Eliminación Sistémica del Desperdicio con un Enfoque Concurrente
Anuncio

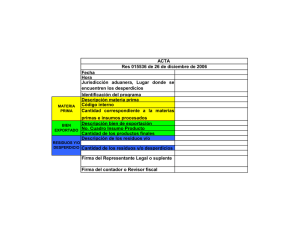
ELIMINACIÓN SISTÉMICA DEL DESPERDICIO CON UN ENFOQUE CONCURRENTE Arraiz B, Susan N; Zambrano D, Frainleth D Escuela de Ingeniería Industrial, Facultad de Ingeniería, Universidad de Carabobo Valencia, Estado Carabobo, Venezuela email: [email protected] Resumen: La investigación realizada durante el proceso de puesta en marcha de una fábrica de tubos, se efectuó por medio de la aplicación de la Eliminación Sistémica de Desperdicio (ESIDE) como herramienta de mejora continua, manteniendo un enfoque concurrente. Para la selección del sistema de estudio y el análisis de los desperdicios se utilizaron indicadores de gestión, mapas mentales y de riesgos, en conjunto con otras herramientas asociadas con la mejora continua. Esta combinación permitió la detección de los elementos que afectan el desenvolvimiento productivo, por ejemplo: reducción en más del 40% del tiempo consumido durante la preparación balanceando las actividades y distribuyendo equitativamente las tareas, normalización de las tareas de limpieza, lubricación y orden, y por último, diseñando equipos e implementos de trabajo. Palabras Clave: ESIDE, ingeniería concurrente, desperdicios. SYSTEMATIC WASTE ELIMINATION WITH A CONCURRENT APPROACH Abstract: This research was a feasible project, applying the Waste Elimination System (ESIDE by its acronym in Spanish) as an improving tool, keeping a concurrent approach, and blending two useful theories associated with Industrial Engineering. For the selection of the studys approach and the waste analysis, management indicators were used, as well as mental and risks maps along with other tools related to continuous improvement. This combination allowed the detection of elements that hinder the production performance, such as: reduction of the time spent in preparation activities by more than 40%; balanced distribution of the various duties; standardization of cleaning, lubrication and order assignments. Changes were proposed regarding equipment and tools design. Key words: ESIDE, concurrent engineering, waste. INTRODUCCIÓN Entre un 50% y un 75% de las empresas dejan de existir durante los primeros tres años de vida en los países subdesarrollados [1]. Según Soriano [2] las principales razones del fracaso se orientan más a las propias Pymes y en particular, en la capacidad de gestión de sus responsables en relación a los procesos de producción y operaciones. En cualquier proceso de producción se debe hacer uso de materia prima, máquinas, mano de obra, tecnología, etc., estos elementos, debido a una inadecuada utilización y/o programación de los mismos, pueden contener desperdicios. En el tiempo esto ha implicado una lucha persistente de acciones de detección, prevención y eliminación. Para buscar cuáles son las causas que deterioran a las organizaciones en cada una de las actividades de gestión, se introduce el término Concurrente con la finalidad de relacionar al producto con el proceso y viceversa, ampliando así las posibilidades de continuar en el mercado. El presente trabajo establece un análisis de problemas que permiten detectar en su etapa de arranque las fallas que afectan al proceso, aplicando la Metodología de Eliminación Sistémica del Desperdicio (ESIDE) [3] [4], de acuerdo con los principios lógicos de la Ingeniería Concurrente, en una empresa dedicada a la terminación de las características físicas de los tubos petroleros. Los resultados que se presentan, muestran la validez del enfoque concurrente para la solución de problemas en etapas iniciales. Ingeniería y Sociedad UC. Vol. 3, No. 1 35 Ingeniería Concurrente y ESIDE La Ingeniería Concurrente (C.E.) es una estrategia que tiene como fin el estudio global y simultáneo de un sistema al momento del desarrollo del producto, de las necesidades del mercado, de los requisitos de calidad, de los medios y métodos de fabricación, así como también las ventas y servicios al cliente, es decir cubre todas las áreas de la empresa. Para comprender esta filosofía Domínguez y Espinosa [5] plantean que es necesario conocer el enfoque tradicional del diseño de productos. El mismo implica realizarlo aislado del proceso de manufactura, mientras