Informe de Prácticas Profesionales
Anuncio

1.0 EJERCICIO LABORAL
1.1 PUESTOS EJERCIDOS
1.1.1 PUESTO INICIAL
Empresa: AT&T
Puesto: Técnico de SMT (Tecnología de Montaje Superficial)
Periodo: 28/ Marzo/ 1996 – 01/ Agosto/1997
Tlaquepaque, Jal.
1.1.2 POSICIÓN Y NIVEL DE DECISIÓN
GERENTE
GERENTE DE
PRODUCCION
SUBGERENTE DE AREA
SUBGERENTE DE
SMT
SUPERVISOR E INGENIEROS
DE TURNO
SUPERVISOR DE
SMT
TECNICOS DE
TECNICO DE SMT
LINEAS
LINEA 1
TECNICO DE
SMT
LINEA 2
INGENIEROS DE
SMT
TECNICO DE SMT
LINEA ... N
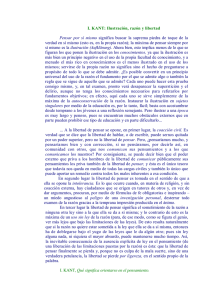
Ilustración 1 – Organigrama #1
El área de producción estaba dividida en tres áreas SMT, PWB y FAST LINE. El
área de SMT contaba con un subgerente, que tenía a su cargo 3 supervisores 1 para
cada turno y 1 ingeniero del área por turno. El área tenía 20 líneas de producción 10
para TOP y 10 para BOTTOM.
En esta empresa dependía directamente del supervisor del área de SMT y era a él a
quien había que reportar cualquier problema relacionado con la línea de producción y
1
a quien debíamos entregar reportes diarios de producción (organigrama #1). Pero se
contaba con la libertad de proponer y hacer modificaciones para mejorar la
productividad de la línea de producción.
1.1.3 FUNCIONES - Técnico de SMT
En esta mis funciones eran las de operar equipos de ensamble de tarjetas con
tecnología de montaje superficial (SMT) y era encargado de una línea de producción
de estas. Mis objetivos principales eran los de cumplir con los programas de
producción al 100 % así como cumplir con los criterios de calidad. Mis actividades
diarias eran al iniciar el turno verificar que modelo y cantidad que se iba a trabajar en
mi línea de producción durante el turno. Durante el turno tenía que estar verificando
el correcto funcionamiento de la maquinaria, que no faltaran insumos y reportar
cualquier falla al departamento de mantenimiento. Cuando había que hacer un cambio
de modelo a producir se debían hacer todas las modificaciones necesarias a los
equipos y la línea de producción y dejar todo listo para que el siguiente turno iniciara
la producción correctamente. Cuando tocaba mantenimiento preventivo debía apoyar
al equipo de mantenimiento en las labores de limpieza, lubricación y ajustes a la
maquinaria y equipos. También debía verificar el control de la calidad de la
producción al estar haciendo inspecciones para llevar un control de calidad que fuera
el óptimo. Esto debido a que el área de SMT era básicamente el punto inicial de lo
que era el procesos de manufactura de los equipos que se manufacturaban en esta
empresa, ya fueran celulares, teléfonos, contestadoras o identificadores de llamadas.
Y si nosotros producíamos material defectuoso podíamos afectar a la producción en
líneas de ensamblaje posteriores.
Cabe mencionar que inicie trabajando en esta fábrica al mismo tiempo que estudiaba
en la universidad. Una de las ventajas de trabajar y estudiar es que puedes aplicar en
tu trabajo diario los conocimientos que vas adquiriendo en la escuela. Aquí fue
donde empecé a familiarizarme con los procesos de control de calidad aplicada a los
procesos de producción.
2
Además aprendí el ajuste, operación y reparaciones básicas a las maquinas: GSP III
y GSP II de la marca FUJI, Dek 260, 265 y 288 (impresoras de soldadura en pasta);
GL V y GL 541 de la marca FUJI( dispensadoras de adhesivo); CP III, CP IV y CP 6
de la marca FUJI (Colocadoras de componentes), IP II e IP III marca
FUJI
(colocadoras de circuitos integrados); MYDATA (colocadoras de componentes); Y2,
FRU, APU marca
NITTO
(dispensadoras de adhesivo y colocadoras de
componentes); Hornos de reflujo ATMOS 2000 y OMNI FLO 7 y Hornos de curado
OMNI FLO 5. Programación básica de MCS (software para maquinas de montaje
superficial marca FUJI).
1.2.1 PUESTO INTERMEDIO
Empresa: VTECH (antes LTCP, antes Philips, antes Lucent, antes AT&T)
Puesto: Técnico de Pruebas
Periodo: 01/ Agosto/1997 – Diciembre / 2000
Tlaquepaque, Jal.
1.2.2. POSICIÓN Y NIVEL DE DECISIÓN
GERENTE
GERENTE DE
MANTENIMIENTO DE
PRODUCCION
DE AREA
SUBGERENTE
SUBGERENTE DE
MANTENIMIENTO DE
PRODUCCION
DE AREA
SUPERVISORE E INGENIEROS
DE TURNO
TECNICOS DE
MANTENIMIETO DE LINEAS
SUPERVISOR DE
MANTENIMIENTO
TECNICOS DE
PRUEBAS
TECNICOS DE
MANTENIMIENTO
SMT
INGENIERO DE
EQUIPOS DE SMT
TECNICOS DE
MANTENIMIENTO DE
OLAS
INGENIERO DE
EQUIPOS DE
PRUEBAS
TECNICOS DE
MANTENIMIENTO
INCERSION
AUTOMATICA
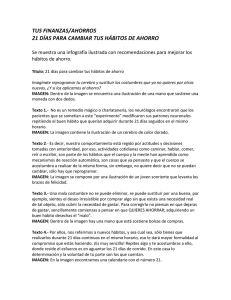
Ilustración 2 – Organigrama #2
3
Había dos áreas de mantenimiento, mantenimiento de planta; que se encargaba de
todo lo relacionado con mantenimiento y conservación del edificio. Y el área de
mantenimiento de producción, que se encargaba de todo lo relacionado con la
maquinaria y equipos en las áreas de producción. El área de mantenimiento de
producción no estaba subordinada a producción sino que trabajaba en conjunto con
esta por lo que tenía su propio gerente.
Además del gerente y subgerente del área había, 1 supervisor por cada turno. Además
el área se subdividía en dos grandes grupos; mantenimiento de pruebas y
mantenimiento de SMT, ya que los técnicos de inserción y olas eran pocos. También
había un ingeniero de equipos para cada una de estos grupos. Éramos 10 técnicos
para Pruebas, 6 técnicos de SMT, 1 técnico de inserción automática y 1 técnico de
olas, por cada turno.
Aquí dependía del supervisor y se trabajaba en base a requisiciones de
mantenimiento, donde se atendía a todas las líneas de producción.
1.2.3 FUNCIONES - Técnico de Pruebas
Las labores diarias incluían el dar soporte a las líneas de producción para reducir al
mínimo los tiempos caídos por fallas en los equipos de prueba, logrando con ello que
se cumplieron los parámetros de producción y calidad. Esto mediante el
mantenimiento preventivo y correctivo a los equipos.
En esta área dependía de un supervisor de mantenimiento y éramos 10 técnicos por
turno. Al principio todo los técnicos dábamos soporte a todas las líneas de
producción, pero con forme nos fuimos especializando en algún equipo y a medida
que cambiaron las necesidades de producción de la empresa se nos fueron asignando
líneas de producción por cada técnico para así dar soporte exclusivo a ciertos equipos
o para determinados productos. Lo que nos dio oportunidad de trabajar de manera
más cercana y en equipo con los ingenieros de productos y los ingenieros de proceso.
4
Así al trabajar en coordinación con los ingenieros de procesos y de pruebas también
se detectaban y corregían fallos en el proceso que pudieran causar fallas en la
calidad. Ya que solo había 3 ingenieros de proceso para 15 líneas de producción por
cada turno, teníamos que trabajar conjuntamente con los supervisores de líneas para
detectar y corregir cualquier problema que surgiera con la calidad en la línea de
producción.
Aquí aprendí el diagnostico, reparación,
calibración y mantenimiento de ICT’s
(equipos para prueba de componentes a nivel tarjeta) de la marca TERADYNE series
18xx, Gomer (Equipo para pruebas eléctricas y acústicas a unidades ensambladas),
equipos de prueba funcional para verificar: programación de memorias,
sintonización, consumo de corriente, radiofrecuencia y pruebas de alto voltaje, etc.
Además me familiaricé más con los controles y procedimientos para el control de la
de producción. También aprendí de la importancia que tiene el mantenimiento en la
producción, ya que se tenía la presión de cumplir con la producción y la calidad
cuando los equipos fallan.
5
1.3.1 PUESTO INTERMEDIO
Empresa: SCI Services de México (hoy SANMINA – SCI)
Puesto: Ingeniero de Pruebas Junior.
Periodo: Enero / 2001 – Septiembre / 2001
Tlajomulco, Jal.
1.3.2 POSICIÓN Y NIVEL DE DECISIÓN
GERENTE DE
PRODUCCION
GERENTE
GERENTES DE AREA
GERENTE DE
PRUEBAS
JEFE INMEDIATO
INGENIERO DE
PRUEBAS
INGENIEROS JR. PARA
EL PROYECTO
INGENIERO DE
PRUEBAS JR.
GERENTEE DE
CALIDAD
GERENTE DE
PRODUCCION
GERENTE DE
PROYECTO
INGENIERO DE
PRUEBAS JR.
Ilustración 3 – Organigrama #3
Esta es una empresa que se dedica a la manufactura para otras compañías. Y se
trabajaba por proyectos, había áreas para cada proyecto que se trabajaba los cuales
eran independientes así que había un área para el proyecto TiVo, un área para el
proyecto de tarjetas madre para computadoras, un área para la producción de
unidades VDR (Video digital recorder) de las marcas Sony y RCA, etc. En este
último fue en el proyecto en el que me toco laborar.
Si bien cada proyecto era independiente uno de otro, cada uno contaba con su
supervisor de línea, y un ingeniero de proceso, que dependían del gerente de
producción. Un ingeniero de calidad del área de calidad. Así como dos ingenieros de
pruebas dependientes del gerente de pruebas. Estos últimos a los que teníamos que
responder dos ingenieros de pruebas junior por cada turno de trabajo.
6
1.3.3 FUNCIONES – Ingeniero de Pruebas Junior.
El proyecto en el que estaba era para la producción de unidades VDR (Video digital
recorder) de las marcas Sony y RCA, había una línea de producción para cada marca
y éramos 2 ingenieros Junior de pruebas para el proyecto, uno encargado para cada
línea.
Las actividades diarias incluían dar soporte a la línea de producción. Permanecíamos
durante todo el turno en la línea de producción por lo que estábamos mas en contacto
con la problemática diaria de la línea de producción. Lo cual nos daba una idea más
clara de la forma en que se presentaban los problemas y como resolverlos. Además de
buscar nuevas formas de hacer más eficiente o hacer mejorar a las líneas de
producción.
Aquí además de las actividades de dar soporte a la línea de producción con el
mantenimiento se me permitió participar más en labores enfocadas al área de
procesos
y calidad. Participe en la creación de manuales de procedimiento de
producción, para así cumplir con la normatividad ISO 9000. La evaluación de
material para ser utilizado en las líneas de producción, tales como la evaluación de
diferentes marcas de discos duros, para ser probados por lotes para evaluar cuales
presentaban menos problemas al grabar y reproducir datos. Compra de material y
refacciones para los equipos de pruebas. Modificación de equipos de pruebas para
reducir falsos rechazos y mejorar el desempeño de los equipos y hacer más eficiente
la producción. Además del diagnostico, reparación y mantenimiento de equipos de
prueba funcional para verificar: programación de memorias, discos duros, conexión a
Internet, sintonización, audio y video.
7
1.4.1 PUESTO INTERMEDIO
Empresa: Flextronics Manufacturing (hoy FLEXTRONICS)
Puesto: Técnico de Pruebas (Encargado de Almacén de Pruebas)
Periodo: Septiembre / 2001 – Julio / 2002
Zapopan, Jal.
1.4.2 POSICIÓN Y NIVEL DE DECISIÓN
GERENTE DE
PRODUCCION
GERENTE
GERENTE DE
PRUEBAS
GERENTES DE AREA
SUPERVISOR E
INGENIEROS
INGENIERO DE
PRUEBAS
3COM
INGENIEROS JR. PARA EL
PROYECTO
TECNICO DE
PRUEBAS
INGENIERO DE
PRUEBAS
PROYECTO 2
GERENTEE DE
CALIDAD
GERENTE DE
PRODUCCION
INGENIERO DE
PRUEBAS
PROYECTO "N"
SUPERVISOR DE
PRUEBAS
TECNICO DE
PRUEBAS
PROYECTO 1
TECNICO DE
PRUEBAS
PROYECTO 2
TECNICO DE
PRUEBAS
PROYECTO "N"
Ilustración 4 – Organigrama #4
En esta empresa fui contratado como técnico de pruebas, pero no para desempeñar
funciones de apoyo en las líneas de producción, ya que para ello había técnicos de
prueba que hacían estas funciones y dependían directamente del supervisor de
pruebas.
