¿Por qué elegir RENGAGE™? ¿Por qué conformarse con menos?
Anuncio

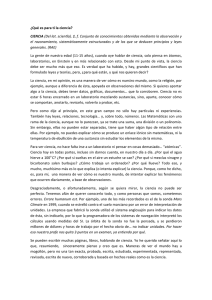
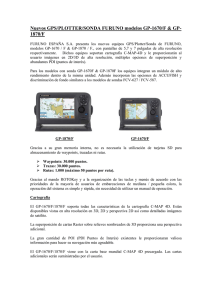
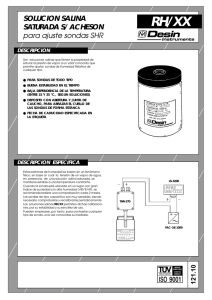
Renishaw Iberica S.A.U. Gavà Park C. Imaginació, 3 08850 GAVÀ Barcelona España T +34 93 663 3420 F +34 93 663 2813 E [email protected] www.renishaw.es ¿Por qué elegir RENGAGE™? Renishaw inventó la sonda de disparo por contacto para MáquinasHerramienta en 1970. El éxito de esta innovación, basada en un principio de resistencia cinemática, ha posicionado sólidamente a Renishaw como líder mundial de diseño, fabricación y servicio técnico de productos de medición dimensional. Las bases de este diseño siguen jugando un papel imprescindible para el reglaje de piezas, la medición y el control de procesos. Décadas de investigación ininterrumpida permiten a Renishaw proporcionar unos productos excepcionales, que no tienen rival en cuanto a excelencia técnica y rendimiento. En este documento se compara la tecnología de las sondas RENGAGE™ con otras de diseño convencional y se ilustran las prestaciones de rendimiento superior en base a pruebas del “mundo real”, verificadas por fabricantes de Máquinas-Herramienta. La tecnología Rengage proporciona sin duda un rendimiento de medición tridimensional (3D) real con repetibilidad por debajo de la micra. Si puede disponer de unas prestaciones excepcionales de • Rendimiento • Fiabilidad • Durabilidad ¿Por qué conformarse con menos? Inspección convencional... ...principios básicos Sondas de resistencia cinemática Tres vástagos colocados a la misma distancia se apoyan sobre seis bolas de carburo de tungsteno para proporcionar seis puntos de contacto en una ubicación cinemática. Un circuito eléctrico atraviesa estos contactos. El mecanismo cargado con el muelle (1) permite la flexión cuando el palpador de la sonda hace contacto con la pieza, y (2) permite que la sonda se reasiente en la misma posición a 1 µm 2σ en el espacio libre, es decir, sin hacer contacto. Durante la carga del muelle, se crean puntos de contacto entre las bolas y los vástagos por donde atraviesa el flujo de corriente eléctrica. Tras hacer contacto (tocando) con una pieza de trabajo, la fuerza trasladada mediante los movimientos del palpador separa las bolas y los vástagos, reduciendo el tamaño de los puntos de contacto y aumentando la resistencia eléctrica. Cuando se alcanza el umbral definido, la sonda se dispara. Vista transversal Muelle Vista superior Cinemática ampliada Posiciones cinemáticas de los vástagos y las bolas La resistencia aumenta a medida que se reduce el área Vista transversal de la cinemática El punto de contacto se reduce a medida que la fuerza del palpador vence la fuerza del muelle La electricidad atraviesa la cinemática Basándonos en el principio de resistencia cinemática anterior, a continuación se muestran las fases de la generación de disparos. El disparo eléctrico repetible y el reasentamiento mecánico del dispositivo son fundamentales para este proceso e imprescindibles para una metrología fiable. Todos los puntos cinemáticos en contacto Fuerza reactiva El dispositivo pivota sobre estos contactos Los puntos cinemáticos se reasientan en una posición repetible Contactos separados Los puntos cinemáticos se reasientan en una posición repetible Dirección de la máquina Fuerza de contacto Inspección convencional... ...principios básicos Otros tipos de sondas Las sondas de asiento esférico o pivotante son diseños alternativos comunes. La teoría revela que este método proporciona una fuerza de disparo uniforme en el plano XY. Sin embargo, la realidad es muy distinta, ya que depende de la precisión de la relación entre la esfera y la superficie cónica de apoyo, por consiguiente, en la práctica las fuerzas de disparo son muy variables. Fase de disparo 1 Mecanismo de disparo Fase de disparo 2 La flexión del palpador dispara el émbolo del mecanismo Superficie de referencia anular La superficie de referencia anular toca el anillo de referencia Anillo de referencia Asiento cónico Superficie de referencia esférica La superficie esférica pivota entre el asiento cónico Continúa el pivotaje sobre el punto de contacto entre las superficies de referencia Los principales inconvenientes de este diseño son: 1. El movimiento libre del mecanismo genera normalmente una considerable flexión del palpador antes de que se dispare la sonda. 