- Ninguna Categoria
Descargar
Anuncio
Re p u b l i co fEc u a d o r ≠ EDI CTOFGOVERNMENT± I no r d e rt op r o mo t ep u b l i ce d u c a t i o na n dp u b l i cs a f e t y ,e q u a lj u s t i c ef o ra l l , ab e t t e ri n f o r me dc i t i z e n r y ,t h er u l eo fl a w,wo r l dt r a d ea n dwo r l dp e a c e , t h i sl e g a ld o c u me n ti sh e r e b yma d ea v a i l a b l eo nan o n c o mme r c i a lb a s i s ,a si t i st h er i g h to fa l lh u ma n st ok n o wa n ds p e a kt h el a wst h a tg o v e r nt h e m. NTE INEN 2344 (2004) (Spanish): Alambres. Magneto. Requisitos INSTITUTO ECUATORIANO DE NORMALIZACIÓN Quito - Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 2 344:2004 ALAMBRES. MAGNETO. REQUISITOS. Primera Edición MAGNET. WIRES. SPECIFICATIONS. First Edition DESCRIPTORES: Alambre, alambre eléctrico, alambre magneto, esmaltado, devanado de bobinas EL 02.02-412 CDU: 621.315.5 CIIU: 3839 ICS: 29.060.01 CDU: 621.315.5 ICS: 29.060.01 Norma Técnica Ecuatoriana Voluntaria ¡Error! Marcador ALAMBRES. MAGNETO. REQUISITOS. CIIU: 3839 EL 02.02-412 NTE INEN 2 344:2004 2004-03 1. OBJETO 1.1 Esta norma establece los requisitos que deben cumplir los alambres magneto (esmaltados), utilizados para propósitos eléctricos. 2. ALCANCE 2.1 Esta norma se aplica a todos los alambres magneto redondos, de cobre, revestidos con una película de esmalte Polyester Amide y/o Imide, para clase térmica 180º C y adicionalmente º recubiertos con Polyamide Imide, para clase térmica 200 C, para ser usados con propósitos eléctricos. 3. DEFINICIONES 3.1 Para los efectos de esta norma, se aplican las siguientes definiciones: 3.1.1 Examen visual.- "Visión Normal" deberá ser definida como visión 20/20, con lentes correctivos si es necesario. 3.1.2 Conductor.- Un elemento utilizado para conducir la corriente eléctrica. 3.1.3 Grietas en la película de esmalte.- Una grieta en la película de esmalte, deberá ser definida como una abertura en la película que deja a la vista el conductor desnudo. 3.1.4 Construcción.- El incremento en las dimensiones del alambre (diámetro, espesor, ancho) debido al aislamiento. 3.1.5 Recubrimiento.- Un material, el cual es envuelto, cubierto o trenzado alrededor de la barra o del conductor esmaltado. 3.1.6 Película de aislamiento del alambre.- Es una película de esmalte del conductor. 3.1.7 Esmaltado.- Una capa continua de aislamiento polímero. 3.1.8 Doble.- Terminología de referencia para designar construcciones de películas NEMA estándar, que son aproximadamente dos veces los incrementos especificados para construcciones simples. Las dimensiones de la construcción doble están dadas dentro de los límites especificados en el Capítulo 5. 3.1.9 Aislamiento.- Un medio dieléctrico, el cual es aplicado al conductor. 3.1.10 Alambre magneto.- Un alambre aislado, usado originalmente en devanados de bobinas, para proveer el campo magnético. 3.1.11 Cuádruple.- Terminología de referencia que denota la mayor de las cuatro construcciones de película NEMA estándar, y está basada en más de tres veces los incrementos especificados para una construcción simple. Las dimensiones de la construcción cuádruple se encuentran dentro de los límites establecidos en el Capítulo 5. 3.1.12 Sobrecapa autocementante.- Un material que es aplicado como otra capa de aislamiento del alambre, cuando su función específica es la de servir como un agente de unión. (Continúa) __________________________________________________________________________________ DESCRIPTORES: Alambre, alambre eléctrico, alambre magneto, esmaltado, devanado de bobina. -1- 2002-035 NTE INEN 2 344 2004-03 3.1.13 Simple.- Una terminología de referencia que denota la menor de las cuatro construcciones de película NEMA. Las dimensiones de la capa simple incorporada se encuentran dentro de los límites especificados en el Capítulo 5. Requisitos, y se describen por la fórmula: log B1 = 0,518 AWG 44,8 3.1.14 Triple.- Una terminología de referencia para designar construcciones de películas NEMA estándar, que son aproximadamente tres veces los incrementos especificados para construcciones simples. Las dimensiones de la construcción triple, están dadas dentro de los límites especificados en el Capítulo 5. Requisitos. 3.1.15 Autocementante Tipo 1.- Alambre magneto aislado, de construcción simple con recubrimiento de sobrecapa autocementante. Las dimensiones totales no deben exceder los límites de las construcciones dobles. 3.1.16 Autocementante Tipo 2.- Alambre magneto aislado, de construcción doble con recubrimiento de sobrecapa autocementante. Las dimensiones totales no deben exceder los límites de las construcciones triples. 3.1.17 Autocementante Tipo 3.- Alambre magneto aislado, de construcción triple con recubrimiento de sobrecapa autocenentante. Las dimensiones totales no deben exceder los límites de las construcciones cuádruples. 4. DISPOSICIONES GENERALES 4.1 Materiales 4.1.1 Conductores redondos 4.1.1.1 Dimensiones y resistividad.- El conductor después de ser aislado deberá cumplir con los requisitos dados para dimensiones en el Capítulo 5. Requisitos. La resistividad será determinada de acuerdo con la NTE INEN 2 172 y no deberá exceder de los siguientes valores: CONDUCTOR RESISTIVIDAD MAXIMA Ohm mm2/m Cobre 0,017241 Estos valores de resistividad corresponden a una conductividad, en porcentaje (IACS) del Patrón Internacional para el Cobre Recocido, del 100 % para cobre suave a 20° C. Esta publicación especifica un mínimo de la conductividad para el cobre del 100 % (IACS), y no excluye la posibilidad de utilizar cobres con IACS mayores al 100 %. 4.1.2 Materiales aislantes 4.1.2.1 La película de esmalte y fibras deberán estar en conformidad con las diferentes revisiones de las normas aplicables: ANSI, ASTM o NEMA. 4.1.2.2 Varias resinas son referidas bajo Materiales Aislantes, descritos en el Capítulo 5. Las especificaciones de las resinas pueden ser modificadas. Una resina modificada es aquella que ha soportado un cambio químico, o que contiene uno o más aditivos, que cambian ciertamente el comportamiento o las características de desempeño o aplicación. Debe conservar las mismas características químicas de la resina original y el recubrimiento del conductor debe cumplir con todos los requisitos de los ensayos especificados en esta norma. (Continúa) -2- 2002-035 NTE INEN 2 344 2004-03 4.1.2.3 Varias resinas están identificadas bajo Materiales Aislantes, mostrados en el Capítulo 5. Las descripciones de estas resinas están citadas con el tipo genérico y entre paréntesis los tipos opcionales. También se permiten combinaciones de la resina base con uno o más de los tipos entre paréntesis, que por experiencia se ha encontrado que cumplen con todos los requisitos especificados. 4.2 Fabricación 4.2.1 Aplicación del aislamiento.- El alambre deberá estar esmaltado y cubierto por un aislamiento liso y continuo y deberá satisfacer los requerimientos aplicables en el Capítulo 5, cuando el alambre sea directamente tomado de la bobina, carrete o contenedor. El esmalte deberá ser liso y continuo, libre de agrietamiento, burbujas y materiales extraños. 4.2.2 Calibres intermedios 4.2.2.1 Redondos. - Para calibres de alambres situados entre calibres AWG, el incremento en la dimensión de la película de esmalte, deberá ser el mismo que para el siguiente calibre mayor (AWG), y el valor del ensayo deberá ser el mismo que para el calibre menor (AWG). 4.2.3 Uniones 4.2.3.1 Los alambres redondos, deberán ser de una sola longitud continua para cada bobina, carrete o contenedor. Las uniones que son necesarias, deberán estar realizadas con cualquiera de las dos soldaduras: soldadura de plata o autógena. El número de uniones deberá reducirse al mínimo. La superficie del alambre en las uniones, deberá ser lisa y satisfactoriamente aislada. La dimensión del alambre en las uniones, deberá ser sustancialmente la misma que en cualquier otro punto del alambre. Para alambres 30 AWG (0,254 mm) y mayores, la resistencia a la tensión de las uniones, deberá ser no menor que el 80 % de la resistencia a la tensión del alambre a 1 m de la unión. Para alambres 31 AWG (0,226 mm) y menores, la resistencia a la tensión en las uniones, deberá ser al menos igual a 138 MPa . Esta resistencia debe estar basada en el excedente del rendimiento a la resistencia del cobre cableado, a 0,5 % de elongación. 4.2.4 Embalaje. 4.2.4.1 El alambre se deberá enrollar de manera compacta y homogénea en bobinas o carretes, o se debe depositar en contenedores en forma uniforme, compacta y libre de enredos. El alambre magneto deberá estar empacado de tal manera que se proteja de daños durante el transporte. 4.3 Condiciones de ensayo 4.3.1 Requisitos de seguridad.- Los ensayos que se describen en el Capítulo 6, requieren de personal calificado. Deben ser observadas las medidas de seguridad. Algunos ensayos utilizan materiales que las agencias regulatorias locales, estatales o nacionales han determinado que son peligrosos. Estos ensayos deberán ser realizados bajo condiciones controladas cuando la seguridad y la protección del personal, son una consideración prioritaria. Se debe respetar la información e instrucciones contenidas en las hojas de seguridad de materiales para el manejo y trabajo con estos productos. Además, las descargas de los productos químicos al ambiente, deben cumplir con las últimas regulaciones aplicadas al control del medio ambiente. (Continúa) -3- 2002-035 NTE INEN 2 344 2004-03 Ciertos procedimientos de ensayo requieren de alto voltaje. Es importante que el equipo designado cumpla con los códigos eléctricos pertinentes. La seguridad debe ser una parte integral del diseño. En tales casos se deben tomar precauciones necesarias y se seguirán las recomendaciones de los fabricantes del equipo de ensayo. Algunos ensayos utilizan equipo mecánico, lo que expondría al operador a riesgos mecánicos. Se debe ejercer un cuidado para proteger contra lesiones a los ojos, dedos, manos y otras partes del cuerpo. En ensayos que requieren de temperaturas elevadas, se deben tomar precauciones en la manipulación de materiales expuestos al calentamiento, para evitar quemaduras en la piel. No es la intención de esta norma dirigir todas las declaraciones de seguridad asociadas con su uso. Es responsabilidad del fabricante, entrenar al personal y establecer procedimientos propios sobre la salud y seguridad, y estar informado sobre las regulaciones y restricciones locales y nacionales que se puedan aplicar. 4.3.2 Selección del espécimen 4.3.2.1 Los valores de ruptura del dieléctrico, los valores del factor de disipación y los valores continuos de alto voltaje, son afectados por la presencia de aceites, ácidos, sales, polvo, barro, etc. Si hay evidencia de que el alambre en la superficie del paquete ha sido dañado, el alambre dañado será descartado antes de que se tomen muestras para las pruebas. El alambre que va a ser probado será removido del empaque de tal manera que se eviten daños a las muestras tales como doblamientos, estiramiento, enredos, etc. 4.3.3 Condiciones ambientales de ensayo 4.3.3.1 A menos que se especifique lo contrario, todas las pruebas se harán a temperatura ambiente que estará entre los 200 C y los 450 C. 4.3.4 Frecuencia de la Red 4.3.4.1 Los ensayos se llevarán a cabo con una frecuencia igual a 60 Hz. 4.3.5 Mandriles Los diámetros de los mandriles están expresados como múltiplos de los diámetros nominales de los alambres redondos desnudos. Los diámetros de los mandriles se deben expresar en fracciones decimales con aproximación a 0,1 mil (0,0025 mm). Para diámetros menores que 30 AWG (0,254 mm), el diámetro del mandril no debe variar del diámetro especificado en no más de 0,0025 mm. Para diámetros iguales o superiores a 30 AWG, el diámetro del mandril no debe variar del diámetro especificado, en más del 1 %, medido con una aproximación a 0,1 mil (0,0025). Los especímenes de los alambres redondos se enrollaran uniformemente en una espiral cerrada alrededor del mandril y bajo tensión suficiente para asegurar un devanado compacto. Se debe tener cuidado de no dar un torcido axial al alambre. Cualquier falla en la primera y última vueltas de la muestra de alambre redondo será descartada. 