima temperatura del uso al aire 1 1OoC, resistencia hasta 135'C - 100 horas.
A 0"C se torna quebradizo.
Propiedades eléctricas. Similar al P.E; alto poder de aislamiento. Propiedades
antiestáticas.
Particularidades Técnicas,
Conductividad térmica
Calor especffico
(9):
(c):
0,26 Kcal/mh'C
0,46 kcal/kg'C
Se puede soldar, alta estabilidad qufmica.
Aplicación lndustrial, Canales de calefacción, paletas de ventiladores, partes de
electrodomésticos, cajas, jugueterfa, películas, cordeles, cepillos, redes, cascos
protectores, etc,
Nombres comerciales. Propathen, polibrasil, hostalen, P.P. Amoco, luparen,
vestolen P,
2,2,9, Pollcloruro do Vlnllo. (P.V.C)
Procesodeelaboración:
Estructura
Molecular:
Densidad en
bruto:
Polimerización
Amorfa.
1,38 g/cmg
Propiedades Mecánicas, Aplicable hasta aproximadamente 60oC, polfmeros y
29
modificaciones hasta 80'C. Se torna quebradizo a los -SoC, r€sistente al impacto
a los -25"C.
Propiedades eléctricas. En buena parte tiene propiedades de aislamiento
satisfactorias, Resistencia a la corriente de fuga no muy buena, No es apropiado
para la tecnologfa de alta frecuencia debido a altas pérdidas dieléctricas.
Particularidades Técnicas.
Conductividad térmica
(9):
Calor especlfico (c):
0,14 KcaUmh "C
0,23 kcal/kg "C
ExistE un gran número de PVC modificados: Duro, tipo básico; blando (materiales
blandos flexibles); postcluorizado (hasta un 65% de cloro) para resistencias
estacionarias en función delcalor más elevadas; Mezclas de PVC con Butadieno
para aumentar la tenacidad al impacto.
Aplicación Industrial. Construcción de máquinas y aparatos, construcción
electrotécnica, industria de embalajes, industria del mueble, juguetes, piezas
hidrarilicas, accesoriosparatuberlas, máquinasdeoficina, elementosdeamortiguación.
Nombres comerciales. Hostalit, vestolit, vinoflex, solvic, vinnol, trosiplast, solvitherm,
hitemp geon, coroplast,
2,2.4, Pollostlreno (P.S)
Proceso de elaboración
:
Polimerización
Estructura Molecular:
Amorfa,
Densidad en bruto:
1.05 g/cmg
24
Propiedades Mecánicas, Rfgido, duro, frágil, altamente sensible al efecto de
entalla; tendensia al cuarteamiento por tensiones.
Propiedades térmicas. Aplicable hasta los 70'C, arde bien con llama cargada de
hollfn, sin gotear.
Propiedades eléctricas. Buenos valores de resistencia eléctrica; presenta carga
electroestática.
Particularidades Técnicas.
Conductividad térmica
Calor especffico
(q):
(c):
0,14 Kcal/mh'C
0,3 kcal/kg 'C
Baja absorció n de humedad, Buena adherencia al pegar, buena soldadura
(soldadura por alta frecuencia no es posible), alta estabilidad dimensional,
Aplicación lndustrial. Empaques para cosméticos, medicamentos, artfculos de
consumo, papelerfay alimentos, Lámparas, marcos para dispositivos, jugueterfa,
cubiertos desechables, joyas de fantasfa, Elementos constructivos
y
piezas
aislantes con pocas pérdidas para la técnica eléctrica y de telecomunicaciones,
articulos
pu
blicitarios, etc.
Nombres comerciales. Hostyren N, polystyrol (serie de 100), vestyron.
2.2.5. Co pol f mero eetlreno-acrl lon ltrl lo (S.A. N)
Procesodeelaboración:
Copolimerización
25
Estructura
Molecular:
Densidad en
bruto:
Amorta.
1,08 g/cmg
Propiedades Mecánicas. Rfgido, alta dureza superficial, buena resistencia al
rayado, buena resistencia a elevadas temperaturas en función deltiempo, módulo
de Elongación más alto que el de los polfmeros de estirol, cuarteamiento por
tensiones menor que el de PS.
Propiedades térmicas. Aplicable hasta los 90'C, buena resistencia al cambio de
temperatura.
Particularidades Técnicas. El proceso de unión más favorable es el pegado, se
puede soldar, pero en el campo de alta frecuencia sólo es posible para el SAN con
un alto porcentaje de acrilo-nitrilo,
Apllcación lndustrlal. Partes de cajas, botones de giro, vidrios para escala de
aparatos de radio, televisión y de medición, embalajes; vajillas de calidad.
Nombres comerciales. Luran, kostil, lustran, SAN, vestoran.
2,2.6. Copollmerlzado dc Acrllo Nltrllo,Butadleno y Eetlrol (A.B.S)
Procesodeelaboración:
Polimerización
Molecular:
Densidad en bruto:
Amorfa.
Estructura
1,03 - 1,07 g/cm3
26
Propiedades Mecánicas. Rfgido, tenaz incluso a temperaturas bajas hasta los
-40"C; alta dureza, buena resistencia al rayado, alta tenacidad al lmpacto y alta
resiliencia; buena amortlguación del sonido.
Propiedades térmicas. Buena resistencia al calor, aplicable hasta los 85 -100"C
alta resistencia a los cambios de temperatura.
Propiedades eláctricas. Alta resistencia superficialy al paso; carga electroestática
reducida.
Particularidades Técnicas. Es posible aumentar resistencia y módulo de elongación
mediante fibras de vidrio, reduciendose de esta manera la tEnacidad. No resiste
la intemperie, Tipos especiales son galvanizables (después de un tratamiento
previo), logrando de esta manera buena adhesión.
Aplicación lndustrial. Partes de carcazas, y de mandos para aparatos dE radio,
televisión, grabación, filmación y fotograffa, además para teléfonos, máquinas de
oficina, cascos de protección, etc,
Nombres comerciales. Novodur, terluran, cycolac, vestodur, lustran l.
2.2.7, Pollcarbonato (P.C)
Densidad en bruto: 1,2glcmg
Propiedades Mecánicas. Sus cualidades para soportar carga, tanto por tracción
27
como por compresión, son excelentes comparada con otrog termoplásticos. La
resistencia al impacto repetido caracteriza latenacidad de la recina acetálico, Muy
buena resistencia al impacto, elevada resistencia al calor, baja absorción de agua,
baja estabilidad dimensional.
Propiedades tármicas. Posee una alta viscocidad en estado de fusión. Empieza a
fundir entre 215 - 227'C. Temperatura óptima de moldeo 270"C,
Particu laridades Técnicas.
Conductividad térmica
Calor especffico
(q):
(c):
0,17 Kcal/mh "C
0,28 kcal/kg'C
Aplicación Industrial. Piezas de aislamiento y cobertura con gran tenacidad y gran
estabilidad de forma al calor para latécnica de iluminación, inductria eléctrica y del
automovil. Aparatos esterilizables para el uso médico, cascos de seguridad,
objetos con elevadas exigencias para uso domástico y dlario, Lentes óptlcas,
cajas, núcleos de bobinas, recubrimiento de cajas de conmutación.
Nombres comerciales. Makrolon, lexan.
2.2.8. Pollmetacrl lato de Metl lo.(P.M. M.A)
Procesodeelaboración:
Estrustura
Molecular:
Densidad en
bruto:
Polimerización
Amorfa.
1,8 g/cm3
Propiedades Mecánicas. Duro, rfgido, no astilla al romperse, resistente al rallado.
28
Buena resistencia a la tracción, la compresión y la flexión, poca capacldad de
deformación.
Propiedades térmicas. Temperatura máxima al uso 95"C. Buena resistencia al
cambio de temperaturas, Quema practicamente sin dejar reslduos y sln gotear.
Alta resistencia a la intemperie.
Propiedades eléctrlcas, Buena reslstencla superficlal. Resistente a la corriente de
fuga,
Particu laridades Técnicas.
Conductividad térmica
Calor especffico
(q):
(c):
0,16 Kcal/mh "C
0,35 kcal/kg "C
Aplicación Industrial. Lupas, lentes, vidrios para relojes, botones de mando,
escalas, luces posteriores, vidrios, techos, avisos luminosos, cabinas de helicopteros,
dentaduras,
Nombres comerciales, Diakon (lCl), plexiglas(Rohm and hass), plexigum, resarit.
2.2,9, Pollamlda (P.A)
Procesodeelaboración:
Policondenzación.
EstructuraMolecular:
Semi-cristalinahastael60%.
Densidad en
bruto:
I ,02 - I ,12 - 1 ,15 g/cmg
Propiedades Mecánicas. Rlgido, duro, aumento considerado de la resistencia
29
mediante est¡rado. Buena tenacidad al impacto, Resistencla a la abrasión, buenas
propiedades de desl izamiento,
Propiedades térmicas. Máxima temperatura de uso 80 -120'C.Por corto tiempo
entre 140 - 210 "C. Esterilizable, tenaz hasta los 40 "C.
Propiedades eléctricas. Su resistencia superficial favorable previena la carga
estática, buena resistencla a la corriente de fuga.
Particu lari dades Técnicas.
Condustividad térmica
Calor especfllco
(9):
(c):
0,22 Kcal/mh 'C
0,4 kcaUkg "C
Aplicación Industrial . Construcción de máquinas, vehfculos, electrotécnica,
tecnologla sanitaria, industria de la construcción, pellculas de empaque, envoltura
para salchichas, cEpillos, hilos de pesca. En el campo de la Ingenierla Mecánica:
asientos deválvulas, engranajes, excentricas, rodamientos, coj¡netes. Las piezas
de Nylón puede funcionar silenciosamente.
Nombres comerciales. Pag, durethan B (BAYER), ultramid B (BASF), grilón
(EMSER), trogamid T, vestamid.
2.2.10. Acetato do celuloea (G.A)
Densidad en
bruto:
1,3 g/cm3
Propiedades Mecánicas. Elevadatenacidad, apropiado para piezas con inserciones
metálicas, Tacto agradable. Atrae poco elpolvo, estable alsonido. Estabilidad de
forma llmitada por influencia de la humedad y elcalor.
Propiedades térmicas. Temperatura de uso permanente sin deterioros, máximo 60
- 80"c.
Particu laridades Técni cas.
Condustlvidad térmica
Calor especffico
(c):
(q):
0,22 Kcal/mh "C
1,3 kcal/kg'C
Aplicación Industrial. Botones, artfculos detocador. Monturas paragafas, mangos
para herramientas, cubiertos, guarniciones para muebles, revestimientos de
volantes, juguetes. Cajas para aparator domésticos. Equipos para radio.
Nombres comerciales. Ecaron, cellidor A.
2.3. TEMPERATURA DE SECADO
La temperatura de secado recomendada para los peletizados plásticos, obtenida
segrln fabricante y diseñadores ;podemos resumirla en la tabla
1
, al
igual que los
defEctos ocasionados por la presencia de humedad durante el proceso de formado
de las piezas.
E .E.e
EK
'9
sE
o
o
uJ
lo
=
$
o
aq
..;aE
<tr
z
()J
ÉF$EÉÉ$ÉÉ€EÉFÉFs$iEÉ
l¡J
u¡
f
¡!
z
tp
s
#q
oz
I()
(o
ñ
r¡)
8888
$s$$
p g g
o
lr-
.9
ITII .9
U'
5
o
.9
o|
u
p
.9
E
I
(o1\r¡)
€
8
'a
I
'é
88'6. 'EI
'E
S
E E ?E
úeeeee
e.9.9.9.s.9
.9EEEEE
= t t tt
I
E
t
u¡
c¡o
p??
o
T
I
ñHE
o
ol
R
RIo
GI
t¡J
4o
E<
¿90
=xó
ETSL'
ñi ¡il c)
o
oooooo
FCqrqFl\
FOI(\IF
n-g
==cn
-LJ
l¡¡
F o
I¡J
I +E
É
F()
r
=
E
É
s
$
9
o
ID
='
U
€
$
UJ
É,
Eo
*
S
a
ñ
=
o
z
úfl#IÉ
qie9e
*=
?
t
3 PI
^E
sA flr
¡¡¡
o-
E=
9 Ho
EEEÍ
EEH
qE
tr
d
E
:F
E
? ?e I=H?= I g= R V, R g
2
ü
g
I
I
3. rt|A'US
PONTE N EUTüAT'CO
3.1. GENERALIDADES
Mientras que el transporte neumático utiliza más fuerza por libra de material
cargado, ofrece ventajas bajo ciertas condiciones. Ocupa poco espacio, hace
posible la movllización del material atravez de ciertas areas apiñadas, es libre de
polvos, excepto en los puntos de carga y descarga, y ofrece mayor seguridad.
Requiere poco mantenimiento y menortrabajo operativo. Solo puede lr de un punto
fijo a otro, excepto con dispositivos, el material puede ser dEsviado a cualquier
cantidad de puntos de entrega. Hay dostipos generales. El quetiene baja presión,
llamado comunmente sistema de fase diluido, que utiliza una corriente de aire que
es generalmente de baja presión (menor de 15 PSIG) y alta velocidad.
El segundo tipo, llamado comunmente sistema de fase densa, utiliza el concepto
de aire para empujar material hrlmedo, y es generalmente de alta presión (mayor
de 15 PSIG), y baja velocidad.
La velocidad y la presión varfa dE acuerdo con el tipo de producto, y la distancia
a la cualva a ser transportado.
3ft
En cualquler caso, la fuerza debe ser suministrada para que el materlalflote en el
tubo para moverlo por succión o por presión.
La tabla 2 da promedio de velocidad recomendada, el volumen de alre requerido
para la operación del sistema de fase dlluldo, asumiendo las condiclones
promedlo. Cuando el gas o el material está caliente la capacidad del gas para
transportar el material va aser reducida, todas las demas condlciones quedarán
constantes, y los valores en la tabla deberan ser modiflcados. Cuando se trabaja
con material finamente molido, podrla ser necesaria la introducción de un gas
lnerte al slstema para evitar explosiones. En el momento no existe método alguno
para distinguir el transporte neumático. Es siempre mejor enviar muestras a los
fabricantes y consultar con ellos,
3.2,
REQUERIMIENTOS
El materlal a fluidizarse debe cumplir requerimientos como:
Tener aristas vlvas, ser limpio, seco y no adhesivo.