2. El palpador no se sitúa exactamente en el mismo punto porque la relación entre la esfera y la superficie cónica no restringe todos los grados de libertad. Características de rendimiento: lobulización Los errores lobulares son una característica de todas las sondas. Están provocados por la flexión del palpador y el movimiento del mecanismo de la sonda antes de registrar el contacto con la superficie. Por consiguiente, depende de: • • • • La longitud y la rigidez del palpador La fuerza necesaria para disparar la sonda La dirección de contacto con la superficie El diseño del mecanismo de la sonda En consecuencia, todas las sondas presentan algunos errores lobulares, que en el gráfico pueden asemejar la forma irregular opuesta. En las mediciones de dos ejes, los errores potenciales pueden corregirse durante el calibrado de forma relativamente fácil. Sin embargo, en las mediciones de tres ejes, los errores lobulares son mayores y más complejos de compensar, especialmente en algunas sondas convencionales. Estos errores son considerables y pueden tener un impacto negativo en la precisión y la repetibilidad de las mediciones 3D. Gráfico lobular (sólo X-Y) para sonda convencional de asiento esférico Innovación RENGAGE™... ...y la eliminación del error Las sondas RENGAGE™, con tecnología innovada durante años y patentada por Renishaw, incorporan la tecnología probada de galgas de esfuerzo de silicio con un sistema electrónico ultracompacto y un diseño mecánico de precisión para obtener unas prestaciones y un rendimiento sin precedentes. Creada para una extensa gama de aplicaciones de Máquina-Herramienta y capaz de compensar las limitaciones de rendimiento 3D de muchos diseños de sonda alternativos; las sondas MP250, OMP400 y RMP600 de Renishaw son los últimos productos en incluir esta tecnología. Las galgas de esfuerzo se colocan en cajeras cuidadosamente diseñadas, formando parte de la estructura de la sonda, pero separadas del mecanismo cinemático. Las galgas de esfuerzo se distribuyen para detectar las fuerzas en todos los ejes, mientras que los resultados de salida se combinan electrónicamente mediante algoritmos patentados. Mecanismo Estructura Galga de esfuerzo: independiente del mecanismo Cuando se alcanza el umbral en cualquier dirección, se genera una señal de disparo con fuerzas mucho más bajas que las necesarias para disparar otras sondas convencionales. Los beneficios en una amplia gama de aplicaciones son considerables. Los beneficios en una amplia gama de aplicaciones son considerables. Las sondas Rengage continúan utilizando el mecanismo cinemático de Renishaw para reasentar el palpador. Este sistema, demostrado durante más de 30 años, garantiza un reasentamiento repetible imprescindible para una metrología de precisión. Puesto que la detección es totalmente independiente del mecanismo de la sonda, las sondas Rengage disponen de unas características de disparo de baja fuerza, altamente repetibles y uniformes, que no se obtienen normalmente con sondas de diseño convencional. Mediante esta tecnología es posible eliminar hasta un 90% de los errores lobulares, que, en aplicaciones de dos ejes puede reducir una gran parte del calibrado, mientras que en aplicaciones de tres ejes y geometrías complejas, puede comprobarse fácilmente que las sondas Rengage son únicas. La miniaturización de componentes y la tecnología de estado sólido se combinan en una gama de sondas compactas y ultracompactas Rengage, para proporcionar soluciones innovadoras que permitan hacer frente a la creciente tendencia de aplicaciones de alta precisión y máquinas más pequeñas. Mecanismo Estructura RENGAGE™ define nuevos estándares... ...no tiene comparación, ¡está comprobado! Para comprobar el rendimiento 2D y 3D, hemos comparado una sonda OMP400 de Renishaw con tecnología RENGAGE™ con una sección transversal normal de una sonda convencional de otra marca. También hemos probado una sonda de resistencia cinemática OMP60 de Renishaw. Polo 67.5° 45° 22.5° Las pruebas, realizadas con un palpador de 50 mm a una velocidad de avance de 600 mm/min, se ejecutaron en un conocido centro de mecanizado, utilizado generalmente en entornos de producción normales. 