Aquí además del supervisor del área de pruebas, había un ingeniero y un técnico de
pruebas para cada proyecto. Cada proyecto constaba de una línea de producción y el
edificio en que me encontraba tenía 8 proyectos diferentes o líneas de producción.
Yo dependía directamente del Ingeniero de pruebas encargado del proyecto. Aunque
en realidad había 3 Ingenieros de pruebas ya que el proyecto constaba de 4 líneas de
producción. Así que debía trabajar en coordinación con los tres ingenieros.
8
Esto al inicio, ya que cuando me pidieron hacerme cargo del almacén del área de
pruebas también tuve que trabajar en coordinación con el supervisor de esta área.
1.4.3 FUNCIONES – Técnico de pruebas (Encargado de Almacén)
Como ya mencione en el edificio se tenían 8 proyectos diferentes, una línea de
fabricación de teléfonos celulares para Motorola, otro donde se procesaba únicamente
la tapa de un modelo de teléfono Motorola, otra línea para tarjetas Mother Board
para la empresa Dell, Una línea que producía dos tipos de agendas electrónicas marca
Palm, y el proyecto en el que me encontraba que hacia tarjetas de red para
computadoras, de la marca 3 COM.
Cada proyecto tenía un técnico de pruebas asignado por cada línea de producción. El
proyecto de 3COM como ya mencione constaba de 4 líneas de producción, 2 líneas
para la fabricación de tarjeras de red alámbricas para PC, 1 línea para producir
tarjetas de red para laptop y una línea para la producción de tarjetas de red con
tecnología para fibra óptica. Cuando empecé a laborar aquí solo se tenían las dos
líneas del modelo alámbrico laborando y tuvimos que recibir y poner en marcha las
otras 2.
Aquí mis actividades eran:
Llevar los inventarios del almacén de refacciones del departamento de
Mantenimiento a Pruebas.
Cotización y compra de material y refacciones para los equipos del
departamento de pruebas.
Dar soporte a los ingenieros de pruebas en las actividades de: modificación de
equipos de pruebas para reducir falsos rechazos, mejorar el desempeño de los
equipos y diagnostico.
Llevar un control de los equipos que requerían calibración para verificar que
se estuvieran calibrando.
Llevar un control de los equipos dañados para verificar que se estuvieran
reparando.
9
Llevar un control de los materiales de consumo dañados para verificar que se
estuvieran reparando (los que se podían reparar ya que era más barato que
comprarlos nuevos).
Llevar al control del inventario de equipos en línea actualizada para cumplir
con las normas ISO.
Empaque, embarque y seguimiento de los equipos que se mandaban reparar.
10
1.5.1 PUESTO INTERMEDIO
Empresa: SEDER - Secretaria de Desarrollo Rural (Gobierno del Estado de
Jalisco)
Puesto: Supervisor de Operación
Periodo: Julio / 2002 – Noviembre / 2010
Guadalajara, Jal.
1.5.2 POSICIÓN Y NIVEL DE DECISIÓN
SECRETARIO DE
DESARROLLO
RURAL
DIRECTOR GENERAL
DIRECTOR DE
INFRAESTRUCTU
RA RURAL
DIRECTORES
SUBDIRECTOR DE
MAQUINARIA Y
PROGRAMAS
ESPECIALES
SUBDIRECTOR
RESIDENTES
RESIDENTE
REGIONAL
ZONA 1
SUPERVISORES
SUPERVISOR DE
OPERACION
OPERADORES
OPERADORES
DE
MAQUINARIA
RESIDENTE
REGIONAL
ZONA 2
DIRECTOR DE
DESARROLLO
FORESTAL
DIRECTOR DE
X
COORDINADOR
DE PATIO DE
MAQUINAS
RESIDENTES
REGIONAL
ZONA "n"
Ilustración 5 – Organigrama #5
La Secretaria de Desarrollo Rural está constituida por varias dependencias o
direcciones, así pues están la dirección de infraestructura rural, de fomento acuícola y
pesquero, financiamiento rural, fomento ganadero, desarrollo forestal sustentable, y
desarrollo empresarial, etc. Yo pertenecía a la dirección de infraestructura rural, en la
subdirección de maquinaria y programas especiales. Aquí dependía jerárquicamente
de un residente regional, y tenía a mi cargo entre 5 y 12 personas dependiendo el
municipio donde estuviera trabajando y el trabajo que se estuviera realizando.
11
1.5.3 FUNCIONES – Supervisor de Operación
Tenía a mi cargo un modulo de maquinaria pesada que consistía en Bulldozer, moto
conformadora, cargador frontal de ruedas y 2 camiones de volteo por parte de
SEDER mas la maquinaria y volteos que proporcionaran los municipios donde se
trabaja, dependiendo del trabajo que se estuviera realizando.
Las actividades realizadas eran:
Verificar que se cumplieran las metas mensuales y anuales fijadas por
SEDER.
Verificar que se cumplieran horarios de trabajo.
Llevar el control de los mantenimientos preventivos y correctivos a la
maquinaria y camiones a mi cargo.
Verificar que los mantenimientos programados (Servicios de lubricación) se
estuvieran cumpliendo a tiempo.
Llevar control de suministro y consumos de combustible para la maquinaria y
camiones.
Reportar fallas en la maquinaria a SEDER para que se programaran
mantenimientos correctivos.
Solicitar compras programadas de refacciones para la maquinaria.
Trabajar en coordinación con responsables por parte de los municipios para
evaluar obras y definir programas de trabajo como aperturas y modificaciones
de caminos.
Definir programas de acción en casos de emergencias, y obras en beneficio de
las comunidades visitadas por el modulo de SEDER.
Negociar, cotizar y comprar refacciones para la maquinaria.
Suministrar y llevar un control de los lugares de hospedaje y alimentación del
personal operativo a mi cargo.
Llevar el control de los trabajos realizados durante tiempo extra
12
1.6.1 PUESTO ACTUAL
Empresa: ISSSTE– Instituto de Seguridad y Servicios Sociales de los
Trabajadores del Estado (Gobierno Federal)
Puesto: Auxiliar administrativo en Salud A-3 (Jefe de Mantenimiento)
Periodo: Noviembre / 2010 - A la fecha
Guadalajara, Jal.
1.6.2 POSICIÓN Y NIVEL DE DECISIÓN
DELEGADO ESTATAL
ISSSTE
DELEGADO ESTATAL
DIRECTOR
DIRECTOR DE LA
CLINICA
SUBDIRECCIONES Y
JEFATURAS
JEFATURA DE
MANTENIMIENTO
SUBDIRECTOR
ADMINISTRATIVO
SUBDIRECTOR
MEDICO
JEFATURA DE
ENFERMERIA
PERSONAL MEDICO
ADMINISTRATIVO Y
ENFERMERAS
ASISTENTE
ADMINISTRATIVO Y
PERSONAL
OPERATIVO
PERSONAL
ADMINISTRATIVO
MEDICOS
ENFERMERAS
Ilustración 6 – Organigrama #6
Estoy laborando en una clínica de reciente creación por lo cual todo el personal es
nuevo, aquí estoy desempeñando las funciones de jefe del área de mantenimiento.
Aquí dependo jerárquicamente del director de la clínica y trabajo en coordinación
con el sub director administrativo y el sub director médico para realizar mis labores.
Aquí nuevamente estoy en un área nueva, por lo que he pasado por un proceso de
investigación y aprendizaje, para lograr lo que se espera de mí. Lo cual ha sido un
reto, pero también ha sido muy gratificante ya que me ha servido para aprender y
llevar a cabo los propósitos y alcanzar las metas que me he propuesto.
13
1.6.3 FUNCIONES – Encargado de Mantenimiento
Como ya dije esta es una clínica de reciente creación inicio labores en enero del
2011. Entre las actividades que me ha tocado realizar están:
Hacer un inventario de todo el equipo médico que se recibió en la clínica.
Para elaborar un expediente y bitácora para cada equipo médico y verificar
que se estén llevando a cabo los mantenimientos preventivos según el
calendario proporcionado por el proveedor
Elaborar un inventario del quipo de planta (Aire acondicionado, calentadores
de agua, bombas de agua potable, etc. Para definir un programa de
mantenimiento preventivo para que los equipos no sufran fallas debido a la
falta de este, según especificaciones de los fabricantes.
Elaborar una base de datos para llevar un mejor control de los equipos
médicos y de planta para llevar a cabo los mantenimientos preventivos
programados.
Estar en comunicación con los proveedores de servicio para programar
mantenimientos preventivos y correctivos a los equipos médicos y de planta.
Llevar un control de la calidad del agua en la clínica para cumplir con las
normas de salubridad.
Llevar un control de la disposición y desecho del RPIB (Residuos peligrosos
biológicos infecciosos) para cumplir con las normas de salubridad.
Elaboración de planos para hacer modificaciones necesarias para el mejor
funcionamiento de la clínica.
Asegurar el suministro de gases medicinales (oxigeno y Oxido Nitroso),
llevando el control del consumo de los mismos.
Hacer las modificaciones necesarias a los sistemas de agua, instalación
eléctrica, alumbrado y comunicaciones, además de las instalaciones para un
mejor funcionamiento de las mismas.
Mantener en buen estado las instalaciones de la clínica, mediante la
corrección de fallas que se presenten.
14
Compra de materiales y herramientas necesarias para que se desempeñen las
labores de mantenimiento.
Todo esto se lleva a cabo trabajando en coordinación con los subdirectores
administrativo y medico.
15
2.0 COMPARACION EVOLUTIVA DEL EJERCICIO PROFESIONAL
2.1 - TÉCNICO DE SMT
Mi experiencia laboral inicia en el año de 1996 en la empresa telefónica AT&T
ubicada en Tlaquepaque, Jalisco, como técnico de STM. Esta empresa de dedicaba a
la fabricación de teléfonos para casa, teléfonos celulares, identificadores de llamada y
contestadoras, todo lo que se producía era para la exportación y consumo en los
estados unidos. Aquí era encargado de una línea de producción automatizada de
tarjetas con tecnología de montaje superficial (SMT) y era responsable de cumplir
con los parámetros de calidad y producción diarios de la misma. En Abril del año
1997 me dan el reconocimiento como empleado del mes debido a los resultados
obtenidos en cuanto a producción y calidad.
2.1.1 EL VALLE DEL SOLICIO MEXICANO
Jalisco hoy en día no solo es reconocido por el tequila y el mariachi, también es uno
de los principales exportadores de tecnología e informática. Por lo cual también es
conocido como el valle del silicio Mexicano. Esto en comparación al «Silicon
Valley» de San José, California, en Estados Unidos, donde también se agrupa un
número importante de empresas de tecnologías de la información y manufactura.
Se trata de una zona de manufactura electrónica. Se ubica en el área metropolitana de
Guadalajara, en donde se agrupan en «parques tecnológicos» y corredores
industriales las empresas fabricantes de tecnología más importantes del mundo.
El director general de la Cámara Nacional de la Industria Electrónica, de
Telecomunicaciones y Tecnologías de la Información (Canieti), Braulio Laveaga
Ceceña, afirma que este clúster ha logrado la consolidación de la tecnología mexicana
con países como Estados Unidos, Canadá, Europa y zonas de Asia. El ingreso anual
que reportan las exportaciones de este clúster es más de 15 mil millones de dólares,
representan entre el 60 y 70 por ciento de las exportaciones de Jalisco, son de
electrónica y tecnología, explica.
16
El cenit de la tecnología. Fue la consolidación del Clúster Electrónico de Jalisco
desde hace 15 años, también lo que dio pie a este nombre del «Valle del Silicio
Mexicano», según el director de la Canieti, Laveaga Ceceña, éste tomó impulso con
el Tratado del Libre Comercio con América del Norte (TLCAN). Aunque el proyecto
había iniciado desde hace 40 años, con la llegada a la entidad de tres importantes
empresas de alta tecnología: IBM, Kodak y Motorola, luego llegaría Hewlett Packard
(HP).
En 1968 Jalisco recibió la primera planta de semiconductores en América Latina:
Motorola. Ahora, el Clúster electrónico jalisciense cuenta con 8 compañías de las Top
100 de la industria electrónica mundial como Flextronics y San mina SCI, además de
centros de desarrollo de tecnología y diseño de empresas como Hewlett Packard,
IBM, Intel, ST Microelectronics y Siemens VDO. Para el Estado mexicano, este
sector industrial registra el mayor crecimiento y ha contribuido fuertemente al
desarrollo comunitario. Además de la maquila de productos, se crea tecnología y es
cada vez mayor el porcentaje de bienes de alta tecnología que se producen.