4.3.6 Calibres de alambres redondos desnudos 4.3.6.1 Los calibres de alambres desnudos dados en las tablas del Capítulo 5 (calibres 4 al 26 AWG) pueden ser excedidos (ver tabla 1) con tal que: (Continúa) -4- 2002-035 NTE INEN 2 344 2004-03 a) El diámetro máximo especificado en la Tabla 1, columna 3, no se exceda b) El mínimo incremento en diámetro, especificado en la sección aplicable en el Capítulo 5 se mantenga, y c) El diámetro máximo exterior especificado en la sección aplicable del Capítulo 5 no se exceda. 4.3.6.2 Los diámetros nominales teóricos de los alambres desnudos de cobre para calibres 45 a 55 AWG están de acuerdo con la NTE INEN 2 175. Las tolerancias de los diámetros del conductor en las tablas del Capítulo 5 se indicaran como los valores de la resistencia y se determinan por la medida de la resistencia del alambre de acuerdo con la NTE INEN 2 172. 4.3.7 Conformidad Periódica 4.3.7.1 Son pruebas realizadas periódicamente a los materiales y a los procesos, para asegurar los niveles de calidad de ciertas características importantes. 4.3.8 Reensayos 4.3.8.1 A menos que se indique lo contrario en los Capítulos 5 o 6, la prueba o pruebas bajo las cuales un alambre pueda haber fallado será repetida (2 veces) y se considerara que el alambre cumplirá con los requisitos de esta norma si las 2 pruebas adicionales son satisfactorias. 4.4 Redondeo de valores numéricos 4.4.1 La práctica de redondeo de valores numéricos está de acuerdo con la NTE INEN 0001:90. 4.5 Soporte de información de clases térmicas para alambre magneto esmaltado 4.5.1 La clase térmica de alambres magneto, deberá estar basada en a) El índice de temperatura en concordancia con 6.17.1 b) La capacidad de choque térmico, como es requerida en secciones individuales del Capítulo 5. La capacidad de choque térmico, debe ser por lo menos 20° C más alta que las temperaturas de las clases, como se exige en las secciones individuales del Capítulo 5. La clase térmica dada en cada producto del Capítulo 5, es la clase del alambre magneto, y no es en realidad la clase para el equipo eléctrico en el cual el alambre es usado. Se espera que el fabricante del alambre magneto proporcione al comprador, a solicitud, los datos de ensayo de las clases térmicas de los alambres magneto ofrecidos, en cumplimiento de los requisitos del Capítulo 5. Los ensayos descritos en la norma ASTM D 2307, son considerados como las pruebas designadas a una composición específica de aislamiento. No se pretende que sean ejecutadas como ensayos de producción o sobre despachos individuales. 4.6 Lubricación 4.6.1 Una mínima cantidad de lubricante neutro compatible con un buen empaque, puede ser aplicada a la superficie final del alambre esmaltado. 4.7 Cobre a temperaturas elevadas 4.7.1 El cobre se oxidará con una tasa de incremento a temperaturas por encima de 200 0 C. y también se corroerá y llegará a ser quebradizo y frágil a dichas temperaturas. Esta oxidación eventualmente dañará el recubrimiento y se pueden presentar fallas en el arrollamiento. Cuando se º desea una vida prolongada a temperaturas que exceden los 200 C, es recomendable proteger el cobre con materiales tales como plata o níquel, compatibles con el recubrimiento. (Continúa) -5- 2002-035 NTE INEN 2 344 2004-03 4.8 Comparación entre AWG y las series R-40 de IEC. 4.8.1 La Tabla 2 ilustra la relación entre los calibres métricos propuestos en milímetros basados en la IEC serie R-40 y los calibres AWG convertidos a milímetros. Una conversión directa de los diámetros nominales de pulgadas a milímetros introduce errores debido al primer redondeo de los números en pulgadas a algunas cantidades específicas de decimales. Para eliminar estos errores, los diámetros nominales AWG fueron calculados en milímetros usando la característica básica matemática de la American Wire Gauge. La conversión fue lograda usando la ecuación: X = (0,0050)(1,1229322)( 36 −n ) En donde: X 0,0050 1,1229322 36 n = diámetro nominal del alambre desnudo en pulgadas = diámetro nominal en pulgadas para el 36 AWG = raíz 39 de 92 = la relación de cualquier diámetro al diámetro del siguiente calibre mayor = el número AWG del diámetro base = el número AWG de X, el diámetro desconocido. Para calibres 4/0 a 2/0 AWG, n es negativo desde -3 a -1. TABLA 1.- Diámetros máximos para alambres redondos desnudos 4 al 26 AWG Calibre AWG Diámetro máximo práctico mostrado en el Capítulo 5 (mm) Diámetro máximo (mm) 4 5 5,215 4,643 5,240 4,666 6 7 8 9 10 4,135 3,683 3,282 2,921 2,601 4,155 3,701 3,297 2,934 2,614 11 12 13 14 15 2,316 2,062 1,839 1,636 1,485 2,327 2,073 1,847 1,643 1,466 16 17 18 19 20 1,298 1,156 1,029 0,917 0,818 1,303 1,163 1,034 0,922 0,820 21 22 23 24 25 26 0,726 0,645 0,577 0,513 0,457 0,406 0,731 0,650 0,579 0,516 0,460 0,409 NOTA.- En las tablas del Capítulo 5 que se aplican a alambres redondos, muestran el diámetro máximo práctico de los alambres desnudos 4 hasta el 26 AWG, basados en el uso únicamente de la mediana del diámetro del alambre desnudo, más la tolerancia. La tolerancia utilizada en el diámetro máximo, que se muestra arriba, está en concordancia con la NTE INEN 2 175. (Continúa) -6- 2002-035 NTE INEN 2 344 2004-03 TABLA 2.- Comparación entre las Series IEC R-40 y los diámetros de alambres desnudos AWG. Calibre AWG Diámetro AWG del alambre * Desnudo (mm ) Mínimo Nominal Máximo Diámetro Nominal Serie R-40 (mm) 4 4½ 5 5½ 6 6½ 7 7½ 8 5,138 4,849 4,575 4,318 4,074 3,846 3,630 3,424 3,231 5,189 4,897 4,620 4,361 4,115 3,884 3,665 3,459 3,264 5,215 4,923 4,643 4,384 4,135 3,904 3,683 3,477 3,279 5,000 4,750 4,500 4,225 4,000 3,750 3,550 3,350 3,150 21,149 18,835 16,766 14,938 13,298 11,846 10,551 9,400 9,367 8½ 9 9½ 10 10½ 11 11½ 12 12½ 3,051 2,878 2,715 2,563 2,418 2,281 2,151 2,032 1,918 3,081 2,906 2,743 2,588 2,443 2,304 2,174 2,052 1,938 3,096 2,921 2,756 2,601 2,456 2,316 2,184 2,062 1,948 3,000 2,800 2,650 2,500 2,360 2,240 2,120 2,000 1,900 13 13½ 14 14½ 15 15½ 16 16½ 17 1,811 1,707 1,613 1,521 1,435 1,356 1,278 1,207 1,138 1,829 1,725 1,628 1,537 1,450 1,369 1,290 1,219 1,151 1,939 1,732 1,636 1,544 1,458 1,377 1,298 1,224 1,156 17½ 18 18½ 19 19½ 20 20½ 21 21½ 1,074 1,013 0,955 0,902 0,853 0,805 0,759 0,716 0,676 1,085 1,024 0,965 0,912 0,861 0,813 0,767 0,724 0,683 22 22½ 23 23½ 24 24½ 25 25½ 26 0,635 0,602 0,569 0,536 0,505 0,478 0,450 0,424 0,399 26½ 27 27½ 28 28½ 29 29½ 30 30½ 0,378 0,358 0,338 0,318 0,300 0,284 0,262 0,251 0,230 ** Area Nominal AWG 2 (mm ) Area Nominal Serie R-40 2 (mm ) %Δ *** Diámetro Nominal R-40 a AWG Area Nominal R-40 a AWG 19,635 17,721 15,904 14,186 12,566 11,045 9,898 8,814 7,793 -3,6 -3,0 -2,6 -2,5 -2,8 -3,4 -3,1 -3,3 -3,5 -7,2 -5,9 -5,1 -5,0 -5,5 -6,8 -6,2 -6,2 -6,9 7,456 6,631 5,910 5,261 4,689 4,168 3,713 3,308 2,950 7,069 6,158 5,515 4,909 4,374 3,941 3,530 3,142 2,835 -2,6 -3,6 -3,4 -3,4 -3,4 -2,8 -2,5 -2,5 -2,0 -5,2 -7,1 -6,7 -6,7 -6,7 -5,5 -4,9 -5,0 -3,9 1,800 1,700 1,600 1,500 1,400 1,320 1,250 1,180 1,120 2,627 2,336 2,082 1,855 1,652 1,472 1,308 1,167 1,040 2,545 2,270 2,011 1,767 1,539 1,368 1,227 1,094 0,985 -1,6 -1,4 -1,7 -2,4 -3,5 -3,6 -3,1 -3,2 -2,7 -3,1 -2,8 -3,4 -4,7 -6,8 -7,0 -6,2 -6,3 -5,3 1,090 1,029 0,979 0,917 0,866 0,818 0,772 0,726 0,686 1,060 1,000 0,950 0,900 0,850 0,800 0,750 0,710 0,670 0,924 0,823 0,732 0,653 0,582 0,519 0,462 0,412 0,367 0,882 0,785 0,709 0,636 0,567 0,503 0,442 0,396 0,353 -2,3 -2,3 -1,6 -1,3 -1,3 -1,6 -2,2 -1,9 -1,9 -4,5 -5,6 -3,1 -2,6 -2,6 -3,1 -4,4 -3,8 -3,8 0,643 0,607 0,574 0,541 0,511 0,483 0,455 0,429 0,404 0,645 0,610 0,577 0,544 0,513 0,485 0,457 0,432 0,406 0,630 0,600 0,560 0,530 0,500 0,475 0,450 0,425 0,400 0,324 0,289 0,259 0,230 0,205 0,183 0,162 0,145 0,128 0,312 0,283 0,246 0,221 0,196 0,177 0,159 0,142 0,126 -2,0 -1,2 -2,4 -2,4 -2,0 -2,1 -1,6 -1,0 -1,0 -3,9 -2,3 -4,8 -4,0 -4,1 -3,1 -2,0 -2,0 -1,9 0,381 0,361 0,340 0,320 0,302 0,287 0,269 0,254 0,241 0,384 0,363 0,343 0,323 0,305 0,290 0,272 0,257 0,244 0,475 0,355 0,335 0,315 0,300 0,280 0,265 0,250 0,236 0,114 0,102 0,0910 0,0804 0,0718 0,0647 0,0569 0,0507 0,0457 0,110 0,0990 0,0881 0,0779 0,0707 0,0616 0,0552 0,0491 0,0437 -1,0 -1,6 -1,6 -1,6 -1,6 -0,7 -2,4 -1,6 -1,6 -3,1 -3,1 -3,1 -3,1 -1,5 -4,8 -3,1 -3,1 4,3 (Continúa) -7- 2002-035 NTE INEN 2 344 2004-03 TABLA 2.- Continuación Calibre AWG * ** *** Diámetro AWG del alambre * Desnudo (mm ) Mínimo Nominal Máximo Diámetro Nominal Serie R-40 (mm) 31 31½ 32 32½ 33 33½ 34 34½ 35 0,224 0,211 0,201 0,188 0,178 0,168 0,157 0,147 0,140 0,226 0,213 0,203 0,191 0,180 0,170 0,160 0,150 0,142 0,229 0,216 0,206 0,193 0,183 0,173 0,163 0,152 0,145 0,224 0,212 0,200 0,190 0,180 0,170 0,160 0,150 0,140 0,0401 0,0358 0,0324 0,0285 0,0255 0,0227 0,0201 0,0176 0,0159 35½ 36 36½ 37 37½ 38 38½ 39 39½ 0,132 0,124 0,117 0,112 0,104 0,099 0,091 0,086 0,081 0,135 0,127 0,119 0,114 0,107 0,102 0,094 0,089 0,084 0,137 0,130 0,122 0,117 0,109 0,104 0,097 0,91 0,086 0,132 0,125 0,118 0,112 0,106 0,100 0,095 0,090 0,085 40 40½ 41 41½ 42 42½ 43 43½ 44 0,076 0,074 0,069 0,064 0,061 0,058 0,053 0,051 0,048 0,079 0,076 0,071 0,066 0,064 0,061 0,056 0,053 0,051 0,081 0,079 0,074 0,069 0,066 0,064 0,058 0,056 0,053 44½ 0,046 0,048 0,051 ** Area Nominal AWG 2 (mm ) Area Nominal Serie R-40 2 (mm ) %Δ *** Diámetro Nominal R-40 a AWG Area Nominal R-40 a AWG 0,0394 0,0353 0,0314 0,0284 0,0254 0,0227 0,0201 0,0177 0,0154 -0,9 -0,6 -1,6 -0,3 -0,2 -0,1 0 0,1 -1,6 -1,8 -1,3 -3,1 -0,5 -0,4 -0,2 0 0,2 -3,1 0,0142 0,0127 0,0112 0,0103 0,00894 0,00811 0,00694 0,00621 0,00552 0,0137 0,0123 0,0109 0,00985 0,00882 0,00785 0,00709 0,00636 0,00567 -1,9 -1,6 -1,2 -2,0 -0,6 -1,6 1,1 1,2 1,4 -3,9 -3,1 -2,3 -4,0 -1,3 -3,1 2,2 2,5 2,8 0,080 0,075 0,071 0,067 0,063 0,060 0,056 0,053 0,050 0,00486 0,00456 0,00397 0,00343 0,00317 0,00292 0,00245 0,00223 0,00202 0,00503 0,00442 0,00396 0,00353 0,00312 0,00283 0,00246 0,00221 0,00196 1,6 -1,6 -0,2 1,5 -0,8 -1,6 0,2 -0,6 -1,6 3,2 -3,1 -0,3 2,9 -1,6 -3,1 0,4 -1,3 -3,1 0,0475 0,00183 0,00177 -1,6 -3,1 Estos valores son números redondeados, calculados a partir de los valores de pulgadas. El área nominal AWG de los alambres está calculada en pulgadas cuadradas y convertida a mm cuadrados. Las diferencias en áreas y diámetros, han sido calculados desde valores más precisos, que los mostrados en la tabla. 5. REQUISITOS 5.1 Todas las propiedades y requisitos para los alambres magneto, se indican en las tablas 3.1, 3.2, 3.3 y 4.1, 4.2 y 4.3. (Continúa) -8- 2002-035 NTE INEN 2 344 2004-03 TABLA 3.1 (Simple) Alambres magneto de cobre, esmaltado, capa simple, circulares, recubiertos con Polyester (Amide) (Imide) de clase térmica 180. Materiales aislantes: El recubrimiento está basado en resinas polyester (amide) (imide). (Véase numeral 4.1.2) Clase térmica: 180º C, cuando es ensayado en concordancia con el Capítulo 4, numeral 4.5. Requisitos generales: Ver Capítulo 4 Procedimiento de ensayo. Ver Cap. 6, numeral: Requistos 1.- Dimensiones 2.- Adherencia y flexibilidad 3.- Elongación 4.- Choque térmico 6.1.1 6.1.2 6.1.3 6.1.4 5.- Angulo de retorno 6.- Rigidez dieléctrica 7.- Continuidad 6.1.5 6.1.6 6.1.7 Ver tabla 3.1 No hay grietas visibles en el esmalte No inferior al valor de la Tabla 3.1 No hay grietas visibles en el esmalte base después de acondicionamiento a 200° C. No superior al valor de Tabla 3.1 No inferior al valor de Tabla 3.1 El número de discontinuidades no debe exceder de 25 cuando se determine de acuerdo con 14 AWG – 44 AWG, numeral 6.1.7.1 a). Características Ensayos periódicos de conformidad 8.