Lo más destacado del Estudio de Rebobinado EASA/AEMT
Anuncio

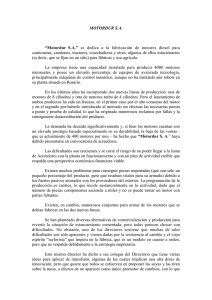
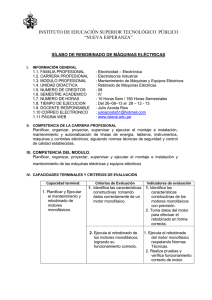
Lo más destacado del Estudio de Rebobinado EASA/AEMT El Efecto de la Reparación/Rebobinado en la Eficiencia del Motor Introducción Los motores eléctricos consumen a nivel mundial dos tercios de la energía eléctrica empleada en las aplicaciones industriales/ comerciales–generando sólo en Europa y Estados Unidos, unos costos anuales de más de 100 billones de dólares (U.S.). A pesar que el coste de la energía consumida por los motores durante su vida útil, generalmente excede muchas veces su valor de compra original, los fallos de los motores pueden llegar ser aún más costosos–en pérdidas de producción, incumplimiento de fechas de entrega y en clientes inconformes. Claramente, las industrias necesitan un mantenimiento efectivo de sus motores y estrategias de gestión que les ayuden a minimizar la compra de motores nuevos y los costos de operación, evitando al mismo tiempo los fallos inesperados de los motores. Los usuarios más experimentados saben desde hace mucho tiempo que reparando o rebobinado sus motores en centros de servicio calificados, reducen los gastos y aseguran la confiabilidad de operación de sus motores. Pero los elevados costos de la energía han generado dudas acerca de la eficiencia energética de los motores reparados/rebobinados. Para responder a esas preguntas, la Electrical Apparatus Service Association (EASA) y la Association of Electrical and Mechanical Trades (AEMT), estudiaron los efectos de la reparación/rebobinado en la eficiencia del motor, como lo explicamos brevemente a continuación. El informe completo (El Efecto de la Reparación/ Rebobinado en la Eficiencia del Motor), incluye el “Estudio de Rebobinado EASA/AEMT” y la “Guía de Buenas Prácticas para Conservar la Eficiencia del Motor” [1]. Antecedentes Simples, robustos y eficientes, los motores eléctricos de inducción generalmente convierten el 90-95% de la potencia eléctrica de entrada en trabajo mecánico. Aún así, dada la enorme cantidad de energía que utilizan, incluso un pequeño cambio de su eficiencia puede llegar a causar un gran impacto en los costos de operación. En los años recientes, debido al alza de los costos de energía y la creación de normas energéticas se han obtenido mejoras significativas en la eficiencia de los motores. En los Estados Unidos, la Energy Policy Acts de 1992 (EPAct) impuso los niveles mínimos de eficiencia para motores de propósito general con potencias comprendidas entre 1 y 200 hp [Nota: En 2007 la Energy and Security Act (EISA) elevó estos valores mínimos a los niveles Premium establecidos por NEMA y al mismo tiempo amplió el alcance de los motores afectados]. Resultados similares se están produciendo en Europa a raíz de acuerdos voluntarios suscritos entre los fabricantes de motores y la comisión europea (CE). Mientras tanto, son más frecuentes las quejas que los trabajos de reparación/rebobinado causan inevitablemente que la eficiencia de los motores disminuya. Si nos basamos en gran parte de una serie de estudios antiguos, principalmente de motores pequeños (hasta 30 hp/22.5 kW), encontramos con frecuencia que dichos estudios afirman que cuando se rebobina un motor su eficiencia disminuye entre un 1-5 %–y aún más si es rebobinado varias veces [2-6]. Esta mala interpretación persiste a pesar de que existen evidencias de lo contrario, proporcionadas por un reciente estudio de energía avanzado [7]. En este contexto, al evaluar la confiabilidad y la eficiencia de los motores adquiridos o reparados por los usuarios, la toma de decisiones puede resultar difícil. Objetivos del estudio El objetivo principal del estudio EASA/AEMT fue el de determinar el impacto del rebobinado/reparación en la eficiencia de los motores de inducción, realizando pruebas independientes antes y después de los trabajos, incluyendo los efectos causados por las siguientes variables: • Controles específicos de los procedimientos • Temperatura de quemado • Número de rebobinados • Configuración del bobinado y llenado de las ranuras • Daño físico (mecánico) en el núcleo del estator • Diseños de baja tensión vs diseños de media tensión • Prácticas para lubricar los rodamientos Otro de los objetivos fue el de identificar procedimientos que degradan, ayudan a conservar o incluso mejorar la eficiencia de los motores rebobinados y escribir la “Guía de Buenas Prácticas para Conservar la Eficiencia del Motor” [1]. El objetivo final fue el de intentar correlacionar las pruebas de pérdidas en el núcleo dinámicas con las pérdidas en el núcleo estáticas. Los resultados de las pruebas realizadas por EASA/AEMT en la Universidad de Nottingham (UK) demostraron que los métodos de reparación que emplean buenas prácticas, conservan la eficiencia dentro de un rango de precisión que se puede medir con los procedimientos de prueba industriales convencionales (± 0.2%) y en algunos casos se puede mejorar. El siguiente informe también identifica los procesos de reparación que emplean buenas prácticas y proporciona gran cantidad de información de soporte. Alcance de los productos evaluados El estudio EASA/AEMT se centró en 22 motores de inducción nuevos con un rango de potencias comprendidas entre 50-300 hp/37.5-225 kW). Se escogió este rango de potencias ya que generalmente estos motores se rebobinan con más frecuencia que los motores pequeños mencionados en estudios anteriores [2-6]. Otras de las características de los motores sometidos a pruebas son: • Baja y media tensión • Diseños IEC y NEMA • Carcasas abiertas a prueba de goteo (IP 23) y totalmente cerradas enfriadas por ventilador (IP 54) • 2 & 4 polos Para verificar los resultados de los estudios previos, se comprobó también la eficiencia de dos motores pequeños (7.5 hp/5.5 kW), mediante pruebas realizadas antes y después de varios ciclos de quemado. Procedimiento para probar la eficiencia del motor Instalaciones de prueba y protocolo de pruebas independiente. La eficiencia de cada motor se probó de forma separada a 50 y 60 hz, en las instalaciones de la Universidad de Nottingham (UK), antes y después del rebobinado y de acuerdo con la IEEE Std.112B [8], utilizando un centro de pruebas con dinamómetro Copyright © 2003-2016, Electrical Apparatus Service Association, Inc. 1 Lo más destacado del Estudio de Rebobinado EASA/AEMT Figura 1. Instalaciones de Prueba de la Universidad de Nottingham. Detector de voltaje del suministro de C.C. de prueba Medidor de resistencia y enclavamiento para desconexión de red Analizador de Potencia Norma D6000 Motor bajo prueba Maquina C.C. de carga Campo Par Velocidad Alternador Armadura Motor sincrónico Máquina C.C. Controlador de campo de la máquina de carga Señal de velocidad Señal de Controlador de corriente par y velocidad de la máquina de carga Campo Regulador automático de voltaje (ver Figura 1) y una instrumentación que excede los requisitos exigidos por la norma. Cada motor fue probado, rebobinado y vuelto a probar, al menos una vez; algunos motores fueron rebobinados y probados en dos o tres ocasiones. Validación de los procedimientos de prueba. Para verificar la precisión de los instrumentos de prueba y los procedimientos a utilizar, se realizaron pruebas inter-laboratorio de la eficiencia (round-robin efficiency test). Primero en la Universidad de Nottingham y después en tres lugares diferentes: U.S. Electrical Motors (St. Louis, Missouri); Baldor Electric (Fort Smith, Arkansas) y Oregon State University (Corvallis, Washington)*. Cada una de las instalaciones probó el motor a 50 y 60 Hz empleando el procedimiento establecido en la IEEE Std.112 B y el método de segregación de pérdidas (en vacio y a plena carga). Para su comparación, las eficiencias también fueron calculadas de acuerdo con la norma europea BS EN 60034-2 [9]. Resultados comparables con estos, obtenidos previamente en pruebas inter-laboratorio realizadas por miembros de la National Electric Manufacturers Association (NEMA), también confirmaron que el protocolo de prueba estaba conforme