optimizacion de separaciones por destilacion molecular
Anuncio

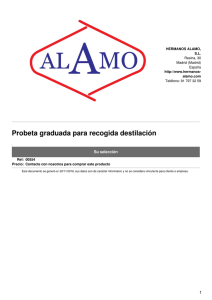
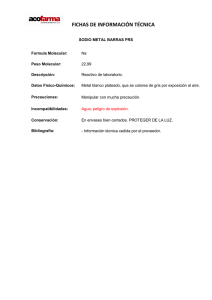
VIII CAIQ2015 y 3 JASP OPTIMIZACION DE SEPARACIONES POR DESTILACION MOLECULAR LAORETANI Daniela S.*, IRIBARREN Oscar A. Instituto de Desarrollo y Diseño INGAR Conicet - UTN Santa Fe, Argentina. *e-mail: [email protected] Resumen. El presente trabajo analiza alternativas de proceso al incorporar más de una etapa en separaciones por destilación molecular, con diferentes inter conexiones de las corrientes del proceso. Como es demostrado en la práctica, dependiendo del material a procesar y de las especificaciones del producto a obtener, una sola etapa de separación en ocasiones es insuficiente para obtener el producto deseado dentro de las especificaciones establecidas. En este trabajo se analiza la concentración del contenido de tocoferoles obtenidos a partir del destilado de desodorización de aceite de soja (DDO). Los resultados obtenidos muestran un aumento del rendimiento del producto deseado y una mejora en la performance económica del proceso que aproximadamente triplica el ingreso neto de la alternativa original . Palabras claves: Destilación Molecular, Destilado de Desodorización, Optimización, Proceso. 1. Introducción La destilación molecular o destilación de camino corto, es un tipo de destilación en la cual se opera con alto vacio permitiendo de esta forma realizar las separaciones a temperaturas más bajas que en la destilación convencional. Esto es lo que convierte en atractiva a esta tecnología para el tratamiento de compuestos termosensibles o compuestos de alto peso molecular como vitaminas liposolubles, ácidos grasos libres, entre otros AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 1 VIII CAIQ2015 y 3 JASP (Martins et al 2006a). Otra de sus cualidades es que el elevado vacio, con presiones de trabajo que rondan los 20-70 μHg permite separar componentes de punto de ebullición muy cercanos con más facilidad, porque el cociente entre sus tensiones de vapor es mayor a medida que disminuye la presión de operación. Otra cualidad es que la separación de compuestos se realiza con tiempos muy cortos de residencia en el evaporador, siendo esto muy atractivo a la hora de cuidar la calidad de compuestos termolábiles (Watt, 1958). Dependiendo de las variables operativas, las características del equipo implementado y de los compuestos a separar, una sola etapa de separación en ocasiones resulta insuficiente para obtener el o los productos deseados, con un buen rendimiento del proceso (Bradley and Shellard 1984, Cvengros et al 2000). Este bajo rendimiento de separación está asociado a que en esta tecnología de destilación no se genera ebullición de los componentes, lo que conduce a que la transferencia de calor sea mucho más lenta comparada con la destilación convencional. En una destilación convencional la ebullición de la mezcla no sólo aumenta la superficie del área interfacial sino que también asegura un mezclado que homogeiniza la temperatura del sistema. En condiciones de alto vacío, donde el fenómeno de mezcla no se produce, las fracciones más ligeras escapan desde las capas superiores de la mezcla, cercanas a la interfase. Mientras que esas mismas fracciones permanecen sin destilar en las capas inferiores, cercanas a la superficie del evaporador (Watt 1958). El destilado de la desodorización de aceites vegetales o DDO por sus siglas en ingles (Deodorizer Distillate Oil) es un subproducto generado durante el proceso de la desodorización del aceite durante su refinación. Este subproducto contiene una interesante cantidad de tocoferoles que hace atractivo su procesamiento con el objeto de recuperarlos. Los tocoferoles tienen una amplia aplicación en la industria cosmética, farmacéutica y alimenticia como antioxidantes naturales. A nivel industrial, una tecnología ampliamente implementada para la separación de los tocoferoles de la corriente de DDO es la destilación molecular que permite, por las condiciones operativas implementadas, evitar su daño térmico (Martins et al 2006, Pedroni y Asociados S.A. 2013, Moreira y Baltanas 2001). El objetivo del presente trabajo fue optimizar una estructura de reciclo de corrientes en un proceso de destilación molecular con más de una etapa de separación, tomando el proceso AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 2 VIII CAIQ2015 y 3 JASP de concentración de tocoferoles del residuo de la desodorización de aceite de soja como caso de estudio. Lo que se busca es maximizar el rendimiento de producto de la destilación molecular, considerando que con una sola etapa de proceso este es muy pobre. 