- Termoplasticidad 6.2.1 9.- Solubilidad 6.2.2 10.- Rigidez dieléctrica temperatura nominal 11.- Prueba de raspado a 6.2.3 6.2.9 Mediana no inferior a 300° con alambre 18 AWG o 36 AWG recubierto con película doble. Dos probetas de alambre 18 AWG o 36 AWG con película doble Promedio no inferior a 44 275 V para alambre recubierto con película doble 18 AWG o 1 900 para 36 AWG. La carga menor “de gramos hasta la falla” para cualquiera de los tres ensayos y el promedio de estos, no deben se inferiores a los valores de la tabla 3.1 (Continúa) -9- 2002-035 NTE INEN 2 344 2004-03 TABLA 3.1.- Alambres magneto de cobre, esmaltado, capa simple, circulares, recubiertos con Polyester (Amide) (Imide) de clase térmica 180. Diámetro del alambre desnudo (mm) Aislamiento Raspado Elongación Calibre AWG Mínimo Nominal Máximo Mínimo incremento del diámetro (mm) Diámetro externo total máximo (mm) Mínimo Porcentaje Gramos de Falla Promed Máximo ángulo de retorno (grados) Mínimo Resistencia dieléctric a. Voltaje mínimo de ruptura (V) 14 15 1,613 1,435 1,628 1,450 1,636 * 1,458 * 0,041 0,038 1,692 1,509 33 33 840 780 715 665 42 46 3 525 3 425 16 17 18 19 1,278 1,138 1,013 0,902 1,290 1,151 1,024 0,902 1,298 * 1,156 * 1,029 * 0,917 * 0,036 0,036 0,033 0,030 1,349 1,206 1,077 0,963 33 32 32 31 735 690 645 600 625 585 550 510 50 54 58 62 3 325 3 250 3 175 3 075 20 21 22 23 24 25 0,805 0,716 0,635 0,569 0,505 0,450 0,803 0,724 0,643 0,574 0,511 0,455 0,818 * 0,726 * 0,645 * 0,577 * 0,513 * 0,457 * 0,030 0,028 0,028 0,025 0,025 0,023 0,861 0,770 0,686 0,617 0,551 0,493 30 30 29 29 28 28 560 525 490 460 430 400 475 445 415 390 365 340 66 53 58 62 67 72 3 000 2 925 2 850 2 775 2 700 2 625 26 27 28 29 30 0,399 0,358 0,318 0,284 0,251 0,404 0,361 0,320 0,287 0,254 0,406 * 0,363 0,323 0,290 0,257 0,023 0,020 0,020 0,018 0,018 0,493 0,396 0,356 0,320 0,284 27 27 26 26 25 380 355 335 310 295 325 300 285 265 250 76 50 55 61 66 2 550 2 500 2 425 2 375 2 300 31 32 33 34 35 0,224 0,201 0,178 0,157 0,140 0,226 0,203 0,180 0,160 0,142 0,229 0,206 0,183 0,163 0,145 0,015 0,015 0,013 0,013 0,010 0,254 0,231 0,206 0,183 0,163 24 24 23 22 21 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 2 075 1 850 1 675 1 500 1 325 35 37 38 39 40 0,124 0,112 0,099 0,086 0,076 0,127 0,114 0,102 0,089 0,079 0,130 0,117 0,104 0,091 0,081 0,010 0,008 0,008 0,005 0,005 0,147 0,132 0,119 0,104 0,094 20 20 19 18 17 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 1 200 1 075 950 850 775 41 42 43 44 0,069 0,061 0,053 0,048 0,071 0,064 0,056 0,051 0,074 0,066 0,058 0,053 0,005 0,005 0,005 0,0025 0,084 0,076 0,066 0,061 17 16 15 14 ... ... ... ... ... ... ... ... ... ... ... ... 700 625 550 500 Resistencia del conductor a º 20 C (ohm por metro) Diámetro teórico nominal del Alambre desnudo (mm) 45 10, 105 10,984 11,864 11 0,0447 46 47 48 49 50 12,697 15,971 20,358 25,407 31,936 13,802 17,359 22,129 27,615 34,711 14,908 18,747 23,901 29,823 37,500 10 8 7 6 5 0,0399 0,0356 0,0315 0,0282 0,0251 51 52 53 54 55 40,420 51,476 63,911 81,430 103,477 43,930 55,938 69,455 88,517 112,467 47,441 60,400 75,000 95,604 121,457 ... ... ... ... ... 0,0224 0,0198 0,0178 0,0157 0,0140 56 133,348 141,699 153,018 ... 0,0124 * Este diámetro máximo del alambre desnudo, puede ser excedido (Ver 4.3.6.1) (Continúa) -10- 2002-035 NTE INEN 2 344 2004-03 TABLA 3.2.- Alambres magneto de cobre, esmaltado, capa doble, circulares, recubiertos con Polyester (Amide) (Imide) de clase térmica 180. Diámetro del alambre desnudo (mm) Calibre AWG Mínimo Nominal Máximo Aislamiento Mínimo increm ento del diámetro (mm) Elongación Diámetro total máximo (mm) Mínimo Porcentaje Abrasión Gramos de Falla Máximo Ángulo De Retorno (gados) Promed Mínimo Resistencia dieléctric a. Voltaje mínimo de ruptura (V) 4 5 5,138 4,575 5,189 4,620 5,215 * 4,643 * 0,094 0,091 5,329 4,755 38 37 ... ... ... ... ... ... 3 700 3 600 6 7 8 9 4,074 3,630 3,231 2,878 4,115 3,665 3,264 2,906 4,135 * 3,683 * 3,282 * 2,921 * 0,089 0,086 0,084 0,081 4,244 3,787 3,383 3,020 37 36 36 36 ... ... ... ... ... ... ... ... ... ... ... ... 3500 3 400 3 300 3 200 10 11 12 13 14 15 2,563 2,281 2,032 1,811 1,613 1,435 2,588 2,304 2,052 1,829 1,628 1,450 2,601 * 2,316 * 2,062 * 1,839 * 1,636 * 1,458 * 0,079 0,076 0,074 0,071 0,081 0,076 2,695 2,408 2,151 1,923 1,732 1,547 35 35 34 34 33 33 1 490 1 490 1 490 1 490 1 490 1 400 1 270 1 270 1 270 1 270 1 270 1 190 ... ... ... ... 42 46 6 200 6 000 5 800 5 600 6 325 6 175 16 17 18 19 20 1,278 1,138 1,013 0,902 0,805 1,290 1,151 1,024 0,912 0,813 1,298 * 1,156 * 1,029 * 0,917 * 0,818 * 0,074 0,071 0,066 0,064 0,058 1,384 1,240 1,110 0,993 0,892 33 32 32 31 30 1 310 1 230 1 150 1 070 1 000 1 115 1 045 980 910 850 50 54 58 62 66 6 000 5 850 5 700 5 550 5 400 21 22 23 24 25 0,716 0,635 0,569 0,505 0,450 0,724 0,643 0,574 0,511 0,455 0,726 * 0,645 * 0,577 * 0,513 * 0,457 * 0,056 0,053 0,051 0,048 0,046 0,798 0,714 0,643 0,577 0,516 30 29 29 28 28 940 880 820 770 720 800 750 700 655 615 53 58 62 67 72 5 250 5 125 5 000 4 850 4 725 26 27 28 29 30 0,399 0,358 0,318 0,284 0,251 0,404 0,361 0,320 0,287 0,254 0,406 * 0,363 0,323 0,290 0,257 0,043 0,041 0,041 0,038 0,036 0,462 0,417 0,373 0,338 0,302 27 27 26 26 25 675 635 595 560 525 575 540 510 480 450 76 50 55 61 66 4 600 4 500 4 375 4 250 4 150 31 32 33 34 35 36 37 38 0,224 0,201 0,178 0,157 0,140 0,124 0,112 0,099 0,226 0,203 0,180 0,160 0,142 0,127 0,114 0,102 0,229 0,206 0,183 0,163 0,145 0,130 0,117 0,104 0,033 0,030 0,028 0,025 0,023 0,020 0,020 0,018 0,274 0,249 0,224 0,198 0,178 0,160 0,145 0,130 24 24 23 22 21 20 20 19 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 3 825 3 525 3 250 2 975 2 750 2 525 2 325 2 150 39 40 41 42 43 44 0,086 0,089 0,091 0,076 0,079 0,081 0,069 0,071 0,074 0,061 0,064 0,066 0,053 0,056 0,058 0,048 0,051 0,053 Resistencia del conductor º A 20 C (ohm por metro) 0,015 0,015 0,013 0,010 0,010 0,010 0,114 0,102 0,091 0,081 0,074 0,069 18 17 17 16 15 14 ... ... ... ... ... ... 0,0076 0,0076 0,0076 0,0051 0,0051 0,0051 0,0584 0,0533 0,0483 0,0432 0,0381 0,0356 11 10 8 7 6 5 45 46 47 48 49 50 3,080 3,870 4,868 6,205 7,744 9,734 3,348 4,207 5,291 6,745 8,417 10,58 3,616 4,544 5,714 7,285 9,090 11,43 ... ... 1 975 ... ... 1 800 ... ... 1 675 ... ... 1 525 ... ... 1 400 ... ... 1 300 Diámetro teórico nominal del Alambre desnudo (mm) 0,0447 0,0399 0,0356 0,0315 0,0282 0,0251 * Este diámetro máximo del alambre desnudo, puede ser excedido (Ver 4.3.6.1 (Continúa) -11- 2002-035 NTE INEN 2 344 2004-03 TABLA 3.3.- Alambres magneto de cobre, esmaltado, capa triple, circulares, recubiertos con Polyester (Amide) (Imide) de clase térmica 180. Diámetro del alambre desnudo (mm) Calibre AWG Mínimo Nominal Máximo Aislamiento Abrasión Elongación Mínimo incremento del diámetro (mm) Diámetro total máximo (mm) Mínimo Porcentaje Gramos de Falla Máximo ángulo de retorno (grados) Promed Mínimo Resistencia dieléctric a. Voltaje mínimo de ruptura (V) 14 15 1,613 1,435 1,628 1,450 1,636 * 1,458 * 0,122 0,114 1,778 1,593 33 33 1 735 1 620 1 475 1 375 46 49 8 450 8 225 16 17 18 19 20 1,278 1,138 1,013 0,902 0,805 1,290 1,151 1,024 0,912 0,813 1,298 * 1,156 * 1 029 * 0,917 * 0,818 * 0,109 0,104 0,099 0,094 0,089 1,427 1,280 1,148 1,031 0,925 33 32 32 31 30 1 525 1 425 1 335 1 255 1 180 1 295 1 210 1 135 1 065 1 000 53 58 62 66 70 8 000 7 800 7 600 7 400 7 200 21 22 23 24 25 0,716 0,635 0,569 0,505 0,450 0,724 0,643 0,574 0,511 0,455 0,726 * 0,645 * 0,577 * 0,513 * 0,457 * 0,084 0,081 0,076 0,074 0,069 0,828 0,744 0,671 0,605 0,544 30 29 29 28 28 1 115 1 045 975 910 850 945 890 830 770 720 53 58 64 69 74 7 025 6 850 6 675 6 500 6 325 26 27 28 29 30 0,399 0,358 0,318 0,284 0,251 0,404 0,361 0,320 0,287 0,254 0,406 * 0,363 0,323 0,290 0,257 0,066 0,061 0,058 0,056 0,053 0,490 0,439 0,396 0,361 0,325 27 27 26 26 25 795 735 690 645 605 675 625 585 550 515 80 55 60 65 70 6 150 6 000 5 850 5 700 5 550 * Este diámetro máximo del alambre desnudo, puede ser excedido (Ver 4.3.6.1) (Continúa) -12- 2002-035 NTE INEN 2 344 2004-03 TABLA 4.1.- Alambres magneto de cobre ,esmaltado, capa simple, circulares, recubiertos con Polyester (Amide) (Imide) y sobrerecubiertos con Polyamideimide de clase térmica 200. Diámetro del alambre desnudo (mm) Calibre AWG Mínimo Nominal Máximo Aislamiento Abrasión Elongación Mínimo incremento del diámetro (mm) Diámetro total máximo (mm) Mínimo Porcentaje Gramos de Falla Máximo ángulo de retorno (grados) Promed Mínimo Resistencia dieléctric a. Voltaje mínimo de ruptura (V) 14 15 1,613 1,435 1,628 1,450 1,636 * 1,458 * 0,041 0,038 1,692 1,509 33 33 840 780 715 665 42 46 3 525 3 425 16 17 18 19 1,278 1,138 1,013 0,902 1,290 1,151 1,024 0,902 1,298 * 1,156 * 1,029 * 0,917 * 0,036 0,036 0,033 0,030 1,349 1,206 1,077 0,963 33 32 32 31 735 690 645 600 625 585 550 510 50 54 58 62 3 325 3 250 3 175 3 075 20 21 22 23 24 25 0,805 0,716 0,635 0,569 0,505 0,450 0,803 0,724 0,643 0,574 0,511 0,455 0,818 * 0,726 * 0,645 * 0,577 * 0,513 * 0,457 * 0,030 0,028 0,028 0,025 0,025 0,023 0,861 0,770 0,686 0,617 0,551 0,493 30 30 29 29 28 28 560 525 490 460 430 400 475 445 415 390 365 340 66 53 58 62 67 72 3 000 2 925 2 850 2 775 2 700 2 625 26 27 28 29 30 0,399 0,358 0,318 0,284 0,251 0,404 0,361 0,320 0,287 0,254 0,406 * 0,363 0,323 0,290 0,257 0,023 0,020 0,020 0,018 0,018 0,493 0,396 0,356 0,320 0,284 27 27 26 26 25 380 355 335 310 295 325 300 285 265 250 76 50 55 61 66 2 550 2 500 2 425 2 375 2 300 31 32 33 34 35 0,224 0,201 0,178 0,157 0,140 0,226 0,203 0,180 0,160 0,142 0,229 0,206 0,183 0,163 0,145 0,015 0,015 0,013 0,013 0,010 0,254 0,231 0,206 0,183 0,163 24 24 23 22 21 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 2 075 1 850 1 675 1 500 1 325 35 37 38 39 40 0,124 0,112 0,099 0,086 0,076 0,127 0,114 0,102 0,089 0,079 0,130 0,117 0,104 0,091 0,081 0,010 0,008 0,008 0,005 0,005 0,147 0,132 0,119 0,104 0,094 20 20 19 18 17 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 1 200 1 075 950 850 775 41 42 43 44 0,069 0,061 0,053 0,048 0,071 0,064 0,056 0,051 0,074 0,066 0,058 0,053 0,005 0,005 0,005 0,0025 0,084 0,076 0,066 0,061 17 16 15 14 ... ... ... ... ... ... ... ... ... ... ... ... 700 625 550 500 * Este diámetro máximo del alambre desnudo, puede ser excedido (Ver 4.3.6.1) (Continúa) -13- 2002-035 NTE INEN 2 344 2004-03 TABLA 4.2.- Alambres magneto de cobre, esmaltados, capa doble, circulares, recubiertos con Polyester (Amide) (Imide) y sobrerecubiertos con Polyamideimide de clase térmica 200. Diámetro del alambre desnudo (mm) Calibre AWG Mínimo Nominal Máximo Aislamiento Abrasión Elongación Mínimo incremento del diámetro (mm) Diámetro total máximo (mm) Mínimo Porcentaje Gramos de Falla Máximo ángulo de retorno (grados) Promed Mínimo Resistencia dieléctric a. Voltaje mínimo de ruptura (V) 4 5 5,138 4,575 5,189 4,620 5,215 * 4,643 * 0,094 0,091 5,329 4,755 38 37 ... ... ... ... ... ... 3 700 3 600 6 7 8 9 4,074 3,630 3,231 2,878 4,115 3,665 3,264 2,906 4,135 * 3,683 * 3,282 * 2,921 * 0,089 0,086 0,084 0,081 4,244 3,787 3,383 3,020 37 36 36 36 ... ... ... ... ... ... ... ... ... ... ... ... 3500 3 400 3 300 3 200 10 11 12 13 14 15 2,563 2,281 2,032 1,811 1,613 1,435 2,588 2,304 2,052 1,829 1,628 1,450 2,601 * 2,316 * 2,062 * 1,839 * 1,636 * 1,458 * 0,079 0,076 0,074 0,071 0,081 0,076 2,695 2,408 2,151 1,923 1,732 1,547 35 35 34 34 33 33 1 490 1 490 1 490 1 490 1 490 1 400 1 270 1 270 1 270 1 270 1 270 1 190 ... ... ... ... 