que con la Ingeniería Concurrente (C.E.) se pretende diseñar simultáneamente producto y proceso, cubriendo etapas como: diseño, fabricación, montaje y distribución de forma paralela. En el caso del arranque de una nueva empresa, el modelo requiere del estudio de subfases que correlacionen de forma evidente las diferentes etapas del modelo, tomando en cuenta el registro de especificaciones del producto, la capacidad técnica para manejar la producción y las operaciones, normalización de las tareas, distribución equitativa de la carga de trabajo, errores en materia de seguridad, fallas en los controles internos (programación) y en el mantenimiento de equipos. Por ello se propone para el inicio de las empresas agregar una subfase o etapa llamada Pruebas, que se encarga de controlar las corridas iniciales de la fabricación del producto, en la que se permite detectar las posibles fallas que se puedan generar una vez alcanzada la estabilidad de las operaciones, tal como se puede observar en la Figura 1. consiste en una metodología práctica y sencilla, que propone la mejora de los métodos de trabajo a través de un enfoque sistémico a partir de la eliminación o reducción del desperdicio presente. Con este nuevo enfoque de la Ingeniería Concurrente junto a la metodología ESIDE se brinda la detección, prevención y minimización de los desperdicios en el proceso de producción para el inicio de las empresas, garantizando productos de calidad y satisfacción de los clientes. Descripción del Sistema Por petición de la empresa, en esta descripción se omitirá su identificación y razón social. La mencionada empresa se dedica a la terminación de las características físicas de los tubos petroleros utilizados en el sector de hidrocarburos. El proceso de producción se representa en la Figura 2 empleando un diagrama de bloque, en el cual se expone la secuencia de operaciones a través del recorrido por las diversas áreas. Figura 1. Propuesta de Ingeniería Concurrente para el Arranque de Nuevas Empresas Para la fase de Pruebas es necesario analizar y controlar generalmente el uso de los materiales, mano de obra, maquinaria y métodos. Una herramienta que proporciona esta función es la Eliminación Sistémica del Desperdicio, mejor conocida como ESIDE, la cual 36 Eliminación Sistémica del Desperdicio con un Enfoque Concurrente Arraiz B, Susan N; Zambrano D, Frainleth D Figura 2. Diagrama de Bloque del proceso llevado a cabo por la empresa La planta está reactivando sus actividades operacionales, por lo que han realizado corridas iniciales para el adiestramiento del personal, ajuste de máquinas, capacidad de respuesta de los equipos, ajuste de parámetros que intervienen en el proceso y velocidad de respuesta de los ensayos realizados en los laboratorios. Mediante la Ingeniería Concurrente y la aplicación de la Metodología ESIDE, se busca tener una visión integradora, utilizando indicadores de gestión tales como: porcentaje de reproceso, tiempo de puesta a punto, número de paradas no planificadas y condiciones inseguras, los cuales permiten evaluar y verificar cómo se encuentran las áreas más afectadas en fase de arranque. A través de entrevistas no estructuradas a los trabajadores pertenecientes al Departamento de Aseguramiento de la Calidad, además de la observación directa, se seleccionaron como áreas de estudio el Área de Forjado y Tratamiento Térmico, tal como se indica en la Figura 2. Impacto de los Elementos en el Sistema La ingeniería concurrente en su interés de unir esfuerzos orientados hacia el cliente, desarrolla un enfoque integrado entre el producto y el proceso. Dentro de la metodología ESIDE se realiza el análisis del impacto de los elementos como: mano de obra, espacio, actividades, producto, insumos y equipos/ herramientas, en indicadores de gestión, analizándose mediante la pregunta ¿Cuánto afecta el elemento al indicador? De esta manera se obtuvo que la maquinaria, mano de obra, métodos de trabajo y materiales son los elementos en los cuales se pueden encontrar las causas raíces de los problemas que afectan a la empresa en la fase de arranque. Los Desperdicios y sus Causas Con la identificación, cuantificación y análisis de los desperdicios en las áreas, se pretende reconocer formas de actuación que empleen