Deposición de materiales electrocerámicos en capa delgada
Anuncio

B O L E T Í N DE LA S O C I E D A D
ESPAÑOLA
DE
Cerámica y Vidrio
A
R
T
I
C
U
L
O
• • •
Deposición de materiales electrocerámicos en capa delgada
mediante técnicas de vacío
J.M. ALBELLA, C. GOMEZ-ALEIXANDRE Y F. OJEDA
Inst. Ciencia de Materiales, CSIC
Universidad Autónoma. Cantoblanco. 28049 Madrid
En este trabajo se hace una descripción detallada de los problemas asociados a la preparación de materiales electrocerámicos en lámina delgada utilizando técnicas de vacío. Se dedica especial atención a los aspectos energéticos resultantes de la interacción de los átomos que llegan a la superficie con la propia superficie de la película en crecimiento, ya que estos aspectos son en definitiva los que determinan los fenómenos de nucleación, crecimiento y estructura del depósito formado. Finalmente se estudia la influencia de los parámetros de deposición,
la posible interdependencia entre ellos y la relación que guardan en cada caso con la morfología, la estructura cristalina y la composición
de las películas depositadas. Entre estos parámetros hay que señalar la velocidad de deposición, la temperatura del substrato o la energía
de los iones inertes o reactivos utilizados para activar el proceso de deposición.
Palabras clave: evaporación, 'sputtering', haces de iones, técnicas de CVD
Deposition of thin film electroceramic materials using vacuum techniques
In this work we make a detailed description of the problems associated to the preparation methods of thin film electroceramic materials
using vacuum techniques. Special attention is given to the energetic aspects resulting from the interaction between the atoms arriving at
the surface with the surface itself, since these aspects are the ultimate cause determining the nucleation phenomena, growth and structure
of the deposits. Finally we study the influence of the deposition parameters, the interdependence between them and its relation with the
morphology, crystal structure and composition of the films. Among these parameters the most important to mention are the deposition
rate, the substrate temperature and the energy of the bombarding ions, inert or reactive, used to activate the deposition process.
Key works: Evaporation, sputtering, bombarding ions, C.V.D. techniques.
1. INTRODUCCIÓN
El desarrollo de los materiales electrocerámicos en lámina delgada se ha beneficiado enormemente de los avances en otras tecnologías afines. Estos avances incluyen los desarrollos en la tecnología de vacío y procesado de las capas depositadas, en las nuevas técnicas de caracterización de tipo espectroscópico y microscópico, en la tecnología de integración de dispositivos, etc. Los
beneficios proceden también de los avances conseguidos a través
de las aplicaciones modernas de estos materiales en la robótica,
informática, telemática y comunicaciones ópticas. No es pues de
extrañar que la investigación sobre estos materiales haya despertado un interés creciente en los últimos años.
En este trabajo, pretendemos dar una visión general de las técnicas de vacío utilizadas en la preparación de materiales electrocerámicos en lámina delgada, centrando la discusión en los aspectos energéticos del proceso de deposición, ya que estos aspectos
son en definitiva los que determinan las características finales del
depósito obtenido. Muchas de estos aspectos son bien conocidos
en la deposición de capas metálicas. Sin embargo en el caso de los
materiales electrocerámicos, generalmente formados por sales o
compuestos óxidos con estructura compleja, existen muy pocos
datos en la literatura relacionados con estos problemas, por lo que
Bol. Soc. Esp. Cerám. Vidrio, 34 [5-6] 489-495 (1995)
sólo es posible hacer una discusión cualitativa. En todo caso, el
objetivo último de este trabajo es tratar de interrelacionar los parámetros de deposición con la composición, estructura y morfología
de las capas depositadas.
2. FENÓMENOS ENERGÉTICOS DURANTE LA
DEPOSICIÓN
Antes de describir las técnicas de deposición y crecimiento de
los materiales en forma de capa delgada es conveniente discutir
los aspectos energéticos relacionados con los mecanismos de interacción entre los átomos de la superficie de un substrato y las partículas que llegan a dicha superficie durante la deposición, ya que
estos mecanismos de interacción son los que determinan en última
instancia los procesos de nucleación y crecimiento de las películas.
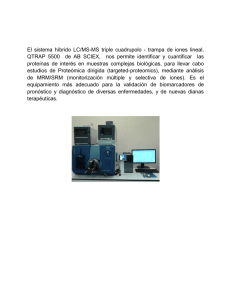
En la fig. 1 se da un esquema de los diferentes fenómenos que
pueden ocurrir cuando las especies atómicas, neutras o cargadas,
llegan a la superficie del substrato durante el proceso de deposición. Se supone que durante la deposición puede existir también
un proceso simultáneo de bombardeo con iones, como es el caso
frecuente en muchas de las técnicas utilizadas en la deposición de
materiales electrocerámicos.
489
J. M. ALBELLA, C. GOMEZ-ALEIXANDRE
PARTÍCULAS
ENERGÉTICAS
D
DESORCIÓN (3)
REACCIÓN QUÍMICA
ASISTIDA (4)
PARTÍCULAS
AUMENTO DE LA
MOVILIDAD DE
SUPERFICIE (1
ESPECIES
ABSORBIDAS
POR LA SUPERFICIE
REFLEJADAS {8}
D
ÁTOMOS
EXTRAÍDOS (7)
ELECTRONES
SECUNDARIOS (9)
^
_,
_Q
'•8ACKSCATTERED"
?