con las prácticas industriales y no estaba desviado por el método de evaluación. *Nota: Las pruebas inter-laboratorio demostraron que los resultados de las pruebas pueden verse afectados si se consideran en conjunto factores como el voltaje de la red, los procedimientos empleados para repetir las pruebas y la instrumentación. Resultados de las pruebas de eficiencia en motores rebobinados Grupos de prueba. Los 22 motores nuevos del estudio se dividieron en grupos basados en las variables de prueba. Como ya lo mencionamos previamente, también se probaron dos motores 2 Inversor C.A. de 7.5 hp (5.5 kW), antes y después de varios ciclos de quemado. • Grupo A. Estos motores fueron rebobinados después de quemarlos en un horno a una temperatura controlada de 660ºF (350ºC) pero sin emplear ningún control específico de los procedimientos utilizados para desmantelar y rebobinar los motores. • Grupos B, C y D. Estos motores se rebobinaron después de ser quemados en un horno a una temperatura de 680-700ºF (360370ºC) empleando métodos estrictamente controlados para desmantelar/limpiar los bobinados y en los procedimientos de rebobinado (ej. espiras/bobina, longitud media de la espira y la sección del conductor). Basados en sus efectos positivos (Figura 2), estos controles constituyen la base de la “Guía de Buenas Prácticas” que hace parte del informe completo. [1] La Tabla 1 muestra los rangos de voltaje, los rangos de potencia, el número de pruebas/ciclos de rebobinado y el cambio de eficiencia promedio de los motores de cada grupo. Interpretación de los resultados de las pruebas Como se puede apreciar en la Tabla 1, el estudio de rebobinado/ reparación EASA/AEMT determinó que al emplear los métodos de reparación que utilizan las buenas prácticas identificadas por el estudio, la eficiencia original de los motores rebobinados se conserva dentro de un rango de precisión que permite medirla utilizando el método de prueba de la norma IEEE Std.112B (+-0.2%) y en algunos casos es posible mejorarla. Los resultados de las pruebas para todos los grupos también estuvieron dentro del rango de desviación de las pruebas interlaboratorio iniciales, indicando que los procedimientos de prueba concordaban con las prácticas industriales aprobadas (ver “Validación de los procedimientos de prueba”). Copyright © 2003-2016, Electrical Apparatus Service Association, Inc. Lo más destacado del Estudio de Rebobinado EASA/AEMT Tabla 1. Resultados de las Pruebas de Eficiencia de los Diferentes Grupos de Motores Reparados/Rebobinados en el Estudio EASA/AEMT Procedimientos controlados al desmantelar y rebobinar Grupo Cantidad de motores Rango de Voltaje Rango de potencias A 6 Bajo 100 - 150 hp (75 - 112 kW) No B 10** Bajo 60 - 200 hp (45 - 150 kW) C1a 3 Bajo (alambre redondo) C1b 2 C2 D Temperatura controlada de quemado Ciclos de quemado Nº rebobinados Cambio de eficiencia promedio 660°F (350°C) 1 1 -0.4% (rango -0.3 a -0.5%)* Sí 680 - 700°F (360 - 370°C) 1 1 -0.3% (rango +0.2 a -0.2%)** 100 - 200 hp (75 - 150 kW) Sí 680 - 700°F (360 - 370°C) 3 3 -0.1% (rango +0.7 a -0.6%) Bajo (alambre redondo 100 - 200 hp (75 - 150 kW) Sí 680 - 700°F (360 - 370°C) 2 2 -0.1% (rango +0.7 a -0.6%) 2 Bajo (alambre redondo 7.5 hp (5.5 kW) Sí 680 - 700°F (360 - 370°C) 3 1 +0.5% (rango +0.2 a +0.8%) 1 Medio (pletina-alambre redondo) 300 hp (225 kW) Sí 680 - 700°F (360 - 370°C) 1 1 -0.2% * Inicialmente el Grupo A tuvo un cambio de eficiencia promedio de -0.6% (rango -0.3 a -0.5 %) debido a la lubricación inadecuada de los dos motores. Esta bajó a -0.4% (rango -0.3 a -0.5%) al corregir el problema. ** En los resultados del Grupo B no se incluyó un motor ya que su aislamiento inter-laminar presentaba defectos de fábrica. 