0° ecuador Al inspeccionar una esfera de calibrado de 25 mm alrededor de su circunferencia en incrementos de 5° sobre el plano X-Y, y con incrementos de 22,5° sobre el plano Z, se obtienen datos que ilustran claramente el error lobular en el gráfico. El reglaje se realizó meticulosamente para garantizar unos resultados fiables. Un programa de calibrado “interno”, ejecutado antes de cada prueba de sonda, estableció con precisión el centro de la esfera y, lo que es más importante, permitió compensar errores potenciales de máquina. En primer lugar, se coloca la sonda (utilizando corrección de longitud activa) sobre la esfera y una entrada de radio de palpador nominal. A continuación, se inspecciona el polo y se establece la posición Z. Se toman los valores sobre el ecuador y el polo para establecer el error posicional y las posiciones reales X, Y, Z. Se han tomado cinco valores medidos por cada posición y se ha calculado el promedio tras una verificación de la variación de valor excesivo. Polo ecuador RENGAGE™ define nuevos estándares... Los gráficos siguientes muestran los datos del error lobular de las sondas convencionales con mejores resultados A, B y C y la sonda OMP60 de Renishaw. Los resultados de las marcas A, B y C muestran errores de aproximadamente 60 μm. Al comparar los datos obtenidos con la sonda OMP400 de Renishaw con tecnología RENGAGE™, los resultados son convincentes. BLUM Heidenhain Marca A OMP60 60 50 50 40 40 30 30 30 20 20 20 20 10 10 10 10 0 0 0 0 -10 -10 -20 -20 60 50 50 40 40 30 -10 -20 -30 OMP60 de Renishaw -10 -20 67.5° 67.5° 45.0° 45° 22.5° 22.5° 0° Equator 0° Equator -30 Heidenhain Marca B Heidenhain 60 60 m&h -30 -30 Heidenhain Heidenhain Marca C 60 60 50 50 50 40 40 40 40 30 30 30 30 20 20 20 20 10 10 60 60 50 10 0 -10 -20 -30 10 0 -10 -20 -30 67.5° 67.5° 45.0° 45° 22.5° 22.5° 0° Equator 0° Equator 67.5° 67.5° 45.0° 45° 22.5° 22.5° 0° Equator 0° Equator 0 0 -10 -10 -20 -20 -30 -30 67.5° 45° 22.5° 0° Equator RENGAGE™ es una clase propia El gráfico de la sonda OMP400, con tecnología RENGAGE™, emplea la misma escala que los gráficos de las otras sondas probadas (p.ej., rango = -10 a + 60 µm). Comparados con los otros gráficos, los resultados de la sonda Rengage son considerablemente distintos en dos puntos muy importantes. (1). los gráficos de cada plano se incluyen en un área muy pequeña en el centro del gráfico, y (2). los gráficos aparecen casi solapados. En otras palabras, los gráficos muestran cómo el error lobular ha sido prácticamente eliminado y cómo éste es uniforme en cada uno de los planos probados. Curiosamente, los resultados de la sonda OMP60 de Renishaw indican que, aunque no consigue igualar el rendimiento de la sonda OMP400 con tecnología Rengage, sigue superando a las otras marcas por un amplio margen. Su precisión llega a ser el doble que el resultado promedio de las otras sondas convencionales. Nota: dado que los errores de la Marca D superaron los 60 µm, esta marca no se ha incluido con los demás gráficos. La sonda OMP400 de Renishaw con tecnología Rengage ha demostrado un error total de radio del sistema de = < 4 µm, independientemente del plano Heidenhain 60 50 40 OMP400 60 50 40 30 30 20 20 10 10 0 0 -10 -10 -20 -20 -30 -30 Sonda OMP400 de Renishaw con tecnología RENGAGE™, la sonda de husillo más pequeña y precisa del mundo 67.5° 67.5° 45.0° 45° 22.5° 22.5° 0° Equator 0° Equator 70 60 50 Tomando los datos de las cuatro mejores sondas convencionales de las cinco analizadas, se muestra el error total en el gráfico de barras opuesto. El error promedio de 40 µm es 10 veces mayor que con una sonda Rengage. En otras palabras, la precisión 3D con las sondas Rengage es 10 veces mejor. 