42 46 6 200 6 000 5 800 5 600 6 325 6 175 16 17 18 19 20 1,278 1,138 1,013 0,902 0,805 1,290 1,151 1,024 0,912 0,813 1,298 * 1,156 * 1,029 * 0,917 * 0,818 * 0,074 0,071 0,066 0,064 0,058 1,384 1,240 1,110 0,993 0,892 33 32 32 31 30 1 310 1 230 1 150 1 070 1 000 1 115 1 045 980 910 850 50 54 58 62 66 6 000 5 850 5 700 5 550 5 400 21 22 23 24 25 0,716 0,635 0,569 0,505 0,450 0,724 0,643 0,574 0,511 0,455 0,726 * 0,645 * 0,577 * 0,513 * 0,457 * 0,056 0,053 0,051 0,048 0,046 0,798 0,714 0,643 0,577 0,516 30 29 29 28 28 940 880 820 770 720 800 750 700 655 615 53 58 62 67 72 5 250 5 125 5 000 4 850 4 725 26 27 28 29 30 0,399 0,358 0,318 0,284 0,251 0,404 0,361 0,320 0,287 0,254 0,406 * 0,363 0,323 0,290 0,257 0,043 0,041 0,041 0,038 0,036 0,462 0,417 0,373 0,338 0,302 27 27 26 26 25 675 635 595 560 525 575 540 510 480 450 76 50 55 61 66 4 600 4 500 4 375 4 250 4 150 31 32 33 34 35 36 37 38 0,224 0,201 0,178 0,157 0,140 0,124 0,112 0,099 0,226 0,203 0,180 0,160 0,142 0,127 0,114 0,102 0,229 0,206 0,183 0,163 0,145 0,130 0,117 0,104 0,033 0,030 0,028 0,025 0,023 0,020 0,020 0,018 0,274 0,249 0,224 0,198 0,178 0,160 0,145 0,130 24 24 23 22 21 20 20 19 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 3 825 3 525 3 250 2 975 2 750 2 525 2 325 2 150 39 40 41 42 43 44 0,086 0,076 0,069 0,061 0,053 0,048 0,089 0,079 0,071 0,064 0,056 0,051 0,091 0,081 0,074 0,066 0,058 0,053 0,015 0,015 0,013 0,010 0,010 0,010 0,114 0,102 0,091 0,081 0,074 0,069 18 17 17 16 15 14 ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... 1 975 1 800 1 675 1 525 1 400 1 300 * Este diámetro máximo del alambre desnudo, puede ser excedido (Ver 4.3.6.1) (Continúa) -14- 2002-035 NTE INEN 2 344 2004-03 TABLA 4.3.- Alambres magneto de cobre, esmaltados, capa triple, circulares, recubiertos con Polyester (Amide) (Imide) y sobrerecubiertos con Polyamideimide de clase térmica 200. Diámetro del alambre desnudo (mm) Calibre AWG Mínimo Nominal Máximo Aislamiento Abrasión Elongación Mínimo incremento del diámetro (mm) Diámetro total máximo (mm) Mínimo Porcentaje Gramos de Falla Máximo ángulo de retorno (grados) Promed. Mínimo Resistencia dieléctric a. Voltaje mínimo de ruptura (V) 14 15 1,613 1,435 1,628 1,450 1,636 * 1,458 * 0,122 0,114 1,778 1,593 33 33 1 735 1 620 1 475 1 375 46 49 8 450 8 225 16 17 18 19 20 1,278 1,138 1,013 0,902 0,805 1,290 1,151 1,024 0,912 0,813 1,298 * 1,156 * 1 029 * 0,917 * 0,818 * 0,109 0,104 0,099 0,094 0,089 1,427 1,280 1,148 1,031 0,925 33 32 32 31 30 1 525 1 425 1 335 1 255 1 180 1 295 1 210 1 135 1 065 1 000 53 58 62 66 70 8 000 7 800 7 600 7 400 7 200 21 22 23 24 25 0,716 0,635 0,569 0,505 0,450 0,724 0,643 0,574 0,511 0,455 0,726 * 0,645 * 0,577 * 0,513 * 0,457 * 0,084 0,081 0,076 0,074 0,069 0,828 0,744 0,671 0,605 0,544 30 29 29 28 28 1 115 1 045 975 910 850 945 890 830 770 720 53 58 64 69 74 7 025 6 850 6 675 6 500 6 325 26 27 28 29 30 0,399 0,358 0,318 0,284 0,251 0,404 0,361 0,320 0,287 0,254 0,406 * 0,363 0,323 0,290 0,257 0,066 0,061 0,058 0,056 0,053 0,490 0,439 0,396 0,361 0,325 27 27 26 26 25 795 735 690 645 605 675 625 585 550 515 80 55 60 65 70 6 150 6 000 5 850 5 700 5 550 * Este diámetro máximo del alambre desnudo, puede ser excedido (Ver 4.3.6.1) 6. METODOS DE ENSAYO 6.1 Declaración de seguridad Para llevar a cabo los procedimientos del Capítulo 6, se requiere de personal calificado Peligro Químico.- En algunos ensayos se emplean materiales que las agencias regulatorias locales, estatales y nacionales han determinado como peligrosas. Estos ensayos se deben realizar bajo condiciones controladas que permitan la protección y seguridad adecuada del personal. Se deben seguir las instrucciones de las hojas de seguridad para materiales para el manejo, operación y disposición de estas sustancias químicas al ambiente. Además, las descargas de estas sustancias al ambiente, es decir, al agua, al aire o al suelo, deben cumplir con las reglamentaciones aplicables vigentes. Peligro Eléctrico.- Algunos procedimientos de ensayo requieren alto voltaje. Es importante que el equipo esté diseñado para cumplir con las buenas prácticas de ingeniería, y la seguridad es parte integral del diseño. En estos casos, para evitar choques eléctricos se deben tomar las precauciones necesarias y se deben seguir las recomendaciones del fabricante del equipo de ensayo. Peligro Mecánico.- Algunos ensayos que utilizan equipo mecánico pueden exponer al operador a peligros mecánicos. Se deben proteger de lesiones los ojos, los dedeos, las manos y otras partes del cuerpo. Peligro Térmico.- En ensayos que requieren temperaturas elevadas, se deben tomar precauciones para evitar la manipulación de materiales expuestos al calor, para evitar quemaduras en la piel. (Continúa) -15- 2002-035 NTE INEN 2 344 2004-03 La presente norma no pretende considerar todos los problemas de seguridad, si los hay, asociados con su uso. Es responsabilidad del usuario de esta norma, establecer las prácticas adecuadas de salud y seguridad y determinar la aplicación de las limitaciones regulatorias antes de su uso. 6.2 Dimensiones 6.2.1 El incremento en las dimensiones de los alambres redondos debido al aislamiento, deberá ser determinado de la siguiente manera: 6.2.1.1 Esmaltado.- El alambre recubierto con esmalte deberá ser medido en cuatro puntos, espaciados aproximadamente en 45 grados, separadamente alrededor de la circunferencia. Las lecturas mayor y menor deben ser registradas y el promedio de esas dos lecturas, deberá ser aceptada como el diámetro total. El aislamiento, por medios que no dañen al alambre, debe ser removido en aproximadamente la misma posición en el alambre y se repite la medición alrededor del alambre desnudo. Se tomará como el diámetro del alambre desnudo, el promedio de la lectura mayor y menor. Los instrumentos de medida, tales como los micrómetros del tipo a presión, electrónicos o de onda de luz, pueden ser utilizados en la medición del diámetro (Ver tabla 5). El incremento en el diámetro debido al aislamiento, puede ser calculado en concordancia con la siguiente fórmula: (Diámetro total) – (Diámetro del alambre desnudo) TABLA 5.- Especificación micrométrica de la fuerza axial Calibre del alambre Fuerza axial (N) 25 AWG y menores 0,8 – 1,4 Mayores a 25 AWG 2,2 – 22,8 a) Película autocementante.- El incremento en el diámetro debido a la capa termoplástica exterior, deberá ser determinada de la siguiente manera: El diámetro exterior se deberá medir de acuerdo con el numeral 6.2.1.1. Entonces se deberá retirar la cubierta exterior sumergiendo el alambre durante 2 min en un solvente que remueva esta cubierta sin causar ampollas ni ablandamiento de la capa de esmalte, y luego se limpia el solvente con gasa humedecida en solvente. La dimensión del alambre sobre la capa interior, deberá ser medida en 4 puntos separados aproximadamente 45° C, alrededor de la circunferencia del alambre. El promedio de las lecturas mayor y menor se debe considerar como el diámetro sobre la capa interna. El incremento en el diámetro debido al recubrimiento termoplástico externo, deberá ser calculado en concordancia con: (Diámetro sobre el recubrimiento) – (Diámetro sobre la capa interna exterior) 6.3 Adherencia y flexibilidad Precaución: Peligro Mecánico.- El equipo deberá estar diseñado para contener cualquier trozo de alambre que pueda saltar. El operador debe usar el equipo de protección adecuado. (Continúa) -16- 2002-035 NTE INEN 2 344 2004-03 6.3.1 Esmaltado.- Un espécimen con una longitud eficaz de 250 mm deberá ser elongado y enrollado en diez vueltas alrededor del mandril, y se debe examinar de acuerdo con la tabla 6. TABLA 6.- Elongación y diámetro del mandril Calibre AWG Velocidad de elongación Porcentaje de elongación (+2,0) Diámetr o del Mandril Examinar por 4–9 10 – 13 14 – 20 21 – 30 31 – 44 45 – 56 300 ± 25 mm por minuto 300 ± 25 mm por minuto Estiramiento brusco (3,7 a 4,9 m/s) Estiramiento brusco (3,7 a 4,9 m/s) Estiramiento brusco (3,7 a 4,9 m/s) Estiramiento brusco (3,7 a 4,9 m/s) 30 25 20 15 20* Hasta su ruptura Ninguno 5d 3d 1d 3d Ninguno Visión normal Visión normal Visión normal Visión normal Aumento 6x – 10x Aumento 10x – 15x * Hasta su punto de ruptura, el que sea menor 6.4 Elongación 6.4.1 Para alambres magneto redondos mayores que 14 AWG, el ensayo deberá hacerse por la prueba del ángulo inverso en concordancia con 6.1.5 o por el ensayo de elongación, de la siguiente manera: 6.4.1.1 Esmaltado.- Un espécimen con una longitud eficaz de 250 mm, debe ser elongado hasta su punto de ruptura, con una velocidad de 300 mm ± 25 mm por minuto (Ver figura 1. Anexo A). La ruptura no debe ocurrir a menos de 6 mm de las mordazas. El recorrido de la distancia de la mordaza al momento de la ruptura debe anotarse y se debe calcular el porcentaje de elongación. 6.5 Choque térmico 6.5.1 Esmaltado.- Un espécimen con una longitud eficaz de 250 mm, deberá ser elongado a la velocidad establecida, y enrollado en 10 vueltas alrededor del mandril, el mismo que tendrá un diámetro en concordancia con la Tabla 7. El espécimen debe ser removido del mandril y colocado en un horno de circulación de aire por 30 (+ 5, - 0) minutos, cuya temperatura no debe ser menor que la especificada en el Capítulo 5. El espécimen se sacará del horno y se dejará que se enfríe a la temperatura ambiente y se lo examinará en concordancia con la tabla 7. TABLA 7.- Elongación y diámetro del mandril Calibre AWG Tasa de elongación 4–9 10 – 13 14 – 30 31 – 44 300 ± 25 mm por minuto 300 ± 25 mm por minuto Estiramiento brusco (3,7 a 4,9 m/s) Estiramiento brusco (3,7 a 4,9 m/s) Porcentaj Diámetro del e de Mandril elongació n 30 25 20 20 Ninguno 5d 3d 3d Examinar por Visión normal Visión normal Visión normal Aumento 6x – 10x (Continúa) -17- 2002-035 NTE INEN 2 344 2004-03 6.6 Recuperación (ángulo de retorno) 6.6.1 Esmaltado, calibres 14 AWG a 30 AWG.- Un espécimen debe ser enrollado tres vueltas a una velocidad de 5 a 10 r.p.m. alrededor de un mandril con un diámetro en concordancia con la Tabla 8, bajo la tensión indicada. Se debe sujetar un extremo del anillo así formado, mientras que el otro extremo se deja desenrollar suavemente. El probador de deformación residual (Figura 2. Anexo A), se debe operar de acuerdo al siguiente procedimiento: a) El instrumento debe ser montado con el eje (árbol) del mandril horizontal y a una altura suficiente, para dejar que una muestra de 1,25 m cuelgue libremente. b) El mandril debe estar colocado en una posición tal, de manera que el boquete de atadura del alambre se encuentre en una posición vertical, que corresponda al cero del dial. c) El alambre que va a ser ensayado, debe ser removido cuidadosamente del empaque para no ser sujeto de tensiones extras y debe enrollarse por encima del mandril en la misma dirección que la bobina original. d) El alambre debe ser insertado en el boquete, utilizando el calibre del mandril y el peso especificado en la Tabla 8. e) El alambre se debe enrollar en capas, girando el mandril en sentido contrario a las manecillas del reloj, durante exactamente tres revoluciones. f) Una marca con crayón, lápiz o tinta debe ser hecha en la última vuelta, en oposición al cero del dial. g) El alambre debe ser sujetado en el sitio con la mano izquierda sobre el mandril y el peso debe ser removido. h) El alambre se debe cortar, en aproximadamente 12 mm de la anterior marca del alambre previamente realizada en la última vuelta. Estos 12 mm de longitud deben estar doblados en una posición vertical. i) Colocando un lápiz , a la izquierda del alambre, se deja desenrollar el alambre, suavemente sin realizar tirones. Si se deja que el alambre recupere su forma repentinamente, se obtienen resultados erróneos. j) El punto de referencia en el extremo libre de la bobina, debe reposar en la curva mostrada en cada dial. k) El valor del ángulo de retorno, será el ángulo medido desde la marca puesta en la última vuelta, hasta la posición final del retorno del alambre. (Ver Nota 1) TABLA 8.