2. Desarrollo del trabajo El desarrollo del presente trabajo consiste en la implementación de un modelo sencillo basado en la volatilidad relativa de los compuestos (α) para representar la separación de los mismos mediante destilación molecular (Lutisan et al 2002, Ocampo et al 2005). Este nivel de detalle del modelo preserva la generalidad de los resultados obtenidos, mientras que los modelos más detallados computan los balances completos (materia, energía y cantidad de movimiento) en la película que recubre la superficie el evaporador y necesariamente deben incorporar la geometría del equipo (que son de lo más variadas). 2.1. Caso de estudio El DDO en este caso es considerado una mezcla binaria donde los ácidos grasos libres (AGL) constituyen el componente liviano, mientras que los tocoferoles (y más pesados) representan la fase pesada o residuo de destilación. El DDO en el presente trabajo contiene 57,8 % p/p de AGL y un contenido de tocoferoles del 9% p/p dentro del 42.2 % p/p restante de la muestra (Martins et al 2006a). En el modelo se consideraron los pesos moleculares para AGL 280 gr/mol tomando el del ácido oleico y para tocoferol 425 gr/mol. El caudal de alimentación considerado fue 40 kg/hr que es la capacidad de producción de DDO de una industria localizada en el norte de la provincia de Santa Fe. Los modelos analizados fueron desarrollados en GAMS 23.6 (General Algebraic Modeling System), a través del cual se analizó el sistema y optimizaron las variables de proceso. Se realizó una evaluación económica preliminar con la metodología propuesta por Douglas (1988) obteniendo el valor del “Profit” en cada análisis. El precio de la materia prima considerado fue 1.16$/kg. El precio del producto de interés, que en este caso es el concentrado de tocoferoles, fue de 11.4 $/kg (Laoretani e Iribarren 2014, Pedroni 1997). Los costos operativos fueron considerados siguiendo Laoretani e Iribarren (2014) donde se computan en función del caudal de alimentación al equipo, considerando un precio de la energía eléctrica de 0.07 AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 3 VIII CAIQ2015 y 3 JASP $/kWh y del agua de enfriamiento de 0.01 $/(1000L). Las hr de trabajos anuales consideradas fueron 7200 hr/año. Los AGL destilados fueron considerados como un subproducto del proceso destinado a combustible para caldera para el que se estimó un valor económico como reemplazo de Fuel Oil, comparando ambos combustibles según su rendimiento térmico: el poder calorífico mínimo del Fuel Oil es 41.900 kj/kg mientras que el de los AGL es de 37.324 kJ/kg, dando una relación de poder calorífico AGL/ Fuel Oil = 0.8. El precio del Fuel Oil se estimó en 570 $/t (Garbini, 2012). 2.2. Modelo Matemático En cuanto al modelo que representa la separación de los compuestos a través de la DM, se trabajó con un modelo sencillo para describir cada separación expuesta en la figura 1.En la misma se puede observar la configuración de DM considerando una etapa de separación como caso base (Figura 1.a) y el diagrama de flujo considerando todas las combinaciones posibles de flujos, basadas en la metodología fuente sumidero (Allen and Shonnard, 2002) para dos etapas de DM (Figura 1.b). El modelo matemático que representa a ambos procesos considera los balances de masa total y por componente para cada etapa de separación a través de las ecuaciones Ec.1 y Ec.2 donde Q(q) representa los caudales másicos para cada corriente q en kg/h interviniente en cada etapa X(i) es la fracción másica de cada componente i (AGL y tocoferoles). Para representar la eficiencia de separación de los componentes de interés en cada etapa de DM se utilizó la ecuación Ec.3 (Lutisan et. al. 2002). En la misma, Q(f) representa el caudal de alimentación, Q(h) el caudal de la fase pesada, XAGLf, XAGLh las fracciones del compuesto volátil (AGL) en la alimentación y en la fase pesada respectivamente. Para emplear en dicha fórmula se obtuvo el αE de datos experimentales publicados por Martins et al (2006) para el mismo sistema en estudio, arrojando un valor promedio de αE=11.8 para una temperatura y presión de trabajo de 160ºC y 10-6 bar. El αE fue comparado con el αT que se obtiene a partir de datos termodinámicos de presión de vapor y peso molecular como se expone en la ecuación Ec.4. El resultado obtenido para αT fue de 33. Donde el αE representa 36% del αT , lo que ilustra la baja eficiencia de separación de este tipo de destilación, haciendo conveniente la utilización AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 4 VIII CAIQ2015 y 3 JASP de más de una etapa de separación o reprocesamiento de las corrientes de salida del proceso. Luego se adicionó al modelo una restricción para obtener el producto deseado dentro de las especificaciones de calidad. Dicha restricción es que el producto de interés contenga como máximo un 2% de AGL a través de la ecuación Ec.5. Q (q) q *X(i,q) = Q(q) *X(i,q) (eq,i) (1) q X (i,q) =1 (q) (2) i x AGLh *(1 x AGLf ) x AGLf *(1 x AGLh ) E 1 ln Qh *(1 x AGLh ) ln Qf *(1 x AGLf ) (3) αT = P1 P2 M2 M1 (4) XAGLh 0.02 (5) F F H L L H a b Fig 1. Destilación molecular en una etapa a la izquierda (a), múltiples opciones de configuración de flujos para dos etapas de destilación molecular (b). AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 5 VIII CAIQ2015 y 3 JASP Además de realizar una comparación en el rendimiento de producto entre el proceso propuesto y el proceso base, realizamos una comparación de performance económica a través del cálculo del Profit. El Profit se obtiene computando el ingreso (Ing en $/año) por ventas de productos correspondiente a la corriente (q), al cual debe descontarse el costo operativo (C.op en $/año) del proceso y el costo en capital de inversión anualizado (CIA en $/año) como se expresa en la Ec. 6. Profit= Ing- C.op.-CIA (6) El ingreso por la venta de productos se corresponde con la cantidad de productos producidos anualmente a su correspondiente precio de venta expuesto en Ec.7. El costo operativo del proceso analizado tiene en cuenta el costo de materia prima CMP(q), el cual es obtenido con el caudal de ésta y su precio, mas los insumos que demandan el proceso: energía eléctrica y consumo de agua en la Ec.8. El capital invertido anualizado fue obtenido a través de la Ec.9 donde se realiza la sumatoria del costo de inversión de cada equipo seleccionado por el correspondiente factor de anualizacion 0.325 considerando 5 años. Ing= prod (q) *Precio (7) Cost.Op=CMP(q) +insumo (8) CIA=CI* 0.325 (9) q 3. Resultados En una primera etapa expondremos los resultados obtenidos de analizar solo una etapa de destilación molecular como se muestra en la figura 1a. dichos resultados se exponen en la tabla 1, donde podemos apreciar que el modelo del proceso predice que para cumplir con la especificación de producto (contener un porcentaje de AGL como máximo del 0.2%), el rendimiento de producto representa el 23.1% de la alimentación. La relación alimentación AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 6 VIII CAIQ2015 y 3 JASP /destilado corresponde a 1.3, valor muy cercano al del trabajo publicado por Martins et al (2006b) donde dicha relación toma un valor promedio de 1.6. Tabla 1. Rendimiento de procesamiento para una etapa de destilación molecular. Flujo (kg/h) AGL (%p/p) Resto (%p/p) F 40.0 57.8 42.2 L 30.76 75.1 24.9 H 9.24 0.2 99.8 La figura 2 expone el resultado de la alternativa de proceso propuesta en el presente trabajo juntamente con la tabla 2 donde se informan los caudales y composiciones de las corrientes intervinientes en el proceso, logrando maximizar el objetivo propuesto. En dicha tabla se puede observar que el producto cumple con la especificación de calidad en cuanto al contenido de AGL y que representa un 38.1% de la alimentación. La relación alimentacióndestilado es de 1.6 y 1.35 para la primera y segunda etapa de DM respectivamente. Nuevamente este parámetro cumple con el valor obtenido experimentalmente por Martins et al (2006). 1 7 8 4 9 F 3 2 5 10 6 L H Fig 2. Resultado de selección de alternativa de proceso para destilación molecular AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 7 VIII CAIQ2015 y 3 JASP El proceso puede ser implementado en modo campaña única requiriendo dos equipos de menor tamaño, o en dos campañas en las que se realizan consecutivamente las separaciones en un mismo equipo de mayor tamaño. Para la evaluación económica se consideraron dos equipos de menor tamaño. En la tabla 3 se exponen los resultados de la evaluación económica para ambos procesos. En la misma podemos apreciar el aumento en la rentabilidad con solo el agregado de una etapa de destilación molecular al proceso. Tabla 2. Rendimiento de procesamiento para performance Figura 1b, 1c. Flujo (kg/h) AGL (%p/p) Resto (%p/p) F 40 57.8 42.2 L 24.53 94.1 5.9 H 15.46 0.2 99.8 1 39.79 72.0 28.0 2 44.24 59.2 40.8 3 15.26 36.4 63.6 4 24.53 94.1 5.9 5 59.5 53.3 46.7 6 44.03 72.0 28.0 7 24.53 94.1 5.9 8 39.79 72.0 28.0 9 4.24 72.0 28.0 10 40 57.8 42.2 AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 8 VIII CAIQ2015 y 3 JASP Tabla 3. Evaluación económica de las diferentes alternativas de DM analizadas. Componente económico Proceso 1a Proceso 1b Ventas ($/año) 758.590 1.269.300 Costo Operativo ($/Año) 515.520 677.770 CIA ($/año) 81.250 134.600 Profit ($/año) 161.820 456.900 4. CONCLUSIONES El proceso propuesto en el presente trabajo, donde se analiza la incorporación de más de una etapa de separación para el proceso de DM, optimizando la recirculación de las corrientes de entrada y salida a cada etapa de separación muestra resultados prometedores. La evaluación económica de dicha alternativa comparada con la alternativa de base que contiene solo una etapa de separación muestra un ingreso neto aproximadamente tres veces mayor. El rendimiento de producto del proceso es mayor en la alternativa aquí propuesta. Esta alternativa de proceso sería atractiva de aplicar cuando las especificaciones del producto a obtener exigen una alta pureza del mismo. Referencias Allen D. T. and Shonnard D. R. "Green Engineering" Prentice Hall, New Jersey, 2002 Bradle R. S. and Shellard A. D. 1984. The theory of molecular distillation and its experimental verification. http://pubs.rsc.org | doi:10.1039/TF9494500501 Cvengroš j., Lutišan J., Micova M., 2000. Feed temperature influence on the efficiency of a molecular evaporator. Chemical Engineering Journal 78, 61–67. Douglas, J. M, Conceptual Design of Chemical Processes, McGraw Hill, New York, 1988. Garbini, Daniela. 02/11/2012. HewitPetroleos. [email protected] ID: 629*340 Laoretani D. S. y Iribarren O. 2014. Procedure for the selection among Technologies. Treatment of Deodorizer Distillate Oil. I&EC, 53, 16803-16812. AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 9 VIII CAIQ2015 y 3 JASP Lutišan J., Cvengroš J., Micov M., 2002. Heat and mass transfer in the evaporating film of a molecular evaporator. Chemical Engineering Journal 85, 225–234. Martins P. F., Batistella C. B., Maciel-Filho R., and Wolf-Maciel M. R. 2006. Comparison of Two Different Strategies for Tocopherols Enrichment Using a Molecular Distillation Process Ind. Eng. Chem. Res., 45, 753-758. Martins P. F., Ito V. M., Batistella C. B., Maciel M. R. W., 2006a. Free fatty acid separation from vegetable oil deodorizer distillate using molecular distillation process. Separation and Purification Technology 48, 78–84. Moreira E. y Baltanas M. A. 2001. Recuperación de tocoferoles y esteroles del destilado de dosodorizacion de aceites y otras materias primas. Parte 2. Grasas y Aceites, 44 (3), 373. Ocampo J. H., Rojas Uribe F.A., Gomez Peña A., Ariel Cordona C. 2005. Modelado y simulación de destilación molecular de película descendente. Ingeniería Química, julio/agosto, 98-112. Pedroni J. M. y Asociados S.A. 1997 Oferta Columna Separadora-Lavadora de Ácidos Grasos a VICENTIN S.A. Pedroni J. M. y Asociados S.A. 2013. Comunicación personal. Watt P. R. 1958. Molecular Distillation. 113-160. Winters, R. L. 1994. Valor y utilización de los destilados del proceso de desodorización en el procesamiento de aceites comestibles. ACEITES Y GRASAS, 47, 54-60. AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ 10