Correr facilmente entre los dedos altomarlo,
No ser escamoso, fibroso, y no poder acumularse en nodulos.
La principal ventaja de la fluidización estriba en que los polvos fluidizados se
comportan como lfquidos y puede manipularse como tales.
34
TABLA 2, Velocldades promedlos y volúmenes da alre requarldos para
materlales a preslones bajas.
MATERIAL
DENSIDAD DEL
MATERIAL
(LBS/PrEs1
VELOCIDAD PROMEDIO
PARA IRANSPOHTAR
MATERIAL
(P¡Eg/MtNrrfoS)
el
tranaporte de
PIESI DE AIRE
POR LBs DE
IIATERIAL
CENIZA DE CARBON
30
5.500
35
CEMENTO
94
7.000
15
POLVO DE CARBON
30
4.000
30
CASCARA DE MAIZ
45
5.500
40
SEMILIA DE ALGODON
05
3.500
75
POLVO MOLIDO
30
4.500
25
OXIDO DE HIERRO
25
6.500
45
HIDRATO DE CAL
30
5.500
35
PIEDRA CALIZA
85
5.000
15
CEBADA
35
4.800
35
AVENA
26
4.500
40
RECORTES DE PAPEL
20
5.000
45
POLVOS SECOS
20
2.500
40
TRAPOS SECOS
30
4.500
25
SAL FINA
80
6.000
20
SAL ORDINARIA
50
5.500
30
ASERRIN SECO
12
3.500
65
ARENA
100
7.000
10
ESCORIAS LIVIANAS
09
3.500
75
ESCORIAS PESADAS
24
4.000
45
TRIGO
46
5.800
30
POLVO DE MADERA
19
2.500
35
(sEco)
FUEI¡TB¡AN-lNgNEElIO
4. c'ALc.ULOS
4.1 INFORMACION GENERAL
Dentro de los materiales plásticos empleados usualmente en inyección, podemos
reseñar que el más denso es el PVC, para dimenslonar el ciclón y
la
tolva
tendremos en cuenta el espacio ocupado por el menos denso como es el PP,
Para el diseño del transportador neumático nos basaremos en funclón del material
fluldizable más denso para asf, calcular la cantldad de aire necesaria para
movilizarlo.
Todos los peletizados queseencuentran dentrodelmercadovienen estandaridizados,
se ofrecen en forma de cilindros con un dfametro de aproximadamente 0,5 cm y
una longitud de 0,4 cm. Estas medidas no Eon exactas pero este es eltamaño que
de acuerdo al control que se le hacen se han encontrado.
Nuestro sistema estara diseñado para secar una carga de material plástico (50
kg), esta capacidad la recibe la unidad de la máquina inyectora. Cabe destacar
que sn los plásticos en los cuales se recomienda un secado de 20 minutog, en
dicho tiempo la carga de material realizará siete circuitos dentro de la unidad a
36
diseñar. Por esto la máquina movilizará en total 1 ,050 kg de material por hora ó lo
que €s lo mismo 39 libras por minuto.
4.2. DATOS DE DISEÑO
Cantldad de material a transportar
Wm = 39 lbs / min
Densidad del material a transportar
pm = 88 lbs / plec
partfcula
Volumen de la partfcula
Númerodecodos
Longitud del ducto vertical
Longitud ducto horizontal
Temperatura en la ciudad de Cali
Altura sobre el nivel del mar
Ap = 0.0304 pulgadasz
Vp = 0.004893 pulgadasg
N = 2codos
Lv = 7,3 pies
Lh = 9,0 pies
| = 25'C.
A = 3.300 pies
Area de la
El método que se va a seguir para el diseño de nuestro transporte neumático, es
el descrito en el libro de Ingenlerfa de Ventilación, Capftulo sobre transporte, de
la compañia de ventilación Buffalo Forge. Mátodo de Ingenierfa,
4.3.
DENSIDAD
aire
Temperatura estandar
Presión estandar
Densidad estandar del
pa
=
0,075 lbs / pieso
=
14,7 P.S.l
ta
Pa
Hasta este punto, todas las curvas y tablas han sido usadas para condiciones de
aire estandar, el cual es fluido como aire seco
a70'F a nivel del mar, teniendo
97
una densidad o peso por pie cúbico de 0,075 lbs. En la realidad, las condiciones
estandares son particulares y poco comúnes.
Ef aire frfo es más pesado que el aire caliente siendo esta
la razón de que el aire
caliente aumente de volumen y que su densidad sea menQr.
La presión afecta la densidad. Cuando se aplica presión al aire, este se comprime
y se reduce en pies cúbicos, La presión se puede dar en forma de presión
atmosférica causada por el peso del aire en la atmósfera presionando hacia la
tierra, La presión puede ser causada por una fuerza externa tal como un ventilador.
La humedad relativa del aire afecta la densidad. El vapor de agua es tan liviano
como el aire, asf que el aire humedo es tan liviano como el aire seco. Cuando la
humedad aumenta, la densidad del aire disminuye.
Un gas mismo afecta su densldad al mezclarse con
otro. Mientras que el aire
estandartiene una densidad de 0,075 lbs / pie3, el oxfgeno puro tiene una densldad
de 0,085 lbs / pieo. Una mezcla de gases puede tener una densidad resultante
diferente a la densidad de cada gas.
En conclusión, la densidad es causada o influenciada por:
- Temperatura absoluta del gas o mezcla de gases.
- Presión absoluta del gas o mezcla de gases.
- Peso molecular del gas o mezcla de gases.
38
Con las anteriores Influencias podemos ver que el aire estandar es más que todo
una base para relacionar cbnsistentes para capacidad que una condición común.
4.9.i.
Tcmpcratura Abgoluta. Cuando la preslón es siempre constante, el
volumen del gas varfa en proporclón directa a la varlaclón de la temperatura
absoluta.
Temperatura absoluta es una medida.de temperatura en flslca la cual tlene un
valor de cero a una temperatura donde todas las actividades moleculares se
detienen y nada las puede lograr enfriar. En un perfodo largo se puede aproximar
al cero absoluto el cual es
-460'F relacionada con la común escala Fahrenheit. La
escala de la temperatura absoluta es llamada escala Rankine, asf que
OoF
equivalen a 460'R.
Temp Abs
= Temp Rankine = ( temp fahrenheit
+ 460" )
De lo anteriormente dicho, deducimos por la Ecuación fundamental do los gases
perfectos que si la presión es tomada como una constante, la densidad varla
inversamente proporcional a la temperatura absoluta,
p=P/(R*T)
Siendo:
P = Preslón absoluta
R = Constante universal de los gases
T = Temperatura absoluta
Para el caso de la ciudad de Cali, tenemos una temperatura de77'F ( 25"C ), de
donde la densidad por corrección de temperatura serfa:
39
p2
lp1 =T1 lf2
donde:
p2 =
p1 =
T1 =
T2 =
Densidad corregida por temperatura
Densidad aire estandar 70oF
= (70+a2ol
Temperaturaestandar
Temperatura ambiente ciudad de Cali
= (77 + 4201
reemplazando entonces:
p2
=
p2 =
( 70 +
420)* 0,075 | (77 + 420)
0,07394lbs/p¡e3
4,9,2. Proglón Absoluta. Cuando la temperatura es constante, el volumen de gas
varla inversamente proporcional a la variación de la presión absoluta, según la
ecuación gas ideal:
V=RtT/P
Siendo:
V = Volumen especffico del gas
T = Temperatura absoluta del gas
P = Presión absoluta del gas
Presión absoluta es la suma de la presión atmosferf ca o barómetric a (14,7 PSIA)
y la presión medida sobre una presión manométrica o relativa (PSIG).
=
Presión absoluta =
Presión manométrica
PSIG
PSIA = 14,7 + PSIG (al nivel del mar)
para un sitio cualquiera:
Í.-!t'#',--'----''-:=":*'T:*í- r. -. -i.-,,.:ü¿r: " . lrr'Í
'
r'
/trr;t
r
40
Presión absoluta = Presión barométrica + PSIG
siendo la ecuación a temperatura constante,
pA/p1 -P2lP1
donde:
=
p1 =
Pl =
P1 =
P2 =
P2 =
pA
Densidad absoluta del aire, corregida por temperetura y presión.
Densidad corregida por temperatura.
Presión sobre el nivel del mar, Irllr
I
14,7 PSI
Presión para la ciudad de Cali a 3.300 pies sobre el nivel del mar.
Irllr
I
13,03 PSI
Reemplazando tenemos:
pA = 13,03* 0,07394 | 14,7
pA = 0,0655 lbs / pieg
Como se ve en la Tabla 1, la temperatura mfnima de secado durante el
funcionamiento de la máquina es de 110' C, tendremos en cuenta €sta temperatura para determinar la densidad del aire en operación.
Temperatura de trabajo
= Tt = 110" C = 230'
entonces,
pt = (77 + 4201*0,0655 I (290 + 420)
pt = 0,0501 lbs / pie'
F
41
TABLA 3, Presión según la altitud.
0
1m
29,52
29,81
14,70
14,65
4.0@
25,U
12,70
t.000
22,22
10,92
4,100
25,74
12,65
8.100
22,',14
10,88
10,83
20
30
40
29,71
14,60
4.200
25,65
12,60
8.200
22,05
29,60
14,9
4.300
25,55
12,55
8.3@
21,97
10,79
29,49
14,49
4.¿000
25,46
12,5'l
8.400
21,89
10,75
6m
29,38
14,43
4,500
25,36
12,48
8.600
21,80
10,71
t@
29,28
14,39
4.t00
25,27
12,42
t.t@
21,72
10,87
7@
29,17
14,33
4.700
25,17
12,37
8.7m
21,U
10,6¡l
80
29,07
14,28
4.900
25,08
12,32
0.800
21,55
10,59
9m
28,96
14,23
4,900
24,59
12,28
8.000
21,47
10,55
r.000
28,86
14,1
I
5.000
24,89
12,25
0,000
21,38
10,50
14,12
6.100
24,60
12,18
e.100
21,30
10,46
14,08
6.200
24,71
12,14
0.200
21,22
10,43
24,81
12,09
9,3@
21,14
10,39
10,35
10,31
1.100
28,75
1.2@
28,65
1.300
28,*
14,02
5,300
1,400
28,44
13,97
6.400
24,52
12,05
9,¡lo0
21,06
1.600
28,33
19,92
6.500
24,49
12,00
9,500
20,98
1.t00
28,23
13,87
5,600
24,U
11,96
9tm
20,90
10,27
1,700
28,13
13,82
6.700
24,25
11,91
9.7!0
20,82
10,23
1,800
28,02
13,77
6.800
24,16
11,87
0,800
20,74
10,10
1.900
27,92
13,72
5,900
24,07
11,83
0.900
20,86
10,15
27,82
13,67
c.000
23,98
11,78
10.000
20,58
10,11
13,62
t.100
23,89
11,74
f 0,100
20,50
10,07
E.200
23,80
11,69
10.200
20,42
10,03
20,U
9,99
e,000
2.1@
2.2ú
27,72
27,62
13,57
e.300
27,52
13,52
c,300
23,71
11,65
10.300
2,400
27,41
13,47
t.400
23,62
11,60
9,95
27,51
13,42
0.500
23,53
11,58
10,400
't0.500
20,28
2.500
20,18
9,91
2.tm
27,21
13,37
t.c00
29,44
1't,52
10.t00
20,10
9,88
2.7W
27,11
13,32
0.700
23,35
11,47
10,700
20,02
9,&4
2.800
27,01
19,27
8.800
29,28
11,43
10.800
19,95
9,80
2.900
26,91
19,22
c.000
29,17
11,38
to,9@
19,87
g,7E
26,81
13,1 7
7.000
23,09
11,34
11.m0
19,79
9,72
26,72
13,13
7.100
23,00
11,30
rf .t@
'ts,71
9,68
13,08
7,200
22,51
11,28
11.2@
19,64
9,65
1'1,21
'tt.300
19,56
0,€1
9,57
3.0@
3.1@
3.200
3.300
28,62
28,52
13,03
7.300
22,82
3.400
26,42
12,98
7.400
22,74
11,17
11,400
19,48
3.5@
26,32
12,93
7.500
22,65
11,13
11.5@
19,40
9,53
3.800
2e,29
12,89
7.600
22,58
11,08
11,t00
19,33
9,50
3.700
26,13
12,U
7,700
22,48
11,04
11.700
19,25
9,46
3.800
26,03
12,79
7.800
22,99
11,00
11.800
19,18
9,42
3.900
25,*
12,74
7.900
22,31
10,96
11.0@
19,10
9,38
FUE{TE F^NENOTNREIN(I
42
4,4. PARAMETROS DE DISEÑO
En la Figura 5 tomada del Libro lngenierfa de Ventiladores, y con la densldad de
la partfcula o peso del material encontramos lavelocidad promedio de transporte
y la cantldad de aire por libra de material.
7.000 F.P,M.
88 lbs / piesg
35 Piess de aire / lb de material
7,000
110
E.ó00
r*
I
P 6.000 E
=
3
eo
5.500
I
oo
6,000
i
to
g
É
4.m0
g
4.Eoo
E
E
so
60
8,600
40
3,000
30
6 10 15 20 25 30 35 ¡O 46 50 65 60 65 70 16 80 85 g0
PESO DEL MATERIAL LBS / PIE
Flgura 5, Vclocldad de trancporte,
FUBl,lTts:
Po
E¡¡tqri¡¡
4,4.1, Cálculo de los CFM. Donde:
CFM
= flujo de material * Pieso de aire / lb material
CFM
=
39 lbs / min * 35 piess aire llb matErial
cFM = 1.365 CFM
4,4,2, Dlámetro de la tuberfa. Tenemos que:
Va =
CFM/A
(1)
I
95
43
donde:
Va
= Velocidad promedia del aire en el ducto.