- Tensiones y diámetro del mandril Calibre AWG Diámetro del mandril ( mm ) Tensión (N) 14 – 20 21 – 24 25 – 26 27 – 30 82,6 47,6 47,6 19,0 4,45 1,11 0,56 0,56 6.6.2 Alambres magneto redondos mayores de 14 AWG.- Para alambres magneto redondos mayores de 14 AWG, la determinación se debe hacer por el ensayo de elongación de acuerdo con el numeral 6.1.3 o por el ensayo del ángulo de retorno, de la manera siguiente: 6.6.2.1 Desnudo o aislado.a) Principio del ensayo.- El ensayo consiste en doblar un espécimen a un ángulo dado, luego de lo cual se remueve la carga y se mide el ángulo de retorno en grados. ________________ NOTA 1.- Un alambre suave mostrará menos tendencia a la recuperación, por lo tanto, la cifra que representa el ángulo de retorno será menor que para un alambre duro. (Continúa) -18- 2002-035 NTE INEN 2 344 2004-03 b) Espécimen.- La muestra deberá tener por lo menos 1 200 mm de largo y deberá ser removida del carrete, con el menor doblado como sea posible. Se enderezará cuidadosamente a mano y se cortará en muestras de 400 mm. Se debe reducir al mínimo el endurecimiento en frío. La máquina para elongación no debe ser usada para enderezamiento. c) Aparato de ensayo.- El ángulo de retorno se determina por medio del equipo mostrado en la Figura 2a (Anexo A), que consiste esencialmente de dos mordazas uniformes, una fija (2) y la otra móvil (1), y sectores graduados (5) de 0 – 10º, con incrementos de 0,5º. El equipo de ensayo debe ser puesto en una posición vertical, en la mesa de ensayo. El sector graduado es un arco que ocupa un plano de 90º con relación a la cara de la mordaza. El centro está localizado en el otro lado de la mordaza fija (3). El brazo de palanca, cuyo punto de apoyo se encuentra en el centro del arco, se puede mover sobre el sector graduado en el plano horizontal. El brazo de palanca debe tener un puntero o indicador afilado para indicar claramente el ángulo de retorno. En el brazo de palanca, que tiene una longitud de 305 mm por décimas de mm, hay una regleta móvil. d) Procedimiento de ensayo.- El ensayo se debe llevar a cabo doblando los especímenes de alambre en la misma dirección que el alambre cuando se dobló en el carrete. El espesor del alambre desnudo (o diámetro del alambre redondo), se debe medir para determinar la posición real de la regleta. El espesor (o diámetro) multiplicado por 40 localiza la regleta en una dimensión específica a lo largo del brazo de palanca. El alambre se aprieta moderadamente entre las mordazas, con la dirección de la curvatura anterior hacia arriba, o lejos del operador, para dejar un tramo libre de muestra que se extiende aproximadamente 13 mm más allá del borde de la cuchilla de la regleta. Por medio del brazo de palanca, y comenzando por la posición horizontal (marca 30° en la escala, posición 1), se dobla suavemente 30° (hacia la marca de 0°, posición 2). El tiempo para este doblado debe estar entre 2 s y 5 s. La muestra se mantiene en el punto 0° (un doblado de 30°) durante 2 s máximo. El brazo de palanca se devuelve en dirección inversa a la misma tasa angular a la cual se elevó, hasta que el borde de la cuchilla de la regleta se aleje de la muestra. Se levanta el brazo de palanca hasta que el borde haga contacto nuevamente con la muestra sin moverla. El puntero del brazo de palanca indicará el ángulo de retorno. e) Valor del ángulo de retorno.- El valor del ángulo de retorno α se lee directamente en la escala, por la posición del brazo de palanca en el sector graduado (en posición 3). El operador debe ensayar tres especímenes por tamaño de muestra. Los resultados de los tres especímenes no se deben diferenciar en más de 0,5° en un tramo de muestra consecutivo. El resultado final es el promedio de los tres especímenes. 6.7 Rigidez dieléctrica Advertencia: Peligro Eléctrico.- Se pueden presentar voltajes extremadamente altos.- El personal que lleve a cabo este ensayo debe estar entrenado y calificado apropiadamente. El diseño del equipo de ensayo debe cumplir con las buenas prácticas de ingeniería y debe contar con características de seguridad apropiadas, lo cual incluye la puesta a tierra de las partes metálicas para evitar choques eléctricos y quemaduras a los operadores que realizan el ensayo. Peligro químico.- Se puede generar gas ozono bajo las condiciones de alto voltaje de ensayo. El área de ensayo deberá contar con ventilación adecuada. (Continúa) -19- 2002-035 NTE INEN 2 344 6.7.1 2004-03 Esmaltado 6.7.1.1 Calibres 4 AWG a 9 AWG de cobre.- Los electrodos se deben preparar aplicando una capa delgada ( 6 mm) de papel de aluminio a una cinta de presión sensitiva de 12 mm de ancho. La cinta se debe cortar en tiras de 75 mm de ancho aproximadamente. Cuatro de estos electrodos se deben aplicar en ángulo recto con la muestra a intervalos aproximados de 50 mm, y se deben enrollar en forma suave pero firme alrededor de la muestra durante un mínimo de 1½ vueltas completas, y la superficie de la cinta metálica debe estar en contacto con el aislamiento. 6.7.1.2 Calibres 10 AWG a 44 AWG.- Una muestra de alambre debe ser formada en U, y los dos brazos se trenzarán a la vez una distancia de 120 mm aproximadamente. La tensión total sobre los dos brazos mientras están trenzados y el número total de torsiones, deben ser como se ilustra en la Tabla 9. El anillo se debe cortar y los extremos se deben separar adecuada y cuidadosamente. No se deben presentar dobleces agudos en la muestra ni daño de aislamiento. 6.7.1.3 Procedimiento de ensayo.- Una fuente de voltaje a 60 Hz de una forma de onda sustancialmente sinusoidal, es aplicada separada y consecutivamente entre cada electrodo de cinta metálica y el conductor, o entre los dos brazos. El transformador de ensayo tendrá unas características nominales de 500 VA o más, y debe suministrar una onda de forma no distorsionada bajo las condiciones de ensayo. La corriente de falla del circuito deberá estar entre 1,5 mA a 15 mA. El voltaje debe comenzar en cero y deberá ser incrementado uniformemente a una tasa de aproximadamente 500 V (± 10 %) por segundo hasta que ocurra el voltaje disruptivo. En caso de que este ocurra en menos de 5 s, la tasa de incremento de voltaje deberá ser reducida suficientemente para que la ruptura ocurra en no menos de 5 segundos. TABLA 9.- Torsiones y tensiones Calibre AWG Tensión total sobre la muestra (± 2%) (N) Número total de Torsiones 10 – 11 12 – 14 15 – 17 18 – 20 21 – 23 107 53 27 13 7 3 4 6 8 12 24 – 26 27 – 29 30 – 32 33 – 35 36 – 38 39 – 41 42 – 44 3,3 1,7 0,8 0,4 0,2 0,1 0,05 16 20 25 31 36 41 46 El voltaje disruptivo (de falla) deberá ser determinado con un medidor calibrado en voltios efectivos (raíz media cuadrática) de acuerdo con uno de los métodos descritos en la norma ANSI/IEEE Std. 4. En caso de falla bajo condiciones normales de laboratorio, se deberá secar otra muestra de alambre sin doblar y sin estirar, durante 20 min. ± 1 min. en un horno de circulación forzada a 60° C ± 3° C. La muestra deberá ser enfriada a temperatura ambiente y ensayada de acuerdo con el procedimiento anterior. Al preparar los especímenes o durante la manipulación del alambre magneto para este ensayo, se deben usar guantes. (Continúa) -20- 2002-035 NTE INEN 2 344 2004-03 6.8 Continuidad Advertencia: Peligro Eléctrico.- Se pueden presentar voltajes extremadamente altos. El diseño del equipo de ensayo deberá cumplir con las buenas prácticas de ingeniería y deberá contar con características de seguridad apropiadas, lo cual incluye la puesta a tierra de las partes metálicas para evitar choques eléctricos y quemaduras a los operadores entrenados que realizan el ensayo. 6.8.1 Esmaltado 6.8.1.1 Continuidad en corriente continua de alto voltaje.- Calibres 14 AWG a 44 AWG (diámetro nominal del conductor de 1,628 mm a 0,051 mm).- Un alambre esmaltado de 30,5 m se deberá hacer pasar sobre dos poleas electrodos, ranuradas en "v", de acero inoxidable y giro libre, a una velocidad de 18 m ± 1 m por minuto. Antes y después de las poleas electrodos se deben usar guías metálicas de giro libre puestas a tierra. El conductor se debe conectar eléctricamente a tierra por medio de un terminal a o un tambor recogedor. El equipo alimentador debe estar diseñado para evitar que el alambre de ensayo sufra daño y suministrar solamente el voltaje suficiente para mantener el contacto con las poleas electrodo. El voltaje de ensayo de circuito abierto que se mantiene entre las poleas electrodo energizadas (polaridad positiva) y el conductor puesto a tierra, debe ser como se indica en la Tabla 10. La fuente de alto voltaje deberá ser regulable y se deberá suministrar a las poleas electrodos, voltaje en corriente directa filtrada, libre de picos de sobrevoltajes transitorios. Se deben verificar todas las posiciones de voltaje con un dispositivo de alta impedancia, por ejemplo un voltímetro electrostático. Se debe brindar suficiente resistencia interna, de manera de que cuando se detecte una falla, ocurra una caída rápida de voltaje.. También se requiere una recuperación rápida del voltaje al nivel de ensayo. La corriente estacionaria de cortocircuito, se debe limitar internamente a 25 µA ± 5 µA, para cualquier voltaje de ensayo. Una resistencia de falla de 50 megahomios en las poleas del electrodo, no debe causar una caída de voltaje superior al 75 % en las poleas electrodo a cualquier voltaje. La sensibilidad del circuito de detección de falla, debe ser tal que el umbral de corriente de falla sea como se ilustra en la Tabla 11, con una tolerancia de ± 10 %. La velocidad de respuesta del circuito de falla debe ser de 4 ms a 6 ms. El circuito detector de fallas debe estar diseñado para repetir, a una velocidad de 450 registros de fallas ± 45 registros de falla por minuto, cuando el alambre desnudo se pase sobre las poleas electrodo. TABLA 10.- Voltaje de ensayo (c.c. voltios ± 5 %) Calibre AWG Simple Doble Triple Cuádruple 14 – 24 25 – 30 31 – 35 36 - 44 1 000 750 500 350 1 500 1 000 750 500 2 000 1 500 --- 2 500 2 500 (Continúa) -21- 2002-035 NTE INEN 2 344 2004-03 TABLA 11.