una mínima cantidad de tiempo de la mano de obra, materiales, máquinas, herramientas, recursos económicos, entre otros, para así alcanzar una reducción de los costos de producción a través de la disminución de todo aquello que no agregue valor al sistema. A continuación se especifican, por elemento, los desperdicios que afectan a las áreas: en la maquinaria, los desperdicios son parada no planificadas y tiempo elevado de preparación y ajuste; en la mano de obra, son los movimientos inefectivos, condiciones que provocan fatiga, desplazamiento innecesario y condiciones inseguras; luego continúan los métodos de trabajo, que se ven afectados por los procedimientos no estandarizados, inventario de material en proceso, generación de reproceso y operación de preparación; por último se encuentra el elemento de materiales, el cual está afectado por el inventario de materia prima, inventario de tubos por procesar y equipo inadecuado para guardar los implementos de trabajo. Ahora es necesario conocer que motiva u origina la presencia de los desperdicios antes mencionados, para ello se utilizó la técnica de análisis ¿Por qué?. Bajo el formato de los Mapas Mentales, el ¿Por qué? es una manera de generar, registrar, organizar y asociar ideas tal como las procesa el cerebro humano para plasmarlas en un papel tal como lo menciona Sambrano y Steiner [6]. Dicha técnica varía de lo más sencillo a lo más complejo permitiendo plasmar y manejar las causas principales detectadas, que afectan los elementos de las áreas. Entre las causas encontradas al realizar dicho análisis se tiene: la falta de herramientas precisas para la ejecución de los cambios de puesta a punto, falta de otro conjunto armado (al momento del cambio de diámetro en el área de forjado), falta de organización y limpieza en las áreas de trabajo, inadecuada ejecución de las actividades de preparación, fallas en la comunicación, falta de normalización en las diferentes actividades de las áreas y diseño inadecuado de los equipos de almacenaje. Es necesario conocer estas causas para lograr productos y procesos de calidad que satisfagan las expectativas de los clientes. Análisis de las Condiciones Inseguras En cada área se ha identificado como desperdicio las condiciones inseguras, por la presencia de instalaciones y maquinaria que ponen en riesgo de sufrir un accidente a las personas que allí laboran. Para su análisis más profundo se emplea la herramienta de los Mapas de Riesgos que consiste en localizar, controlar, dar seguimiento y representar en forma gráfica, los agentes generadores de riesgos que ocasionan accidentes o enfermedades profesionales en el trabajo [7]; entre dichos riesgos se identificaron: ruido, atrapamientos por tubos, vibraciones, gases, vapores, incendios, caídas al mismo nivel, exposición a altas temperaturas y riesgos ergonómicos posturales, por mencionar aquellos que tienen un nivel mediano o alto. Para la representación gráfica de esta herramienta, cada riesgo tiene un símbolo asociado. En la Figura 3 se muestran aquellos identificados en el Área de Forjado. Ingeniería y Sociedad UC. Vol. 3, No. 1 37 Figura 3. Mapa de Riesgos del Área de Forjado. En oportunidades se desconoce la existencia de algún peligro por quienes están expuestos a los mismos, la aplicación de esta herramienta es importante porque permite un enfoque global en materia de seguridad en el trabajo. b) Análisis de las Actividades de Puesta a Punto Las actividades de puesta a punto se analizaron mediante la herramienta gráfica de análisis del Diagrama de Gantt, el cual brinda a través de la ruta critica la identificación de cuáles son las actividades que inciden directamente en el tiempo de puesta a punto, permitiendo detectar mejoras como la distribución equitativa de la carga de trabajo, además de reorganizar las actividades internas y externas al igual que el diseño de cómo se van a ejecutar, logrando de esta manera reducir el tiempo de preparación y ajuste en el cambio de diámetro de la tubería para ambas áreas. Mejoras Propuestas Tras el análisis de los desperdicios identificados en las áreas, se proponen soluciones que inciden directamente en la reducción o eliminación de los mismos y por ende en la satisfacción del cliente, las cuales se detallan a continuación. a) Aplicación de la Técnica 6S en las Áreas de Trabajo La referida técnica tiene como propósito crear una cultura entre los operarios de orden, limpieza y mantenimiento de los equipos y áreas, donde aprendan a conocer la filosofía mediante equipos 6S encargados de implementar la técnica dentro de los sitios de trabajo. 