CFM = Caudal de aire.
A
=
Area de la tubería.
despejando el área y reemplazando tenemos:
A
= 1.365 | 7.000= rx De | 4=0,195pies2
entonces:
D=
y'1
D =
0,498 pies
+*0,i 95 / ¡
normalizando D
A =
A =
)
= 5,98 pulgadas
=6' = 0,5pies
n*0,52
l4
0,1963 pies2
4,4,9, Velocldad correglda del alre (Va ). Es
la velocidad que se le debe dar al
aire para poder transportar eficientemente el material. La velocidad del aire
también se conoce como velocidad de transporte del materialy es particular para
los grupos de materiales con igual densidad, forma y tamaño de las particulas.
De la ecuación (1) tenemos que:
VA = CFM/A
reemplazando:
Va =
1.365/0,1963
Va =
6.954 F.P.M,
44
4.4.4, Vclocldad dc
flotaclón ( VF ), Es la velocidad de aire necesaria para
mantener en suspención una partfcula de material, en un ducto vertical. Para
partfculas cilf ndricas tenemos:
VF
=tl(29*pp*Vp/(Fd*pt*Ap))
(21
lo cual para partfculas esfericas se reduce a:
Vf=
Donde:
=
g =
Vp =
Velocidad de flotación en pies / sg
pp
Densidad de la partfcula en lbs / piesg
VF
=
pt =
Ap
=
Aceleración debida a la gravedad en pies / sg¿
Volumen de la partfcula piesg
Densidad temperatura de trabajo en lbs / piess
Area de la partfcula en pies2
= Diámetro de la partícula en pies
Fd = Coeficiente de arrastre adimensional = 0,5 para esferas y 1 para
Dp
cilindros.
siendo entonces:
g =
PP =
pt =
Vp =
Ap =
Fd=
32,2 Pies / sg2
88 lbs / Pies
0,0501 lbs / pieg
2,774 E( -6 ) pieo
2,11
E(-4)
pie2
1
reemplazando en la ecuación (2), tenemos:
vF = /(2.g2"?.88.21?
VF
=
38,5 pies / sg
=
2.310 F,P.M.
45
4.4.5. Vclocldad rclatlva (VR). Es la velocidad del material comparada con la del
aire, que en los ductos verticales es igual a la de flotación, no mantenida en los
ductos horizontales. Esta velocidad esta dada por la ecuación de Gasterstadt.
VR = VF (0,18 + 0,65E(.4)
rVA)
(3)
donde:
=
VA =
VF
Velocidad de flotación
Velocidad del aire
reemplazando en ecuación (3), tenemos:
=
VR =
VR
2.310(0,18+0,65E(
-4)*
6.954)
1.460 F.P.M.
4.4,6, Velocldad del materlal (VM). Es igual a la velocidad del aire menos la
velocidad relativa.
Para ductos verticales
:
VM
-
VA. VF
Para ductos horizontales:
VM = VA. VR
Reemplazando en las ecuaciones:
Ducto Vertical:
VM
=
6.954 -2,310
= 4,644
F.P.M.
Ducto Horizontal:
VM
=
6.954 - 1.460
=
5.494 F,P,M,
46
4,4.7. Alre requerldo de transportc (WA), Se obtiene a partir de lavelocldad del
aire, área del ducto y la densidad absoluta del aire.
WA
- VA*A*pt
Donde:
VA = Velocidad del aire de acuerdo al material
A
= Area transversal del ducto
pt = Densidad temperatura de trabajo
reemplazando:
WA
=
=
6.954 * 0,1963 * 0,0501
68,39 lbs / minutos
4.4.8. Materlal de Carga (R). Existe una velocidad mínima de transporte para
cada material, con la cual la cantidad de aire, varía directamente con el área
transversal del ducto. Por lo tanto, la relación entre el peso del material y el del aire
dependera del tamaño del ducto.
Para extractores industriales tipo compresor estandar se puede usar una relación
2:1, a menos que la distancia del transportador sea muy grande. Para sopladores
de presión tipo ventilador centrlfugo, la relación puede ser de 5:1 ó 6:1.
Las libras delflujo de materialdivididas por las delflujo de aire para un intervalo
de tiempo cualquiera, de la carga de material, que es la relación R, la cual se
calcula mediante la expresión de la fórmula:
R-WM/WA
47
reemplazando:
R =
39/68,39 = 0,5704
4.4.9. Ple¡ criblcor do alre por llbra dc matcrlal (PE). Obtenida de lafórmula:
PE=VA*A/WM
reemplazando:
=
PE =
PE
6,954t0'1963/39
35,0 Pless / lbs
4.4.10. Altura de preelón equlvalentc dol alrc para una pulgada de agua.
h=p/1
Si tenemos el peso específ ico del agua a condiciones estand
ar = 62,4lbs / pie3.
Peso de un pié o una pulgada de profundidad
62,4 112
=
5,2 lbs
Altura equivalente del aire para una pulgada de agua
5,2 / 0,0501
=
103,8 pies
Una pulgada de agua
=
103,8 pies de aire.
4.4,11. Pórdlda¡ dcbldas al flulo dc matcrlal ó pórdldas
por rocorrldo. Es
importante reducir al máximo las pérdidas por fricción y las posibilidades de
asentamiento o atascamient
o, por lo tanto se deben usar ductos
considerablemente lisos con la menor cantidad de juntas y accesorios.
Sin embargo los codos producen considerables pérdidas de presión, pero sus
48
efectos pueden ser eliminados o minimizados, generalmentese usaunacurvatura
fácil con relación de radios de 5 a 6. El desarrollo de un codo e8 generalmente dlez
veces el dlámetro del ducto y este dato es usado para los cálculos de las pérdldas
de preslón.
Las pérdidas por fricción, son pérdidas ocasionadas por choques debidas al
cambio en la dirección de flujo o en la sección transversal del ducto. Estás pérdidas
incluyen
las
ocasionadas
por el dispositivo de entrada al sistema, Por
contracciones o ampliaciones, por accesorios divisores de flujo, por codos de
curvas agudas, o por dispositivos de alimentación, por separadores y por cualquier
equipo del proceso.
4.4.11.1. Pórdldae de levantamlcnto ( SPl ) cn tramo¡ vertlcales. La fórmula:
SPl=R*L
donde,
R = material de carga, Ver 4.4,8
L = sumatoria de tramos verticales = 7,3 pies
Reemplazando,
SPI
*
= 0,5704 7,9
= 4,1632
pies,
Con base al numeral4.4,10 tenemos,
SP1 = 4,1632 pies * 1" H2O / 103,8 pies
SPl =
0,0401"HrO
4,4.11.2. Pórdldas horlzontales (SP2)
SP2
= R*L*Fr
49
donde,
R
Relación material de carga
L
Sumatoria tramos horizontales L = 9 ples
Fr
Coeflciente de fricción. I¡lh
¡1,
caucho granulado = 0,7
Reemplazando:
SP2 = 0,5704 * 9t 0,7 = 3,5935 pies
con base al numeral4,4.10, tenemos:
SP2 = 3,5935 * 1" H2O / 103,8 pies
SP2 = 0,0346" H2O
4,4,11.3. Pórdlda de Accleraclón. (SPg). Con la densldad delaire tomada como
0,0745 lbs / pie3, la relación entre la velocidad de cabeza (VP) en pulgadas de
agua, y la velocidad (VM) de la corriente de aire en pies / minutos, es dada por la
Ecuación:
VP = (VM/4.005)2
(f)
En esta ecuación para determinar la presión de velocidad; la constante 4.005 es
para condiciones de aire estandar, o sea, 0,075 lbs / pie3, esta constante varfa con
la temperatura, altitud y densidad del gas; en algunos casos, si la masa especffica
del aire en el ducto tiene un valor muy diferente, podemos utilizar elvalor dE 4.000.
Cita de la Ingenierfa de ventilación para un codo a 90o, dejando la velocidad que
se asume es de 0,8 la velocidad de entrada, entonces después del primer codo
VM = 0,8 * 5.494 = 4.395 F.P.M.
t'1 : :1ii¡t
:
u..-...
.--
G'
.o
CL
-(ú
€
=9RSSP
@_q$-\f-$_\
O-O()OO
E
Ran$eSS
o)_
@(oNNrülOO
o<>ooooJ
o
U'
€
o
uJ
oEE
J
tÍ.
UJ
k
$igigEgÉÉtF*gsss
E
G
b
{tQ
I
B
(o
.9
o-
-6ú
-ct
o
$
ro
cD
ro $¡ ro ro <rr sf
N crr
Po
to <o
lo *- ao
\f tlo cD
st o
o¡ cD $ 6t Rt ao $
=
$
G
$
g
\f- o_ @_ q r_ o- o_ ro_ ro_ \f_ \
O-OOO--OOOOOOOOOO
E
@_
\ \
Kr_
(o-
@_
É
E
8.
s
E
€
e
$
$
$
il
ñ
a
IU
J
É.
lU
k
Ai
Eo
I'g
t¡P;EE
o
*e9*
sgF*EFFFFEgeÉFEEg
51
Para un radio largo con tubo pulido, 0,85 puede ser utilizado en vez de 0,8.
El material comlenza en descanzo y alcanza una velocidad de 5.494 F.P.M. en la
corrida horizontal. Después del primer codo, su velocldad caerá a 4:395 F.P.M. y
en su vertical de 7,3 pies, alcanza una velocidad de 4.644 F.P.M. Al final de el
segundo codo, su velocidad caerá a:
VM = 0,8 * 4.644 = 3.715 F.P.M.
Durante el rEsto deltramo hasta la entrada de la tolva, para iniciar nuevamente el
ciclo, alcanzara la velocidad de 5.494 F.P.M.
De la ecuaclón (4) tenemos:
VP para
VP para
VM= 5.494 => ( 5.494 / 4.005 )¿ = 1,8818' H2O
VM= 4.395 => ( 4.395 / 4.005 )2 = 1 ,2042" H2O
VP para VM = 4.644 => ( 4.644 / 4.005 )e
VP para VM
=
3.715 => ( 3.71 5/ 4.005 )2
=
1
,3446'
H2O
= 0,8604' H2O
encontrando que:
vP salida de Tolva
VP
vertical
VPentradaaTolva
=
=
=
0,0 =
1,8818" H20
1,3446 - 1,2042
=
0,1404" H2O
1,8818-0,8604
=
1,0214"H20
1,8818 -
3,0436'H2O
osea 3,04" HzO
La pérdida por aceleración viene dada por la fórmula:
Sp3=Vp*R
Reemplazando,
SP3= 3,04 * 0,5704
=
1,7340" HeO
52
4,4,11.4. Pórdldas por codor (SP4). Nuestro sistema cuenta con un codo y una
división en forma de "Y", en la divislón se encuentran locallzadas dos válvulas y
dos mariposas, las cuales se encargaran de diriglr el sentldo de flujo de la mezcla
(alre + polvo), o gea, siempre vamos a encontrar una válvula completamente
cerrada y la otra totalmente abierta, es por esto que podemos asumir la "Y" en
nuestros cálculos como un codo.
SP4 = VPcodo¡
t
R
*
Fc
i¡
(t)
donde:
VPcodos = Presión de velocidad
R
Fc
en codos
= relación carga material
=
pfofredio coeficiente fricción codos
Velocldad promedlo
= ( 5,494+ 4.395 ) | Z = 4.945 F.P.M.
Codo2= (4,644 +3.715)lZ = 4.180F.P.M.
Codo 1
entonces de la ecuación (4)
=
VPcodo2 = (4,180/4.005)2 =
VP codo
1=
( 4.945 / 4.005
)c
1,5245" H2O
1,0893'H2O
2,6138'HzO
osga
2,6'H2O
Promedio coeficiente de fricción en codo de acero 0,4, reemplazando en ecuación (5)
=
SP4 =
SP4
2,6 * 0,5704* 0,4* n
1,8636"H.O
53
=
d
r^ü
to
Gt
tl
s
j
d
t¡:
=
d
¡I
t
g)
st
€-s
E8
ñ=
út
tü
tl
rrt
ll
=
=
'],Idl ,r9'? = llIA
t
E
I
tt
Ég
=
d
t
¡T
rO
\
ctt
lt
=
d
s
$
d
$
E
54
4,4,11.5. Pórdldas dcbldas alflulo de alrc (SPs).
tubo
=
Longitud equivalente de 2 codos =
Longitud total equivalente =
Longitud total del
16,3 ples
2*
7
16,3 +
=
14 pies.
Irllr6
14 = 30,4 pies
SP5 = t (Nd*D + 10*nc) VPal/(NrFc) (¡l
donde:
Nd = Longitud total equivalente
D = Diámetro del tubo en pies
N = Pérdidas de fricción por velocidad de cabeza. fl¡urr 7. para un tubo de 6"
N =49
nc = Número de codos de 90o = 2
VPa = Velocidad de la cabeza del aire para la velocidad de 6.954 F.P.M.
VPa = ( 6.954 I4.005)2=3,0148"H2O
Fc = Factor de corrección de rugosidad. FbunrB
Fc = 1,53 para un tubo de 6 pulgadas
reemplazando en ecuación (6), tenemos:
=
SPS =
SPS
[ (30,3*0,5 +
10*2)*3,0148)l (49*
1,55)
1,3953"HrO
4,4.11.6. Otra¡ pórdldar (SPO). Si la entrada del material es por succión, la
pérdida de entrada al ducto puede variar de 1 ,5 - 5 pulgadas de agua. Si el sistema
es alimentado por una tolva, la pérdida a la entrada puede sertomada como cero.