REGfON
SUPERFtCfAL
DESPLAZAMIENTO (6)
iMPLAsNTADOS(IO)
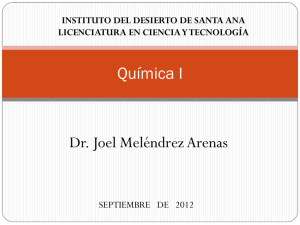
Fig. 1. Diagrama de los diferentes procesos de interacción de los átomos de una superficie sometida al bombardeo con iones de diferente energía.
En un orden creciente de energías, los fenómenos de interacción
más importantes entre las partículas atómicas y la superficie del
substrato son los siguientes (1):
(a) En la región de energías más bajas, del orden de décimas o
centésimas de electrón-voltio, eV, los efectos energéticos más
comunes son los de desplazamiento o adsorción directa de los
átomos sobre la superficie con posible reacción con otros átomos.
Esto ocurre por ejemplo durante la evaporación en vacío y en los
procesos de deposición por CVD en los cuales el vapor de átomos
alcanza la superficie con energía puramente térmica, es decir del
orden de kT (típicamente 0.2-0.3 eV). El simple calentamiento del
substrato durante la evaporación en vacío puede ser suficiente
para aumentar la moviUdad de los átomos que llegan a la superficie (procesos ly 2 delà fig. 1).
(b)Si se imparte a los átomos de la superficie energías más altas
(entre 0.1 y 10 eV), bien sea por bombardeo con iones o por calentamiento a temperaturas más elevadas se favorece la desorción de
átomos adsorbidos químicamente o la eliminación de impurezas,
ya que la energía de enlace suele estar en la región de 1-10 eV (proceso 3). Así pues, el bombardeo con iones de energía inferior a
unos 10 eV es un método muy efectivo para llevar a cabo la limpieza de la superficie. Alternativamente, en esta región de baja
energía también es posible bombardear la superficie con átomos
reactivos para formar nuevos compuestos no volátiles que quedan
fijados a la superficie (p.e. en reacciones de oxidación y nitruración
por plasma) (proceso 4).
(c)Para energías aún más elevadas, superiores a unos 10 eV,
ocurren fenómenos de desplazamiento de los átomos de sus posiciones de equilibrio en la superficie (la energía necesaria para producir el desplazamiento es alrededor de 25 eV). El desplazamiento de los átomos puede dar lugar a la formación de defectos superficiales que en muchos casos conduce a un aumento de la densidad de nucleación de las películas (proceso 5 y 6). En otros casos,
si la película se encuentra en un proceso de crecimiento (mediante evaporación en vacío por ejemplo) el desplazamiento de los átomos debido al bombardeo de iones evita el llamado efecto de
'sombreado' atómico, promoviendo así un mayor grado de compactación de los átomos sobre la superficie. Esta es precisamente
una de las ventajas de las técnicas de deposición asistida por iones
(IBAD) frente a aquellas en las que la capa se forma por simple
condensación del vapor de la fase gaseosa.
490
(d)El desplazamiento de los átomos de sus posiciones de equilibrio mediante bombardeo por átomos energéticos puede llevar
últimamente a la emisión de átomos de la superficie, fenómeno
conocido como «sputtering», o bien a la reflexión de los átomos
bombardeantes, los cuales aparecen a energías de bombardeo por
encima de unos 100 eV (procesos 7 y 8). La emisión de átomos de la
superficie constituye la base de funcionamiento de los equipos de
deposición y de ataque o decapado de láminas delgadas (bombardeo catódico, sputtering con haz de iones, etc). Como es sabido, el
sputtering aparece a partir de una cierta energía umbral (alrededor
de 30 eV) y su rendimiento aumenta con la masa y con la energía de
los átomos bombardeantes. No hay que olvidar, sin embargo, que
la emisión de átomos de la superficie se puede conseguir también
mediante calentamiento directo del material a temperaturas elevadas (evaporación térmica ó por haz de electrones y ablación láser).
(e)En esta región de energías de bombardeo moderadamente
altas se presenta asimismo un proceso de emisión de electrones (proceso 9.) Esta emisión de electrones ocurre, por ejemplo, en los equipos de deposición cuando se aplica una descarga eléctrica y es debida al bombardeo de los iones de la descarga sobre los electrodos (técnicas de plasma-CVD y de bombardeo catódico). En estas descargas,
el ritmo de emisión de electrones desde la superficie ha de ser superior a los que se pierden hacia las paredes del reactor con objeto de
que la descarga sea auto-mantenida (descarga en forma de plasma).
(f)Finalmente, en el rango de energías de bombardeo elevadas,
por encima de 10^ eV, los átomos bombardeantes acaban siendo
enterrados o implantados en el interior de las superficie (proceso
10). Este fenómeno constituye la base de la modificación de
muchas de las propiedades de superficie de un material (dureza,
resistencia a la corrosión, etc.) y en electrónica se utiliza para realizar de una forma muy precisa el dopaje de un semiconductor.