38 Eliminación Sistémica del Desperdicio con un Enfoque Concurrente Arraiz B, Susan N; Zambrano D, Frainleth D El impacto de esta técnica se refleja en la identificación y ubicación de todos los equipos y herramientas involucrados en las áreas, para lo cual se diseñó un programa de limpieza y lubricación indicando la ubicación, zona de revisión, estándar o meta a lograr, métodos (cómo lo van a realizar), equipos necesarios para llevar a cabo la actividad, ubicación, el tiempo a emplear; por último, cada cuánto tiempo se debe ejecutar la limpieza y lubricación, como se muestra en la Figura 4. Salvaguardar la integridad física de los operarios dentro de las áreas es importante, por ello la incorporación de la sexta S, la cual se refiere al aspecto de la seguridad. A través de los mapas de riesgos de cada área se identificaron los sitios donde se deben ubicar las señales de seguridad correspondientes según el riesgo presente, además se propone la instalación de postes demarcatorios con el fin de evitar el paso de los operarios entre un área y otra debido a los espacios que se encuentran entre los rodillos transportadores de los tubos, de esta forma se reduce los riesgos asociados a caídas al mismo nivel, atrapamientos y golpes por tubos. Con esta mejora se logra enfocar la reducción de desperdicios relacionados con: tiempo elevado de preparación y ajuste, condiciones que provocan fatiga, condiciones inseguras, procedimientos no estandarizados y equipo inadecuado para guardar los implementos de trabajo. b) Mejoras en la Puesta a Punto de las Áreas Se definieron las actividades de preparación externa operaciones que se realizan mientras la máquina está todavía en funcionamiento- e interna -operaciones que deben llevarse a cabo cuando la máquina esta paradanecesarias para el desarrollo eficiente de los Figura 4. Normalización del proceso de limpieza y lubricación para el Área de Forjado requerimientos del nuevo diámetro a procesar, para ello se empleó la información del Diagrama de Gantt, el cual proporcionó una orientación a la hora de analizar qué actividades internas se pueden convertir en externas. Se diseñaron una serie de formatos de control para las actividades, señalando los elementos necesarios para realizarlas lo más eficientemente posible (ver Figura 5). Figura 5. Formato de la Preparación Externa e Interna del Área de Forjado Ingeniería y Sociedad UC. Vol. 3, No. 1 39 Con el nuevo orden de las actividades internas y externas a realizar en cada puesta a punto los desperdicios que se reducen son: tiempo elevado de preparación y ajuste, desplazamientos innecesarios, condiciones inseguras y procedimiento no estandarizado. a) Balance de las Actividades de Puesta a Punto Se distribuyó equitativamente la carga de trabajo entre los operarios de puesta a punto, tomando en cuenta su exposición a las altas temperaturas de los equipos del área. Para la distribución se consideraron las actividades internas y la cantidad de operarios que laboran para llevar a cabo la puesta a punto, siguiendo los lineamientos del balance de línea, solo que aplicados en la actividad de preparación específicamente. Con ello se estima una reducción de los desperdicios asociados al tiempo elevado de preparación en un 40%, condiciones inseguras, condiciones que provocan fatiga, paradas no planificadas y operación de preparación. b) Formación de Equipos Multidisciplinarios Para implantar la ingeniería simultánea en una empresa es indispensable definir equipos multidisciplinarios ya que la comunicación y coordinación entre las personas es el factor clave para lograrlo. Se debe tomar en cuenta para su creación la presencia de un líder, el equipo de trabajo formado por un responsable de cada área de conocimiento, es decir de cada departamento, la participación del cliente y por ultimo considerar programas de incentivo. Un ejemplo de esto se observa en la Figura 6 que consiste en la formación del equipo de