55
TABLA 5, Longltud equivalente para codos
I
L \Ú
I
coDo
DIAMETRO
DUCTO
PULOADAS
1,5
R/D
2,0
D
2,5 D
3
5
3
3
4
6
4
4
5
9
6
5
6
12
7
6
7
13
I
7
I
15
10
I
10
20
14
11
12
25
17
14
14
30
21
17
16
36
24
20
18
41
28
23
20
46
32
26
24
57
40
92
30
74
51
41
36
93
64
52
40
105
72
59
48
130
89
73
r PARA CODO
C0'
¿15'
FLBNTE FAI{ E8{OINBBRINO
D
A9o. I
x
x
0,t7
0,t0
56
NUMERO DEDIAMETROS
POR CADA PERDIDA DE
CABEZA DE VELOCIDAD
i
d
6¿ ;4'
rd
o
o
6
o
J
2.000
1.500
u¡
1.000
800
600
78 910
1s 20 2s30 40 50607080100
DIAMETRO DUCTO . PULGADAS
FICURA
7,
Pérdlda de frlcción en ductos por cabeza de velocldad
FUBNTB: Vcntihdorr y ócror
I
p
\
I
\
I
\
¡
\
\
\
I'
al
I
I
\
\
o
\
t,
-tO_
l
r
l
'o¡'
=
tl
¡l
)l Lall
f,
o
tl
I
tl
\
\
t__J
(
r-r
\
5l
l[i
lO
I
c
D
O-
t
P
¡í
/)
¡
,r
O<
\
t
)n
)
\
\
\ \
\
\ \
s
u)
1|l
E
aO
a
i+//
)
t
¿
=oo
o
J
TT]
il-t
E
G'
ITT
o
o
(\¡
o
t/
f lf
1ll
g
É
\
t¡':,
LI
)J
o
o
\
€
t
t
E
c? ñ!
- q ol q \ q q I e q - g ol q \
ñ¡OlO¡A¡FFFFOOOO
NOTCCsHHOC
30
HOTCVJ
q?
üI
EI
l¡:
rr
d¡
IE
58
Las ampliaciones de ductos se usan para acomodar una determinada pieza del
equipo
o para reducirle energla consumida en el sistema por reducción
de
velocidad y fricción. Las contracciones se usan donde es necesario reducir el
tamaño del ducto para acomodarlo a lugares estrechos, para acomodar el equipo
o dar una velocldad alta de descarga en el extremo de la chimenea.
En nuestro sistema emplearemos un venturi, este dispositivo esta construido de
modo que se forme una zona de menor presión en el conducto transportador,
pudiendo de esta manera introducir adecuadamEnte el material en esa zona a una
presión prácticamente igual a la atmosférica.
Fl¡u¡,r 0.
SP6 = SPC + SPA 0)
donde:
sPc
Pérdida de presión por contracción
SPA
Pérdida de presión por ampliación
sP6
Pérdida totales venturi
4,4,11.0.1. Perdlda dc preelón dcblda a una contracclón (SPC). La Tabla 6,
tiene que ver con la pérdida debida al cambio de velocidad, (pérdidas de choque).
Son también una parte del sistema de pérdida cuando se presenta algún cambio
brusco en la dirección y velocidad de flujo.
Datos:
Diámetro entrada de contracción
=6"
Diámetro salida de contracción
=4"
59
Enu.dr d.
FrcUnA
rk.
6dld¡ dr m¡zdr
9, Dlepocltlvo venturl
FUENIB: Tru¡po¡io
¡Gufli€
do
E¡t¡rld.. pulvrrulrnto
La velocidad de entrada del aire a la contracción es
de 6.954 F.P.M., en la
contracc¡ón la velocidad serfa de:
Vc = 6.954*(6/41'=
15.647 F.P.M.
de la ecuación (4) reemplazamosl
=
VP =
VPc
(15.64714.00S¡r = 1 5,2636" H.O
(6.954/4.00S¡c- 3,0148'H2O
De la tabla 6, vemos que para este tipo de contracción a 60o, las pérdidas para un
ducto es de 0,30 veces las diferencia de la presión de velocidad, o sea:
SPC
= 0,30* (15,2636' 3,0148)
SPC
= 3,6746"H.O
60
TABLA 6, Dato en el dlseño de ductos de trabajo
APLICACION DE PERDIDAS Y GANANCIAS
-+
2
1
Angulo
Escalonado
R1 (Ganancla) Dlferencla de
preslón de Velocldad
L1 (Perdlda) Dlferencla de
preslón de Velocldad
0.78
0.72
0.56
o.42
0.28
0.13
0.00
0.00
0,22
0.28
0,44
0.58
o,72
0,87
1.00
1.00
Grados
llz
5
10
15
20
25
30
Más de 30
SP2=SP1+R(VP1-VP2)
5F'-
PERDIDAS POR CONTRACCION
5
Contracción Escalonada
SP2=SP1 -(VP2-VP1 )-L(VP2-VP1
Angulo
Contracclón Abrupta
SP2=SP1 -(VP2-VP1 )-K(VP2)
)
L (Perdidas)
Refaclón ACIA1
K
0.1
0.48
0.2
0.46
20
0.0s
0.06
0.08
0.10
0.3
0.42
25
0.11
0.4
0.37
30
0.5
0.32
60
0.13
0.20
0.30
0.6
0.26
Más de 60
Contracción Abrupta
0.7
0.20
Escalonado
Grados
5
10
15
Its
A = Area del Ducto
Not¡:
En cálculog de Sp para expansión o contacción:
Vp es (+)
Sp es (+) cn d€scüga de ductos d€ venülación
Sp as (-) on entrada de ductos d€ venü lación
FtJEI{Its: AMBRIO{I{ CONFBREI{CB OF OOVBRNAITIBNTAL INpUSTRIAL TÍYOTBMSTS
61
4,4,1',.6.2. Pórdlda dc prcelón deblda a una ampllaclón (SPA). De la miema
manera para la ampliación las pérdldas serian de una vez la dlferencia de las
presiones de velocidad, o sea:
SPA
=
1,0 * (
15'2636' 3'0148)
SPA= 12,2488"H.O
resmplazando en la ecuación (7), tenemos,
SP6 = SPC+SPA
SPG = 3,6746 +12,2488
SP6 = 15,9234"
H2O
4.4,11.7. Párdldae dobldag al clclón (SP7). Los ciclones son normalm€nte
dimensionados de acuerdo a la capacidad requerida y a la cafda de presión total
deseada.
La capacidad del ciclón es expresada en pies por minutos del gas a limpiar de
humedad. La cafda de presión esta definida como la pérdida de presión total entre
la entrada y la salida del ciclón, expresada en pulgadas de agua a las condiciones
de operación. Los ciclones son seleccionados para manejar un flujo requerido de
gas a una caida de presión de 6 pulgadas de agua o menos. En nuestro caso
emplearemos un ciclón en lugar de una tolva de alimentación para mantener el
meterial lo más caliente posible durante eltiempo de residencia, evltando de esta
menera pérdidas de calor por transferencia en el ciclón.
Si el gas es aire seco a condiciones estandar (70" F y 29,92 pulgadas de mercurio
de presión barométrica), la cafda de presión se calcula con la ecuaciónr
62
JPcl7o.r)
= (o/06)¿
Donde:
TPc.ro.r, = Caida de presión en pulgadas de agua a condiciones estandar
O
QO
=
C.F.M.
=
Capacidad tabulada a 6 " de caida de presión según tabla 7
Si no es aire estandar, la caida de presión debe de eer calculada mediante la
ecuaclón:
TPc = 4,09 pAo,u r ¡0,t1 *
TPC¡70.R
donde:
TPc lzo.F)
pA
m
=
=
=
Caida de presión corregida, en pulgadas de agua
Densidad absoluta delaire, en lbs/pie3
Viscosidad absoluta del gas a condiciones de operación en
Lbs-m /Pie-seg
TPc
=
Caidadepresióncorregida enpulgadasdeagua,tambiénpuede
ser cálculada según la figura 10, dando
debida
la caida de presión
al ciclon.
Datos:
Q
=
1,365C,F.M.
Se selecciona de la tabla 7, un caudal superior a el utilizado, o sea, Q6 = 1.395
Se calcula,
(O/OO)'= (1.365/1.395)2 = 0,96
63
TABLA 7, Capacldad de clclones de 2" y 6" de calda de presión.
cAtDA DE PRESTON 2,0n
40
55
65
80
9s
60
106
166
120
239
325
424
537
13s
663
105
¡15
802
160
175
95s
1
18s
200
215
1.121
1.300
104
1U
28
415
565
738
934
1.153
1.395
1.660
1.949
1.492
2.260
2.594
2.952
225
240
1,697
1.916
3.332
2.091
3.736
255
2.393
28s
2.652
2.924
4.162
4.612
s.085
280
295
305
320
335
3¡15
375
400
425
455
480
505
535
s60
585
015
640
66s
69s
3.209
3.507
3.819
5.581
4.143
4.482
7.206
7.794
5.198
5.967
6.789
9.040
10.377
11.807
13.329
7.664
8.592
9.573
10.608
11.695
12.835
14.028
15.275
16.574
6.099
6.641
14.9/13
16.649
18,448
20.339
22.322
24.397
26.565
28.825
17.926
31.177
720
19.332
33.621
775
20.790
22.303
800
23.867
36.158
38.787
41.508
7#
FUB{TB: AAr CYCLoNB
64
Se localiza este valor en la horizontal de la Figura 10, y se proyesta una lfnea
vértlcal hasta intersertar la lfnea de presión (Punto 1).
Se proyecta una lfnea horizontal desde el punto 1, hasta la escala d€ TPcso.4,
(Punto 2), siendo esta, la cafda de presión a condicion estandar, localizando la
temperatura de diseño (270"F), sobrE la escalatemperatura-densidad (Punto 3) y
se traza una
lf
nea rec'ta hasta el punto 2,
En la Tabla 8 encontramos la viscosidad absoluta delalre a 230oF, obtenlEndo al
interpolar el valor de 147,6 Lbs-m / Pie-seg
Se localiza este valor en la escala de viscosidad, (Punto 4). Trazando una lfnea
recta desde este punto a la intersección de la linea 2-3 en la lf nea pivote (Punto 5),
en la escala cafda de presión leemos elvalor, o sea, 4,9u H2O
SP7 = 4,9'H2O
4.4,11.8. Pórdldas por accegorlog. Dentro de nuestro sistema, encontramos dos
válvulas mariposas para controlarelflujo, bien seadirigirlo alciclón o hacia latolva
para la unidad de la máquina procesadora. Estas válvulas se encuentran en su
totalidad, bien sea, abierta la una y completamente cerrada la otra, por lo tanto
podemos asumir las pérdidas en estas como cero.
4,4,',2, Preslón Eetátlca (SP). Es una forma de energfa potencial, la cual existe
por virtud de la densidad del g8s, v su grado de compresión. Es una fuerza igual
en todas las direccioneo como la presión de una llanta o un balón. Ee esta presión
la que lorza al aire fluir por la vfa de menor resistencia hacia la salida del
65
t
¿
E.
E
t
g
t
tE.
I
tr0
5
610
0,0t0
€,
t'c
2O
0,06t
3@
0,062
350
0,048
6
4ü
0,04t
E"
0,041
to
0r@7
70
0,64
t
d
2r0
E
rE2
E
PUNTO 4
5@
5s
o.
t
PUNTO 3
260
ú
t
E
160
T1
o
g
€
!3
0,08c
0,070
7tO
E
¡
t6
8r0
E
t
0,076
e'0
a
¡
7!
10r0
1,0
0,1 0r2 0r3 0r4 0,6 0,t 0,70,t0,e 1r0 1,1 1,2
%
HGU4A
10, CaÍda de preslón en clclones a condlclones de operaclón
FUI¡flE: AAFCYq.ONB
o/
o.
66
TABLA
8.
Vlscosldad delalre.
109,0
0
120,3
70
127,0
100
136,0
150
144,0
200
150,0
250
160,0
300
167,0
350
173,0
400
187,0
500
200,0
600
210,0
700
221,0
800
FUBNE:l!!!.,lqgu9!E
ventilador. La presión estática es la presión que tiende a romper o doblar el ducto
y es utilizada en parte para superar la resistencia al friccionar el aire contra la
superficie de los ductos, asf como la resistencia ofrecida por obstrucciones tales
como resportes, filtros, colectores de polvos, codos de los ductos, etc.
La presión estática viene a ser la sumatoria de todas las pérdidas calculadas:
SP
SP1 + SP2 + SP3 + SP4 + SP5 + SP6 + SP7
SP
0,0401 + 0,0346 + 1,7340 + 1,8636 + 1,3953 + 15,9234 + 4,9
SP
25,89'H2O
5. VENTILADONEÍs
5.1 DEFIN¡CION
Un ventilador €s una bomba de gas o turbo-máquina de fluido generadora para ga¡¡ss,
En gases cuyo incremento de presiones AP, entre la entrada y la salida sea menor a
1
,000 m.m, de columna de agua se puede suponer incompreslble y el tratamiento es
igualalde una bomba para incremento de presiones mayores a 1 ,000 m.m.
dE
columna
de agua, se comienza a sentir los efectos de compresibilidad del gas, por lo cual, el
tratamiento delgas pertenece alcampo de los compresores.
5.2. APLTCAC¡ONES
Son múltiples las aplicaciones de los ventiladores, entre ellas se puede numerar:
- En ventilación de fábricas, edificios, minas, túneles, barcos.
- Exhautación de humos, aire con alto contenido de polvo.
- Para secado en procesos industriales.
- Para refrigeración y acondicionamiento de aire.
68
5.3. CLASIFICACION SEGUN LA DIRECCION DE FLUJO
5.3.1, Ventlladoros axlalee. En éste tipo de ventilador elflujo o corriente delfluido
gaseoso es esencialmente paralelo al eje longitudinal, ó eje de giro de la hélice ó rodete,
Las paletas de los rodetes de éste tipo varian en cuanto a su número, forma,
ajustabilidad, ángulo con respecto aleje de giro, materialyformade laconstrucción, asf
como en la relación entre el diámetro delcubo y el rodete,
Los rodetes de los ventiladores de hélice
Rgmll r, estan centrados con un anilto o aro
que rodea su periferia, cuya forma es de gran importancia, pues debe impedir el
retroceso delflujo con la consiguiente disminución del rendimiento.