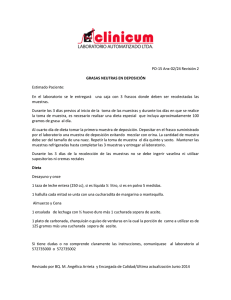
En la figura 2 se presenta a modo comparativo un esquema de
los distintos rangos de energía de los procesos de condensación y
bombardeo que ocurren en las diferentes técnicas de deposición,
así como en otras técnicas de tratamientos superficiales (ataque,
implantación, etc.) (2). Los fenómenos de desplazamiento de átomos, desorción, sputtering, etc. vienen indicados también en la
parte inferior de la escala de energías. En la escala vertical se ha
representado los valores típicos de la densidad del flujo de partículas que alcanza la superficie durante el proceso de deposición o
bombardeo. En la gráfica se ha trazado además una línea de pun-
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 34 Num. 4 |ulio-Agosto 1995
DEPOSICIÓN DE MATERIALES ELECTROCERAMICOS EN CAPA DELGADA MEDIANTE TÉCNICAS DE VACÍO
HACES-O&ÍONE-S
ACELERADORES
QUÍMICA DEL PLASMA
SPUTTERIbKÏ
ACTIVACIÓN TÉRMICA
D6 MIGRACIÓN DE ADATOMS
EXCITACIÓN ELECTRÓNICA
DESPLAZAMIENTO DE ÁTOMOS DE LA RED
DESORCIÓN
ATRAPAMIENTO IMPLANTACIÓN
J
10^^
10'^
10°
10^
I
!
10^
10^
L
10''
10^
10^
10^
ENERGÍA CINÉTICA (eV)
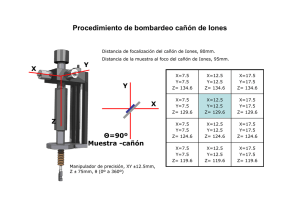
Fig. 2. Diagrama de los rangos de energía de interacción de los átomos con la superficie de un
substrato en los procesos de deposición y bombardeo con partículas
cargadas.
tos que representa el valor de 10 Wcm'^ para la energía por unidad
de área consumida en el proceso, esto es, el producto de la densidad del flujo de partículas por su energía. Según se observa, los
procesos típicos de deposición y ataque se encuentran generalmente por debajo de este límite.
3. TÉCNICAS DE DEPOSICIÓN FÍSICA (PVD)
Las técnicas de deposición en vacío a veces también se conocen
como técnicas de deposición en fase vapor, ya que están basadas
bien sea en la condensación física de un gas o vapor del material
a depositar en una cámara de vacío {técnicas de deposición física ó
FVD), o bien en la reacción misma de gases o vapores introducidos en un reactor (técnicas de deposición químicas ó CVD), para dar
en ambos casos un producto sólido en forma de lámina delgada
sobre un substrato. En las técnicas físicas la fase vapor procede
bien sea por calentamiento hasta la fusión y posterior evaporación de un material de partida (técnicas de evaporación) o bien
por bombardeo con iones del material (técnicas de sputtering).
fusión, como puede ser el caso de ciertos metales (Al, Ag, Au, etc.).
Sin embargo la técnica tiene numerosas limitaciones, entre ellas la
dificultad de evaporar metales refractarios con temperaturas elevadas de fusión.
Un sistema más eficiente d e calentamiento se consigue mediante la técnica de bombardeo con haz de electrones, en la cual un haz de
electrones muy energético y de intensidad elevada se hace incidir
sobre la superficie del material a evaporar, el cual se encuentra
depositado en el interior de un crisol. Las elevadas temperaturas
de calentamiento hace que la técnica sea muy adecuada para
depositar metales con elevado punto de fusión. También es posible evaporar diversos elementos simultáneamente para producir
compuestos y aleaciones con una composición prefijada.
La técnica de bombardeo con haz de electrones es en general
mucho más limpia que la de evaporación directa ya que el calentamiento y la desgasificación de las paredes de la cámara de vacío
suele ser mucho menor. Una ventaja adicional es la posibihdad de
utihzar cañones de potencia elevada (alrededor de 5 kW), lo cual
permite conseguir fácilmente velocidades de evaporación relativamente altas, en el rango de varias decenas de nms"^. Este aspecto es importante cuando se trata de depositar capas con espesor
elevado, como ocurre frecuentemente en muchos dispositivos
electrocerámicos en los cuales el espesor de las capas puede alcanzar algunas decenas de ]im.