- Umbral de corriente de falla Voltaje de ensayo en c.c. V ( ± 5 %) Umbral de corriente de falla µA, ( ± 10 % ) 3 000 2 500 2 000 1 500 1 000 750 500 350 16 14 12 10 8 7 6 5 El contador de fallas debe ser un dispositivo de lectura digital, por ejemplo un contador electromecánico o su equivalente electrónico, que deba contar con un medio para regresar el contador a cero. Un equipo adicional para registrar gráficos es opcional. Para calibres de 14 AWG a 24 AWG, las poleas electrodo dobles de alto voltaje, deben ser de acero inoxidable y su diámetro exterior debe ser de 43 mm, con una ranura en “v”, de manera que el ángulo incluido sea de ± 90° ± 3° y el diámetro de raíz de 38 mm + 0, - 0,025 mm. Los centros de las poleas electrodo se deben separar 46 mm ± 0,13 mm. La polea electrodo deberá tener una longitud de contacto de 25,4 mm + 0, - 2,5 mm. La poleas electrodo se deben colocar entre dos poleas guía puestas a tierra, con una desviación de 25° ± 1°, de una línea que cruza el centro de las poleas guía. Las dos poleas guía deben ser del mismo material, y sus centros deben estar separados 140 mm sobre una línea horizontal. Estas poleas puestas a tierra, deben tener un diámetro exterior de 51 mm, con una ranura en “V”, de manera que el ángulo incluido sea de 45° 3° y el diámetro de raíz 38 mm ± 0,25 mm. (Ver figura 3). Para calibres 31 al 44 AWG, los electrodos ya descritos se deben remplazar por poleas electrodo más pequeñas, dobles. Estas poleas electrodo deben ser de acero inoxidable y su diámetro exterior debe ser de 28,7 mm 0,5 mm, y deben tener una ranura en “V”, de manera que el ángulo incluido sea de 90° ± 3° y el diámetro de la raíz sea de 2,54 mm + 0, - 0,25 mm. Los centros de las poleas electrodo dobles, deben estar separadas 32 mm ± 0,13 mm. La poleas electrodo dobles se deben ajustar a un ángulo que da como resultado un contacto de 25,4 mm ± 2,5 mm del alambre con cada polea electrodo. (Ver figura 3a). Para calibres 25 AWG al 30 AWG, se debe usar cualquier par de poleas electrodo dobles de alto voltaje de las ya descritas. El aislamiento puesto a tierra de las poleas electrodo debe ser de alta resistividad, no higroscópico y fácil de limpiar, y el dimensionado de manera que soporte indefinidamente un mínimo de 300 V de c.c. Todos los bordes de las poleas electrodo, deben estar bien redondeados para reducir al mínimo el efecto corona. En la línea de alto voltaje se debe instalar una resistencia amortiguadora de sobrevoltajes de 4,7 megahomios ± 10 %, en la conexión de las poleas electrodo. No se debe usar apantallamiento en el terminal de alto voltaje, puesto que se observa una capacitancia a tierra mínima durante los eventos de conmutación y conteo. El dispositivo de ensayo debe incluir equipo para manejo de alambre para suministrar la velocidad estipulada del alambre, y debe tener capacidad para manejar el alambre calibre 14 hasta 44 AWG. Se debe incluir un indicador de longitud con apagado prefijado, de manera que se pueda registrar longitudes exactas. La potencia debe ser suficiente para mantener la velocidad bajo la carga más pesada. En caso de falla bajo las condiciones normales de laboratorio, se debe secar otra muestra sin doblar ni estirar, durante 20 min ± 1 min. en un horno de circulación forzada a 60° C ± 3° C. La muestra se debe enfriar a temperatura ambiente, y se debe ensayar de acuerdo al procedimiento anterior. Al preparar los especímenes o durante el manejo del alambre magneto, se deben usar guantes para este ensayo. (Continúa) -22- 2002-035 NTE INEN 2 344 2004-03 Definiciones a) Falla.- Cualquier defecto o serie de defectos en 25 mm de alambre, que lleva o circula una corriente suficiente como para activar el circuito de detección de fallas. b) Voltaje de prueba.- El voltaje de circuito abierto, aplicado a través del aislamiento de película. c) Corriente de detección de fallas.- La corriente que circula desde el electrodo hasta el circuito detector de fallas. d) Sensibilidad.- La corriente mínima que activará el contador de fallas en el circuito de detección de fallas. 6.8.1.2 Continuidad a bajo voltaje en corriente continua.- Calibres 45 AWG a 56 AWG (Diámetro nominal del conductor de 0,447 mm a 0,0124 mm).Advertencia: Peligro Químico.- Las autoridades regulatorias han reconocido que el mercurio es una sustancia peligrosa. Las rutas primarias de exposición son a través de inhalación e ingestión. La información contenida en las hojas de seguridad para materiales para el mercurio, se debe seguir mientras se usa, maneja o desecha este producto. Los derrames de mercurio se deben tratar con gran precaución. La información sobre cómo manejar los derrames se puede obtener del proveedor. Un alambre esmaltado de 30,5 m se deberá pasar por un baño de mercurio u otro material adecuado (véase figura 4) a una velocidad de 30,5 m por minuto. El circuito de ensayo se deberá montar de manera que el dispositivo indicador de discontinuidad opere cuando la resistencia entre el conductor y el baño de mercurio u otro material adecuado, sea menor de 5 000 ohmios o más, pero que no opere cuando la resistencia sea de 10 000 ohmios o más. El circuito de ensayo debe incluir un circuito repetidor que indicará 600 interrupciones por minuto ± 10 %, cuando se pasa un alambre desnudo a través del baño de mercurio u otro material adecuado. El voltaje de ensayo de 20 V c.c. se deberá aplicar entre el baño y el conductor. Se deberá registrar el número de discontinuidades. 6.9 Soldabilidad Advertencia: Peligro Químico.- Las autoridades regulatorias han reconocido que el plomo es una sustancia peligrosa. Las rutas primarias de exposición son a través de inhalación e ingestión. La información contenida en las hojas de seguridad para materiales para el plomo, estaño, fundente y alcohol, se debe seguir mientras se usa, maneja o desechan estos productos. Para cumplir con las reglamentaciones ambientales puede ser necesario contar con ventilación adecuada o el escape forzado de los vapores del recipiente de soldadura y los productos de la descomposición de diferentes aislamientos soldables. 6.9.1 Esmaltado 6.9.1.1 Calibres 14 al 36 AWG.- Una muestra de ensayo de un alambre de una sola fibra, recto, se deberá cortar de una longitud de 150 mm. La caldereta para soldadura deberá tener el volumen suficiente para asegurar que se mantiene una temperatura de soldadura uniforme durante la inmersión de la muestra. La temperatura deberá ser medida dentro de 6 mm, desde el extremo sumergido de la muestra. La temperatura debe ser controlable con 5° C de la temperatura pertinente del Capítulo 4. Para todos los ensayos se debe usar un soldador de estaño-plomo 60/40, conforme con la norma ASTM B-32. Cualquier suciedad que se forme, se debe eliminar de la superficie del soldador antes de cada ensayo. La muestra preparada para el ensayo se debe sumergir verticalmente hasta una profundidad de 32 mm a 33 mm en el centro de la caldereta de soldadura, durante un tiempo igual o menor que el indicado en el Capítulo 4. Después de retirar la muestra de la caldereta, los 13 mm inferior del segmento sumergido, se debe examinar con una ampliación de 6x a 10x. (Continúa) -23- 2002-035 NTE INEN 2 344 2004-03 6.9.1.2 Calibres 37 al 56 AWG.- Se deberá sostener una muestra de alambre por medio del dispositivo presentado en la figura 5. La muestra y el dispositivo así preparados, se deben ensayar de acuerdo al numeral 6.9.1.1. El examen visual de 13 mm inferior de la sección vertical de la muestra, se debe hacer con una ampliación de 15x. 6.9.1.3 Cláusula sobre reensayo.- En el caso de que el tiempo de soldado como se indicó antes no cumpla los requisitos del Capítulo 4, se debe sumergir un nuevo espécimen en fundente alcoholresina adecuado (10 partes de colofonia blanca acuosa, mezclada con 90 partes de alcohol etílico desnaturalizado) antes de la inmersión en soldadura derretida. ENSAYOS PERIODICOS DE CONFORMIDAD 6.10 Flujo termoplástico 6.10.1 Esmaltado 6.10.1.1 Aparato.- El probador de flujo termoplástico deberá estar en capacidad de ejercer una carga constante perpendicular y directamente sobre el cruce en ángulo recto del espécimen. El probador debe incluir una termocupla de control con el intervalo de temperatura adecuado y un pirómetro para indicar la temperatura medida por la termocupla de control. La temperatura real del espécimen en cada posición bajo carga, en la posición de cruce, se debe medir en todo el intervalo de temperatura esperado con la termocupla-pirómetro calibrados, u otro dispositivo de medición adecuado y se debe comparar con la temperatura de control o la indicada. Las diferencias resultantes en la temperatura, se deben usar para corregir apropiadamente la temperatura indicada del flujo termoplástico La cámara de ensayo debe tener el tamaño adecuado para mantener una elevación de temperatura de 10° C a 45° C por minuto, a no menos de 50° C por debajo de la temperatura especificada en el Capítulo 6, y a 5° C ± 1° C por minuto de aumento de temperatura, desde ese punto hasta la falla. El detector de fallas debe estar construido de manera que un flujo de corriente de 20 mA ± 10 mA a 115 V y 60 Hz entre los alambres cruzados del espécimen, indicarán la falla. 6.10.1.2 Procedimiento.- El espécimen debe constar de dos longitudes de alambre, colocadas en ángulo recto entre sí en el aparato. El espécimen se debe cargar cuidadosamente a 2 000 g (± 2 %) (19,6 N) para alambres 18 AWG, o 250 g (± 2 %) (2,45 N) para alambres 36 AWG. La temperatura se debe aumentar en 10° C a 45° C por minuto, hasta alcanzar una temperatura de 55° C ± 5° C por debajo de la temperatura de flujo termoplástico, y luego se incrementa 5° ± 1° C por minuto hasta que se presente falla en el espécimen. La temperatura indicada, corregida de acuerdo con el numeral 6.2.1.1, se debe considerar como la temperatura de flujo termoplástico de ese espécimen. Para calibres 18 AWG, se deben ensayar cinco especímenes por muestra, y la mediana (el tercer valor más alto) debe ser la temperatura de flujo termoplástico. Para calibres 36 AWG, se debe ensayar nueve especímenes por muestra, y la mediana (el quinto valor más alto) debe ser la temperatura de flujo termoplástico. 6.11 Solubilidad Advertencia: Peligro Químico.- Al usar, manejar y desechar los solventes especificados en el Capítulo 4, se deberán seguir las instrucciones presentadas en las hojas de seguridad para materiales. 6.11.1 Esmaltado 6.11.1.1 Preparación de los especímenes.- Calibres 18 AWG al 36 AWG.- Los especímenes de alambre esmaltado sin doblar, cada uno de 300 mm de longitud, que han sido recocidos durante 10 (+ 1, - 0) minutos a 150° C ± 3° C, se deberán sumergir mínimo 150 mm sin doblado, durante 30 (+ 5, - 0) minutos en los líquidos especificados en el Capítulo 4, y se deben mantener a 60° C ± 2° C. Cada espécimen se debe sumergir en un líquido solamente. (Continúa) -24- 2002-035 NTE INEN 2 344 2004-03 6.11.1.2 Raspado con aguja. Calibre 18 AWG.Se les debe retirar el solvente a los especímenes y se debe ensayar durante 2 min. máximo, y mínimo 1 min., sobre un dispositivo que raspe la superficie del esmalte en ángulo recto con la longitud del alambre, con una aguja de acero inoxidable de 0,406 mm de diámetro, cargado con 580 g (± 2 %) (5,7 N) cuando se ensaya alambre de cobre. (Ver figura 6). Los especímenes se deben limpiar con un paño limpio hasta que queden bien secos y se deben enderezar con la mano, sin estirar, para destorcerlos. Después de que se inserta el alambre en el aparato de ensayo, la aguja cargada se debe bajar suavemente hasta la superficie del esmaltado y se raye el alambre a 50 mm por segundo ± 10%, a lo largo de la porción que fue sumergida. La exposición del conductor desnudo se debe indicar por un circuito eléctrico que tiene un potencial de 7,5 V ± 1,5 V entre la aguja y el conductor. 6.11.1.3 Limpieza con gasa. Calibre 36 AWG.- Se limpia muy bien el solvente de los especímenes y estos se ensayan durante 2 minutos, mínimo 1 minuto, y se pasan entre cuatro capas de gasa doblada, presionando firmemente entre el pulgar y el índice. Cualquier remoción del esmalte causado por los dobleces o daño mecánico, no se debe considerar que cumple con los requisitos del Capítulo 4. 6.12 Rigidez dieléctrica a temperatura nominal 6.12.1 Esmaltados 6.12.1.1 Preparación de los especímenes.- Se debe preparar cinco especímenes de 18 AWG y 36 AWG con esmaltado doble, de acuerdo con el numeral 6.7.1.2. 6.12.1.2 Procedimiento de ensayo.Advertencia: Peligro Eléctrico.- Se pueden presentar voltajes extremadamente altos. El personal que lleve a cabo este ensayo debe estar entrenado y calificado apropiadamente. El diseño del equipo de ensayo deberá cumplir con las buenas prácticas de ingeniería y deberá contar con características de seguridad apropiadas, lo cual incluye la puesta a tierra de las partes metálicas para evitar choque eléctricos y quemaduras a los operadores que realizan el ensayo. Peligro Térmico.- Se debe tener extremo cuidado al manejar la muestra de alambre a temperaturas elevadas para evitar quemaduras en la piel. Peligro Químico.