Las paletas aerodinámicas pueden tener ángulos de ataque variablEs y ajustables,
Losventiladoresaxialesse emplean paramover masas de aire en los espaciossituados
debajo de parrillas destinadas a quemar combustible sólido de gran tamaño.
Tanto los ventiladores tubo-a¡<iales como los deflector-axiales
üll fi !, c. tienen
carcasas tubulares, paletas helicoidales montadas sobre grandes cubos y pueden
trabajar venciendo resistencias del orden de 22a 25 centfmetros de columna de agua.
Losventiladores tubo-a¡<iales no llevan paletas directrices de ningunaclase, en cambio
los deflector-axiales tienen deflectores gufas fijos, emplazados en la corriente gaseosa
antes o después delrodete. Laenvolvente cilíndrica permite instalarlosformando parte
de la red de canalizaciones a que esta destinada. Cuando se instalan a la entrada de
la canalización pueden tener forma acampanada para disminuir rozamientos y
turbulencias de aire a la entrada de ellos.
@
F OUflA
FUB{II:
a) Hélice
b) Tuboaxial
c) Paletas a<iales
d) Gentrffugo
ll,
CHICA(X)
TlWs de vantlladores
Ellrwlf
@IDOIA¡ION
Uili*r¡i#
ÁuÍoncmo
rio
Omto Irtirr.ietü
(]ttidentc
70
5.3.2. Vontlladoree ccntrffugos. El equipo impulsor del aire o gas, en las instalaclones
de tipo forzado o inducido, puede estar constituido por los ventiladores centrffugos de
disco y por los de paleta o álabes múltiples.
Todos los ventiladores centrffugos
ün ll l. estan constitufdos por un rodete que gira
dentro de una carcaza o envolvente, construída generalmente de plancha metálica,
Dicha envolvente tiene la forma de espiral, la cual permite que el aire sea lanzado de
la periferia al rodete con pérdidas reducidas y ligera turbulencia.
Los rodetes de los ventiladores centrffugos tienen sus álabes situados en ó cerca del
borde de aquel. Elefecto producido por un rodete algirarsurge de latendenciadel gas,
adyacente alas caras anteriores de las paletas, adesplazarce radialmente haciaafuera
como consecuencia de lafuerza centrffuga, siendo lanzado de los bordes de la paleta
hacia la envolvente. Como resultado de este movimiento se origina una preslón inferior
a la atmosférica en el centro del rodete y otra presión positiva en la envolvente que le
rodea. Para reemplazar el descargado por elventilador, el aire o gas fluye axialmente
hacia dentro del rodete. De lo dicho se deduce que los ventiladores centrlfugos pueden
emplearse no solamente como aspiradores de aire o gases de canalizaciones conectadas
a su boca de aspiración u oido, sino que también pueden usarse para descargar el
mismo aire o gases, a presiones de varios centfmetros de columna de agua, en
canalizaciones unidas a su boca o descarga.
5.3.3. Ventlladores de dleco. En los ventiladores de este tipo, el rodete consistE en
una o dos arañas, cada una de las cuales tiene de 6 a
l2
brazos. Cada par de brazos
lleva una paleta de plancha plana, en parte radial f,gm 12¡, Las paletas del rodete
pueden ser rectias, o bien curvadas hacia adelante o hacia atrás, segrin las carac,terfsticas
71
a) Rodete de plancha de acero
b) Rodete con paletas curvadas
hacla adelante
c) Rodete con paletas curuadas hacla atrás
d) Rodete de paletas huecas
HCUflA
12. Tlpos de rodetes
FIJENTB:
FrcUnA 13, Paleta hueca curuada hacla atrás
FUE¡IE: CHIC.{CO E¡¡WAB COIPOIATION
72
de funcionamiento deseadas. La curvatura de las paletas tiene una marcada influencia
sobre el comportamiento de un tipo de ventilador determinado.
5.3.4. Vcntlladoros con paletae múltlplcs. Estos ventiladores pueden tener las
paletas curvadas hacia adelante
ürr
l2!, ó hacia atrás
ün
llc.
En todos los tipos
representados, el rodete está formado por un disco sobre el cual va montado el cubo
y la corona circular o anillo, unida al disco por una serie de paletas, ó álabes, repartidos
a distancias iguales. En las figura 12c las paletas son delgadas, macizas y curvadas,
y van unidas al disco y la corona mediante remaches. Cuando la anchura del rodete
debe ser más grande qu€ las de las figuras 12b y 12c, se intercala un anillo intermedio
equidistante de la corona y el disco, cuya misión es acortar las paletas y dar al conjunto
más resistencia y rigidéz cuando gira a velocidades elevadas.
En la Figura 12d se representa un rodete con paletas huecas curvadas hacia atrás
ülrl8,
de forma aerodinámica, con anchura normal y una sola boca de entrada.
Cuando los ventiladores estudiados se destinan a producir tiro inducido o forzado con
aire precalentado, deben ir equipados con cojinetes refrigerados, debidos a las
Elevadas temperaturas de los gases
o del aire trasegados. Los ventiladores
de
cualquler tipo destinados a tiro inducidos han de ser de construcción robusta para
resistir la acción corrosiva de los gases quemados y la erosión de las partfculas de
ceniza y escoria que pasan por ellos,
5.4 APLICACIONES Y SELECCION
Los diseño 53 de la Chicago Blower, únicamente son para el proceso de soplado a
7g
presión, son diseñados para combustión de aire, camas aireadas fluidas y muchos
procesos en sistemas de aplicación como transportadores neumáticos. Este tlpo de
ventiladorEs turbo (centrffugos), alcanzan hasta pérdidas de presion de Sg " H.O y
desplazan volumenes mayores de 5.000 C.F.M.
ürrlf.
5.4.1 Datoa:
O
= 1,365 C,F,M.
SP= 25,89"HzO
Por seguridad en los transportes neúmaticos industriales, se aumenta en un 30 % el
caudaly un 25 % las pérdidas de presión. En nuestro caso trabajamos con los datos
obtenidos anteriormente.
Para utilizar las tablas de selección previamente debe corregirse la densidad del gas
que se esta manejando, pues las tablas se elaboraron con base en la densidad nominal
de 0,075lbs/pi€3'Una vez se conoce la densidad del gas en la succión delventilador
la corrección es sencilla. Todo lo que se necesita es un factor de corrección que se
define como:
Factor de corrección =Fc = 0,075/p
siendo p, la desidad delgas a la entrada delventilador
Fc = 0,075/0,0655 = 1,1450 = 1,15
SPro-sro.=SP,u*Fc
74
F,AU nA
N,I¡ÍIB@
fi,
Venüldor turbo
75
SP.o,r.ero. = 25'89* 1'15 =29'77 = 29'8" HrO
Nos remitimos alcatálogo y buscamos un caudal igual o superior alcaudal r€al obt€nido,
podemos escoger un diseño de 1 .400 C.F.M. 6' Hl l¡lh0 ó uno de 8" Ff I¡U¡ l0 con SP
de 33,5 y 29,9 " de H.O resp€ct¡vamente. Estos ventiladores vienen de 3,500 R.P.M,
Por tamaño delventilador seleccionamos
elde 8" fl con SP de 29.9, de 1.400 C.F.M.
que requiere una potencia en elventilador de 9,1 HP.
Las pérdidas reales en este ventilar sería de:
SP,-,= 29,9lFc = 29,911,15 = 26 " HrO
La potencia real delventilador sera:
BHPd = 9,1/Fc = 9,1/1,15 = 7,91 HP
Los catálogos de la Ch igago Blower Corporation vien€n para ventiladores fabricados en
aluminios aleados, en nuestro medio se construyen en un acero A36 y la manzana en
un 1020, por lo tanto se requiere de una mayor potencia para su funcionamiento, para
corregirlo por cambio de material se aumenta la potencia en un 15 %.
BHP
=
7,91 + 15
BHP
=
9,09 HP = 9,1 HP
Vo
Estos tipos de ventiladores (furbo), van acoplados directamente al eje del motor, por
lo tanto la potencia del ventilador es la m¡sma potencia que requiere el motor. Vemos
en el catálogo de la Siemens, un motor proximo al valor requerido, de 9 HP, salta a uno
76
TABLA9, Ventiladores tamaño 6"
DESIGN 53
6 II Pre¡¡ure
StzE
Blowers
"SP BI{P "SP BHP
3.s00RPM
"SP
BI{P
"9P
BHP
,¡a
53.0
I
l./t
53.7
12.5
5..1
f
3.5
5,t.f
1.t.5
,¡t
¿19.8
ro.6
¡14.5
0.6
¡l¿1.5
12.a
11.6
10.6
r3.3
t2.5
,rt
s.9
8.9
| 1.4
10.7
50.¿l
17.6
14.?
50.1
17.8
so.3
J2
HI
a4,9
4.7
9.6
u.1
10.0
43.9
a2.6
12.2
8.6
s.E
t0.t
¡11.5
&.2
0.1
H¿
,13.0
,4o.5
6.7
8.2
7.0
9.5
HI
30.0
7.1
37.6
8.1
17.2
E.9
l{
It
É2
!t
lt
la
tl
a2
ll
c.F.M.
0.v.
36.6
33.8
31.4
28.2
6.7
6.3
35.9
30.5
27.3
35.2
32.0
29.5
26,2
E.l
5.9
5.3
7.4
0.8
6.4
5.8
2s.9
23.0
5.0
4.2
3.4
?.1
25.6
22.6
5.4
HI
20.t
'r
8.3
ls.t
2.9
3:l.l
8.2
¡18.2
11.7
1 1.0
¡t3.9
39.0
36.5
10.a
38.2
35.7
34.0
30.0
E.6
E.3
g¡.0
6.¡l
24.7
7.6
6.8
26.9
23.3
5.E
24.9
5-l
2t.E
t9.5
6.5
5.5
5.0
4.5
24.3
21.0
7.6
f.1
1.2
25.3
22.2
20.0
17.9
11.7
3.E
17.1
r.6
a.l
3,3
14.0
3.5
8.1
16.5
13.¡t
3.E
BI{P
52.7
t8.o
r0.2
t5.3
12.4
1¿l.r
¡1t.0
30.E
t€.a
1?;1
11.6
36.0
ta.a
't0.1
9.1
E.9
e9.5
10.9
2C.3
9.7
9.5
4.7
50.2
17.7
43.3
't5.3
11.4
13.2
42.2
ta.t
39.8
r3.3
s7.1
29.t
r8.7
15.E
12.6
31.5
21,7
7.t
N.2
6.9
5.9
5.3
,t.8
a.3
4.5
7.2
6.5
5.8
4.9
4.1
4'1
6.1
20.3
17.9
l¿r.8
11.7
15,5
gt.5
9.4
o.7
E.r
7.3
2&r
BHP
6.7
r6.8
3¡1.6
,8P
¡19.6
5(t.5
1a.g
1?.6
r 1.9
I t.1
10,¡l
¡1O.8
.8P
r5.5
13.1
12.0
¿lil.c
E,''
BHP
548
50.t
n.a
N.1
¡1.€
¡t8,3
11.1
"9P
13.4
23.0
7.9
6.6
6.3
5.3
a.6
r9.a
r6.5
r3.6
ro.3
8{X'
9m
ro00
I r00
r200
't3@
t4@
40@
45@
50@
55@
0@o
8500
?úo
TABIA 10, Ventiladores tamaño 8"
8
II
stzE
K4
KT
DESIGN 53
Preesure Blowere
,SP BHP
"SP BHP
BHP
t9.t
5it.
/
20.9
17.7
19.f
19.1
r6.5
47.0
t8.f
13,6
15,1
41,8
12.5
39.5
13.8
11.3
36.{
12.4
t0.f
32.5
n.9
9.1
24.9
7.9
21.6
19.4
6.6
6.2
16,5
5.1
r6.3
l<2
K1
u.2
F4
39.7
36.7
u,9
Ft
c4
c3
c2
c1
c.F.M.
0.v.
,SP
54.6
50.5
47.7
43.3
51.9
51.0
18.3
F3
F2
3.500RPM
17.1
r5.t
"SP
BHP
u.6
16,5
s2.1
18.3
45.3
40,4
39.1
4.9
3.6
1f .3
35.9
32.0
29.3
10.3
24.0
20.6
"SP
BHP
"SP
BHP
"SP
BHP
21.1
19.2
6.2
17.2
27.7
m.7
s0.8
16.8
2.2
{5.r
8.7
€.{
6.2
19.1
{3.5
21.0
41.7
2..6
f7.9
3E.6
19.1
36.8
n.2
39.6
36.1
21.0
21.3
38.2
16.1
36.2
1E.5
36.2
19.5
11.6
15.8
32.4
17.7
15.1
28.r
15.9
28.8
1.2
4.1
12.2
30.3
29.5
24.9
16.8
2.4
37.2
31.3
30.1
26.9
r7.3
35.3
3f .1
r1.0
2..6
14.9
4.8
9.4
21.6
r0,3
20.3
11.2
18.7
12.2
19.2
8.r
17.8
r0.5
r7.0
r2.8
11.4
17.2
7.4
6.0
11.1
6.4
15.8
12.6
9.6
8.1
7.1
r4.6
r5.5
8.8
8.0
6.9
16.2
18.1
8.6
7.3
6.8
13.3
11.2
10.1
11.3
r3.t
12.3
9.3
9.9
r0.1
7.7
7.1
6.0
6.6
r400
1575
1750
1925
21m
n75
2450
1000
1500
smo
5500
6ün
6500
7ü)
FLJBNIB: CIIICAOO BI¡WBR CORPORATTON
13.2
77
de 12 HP. I¡lh
lt.
Seleccionamos un motor de 9 HP.
La eficiencia delventilador viene dada oor la ecuación:
E=Q*SP(0.362*BHP)
donde,
O = Caudal realC.F.M.