En cualquier caso, es importante hacer notar que en las técnicas
de evaporación la energía de los átomos al llegar a la superficie del
substrato es muy baja, del orden de 0.2-0.3 eV. Este hecho, unido
a la alta velocidad de evaporación conduce a que la estructura de
las capas depositadas sea generalmente amorfa, independientemente de la temperatura del substrato, ya que los ad-átomos no
disponen de suficiente energía y / o tiempo para emigrar hacia
posiciones favorables en la red y producir así el crecimiento cristahno. La obtención de capas epitaxiales que posean estructura
cristalina requiere, entre otros factores, que la deposición se haga
con una velocidad muy baja, prácticamente capa a capa, manteniendo al mismo üempo el substrato a temperatura elevada. El
substrato debe ser además monocristalino, con una superficie limpia y libre de impurezas. Estas condiciones se cumplen por ejemplo en la técnica de deposición por haces moleculares, en la cual se
produce una evaporación muy lenta de los elementos a depositar.
b) Evaporación mediante bombardeo con fotones:
Uno de los inconvenientes más serios que ofrecen las técnicas de
evaporación térmica es la utilización de filamentos incandescentes para producir el calentamiento del material, lo cual impide que
la evaporación pueda llevarse a cabo en atmósferas reactivas,
como es el caso del O2 cuando se trata de formar compuestos óxidos. Este problema puede ser resuelto utilizando para el calentamiento un haz de luz de alta intensidad, como es el producido por
un láser.
En la técnica de ablación por láser, se utiliza un láser pulsante que
trabaja con una frecuencia entre 1 y 200 Hz, y con un tiempo de
duración de los pulsos de 20-30 ns. Mediante focalización del haz
3.1. Técnicas de evaporación
sobre la superficie del substrato se puede obtener una energía
entre
1 y 10 Jcm'^, la cual es suficiente para vaporizar unos cientos
a) Evaporación térmica directa y por haz de electrones:
de angstroms de la superficie del material, formando un plasma
de pequeño volumen, a veces denominado pluma, y que está comEn el rango de energías de condensación más bajas aparecen las
puesto
de átomos neutros, iones y moléculas con energía cinética
técnicas de evaporación. En la evaporación térmica directa el matede
varios
eV. Estas partículas del plasma acaban depositándose
rial se calienta mediante el paso de corriente eléctrica a través de
sobre la superficie del substrato, siendo la cantidad depositada
un filamento o una cinta metálica en forma de crisol que rodea el
por pulso del orden de 1 Â (para pulsos de 200 mjcm'^). La ausenmaterial a evaporar. La técnica es relativamente simple y se
cia de filamentos y de fuentes de iones en la cámara de vacío peremplea normalmente para evaporar elementos de bajo punto de
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 34 N u m . 4 Julio-Agosto 1995
491
. M. ALBELLA, C. GOMEZ-ALEIXANDRE
miten la operación a presiones relativamente altas (100 mTorr)
incluso en atmósferas reactivas. Quizás la característica más destacada de la ablación por láser es la habilidad para conservar la
composición y estequiometría del material de partida. Esto es
debido a que el depósito se va formando a través de la evaporación continuada de cantidades muy pequeñas de material del
blanco.
Una diferencia esencial de la ablación láser respecto de otras técnicas de evaporación es que la energía cinética de los átomos y
iones que alcanzan el substrato es relativamente alta (unidades de
eV para los átomos neutros y decenas de eV para los excitados), lo
cual confiere una cierta movilidad a los átomos en la superficie
antes de alcanzar las posiciones de equilibrio. Se obtienen así
capas con un mayor grado de compactación, y con un cierto grado
de cristahnidad si la temperatura del substrato es suficientemente
alta. Todas estas cualidades hacen que la ablación por láser sea
ideal para la preparación de capas delgadas con composición compleja, tales como compuestos superconductores, ferroeléctricos,
electro-ópticos, etc., los cuales son difíciles de depositar mediante
otras técnicas (3).
EXTRACTOR
1 SUBSTRATO
FUENTE
IONES -
il
a)
SUBSTRATO
^
yff
V^~
EXTRACTOR
1!
FUENTE
(ONES
/
HAZ (ONES
" ^ ^ ^ ^ ^ /f.
MATERIAL
ARRANCADO
BLANCO
/f
b)
GAS INERTE
lU
\\
rGAS REACTIVO
3.2. Técnicas de bombardeo con iones
En las descargas de tipo luminoso entre dos electrodos, a presiones reducidas (alrededor de 10 Torr), se producen electrones de
mucha energía que son capaces de ionizar una fracción apreciable
de los átomos del gas, produciendo lo que se llama un plasma. Los
iones positivos del plasma son utilizados para producir diversos
efectos en su interacción con la superficie de un cátodo o un blanco, según se ha mencionado más arriba (apartado 2), entre ellos la
emisión de electrones secundarios, la fijación de los átomos bombardeantes sobre la superficie (en la técnica de deposición por
haces de iones) y la emisión o arranque de átomos neutros de la
superficie (en las técnicas de sputtering por haces de iones y de
bombardeo catódico). Estos procesos se pueden utilizar para
modificar y controlar las propiedades de una película que se halla
en crecimiento.
GAS INERTE
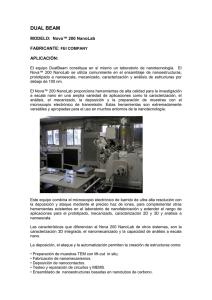
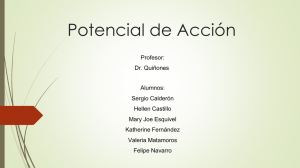
Fig. 3. Diferentes configuraciones utilizadas en la técnica de deposición por haz de iones.
tituido por un filamento incandescente que emite electrones y sostiene la descarga. La presencia de este filamento, así como otro que
se utiliza para neutralizar la carga de los iones en el haz es una
a) Deposición por haces de iones
hmitación importante para la utilización de este tipo de fuentes en
atmósferas reactivas de oxígeno. Para evitar este problema, a veces
En las técnicas de deposición por haces de iones se hace incidir
se recurre a otros tipos de fuentes de iones que pueden funcionar
directamente sobre un substrato un haz de iones de baja energía
en atmósferas de oxígeno.
del material a depositar (deposición directa o IBD).