40 30 x 10 20 10 0 Error lobular XY Error lobular XYZ Promedio Marca C Marca B Marca A Cinemática Renishaw Renishaw Puesto que las pruebas se han realizado en una Máquina-Herramienta de producción normal, conviene considerar la posibilidad de utilizar la tecnología Rengage en máquinas de alta precisión. Con una repetibilidad unidireccional de sólo 0,25 µm 2σ, la tecnología Rengage no tiene rival de precisión en ningún plano. Error lobular (µm) ¡Precisión sin igual, y mucho más! Para una capacidad 3D más precisa, considere las ventajas adicionales que ofrecen unas fuerzas de disparo considerablemente reducidas. Como muestra el gráfico de la derecha, con la tecnología RENGAGE™, la fuerza necesaria para el disparo es excepcionalmente baja, Los diseños de sonda convencionales no pueden igualar estas prestaciones. Fuerzas de disparo comparadas (eje Z) 1.5 1 95% Fuerzas N Puesto que el disparo es independiente del mecanismo, la longitud del palpador puede aumentarse considerablemente sin perder las ventajas de precisión total, como se muestra más abajo y a la derecha. reducción 0.5 Con esta mejora de rendimiento, las tareas de medición, cada vez más complejas y desafiantes, pueden realizarse con toda fiabilidad y confianza. 0 Promedio sondas convencionales Longitud del palpador Repetibilidad Máx, 2σ en cualquier dirección de 12 Error lobular 2D (XY) Máx, desviación respecto a un anillo patrón Error lobular 3D (XYZ) Máx, desviación respecto a una esfera conocida 50 mm 100 mm 150 mm 200 mm 0,25 µm 0,35 µm 0,50 µm 0,70 µm ± 0,25 µm ± 0,25 µm ± 0,40 µm ± 0,50 µm ± 1,00 µm ± 1,75 µm ± 2,50 µm ± 3,50 µm Además, la miniaturización del cuerpo de la sonda, lograda gracias a una tecnología de estado sólido, permite adaptarse más fácilmente a la creciente demanda de máquinas cada vez más pequeñas. Por ejemplo, con un tamaño inferior a una cuarta parte de una sonda convencional normal, las sondas ultracompactas OMP400 y MP250 de Renishaw son perfectas para aplicaciones físicas muy complejas. No se conforme sólo con las palabras. Vea cómo nuestros clientes valoran las oportunidades, las ventajas y las soluciones que ofrece la tecnología Rengage: “Para cumplir los requisitos de rendimiento actuales y futuros de nuestros productos, necesitamos fabricar piezas cada vez más pequeñas y complejas con una precisión uniforme de 1 µm. Un reglaje y unas mediciones fiables son, por tanto, fundamentales para este proceso, y son la consecuencia de nuestra decisión de utilizar la tecnología Rengage. La sonda OMP400 de Renishaw es el único producto capaz de cumplir nuestros requisitos de forma fiable”. Ian Crane, director gerente de Flann Microwave, Bodmin, Cornwall, Inglaterra. “Como especialistas en conformación de fuselajes aeroespaciales, es prácticamente imposible encontrar en nuestros talleres una pieza o un molde que no tenga forma parabólica, curva compuesta o cónica. Una medición rápida y precisa de los trabajos de mecanizado de estas piezas, colocadas en la Máquina-Herramienta, es fundamental para aumentar nuestra producción. La sonda RMP600 Rengage proporciona el rendimiento “durante el proceso” necesario para una medición uniforme de alta precisión de agujeros de diámetro reducido, contornos y tolerancias geométricas”. Gary Medlock, Triumph Fabrications, Shelbyville, Indiana, EE.UU. Preguntas más frecuentes P. Puesto que la tecnología Rengage es tan avanzada ¿no es mucho más cara que las demás sondas? R. No. El precio es aproximadamente un 20% superior a un sistema de sonda convencional de Renishaw, no obstante, las numerosas ventajas que aporta permiten una rápida amortización en la mayoría de los casos. Por otra parte, las sondas Rengage permiten acometer trabajos que no son posibles con una sonda convencional. P. Dada la sensibilidad de las galgas de esfuerzo ¿afectarán las vibraciones de la máquina al rendimiento de la sonda Rengage y generarán falsos disparos? R. No. Los circuitos de filtrado