SP = Pérdidas reales " HrO = 26" H¿O
6,362 =
Constrante
BHP = Potenciadelventilador =9 HP
reemplazando tenemos:
E = 1,400*26/(6.362*9)
f
=
=0,636
63,6%
5,4,2, Dlmenglonamlento. Para el dimensionamiento del ventilador, necesitamos
conocor elframe del motor de 9 HP, delcatálogo de la Siemens
I¡ilrll,
vemos que el
frame es 213T, con este dato vamos a la figura 15 y vemos las dimensiones del
ventllador,
78
TABLA
11,
Especlfrcaclones del motor.
RPM 3.500
CoRRTENTE (A)
220V
Pt BñIB:
0'9
143 T
0,67
3,1
1LA3 073-2Y860
1,2
143 T
0,90
4,2
1LA3 080-2Y860
1,9
143 T
1,34
5,6
1LA3 083-2Y860
214
143 T
1,74
7,0
1LA3 095-2Y860
3'6
145 T
2,70
10,5
1LA3 096-2Y860
4r8
184 T
3,58
13,0
1
l.,43 106-2Y860
6'6
184 T
4,92
17,5
1
LA3 113-2Y860
9,0
213 T
6,71
24,0
1
LA3 130-2Y870
12,O
213 T
8,95
32,0
1
LA3 131-2Y870
18,0
2547
13,42
46,0
1LA3 163-2YB70
Crl¡lqo d! l¡ SEMBNS
79
N otlrrt
lo
o
x
urlo
C{
É
l\IO
t
= ]\I'D
F G)
$
o -16
e
É
E
J
5
Flo
G'
-
ñ
(t-
-
o
¡F
É
.lr16
o
-
Gtl!"
(t
t'|Dlo
ñ
o
FIIN
tr¡
R
crlf
h
C¡
ñ
,F
(,
¡o
,F
o
¡o
o
E
+
-
IL
É
ot39
¡D
,F
l|¡
E
=
s
b
N
s
$
E
6. SrSfElylA
DE L]ÍüP|EZA DE A7RE
Los sistemas de limpieza de aire remueven contaminantes de un chorro de aire.
Estan en un variado rango de diseños para obtener los diversos requerimientos de
aire limpio,
Para las partfculas contaminantes, los sistemas de aire limpio están dlvididos en
dos grupos básicos: Filtros de aire y Colectores de polvo. Los filtros de aire están
diseñados para remover concentraciones de polvos y luego en la salida del aire ser
empleados en ventilacion, aire acondicionado y sistemas a temperaturas altas
donde la concentración de polvo rara vez exceden de un grain/pieo de aire y
usualmente estan por debajo de 0,1 grain/pies de aire. (Un grain es una cantidad
de peso y es equivalente a 1/7,000 = 0,00014 libras. Una tfpica concentración de
polvo atmosférico es de 0,5 grain/piesde aire),
Los colectores estan diseñados para mayores concentraciones en los procesos
industriales donde el aire o el gas deben limpiarse primero en sistemas locales o
en procesos de almacenamiento efluentes.
Las cargas varian desde 0,1
(o
menos ) a 20 grain ó más por pieo'Por otro lado,
los colectores de polvos están y deben ser capaces de manejar concentraciones
20.000 veces más que cualquier filtro de aire.
81
6.1. SELECCION DE EOUIPOS COLECTORES DE POLVO
Los equipos colectores de polvos estan disponibles en numerosos diseños,
dependiendo
disposición
de la
utilidad, efectividad, costos, mantenimiento, espacio,
y materiales, La consulta con el fabricante de estos equipos
es
recomendado en el proceso de selección de un colector para un problema dado,
donde no s€ tenga una experiencia de planta €n un problema especffico.
Los factores que influyen en la selección de un equipo debe incluir:
- Grado de concentración y tamaño de partfcula contaminante
- Grado de colección requerido
- Caracterfsticas del flujo de aire o gas
- Caracteristicas del contaminante
- Requerimientos de energfa
- Metodo de eliminación del polvo
6.1.1. Grado de concentraclón y tamaño de partlcula contamlnante. Los
contaminantes en sistemas de extracción cubren un amplio rango de peso y
tamaño de las partfculas. La concentración puede estar en un rango de 0,1 a 20
grain o más de polvo por pieode aire. En presiones bajas de sistemas de transporte
el rango usual en polvos es de 0,5 a 100 grain o más micrones, La desviación media
del tamaño (el rango más o menos medio) también varla con el material.
6.1.2. Grado de colecclón requerldo. El grado de colección requerido dependera
del problema especlfico bajo la consideración de si la llmpieza del aire sera
recirculado en la planta o descargada afuera, La evaluación considerará la
82
necesidad de una alta eficiencia y alto costo del equipo tales como el precipitador
electroestático de alto voltaje, alta eficiencia y moderado costo del equipo como
la unidad colectora húmeda o de tela y el bajo costo de unidades primarias tales
como secadores centrffugos, Si uno de los dos primeros grupos es el indicado, la
demanda de combinación con los colectores primarios podria ser considerada,
Cuando el aire limpio debe ser descargado afuera, el grado de colección puede
depender de la localización de la planta, en comparación con la cantidad de
materiales a ser soltados a la atmósfera con los diferentes tipos de colectores; la
naturaleza del contaminante (elvalor a salvar, y su peligro potencial en la salud,
perjuicio público o el poder para el perjuicio propio) y los requerimientos de
regulación gubernamental.
La cantidad de escape puede influenciar en la solución de un equipo, para una
concentración dada, un amplio volumen de salida es nec€saria para un mejor
equlpo de colección.
6.1,3. Caracterf¡tlca del flulo de alre o gas. Las caracterfsticas de un flujo de
aire o gas en movimiento, puede tener un marcado rumbo en la selección de un
equipo, La temperatura de un flujo de gas que exceda de 180"F, impide el uso de
colectores que trabajan a temperaturas bajas o medias, La condensación del
vapor de agua puede causar rellenos y taponamientos al paso de aire o polvos en
los colectores secos.
La corrosión puede atacar al metal en los colectores secos y si se mezclan con
agua en los colectores húmedos pueden causar graves perjuicios.
83
6.1.4. Caractcrf¡tlcag del contamlnante. Las caracterfsticas del contaminante
también pueden afectar la selección del equipo. La composición qufmica pueden
atentar contra los elementos del colector o producir corrosión en los colectores tipo
hrlmedo. Los materiales viscosos asf como limaduras metálicas impregnadas €n
el polvo pueden adherirse a los elementos delcolsctor, produciendo taponamientos
alpaso en elcolector, Los materiales hilachosos se adhieren con seguridad eobre
los elementos superficiales del colectos, Los elementos abrasivos en concentra-
ciones moderadas o altas causan un rápido desgaste en la superflcie de los
metales secos. Eltamaño, forma y densidad de la párticula pueden descartar con
seguridad el diseño de un colector,
6.1.5. Requerlmlento¡ de cnergfa. El costo de la energfa necesaria, es de
escencial cuidado en la consideración del requerimiento total de energfa para cada
tipo de colector que pueda realizar el trabajo.
6,2.
METODOS DE ELIMINACION DEL POLVO
6,2,1, Colsctoro¡ clclónlcot. Es el equipo qu€ se usa generalmente como
separador principal o único para polvos, basandose en la rotación de la corriente
de aire la cual debida a la fuerza centrffuga, lanza las partículas hacia la pared del
recipiente por la cual resbalan cayendo hacia la descarga,
El torbellino se produce por lo general dirigiendo tangencialmente la corriente de
aire hacia adentro de un recipiente cilfndrico, o más frecuentemente cónico, del
cual se escapa axialmente por un extremo. El polvo recogido se descarga por el
otro extremo a travás de algun tipo de cierre para evitar fugas de aire.
84
El efecto centrffugo depende de la elevada velocidad de giro del torbellino, por lo
cual para producir una determinada fuerza centrffuga las velocidades de entrada
deben aumentarse con el diámetro del recipiente; por lo tanto aumentan las cafdas
consiguientes de presión, En aparatos pequeños una fuerza centrlfuga similar (y
por lo tanto separadora) se produce mediante velocidades de entrada y caldas de
presión de poca magnitud, aunque los rozamientos generados son mayores.
Para una determinada velocidad de rotación del torbellino, puede calcularse un
tamaño llmite de partf cula. En teorf a, las partlculas de este tamaño y mayores son
lanzadas hacia la pared y son captadas, mientras las partlculas de menor tamaño
escapan con el gas impelente. En la práctica se recoge un porcentaje de cada
tamaño. Por encima de cierto tamaño, la eficiencia de captación será casi del 100
o,6,
pero por debajo del mismo disminuirá muy rápidamente y las partfculas muy
finas seran captadas sólo ocacionalmente. El aire impelente contendrá entonces
partfculas pequeñas de un pequeño espectro de dimensiones. Existe un llmite
inferior de tamaño de las partfculas bajo el cual es imposible captar partfculas
porque comenzaran desplazandose con la corriente de aire sean cuales fuere las
fuerzas centrffugas.
6.2.1.1. Clclones senclllos. Estos tienen forma cónica y pueden tener cualquier
proporción. Todos efectuán una seperación completa de polvos desde finos a
granulares, usando pequeñas cafdas de presión (hasta un máximo de 0,036 PSI).
Deben estar provistos ya sea de tolvas de retención para el polvo recogido (para
evitar que interfiera con el flujo de aire), ya sea de una válvula de descarga de
polvo. fliun
18.
6,2,1,2, Clclonee de gran eflclencla. Las proporciones de estas unidades, de
85
SALIDA DE POLVO
SALIDA DEAIRE LlMPIO
ENTRADA DE AIRE Y
POLVO
TUBOCENTML
VALVUIá
FrcUnA 16, Clclón Sencillo,
FUENTB: Tr¡n¡po¡ta ¡cumótioo d.
n¡to¡l¡lr
pulvan¡loltor
altura más bien elevada y a menudo de un metro más de diámetro, han sido
cuidadosamente calculadas por sus fabricantes y son las mismas para cualquier
capacidad, Su eficiencia para cada tamaño de partfcula, y las cafdas necesarias
de presión, pueden calcularse con gran precisión. Las caldas de presión son
relativamente grandes y pueden ser del orden de 0,1 44 a 0,18 PSl. fl¡unr 17.
6.2.1.3. Clclón llso de erplral. Son usados para captar polvos finos, arrojando las
fracciones más gruesas contra la pared, entrando al conducto en espiral, elcual
parte desde arriba y términa en un punto inferior al nivel de la boca de entrada. El
conducto es generalmente de sección rectangular y esta abierto hacia el interior
8e
SALIDAAIRE
LIMPIO
ENTRADAAIREY
POLVO
TOLVAPARA
ELPOLVO
FIGURA 17. Clclón dc gran eflclencla,
FT BNTB:
Tru¡po¡to ÁcutDatl@
do
Erlcr¡l¡
Pulv.nlontor
delciclón a todo lo largo, de manera que el polvo arrastrado contra la pared interior
entra al conducto y resbala luego por él hasta la parte cónica del ciclón. La sección
trasversaldelconducto es de anchura constante pero su profundidad se reduce a
cero en cada extremo. El rozamiento del polvo es menor con este dispositivo, y se
reduce notablemente el número de partfculas que son nuevamente arrastradas.
tl¡um
18.
6,2,1,4. Tlpo de gran caudal. Las proporciones de este tipo de ciclones también
han sido cuidadosamente calculadas y dan la certeza de lograr una altfsima
87
SALIDAAIRE LIMPIO
SALIDAAIRE LIMPIO
t
I
CONDUCTO PARA EL
POLVO MASGRUESO
ii-::...-i
-i--.
SALIDA
POLVO
FrcUnA 18, Clclón lleo con conducto de ecplral,
FUBNTE: Tr.!¡porto
n.unlti@
dc
rnrt.¡hlil F¡lv.ru¡onlor
eficiencia con una menor calda de presión que el verdadero ciclón de alta
eficiencia, aunque el tamaño lfmite de partlculas es algo mayor. Tratándose de
polvos costosos hay en general menos motivos para usar este tipo de ciclón ( en
el cual el ahorro en potencia y en costo debe equiparar las pérdidas de polvo ) que
para usar eltipo de verdadera alta eficiencia. Los ciclones de gran caudaltienen
una eficiencia mucho mayor en comparación con otros ciclones, y ofrece ventaia
en los casos en que debe ahorrarse espacio y potencia. tl¡unl10.
88
SALIDAAIRE
TUBO CENTRAL
LIMPIO
ENTRADAAIREY
POLVO
TOLVA PARA
ELPOLVO
flGUnA 19. Clclón de gran caudal,
FUBNTE: Trurportc
!.unfaico dt n¡to¡i¡lt F¡lvorulcDtor
6.2.1.S. Pollclclonos. Estos son aparatos pequeños cuyo diámetro no pasa de
unos pocos centfmetros. Pueden retener partfculas muy pequeñas y
exigen
velocidades moderadas del gas y cafdas pequeñas de presión. El caudal que pasa
a través de cada ciclón por separado es pequeño. Por eso se les emplea
generalmente en unidades mrlltiples colocada en una placa tubular y combinados
en una envuelta que lleva un deflector dispuesto de modo que deposite las partlculas
gruesas del polvo entrante, dejando a los ciclones sólo el polvo residual. f,¡mr20.
89
-sAllDilftRE
CICLONES
POLVO
trrAs
GRUESO
.?.EEIE.
--r
VALVULAS
FIGURA 20. Colectorpollclclónlco.
FUBNTB: Tr¡lrpo¡tc !cuÉútlco dc
n¡tcrl.l¡
pulvoruloato
Es más frecuente emplear policiclones para tratar grandes volúmenes de aire con
baja carga de polvos, por ejemplo en sistemas de ventilación y no en vErdaderos
sistemas de transporte de polvos.
6.2.1.6. Extractorc¡ multlcelularc¡ ó cxtractorcg ccntrllugadorce mccánlco¡.
Estos se emplean comúnmente para eliminar pequeñas cantidades de arenilla o
..¡.:
,_t;'
90
polvo en grandes volúmenes de aire y como tales son más aplicables
en
instalaciones de calderasy de ventilación que en sistemas de transporte de polvo.