94.16 94.15 94.14 94.13 94.12 94.10 94.13 90 • Protocolo de Pruebas & Resultados EASA/AEMT (Parte 20 Después del rebobinado 30 Antes del rebobinado 40 Después del rebobinado 50 Antes del rebobinado Porcentaje de eficiencia 80 60 10 0 Los resultados del estudio demuestran claramente que la eficiencia de un motor se puede conservar cuando los proveedores de reparación/rebobinado emplean los métodos descritos en la “Guía de Buenas Prácticas para Conservar la Eficiencia del Motor (Parte 2).” Listado parcial de la información de soporte proporcionada en el informe completo 100 70 Conclusión 94.16 93.32 93.75 93.8 93.7 93.6 93.5 93.4 93.3 93.2 93.1 93.0 Para obtener más información sobre el protocolo de prueba, los datos de prueba, los resultados, la “Guía de Buenas Prácticas para Conservar la Eficiencia del Motor,” los métodos de prueba del núcleo y una rica información de soporte, consulte El Efecto de la Reparación/Rebobinado en la Eficiencia del Motor [1]. Grupo A Grupo B Figura 2. Eficiencia promedio. 1). Incluye todos los datos de prueba y los detalles; explica los cálculos de las pérdidas del motor de la IEEE 112 método B; resume las diferencias entre las pruebas descritas en las normas IEC BS EN 60034-2 y la IEEE 112 y demuestra la eficacia de las pruebas comunes empleadas para determinar si los procesos de reparación (especialmente el quemado del bobinado y su desmantelamiento) han afectado la eficiencia del motor. • Guía de Buenas Prácticas para Conservar la Eficiencia del Motor (Parte 2). Describe los métodos de reparación y los consejos empleados para obtener los resultados del estudio; Comenta las pérdidas que afectan la eficiencia del motor y explica las diferencias en las normas IEC e IEEE para el tratamiento de las pérdidas adicionales con carga. • Apéndice 4: Aceros eléctricos. Describe los diferentes tipos de aceros eléctricos, los barnices empleados para aislar las láminas de los núcleos del estator y el rotor y como las buenas prácticas de reparación pueden prevenir los daños. Copyright © 2003-2016, Electrical Apparatus Service Association, Inc. 3 Lo más destacado del Estudio de Rebobinado EASA/AEMT • Apéndice 5: ¿Reparar o Reemplazar? Proporciona exhaustiva información y gráficos/diagramas que ayudan a los usuarios finales y reparadores a decidir cuándo es mejor reparar o reemplazar un motor por otro nuevo con mayor eficiencia, basándose en factores tales como: Horas de operación al año, disponibilidad de un motor de alta eficiencia de reemplazo, tiempos muertos y la confiabilidad. Referencias [1] “Good Practice Guide to Maintain Motor Efficiency,” The Effect of Repair/Rewinding on Motor Efficiency, St. Louis, MO, Electrical Apparatus Service Association, 2003. [2] William U. McGovern, “High Efficiency Motors for Upgrading Plant Performance,” Electric Forum 10, No. 2 (1984), pp. 14-18. [3] Roy S. Colby and Denise L. Flora, Measured Efficiency of High Efficiency and Standard Induction Motors, North Carolina State University, Dept. of Electrical and Computer Engineering (IEL), 1990. [4] D.H. Dederer, “Rewound Motor Efficiency,” Ontario Hydro Technology Profile, Ontario Hydro, Nov. 1991. [5] Markus Zeller, “Rewound High-Efficiency Motor Performance,” Guides to Energy Management, BC Hydro, 1992. [6] “Rewound Motor Efficiency,” TP-91-125, Ontario Hydro, 1991. [7] “The Effect of Rewinding on Induction Motor Losses and Efficiency,” Advanced Energy, EEMODS 02, 2002. [8] IEEE Std. 112-2004: Standard Test Procedure for Polyphase Induction Motors and Generators, New York, NY, Institute of Electrical and Electronics Engineers, 2004. (Nota: Durante el estudio, la edición vigente de la norma era la 112-96.) [9] IEC Std. 60034-2-1: Rotating Machines–Part 2: Methods for Determining Losses and Efficiency for Rotating Electrical Machinery From Tests (Excluding Machines for Traction Vehicles), Geneva, Switzerland, International Electrotechnical Commission, 2007. (Nota: Durante el estudio la edición vigente de la norma era la de 1996.) Descargue el informe completo (incluyendo el “Estudio de Rebobinado EASA/AEMT” y “Buenas Prácticas para Conservar la Eficiencia del Motor”) en el Efecto de la Reparación/Rebobinado en la Eficiencia del Motor. 4 Electrical Apparatus Service Association, Inc. • 1331 Baur Blvd. • St. Louis, MO 63132 USA 314-993-2220 • Fax: 314-993-2220 • www.easa.com • [email protected]