El conjunto de empresas de manufactura, maquiladoras y no maquiladoras,
proveedores de servicios han formado lo que ya se conoce como el Clúster de
Manufactura Electrónica de Jalisco. Este conglomerado industrial tiene una visión
estratégica a largo plazo. Por ahora, las exportaciones del estado representan
alrededor de 15.000 millones de dólares donde la producción se divide de la siguiente
forma: 58% de baja tecnología, 23% de tecnología media y un 19% de alta
tecnología.
Pero no todo fue viento en popa para la agrupación tecnológica. Cabe señalar que en
1998, la industria de la manufactura electrónica se da cuenta de la amenaza de China.
Se avecinaba una estampida de líneas de producción hacia el país asiático con
facilidades para las empresas en contratación de obreros y establecerse en el país.
En 2004 con el cambio de «mentalidad» se alcanzan los niveles de facturación y
exportaciones reportados durante 2001 y ya para 2005 batió sus propios récords
17
cuando sumó, sólo en el rubro de exportaciones, 11 mil 275 millones de dólares, y
creció un 7 por ciento.
¿Clúster de manufactura electrónica?
La electrónica en Jalisco incluye compañías nacionales y extranjeras que tienen
actividad desde el área de cómputo hasta la aeronáutica. Se producen desde hardware,
software y productos de electrónica como PC’s y Laptops, servidores, tarjetas madre,
sistemas ABS, equipos médicos, software de prueba, etc. De tal forma que el Clúster
de la Industria de Manufactura Electrónica está formado por entidades conocidas
como las SS’s (Specialized Suppliers), los OEM’s (Original Equipment
Manufacturers) y los CEM’s (Contract Equipment Manufacturers), por sus siglas en
inglés. Las SS’s son los proveedores especializados y representan un conglomerado
de más de 500 compañías que nutren de insumos tanto a CEM’s como OEM’s. La
diferencia entre las OEM’s y las CEM’s es que las OEM’s subcontratan a las CEM’s
para que les ayude en el suministro de partes o productos en específico.
Un ejemplo de OEM’s son empresas como Siemens, Hewlett-Packard, Kodak,
mientras que compañías CEM’s serían Solectron, Sanmina-SCI, Jabil Circuit,
Flextronics, etc.; es decir, empresas que maquilan productos a otras.
Parte del éxito en Jalisco se debió al esfuerzo de atraer importantes CEM’s para
soportar el crecimiento de las OEM’s. Un ejemplo es IBM. Cuando la empresa llegó
en los años ochenta era la planta más pequeña y contaba con sólo 300 empleados y
facturaba 300 millones de dólares anuales. Al cabo de los años, la planta creció y su
expansión incluyó mejoras como el desarrollo de tecnología. IBM alcanzó los 10.000
trabajadores y su facturación superó los 3.400 millones de dólares y se convirtió en la
planta de IBM más grande del mundo.
Jalisco es uno de los principales exportadores de tecnología, ya que su oferta se
dirige al Mercado de Estados Unidos con la creación o armado de piezas tecnológicas
como celulares de última generación. En mayo del 2011, las exportaciones de
tecnología de Jalisco tuvieron un repunte y una entrada de 299.1 millones de dólares
a la entidad.
18
2.1.2 HISTORIA DE LA SMT
Ilustración 7 – Tarjeta con componentes de SMT
La tecnología de montaje superficial tiene sus orígenes en la década de los 50´s. El
primer uso de componentes electrónicos que no usaban terminales para inserción se
remonta a al empleo del encapsulado “Flat pack”, un empaque de metal con
terminales salientes de dos lados. Este tipo de tecnología fue muy usado en
aplicaciones militares de alta fiabilidad así como en la electrónica aeroespacial. Con
la creciente complejidad de los circuitos integrados el uso de las terminales salientes
fue más necesario. Este tipo de empaques era muy costoso y fue reemplazado por un
empaque cerámico con dos hileras de terminales, estos son los llamados integrados
“DIP” (Dual In Line Package). Fueron creados para facilitar la inserción de los
componentes en las tarjetas impresas. Esta tecnología demostró ser muy confiable y
fácil de acoplar. En la década de los 60´s aparecieron más componentes de SMT para
satisfacer las necesidades del limitado mercado de circuitos híbridos.
En los años 70´s y comienzo de los 80`s la industria del circuito se había hecho muy
sofisticada y los circuitos integrados muy complejos, aumentando enormemente su
número de terminales, en muchos casos por encima de 100. La utilización del
encapsulado DIP se convirtió en una carga debido al espacio requerido para
acomodar estos monstruos. La mejor solución fue un encapsulado de plástico,
ligeramente más delgado que el encapsulado DIP, con terminales a los cuatro lados,
generalmente llamado “QP” (Quad Pack). Este encapsulado era el génesis para el
“BQFP” (Bumpered Quad Flat Pack) de hoy en día.
En las dos últimas décadas la industria de la SMT está creciendo a pasos agigantados.
Los componentes de SMT se usan en casi todos los productos comerciales y de
consumo y en un amplio surtido de ellos.
19
Ventajas de la SMT
Las ventajas principales de los componentes de SMT se basan en su reducido tamaño
y en la ausencia de hilos. Son bastante pequeños (las resistencias de 2mm de largo x 1
de ancho y menos, los transistores e incluso los IC`s con 6mm entre las patas), y
ahorran básicamente espacio y longitud entre pistas de cobre. Esto es una gran
ventaja porque se pueden hacer placas que ocupan la cuarta parte de espacio,
reduciendo la longitud entre pistas.
Por otro lado, el hecho de eliminar el paso del hilo a través de un agujero supone lo
siguiente: si existen 180 agujeros y la placa mide 1.5mm de espesor, se está
ahorrando mínimo 27 cm de pistas, que son como cable malo sin cobertura. Hay que
añadir la porción de hilo doblado que sobresale entre la PBC y llega al componente
por lo que pueden ser mas, y que esta porción puede estar expuesta a la oxidación.
Ahora, en términos más científicos, la eliminación de las patas supone una mejora en
la inductancia y en la resistencia parasita que ofrece el encapsulado. En general todo
circuito de alta velocidad, bien sea digital, analógico o PWM debe de usar SMT, ya
que el comportamiento a altas frecuencias es mucho mejor, no hay patas de
resistencias que hagan de antena, no hay inductancias parasitas tan grandes. Es
incluso fácil de observar que las señales cuadradas son más cuadradas, con menos
over shot y tiempos de subida y de bajada menores.
Como ventajas adicionales, son componentes que están preparados para las últimas
tecnologías, y por ejemplo es habitual que soporten muchos tipos de ácidos,
disolventes, limpiadores, y que solamente con sumergir el circuito en acetona se
eliminen los residuos resultantes de las soldaduras. En los componentes de trough
hole esto no es norma, por ejemplo los electrolíticos no lo permiten, ciertos tipos de
resistencias tampoco, los condensadores de película enrollada que no estén
recubiertos de resina epoxi tampoco. Y los residuos de las soldaduras pueden ser
higroscópicos y/o ácidos, por lo que es necesario eliminarlos, ya que pueden formar
resistencias y condensadores parásitos.
20
También son más ligeros, por lo que son mas recomendados para áreas muy estrictas
de diseño como aviación, competiciones deportivas, armamento…
Desventajas
Las principales desventajas están relacionadas con aspectos térmicos. El reducido
tamaño implica que la superficie de dispersión también es menor, y normalmente la
resistencia térmica entre el interior del componente y el exterior es más grande.
Afortunadamente, estos efectos son perfectamente predecibles y con u buen diseño no
tienen porque afectar la calidad del producto.
2.1.3 LA PCB
Tarjetas de circuito impreso (PCB – Printed Circuit Board)
Ilustración 8 – Tarjeta de circuito impreso por ambos lados TOP y BOTTOM
Una tarjeta de circuito impreso se utiliza para soportar y unir mecánicamente
componentes electrónicos usando líneas conductivas o pistas. Estas líneas o pistas de
material conductor, son creadas por un proceso de corrosión o grabado mediante
acido sobre una hoja de cobre laminar que está unida a un substrato no-conductivo
como, resinas de fibra de vidrio reforzada (la más conocida es la FR4), o polímeros
como la baquelita. También conocidas como Printed Wiring Board (PWB –
Tarjeta de alambrado impreso) o Etched Wiring Board (EWB - Tarjeta de
alambrado grabado).
21
Una PCB poblada de componentes electrónicos es una PCA (printed circuit
assembly) circuito impreso ensamblado también llamado PCB Assembly (PCBA).
Las PCBA o simplemente PCB´s son usadas virtualmente en todos los dispositivos
electrónicos desde los más simples hasta los más complejos.
Las alternativas a las PCB´s incluyen el alambrado y la construcción punto a punto.
Las PCB´s son generalmente más baratas y más confiables a estas alternativas,
aunque requieren mayor esfuerzo de diseño y un costo inicial alto. Las PCB´s son
más baratas y rápidas de fabricar para altos volúmenes de producción ya que la
producción y soldadura de las PCB puede hacerse mediante procesos y equipos
automáticos.
Muchos de los requerimientos de diseño de PCB para la industria, ensamblado y
necesidades de control de calidad están dados por estándares y son publicados por la
organización IPC.
2.1.4 COMPONENTES DE SMT, RESISTENCIAS Y CAPACITORES
Los componentes de montaje superficial vienen en una variedad de encapsulados. A
medida que mejoro la tecnología los encapsulados han disminuido de tamaño,
además, hay una variedad de encapsulados SMT para circuitos integrados que
depende de la conectividad necesaria, la tecnología utilizada y una variedad de otros
factores.
Para proporcionar un cierto grado de uniformidad, el tamaño de la mayoría de los
componentes de SMT se ajustan a estándares industriales, muchos de las cuales son
especificaciones pertenecientes a JEDEC. Obviamente se utilizan diferentes
encapsulados SMT para distintos tipos de componentes, pero el hecho de que existen
valores estandarizados permite simplificar actividades tales como el diseño de un
PCB. Además, el uso de encapsulados de tamaños estándar simplifica la fabricación
ya que permite el uso de máquinas pick & place lo que simplifica considerablemente
el proceso de fabricación y bajo los costos.
22
Ilustración 9 - Componentes de SMT vs componentes Axiales o de “Trough hole”
Componentes Rectangulares Pasivos tipo “Chip” o “Flat Chip”
Estos componentes de SMT son principalmente encapsulados para resistencias y
capacitores que forman el grueso del número de los componentes utilizados. Existen
varios tamaños diferentes que se han ido reduciendo a medida que la tecnología ha
permitido fabricado y utilizado componentes más pequeños
Nomenclatura de los componentes rectangulares pasivos.
El tamaño de estos componentes es identificado por un código de 4 dígitos. En los
Estados Unidos se usa el código de los 4-dígitos que es medido en pulgadas. Fuera de
los Estados Unidos este código se puede encontrar en milímetros o pulgadas. Esto
podría causar confusión por lo que es importante verificar en que código se está
usando ya sea métrico o en pulgadas.
Por ejemplo:
Si en los primeros 2 dígitos el código es 12 entonces la longitud del chip plano es
0.12 pulgadas, pero si el código es métrico seria igual a 1.2 mm.
El espesor (D) del componente no está incluida en los 4-dígitos del código, para
obtener el espesor se debe de buscar la información con el proveedor que lo
manufactura
ya que el espesor en las resistencias es constante; pero en los
capacitores es variable de acuerdo al proveedor que lo fabrica, la capacitancia que
tiene el componente, la temperatura de operación por lo que es necesario hacer
ajustes en las máquinas al momento de colocar un componente nuevo debido al
espesor variable del componente.
23
Aquí se muestran los códigos más comunes para capacitores y resistencias:
Código de Tamaño
Tamaño aproximado (L x W)
Pulgadas
Métrico
Pulgadas
0402
1005
.04¨ x .02¨
1.0 x .5 mm
0504
1210
.05¨ x .04¨
1.2 x 1.0 mm
0603
1508
.06¨ x .03
1.5 x 0.8 mm
0805
2012
.08¨ x 05¨
2.0 x 1.2 mm
1005
2512
.10¨ x .05¨
2.5 x 1.2 mm
1206
3216
.12¨ x .06¨
3.2 x 1.6 mm
1210
3225
.12¨ x .10¨
3.2 x 2.5 mm
1812
4532
.18¨ x .12¨
4.5 x 3.2 mm
2225
5664
.22¨ x .25¨
5.6 x 6.4 mm
Métrico
Tabla 1 - Comparación de las medidas de los ¨chips¨
Ilustración 10 - Medidas en largo, ancho y espesor de un "Chip"
Donde:
L= Largo,
E=Ancho de terminal,
W= Ancho,
D= Altura
24
Se podrá observar que el nombre del código en pulgadas; equivale exactamente al
tamaño medido en pulgadas por ejemplo:
Código 0402 sus medidas son 0.04 pulgadas de largo por 0.02 pulgadas de ancho.
Código 0603 sus medidas con 0.06 pulgadas de largo por 0.03 pulgadas de ancho.
Debido a esto es más fácil determinar las medidas en pulgadas porque coinciden las
medidas con el nombre del código.