establecen si las fuerzas mostradas por las galgas son el resultado de la vibración o de una flexión real del palpador. P. ¿Son las sondas con tecnología Rengage más delicadas que las sondas convencionales? R. No. Tienen la misma rigidez que las demás sondas Renishaw. P. ¿Sigue fabricando Renishaw sus sondas convencionales? ¿Por qué, si la tecnología Rengage es superior? R. Sí. Las sondas convencionales Renishaw han definido el estándar y seguirán cumpliendo una tarea fundamental en muchas aplicaciones. Por este motivo, Renishaw mantiene su posición líder en el sector en cuanto al diseño, fabricación y servicio técnico de estos productos. P. ¿Cuánto tiempo lleva la tecnología Rengage utilizándose en sondas de Máquina-Herramienta? ¿Ha sido probada in situ? R. Renishaw desarrolló la tecnología de galgas de esfuerzo para la sonda MP700 en 1996. Las investigaciones posteriores crearon la tecnología miniaturizada, lanzada en 2006 con la sonda ultracompacta OMP400. Este producto ha obtenido múltiples galardones del sector, incluido el Queens Award for Enterprise 2009. Resumiendo, la tecnología Rengage ha sido probada, demostrada, patentada y reconocida. P. ¿Pueden actualizarse los sistemas de sonda existentes de Renishaw para utilizar la tecnología Rengage? R. Sí, en la actualidad, los modelos de sonda OMP400 y RMP600 son compatibles con receptores anteriores. Contacte con su proveedor Renishaw para obtener más información. P. ¿Qué sondas utilizan la tecnología Rengage y cuáles son sus aplicaciones? R. Sólo las sondas Renishaw utilizan la tecnología Rengage. Vea los detalles a continuación P. ¿Cuáles son las principales ventajas y beneficios de la tecnología Rengage? R. Véase al dorso. Sonda Tipo de transmisión Aplicación (Todas de alta precisión y repetibilidad) Tamaño Longitud máx. del palpador OMP400 Óptica Pequeña: centros de mecanizado medianos 50 mm x Ø 40 mm 200 mm* RMP600 Radio Media: centros de mecanizado grandes 76 mm x Ø 63 mm 300 mm* MP250 Cableado Rectificadoras 40.7 mm x Ø 25 mm 100 mm * En caso de aumentar la longitud del palpador, el rendimiento se verá afectado. Renishaw Iberica S.A.U. Gavà Park C. Imaginació, 3 08850 GAVÀ Barcelona España T +34 93 663 3420 F +34 93 663 2813 E [email protected] www.renishaw.es Ventajas • • • • • Precisión y repetibilidad 3D insuperable, para una medición e inspección en máquina fiable Precisión mejorada con palpadores largos, permite inspeccionar fácilmente las piezas más complejas Un rendimiento incomparable para trabajos delicados evita daños en la forma y el acabado de las superficies Su diseño compacto permite un mejor acceso en espacios restringidos y máquinas pequeñas La solidez en entornos hostiles proporciona una medición más fiable y alarga la vida útil Principales ventajas • • • • • • La reducción de los tiempos de reglaje y calibrado deja más tiempo para la fabricación Control de calidad y procesos mejorado Reducción de piezas desechadas, repetición de trabajos y concesiones Mayor automatización con menos intervención del operario Más rentabilidad y beneficios Mayores ventajas competitivas y oportunidades de negocio No sólo hacen el trabajo, con las sondas RENGAGE™, puede trabajar de forma más inteligente, rentable y fiable. Más información Si desea más información sobre los productos de este folleto, visite: www.renishaw.com/mtp Para contactos en todo el mundo, visite nuestra página principal www.renishaw.es/contacto RENISHAW HA TOMADO TODAS LAS MEDIDAS NECESARIAS PARA GARANTIZAR QUE EL CONTENIDO DE ESTE DOCUMENTO SEA CORRECTO Y PRECISO EN LA FECHA DE LA PUBLICACIÓN, NO OBSTANTE, NO OFRECE NINGUNA GARANTÍA NI DECLARACIÓN EN RELACIÓN CON EL CONTENIDO. RENISHAW RECHAZA LAS RESPONSABILIDADES LEGALES, COMO QUIERA QUE SURJAN, POR LAS POSIBLES IMPRECISIONES DE ESTE DOCUMENTO. H-2000-3542-01-B © Renishaw plc 2011 Edición 09.2011 RENISHAW® y el símbolo de la sonda utilizados en el logotipo de RENISHAW son marcas comerciales registradas de Renishaw Plc en el Reino Unido y en otros países. apply innovation es una marca comercial de Renishaw plc.