la empresa donde se efectuó la investigación. Cuando se forma al equipo se hace con la convicción de que con las habilidades, capacidades, conocimientos, información y experiencia de quienes lo integran, se alcanzan los objetivos o metas comunes, lo que motiva al grupo a continuar su labor en el fortalecimiento de la gestión y la toma de decisiones. Todo se resume en entender que el resultado obtenido es el trabajo y esfuerzo de varias personas, lo cual significa alcanzar la sinergia, creando el compromiso, motivación, comunicación y creatividad necesaria por parte del grupo para el logro de la meta propuesta. Creando equipos de trabajos con miembros de diversos departamentos que conforman la empresa, se incide en la reducción de todos los desperdicios detectados en las áreas, lo cual facilita el proceso de mejora continua. CONCLUSIONES La fusión de la Ingeniería Concurrente con ESIDE permitió la detección oportuna de los elementos que afectan el desenvolvimiento productivo de la empresa. Además, el uso de los Mapas Mentales ofrece un nuevo formato para observar las causas de los desperdicios detectados durante el estudio, ya que permite comprender, visualizar e ilustrar de forma sencilla y practica los desperdicios presentes en el proceso de producción y sus causas. La aplicación de la técnica de las 6´S permitió normalizar las tareas de limpieza, lubricación y orden, también se mejoraron los equipos e implementos de trabajo que garantizan un ambiente organizado, libre de suciedad y seguro. Las mejoras incorporadas en los procesos de puesta a punto reducen el tiempo consumido en esta actividad un 48,4% en el área de forjado y un 44,7% en tratamiento térmico. A través del balance de actividades se distribuyen las tareas de forma equitativa y se logra la menor exposición de los operarios a las zonas calientes. Los equipos multidisciplinarios engloban el enfoque concurrente de la investigación, proporcionando una mejor comunicación entre los departamentos existentes y afianzando la identificación del personal con la organización, donde se promueva una cultura dirigida a la obtención de las metas propuestas por la empresa. Figura 6. Formación de Equipos Multidisciplinarios 40 Eliminación Sistémica del Desperdicio con un Enfoque Concurrente Arraiz B, Susan N; Zambrano D, Frainleth D El proyecto es factible, por la producción adicional de tubos en ambas áreas (obtenida por la evaluación económica con las mejoras de puesta a punto y balance de actividades), mientras que con las soluciones de 6´S y equipos multidisciplinarios se alcanzan beneficios como: mejoras en la comunicación, mejores condiciones de trabajo, un ambiente libre de suciedad y se mejora la visión que tienen los empleados de la propia organización. Estos beneficios se incrementan al disminuir los desperdicios, presentes y potenciales. REFERENCIAS BIBLIOGRÁFICAS [1] Comisión Económica para América Latina y el Caribe (CEPAL, 2007). Documento en línea consultado en Marzo 2007 disponible: http:// www.eclac.org/ [2] Soriano, C. (2005). El 80% de las Pymes fracasa antes de los cinco años y el 90% no llega a los diez años. ¿Por qué? Documento en línea, consultado en Marzo 2007 disponible en http:// www.sappiens.com/ castellano/articulos.nsf/ Pymes/. [3] Ortiz, F., Illada, R. (2006) Enfoque Sistémico para la mejora de procesos. En Revista Ingeniería y Sociedad UC Vol. I N.2 pag. 77-82 [4] Ortiz, F., Illada, R., Sira, S. y Barrios, M. (2007) ESIDE y Diagramas Múltiples. Cuadernos de Ingeniería Industrial. Número 3. Universidad de Carabobo. Venezuela [5] Domínguez, M. y Espinosa M. (2003). La Ingeniería Concurrente, una filosofía actual con plenas perspectivas de futuro Documento en línea consultado en Enero 2007, disponible en: www.interempresas.net /Plastico/Articulos/ Articulo.asp?A=6599 [6] Sambrano, J. y Steiner, A. (2005). Los Mapas Mentales, agenda para el éxito. Sexta edición. Editorial Melvin. Caracas, Venezuela. [7] Estrucplan Consultora S.A. (2005) Mapas de Riesgos. Definición y Metodología. Documento en línea consultado en Febrero 2007. Disponible en: www.estrucplan.com.ar/articulos/ verarticulo.asp?idarticulo=1129 Fecha de recepción: 05 de febrerp 2007 Fecha de aceptación:09 de mayo de 2008 Ingeniería y Sociedad UC. Vol. 3, No. 1 41