Para el sistema en pulgadas se podrá observar que algunos nombres se empalman
como son:
El 1005 en pulgadas con el 1005 métrico.
El 1210 en pulgadas con el 1210 métrico.
Tendencias del chip plano (“flat chip”):
Actualmente los equipos son capaces de colocar un encapsulado de 0402 pero no
está disponible en todo el mundo, de cualquier manera nuevo equipo es inventado
rápidamente para colocar el componente de tamaño más pequeño.
Aunque entre más pequeños los componentes es más difícil soldarlos y dar servicio
en el campo.
De hecho el encapsulado 0402 que es el más pequeño y es como una semilla de
pimienta negra que se puede encontrar en la cocina.
Japón es el líder en la miniaturización de componentes, las firmas americanas usan el
1206 y 0805 en resistencias, mientras las compañías japonesas usan solo el 0805 y
0603. Los americanos lentamente han incorporado resistencias y capacitores 0603
y 0402 en sus nuevos diseños.
0402 estaba
en estado de prototipo en Japón, Estados Unidos y Europa, pero
actualmente el 0201 es el que está en prototipo.
25
Ilustración 11- Tendencia de los "Chips" en Estados Unidos
Ilustración 12 - Tendencia de los "Chips" en Japón
Japón es el líder en la miniaturización de ¨chips ¨ y cada vez son más pequeños a
medida que avanza la tecnología.
Resistencias y capacitores tipo “Chip”
Las resistencias estas se fabrican utilizando un substrato de alúmina en el cual se
deposita una película o capa del elemento resistivo, el grosor de la película
determinara el valor de la resistencia.
Estas tienen un código de identificación numérico, lo cual nos permite saber su valor.
Para resistencias con códigos de tres números, los primeros dos números representan
el valor nominal, el tercero es factor de multiplicación o el numero de ceros a la
derecha del valor nominal. Por ejemplo, en la ilustración 13 superior derecha 301=
30+0= 300Ω, inferior derecha 122=12+00=1200Ω o 1.2KΩ. Siempre que tengamos
una R intermedia esta nos indica una coma o punto decimal, en la ilustración 13
inferior izq. 6r2 = 6.2Ω. Si el código fuera de 4 dígitos quiere decir que son
resistencias con una tolerancia más reducida +/- 1% (normalmente 5%). En este caso
los primeros tres dígitos nos indican el valor nominal y el cuarto el numero de ceros o
factor de multiplicación, en la ilustración 13 superior izq. 1764 = 176+0000 =
1760000Ω = 1.76MΩ
26
Ilustración 13 – Resistencias tipo Chip y tipo Melf
Las resistencias también pueden presentarse en encapsulado tipo melf (Ilustración
13, Derecha), y en este caso se identifican con el código de colores que se usa
normalmente para las resistencias de inserción, los primeros dos colores nos indican
el valor nominal y el tercero el factor de multiplicación o numero de ceros, el cuarto
es la tolerancia.
Capacitores tipo “Chip”
Consisten en un bloque rectangular de cerámica dieléctrica en el cual se intercalan
una serie de electrodos de metales preciosos. Esta estructura permite obtener altos
valores de capacitancia por unidad de volumen
Ilustración 14 – Construcción de un capacitor tipo chip
Empaquetado de los chips planos (¨packaging¨).
Los “chips” planos vienen empaquetados en rollos, los cuales son de varios tipos y
diámetros como es de 7 pulgadas (178 mm) que es el diámetro estándar en todo el
mundo para capacitores y resistencias. Estos rollos pueden almacenar 5000
resistencias y típicamente de 3000 a 4000 capacitores.
Los rollos de 13 pulgadas (330 mm) son rollos disponibles por orden especial para
usuarios de alto volumen, se puede almacenar más componentes (10000 chips) y
requiere menos manejo que el de 7 pulgadas.
Los rollos de papel son los más usados para almacenar resistencias. Los rollos de
plástico son los más usados para almacenar capacitores de cerámica de multicapas.
27
Actualmente existen otra forma de empaquetar los “chips” planos como son
resistencias y capacitores de los tamaños 0603 y 0402 en un tipo de contenedor
llamado ¨bulk¨, este sistema permite almacenar 20000 chips en un tamaño de 3 cm.
X 10 cm. X 2 cm.
Esta forma de empaquetar ayuda a que se tenga un
mejor
manejo en los
componentes, se garanticé mejor la calidad, y se reduzca el desperdicio de los
componentes.
Ilustración 15 – Rollos para contener
2.1.5 CAPACITORES DE TANTALIO, ELECTROLITICOS, BOBINAS,
DIODOS Y TRANSISTORES
Capacitores de Tantalio y Electrolíticos
Ilustración 16 – Capacitor de Tantalio y Electrolítico
Son utilizados para proveer valores de capacitancia mayores a las que se pueden
obtener en los capacitores cerámicos. Como resultado de diferentes formas de
construcción y requerimientos los encapsulados son distintos. La banda indica la
polaridad. El número superior representa la capacitancia y el inferior el voltaje. Este
código es similar que en las resistencias, los primeros dos dígitos nos indican el valor
nominal el tercero nos indica el numero de ceros en este caso es al contrario que en
las resistencias es decir no indica el numero de ceros a la izquierda del valor nominal
en la figura 107=000000010 F.=10nF. Para un voltaje de 16V. El voltaje de trabajo
puede estar marcado por una letra entonces: V=1, G=6.3, A=10, C=16, D=20, E=25,
V=35.
28
En años pasados la industria electrónica adopto la E.I.A. (Americano) y E.C.Q.
(Europea) que son los estándares en tamaño para los capacitores de tantalio.
El
E.I.A.
y,
el
E.C.Q. establecieron cuatro tamaños estándares. Estos
encapsulados son designados con la letra A, B, C, D o por sus cuatro dígitos en
sistema métrico. En estos paquetes no está incluida la altura:
EIA/ECQ
CódigoMedida
Código de tamaño
Métrico
Métrico
A
3216
3.2
B
3528
3.5 X 2.8 mm
C
6032
6.0 X 3.2 mm
D
7343
7.3 X 4.3 mm
X
1.6
mm
Tabla 2 - Código de tamaños de los capacitores ¨Tantalio¨.
Bobinas
Las bobinas de SMT también poseen un código de identificación numérico bastante
sencillo. Nuevamente los primeros dos dígitos indican el valor numérico y el tercero
el numero de ceros, el valor típico está representado en micro Henrios (μH).
Ilustración 17 – Bobinas de SMT
29
Diodos
Los diodos los podemos encontrar varios tipos de encapsulados primero tenemos los
tipo SOD (Small Outline Diode) y los tipo S en los cuales el encapsulado viene
marcado con una banda que nos indica el cátodo. Después los encapsulado tipo SOT
(Small outline transistor) que pueden venir en varias configuraciones (figura 18).
Ilustración 18 – Diodos y su configuración
Y finalmente el encapsulado MELF y Mini MELF, estos pueden ser plásticos o de
cristal y suelen estar identificados por una o dos bandas de color, aquí la primer
banda nos indica cual es el cátodo y el tipo de diodo del que se trata.
Código de color de cátodo MELF:
Negro-Zener
Verde-Schottky
Azul – Switching
Código de colores para cátodo Mini MELF:
Negro-Propósito Gral.
Amarillo-Switching
Verde-Schottky
Azul-Zener
30
Ilustración 19 – Diodos encapsulado tipo Melf
Transistores
Los transistores de SMT suelen venir en varias configuraciones con resistencia
incluida en la base, entre la base-emisor o ambas.
Ilustración 20 – Transistores encapsulado SOT-23 Izq. SOT-223 Centro, y Configuraciones Derecha.
Los encapsulados más comunes para SMT son el SOT-23, este encapsulado cuenta
con tres terminales usualmente empleado en transistores pero también puede hallarse
diodos. Mide 3 mm x 1,75 mm x 1,3 mm. Y el SOT-223, este encapsulado se utiliza
para dispositivos de mayor potencia. Mide 6,7 mm x 3,7 mm x 1,8 mm. En general,
existen cuatro terminales, uno de los cuales es una gran plataforma de transferencia
de calor.
Pero los hay en otros tamaños como son; SOT89, SOT143 y SOT223. Los japoneses
han diseñado el SC59 que es el mismo tamaño que el SOT23.Además los japoneses
han desarrollado el Mini SOT el cual es aproximadamente la mitad del SOT23.
Para conocer características más específicas tendremos que recurrir a las
especificaciones del fabricante según el número de parte que se muestra en el
encapsulado.
31
Ilustración 21 – Numero de parte de un Transistor
Para aplicaciones de alta potencia específicamente Mosfets se utilizan los
empaquetados tipo DPAK. Aunque estos también se pueden encontrar en
encapsulado tipo SOIC y TSOP.
Ilustración 22 – Forma de un DPAK Izq. SOIC centro, TSOP Derecha
Empaquetamiento de transistores y diodos.
El empaquetamiento más popular para transistores y diodos es el de plástico mejor
conocido como ¨tape and reel¨, los más pequeños SOT`s son almacenados en rollos
de 7 pulgadas (178 mm) de diámetro y los paquetes mas grandes como son el DPAK
y el DPAK2 son normalmente vendidos en rollos de 13 pulgadas (330 mm).
Cantidad típica de componentes en rollo:
Paquete
Cantidad
SOT23
3000
SOT89
1000
SOT143
2000
SOT 223
1000
DPAK
2500
SOD80
2500
SM1 MELF
1500
32
2.1.6 CIRCUITOS INTEGRADOS (IC´S)
Estilos de patas en los circuitos integrados (IC´S).
Ilustración 23 - Diferentes tipos de "IC`S"
La manera más sencilla de clasificarlos es por la forma de sus patas. Hay dos estilos
básicos de patas usados en los circuitos integrados y cada estilo tiene un nombre que
va relacionado con la forma que tiene cada pata.
Alas de gaviota o “gull wing”:
“Gull wing” o alas de gaviota son patas muy pequeñas y muy frágiles, y por lo tanto
pueden ser fácilmente dañadas y deben ser manejadas con un gran cuidado. Las “gull
wing” son usadas para obtener el número más alto de patas en un circuito integrado
ya que es posible tener de 40 a 80 patas por pulgada lineal (15 a 33 patas por cm.) en
un circuito integrado, este tipo de patas son fácil de inspeccionar después del soldado.
Ilustración 24 - Forma de la pata de ala de gaviota o “Gull
Wing”
33
En forma de J o “J-Leads”.
Las “J-leads” son las patas más robusta o fuertes que las “gull wing”, de cualquier
manera estas patas necesitan más espacio en el soldado, con las “J-leads” podemos
tener hasta 20 patas por pulgada lineal (8 patas por cm.) en un circuito integrado.
Ilustración 25 - Forma de la pata en forma de "J" o "J-Lead"
Clasificación de los IC´S por su encapsulado
Los circuitos integrados se pueden clasificar en dos clases de inserción y de SMT y
estos a su vez se dividen o clasifican según su forma o encapsulado, que a su vez se
pueden dividir en más tipos según el material que se utiliza para este encapsulado.
Las principales categorías se dividen de la siguiente forma:
Tipo de encapsulados de IC´S
Inserción
Montaje superficial
Trough hole
SMT
DIP
SOP
SIP
TSOP
PGA
QFP
SOJ
QFJ
QFN
TCP
BGA
LGA
Tabla 3 – Clasificación de los IC´s
34
Ilustración 26 – Encapsulado DIP
DIP (Dual in Line Package) Los pines se extienden a lo largo del encapsulado (en
ambos lados) y tiene como todos los demás una muesca que indica el pin número 1.
Este encapsulado básico fue el más utilizado hace unos años y sigue siendo el
preferido a la hora de armar plaquetas por partes de los amantes de la electrónica
casera debido a su tamaño lo que facilita la soldadura. Hoy en día, el uso de este
encapsulado (industrialmente) se limita a UVEPROM y sensores.
Ilustración 27 - Encapsulado SIP
SIP (Single in Line Package) Los pines se extienden a lo largo de un solo lado del
encapsulado y se lo monta verticalmente en la plaqueta. La consiguiente reducción en
la zona de montaje permite una densidad de montaje mayor a la que se obtiene con el
DIP.
Ilustración 28 - Encapsulado PGA
PGA (Pin Grid Array) Los múltiples pines de conexión se sitúan en la parte inferior
del encapsulado. Este tipo se utiliza para CPUs de PC y era la principal opción a la
hora de considerar la eficiencia pin-capsula-espacio antes de la introducción de BGA.
Los PGAs se fabricaron de plástico y cerámica, sin embargo actualmente el plástico
es el más utilizado, mientras que los PGAs de cerámica se utilizan para un pequeño
número de aplicaciones.
35
Ilustración 29 – Encapsulado SOP
SOP (Small Outline Package) Los pines se disponen en los 2 tramos más largos y se
extienden en una forma denominada “gull wing formation”, este es el principal tipo
de montaje superficial y es ampliamente utilizado más especialmente en los ámbitos
de la microinformática, memorias y IC´S analógicos que utilizan un número
relativamente pequeño de pines.