6.2,2. CALCULOS
6,2,2.1Dlametro clclón. (D',). Area entrada al ciclón: 0,1963 pies3, con este valor
determinamos el diámetro del ciclón, con la fórmula:
ot=.'@
donde:
r
|
A
Dr
= Relación diámetro del ciclón y diámetro del ducto de escape
= D 11D2, recomend ado 2,4
= Area de entrada al ciclón
= Diámetro ciclón
D2 = Diámetro ducto escape de aire
reemplazando,
D, = v( 4t'2,4s * 0,1963 / ¡r)
= 1,8588 pies = 22,3 pulgadas
6,2,2,2, Dlámetro ducto de escapc. (D2). De la relación r = DJDz, obtenemos
que:
Dz= Drlr = 1,8588 | 2,4 = 0,7745 pies
-
9'3 pulgadas
6,2.2,3, Dlámetro del ducto de de¡carga Infcrlor. (Dg). Este es generalmente
91
cinco octavos del diámetro del ducto de escape, en nuestro caso es la entrada al
venturi, osea, cuatro Pulgadas.
Ds =
4 Pulgadas
6,2,2,4, Ancho a la entrada del clclón. (a), Esta entrada convencionalmente se
Encuentra localizada en dirección tangencial al cuerpo del ciclón,
y a su vez
incrementar las pérdidas de presión, €ste ancho será igual al dlámetro de la
tuberla.
a=1/zpie=6pulgadas
6,2,2,5,Altura
a la
entrada del clclón.(h.,).Se obtienen buenos resultados en la
eficiencia de separación, cuando la altura de conexión de la entrada es igual a la
parte cilfndrica del ciclón.
hr=Yzpie=6Pulgadas
6.2.2.6. Longltud Interna del ducto de eacapc dcl clclón. (hr). La principal
función de este ducto es permitir la salida de aire desde el interior del ciclón, y viene
dada por la formula:
h, = hl ( r- 1 )t =6
(2,4- 1 )t = 11'8pulgadas = 1 pie
6,2,2,7. Altura total del cono.(h). Viene dada por:
h, =
h.,
*
12
= 6r'2,42 = 34,6 pulgadas = 2,9 pies
s2
6.2,2,8, Altura det cono truncado. (h.). Viene dado por la fórmula:
h. = h.
(D1
'Ds)/ Dr = 34,6 (22,3'4],122'3
= 28,4 pulgadas = 2,4 pies
Es necesario tener en cuenta, QUo el ciclón cumple la función de depósito de
materialantes de iniciar el proceso de secado del plástico, por esto se requiere que
la altura dEl cono sea mayor. Para nuestro caso tomaremos una altura de:
h.= 62,4 pulgadas = 5,2 Pies
Al aumentar la altura del cono truncado, aumenta obligatoriamente la altura total
del cono, siendo esta:
h.=h.*Drl(D1 'Ds)
hg =
hs
62,4 * 22,3
| (22,3' 4)
= 76 pulgadas = 6,34 Pies
93
á=6"
h¿
I
Y
FICU RA
21, Dlmcnalones del clclón
=
11
'8"
7.
7HA'YSFEHENG.TA DE CALOH
7.f . CANTIDAD DE CALOR
Según la tabla
1,
vemos que materiales higroscópicos como el policarbonato y las
poliamidas, requieren temperaturas de secado de 210 oC, es por esto que
tendremos en cuenta esta temperatura por ser la más elevada dentro de los
materiales plásticos. Tenemos entonces que la cantidad de calor que suministran
las resistencias es igual a la cantidad de calor que se requiere en elflujo de aire
para calentar los peletizados.
Balance de calor.
f.
Calor sumlnlstrado por las reslstenclas=Calor ganado por el alre: Q. = Q.
siendo,
a
Qn
a
Q.
= Calor suministrado por las resistencias o potencia de las resistencias.
= Calor ganado por el aire o potencias que requiere el aire para ser
calentado hasta una temperatura de 210"C,
Para un gas ideal, tenemos que potencias esta dada por la fórmula:
l¡
O.=m*CP*aT
95
donde,
a
Q. = Potencia
a
m = Flujo másico del aire
Cp = Calor especffico del aire
AT = Diferencia de temperatura
En nuestro caso estamos trabajando con una diferencia de temperatura elevada, por
lo cualemplearemos la fórmula:
aa
Q. = lll * (Cpr *
T.¡
- Cpo* TJ
donde,
Gp, =
Calor especlfico a 210"C
(41
0'F). Irllr
lt
Tr = Temperatura de 210'C
= Galor especffico a temperatura ambiente. T¡llr lt
To = Temperatura ambiente de 25"C (77'F)
Gpo
Como se sabe densidad (p), viene dada por:
at¡
P=mly'=lnN
donde,
tn = fTrasá de aire
V = Volumen de aire
a
V = Flujo volumétrico = 1,400 C.F.M.
El dato real suministrado por el ventilador es el flujo volumétrico, además la
densidad del aire como se vio en el capftulo 4, varla en f unción de la temperatura.
96
TABLA 12, Propledades del alre a presión atmosférica,
lL,
lbrhrg plc
x 10{
FUBNIS:
.280
0,2248
o,2452
0,4653
2,070
0,005342
-f90
0,1478
0,2412
0,6910
4,675
0,007936
.100
0,1 104
0,2403
0,9930
8,062
0,01045
-10
0,0882
0,2401
1,074
10,22
0,01287
80
0,0735
0,2402
1,241
16,88
0,01516
170
0,0623
0,2410
1,394
22,38
0,01735
2AO
0,0551
0,2422
1,536
27,88
0,01944
850
0,0489
0,2438
1,669
31,06
0,02142
440
0,0440
0,2459
1,795
40,80
0,02333
530
0,0401
0,2482
1,914
47,79
0,02519
020
0,0367
0,2520
2,028
55,26
0,02692
710
0,0339
0,2540
2,135
62,98
0,02862
800
0,0314
0,2568
2,239
71,91
0,03022
890
0,0294
0,2593
2,339
79,56
0,03183
980
0,0275
0,2622
2,496
88,58
0,03339
1.070
0,0259
0,2650
2,530
97,68
0,03483
1.160
0,0245
0,2678
2,620
106,9
0,03628
1.250
0,0232
0,2704
2,703
1
16,5
0,03770
1.3¡tO
0,0220
0,2727
2,790
126,8
0,03901
1.520
0,0200
0,2772
2,955
147,8
0,04178
1,700
0,0184
0,2815
3,109
169,0
0,04410
1.880
0,0'169
0,2860
3,258
192,8
0,04641
2.060
0,0157
0,2900
3,398
2',16,4
0,04880
2.2&
0,0147
0,2939
3,533
240,9
0,05098
2.420
0,0138
0,2982
3,668
265,8
0,05348
2.600
0,0130
0,3028
3,792
291,7
0,05550
2,780
0,0123
0,3075
3,915
318,3
0,05750
2.980
0,0116
0,3128
4,029
347,1
0,0591
3.140
0,0110
0,3196
4,168
378,8
0,0612
3.320
0,0105
0,3278
4,301
409,9
0,0632
3.500
0,0100
0,3390
4,398
439,8
0,0646
3.6E0
0,0096
0,3541
4,513
470,1
0,0663
3.860
0,0091
0,3759
4,611
506,9
0,0681
4.100
0,0087
0,4031
4,750
546,0
0,0709
T¡ufrorci¡
dc
c¡lc.
|
0,722
8,514 |
0,714
10,72
11,80
12,88
14,00
|
|
0,726
I
0,741
I
0,749
16,40
17,41
I
|
0,767
19,92
|
0,916
0,5100
0,734
0,783
s7
Para detErminar la potencia que requeriran las resistencias o potencla actlva (P")
tendremos en cuenta los dos estados, tanto el de máxima temperatura como el de
la temperatura ambiente,
La ecuación que permite calcularla sera:
aa
Q, = P, = V*
(Pr
*CP' * T,' Po*CPo*TJ
siendo pr y po, las densidades del aire a 210" C y 25"C respectivamente.
Empleando la ecuación,
P,lPo=
T¡,
obtenemos la densidad del aire a 210'C, reemplazando tenemos,
p, = 0,0655 * (77 + 420)l(410 + 420)
Pr = 0,0392lb/Pies
Estado final
:
Pr
= 0,0392lbs/Pieo
cP'
= 0,2456
T,
= 210oC, 410"F
BTU/lbs'F
Estado inicial:
Po
= 0,0655lbs/Pie3
98
cPo =0,2402 BTU/bs'F
To
= 25oC,77"F
Reemplazando estos valores en la ecuación, quedarfa:
PR
*
= 1.400 (0,0392*0 ,245t410 - 0,0655*0,2402ü77)
PR
= 3,830 Btu/minutos = 229.800 BTU/hora
PR
= 68l(\ff,
7.2. RESISTENCIA ELECTRICA
7.2.1, Materlales para reslstenclas. Para uso en hornos eléctricos, estufas,
calentadores y muchos aparatos eléctricos, se requiere un material con elevado
punto de fusión y alta resistividad que no se corroa a temperaturas elevadas. Estas
condiciones se satisfacen con las aleaciones de niquel-cromo y de niquel-cromohierro. Las propiedades de los materiales para resistencia aparece en la Tabla 13,
La mayorfa de estos se encuentran disponibles en forma de cinta de alambre.
7,2,2, Cálculos. Para todo circuito eléctrico, se asumen pérdidas eléctrlca por
calor, conductividad, generalmente estas se consideran en un 10% del total,
obteniendo,
Pr.,
P*,
=Pn+10%
= 68 + 6,8 = 74,8
l(ff
Dentro del mercado, podemos fabricar resistencias de alambre de cobre,
I¡lh l¡1,
99
oorfrooa
oootcqtoo
\ttCDIrf
(\l
o
@
ct
888
ooo
ro
lÍt
ooo
@ooo
óOrOOtrl,
@NG)
oooooo
oooooo
oooodo
lfoooo@Iooa
oNo¡$tcDu)r\lo(0
o¡no¡ol(o(o
E
$
a
o_ o- ootooo@
rfo)otolÉ
o_
(\l
o@_
(\r6t@o
so
8.
o-
o-
F
s
$G
E
\
É
ss
sa
or\fN u)(o¡oo
@@@@@
$
oz.==oz,z,z,=
t
$
il
ñ
o_
r.tfÉ9!cr,6
sa¡¡c,_ggs&6¡_
$
lf_
a-Éq
orat=o
E
I
NO¡
rt
o)_ c\l
oo@o
A6en=He.s
gEEÉ=EFEg
I
HEttA
EEES=
¡¡l
t¡¡
--4
OOJ
É,
E
66e
===
=
l¡l
fI
I
É
4
100
TABLA 14, Dlametros de los hllos de cobra quefunden paravalores de arrlente determl¡pdo
1
0,0021
2
3
0,0034
0,0044
4
5
43
0,112
39
37
0,0053
0,135
35
0,0062
0,0098
0,158
20
0,0129
0,0156
0,328
0,397
25
0,0181
0,461
30
28
26
25
30
0,0205
0,521
24
29
10
15
0,249
u
35
0,0227
0,577
40
45
0,0248
0,632
2
0,0268
0,684
21
50
o,7u
21
60
0,0288
0,0325
0,827
20
70
0,0360
0,0394
0,916
1,000
19
80
18
90
0,0/.26
1,080
18
100
0,0457
1,160
17
120
0,0516
1,310
16
140
0,0572
1,460
1,590
l5
160
180
0,0625
0,0676
1,72O
14
2@
225
0,0725
0,0784
1,840
13
1,990
12
2fi
0,0841
2,14
12
0,0997
0,0950
2,28
2,42
11
275
300
Ft BNIS:
0,053
0,096
Müul d.l no¡ór Eloaicittr
14
11
101
estas se encuentran recubiertas de oxido de zinc. Estas pueden venir para 6, 6.5,
7,8...,hasta 12l(VV.
En nuestro diseño emplearemos un conjunto da 12 resistencias de 6,5 l(\ff.
7,2,2,1 Corrlentg por faee. Esta determinada por la ecuación:
l= P,*,/(y'gTv*Goeg)
donde,
Prr, -
potencia J(\ff = 12 * 6,5 K}V = 78 KW
,/E
= Costante
v
= Voltaje
=220v
Cosg = Angulo de desfase =
1
Reemplazandotenemos:
I
,
= 78.0001(!3*220*1)
=2054
7,2,2.2. Corrlente por reelstencla. Viene dada por
ln =
:
6,500/220 = 29,5 A.
7,3, AISLAMIENTO TERMICO
Las condiciones existentes en instalaciones industriales y comerciales, tales como
102
O
fgT1
Wffi
Wffi
|
Qo9
ffiffi ffiffi
FIGURA 22. Diagrama resistencias
'7,--7.eT
103
hospitales, almacenes, plantas de potencia, plantas qufmicas, refinerias de
petróleo, aceros, molinos de pulpa, plantas procesadoras y empacadoras de
allmentos, jabón, etc,, requieren de un sistema de alslamiento que aisle del medio
ambiente equipos y tuberias por donde circulan fluidos calientes o frios, que
permitan lograr algunos de los siguientes objetivos especfficos de diseño:
-
Conservar la energfa invertida en elacondicionamiento delfluido evitando
las pérdidas o ganancias de calor.
- Reducir los costos de operación.
-
Aumentar la eficiencia de operación, manteniendo estables las condiciones
de temperatura, saturación, nivel de polimerización, etc., requeridas en un
proc€so,
- Evitar quemaduras
temperatura
y riesgos potenciales de incendio, controlando
la
superficial.
- Evitar el flujo de vapor y la condensación de agua sobre superficies frfas.
- Controlar el ruido.
- Proteger el equipo de abusos mecánicos, de exposiciones a atmósferas
corrosivas o al fuego.