En la fig. 3 se da un esquema de las diferentes confíguraciones
Alternativamente, el haz formado por iones de un gas inerte se
empleadas comúnmente en la deposición por haces de iones (figs.
puede utilizar para bombardear la superficie de un blanco del
3a y 3b). En la técnica de sputtering por haz de iones es posible
material que se pretende depositar. Si los iones tienen energía
utilizar un gas reactivo para obtener compuesto de tipo óxido,
suficiente (2 ó 3 keV) se produce un efecto de sputtering, es decir
nitruro, etc (fig. 3c). Incluso es frecuente utilizar dos cañones de
de emisión de los átomos del blanco para ser depositados sobre la
superficie de un substrato (deposición indirecta, también denomina- iones separados, uno para sputtering y otro para añadir directamente sobre el substrato un gas reactivo (deposición por haz dual de
da sputtering por haz de iones, IBS ). Esta última técnica es la más
iones). Existe también la posibiHdad de utilizar la segunda fuente
utilizada ya que sólo requiere disponer de un blanco del material
de iones simplemente para impartir mayor energía a los átomos
a depositar sin demasiadas limitaciones en cuanto a su geometría.
que se depositan sobre el substrato. Entramos así en lo que se
El cañón que suministra el haz de iones suele estar formado por
denomina deposición asistida por haz de iones (IBAD) que tratauna cámara (independiente de la cámara de vacío) en la que se
remos más adelante (fig. 3d).
provoca una descarga entre dos electrodos. Entre los diferentes
En general, comparando la técnica de sputtering de haz de iones
tipos que existen en el mercado la más utilizada suele ser la fuente
con otras técnicas de iones (p.e. la de deposición por bombardeo
de Kaufman, también denominada de haz ancho. Esta fuente es la
catódico entre dos electrodos, descrita a continuación), una de las
más versátil y es capaz de suministrar un haz de varios centímeventajas más notable del haz de iones es la posibilidad de controtros de diámetro (hasta decenas) con una densidad de corriente de
lar independientemente la energía, flujo, especies y ángulo de inci1-2 mAcm'^ y una energía entre 10 y 3000 eV. El rango de corriendencia de los iones. Según vimos más arriba (apartado 2) estos
te debido al flujo de iones es el más apropiado para el procesado
parámetros son de especial importancia para determinar la enerde materiales en capa delgada. En esta fuente, el cátodo está cons-
492
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 34 Num. 4 Julio-Agosto 1995
DEPOSICIÓN DE MATERIALES ELECTROCERAMICOS EN CAPA DELGADA MEDIANTE TÉCNICAS DE VACIO
gía con que los átomos alcanzan la superficie y son en definitiva
los que controlan la morfología y el grado de cristalinidad de los
materiales (4). Una ventaja adicional es que los substratos no se
encuentran sometidos a la radiación directa procedente de la descarga (ultravioleta), la cual puede contribuir seriamente a la formación de defectos en la estructura del material.
b) Deposición por bombardeo catódico (sputtering convencional)
En la deposición por bombardeo catódico, el blanco del material
a depositar constituye a la vez el cátodo de la descarga, la cual se
mantiene de forma auto-sostenida por emisión secundaria de
electrones. Los átomos arrancados del blanco debido al bombardeo de los iones de la descarga son recogidos convenientemente
sobre el substrato situado en sus proximidades. Normalmente se
utiliza argón en la atmósfera de descarga para aumentar la eficiencia del proceso de sputtering, y se añade además un campo magnético con objeto de hacer circular los electrones en trayectorias
curvilíneas y aumentar la probabilidad de ionización del gas {sputtering magnetron). En los modernos equipos el ánodo y cátodo
están muy próximos entre sí, con una disposición tal que permite
que los átomos emitidos por el blanco salgan hacia fuera como en
una fuente de evaporación o de haz de iones {fuentes de sputtering).
La energía de los iones de Ar en la descarga en la técnica de
bombardeo catódico está en el rango de 100 a 1000 eV mientras
que la de los átomos desprendidos del blanco cuando alcanzan la
superficie del substrato está entre 10 y 40 eV en condiciones típicas de deposición, lo cual confiere a los ad-átomos una cierta
movilidad y permite obtener películas con un buen grado de
adherencia y cristalinidad, dependiendo de las condiciones de
deposición.
