Directivas Generales para la Aplicación de Juntas
Anuncio

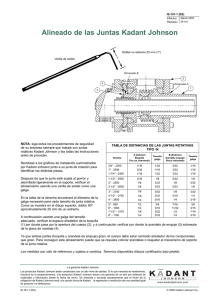
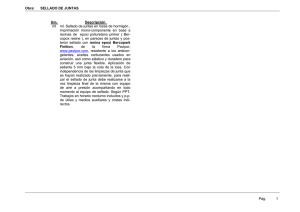
R-O-101-4 (ES) Effective December 2005 Replaces R-O-101-3 Directivas Generales para la Aplicación de Juntas Rotativas Utilizadas con Aceite Térmico IMPORTANTE: Por favor, siga los procedimientos de seguridad de su empresa siempre que trabaje en juntas rotativas de Kadant Johnson y lea todas las instrucciones por completo antes de iniciar. Vea también los diseños de conjunto suministrados junto con su junta rotativa Kadant Johnson para confirmar la identificación de las componentes. Si llegara a tener alguna duda, por favor contacte nuestro Representante o Kadant Johnson. Juntas rotativas utilizadas con aceites de transferencia de calor exigen atención especial durante reparos para garantizar que funcionen sin pérdidas. Los aceites de transferencia de calor tienen la tendencia de "carbonizar" a altas temperaturas y depositar material que se acaba por fijar en la junta. Por este motivo, la junta debe ser desarmada y limpiada con frecuencia, como indicado en la Tabla 1. Se debe tener cuidado para evitar distorsiones o delaminar las superficies de sellado durante la limpieza. Al pedir nuevas componentes de repuesto, siempre especifique en su pedido "MANTENIMIENTO DE ACEITE CALIENTE" e indique la temperatura máxima de operación. Estreses en la cañería pueden forzar la junta y sacarla del alineamiento resultando en pérdidas. Dos partes de manguera metálica flexible, instaladas perpendicularmente (90°) una a la otra, deben ser utilizadas en cada conexión de entrada y salida de la junta rotativa. El conjunto debe estar debidamente fijado para evitar que cargas de las cañerías no incidan directamente sobre la junta. Caso la manguera sea instalada en curva libre, certifíquese de seguir las recomendaciones del fabricante de la manguera cuanto a largo e instalación adecuada, o entre en contacto con Kadant Johnson. PROCEDIMIENTOS PARA INICIAR SISTEMAS NUEVOS DE LUBRICANTE CALIENTE Caso una junta rotativa comience a perder luego después de su instalación, desármela e inspeccione los anillos de sellado de carbono, buscando por marcas o torsiones en la superficie plana o cóncava. Estas marcas pueden indicar que haya partículas presentes en el aceite, y es necesario el uso de una malla de filtración (mesh) más fina. Para garantizar un servicio sin pérdidas en la partida inicial (start-up) de un equipo nuevo, se recomienda hacer un lavado y purga completa del sistema, incluyendo un filtro capaz de retener todas las impurezas metálicas y no-metálicas que puedan estar presentes en el sistema, una vez que ellas pueden dañar los sellos/burletes. Un medio de filtración debería ser instalado antes de cada junta rotativa. El filtro debería ser capaz de retirar partículas entre 40 y 60 micrones, o menores. Manómetros, deberían ser instalados antes y después del filtro para monitorear la condición del elemento filtrante. 1º PASO. Es altamente recomendable mantener el sistema siempre limpio. Todas las cañerías deben ser completamente limpias durante la construcción. Se debe tapar toda y cualquier punta de espera de cañería y cualquier otra abertura para evitar que restos de la construcción no contaminen el sistema. Certifíquese que el sistema no tenga restos de solda, partículas metálicas y materiales sintéticos de sellado de cañerías. 2º PASO. Retire los cartuchos de los filtros para permitir el proceso de enjagüe. 3º PASO. By-pase la(s) junta rotativa(s) para evitar que detritos queden atrapados y las dañen. 4º PASO. Haga el lavado y enjagüe del(os) rolo(s) separadamente al sistema. 5º PASO. Llene el sistema con el solvente de enjagüe recomendado por el fabricante del fluido de transferencia de calor. 6º PASO. Fuerce el solvente a través del sistema a través de una bomba, aire comprimido, o mismo por gravedad. Si posible, caliente el solvente de enjagüe. Esto hará con que la cañería se expanda y podrá permitir que más detritos, que tengan sobrado del proceso de construcción, se suelten y sean llevados por el enjagüe. No ultrapase la faja de temperatura recomendada para el fluido de enjagüe. 