Ilustración 30 – Encapsulado TSSOP
TSSOP (Thin Shrink SOP) Simplemente una versión más delgada del encapsulado
SOP.
Ilustración 31 – Encapsulado QFP
QFP Es la versión mejorada del encapsulado SOP, donde los pines de conexión se
extienden a lo largo de los cuatro bordes. Este es en la actualidad el encapsulado de
montaje superficial más popular, debido que permite un mayor número de pines.
Ilustración 32 - Encapsulado SOJ
SOJ Las puntas de los pines se extienden desde los dos bordes más largos dejando en
la mitad una separación como si se tratase de 2 encapsulados en uno. Recibe éste
nombre porque los pines se parecen a la letra “J” cuando se lo mira desde el costado.
Fueron utilizados en los módulos de memoria SIMM.
36
Ilustración 33 – Encapsulado QFJ
QFJ Al igual que el encapsulado QFP, los pines se extienden desde los 4 bordes.
Ilustración 34 – Encapsulado QF
QFN Es similar al QFP, pero con los pines situados en los cuatro bordes de la parte
inferior del encapsulado. Este encapsulado puede hacerse en modelos de poca o alta
densidad.
Ilustración 35 - Encapsulado TCP
TCP El chip de silicio se encapsula en forma de cintas de películas, se puede
producir de distintos tamaños, el encapsulado puede ser doblado. Se utilizan
principalmente para los drivers de los LCD.
Ilustración 36 – Encapsulado BGA
BGA Los terminales externos, en realidad esferas de soldadura, se sitúan en formato
de tabla en la parte inferior del encapsulado. Este encapsulado puede obtener una alta
densidad de pines, comparado con otros encapsulados como el QFP, el BGA presenta
la menor probabilidad de montajes defectuosos en las plaquetas.
37
2.1.7 PROCESO DE SMT
Se llama proceso de SMT al proceso mediante el cual se unen los componentes de
SMT a la PCB. Como ya vimos la PCB pueden ser sencillas o de doble cara, entonces
para el ensamblado tendremos 4 tipos de combinaciones o tipos de montajes.
Cuando la PCB es de doble cara a la parte que quera hacia arriba en el montaje del
equipo electrónico se le llama “TOP” y a la que queda hacia abajo se le llama
“Bottom”. Entonces podemos tener:
Ilustración 37 – Diferentes tipos de montaje de PBC´S con SMT
Los procesos de “TOP” y “BOTTOM” son muy similares la diferencia es que en el
proceso de “TOP” se utiliza soldadura en pasta que se funde en el horno de reflujo lo
cual une definitivamente los componentes. Mientras que en el proceso de
“BOTTOM” los “CHIP” son unidos a la tarjeta de circuito impreso temporalmente
con un pegamento que es curado en el horno de reflujo, esto debido a la tarjeta se le
pueden agregar más componentes en el proceso de inserción automática o en las
líneas de producción llamadas de “Trough hole” y que al final se sueldan junto a los
“chips” que ya se habían colocado en el proceso de “BOTTOM” en la soldadora de
ola.
Ambos procesos TOP y BOTTON se pueden dividir en tres pasos:
1. Impresión de soldadura o colocación de pegamento
2. Colocación de componentes
3. Proceso de soldado o curado de pegamento en horno
38
Entonces la configuración típica de una línea de ensamble de SMT tiene 3 maquinas
o estaciones; una impresora de pasta o una colocadora de pegamento, una o más
colocadoras de componentes y un horno de reflujo o curado.
1Ilustración 38- Configuración típica de una Línea de SMT
2.1.7.1 PROCESO DE TOP/REFLUJO
Impresión de soldadura
Ilustración 39 - Impresión de soldadura en pasta
El proceso de impresión de soldadura en pasta es de vital importancia en los proceso
de SMT ya que de él depende en gran manera la tasa de error que puede tener nuestro
proceso de fabricación si no es bien atendido. El depósito de pasta para soldar sobre
los PAD´s o islas de la PCB se logra mayormente mediante un proceso de serigrafía y
como tal se requiere de un esténcil también conocido como cliché.
El esténcil consiste en una hoja metálica de acero inoxidable o latón a la cual
mediante un proceso de corte laser, electroerosión o un ataque químico se le han
practicado aberturas de tamaño y forma adecuada a los PAD´s de la PCB y en las
mismas coordenadas.
Existen también los llamados “Screen” o bastidor, que están formados por una malla
tramada porosa sobre la cual se ha depositado por medios fotosensibles, una emulsión
en un espesor conveniente pero dejando libres las aberturas de los PAD´s.
39
Para el uso de los esténcils o screens en las maquinas de serigrafía los mismos deben
estar tensados y pegados a un marco metálico que les sirve de soporte.
En ambos casos, esténcil o screen, a la hora de la serigrafía la pasta de soldar estos
serán alineados sobre la PCB de modo que coincidan sus coordenadas y las aberturas
coincidan sobre los PAD´s luego mediante una espátula la pasta de soldar será
esparcida sobre el esténcil pasando por las aberturas y quedando depositada sobre los
PAD´s al separarse el esténcil del la PCB.
La pasta de soldar se compone básicamente de una aleación mayoritariamente de
estaño micro granulado, formando esferas que pueden ir de los 20 mm a los 75 mm
de diámetro. Este polvo viene mezclado con “Flux”, así conocido habitualmente el
agente químico que actúa como decapante y que ayuda a la formación de una buena
soldadura. Juntos forman una pasta o crema de soldar que debemos depositar sobre
los PAD´s previo a la colocación de componentes de SMT.
Una vez colocado el componente de SMT con sus terminales sobre la pasta el
conjunto será sometido a un ciclo de temperatura en un horno continuo siguiendo una
curva tal que hará que el estaño se fusione, fluya y forme al enfriarse la necesaria
soldadura que será la unión eléctrica y mecánica del componente con el circuito
impreso de la PCB.
Las pastas de soldar requieren almacenamiento refrigerado, pero previo a su
utilización deben tomar la temperatura ambiente sin ser abiertos los contenedores
para evitar la condensación de humedad lo cual causa posibles fallas en la soldadura.
En todos los casos se recomienda observar las indicaciones del fabricante ya que
estos productos son tóxicos.
Las espátulas también llamadas “squeegee” más usadas son las de metal y las de
goma o poliuretano. Las de goma son menos usadas ya que si la presión aplicada es
excesiva se puede filtrar pasta bajo el esténcil ocasionando fallas en el proceso
(puentes de soldadura “cortos”) y requiriendo mayor frecuencia de limpieza de la cara
inferior del esténcil que hace contacto con la PCB. Las de metal son las más
recomendables sobre todo para trabajos de “fine pitch” y están hechas de flejes de
40
acero inoxidable o latón. Son usadas en un ángulo de incidencia sobre el esténcil de
30º a 45º. Requieren menos presión, no necesitan ser afiladas y no se desgastan
fácilmente, pero son más costosas que las de goma y pueden causar desgaste del
esténcil.
Maquinas de serigrafía o Impresoras de pasta
Las hay de diferentes grados de automatización y combinaciones varias. Las más
avanzadas son computarizadas y cuentan con un sistema de transporte que permite
tomar las PCB´s desde un cargador automático, transportarlas hasta la zona de
impresión y una vez impresa la pastar transportarlas hasta la siguiente estación en la
línea. En las menos automatizadas las PCB se colocan y quitan en forma manual.
El sistema de fijación de las PCB´s puede ser por dos pernos posiciónadores que
coincidan con agujeros de la PCB diseñados para tal fin, por abrochado lateral
mediante flejes muy finos que toman la PCB por los bordes o por vacio, succionando
la PCB contra una placa base metálica perforada.
Para la alineación de la PCB-esténcil las más avanzadas cuentan con un sistema de
visión con cámaras que visualizan las marcas de posicionamiento (fiduciales) que se
hallan tanto en la PCB como en el esténcil. Esta información es procesada y el error
de alineación
es determinado y la posición del esténcil es corregida por servo
motores.
La limpieza del esténcil según la sofisticación del equipo va desde la forma manual,
mediante alcohol y papel absorbente (libre de pelusas) o paños especiales, hasta los
sistemas se limpieza automáticos que poseen un rollo de paño de limpieza y un
contenedor de alcohol. En estos la frecuencia de limpieza se establece por software
según la aplicación. Al actuar el paño se embebe de alcohol, limpia al esténcil, lo seca
y va enrollando el paño sucio. Por medio del software se informa si es necesario
cambiar el paño o recargar alcohol.
41
Una buena impresión
A tal punto algunos consideran que una buena impresión de pasta de soldar es la
clave del éxito en un proceso de SMT que se han desarrollado sistemas ópticos
automáticos o AOI (Automated Optical Inspection)
los cuales se emplean para
verificar la correcta impresión de la pasta y se montan en la línea a continuación de la
máquina de serigrafía. Estos sistemas dan alarma al detectar una falta o un exceso de
pasta y evitan así que placas con impresión de pasta defectuosas continúen en el
proceso así como alertan de fallas en la máquina de serigrafía.
La necesidad de un
sistema de AOI así como de una maquina de serigrafía
totalmente automatizada depende de la aplicación específica en que se empleara y a
un conveniente análisis costo-beneficio.
2.1.7.2 PROCESO DE BOTTOM - CURADO
Ilustración 40- Componentes de SMT adheridos con pegamento
El proceso de dispensado de pegamento es parte vital de la técnica de montaje de
componentes de SMT, este se lleva a cabo por el lado de la PCB llamado BOTTOM.
El dispensado pegamento se lleva a cabo antes de la colocación de componentes de
SMT y la función del pegamento es mantener adheridos los compontes a la PCB
hasta que hayan sido soldados mediante un baño en la soldadora de ola. Para ello
luego de la colocación de los componentes de SMT y previo a la soldadura por ola
tiene lugar el proceso de curado del pegamento.
42
La mayoría de los adhesivos usados en para el montaje superficial son del tipo epoxi
por lo que deben ser almacenados en refrigerador (aprox. 5ºC) para prolongar su vida
útil.
Algunas de las propiedades deseadas deben ser:
Buena dispensabilidad.
Perfil y tamaño de gota consistente.
Alta solidez (resistencia a la fuerza) tanto en frio como ya curado.
Curado rápido.
Flexibilidad y resistencia a shocks térmicos.
Permitir dispensado a alta velocidad y tamaños pequeños de gota.
Excelentes propiedades eléctricas sobre la placa una vez curado el pegamento.
No debe hacerse ni dejar hilo.
La gota no debe desplomarse durante el ciclo térmico de curado.
Colores que resalten sobre el substrato. Son muy comunes el rojo, naranja y
amarillo.
La resistencia mecánica de la juntura es crítica para la performance de un adhesivo de
SMT y está determinado por:
Grado de adhesión al componente a la PCB.
Tamaño y forma de la gota.
Nivel de curado.
Por otro lado las principales causas de falla son:
Curado inadecuado.
Tamaño de forma inadecuado.
Nivel de adherencia pobre o mala.
43
Sistemas de Dosificación
Ilustración 41 – Sistema de dosificación de pegamento
Básicamente las maquinas colocadoras de adhesivo para SMT se componen de:
Un sistema de transporte y posicionamiento de PCB.
Un par de ejes de posicionamiento X, y Y que posicionan el cabezal sobre la
placa.
Un eje Z sobre el cual se halla montado el dosificador.
Uno o más cabezales dosificadores.
Los ejes X y Y se van posicionando en las coordenadas programadas de antemano en
la computadora que posee el sistema y una vez en posición descenderá el eje Z
llevando consigo el cabezal dosificador. Un sensor solidario a Z hará contacto con la
PCB y esta señal activara la dosificación de una gota de adhesivo en esta coordenada.
Z vuelve a subir y así sucesivamente mediante nuevas coordenadas X y Y se irá
completando el numero de gotas programadas para dicha PCB. La capacidad de una
maquina colocadora de adhesivo de este tipo se mide en Gotas por hora o DPH
(Dots Per Hour). Dependiendo del número de cabezales y la tecnología de los mismos
se pueden hallar en el mercado dispensadoras que van desde las 3000 DPH hasta 140
000 DPH, sujeto esto también la aplicación especifica a desarrollar.
Dentro de estos métodos llamados de contacto debido al sensor de Z existen tres
diferentes métodos de dosificación:
44
Ilustración 42 – Método de Presión Tiempo
Método de Presión-Tiempo: Consiste en una jeringa o cartucho hermético
conteniendo el adhesivo y conectado a una fuente de aire comprimido a través de una
electroválvula. El volumen dosificado dependerá de la presión de aire y del tiempo
que este se aplique a la jeringa. También dependerá del diámetro de la boquilla por la
que saldrá el adhesivo. Y de la distancia respecto a la placa.
Ventajas: Fácil operación y preparación, limpieza simple.