Un sistema de aislamiento tármico está formado por la combinación de materiales
104
de elevadas resistencia al paso de calor, acabados y accesorios qu€ ensamblados
cumplen uno o más de los objetivos anteriores.
El aislamiento es correcto cuando el material aislante es capaz de funcionar
inalterando bajo condiciones de trabajo,
Las condiciones de trabajo de un aislamiento industrial abarca toda una serie de
condiciones exigentes tales como:
-
Atmósferas corrosivas como consecuencia de procesos qufmicos o por la
local ización en exteriores.
-
Abusos mecánicos por manipuleo repetido, pisadas¡ movimientos de
expansión, contracción y vibración,
'
Riesgo de incendio causados por altas temperaturas
y por la presencia
de sustancias volátiles.
- Controles rigurosos y altas temperaturas,
-
Protección para el personal de operación.
-
Requerimientos sanitarios debido al manejo
de
alimentos, jabón,
cosméticos, lEche o bebidas.
-
Necesidad de remover con facilidad las aislamientos en áreas predeclbles
de mantenimiento.
105
Limitaciones de espacio unidas con la necesidad de mayor espesor de
aislamiento.
La eficiencia y serviclo de un aislamiento depende dlrectamente de su protecclón
a la entrada de humedad y
deldaño mecánico o qufmico, por lo tanto la selección
de materiales para acabado de protección debe estar basada en condiciones de
instalaclón.
Un tipo de aislamiento es la lana de vidrio, la cual presenta una elevada
resistencla a la transferencia de energfa térmica en un amplio rango de operación.
Estos mismos por ser de vidrio son incombustibles, no se alteran por la presencia
de humedad, no contribuyen a la corrosión de los metales con los que esta en
contacto.
Los aislamientos en fibra de vidrio, se caracterizan porofreceruna baja conductividad
térmica, buenas caracterfsticas
de corte, alta resiliencia y excelentes
caracterfsticas de absorción de sonido. Se encuentran disponibles en forma de
láminas rfgidas, semirrfgidas, rollos, mantas flexibles y en preformados para
accesorios y tuberfas.
Para nuestras condiciones vamos a la tabla, localizando la temperatura de
trabajo, por encontrarse las resistencias eléctricas en esta zona, tomamos un
valor de temperatura más elevado (S50"F ).
Las caracterfsticas
tabla 15,
y
especificaciones de este material se encuentran en la
106
TAB LA I 5. Especlflcrrclone.s
0.2't0 BTU/HOM PlE2 f F/PULG) O SEA 0,03{ VAmOru .C A z6.F (Z.t C)
DE TEMPEMTUM MEDIA
tuPlRFtc|l DtL
DttAFhotro
Dt t{uto
PROPAOACIO}I
DI
Attt.AM|lXTO
LA
LI¡f{A
SIN RECUBRIMIENTO
6
CON FOIL E)(PUESTO
5
o
CON KRAFT D(PUESTO
N
10
ABSORBE MAXIMO 0.2
HUMEDAD RELATIVA
96 EN
60
VOLUMEN EN 98 HORAS A 120' F Y
O5 9Ó DE
NINGUNA EVIDENCIA SOBRE METAI.EE
FUENrS:
A¡l¡DiÉ!ú t¡o¡lo
FIb.r
Ol¡r
Para tuberfas calientes o frfas, se emplean cañuelas,
€st€ es un tipo
de
aislamiento térmico formado por lana de vidrio rlgida y preformada como medias
cañas.
Se recomienda su aplicación en el rango de temperaturas desde -120"F hasta
850'F y para tuberfas con diámetros nominales desde 1/2 hasta 12".
Las cañuelas se suministran en dos medias cañas o secciones semicirculares de
36u, 32u y
Espesor
1u
1 112"
z',
28'en los siguientes esp€sores:
aislamiento
Diámetro nominal de tuberfa (pgs)
desde 1/2 hasta 10"
desde 1/2 hasta 10'
desde 1/2 hasta 1 2"
107
Cuando se requiere un espesor de aislamiento mayor a 2", éste se logra con una
sola cañuela de fabricación especial, o agrupando o anidando cañuela sobre
cañuela.
Conocemos la temperatura máxima del aire que va a circular (410" F), por
encontrase eltramo de tuberfaque se va
a
aislar cercaa las resistencias eláctricas
ñ¡uir 12, tomamos una temperatura mayor para seleccionar el espesor del aislante
Iülr
18.
De esta manera se €scoge una temperatura de 550' F, encontrando que
requiere un espesor recomendado de 4.0 pulgadas,
TABLA 16, Espesores óptlmos de alslamlento para tuber[as
D¡AMETRO
NOMIT{AL
TEMPERATURA
DE
4
5
6
8
10
12
3.0
3.0
3.5
3,6
3.6
4,0
'113
114
'|
10
1'tl
't
13
1@
307
355
364
440
620
5¡K)
Tr
98
90
97
97
98
98
o
3't8
3ql
375
¿153
537
666
Tr
660
550
660
550
660
660
o
4.1156
5,510
6.661
86¡t0
10.647
12.639
TUBERIA
SERVTCTO
550'F
ESPESOR
(288.C)
coN
E-0.2
1
E'0,9
2
E-0.3
!
AISI.AMIENTO
slN
AISLAMIENTO
T'
L Emldvldrd d. h rup.llcl. brllhnt. d.l¡cúrdo mfallco qt.dof.
2, Eml¡lvldrd
p.r¡
3. Eml.iyld¡d do
FITBNTB:
un acabrdo
l¡ rupollcl.
Ai¡¡EioElo.
úmin
mll.
no
m.úllcq st.rlor rl.l3l¡ml.rlo,
no brllhnt. d.l tubo
Pibor
(0.2)
Ob¡
d.$udo.
(0.9)
(0.0)
8. EQU'POf5 Y AG'GESOR'OS
Es indispensable para el manejo de los plásticos higroscópicos, que el material en
que se va a construir sea resistente, a los continuos choques ocasionados por el
material (peletizados) con las paredes del equipos (tubos, ciclón, etc), es por esto
que se requiere que sean de acero, preferiblemente tratado térmicamente siendo
diferente del acero inoxidable que presenta una debll resistencia a la abrasión.
8.1 VALVULAS
8.1.1. Válvulas de marlposa. Dentro de los accesorios que dispone la unidad
encontramos dos válvulas mariposas, las cuales se encargaran de controlar la
dirección de flujo bien sea, haciaelciclón paracontinuarcon elciclode deshumificación,
ó para dirigirlo hacia la tolva para la unidad procesadora (máquina inyectora),
Flgunr 28.
Este tipo de válvula consta de un vástago giratorio. El disco debe girar un angulo
de 90" para realizar una carrera completa desde el cierre hasta la abertura
máxima, para girar el disco debe de vencerse 3 tipos diferentes de fuerzas que se
oponen al movimiento de la válvula, originadas por:
109
Fricción de los bujes.
El par dinámico debido al movimiento de la mezcla (aire + polvo), que tiende
a cerrar la válvula cuando esta abierta,
El par resistente de sellamiento, que se produce en el momento de cerrar la
válvula completamente, en las version€s en que el cierre sea ajustado,
HCU nA 29, Válvula marlposa
8,1,2, Válvula esférlca. Se emplea este tipo de válvula para controlar el paso de
material a la zona de mezcla, además de pararlo cuando se requiera un cambio de
dirección.
Esta válvula esférica o de bola, al igual que la válvula de mariposa consta de un
vástago giratorio, se €ncuentra constituida por una esfera atravezada de lado a
lado por un hueco cilfndrico, siendo el diámetro del tubo menor que el deJa esfera
pero igual al del hueco del cilindro, Fl¡unr2f. Cuando laválvula está completamente
abierta como en la figura, el eje del cilindro coincide con el eje deltubo. El angulo
necesario para realizar una carrera completa es de 90'.
9.2. TOLVA
El uso de la tolva se lfmita a disminuirle velocidad a la mezcla y permitir la cafda
"'-''-'-:i
110
FrcUnA 24, Válwla esférlca
del material por gravedad a la unidad procesadora. La tolva dispondra de una
entrada tangencial para recibir el material evitando asf el golpe fozoso de las
partfculas con la lámina. Disponiendo de una salida de aire en la parte superior.
8,2,1, Dlmenslones. Las dimensiones de la tolva se pueden apreciar en la
figura 25,
ENTMDAAI¡TOLVA
HGUflA 25, Dlmenslones de latolva
111
8.3 REOSTATO
Por medio de un reóstato se regula la corriente dada por el conjunto de
resistencias, para suministrar la potencia necesaria para calentar elflujo de aire
( 1 .400 C. F. M. ). De esta manera se obtienen las diferentes temperaturas
que necesitan los
lrllr
1.
peletizados plásticos para garantizar su secado, Esta
temperatura se registrará con un controlador
(
térmistor o termómetro ) ubicado
antes de la zona de mezcla de la unidad secadora de plásticos,
oilErlrsrd|Es
Todos los plásticos se clasifican en dos categorias los nohigroscópicos que
presentan humedad adherida a su superficie, y pueden ser secados solamente con
corrientes de aire caliente sobre el material; y los plásticos higróscopicos que
absorben humedad formando moléculas en el interior de los peletizados, y son
secados únicamente con movimientos de humedad del plástico en flotación.
La presencia de humedad en los peletizados alteran la resistencia de los productos
elaborados, produciendo vapor y burbujas durante su transformación; afectando
los moldes mismos, presentando irregularidades, marcas y fragilidad en los
productos terminados,
Los peletizados plásticos, presentan un secado más eficiente con corrientes de
aire contfnuo, que con los métodos convencionales de secado estático ( hornos o
estufas de secado ), los cuales emplean únicamente resistencias eléctricas que
evaporan la humedad sin permitir su salida.
Para garantizar eltransporte neumático de los peletizados plásticos, estos, deben
de carecer de aristas para evitar su acumulación a la salida del ciclón, siendo
necesario además, mantener la velocidad del aire y la velocidad de flotación
durante todo el trayecto.
113
La densidad de aire se ve afectada por variables como la presión absoluta, la
temperatura absoluta y la humedad relativa del lugar en donde estemos realizando
eldiseño.
Para evitar el desgaste en los ductos y posible adherencia de los peletizados
plásticos, es impresindible evitar cambios bruscos en la dirección de flujo del
material, debido al choque de los plásticos En el ducto, siendo necesario la
utilización de codos.
B'BT-IoÍ
'AFA
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENIST,
Range of particle size. 1-80.
AM ERICAN CON FERENCE OF GOVERNM ENTAL I NDU STRIAL HYGIEN IST.
Dry type dust collectors dust disposal. 1-80.
AMERICAN CONFERENCE OF GOVERNMENTAL ]NDUSTRIAL HYGIENIST.
Fabric collectors. 1 -80.
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENIST.
OrV
type centritugal
AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENIST.
Ductwork design data,
AMPUDIA, Danilo. Ventiladores y diseño de ductos. Universidad delValle. Cali
Enero 1987
CALBERTO' Edinson, Conferencias de Plásticos. Universidad Autónoma de
Occidente, 1990.
115
BUFFALO FORGE coMPANY. Fan Engineering, Décima Edición, Newyork.
Buffalo 1978.
CH ICAGO BLOWER CORPORATION, A Basic Course in Fan
1
selectlon. Copyrlght
981
ENG I NEE
R
I
NG EQU I PM ENT USERS ASSOC IATION CONSTABLE AND COM PANY
LTDA, Transporte neumático de materiales pulverulentos. London i974.
Traducido por Gerardo Espinosa Wellmann.
FRADOS, Joel. Plastics Enoineerinq Handbook. Van Nostrand. New York 1976.
Fourth edition,
GASTERSTADT,
lU.exper¡mentallnvo
,
Zeitschrift Desvercines Deuticher Ingenieur. Vol 68. No 24. June i41924
KARLEI(AR, B.V, Transferencia de calor. Nueva Editorial Interamericana S.A,
Mexico 1.986. Segunda Edición
MARK'S STANDAR. Manualdel Ingeniero Mecánico. McGraw Hill. México 1g84.
MILK, WALTER. Inyeccion de Plásticos, Segundaedición, EditorialGustavo GiliS,
A. Barcelona 1977.
ROSATO, Dominick. Inyection Molding handbook. Van Nostrand Relnhold.
New York. 1986,
116
SAVGORODNY, V, K. Transformación de plásticos. Editorial Gustavo Gili, S. A.
Barcelona 1973.
sEARs, Francls. Ffsica, lmpreso por selecciones gráficas. Madrid
SEYMOUR, Dsolitte Jesse, El laboratorio
del
1971
.
lngeniero Mecánico. Editorial
Hispano-americana S. A. Madrid 1962.
SIRTULI, M. Moldeo por Inyección. Publicaciones del lnstituto del Plástico y
Caucho. Madrid 1970.
WARK, Kenneth, Termodinámica. McGraw Hill. México. Cuartaedición. 1989.
WATT, John. Manual del montador electricista. Editorial Reverte S.A. 1974.
Barcelona España, Tercera Edición.
Otras consultas,
AAF CYC LON E. C_relglg_co e9!9lq.
||
CHICAGO BLOWER CORPORATION. Design 53. Single Pressure Blowers. Bulletin
CPB 1 01 . May 1988,
CHICAGO BLOWER CORPORATION. Airfoil SQA Fans. Bulletln SQA
April 1988.
1OO.
117
CHICAGO BLOWER CORPORATION, Design
34. Vane Axial Fans. BullEtln
VA 105. May 1988.
CHICAGO BLOWER CORPORATION. Airfoil Centrifugal Fans. Bulletin ACF 101
.
April 1976.
CHICAGO BLOWER CORPORATION. Centrifugal SQB Fans, Bulletin SQB 106.
February 1 986.
CHICAGO BLOWER CORPORATION.
Ling Equipment. Bulletin PR 106, October 1990.
SIEMENS. Energía Productos, Catálogo Febrero 1 de 1990.
:r
I
h
I
I
I
I
T
¡q
IT
I
L
E
I
T
b h
o N
J
{-'zl