7º PASO. Continúe a enjaguar el sistema hasta que el solvente retorne limpio. 8º PASO. Drene todo el solvente de enjagüe removiéndolo completamente del sistema. 9º PASO. Instale los cartuchos del sistema de filtración. 10º PASO. Instale la(s) junta(s) rotativa(s) Kadant Johnson. Junta Rotativa Auto-portante Curva de la Manguera Metálica Flexible Línea de Distribución Manguera Rígida Manguera Metálica Flexible 11º PASO. Complete el sistema con el fluido de transferencia térmica. 12º PASO Encienda el sistema según las recomendaciones del fabricante. 13º PASO. Inspeccione el sistema buscando pérdidas y arregle caso sea necesario. Es muy importante mantener un sistema limpio. La principal causa de fallas prematuras de juntas rotativas, son detritos dentro del sistema. Llegado al caso de que un sistema antiguo todavía esté en uso, es importante mantener bien limpias las cañerías, burletes/empaquetaduras, los rollos y juntas rotativas cuando esté haciendo algún servicio. Filtros adecuados deben ser instalados en todos los sistemas. Figura 1 SUBSTITUCIÓN DEL ANILLO DE SELLADO DE CARBONO Kadant Johnson recomienda substituir el nipple, placa de desgaste, anillos de sellado, guias, y resortes siempre que la junta sea rectificada. Al encomendar repuestos, estas componentes deben ser especificadas para operación con aceites calientes. En la fábrica, ellas pasarán por un proceso de desbaste/pulimento, no siendo necesario repetir este procedimiento durante el montaje. Cuando se esté haciendo mantenimiento en campo, limpie completamente todas las componentes. Substituya cualquier componentes dañadas o desgastadas. Una vez que el anillo de sellado de carbono está siendo utilizado para sellar un fluido de muy baja viscosidad, el anillo de sellado, nipple y placa de desgaste deben estar debidamente desbastadas/pulidas utilizando las siguientes directivas. Figura 2 Utilizando una placa de pulir, desbaste la superficie plana del anillo de sellado (figura 3) y de la placa de desgaste (figura 4). Estas superficies deben quedar planas con apariencia de pulidas de 3 fajas de luz o menos (three light bands). El acabamiento de la superficie, tanto en la placa de desgaste como en el anillo de sellado, deben ser de 20 Ra o menos. Figura 3 Para desbastar/pulir la superficie esférica, arme el tubo del nipple metálico sobre un torno con su abertura esférica mirando hacia la base del torno. Aplique una leve camada de masa de pulir de 250 a 350 grit en la superficie esférica (figura 1). Gire el tubo de 50 a 100 RPM, apoye el anillo de sellado de carbono contra a abertura rotativa (figura 2). Una vez que el carbono tiene la tendencia de secar la masa de pulir, “afine” la masa con algún alcohol/éster mineral o agua caso sea una masa a base de agua. Las superficies pulidas quedarán con una apariencia fosca. El acabamiento de la superficie debe ser de 20 Ra o menos. Retire todo resto de masa de pulir de las superficies de sellado. Si a caso las superficies de desgaste, tengan marcas, perforaciones o cualquier otro daño, la Kadant Johnson recomienda substitución de las pecas dañadas. ATENCIÓN: No trate de mecanizar esas superficies, una vez que esto puede alterar la faja de presión de seguridad de operación del producto. Cronograma Recomendado de Limpieza e Inspección Temperatura de Operación do Lubrificante Térmico Meses 100° – 300°F (38° – 149°C) 12 301° – 450°F (150° – 232°C) 6 451° – 650°F (233° – 343°C) 3 Figura 4 Tabla 1 La Garantía Kadant Johnson Los productos Kadant Johnson son fabricados según altos estándares de calidad. Desempeño es el que el cliente desea: eso es lo que nosotros brindamos. Los productos Kadant Johnson tienen garantía contra defectos de materiales y mano-de-obra por un año de la fecha de embarque. Queda expresamente claro y acordado que el limite de responsabilidad de Kadant Johnson, limitado a la discreción única de la propia Kadant Johnson, de arreglar o aún suministrar un producto sin defectos en la misma cantidad a la del adquirido inicialmente. R-O-101-4 (ES) www.kadant.com © 2014 Kadant Johnson Inc.