- Se puede generar gas ozono bajo las condiciones de alto voltaje de ensayo. El área de ensayo deberá contar con la ventilación adecuada. La temperatura de un horno de circulación de aire se debe elevar a la temperatura equivalente a la clase térmica del espécimen ± 2° C. Cada uno de los cinco especímenes se debe colocar en uno o varios soportes adecuados, y luego se debe colocar en un horno y poner a alto voltaje por medio de conectores pasantes de alto voltaje. Entre 15 minutos o 30 minutos después de que el horno alcance una temperatura equivalente a la de la clase térmica del espécimen ± 2° C, se debe aplicar al espécimen un voltaje de 60 Hz, como el que se describe en el numeral 6.1.6.3, por medio de un conector pasante de alto voltaje, en el horno. La elevación de temperatura y el voltaje disruptivo, se debe medir de acuerdo con el numeral 6.7.1.3 y los cinco resultados se deben promediar. 6.13 Resistencia al aceite de transformador y estabilidad hidrólica 6.13.1 Esmaltado.- Para aplicaciones en transformadores llenos de aceite 6.13.1.1 Principio de ensayo.- Este método de ensayo se utiliza para determinar la resistencia al líquido aislante y la estabilidad hidrolítica del alambre magneto redondo aislado. Se reconoce que el agua, un producto de la descomposición de la celulosa, es el agente primario que causa el deterioro del aislamiento del alambre magneto en el equipo eléctrico lleno con líquido. Para descomponer la celulosa se requieren suficiente tiempo y temperatura. Este método de ensayo mide el efecto de esta humedad generada en un ambiente de ensayo sellado. (Continúa) -25- 2002-035 NTE INEN 2 344 2004-03 6.13.1.2 Aparato de ensayo.- Para este ensayo se requiere del siguiente equipo: tubos de 25 mm x 300 mm, capaz de ser sellados, un horno de circulación forzada de aire, en cumplimiento con la norma ASTM D 2 436, un recipiente a presión de acero inoxidable, de vidrio o forrado con vidrio, capaz de soportar una presión mínima de 6 Mpa y equipado con un ensamble de tubo de presión que contiene un disco de ruptura a 5,5 Mpa máximo. Las dimensiones internas deben ser tales, que los especímenes se sumergen completamente en el líquido aislante. El horno de circulación forzada de aire debe tener capacidad para brindar una temperatura constante de 150° C ± 3° C durante 1 000 h ± 1h. 6.13.1.3 Ensayo de exposición de corta duración.- Se preparan 2 tubos con 80 ml ± 1 ml de aceite de transformador y a uno de ellos se le agrega de 0.19 ml a 0.24 ml de agua destilada. El tubo que no contiene agua suministrará los datos de control. Se colocan 6 especímenes rectos de 203 mm ± 13 mm, no estirados de alambre magneto 18 AWG con esmaltado doble, en cada tubo, se sella los tubos y se colocan en el horno durante 24 h ± 05 h. Después de acondicionamiento durante 24 h, se sacan los tubos y se enfrían a temperatura ambiente antes de abrirlos. Después de retirar los especímenes, se inspecciona el espécimen en relación con la pérdida de integridad del esmalte. 6.13.1.4 Ensayo de exposición de larga duración.- Este procedimiento está destinado para un recipiente de 400 ml, que requiere aproximadamente 7 671 mm de alambre magneto con esmaltado doble, calibre 18 AWG. En la tabla 12 se presentan los componente del recipiente de presión en porcentaje del volumen del recipiente. TABLA 12.- Componentes del recipiente a presión Componente Volumen del recipiente Aceite de transformador Papel kraft Esmalte Acero 65 4 0,26 0,5 Se preparan 10 especímenes de pares dieléctricos trenzados, de acuerdo con el numeral 6.7.1.2; 5 especímenes de flexibilidad alargados por estiramiento brusco al 20 % y enrollados en un mandril de 3 D, de acuerdo con el numeral 6.2.1.1, y 5 especímenes estirados hasta el 10% de acuerdo con el numeral 6.4.1.1. El recipiente de presión debe contener las muestras de alambre ya preparadas y los componentes numerados en la tabla 2. Se seca una cantidad de líquido aislante, más del 65% del volumen total del recipiente de presión, se calienta a 110° C ± 3° C, se mantiene a esta temperatura durante 300,5 minutos y luego se extrae el aire mediante un sistema de vacío a 15µm ± 0,5 µm de mercurio durante 101 minutos. Se deben procesar los líquidos dieléctricos que se vaporizan fácilmente con desgasificación controlada. El recipiente limpio que contiene los especímenes el papel kraft y el metal se colocan en un horno a 105° C ± 3° C durante 24 h ± 5 h, hasta que se sequen y luego se colocan en el sistema de vacío a 45 µm ± µm de mercurio durante 10 minutos ± 1 minuto. Se abre el recipiente de presión mientras está caliente todavía, y se agrega con cuidado el líquido aislante desaireado y seco. Es necesario asegurarse de que todos los materiales estén sumergidos en el líquido aislante. Se tapa el recipiente y se extrae el aire que está sobre el aceite, o se extrae y se llena con nitrógeno u otra atmósfera inerte y se sella. El sistema sellado se envejece en el horno a 150° C ± 3° C durante 1 000 h ± 10 h. (Continúa) -26- 2002-035 NTE INEN 2 344 2004-03 Al finalizar las 1 000 horas se enfría el recipiente de presión a temperatura ambiente y se saca la mitad de los especímenes dieléctricos, uno a la vez, y se ensayan hasta que se produzca la falla. Se retira el resto de los especímenes dieléctricos del recipiente, se secan durante 30 (+ 5, - 0) minutos a 125° C ± 3° C y se ensaya hasta que ocurra la falla. (Nota 2). Se retiran los especímenes de flexibilidad y elongación del recipiente de presión, se limpia el exceso de aceite y se inspecciona visualmente para determinar la presencia de defectos en el aislamiento. 6. 14 Extracción del refrigerante 22 Advertencia: Peligro Mecánico.- Antes de su uso, se debe revisar el interruptor de control de "sobrepresión", para verificar que funciona adecuadamente. Peligro Químico.- Las sustancias químicas usadas en este ensayo han sido clasificadas como peligrosas por las agencias regulatorias. Las rutas de exposición primarias son a través de absorción e inhalación. Se deben seguir las instrucciones que se presentan en las hojas de seguridad para materiales para el manejo, uso y desecho seguros de estas sustancias. 6.14.1 Esmaltado 6.14.1.1 Preparación de los especímenes.- Ocho especímenes de alambre con esmaltado doble, 18 AWG, cada uno con 0,6 g ± 0,1 g de aislamiento, se deben envolver para formar rollos de 70 vueltas. Los rollos se deben recocer en un horno de corriente forzada a 150° C ± 3° C durante 15 (+ 1, - 0 ) minutos, se enfrían a temperatura ambiente y se lavan muy bien en triclorotrifluoroetano (R-113 sin aceite), y se secan en un horno de aire forzado a 150° C ± 3° C durante 15 ( +1, -0) minutos. Después del enfriamiento durante 30 (+5, -0) minutos, los 8 rollos deben pesar juntos con aproximación a 0, 0001 g. El peso combinado de los 8 especímenes debe ser el peso inicial total. 6.14.1.2 Acondicionamiento ambiental.- Los 8 especímenes se deben colocar en una copa sifón Wiley de 450 ml (véase figura 7) y se suspenden de la bobina condensadora (véase figura 8) en la parte superior de un recipiente a presión de 2 000 ml (20,7 MPA) 25 mm ± 6 mm por debajo del condensador. El recipiente a presión se debe ensamblar y cargar con 700 g ± 25g de monoclorodifluorometano (refrigerante 22). El recipiente se debe colocar en un sistema de calentamiento controlado, y la línea de drenaje y suministro de agua del condensador deben estar conectados apropiadamente. (Nota 4). La temperatura del sistema de calentamiento controlado y del flujo de agua que corre por el condensador se deben ajustar para mantener una taza de reflujo de 20 a 25 descargas de copa por hora, durante seis horas. La presión del autoclave se debe mantener como mínimo en 0,4 MPa por debajo de la presión crítica del R-22 (4,98 MPa). Después de completar la extracción, el recipiente de presión se debe retirar de la fuente de calor y enfriar con dióxido de carbono sólido (hielo seco) para licuar el refrigerante. _____________________________ NOTA 2.- La degradación hidrolítica o absorción de agua puede causar pérdida de resistencia de ruptura dieléctrica de las películas aislantes. Si solamente ocurre absorción, al secar los especímenes antes de la medición dieléctrica, se producirá una recuperación en la rigidez dieléctrica. NOTA 3.- Debido a consideraciones ambientales, se pueden proponer refrigerantes alternos para reemplazar el R-22. Estos materiales alternativos pueden tener diferentes parámetros, por ejemplo: temperatura crítica, y no pueden sustituir directamente el R22 en el método de ensayo descrito abajo. Con toda probabilidad, se necesitarán diferentes requisitos de tiempo y temperatura para completar el procedimiento satisfactoriamente. Para obtener información adicional, se deberá establecer contacto con el fabricante del refrigerante o el del alambre magneto. NOTA 4.- Se recomienda que el sistema de calentamiento esté equipado con un dispositivo diseñado para desactivar el sistema cuando la presión dentro del recipiente de presión alcanza un valor establecido. Además, para protección adicional, merece considerarse un dispositivo diseñado para desactivar el sistema de calentamiento cuando se interrumpe el flujo de agua a través del devanado del condensador. (Continúa) -27- 2002-035 NTE INEN 2 344 2004-03 6.14.1.3 Recolección de residuos.El recipiente de presión se debe descargar y abrir cuidadosamente. Los rollos y la copa sifón se deben enjuagar con triclorotrifluoroetano (R-113 sin aceite) y el enjuague se vierte en el recipiente de presión. El refrigerante se debe evaporar lentamente hasta dentro de 6 mm del fondo del recipiente. Las paredes del recipiente de presión se deben lavar con dos enjuagues sucesivos de 100 ml cada uno de cloruro de metileno. Los solventes se deben evaporar debajo de una campana o en un área bien ventilada hasta dentro de 6 mm del fondo del recipiente. Entonces la muestra líquida se debe transferir a un plato de pesaje de aluminio, tarado y presecado, usando un enjuague compuesto por 15 ml de cloruro de metileno. El líquido se debe evaporar hasta la sequedad a 150° C ± 3° C durante 60 (+5, -0) minutos, y luego se debe enfriar a temperatura ambiente en un desecador. 6.14.1.4 Determinación de los resultados.- El plato de aluminio, con un residuo, se debe pesar con aproximación a 0,0001 g. El peso inicial tarado del plato de aluminio se debe restar. La diferencia es el peso total del residuo de los rollos originales. El aislamiento se debe retirar de los rollo originales con un medio químico adecuado que no dañe el conductor, y los conductores desnudos se deben secar durante 15 (+1, -0) minutos a 150°C ± 3°C. Los conductores se deben enfriar a temperatura ambiente en un desecador y se deben pesar inmediatamente con aproximación a 0,0001g. La suma de los pesos de los rollos es el peso total del conductor. Los extraíbles en porcentaje deberán ser calculados de la manera siguiente: Porcentaje extraíbles = peso total del residuo x100 peso inicial total − peso total del conductor 6.15 Dieléctrico retenido después de acondicionamiento con refrigerante 22 Advertencia: Peligro Mecánico.- Antes de su uso, se deberá revisar el interruptor de control de "sobrepresión" para verificar que funcione adecuadamente. Peligro Químico.- Las sustancias químicas usadas en este ensayo han sido clasificadas como peligrosas por las agencias regulatorias. Las rutas primarias de exposición son por absorción e inhalación. Se deben seguir las instrucciones de las hojas de seguridad para materiales para el uso, manejo y desecho de estos materiales. Es necesario contar con ventilación adecuada, ya que se puede generar gas ozono durante el ensayo de rigidez dieléctrica 6.15.1 Esmaltado.