La técnica de sputtering es considerada como una técnica de
deposición de velocidad alta y muy versátil. Se utiliza mucho en
tecnología de dispositivos electrónicos y magnéticos para depositar capas de metal puro y de aleaciones metálicas, ya que generalmente se mantiene muy bien la composición del material del cátodo de partida. También es muy frecuente utilizar varias fuentes
sputtering para hacer sputtering simultáneo de varios elementos o
formar multicapas. Al no necesitar de filamentos calientes se utiliza también para depositar compuestos metálicos añadiendo un
gas reactivo a la atmósfera de la descarga {sputtering reactivo). Sin
embargo, en este caso la velocidad de deposición disminuye sensiblemente al formarse en el cátodo una capa del compuesto con
un rendimiento de sputtering mucho más bajo. Cuando se pretende depositar capas aislantes partiendo de substratos también
aislantes, es preciso utilizar tensiones alternas para alimentar la
descarga con objeto de evitar los efectos de autopolarización del
substrato (5).
3.3. Técnicas de deposición asistidas por bombardeo de iones
Con objeto de aumentar la energía de los átomos cuando éstos
alcanzan la superficie de la película durante el proceso de crecimiento es frecuente combinar alguna de las técnicas físicas de
evaporación ya descritas con la de bombardeo de iones de energías moderadas (20-150 eV). De este modo es posible conseguir películas obtenidas por evaporación térmica, que presentan un alto
grado de adherencia, compactación, o cristalinidad. La influencia
del bombardeo de iones durante el proceso de deposición en las
propiedades últimas de las películas ha sido discutida en el apartado 2 y se halla bien documentado en la literatura (4,6).
Dependiendo del proceso y de las propiedades de las películas
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 34 Num. 4 Julio-Agosto 1995
que se pretende modificar existen diferentes posibilidades de
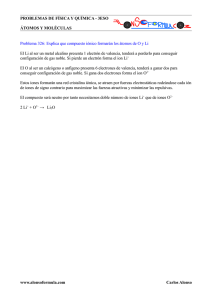
combinación. Por ejemplo, en procesos de deposición rápida como
es la evaporación por haz de electrones (fig. 4a) frecuentemente se
añade una fuente de iones tipo Kaufman para diversos efectos
sobre la superficie, entre ellos cambios en la estequiometría o cristalinidad de las capas depositadas. Esta técnica se suele denominar genéricamente deposición asistida por haz de iones o IBAD (fig.
4b). Los parámetros más importantes que es preciso controlar
durante la deposición son la energía de los iones, la fluencia de los
iones (en relación con el flujo de átomos que se depositan) y el
ángulo de incidencia de los iones (7).
También es posible utilizar una configuración de dos fuentes de
iones, es decir de tipo dual como la mostrada en la fig. 3d. Una
de las fuentes debe ser de alta energía para efectuar la deposición
mediante la técnica de bombardeo con haz de iones inertes (IBS) y
la otra de energía menor que puede ser utilizada con diversas funciones. Por ejemplo, se puede usar para bombardear con otro gas
inerte y modificar la estructura y/o morfología de las capas, o
bien se puede añadir un gas reactivo como el oxígeno para formar
un compuesto oxídico con estequiometría controlada. Aunque la
técnica de haz dual de iones tiene una velocidad de deposición
mucho más lenta que la anterior, permite un grado de control elevado sobre la composición y estructura de las películas, de ahí que
sea ampliamente utilizada en la preparación de capas con diversas
aplicaciones, de tipo óptico sobre todo, y también para formar
multicapas (8).
Finalmente, existen otras posibilidades de combinación de las
técnicas de evaporación rápida con las de bombardeo con iones
producidos por una descarga eléctrica en forma de plasma. Estas
técnicas, conocidas genéricamente con el nombre de plateado por
iones se utilizan sobre todo para la producción de capas de espesor
elevado empleadas en aplicaciones mecánicas, y por tanto no
serán discutidas aquí (9).
4. TÉCNICAS DE DEPOSICIÓN QUÍMICA EN FASE VAPOR
(CVD)
En la técnica de CVD se hacen reaccionar compuestos gaseosos
o líquidos en forma de vapor para dar un nuevo material sólido
depositado sobre la superficie del substrato. Generalmente es preciso calentar el substrato para activar la reacción y aumentar con
ello la velocidad de crecimiento de la película {activación térmica),
aunque también es posible activar los reactantes empleando otros
métodos, tales como una descarga eléctrica {activación por plasma)
o mediante el empleo de radiación electromagnética {activación por
fotones). Por su relación con los materiales electrocerámicos, nos
centraremos únicamente en los dos primeros métodos de activación.
Las técnicas de CVD han sido utilizadas amphamente en la
preparación de una gran variedad de materiales, aunque no siempre es posible encontrar los gases precursores adecuados o la condiciones idóneas de reacción para dar un producto con la composición y estequiometría apropiada. Actualmente, existe una gran
actividad en la preparación de capas de materiales electrocerámicos (superconductores, ferroeléctricos, etc.) utilizando como gases
precursores compuestos órgano-metálicos ya que en estos casos la
temperatura del proceso suele ser relativamente baja (10).