Desventaja: Mala repetitividad. Se ve afectado por cambios de nivel en la jeringa y
por cambios de la viscosidad del adhesivo.
Método de Bomba de Tornillo: Este sistema se basa en el tornillo de Arquímedes y
es uno de los denominados de desplazamiento positivo. En este caso la jeringa que
contiene el adhesivo es presurizada permanentemente y el pegamento inyectado en
una cámara que contiene el tornillo de la bomba. El eje de dicho tornillo se halla
solidario a un embrague electromagnético que al actuar lo une con un motor que se
halla girando a velocidad constante. Mediante un encoder se determina el número de
giros dados por el tornillo lo cual se traduce en el volumen de adhesivo desplazado.
El tornillo se detiene al desactivar el embrague electromagnético.
Ventajas: Buena repetitividad y buen desempeño con diferentes adhesivos.
Desventajas: Mayor costo del sistema y mayor complejidad a la hora de la limpieza.
Método de Bomba Lineal: También de desplazamiento positivo esta bomba posee
una cámara que es alimentada por una jeringa presurizada como en el caso anterior.
45
Al momento de dosificar una válvula cierra la entrada de pegamento y abre la salida a
la boquilla dispensadora. Dentro de esta cámara se halla un pistón que al avanzar un
determinado largo desplaza una cantidad exacta de adhesivo que es dispensado sobra
la PCB.
Ventajas: Mayor repetitividad, insensibilidad a los cambios de viscosidad.
Desventajas: Más caro pero no más rápido que otros sistemas.
Los métodos de contacto antes descritos se ven limitados en velocidad ya que para
compensar variaciones de altura una aguja de contacto debe tocar la PCB en cada
coordenada con el consiguiente movimiento del eje Z y sus tiempos de
posicionamiento.
Más aun se complica cuando la PCB a adhesivar requiere una variedad de tamaños de
gota exceden el rango determinado por el diámetro de boquilla y el dispensador. En
estos casos puede verse que aparecen maquinas con más de un cabezal para poder
cubrir todos los rangos de tamaño de gota.
Método Sin Contacto: Relativamente novedoso este sistema no posee sensor de
altura ni eje Z, eliminándose así los correspondientes tiempos de censado y
posicionamiento, lo que permite a los ejes X y Y trabajar a mayor velocidad. Esta
tecnología de dispensado por chorro conocida como “Jetting” se basa en la inyección
del adhesivo dentro de una cámara donde es atemperado para lograr una viscosidad
optima. Luego un diseño de bola y asiento permite al adhesivo ocupar el espacio
dejado por la bola al retirarse el asiento. Cuando la bola regresa la fuerza debida a la
aceleración vence el flujo del adhesivo, el cual es proyectado a través de la boquilla
hasta chocar con la PCB y formar así una gota de adhesivo. Esto se lleva a cabo desde
una altura de 1 a 3.5 mm de la PCB. Para gotas de mayor tamaño el sistema puede
dispensar hasta 5 gotas sobre la misma coordenada para lograr el volumen deseado.
Ventajas: Alta repetitividad, alta velocidad de dispensado.
Desventajas: Más caro pero más rápido que otros sistemas.
46
Características de una Buena Gota
El cómo se formara la gota, el tamaño y perfil es determinado por las características
Reológicas del mismo, que son las que describen sus propiedades de viscosidad y
tensión superficial. Los adhesivos para SMT están diseñados para ser Tixotrópicos y
esta condición también determinara su forma. La característica tixotrópica es la que le
confiere la capacidad de disminuir la viscosidad al hallarse bajo presión permitiendo
un buen flujo, mas cuando el adhesivo alcanza la PCB rápidamente se reestructura y
recobra su viscosidad original. Un ejemplo domestico de un producto tixotrópico es
la pasta dental, la cual fluye al presionar el envase sin embargo queda firme una vez
sobre el cepillo.
Una gota debe ser de forma cónica, con pico o redonda hemisférica. No obstante el
perfil también es determinado por el volumen dosificado, el diámetro de la boquilla y
la distancia de la misma respecto a la PCB. El tamaño final de la gota (una vez
colocado el componente) no puede tener un diámetro mayor que la distancia entre
PAD´s (islas de soldadura) y que la altura debe ser suficiente como para cubrir el
espacio entre la PCB y el componente, lo cual según el componente oscila entre los
0.05mm y los 0.3mm. La relación alto/anchura de la gota es típicamente de 1.5:1 a
5:1 (o alto/ancho = 0.2 a 0.6).
Curado del pegamento
Una vez colocado el pegamento en la PCB tiene lugar la colocación de componentes
de SMT, e inmediatamente el adhesivo debe ser curado, es decir se debe solidificar
para poder así sostener los componentes recién colocados. El curado se lleva a cabo
típicamente en la línea mediante hornos tipo túnel de rayos infra rojos (IR) o bien de
reflujo por convección forzada. La mínima temperatura para iniciar el curado es de
100º C, oscilando en la práctica entre los 110 y los 160º C. por encima de esto se
acelera el proceso pero se obtendrán junturas quebradizas.
47
2.1.8 EQUIPOS PARA COLOCACION
DE COMPONENTES
La primera máquina de colocación de componentes fue introducida en los recientes
años 80´s llamadas “Pick and place machine”, con solo una cabeza de colocación de
componentes eran mecánicas y eran muy lentas ya que colocaban alrededor de 1000
a 2000 chips por hora. Últimamente tenemos otro tipo de máquinas de torreta con
cabezas, que tienen sistemas de alineación por visión, este tipo de máquinas fueron
diseñadas para colocar rápidamente componentes pequeños y también para colocar
componentes de precisión como son los “fine pitch” (circuitos integrados con patas
muy pequeñas que requieren muy buena precisión en su colocación). Esto ha
cambiado el concepto de producción con máquinas solas a un sistema completo de
líneas, con máquinas de todas las aplicaciones. Desde mediados de los 90´s las
máquinas de “pick and place” han tenido un gran cambio, desde máquinas con una
sola cabeza con “chucks” mecánicos a máquinas con múltiple cabezas con completa
visión que manejan ambas partes, pequeños y grandes componentes con la más alta
producción por metro cuadrado. Los tipos de máquinas de “pick and place” tienen
los tipos más flexibles de máquinas las cuales manejan una alta velocidad de
colocación de componentes que pueden ser colocados con muchas opciones.
Ilustración 43 – Tecnología para la colocación de componentes, Pick and place Izq.; Torreta
Derecha
La mayor diferencia entre las máquinas de “pick and place” y las de torreta es que la
transportación de los componentes del “feeder” a la PCB es diferente.
48
Las máquinas de “pick and place” tienen una cabeza que está montada en un eje de
coordenadas X, Y agarra los componentes de un “feeder” y lo transporta a una
posición de la tablilla la cual esta fija en una parte central de la máquina.
En el tipo de máquina con torreta, las cabezas giran y agarran los componentes en una
posición y lo ponen en otra posición, los “feeders” son movidos a la posición de
agarre (“pick”) y la PCB es movida a la posición de colocación (“placement”).
Muchas máquinas de colocación mueven los componentes del “feeder” a la posición
de colocación (“placement”) en la tablilla usando boquillas de vacío (“vacuum
nozzles”). Existen diferentes tipos de boquillas de vacío que son diseñadas para
manejar diferentes tipos de componentes también existen máquinas con un sistema
automático de cambio de boquillas durante la ejecución del programa y algunos
componentes tienen una boquilla apropiada para su colocación, además algunas
máquinas usan boquillas especiales con pinzas mecánicas para colocar componentes
deformes que no pueden ser manejados por medio de vacío.
El soporte de la tablilla en la máquina es esencial para tener una buena colocación de
los componentes, en muchas máquinas se usan herramientas como son pernos
(“pines”) para fijar la tablilla, por lo tanto es necesario que la tablilla tenga orificios
en una posición específica para sujetarla adecuadamente.
Pero muchos de los nuevos diseños en la colocación de componentes de SMT se usan
sistemas de sujeción que consiste en sujetar la tablilla en los bordes con pistones
neumáticos, que son usados para presionar la tablilla por el borde y mantenerla fija,
este sistema es muy flexible y no necesita orificios.
Para el reconocimiento de las tablillas antes de colocar componentes se usa un
método de reconocimiento por medio de fiduciales y existen dos sistemas:
49
Ilustración 44 - Fiduciales
El más usado es
el de reconocimiento por cámara, alternativamente algunas
máquinas usan una luz de reconocimiento para las marcas de fiduciales. Los
fiduciales son marcas de cobre que están impresas en la tablilla existen diferentes
tipos y formas que pueden ser: círculos sólidos, cuadrados sólidos, en forma de
diamante, etc. dependiendo del sistema de visión de la máquina, pero para asegurar
un buen reconocimiento el fiducial debe tener un milímetro de área y no debe tener
“solder mask”. El reconocimiento de las marcas llamadas fiduciales es hecha para
compensar la alineación incorrecta de la tablilla en la máquina. Usualmente se usan
dos marcas de fiduciales los cuales deben ser programados en forma diagonal en la
tablilla, algunas máquinas usan tres marcas de fiduciales para tener una mejor
precisión en la corrección del alineamiento de la tablilla. Para componentes de “fine
pitch” (distancia muy pequeña entre patas de un circuito integrado) la marca de
fiducial es puesta cerca del componente y en diagonal para asegurar una colocación
de precisión.
50
Para reconocimiento y alineación de componentes existen dos sistemas de visión
disponibles: “back-lighted” (luz por atrás del componente) y “front-lighted” (luz
por el frente del componente). En el sistema de luz por atrás del componente la
cámara solo ve una sombra del componente. En el sistema de luz por la parte frontal
del componente la cámara ve detalles en colores oscuros y en colores claros, ambos
tipos de sistemas los usan las máquinas y son recomendados para tener un buen
reconocimiento de todos los tipos de componentes.
Ilustración 45 - Reconocimiento de Componentes
La operación de los sistemas de visión puede ser algunas veces de forma diferente. El
término de “visión on the fly” es usualmente usada para máquinas de “pick and
place” con la siguiente operación: El componente es recogido y movido arriba de
la cámara para su reconocimiento, alineación y después es movido a la posición de
colocación en la PCB.
Pero pocas máquinas usan una “real visión on the fly” ya que los componentes son
recogidos pero son movidos directamente a la posición de colocación de la tablilla y
durante el movimiento, una cámara que esta puesta en la cabeza de colocación de
componentes realiza la función de reconocimiento y alineación del componente. En
las máquinas de torreta y cabeza se realiza el reconocimiento cuando el componente
pasa por la cámara y después es colocado en la tablilla. Algunas máquinas usan un
sistema de láser o sistema de “LEDS” para alineación de pequeños componentes en
lugar de cámaras, los componentes son iluminados por un lado y un sensor de
“CCD” especial en
el lado opuesto registra el
tamaño del
componente y la
orientación del componente es determinada cuando es girado
por medio de la
boquilla de vacío.
51
La precisión y repetitividad en la colocación de componentes de SMD en esta
máquinas es el resultado de muchos parámetros como son: precisión en el
movimiento de los ejes, resolución de la visión de las cámaras y reconocimiento del
láser, algoritmos de visión, fijación de la tablilla, coordenadas de los programas,
datos de los componentes, características del material de los componentes, la tablilla,
etc.
2.1.8.1 ALIMENTADORES “FEEDERS”
Los componentes de SMT son fabricados en diferentes tipos de rollos de acuerdo
al tipo componente como es 0402, 0603, 0805, 1206, SOT23, PLCC, QFP, BGA y
de acuerdo al ancho del plástico, es necesario diferentes tamaños de feeders
(alimentadores de componentes).
Alimentadores para plástico (¨tape feeders¨):
Son usados para alimentar componentes empaquetados en plástico, existen diferentes
tipos de plásticos en ancho y espesor dependiendo del tipo y tamaño del componente.
Existen plásticos de 8 mm, 12 mm, 16 mm, 24 mm, 44 mm, 56 y 72 mm de ancho, en
el cual los componentes son almacenados en un contenedor que tienen un plástico
transparente para cubrirlos y así poder verlos como es forma, la especificación del
plástico está determinada por la norma EIA-481-1-A. El ancho del contenedor del
componente varía de 2 mm a 72 mm (en pasos de 4 mm). Los ¨feeders¨ de diferente
manufactura pueden ser manejados de diferente manera, ellos pueden ser activados de
forma mecánica, de forma neumática, eléctrica o por motores de pasos.
Ilustración 46 – Alimentadores “Feeders” para rollos de papel y plástico
Alimentadores para papel (“paper feeders”)
Son usados para alimentar componentes que vienen en papel y normalmente son las
resistencias, debido a que no tienen variación en el espesor.
52
Alimentadores a granel (“bulk feeders”)
Son usados para alimentar componentes entregados en un contenedor llamado “bulk”,
este contenedor puede almacenar hasta 20,000 componentes. El contenedor es
colocado en un feeder especial para “bulk” y los componentes caen en un pequeño
chaflán, donde aire comprimido los mantiene y los fuerza a estar en una posición de
agarre. Estos feeders son diseñados para un componente en específico y nos ayudan a
disminuir el tiempo de cargado de material en las máquinas y por lo tanto aumenta la
producción de tablillas electrónicas en las empresas.
Varillas o tubos
Suelen tener el perfil del componente que contienen de manera que puedan correr en
su interior sin girar, conservando así el orden en que han sido cargados según su
polaridad o numero de pin.
Ilustración 47 – Tubos o varillas
Alimentación por medio de charolas (“tray feeders”)
Son charolas usadas para alimentar componentes grandes, los cuales vienen en
charolas, existen diferentes tipos, se puede usar solo algunas charolas que son usadas
para un trabajo específico que puede ser en lanzamiento de nuevos productos o
prototipos.
Algunas máquinas permiten poner charolas sencillas dentro de la
máquina en un lugar específico. Otra manera es mantener alimentada la máquina con
una unidad específica de manejo de charolas. Esta unidad tiene un sistema de
elevador para almacenar y mover las charolas necesarias por cada producto una por
una dentro de cada máquina.
53
Ilustración 48 - Charolas
Software de programación:
La programación del software necesario para generar programas depende de los
productos producidos y la frecuencia del cambio de programa. Si tenemos muchas
diferentes tablillas que necesitamos producir y los programas son cambiados
frecuentemente, es necesario tener una PC (computadora) y un sistema de
programación es necesario para agilizar los cambios más rápido. El CAD de datos de
la tablilla y el archivo BOM (Bill Of Material) será usado para generar el programa
de colocación de componentes, realizando un programa de esta manera puede ser
hecho en menos de una hora. Si la línea de “placement” produce un solo producto
que es raramente cambiado, el programa puede ser hecho directamente en la máquina
o en un simple sistema de programación. Hacer un programa directamente en la
máquina puede tomar varios días.
54
2.1.9 HORNO DE REFLUJO
Los más comunes usados actualmente son los hornos del tipo de convección forzada,
el aire caliente es forzado dentro de la cámara a través de una gran cantidad de
agujeros o boquillas y un sistema de transporte por donde pasan las tablillas, el aire
calienta las tablillas. La fotografía muestra un ejemplo del calentamiento en un horno
de convección forzada. Las flechas azules muestran el flujo del aire.
Ilustración 49 – Flujo de aire en un horno de convección
Unos pocos años atrás eran usados los hornos de rayos infrarrojos (IR) en todos
lados. Existieron dos tipos de principales de hornos infrarrojos, de tubos infrarrojos y
del tipo de masas de cerámica. La debilidad de este sistema fue la sensibilidad a las
sombras y a los diferentes colores. Los componentes grandes bloqueaban la luz de
los rayos infrarrojos por lo tanto el calentamiento de el área de este componente era
difícil. Los diferentes colores de los componentes también causaron problemas, un
componente blanco simplemente reflejaba algo de la energía de los rayos y los
componentes negros absorbían mucha de la de los rayos de energía. Para todos los
tipos de hornos el procesamiento en la cámara está dividido en número de zonas. La
temperatura en cada zona es cuidadosamente e individualmente puesta a un valor
deseado para cada tipo de perfil de soldadura.
Sistemas de reflujo a base de vapor fueron usados cuando empezaban los
componentes de SMT, pero debido a muchos problemas en los procesos de calidad de
la soldadura y medio ambiente fueron rápidamente remplazados por los hornos de
rayos infrarrojos a mediados de los 80´s.
55
Método de Soldado (Perfil)
El perfil de soldado consiste en un perfil de temperaturas formado por cuatro fases.
Precalentamiento, atemperado o secado, Reflujo y Enfriamiento. Para poner un perfil
de temperatura, existen parámetros como son:
La temperatura que se pone a cada zona.
Velocidad de enfriado.
Velocidad del transportador.
La velocidad de los abanicos para cada zona que deben ser considerados.
Existe un perfil tradicional de temperatura que sido usado por varios años, la razón
para esto fue el uso de hornos de reflujo. Para minimizar la gran diferencia de TS
(Temperatura de Secado) en el pico de las temperaturas, es necesario tener un largo
periodo de secado para igualar la temperatura en la tablilla antes de que entre a la
zona de reflujo. Sin embargo actualmente
cuando se usa hornos de convección
modernos y nuevos tipos de limpiadores de soldadura de pasta son fabricados; el
perfil “tent” (carpa) es el más
frecuentemente usado, el período de secado es
eliminado y la temperatura aumenta lentamente en línea recta hasta que la zona de
reflujo es alcanzada. Cuando ponemos un perfil de “tent” hay que estar seguro que el
delta T en el pico pueda ser incrementado y algunas veces sea comparado con el
perfil tradicional.
El perfil depende del número de zonas de temperatura disponibles en un horno; de
los dos tipos de perfiles el “tent”
es el más preferencial ya que este nos ayuda a
minimizar algunos de los problemas de soldabilidad.
Las cuatro fases de soldadura son explicados enseguida, hay que estar consciente de
que el hacer un buen perfil de soldadura es importante para hacer una apropiada
composición del uso de la soldadura de pasta.
56
Ilustración 50 – Perfil típico de temperaturas en un horno de reflujo
Precalentamiento:
Durante la fase de precalentamiento se evaporan los solventes de la soldadura de
pasta, si la temperatura aumenta demasiado rápido durante el precalentamiento, dos
problemas pueden ocurrir. Primeramente pueden formarse bolas de soldadura, cuando
los solventes estallan a través de la superficie de la membrana de flux. Esto es
llamado bolas de soldadura, además la soldadura de pasta puede hundirse, porque un
rápido cambio de temperatura aumenta y cambia la viscosidad de la soldadura de
pasta. Esto nos crearía cortos de soldadura, usando un perfil tradicional de soldadura
con una típica delta de temperatura que debe ser alrededor de 2 grados Celsius por
segundo hasta alcanzar
de 95 a 120 grados Celsius al final de la fase de
precalentamiento. Para un perfil ¨tent¨ la delta T debe ser entre 0.5 y 1 grado
Celsius.
Atemperado o Secado:
Durante la fase de atemperado la temperatura aumenta lentamente. El propósito es
activar el flux e igualar la temperatura en la tablilla. Algunos fluxes son activados
alrededor de 145 grados Celsius. Si esta temperatura es alcanzada durante el periodo
de atemperado solo se llevara a cabo una limpieza parcial de los pads y podríamos
tener problemas de humectación en la soldadura.
57
Como había mencionado la fase de secado es también usada para igualar la
temperatura de la tablilla. Si la fase de secado es corta el resultado puede ser uniones
de soldadura fría o “tomb stoning” que sucede cuando los componentes se levantan y
se quedan parados debido a la diferencia en el tiempo de fundido entre los dos
“pads”. Esto fue visto en los tipos de hornos viejos de rayos infrarrojos, sin embargo
en los modernos hornos de convección el incremento de TS en la tablilla es mucho
más pequeño.
Por consiguiente la igualación del tiempo puede ser tan corta depende del tipo de
soldadura de pasta que se esté usando, naturalmente, de otra manera si el tiempo de
secado es largo el flux usa todo su potencial de limpieza antes que la zona de reflujo
sea alcanzada. El tiempo de secado para un perfil tradicional es usualmente entre 90
y 150 segundos y al final de la fase de secado la temperatura puede alcanzar de 150 a
170 grados Celsius. Para el perfil “tent” el tiempo de secado es de 30 segundos, es
considerado el adecuado. Y al final la temperatura debe ser alrededor de 180 grados
Celsius.
Reflujo:
Durante la fase de reflujo se aumenta la temperatura para fundir la soldadura de pasta
y formar una aleación para formar las uniones de soldadura. Para la soldadura de
pasta compuesta de Sn62Pb36Ag2 esto representara una temperatura de 209 a 219
grados Celsius y para Sn63Pb67 la aleación de soldado es de 213 a 223 grados
Celsius. Sin embargo para asegurar que todas las uniones sean soldadas
correctamente se necesita un ligero aumento de la temperatura alrededor de 215 a 225
grados Celsius es preferible, a un alto pico de temperatura que nos dará un resultado
una superficie arenosa y arrugada en las uniones de soldadura debido a la alta
oxidación. El tiempo en exceso y alta temperatura aumentan la oxidación por lo que
una alta temperatura nos dará un resultado en de-laminación de la tablilla y sus
características eléctricas pueden ser alteradas.
58
El tiempo de permanencia (tiempo por arriba del punto de fundición de la soldadura
de pasta) para ambos perfiles el tradicional y el “tent” la temperatura debe ser de 45 a
75 segundos y preferible debajo de 60 segundos. El gradiente de temperatura debe ser
entre 2 y 3.5 grados Celsius por segundo. El apropiado tiempo de permanencia
depende del grado de población y masa de la tablilla. Si la población y masa de la
tablilla es ligera el tiempo de barrido puede ser más corto que para una tablilla con
gran población y masa alta de la tablilla. Si el tiempo de permanencia es corto nos
resultara una pobre soldadura en los pads debido a la falta de tiempo para tener una
aleación que cubra totalmente el “pad” de la tablilla. De otra forma si el tiempo de
permanencia es largo típicamente mayor de 120 segundos las capas inter metálicas
en los puntos de unión de la soldadura crecerá el espesor y nos dará un resultado con
una soldadura dura pero quebradiza que fácilmente se puede quebrar en los puntos
de unión.
Una capa inter metálica delgada
nos resultará una fuerte energía de unión entre la
soldadura, el “pad” de metal y la aleación de la soldadura.
La capa inter metálica de una tablilla electrónica consiste de Cu6Sn5, Cu3Sn (CobreEstaño), AuSn, AuSn2 y Ag3Sn (Plata-Estaño) dependiendo del metal del “pad” a
soldar y la soldadura de pasta usada para la aleación.
Enfriamiento:
La fase
de enfriamiento es igualmente importante que las otras tres fases, la
importancia del enfriamiento es frecuentemente subestimada, pero la resistencia
mecánica final en las uniones de soldadura depende de la velocidad de enfriamiento.
Para que las uniones de soldadura se realicen con un fuerte aparejamiento entre la
soldadura del “pad” y la terminal del componente, el enfriamiento debe ser tan rápido
como sea posible. Aunque viéndolo de otra forma, cuando el enfriado es realizado
rápidamente el estaño y el plomo no se mezclan adecuadamente
en los puntos de
unión de soldadura.
59
Un enfriado lento nos dará como resultado también un excesivo crecimiento de la
capa inter metálica como esta descrita en el párrafo de reflujo, haciendo que las
uniones sean duras pero quebradizas.
La máxima velocidad de enfriamiento está limitada por la resistencia de los
componentes, estos simplemente se quiebran si la temperatura baja demasiado rápido.
El enfriado debe ser por lo tanto de 3 a 4 grados Celsius por segundo hasta llegar a
los
130
grados
Celsius,
debajo
de
esta
temperatura
la
relación
de
velocidad/enfriamiento no es importante para la calidad de las uniones de soldadura y
puede ser menor.
Velocidad del transportador
La combinación de calor, los parámetros de las zonas de enfriamiento y la velocidad
del transportador nos da por resultado un perfil de soldadura, si la velocidad del
transportador es disminuida, la temperatura de reflujo es aumentada y la rampa delta
T será disminuida. Y viceversa, esto da la posibilidad, para usar solo una temperatura
y usar la velocidad del transportador como un parámetro de ajuste. Una tablilla
grande con gran populación de componentes puede ser procesada con una velocidad
lenta que una pequeña y con baja populación de componentes pero manteniendo la
mismas medición de el perfil. Note que este proceso es recomendado solo para
hornos de convección forzada.
Al salir las tarjetas del horno de reflujo en TOP o del horno de curado en BOTTOM,
son inspeccionadas por verificadores de proceso, para enviarlas a la siguiente etapa
del proceso. Si se detectan componentes faltantes, fuera de registro o elevados, se
realiza la reparación correspondiente al tipo de componente.
2.1.10 FALLAS MÁS COMUNES EN LOS PROCESOS DE SMT
Bolas de soldadura:
Se realiza cuando se salpica soldadura sobre la tablilla el cual
es el más común
defecto de soldadura de pasta en forma de bola y es causada por la explosión de los
vapores de los solventes. La evaporación de los solventes son encapsulados en la
60
soldadura de pasta, hasta que la presión aumenta y eventualmente el solvente se
quiebra en la membrana de la superficie de flux y se extienden pequeñas partículas
de soldadura sobre la tablilla. El uso de hornos de convección se ha visto que
aumenta este problema, mientras una larga circulación de aire causa que aparezca la
membrana en la superficie del flux. Esta membrana hace difícil para los solventes que
se evaporen lentamente. Esto puede ser resuelto por baja temperatura que sea
aumentada en la zona de precalentamiento (0.75 a 1.0 grados Celsius) y una baja
temperatura en la zona de secado (150 grados Celsius).