- Se deben preparar 5 pares trenzados de alambre con esmaltado doble 18 AWG, y se deben acondicionar en un horno de corriente forzada a 150°C ± 3°C durante 4 h (+5, -0) minutos. Los especímenes acondicionados se deben cargar en un recipiente de presión, con una capacidad de 2 000 ml, un diámetro interno de aproximadamente 100mm y una capacidad de presión de mínimo de 20, 7 MPa. El recipiente de presión cargado se debe sellar, pesar y evacuar a 200 mm ± 20 mm de mercurio. Entonces se debe llenar el recipiente de presión con 1,4kg ± 50g de refrigerante 22. El recipiente de presión cargado se debe calentar para obtener una lectura del manómetro de 4,20 MPa ± 0,35 MPa. La presión se debe mantener durante 72h ± 1h y después de este tiempo el recipiente de presión se debe retirar de la fuente de calor y los refrigerantes se deben liberar cuidadosamente. Cuando la presión del recipiente de presión alcanza 0,07 MPa, se debe destapar y los pares trenzados se deben transferir, en un lapso máximo de 60s, a un horno con corriente forzada a 150°C ± 3°C. Los especímenes deben permanecer en el horno durante 10 (+1,-0) minutos. Después de sacar los especímenes del horno y enfriarlos a temperatura ambiente, la rigidez dieléctrica de los pares trenzados se deben medir de acuerdo con el numeral 6. 1. 6. 3. Las 5 lecturas se deben registrar y promediar. (Continúa) -28- 2002-035 NTE INEN 2 344 6.16 2004-03 Adhesión 6.16.1 Esmaltado 6.16.1.1 Preparación de los especímenes a) Calibres 18 AWG y 26 AWG.- Se debe seleccionar el mandril apropiado de la tabla 13 y se debe rociar con un agente liberador adecuado. El alambre se debe desenrollar del extremo del carrete, mientras se enrolla una capa sencilla de alambre de 76 mm sobre el mandril preparado, con una tensión de enrollado que no supere la que se presenta en la tabla 13. El rollo y el mandril se deben montar verticalmente en un soporte adecuado con el extremo libre del rollo en la parte superior. El peso de adhesión especificado en la tabla 13 se debe colocar sobre el rollo montado verticalmente, proporcionando una fuerza descendente durante la adhesión. Se deben preparar 3 rollos. b) Calibre 36 AWG.- El mandril apropiado se debe seleccionar de la tabla 13 y se debe rociar con un agente liberador adecuado. El alambre se debe desenrollar en el extremo del carrete, a medida que se forma un rollo de 50 vueltas continúas sobre el mandril preparado. Los rollos y el mandril se deben montar verticalmente sobre un soporte adecuado. El peso de adhesión especificado en la tabla 13, se debe colocar sobre los rollos montados verticalmente como se describe en el numeral 6.2.7.1. Se deben preparar 3 rollos. 6.16.1.2 Adhesión con calor y solvente a) Adhesión en calor. Calibres 18, 26 y 36 AWG.- El ensamble del soporte se debe colocar en un horno de aire forzado durante un h (+5,-0) minutos a 150°C ± 3°C. El ensamble se debe retirar del horno y enfriar a temperatura ambiente. Los rollos se retiran de los mandriles, se inspeccionan para determinar la presencia de roturas o daño físico y se ensayan de acuerdo con el numeral 6.2.7.3. b) Adhesión con solvente. Calibres 18, 26 y 36 AWG.- El espécimen se debe sumergir en un solvente especificado durante 5 minutos aproximadamente. El rollo adherido se debe colocar inmediatamente en el soporte con el peso de adhesión especificado en la tabla 13 y se debe dejar secar durante 1 h (+1, -0) minutos a temperatura ambiente. Los rollos se deben retirar de los mandriles, se deben secar durante 15 (+1, -0) minutos a 100°C ± 3°C, se deben inspeccionar para determinar si hay roturas o daño físico, y se deben ensayar de acuerdo con el numeral 6.2.7.3. 6.16.1.3 Procedimiento de ensayo de adhesión. a) Calibres 18 AWG y 26 AWG.- Cada rollo de ensayo de 76mm se debe colocar en un dispositivo de ensayo idéntico al que se ilustra en la figura 9, en relación con todas las dimensiones y radios presentados. El peso de ensayo apropiado, como se ilustra en la tabla 13, debe ser la carga total que se va aplicar al centro del rollo, que incluye el borde de la cuchilla, el soporte y el peso agregado. La carga se debe descender en forma suave y dejar colgando durante 5s. b) Calibre 36 AWG.- Cada rollo se debe colgar por uno de sus extremos, con el peso indicado en la tabla 13. Al colocar la carga, se debe evitar cualquier golpe adicional. El peso se debe dejar colgando durante 5 s. Se debe ignorar la separación de la primera o última vuelta. _________________ NOTA 5.- Debido a consideraciones ambientales, se pueden proponer refrigerantes alternos para reemplazar el R-22. Estos materiales alternativos pueden tener diferentes parámetros, por ejemplo: temperatura crítica, y no pueden sustituir directamente el R22 en el método de ensayo descrito abajo. Con toda probabilidad, se necesitarán diferentes requisitos de tiempo y temperatura para completar el procedimiento satisfactoriamente. Para obtener información adicional, se deberá establecer contacto con el fabricante del refrigerante o el del alambre magneto. (Continúa) -29- 2002-035 NTE INEN 2 344 2004-03 TABLA 13.- Parámetros de ensayo Tamañ o del mandril Tensiones máximas de Enrollado AWG mm Gramos newtons 18 26 36 6,35 3,99 0,99 1 220 200 12,2 12,0 2,0 0,12 Peso de adhesión Adhesión después del calor Adhesión después del solvente gramo s newtons kg newtons kg Newtons 408,0 76,0 15,25 4,00 0,75 0,15 9,0 1,6 0,025 88,3 15,7 0,25 4,5 0,80 0,0122 44,1 7,85 0,12 6.17 Resistencia térmica 6.17.1 Esmaltado 6.17.1.1 Especímenes.- La asignación de clases térmicas se debe basar en ensayos realizados sobre especímenes no barnizados de alambre redondo 18 AWG con esmalte doble, preparados de acuerdo con la norma ASTM D 2307. Se permite el uso de alambre calibre 28 AWG como sustituto del 18 AWG en donde el intervalo de calibre de la norma esté limitado a 25 AWG y más finos. 6.17.1.2 "Punto final".- El "punto final" escogido para los propósitos de esta norma es 20 000 horas. Esto significa que la gráfica de los datos de ensayo que se obtienen cuando se sigue el procedimiento presentado en la norma ASTM D 2307 debe mostrar una vida extrapolada para el alambre de 20 000 horas o más en la clase térmica nominal o por encima de ella. La filosofía establecida en la norma ANSI/IEEE Std 1 se siguió al establecer el punto final en 20 000 horas. La vida de ensayo del espécimen que se evalúa no debe ser menor de 5 000 horas a 20° C por encima de la clase térmica nominal. 6.18 Resistencia al raspado 6.18.1 Esmaltado (calibres 10 a 30 AWG).- La prueba de raspado se debe realizar como se indica a continuación, en una máquina similar a la que se ilustra en la figura 10. 6.18.1.1 Máquina.- La máquina debe proporcionar una acción de raspado en una dirección solamente a lo largo del eje longitudinal del alambre esmaltado que se va a ensayar, a una taza de 400 mm ± 10%, por minuto. El dispositivo de raspado pesado debe contener un alambre de acero inoxidable, o una aguja, localizados entre dos mordazas que sujetan el alambre o aguja rígidamente, sin alabeo ni curvatura, en ángulo recto a la dirección del golpe. La máquina debe aplicar en forma automática una fuerza creciente de rayado mediante el movimiento del dispositivo de raspado, a lo largo de un brazo de carga con pivote, cuyo borde inferior está graduado para suministrar un factor multiplicador. La máquina debe estar equipada con dos mordazas de agarre ajustables que se pueden graduar a 120° para girar el espécimen, y con una quijada fija que se puede ajustar para sostener los especímenes. (Continúa) -30- 2002-035 NTE INEN 2 344 2004-03 La máquina debe estar equipada con un circuito de corriente eléctrica que limita la corriente a 2,00mA, a 7,5V± 1,5V entre el conductor y el alambre de acero o aguja. El circuito debe estar diseñado de manera que se detecte la falla del esmaltado y la máquina se detenga cuando se retire el esmaltado y el conductor quede expuesto 3mm aproximadamente. 6.18.1.2 Procedimiento de ensayo.- Se debe limpiar bien el espécimen de alambre esmaltado con un paño limpio y se debe colocar en la máquina y estirarlo por elongación máxima del 1% para enderezarlo. El espécimen se debe asegurar en las mordazas y la quijada fija se debe ajustar para que haga contacto con la parte inferior del mismo. Se debe aplicar una carga inicial de aproximadamente el 90% del valor mínimo de gramos/falla, especificado en el capítulo 5, al brazo de carga. Este dispositivo inicial se debe bajar suavemente sobre la superficie del recubrimiento y se debe comenzar la acción del raspado. Esta continuará hasta que el conductor quede expuesto y la máquina se detenga. El factor multiplicador al cual la máquina se apaga, se debe leer de la escala en el brazo de carga. El producto de este factor y la carga inicial aplicada se debe registrar como el valor gramos/falla. El procedimiento de ensayo se debe repetir 2 veces, graduando las mordazas que sostienen al alambre a 120° y 240° de su posición original y se debe registrar esta información. Entonces se debe promediar los 3 valores de gramos/falla. (Continúa) -31- 2002-035 NTE INEN 2 344 2004-03 APENDICE Z Z.1 DOCUMENTOS NORMATIVOS A CONSULTAR Norma Técnica Ecuatoriana NTE INEN 2 175:2000 Norma UL 1 581: Norma ASTM B-33: Norma ASTM B-189: Norma ASTM B-298: Norma ASTM B-355: Alambres de cobre blando o recocido de sección circular para uso eléctrico. Requisitos Reference Standard for Electrical Wires, Cables and Flexible Cords. Underwriters Laboratories Inc. Northbrook USA. 1998. American Society For Testing and Materials. Philadelphia USA. 1999 American Society For Testing and Materials. Philadelphia USA. 1999 American Society For Testing and Materials. Philadelphia USA. 1999 American Society For Testing and Materials. Philadelphia USA. 1999 Z.2 BASES DE ESTUDIO Norma NEMA MW 1 000: Magnet Wire. National Electrical Manufacturers Association. Washington, DC. 1993. -32- 2002-035 INFORMACIÓN COMPLEMENTARIA Documento: TITULO: ALAMBRES MAGNETO. REQUISITOS. Código: NTE INEN 2 344 EL 02.02-412 ORIGINAL: REVISIÓN: Fecha de iniciación del estudio: Fecha de aprobación anterior por Consejo Directivo 1999-02 Oficialización con el Carácter de por Acuerdo No. de publicado en el Registro Oficial No. de Fecha de iniciación del estudio: Fechas de consulta pública: de Comité Interno: Fecha de iniciación: 2002-03-21 Integrantes del Comité Interno: a Fecha de aprobación: 2002-03-21 NOMBRES: INSTITUCIÓN REPRESENTADA: Dr. Ramiro Gallegos (Presidente) DIRECTOR TÉCNICO DEL AREA DE SERVICIOS TECNOLÓGICOS DIRECTOR TÉCNICO DEL AREA DE NORMALIZACIÓN DIRECTOR TÉCNICO DEL AREA DE VERIFICACIÓN DIRECTOR TÉCNICO DEL AREA DE CERTIFICACIÓN REGIONAL CHIMBORAZO Ing. Gustavo Jiménez Ing. Enrique Troya Ing. Guido Reyes Ing. Guillermo Layedra (Secretario Técnico) Otros trámites: El Consejo Directivo del INEN aprobó este proyecto de norma en sesión de 2004-01-15 Oficializada como: Voluntaria Registro Oficial No. 287 de 2004-03-08 Por Acuerdo Ministerial No. 04 077 de 2004-02-11 Instituto E c u a toria no d e N orma liz a c ión, IN E N - B a q u e rizo Mor e no E 8-29 y A v. 6 d e Dic ie mb r e C a silla 17-01-3999 - T e lfs: (593 2)2 501885 a l 2 501891 - F ax: (593 2) 2 567815 Dir e c c ión G e n e r a l: E-Ma il:furr e st a @ in e n.g ov.e c Á r e a T é c nic a d e N orma liz a c ión: E-Ma il:norma liz a c ion @ in e n.g ov.e c Á r e a T é c nic a d e C e rtific a c ión: E-Ma il:c e rtific a c ion @ in e n.g ov.e c Á r e a T é c nic a d e V e rific a c ión: E-Ma il:v e rific a c ion @ in e n.g ov.e c Á r e a T é c nic a d e S e rvic ios T e c noló gic os: E-Ma il:in e n c a ti @ in e n.g ov.e c R e gion a l G u a y a s: E-Ma il:in e n g u a y a s @ in e n.g ov.e c R e gion a l A zu a y: E-Ma il:in e n c u e n c a @ in e n.g ov.e c R e gion a l C himb or a zo: E-Ma il:in e nrio b a mb a @ in e n.g ov.e c U RL:w w w.in e n.g ov.e c
 0
0
Anuncio
Documentos relacionados




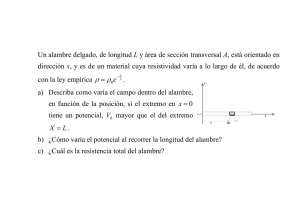
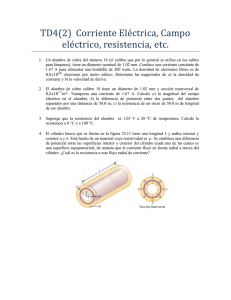
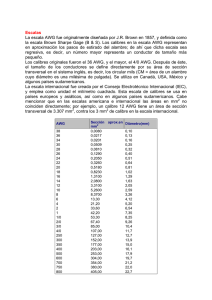
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados