Documento Completo
Anuncio

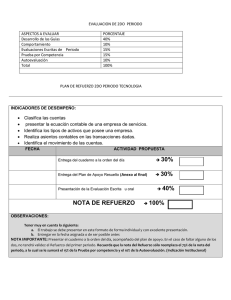
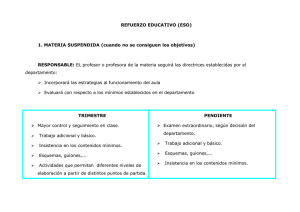
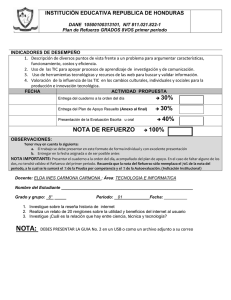
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos, Gandia 2002 243-252 INFLUENCIA MICROESTRUCTURAL DEL PROCESO DE OBTENCIÓN DE COMPUESTOS DE ALUMINIO REFORZADOS CON PARTÍCULAS CERÁMICAS D. Busquets, N. Martinez, N. Valero, M.D. Salvador y V. Amigó Departamento de Ingeniería Mecánica y de Materiales. Universidad Politécnica de Valencia RESUMEN La presente comunicación compara la microestructura, con su microdureza, que presentan diferentes materiales compuestos de matriz de aluminio reforzados con partículas cerámicas y obtenidas por diferentes procesos de fabricación. Se han fabricado materiales compuestos a partir de una aleación de polvos de aluminio AA6061 obtenidos por atomización y de partículas cerámicas de TiB2 obtenidas por síntesis por reacción. En todos los casos estudiados, se utilizan diferentes contenidos de refuerzo. Se ha seguido una vía pulvimetalúrgica para la obtención de los compuestos en verde, combinada con diferentes procesos secundarios de consolidación. El primero de ellos consiste en un proceso de extrusión en caliente, tras el cual se obtienen barras con un diámetro de 5 mm y una longitud aproximada de 400 mm. El segundo consiste en un proceso de fusión por inducción y colada por centrifugación, obteniéndose barras con un diámetro de 5 mm y una longitud de 60 mm. Por último se ha seguido un proceso de colada convencional, con lo que se obtienen barras con un diámetro de 5 mm y una longitud aproximada de 300 mm. Se ha utilizado la microscopía electrónica de barrido (SEM) combinada con microanálisis de rayos X (EDX) para el estudio microestructural de los compuestos. Estos estudios han revelado diferencias en la distribución del refuerzo en la matriz, en las fases presentes en los compuestos, así como en la interface matriz/refuerzo. Las propiedades mecánicas se han evaluado considerando la microdureza obtenida para cada uno de los materiales relacionándola en cada caso con la microestructura obtenida. Palabras claves Pulvimetalurgia, compuestos de matriz de aluminio, extrusión, colada, TiB2, refuerzo con partículas 1. INTRODUCCION El desarrollo de materiales compuestos de matriz de aluminio (AMCs) ha venido potenciado por el considerable interés que éstos presentan, debido a sus elevadas propiedades. Estos compuestos, muestran una elevada resistencia específica, alta resistencia al desgaste, rigidez y buenas propiedades a elevadas temperaturas, en relación con las de otros materiales más convencionales. Estas elevadas propiedades se obtienen en los AMCs cuando se conforman considerando refuerzos continuos en forma de fibras, pero la dificultad de fabricación de éstos restringe su uso a pesar de que las investigaciones en esta línea continúan hoy en día. Es debido a esta dificultad, que el desarrollo de AMCs reforzados con partículas, se convierta en una importante área de investigación. La comunidad científica se ha centrado principalmente en el estudio de compuestos de aluminio reforzados con dos tipos de partículas Al2O3 y SiC [1-4]. En la actualidad, las investigaciones se centran en el estudio de nuevos tipos de partículas que puedan emplearse como refuerzos adecuados para el aluminio, mejorando el 243 Busquets, Martinez, Valero, Salvador y Amigó comportamiento final del compuesto obtenido y evitando algunas desventajas que presentan estas partículas cerámicas. La comercialización de estos compuestos se realiza en base a su fabricación mediante técnicas de colada. Para ello se aplican técnicas de agitación con las que obtener una buena homogeneidad en la distribución de las partículas de refuerzo, pues la mojabilidad de las mismas, en general no es muy importante. Además de estos procedimientos más usuales se desarrollan otros basados en la infiltración bien sea al vacío o bajo presión [5]. Estos métodos de procesado combinan una facilidad de procesado con un precio bajo y la posibilidad de utilizar los dispositivos y tecnologías disponibles para los procesos de colada convencionales No obstante el gran inconveniente que presentan viene determinado por la necesidad de trabajar a altas temperaturas con largos tiempos de permanencia, que conducen a la reacción entre la matriz y el refuerzo. En la interface matriz/refuerzo [6-8] se produce la formación de una capa de reacción que puede modificar sustancialmente las propiedades del compuesto final. Tras muchos de los procesos de colada de estos materiales compuestos, es necesario disminuir el tamaño de grano para de esta forma mejorar sus propiedades finales. Con este fin, se han desarrollado varios métodos, tendentes en cada caso a la obtención de microestructuras más finas. Se ha conjugado una técnica de solidificación rápida que unida a la pulvimetalurgia permite obtener aleaciones con microestructuras muy finas [9-10]. En este mismo sentido se han desarrollado experiencias en colada por centrifugación [11-12] que han mostrado como esta técnica también se aproxima a microestructuras más finas. Por el contrario, los procesos basados en técnicas pulvimetalúrgicas, son muy adecuados para la fabricación de AMCs por las bajas temperaturas a las que se trabaja, siempre en el estado sólido. Estas técnicas permiten el empleo de cualquier tipo de refuerzo (incluso en altos porcentajes) y matriz, al evitarse o minimizarse la reacción entre ambos. Sin embargo, este tipo de técnicas implica también ciertos inconvenientes al trabajar con polvos, que son bastante reactivos con la atmósfera y explosionan con relativa facilidad, la ruta seguida en la producción es complicada y, finalmente, es necesario aplicar segundos procesos, como una extrusión en caliente, para obtener una buena distribución del refuerzo en la matriz y una buena adhesión de ambos [13]. Todos estos aspectos convierten a la vía pulvimetalúrgica en una técnica costosa cuando se la compara con las técnicas convencionales de colada. De aquí la necesidad de investigar la relación entre la microestructura y las propiedades mecánicas obtenidas en AMCs fabricados por colada (centrifugación), comparándose las mismas con las obtenidas en AMCs fabricados por extrusión en caliente de polvos cerámicos. 2. PROCESO EXPERIMENTAL 2.1 Materiales Para la fabricación de los materiales compuestos, se ha utilizado una aleación de aluminio AA6061, cuya composicón nominal puede observarse en la tabla 1, obtenida por atomización con argón, figura 1a. Los polvos de la aleación de aluminio han sido suministrados por Aluminium Powder Co. Ltd. Tabla 1. Composición de los polvos metálicos de la matriz. %Cr %Fe %Si %Mg %Cu %Al AA6061 0.21 0.63 0.63 1.04 0.23 Bal. Como material de refuerzo se utiliza partículas cerámicas de TiB2, obtenidas por reacción. Estas partículas, figura 1b, con un tamaño medio de partícula de 9,4 µm han sido 244 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos suministradas por Advanced Refractory Technologies Inc. En la confección de los compuestos se emplearon distintas fracciones en peso del refuerzo: 5, 10 y 15%. Tabla 2. Composición de los polvos de las partículas de refuerzo. %Fe %C %O %B %Ti TiB2 0.9 0.8 1.3 30.2 Bal. b) x1000 a) x1500 Figura 1. Polvos de los materiales empleados: a) aleación de aluminio AA 6061, b) partículas de TiB2. 2.2 Fabricación de los materiales compuestos Los polvos, con el porcentaje correspondiente han sido mezclados en un molino de bolas de alúmina, para obtener una buena homogeneidad en la distribución de los mismos. Éstos se han compactado en frío para obtener así las muestras en verde. Con los compactos en verde se han seguido tres vías de conformación diferentes. En primer lugar, una extrusión en caliente de los compactos, lubricados con grafito, a temperaturas de 530 °C con una velocidad de 2 m/s y una relación de extrusión de 25:1. Con este procedimiento se han obtenido redondos de 5mm de diámetro y alrededor de 400 mm de longitud. Para un mayor detalle sobre el proceso puede consultarse otros trabajos del grupo investigador [14]. En segundo lugar, se ha procedido a una colada por centrifugación, para lo que se utilizó la técnica de colada a la cera perdida en molde de revestimiento de fosfatos de 80 mm de diámetro y 60 mm de altura, asegurándose un espesor de recubrimiento de al menos 5 mm. El cilindro de colada se colocó junto al crisol, conectándose mediante una mazarota. El crisol, con los compuestos en verde, se calienta mediante una bobina de inducción que trabaja a una frecuencia de 30 kHz, alcanzándose una temperatura máxima de 900ºC medida mediante un pirómetro óptico acoplado a la parte superior del crisol. Todo el horno se mantiene bajo atmósfera inerte de argón, figura 2. Tras 40 segundos, la colada se ha vertido por centrifugación en el molde y 5 minutos después, Figura 2. Horno de fusión por inducción aproximadamente, se ha extraído hasta tres y colada por centrifugación utilizado en la investigación. muestras de 5 mm de diámetro y unos 70 mm de longitud, figura 3. 245 Busquets, Martinez, Valero, Salvador y Amigó En tercer lugar, se ha seguido un proceso de colada convencional, aunque se ha fundido aprovechando las posibilidades de fusión por inducción del horno anterior, que presenta unas excelentes características de control y medición de la temperatura y agitación del baño por las mismas corrientes inducidas. Durante la fusión se ha mantenido en el horno una atmósfera inerte de argón, que se ha eliminado en el momento de colar. La colada se ha realizado mediante la introducción de Figura 3. Árbol de tres muestras un tubo de vidrio pyrex dentro del crisol con el metal obtenidas mediante colada por fundido y la aplicación de succión mediante bomba centrifugación. de vacío, provista de una llave para regulación del caudal y con ello de la velocidad de ascensión del metal líquido. Con esta técnica se han conseguido probetas cilíndricas del diámetro interior del tubo, en nuestro caso 5 mm, y una longitud entre 20 y 30 cm. 2.3 Tratamientos térmicos Para un conjunto de las muestras obtenidas se ha realizado un tratamiento térmico de envejecimiento, tratamiento T6, consistente en una solubilización a 530ºC durante una hora, temple en agua y envejecimiento durante 8 h a 175ºC. 2.4 Ensayos mecánicos Los ensayos de tracción se han realizado sobre muestras de 5 mm de diámetro y 60 mm de longitud. A estas muestras se les ha calibrado, por mecanizado, una zona central de alrededor de 20 mm de longitud, hasta diámetros de 4 mm. Los ensayos se han realizado en una prensa universal de ensayos INSTRON 4204, a una velocidad de cruceta de 5 mm/min. La dureza se ha obtenido mediante un durómetro portátil Ernst en la escala HV aplicando una carga de 5 kp. La microdureza se ha determinado mediante un microdurómetro Vickers Matsuzawa MHT2 mediante la aplicación de una carga de 300 g, durante 15 s. 2.5 Caracterización microestructural Para establecer las diferentes microestructuras desarrolladas en los diferentes procesos, las muestras preparadas metalográficamente se observaron mediante microscopía óptica, utilizando un microscopio Nikon Microphot FX, y microscopía electrónica de barrido con un microscopio JEOL 6300 equipado con un equipo de microanálisis por energías dispersivas de rayos X Link Isis de Oxford Instruments. 3. RESULTADOS Y DISCUSIÓN El proceso de fabricación utilizado con el que se han obtenido las diferentes muestras les confiere una microestructura muy diferenciada, principalmente en cuanto a la homogeneidad en la distribución de las partículas de refuerzo en la matriz, tal como puede apreciarse en la figura 4. En esta figura puede apreciarse, para una misma composición del 5% de partículas de TiB2, la buena distribución del refuerzo presentada por los compuestos obtenidos por extrusión, figura 4a, frente a una mayor aglomeración de estas partículas de refuerzo alrededor de los granos de aleación cuando se ha obtenido mediante colada por centrifugación, figura 4b, debido fundamentalmente a la velocidad de colada del metal y a la velocidad lenta de solidificación, al colarse en molde cerámico, que permite un crecimiento de los granos de sólido que van desplazando las partículas hacia el frente de solidificación de los mismos. 246 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos En el proceso convencional de colada, figura 4c, se obtiene igualmente una distribución irregular de las mismas, aunque en este caso la cantidad de partículas parece mucho mayor, posiblemente como resultado de una distribución desigual a lo largo de la muestra, por efecto de la gravedad, al ser obtenida ésta en posición vertical. a) b) c) Figura 4. Microestructura de los compuestos reforzados con un 5% de TiB2, obtenidas por diferentes procedimientos: a) extrusión, b) colada centrífuga, y, c) colada convencional. Sin embargo para estos procedimientos de colada, la distribución de las partículas de refuerzo resulta mucho mejor, con contenidos mayores de refuerzo, al facilitarse el mojado de las partículas por el metal líquido con el aumento de la cantidad de refuerzo, tal como se aprecia en la figura 5 donde se compara la distribución del refuerzo en compuestos con el 10% de TiB2 obtenidos por vía pulvimetalúrgica de extrusión de polvos y colada convencional. 100 µ m b) a) Figura 5. Microestructura obtenida en los compuestos con un 10% de TiB2 de: a) extrusión de polvos y b) colada convencional. 247 Busquets, Martinez, Valero, Salvador y Amigó Igualmente se aprecia una mayor uniformidad, lo que debe redundar en unas propiedades más uniformes, con los compuestos obtenidos por colada centrífuga, tal como se aprecia en la figura 6 para los compuestos con un 10 y 15 % de partículas de refuerzo. a) b) Figura 6. Microestructura de los compuestos obtenidos por colada centrífuga, reforzados con: a) un 10% de TiB2, y, b) un 15% de TiB2. Caract. mecánicas, MPa Los parámetros resistentes obtenidos en el ensayo de tracción, de los materiales compuestos obtenidos por colada centrífuga, indican un mayor incremento de éstos a medida que el contenido de refuerzo se hace mayor, pues aparece un aumento en la tensión de rotura y en el límite de elasticidad, figura 7. 180 160 Tensión de rotura 140 120 100 80 Límite elástico 60 40 20 0 0 3 6 9 12 15 Porcentaje de refuerzo, % Figura 7. Variación de los parámetros resistentes, tensión de rotura y límite elástico, de los compuestos obtenidos por colada centrífuga, en función del porcentaje de refuerzo. No obstante, tal como puede apreciarse en la figura, el índice de endurecimiento, definido como la relación entre el límite elástico y la carga de rotura, disminuye con el porcentaje de refuerzo, tomando valores de 0,46 para la matriz colada o compuestos con un 5% de TiB2 hasta valores de 0,38 para compuestos con un 15% de partículas de refuerzo. Sin embargo, la resistencia obtenida en estos materiales, colados en general, es muy inferior a la de los obtenidos por vía pulvimetalúrgica con la extrusión de los polvos, tal como se aprecia en la figura 8. En ésta se aprecia una diferencia muy notable entre las tensiones de rotura de todos los materiales obtenidos, incluida también la propia matriz que quizás sea el 248 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos material donde puede apuntarse un mayor aumento de estas propiedades pues pasa de 69 MPa en el material colado a 322 MPa en el material extruído. Tensión de rotura, MPa 450 400 Material extruído 350 300 250 200 Material colado 150 100 50 0 0 3 6 9 12 Porcentaje de refuerzo, % 15 Figura 8. Influencia del proceso de fabricación en la tensión de rotura de los materiales compuestos, en función del contenido en partículas de refuerzo. Microdureza Vickers, HV De la misma manera que sucede para la tensión de rotura, también la dureza evoluciona de forma positiva con el porcentaje de refuerzo en los compuestos. Esta dureza se corrobora con la microdureza Vickers, obtenida en general con 300 gramos de carga salvo para el porcentaje del 5% de TiB2, de la muestra obtenida por colada centrífuga, donde se ha realizado el ensayo con una carga aplicada de 1000 gramos al presentar una distribución bastante heterogénea de las partículas en la matriz. En la figura 9 puede observarse la evolución de la microdureza donde se aprecia niveles de endurecimiento de un 5,9% para el 5% de refuerzo, del 15,9% para el 10% de TiB2 y del 27,2% para el contenido de un 15% de partículas. 100 90 80 70 60 50 40 30 20 10 0 92,25 84,1 72,55 0 76,8 5 10 Porcentaje de refuerzo, % 15 Figura 9. Microdureza correspondiente a los materiales colados por centrifugación en función del porcentaje de TiB2. Estas durezas, junto a la tensión de rotura analizada anteriormente, responden a una buena interacción entre la matriz y las partículas de refuerzo, ya que el aumento conseguido es suficientemente importante al tratarse de un refuerzo con partículas y habida cuenta de las posibilidades y facilidad de obtención por colada de estos materiales compuestos. El otro 249 Busquets, Martinez, Valero, Salvador y Amigó aspecto notable en el desarrollo de estos materiales corresponde a la reactividad, y con ello formación de productos de reacción, entre la matriz y refuerzo. En el caso de los materiales obtenidos por vía pulvimetalúrgica esta reacción es muy baja, pero preocupa la posibilidad de reacción de las partículas de TiB2 con el aluminio de la matriz, o si cabe con el silicio o magnesio de la misma, en los procesos de colada al considerar las mayores temperaturas alcanzadas, alrededor de los 900°C, aunque sea por Figura 10. Partículas de reacción entre las breves instantes, no más de cinco minutos, tal como muestra la figura 10. partículas de refuerzo y la matriz de aluminio en el compuesto con un 5% de TiB2 colado por No obstante es posible que en este caso centrifugación. las partículas observadas sean resultado más bien de una precipitación de fases desde el estado líquido que a una reacción propiamente dicha entre la matriz y el refuerzo, aunque esto último debería corroborarse con estudios mediante microscopía electrónica de transmisión que nos confirmarán este extremo. Así y todo, el estudio de estas posibles reacciones partícula-matriz, analizadas por energías dispersivas de rayos X, realizado en compuestos obtenidos por colada convencional, figura 11, ha mostrado una distribución limpia en la transición del contenido en titanio de la partícula a la matriz o del aluminio de la matriz a la partícula, indicativo de una buena unión pero con ausencia de productos de reacción, al menos notorios. a) b) Figura 11. Análisis en línea entre la partícula de refuerzo y la matriz, en un compuesto obtenido por colada convencional con un 5% de TiB2. a) imagen de electrones secundarios con la línea analizada. b) Cantidad de titanio y aluminio a lo largo de la línea. Esta unión matriz-refuerzo, explicaría la evolución obtenida de las propiedades resistentes de los materiales compuestos, en especial en los obtenidos por colada, donde aparece un aumento significativo con el contenido de refuerzo en los mismos. No obstante cabe señalar que esta evolución, observada para los materiales colados, no resulta tan clara en los productos extruídos, pues en ellos aparecen mecanismos de endurecimiento diferentes a los que pueden resultar por la adición de las partículas de refuerzo, tal como son los 250 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos mecanismos de endurecimiento por dispersión de óxidos al tratarse de partículas que pueden estar oxidadas superficialmente y endurecer durante el proceso de extrusión de los polvos. 4. CONCLUSIONES A modo de conclusión cabe señalar que: ü Se han desarrollado compuestos de matriz de aluminio por diferentes métodos de procesado, vía pulvimetalúrgica, por colada centrífuga y colada convencional, con contenidos hasta un 15% de TiB2. ü Los compuestos obtenidos en estado sólido, vía pulvimetalúrgica, han mostrado las mayores tensiones de rotura, aunque el aumento en el contenido de partículas de refuerzo no sea relevante, ya que con un 5% no se aprecia aumento, para el 10% de refuerzo el aumento es muy significativo pero la tensión de rotura vuelve a bajar de nuevo para el 15% de refuerzo, a niveles inferiores a los correspondientes a la matriz, debido fundamentalmente a la aglomeración de partículas. ü En los compuestos obtenidos por colada centrífuga, se ha obtenido un aumento considerable de la tensión de rotura con el aumento del porcentaje de refuerzo, mientras que el límite elástico, pese a aumentar, lo hace en menor medida. Estas variaciones en las propiedades consideradas, hacen que pueda apreciarse una disminución de la relación entre el límite elástico y la tensión de rotura que en cualquier caso es inferior al 49%. ü La dureza, o microdureza, también aumenta significativamente con el porcentaje de refuerzo, habida cuenta del mayor contenido en TiB2 que tiene mayor dureza, 1603 HV, que la aleación de aluminio de la matriz, 77 HV. Por lo que actuando según la ley de las mezclas explica esta variación en la dureza. ü Finalmente, la reactividad entre las partículas de refuerzo y la matriz es muy baja, tal como apuntan los análisis realizados por energías dispersivas de rayos X. Sin embargo, es suficiente como para crear una interface que permita la transferencia de los esfuerzos mecánicos, tal como se desprende de los parámetros mecánicos estudiados. 5. REFERENCIAS 1. T. S. Srivatsa, I. A. Ibrahim, F. A. Mohamed y E. J. Lavernia. Processing Techniques for Particulate-Reinforced Metal Aluminium Matrix Composites, J Mat. Sci., 26, 5965-5978, 1991. 2. D.J. Lloyd. Particle Reinforced Aluminium and Magnesium Matrix Composites. Int. Mat. Rev., 39, 1-23, 1994. 3. B. C. Pai, G. Ramani, R. M. Pillai and K.G. Satyanayana. Role of Magnesium in Cast Aluminium Alloy Matrix Composites, J. Mat. Sci., 30, 1903-1911, 1995. 4. A. S. Chen, R. S. Bushby, M. G. Phillips and V. D. Scott. Proc. R. Soc. London A., 30, pp. 1903, 1995. 5. K.B. Lee, J.P. Ahn y H. Kwon. Characteristics of AA6061/BN Composite Fabricated by Presureless Infiltration Technique. Met. Mater Tans. A, 32, 1007-1018, 2001. 6. M. Lieblich, J. L. González-Carrasco and G. Caruana. Thermal Stability of an Al/Ni3Al Composite Processed by Powder Metallurgy, Intermetallics, 5, 515-524, 1997. 7. S. B. Jung, Y. Minamino, T. Yamane and S. Saji. Reaction Diffusion and Formation of Al3Ni and Al3Ni2 Phases in the Al-Ni System, J. Mater. Sci. Lett., 12, 1684-1686, 1993. 8. D. C. Dunand. NiAl Formation by Annealing of Infiltrated Aluminium-Nickel Precursors, J. Mat. Sci, 29, 4056-4060, 1994. 9. J. R. Picken. J. Mater. Sci., 16, pp. 1437, 1981. 10. P. K. Domalavage, N. J. Grant and Y. Gefen. Metall. Trans. A, 14, pp. 1599, 1983. 251 Busquets, Martinez, Valero, Salvador y Amigó 11. J. W. Yeh y S. H. Jong. Metall. Mater. Trans. A, 25, pp. 643, 1994. 12. J. W. Yeh, S. H. Jong and W. P. Liu. Metall. Mater. Trans. A, 27, pp. 1933, 1996. 13. A H. Lianxi, L. Shoujing, H Wencan and Z. R. Wang. (1995), J. Mat. Proc. Tech., Vol. 49, pp. 287. 14. N. Martínez, M. D. Salvador, V. Amigó y C. Edil. Influence of production processes on the Reactivity Layer Formation in Ti-Al Intermetallics Discontinuously Reinforced AlSi-Mg Alloys. International Conference on Powder Metallurgy & Particulate Materials, New Orleans, USA, 2001. 252