a) Activación térmica
El calentamiento del substrato es quizá el método más simple de
activación de la reacción y suele llevarse a cabo mediante un horno
493
J. M. ALBELLA, C. COMEZ-ALEIXANDRE
- ^ Ö T U W ^ L A Ä T ^ - ^ ^ L ° ^ RADIANTE
SUBSTRATO
—^\í\fy\f\f\r\r—
- . / / / . / / ^:^<. PELÍCULA
\
/
i
FLUJO VAPOR >\ ^
\^
i
à
i
I
\
K
r j
\< HAZIOWES
J •
\'' i/- \>;\
FLUJO VAPOR >\
CRJSOL
.^^^^
J, i' l. <<, HAZ ELECTRONES
< GA
7'
•V
EVAPORACIÓN
a)
fBAD
b)
Fig. 4. Métodos de deposición basados en la evaporación por bombardeo de electrones (a) y la de evaporación asistida por haz de iones (b).
exterior (reactor de pared caliente) o bien con un horno interior o
cualquier otro sistema local de calentamiento (inducción por
radiofrecuencia, láser, etc.) (reactor de pared fría). Este último
procedimiento es más ventajoso ya que evita el deposito del material sobre las paredes del reactor y permite un mayor control de la
cinética de reacción. Uno de los parámetros importantes en el control de la velocidad de reacción es la presión de los gases en el
reactor. Las presiones altas (próximas a la atmosférica) aumentan
la velocidad, pero favorecen también la reacción homogénea. Esta
técnica, denominada CVD a presión atmosférica ó APCD se utiliza a
menudo cuando se quiere recoger el material en forma de polvo.
Más generalmente se utiliza la técnica de CVD a baja presión ó
LPCVD, a presiones de unas decenas de Torr, ya que en estas condiciones se obtienen depósitos más homogéneos y además es
posible recubrir un mayor número de substratos de una sola vez.
Esto es debido a que la difusividad de los gases a presiones bajas
es mayor que a alta presión, lo cual permite un mayor acceso de
las moléculas reactantes hacia todas las zonas del reactor, incluso
aquellas que no están en la dirección del paso de los gases.
h) Activación por plasma
Uno de los inconvenientes más serios de las técnicas de CVD
activadas térmicamente es que la deposición ha de realizarse a
menudo a temperaturas relativamente altas, en el rango de 500 a
1000 °C, si se pretende obtener velocidades apreciables de reacción. Sin embargo, el trabajo a temperaturas elevadas no siempre
es compatible con otras etapas en el procesado de algunos materiales. Un método comúnmente utilizado para reducir la temperatura de deposición consiste en activar la reacción mediante la
aphcación de una descarga eléctrica en forma de plasma ya que de
esta forma se producen especies moleculares excitadas muy reactivas, así como iones y radicales libres, con energías de varios eV.
Las especies reactivas producidas en el plasma son capaces de dar
un depósito a temperaturas mucho mas bajas que las que se necesitarían por simple activación térmica.
Hay que hacer notar sin embargo, que las peHculas obtenidas
mediante la técnica de activación por plasma (conocida como técnica de PECVD) presentan a menudo un alto contenido en hidró-
494
geno y otros radicales procedentes del plasma (-OH, -NH, etc.). Es
más, la superficie en crecimiento se halla expuesta a la radiación
UV originada en el plasma. Por todos estos motivos, la técnica de
PECVD se considera a menudo como una técnica de baja temperatura y se utiliza para producir p.e. capas pasivantes o barreras
de difusión en microelectrónica (SÍ3N4, SÍO2, etc.).
La mayor parte de los equipos comerciales de PECVD operan
con descargas producidas en corriente alterna, con frecuencias
comprendidas entre 50 kHz y 13.56 Mhz, y presiones de 0.1-2.0
Torr. En estas condiciones la densidad del plasma (es decir la concentración de electrones libres y de iones positivos) está en el
rango de 10^ a 10^^ cm'^. El grado de ionización es tan solo 10'^ o
menor, lo que quiere decir que la mayor parte de las especies excitadas están en estado neutro. La aplicación de descargas con frecuencia en el rango de las microondas (técnicas de MWCVD) ha
permitido aumentar la densidad del plasma alrededor de un
orden de magnitud. Esta técnica tiene la ventaja adicional de que
la descarga se produce sin electrodos por lo que no existe contaminación proveniente del bombardeo sobre las paredes. La técnica de MWCVD es ideal, por ejemplo, para producir capas de diamante, ya que el proceso de crecimiento de las capas de carbono
con estructura de diamante requiere una alta concentración de
hidrógeno atómico.
En las descargas de rf la energía de los iones del plasma cuando
bombardean los electrodos esta en el rango de 50 a 300 eV. Para
modificar la morfología y la estructura cristalina de la superficie
muchas veces es preciso acelerar los iones a energías más elevadas. Esto se puede conseguir mediante un diseño especial del
reactor en el cual uno de los electrodos (normalmente el activo)
tiene una superficie mucho menor que el otro (conectado a tierra)
y además lleva un condensador de bloqueo en serie con la fuente
de alimentación que produce la descarga. Debido a la diferente
velocidad de los iones positivos y los electrones del plasma, este
electrodo queda entonces sometido a un mayor flujo de electrones.
Se produce así un fenómeno de auto-polarización del electrodo a
tensiones negativas con un valor próximo a la tensión máxima de
la descarga. Los iones positivos del plasma son entonces acelerados hacia este electrodo con energías muy elevadas (800-1000 eV),
aunque el efecto de dispersión con la atmósfera del gas puede dis-
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 34 Num. 4 julio-Agosto 1995
DEPOSICIÓN DE MATERIALES ELECTROCERÁMICOS EN CAPA DELGADA MEDIANTE TÉCNICAS DE VACÍO
minuir sensiblemente esta energía. Si los substratos se colocan
sobre este electrodo, el intenso bombardeo de iones produce un
efecto muy notable en el crecimiento de la películas depositadas.
Las técnicas de polarización del electrodo mediante descargas en
rf, o incluso mediante la aplicación directa de una tensión de, son
ampliamente utilizadas para la producción de capas tales como las
de carbono cuasi-diamante o las de nitruro de boro cúbico, las cuales son difíciles de obtener sin la asistencia del bombardeo de iones
de alta energía.
energías se sitúan las técnicas de ablación láser, sputtering de haz
de iones y de bombardeo catódico en los cuales la energía de los
átomos al llegar a la superficie puede alcanzar hasta 30 o 40 eV.
Hay que destacar que las técnicas de bombardeo catódico y la
de ablación por láser conjugan a la vez una alta velocidad de deposición con la capacidad de depositar películas en atmósferas reactivas manteniendo en la superficie la composición del blanco, por
lo que ambas técnicas resultan muy atractivas en una gran variedad de aplicaciones (materiales ferroeléctricos, superconductores,
multicapas magnéticas, etc). •
5.- RESUMEN Y CONCLUSIONES
BIBLIOGRAFÍA
En este trabajo se ha analizado las diferentes técnicas de deposición en vacío en lo que se refiere a su aplicación en la preparación
de materiales electrocerámicos en forma de capa delgada. En
todas ellas, las características del material depositado dependen
de un complicado juego de variables, relacionados con la velocidad de deposición, temperatura del substrato, la naturaleza del
material depositado, etc. Sin embargo, uno de los aspectos que
mejor distingue el comportamiento de cada uno de los métodos de
deposición anahzados es la energía de los átomos que llegan a la
superficie del substrato para formar el depósito, ya que este parámetro es un factor crítico en el control de la morfología y la cristaUnidad de las películas. Las técnicas de evaporación térmica, así
como las de CVD activadas térmicamente, que permiten una alta
velocidad de deposición, son las que confieren una menor energía
a los átomos que se depositan (alrededor de 0.2-0.3 eV). Las películas así obtenidas suelen ser amorfas y en muchos casos poco
compactas y de baja adherencia. En el extremo opuesto se sitúan
las películas en las cuales se hace un bombardeo con iones durante la deposición (técnica de IBAD y las de plasma CVD) en las cuales el bombardeo con iones energéticos (hasta unos centenares de
eV en algunos casos) permite obtener películas muy compactas y
con un alto grado de cristalinidad. En un rango intermedio de
1. D.M. Mattox. «Particle bombardement effects on thin film deposition: A review»,
J. Vac. Sei. Technol. A, 7,1105-114 (1989).
2. T. Takagi. «Ion-surface interactions during thin film deposition», J. Vac. Sei.
Technol. A, 2, 382 (1984).
3. J. Dieleman, E. van de Riet y J.C.S. Kools. «Laser ablation deposition», Jpn. J. Appl.
Phys., 31, Part 1, 6B, 1964 (1992).
4. R. Ramesh, O. Auciello, V.G. Kermidas y R. Dat. «Pulsed laser ablation deposition
and characterization of ferroelectric metal oxide heterostructures», pp. 1-21 en
Science and Technology of Electroceramic Thin Films, O. Auciello y R. Waser
(eds). Kluwer Academic Publ. Dordrecht, Holanda (1995).
5. J.A. Thorton. «Coating deposition by sputtering», pp. 170-243 en Deposition
Technologies for Films and Coatings, R. F. Bunshah et al. (eds). Noyes
Publications, Park Ridge, NJ, EEUU (1982).
6. E. Kay y S.M Rossnagel. «Modification of films by ion bombardement», pp. 170-193
en Handbook of the Ion Beam Processing Technologies, J.J. Cuomo et al. (eds).
Noyes publications. Park Ridge, NJ, EEUU (1989).
7. S.M. Rossnagel y J.J. Cuomo. «Ion beam deposition, film modification and synthesis», MRS Bulletin, Dec. 40 (1988).
8. U.J. Gibson. «Ion-beam processing of optical thin films», pp. 109-150 en Physics of
Thin Films, vol. 13, M. H. Francombe y J.L. Vossem (eds). Academic Press, New
York EEUU, (1987).
9. D. M. Mattox. «Ion plating technology», pp. 244-287 en Deposition Technologies
for Films and Coatings, R. F. Bunshah et al. (eds). Noyes Publications, Park Ridge,
NJ, EEUU (1982).
10. C.Gómez-Aleixandre, O.Sánchez, J.M.Albella, J.Santiso y A.Figueras. «CVD of
CO valent compounds and high T^ superconductors. Adv. Mat., 7,111-119 (1995).
• ••-
Boletín de la Sociedad Española de Cerámica y Vidrio. Vol. 34 Num. 4 Julio-Agosto 1995
495