Bolas grandes de soldadura enseguida de los “pads”
Si la impresión de pasta es hecha imprecisa y alguna soldadura de pasta es impresa
fuera del “pad” una bola de soldadura grande puede ser formada enseguida del “pad”
cuando la soldadura de pasta es fundida.
Bolas de soldadura por la fase de secado:
Mala soldadura y soldadura en forma de bola en los “pads” puede ser causado por
una demasiada larga fase de secado. La activación del flux no limpia las manchas de
soldadura si no que un largo tiempo de secado causa que las manchas de soldadura se
re-oxiden. Esto nos da un resultado en pobre soldadura y grandes bolas pueden ser
formadas. Principalmente se ha visto en cuando se usa soldadura de pasta en el ¨fine
pitch¨, porque muy pequeñas partículas tienen una grande área de superficie que
necesita ser limpiada de óxidos. El uso de bajos residuos de soldadura de pasta
también aumenta este problema, desde entonces aplicando menos resina para proteger
la soldadura de pasta y las uniones durante el proceso de soldadura. También el uso
de hornos de convección nos da una tendencia para aumentar este problema debido a
la alta circulación de aire causando oxidación en las manchas de soldadura.
Excesos de soldadura:
Son frecuentemente un resultado de una combinación de mucha de soldadura de pasta
presente en el “pad” y los gases de los solventes y principalmente a las fuerzas de
cohesión durante la fase de precalentamiento. Los gases forman una bola o terrón de
61
pasta debajo de los componentes y cuando es fundida la aleación de soldadura y es
presionada hacia fuera que forma pequeñas o grandes bolas de soldadura a un lado de
los componentes. Este problema puede ser resuelto reduciendo la cantidad de
soldadura de pasta, pero también disminuyendo el tamaño de la apertura en la
impresión del esténcil o reduciendo el espesor del esténcil, o reduciendo la curva de
temperatura durante el precalentamiento.
Soldado por solo un pad
Aparece cuando un las terminales de un componente delgado absorbe la soldadura
fundida dando como resultado
de uniones abiertas entre el componente
y la
soldadura. Esto sucede si hay una grande diferencia de temperatura entre el “pad” de
soldadura y las terminales del componente. Si la terminal del componente es más
caliente que al área de soldado de la tablilla la soldadura de pasta se desplaza hacía
esta terminal y la otra parte del componente se queda flotando.
La solución a este problema es usar componentes con patas que tengan buena
coplanaridad y prolongar el tiempo de secado para asegurar que los componentes y la
tablilla estén a la misma temperatura.
Ilustración 51 – Componente soldado por un solo pad
Soldadura pobre en los componentes:
La pobre soldadura puede ser el resultado de una excesiva oxidación antes de que la
soldadura sea fundida, el tiempo que dura la tablilla en el horno y la temperatura
aumente la oxidación. Para resolver este problema es importante minimizar el
impacto de calor en la soldadura de pasta. Reduciendo el tiempo de calentamiento o
disminuyendo la diferencia de temperatura en la zona de precalentamiento y la zona
de secado.
62
Ilustración 52 - Falta de soldadura o no suficiente
Componentes parados y girados “tomb stoning”
Es causado por una desigual soldadura en las terminales de un componente o “chip”.
La tensión de superficie que existe en una de las terminales del componente que hace
que flote se levante y se quede en esta posición.
La desigualdad de soldadura puede ser causada por un mal diseño del “pad”, mala
soldabilidad de un componente o del “pad”. Una desigual cantidad de soldadura de
pasta presente en los dos “pads” o una desigual temperatura en los dos “pads” de
soldadura. Para reducir la diferencia de temperatura en la zona de precalentamiento
debe ser reducida y la zona de secado debe ser prolongada. El uso de Nitrógeno en
el reflujo de la soldadura nos puede aumentar el efecto de componentes parados
debido a una alta tensión de superficie en la aleación fundida de soldadura.
El efecto de componentes girados es causado por un desigual soldado en las dos
terminales de un componente. La tensión de superficie en la terminal de un
componente hace que este flote y el componente se muevan de una manera que quede
girado.
Ilustración 53 – Componentes parados y girados
63
Cortos o patas punteadas.
Este caso es frecuentemente en los componentes de “fine pitch” y es usualmente
causado por una imprecisa impresión de la soldadura de pasta. Pero este puede ser el
resultado de pasta con grumos causada por un rápido aumento de temperatura en la
zona de precalentamiento. Suciedad, polvo y fibras de la tablilla que puede causarnos
que las patas de los componentes se puenteen o hagan corto. Por ejemplo si una fibra
delgada de papel, plástico o un cabello que este atravesando los “pads” o pequeñas
partículas de soldadura de pasta tienden a moverse a lo largo de la fibra y cuando se
realiza el fundido se forma un puente o cortó.
El uso de Nitrógeno en el reflujo de la soldadura se ha visto que aumenta este
problema porque existe una alta tensión de superficie de la aleación de la soldadura.
En este caso es importante tener completo control en el proceso de impresión de
pasta.
Ilustración 54 – Cortos o patas punteadas
Soldadura fría:
La soldadura fría es el resultado de un bajo pico de temperatura por lo que tenemos
que aumentar entre 215 y 255 grados Celsius.
Ilustración 55 - Soldadura fría
64
Falta de soldadura entre componentes y “pads”
Soldadura con partes vacías entre el componente es un fenómeno primeramente
causado por los gases de los solventes, el encapsulado en las manchas, entre la unión
de soldadura y el “pad” o la pata del componente, pero también el flux puede ser
encapsulado en medio de las uniones de soldadura, este fenómeno puede ser
minimizado por el acortamiento del tiempo o retraso de la curva de temperatura en la
zona de precalentamiento. También el uso de Nitrógeno nos puede ayudar a
minimizar este problema.
Componentes quebrados:
Las uniones de soldadura quebradizas es raramente causados por un mal perfil de
temperatura pero puede aumentar el riesgo por ejemplo si la fase de enfriado es baja y
las fuerzas de cohesión de energía del estaño y el plomo son pequeñas, la soldadura
quebrada es frecuentemente causada por un mal diseño del “pad”.
Ilustración 56 - Componentes quebrados
65
2.1.11 INSERCIÓN AUTOMÁTICA
Ilustración 57 – PCB con componentes de Inserción automática
Un proceso que ya tiende a desaparecer es el proceso de Inserción automática y es un
proceso intermedio entre el proceso de SMT TOP y SMT BOTTOM. Aquí se
colocan a la tarjera electrónica algunos de los componentes llamados de “trough
hole”. En general el uso simplifica el proceso, al ser automatizado ya que si estos
componentes se pusieran a mano el proceso sería más lento.
El proceso inicia con la maquina secuenciadora, donde se utilizan, resistencias,
diodos, capacitores y en algunos modelos alambre. La tarjeta virgen pasa a la inserta
dora de alambre donde se insertan los puentes, posteriormente pasara a la maquina V.
C. D. donde se insertan los componentes axiales (resistencias, diodos, etc.) entonces
la tarjeta queda lista para enviarse al proceso de SMT o a las líneas de Fast Line.
Ilustración 58 – Proceso de Inserción Automática
SECUENCIADORA
Ordena, corta, verifica y encinta.
JUMPER
(insertadora de alambre)
Localiza,preforma, inserta y clinchea.
V. C. D.
(insertadora de componentes Axiales)
Localiza, preforma, incerta y clinchea.
66
Secuenciadora automática
La maquina se encarga de secuenciar en un orden programado los componentes
axiales y al mismo tiempo, prueba la tolerancia de los capacitores, resistencias y la
polaridad de los diodos. Los defectos más frecuentes pueden ser: componentes
descentrados, encimados, fuera de tolerancia, terminales largas o cortas.
Ilustración 59 - Maquina secuenciadora
Maquina insertadora de alambre (JW)
Esta máquina únicamente coloca los llamados puentes que son tiras de alambre de
diferentes tamaños según sea programados en la maquina. Esta cuenta con un
operador que se encarga de la operación de la misma. En estas la limpieza es muy
importante por ejemplo: se deben limpiar los "clinches" y los tapetes conductivos y
recoger los pines de “scrap” (sobrantes) para evitar obstrucciones en la misma.
Ilustración 60 – Insertadora de alambre
67
Insertadora de componentes axiales o V. C. D.
La operación de esta máquina es un poco más complicada, ya que el operador debe
cuidar la polaridad de las secuencias utilizadas en las dos cabezas de inserción,
reparar las tarjetas sin detener la maquina y que el “scrap” no se atore, revisando que
las tarjetas lleguen sin defectos al proceso de SMT o a las líneas de Fast line.
Ilustración 61 – Inserción de componentes axiales
Las maquinas insertadoras cuentan con dos cabezas de inserción que colocan los
componentes en la tarjeta. Primero corta los componentes de la secuencia, lo
preforma y la mesa gira para ubicar el componente, posteriormente lo inserta para
después cortarlo y clinchearlo o doblar los pines.
Ilustración 62 – Ciclo de la Maquina Insertadora
Corta
Localiza
Clinchea
y corta
Preforma
Incerta
68
2.2 – TÉCNICO DE PRUEBAS
En agosto del año 1997 se me presenta la oportunidad de cambiar de puesto al área de
mantenimiento como técnico de pruebas. Trabajando es esta área daba soporte a las
líneas de producción en cuestiones de mantenimiento a equipos de prueba, lo cual
me permitió conocer el proceso de fabricación de tarjetas electrónicas más a fondo y
trabajar en coordinación con los ingenieros de procesos y pruebas para reducir las
incidencias de fallas en los equipos y así mejorar la calidad de la producción.
Esta empresa paso por una serie se reestructuraciones y cambios de nombre y dueños
durante el tiempo en que estuve laborando ahí. Así paso de llamarse AT&T a Lucent
después esta empresa se unió a Philips en lo que se llama una “joint venture” (unión
de riesgo o sociedad de negocios) para después separarse y volverse LTCP (Lucent
Technology consumer products) y al final fue adquirida por una empresa china
llamada VTECH la cual finalmente dejo de operar en México y cerro la planta.
2.3 INGENIERO DE PRUEBAS JR.
Para diciembre del año 2000 yo ya había terminado mis estudios de ingeniería y
estaba recién egresado, después de haber esperado todo el año para aspirar a una
vacante como ingeniero en esta empresa y al ver que no había mucho futuro en ella,
para este entonces VTECH y a que se rumoraba que esta iba a cerrar (cosa que al
final sucedió en Abril del año
2001) decido a buscar oportunidades en otras
empresas.
En enero del año 2001 comienzo a laborar en como Ingeniero de Pruebas Junior, en
la empresa SCI Services de México (hoy Sanmina-SCI) ubicada en Tlajomulco de
Zúñiga, Jalisco. En esta empresa trabaje para el departamento de pruebas,
dependiendo directamente del ingeniero de pruebas del proyecto de VDR (Video
Digital Recorder) para las marcas RCA y SONY. Donde mis actividades estaban más
relacionadas con la mejora de la calidad en la línea de producción mediante mejoras
al proceso y los equipos.
69
2.4 TÉCNICO DE PRUEBAS (Encarado de Almacén)
En Septiembre de ese mismo año me separo de la compañía por conveniencia e
intereses personales de superación profesional ya que me ofrecen laborar en
Flextronics Manufacturing como técnico de pruebas para inventariar y poner en orden
un nuevo proyecto llamado 3COM que era para la fabricación de tarjetas de red
alámbricas, inalámbricas y de fibra óptica y gracias a los resultados obtenidos con
este proyecto quedo encargado del almacén del área de pruebas.
2.4.1 MANUFACTURA DE TARJETAS ELECTRÓNICAS
2.4.1.1 PWB o FAST LINE (Ensamble manual de Componentes)
Una vez que las tarjetas han pasado por los procesos de SMT e inserción automática
pasan a la línea de fast line. En esta área los componentes que no se pueden colocar
en el área de inserción automática debido a su tamaño son colocados manualmente,
cuidando su polaridad y que no queden terminales elevadas, esto requiere de
operadores con habilidad manual.
Ilustración 63 - Línea de PWB o Fast Line
Aquí se unen sub operaciones que se llevan a cabo cerca de la línea de producción
según sea necesario, como son: el preformado y los sub ensambles.
En el preformado se cortan las terminales de los componentes como capacitores
electrolíticos y de cerámica, transistores, etc. También se preforman las terminales
para que no den problemas en la tarjeta al insertarlos, ni al momento de soldarlos.
Para realizar esta operación se manejan fixtures neumáticos y manuales.
70
Ilustración 64 - Preformado
Algunas partes de la unidad, no pueden ser ensambladas al momento que se insertan
o colocan, por este motivo es necesario ensamblarlas previamente, a este proceso se
la llama sub ensamble, algunos ejemplos son: los reguladores de voltaje, micrófonos,
piezoeléctricos, switch, etc.
Ilustración 65 – Sub ensambles
El conveyor es el mecanismo encargado de transportar las tarjetas por medio de una
cadena que se activa con un interruptor colocado al final de la banda.
Mientras la tarjeta viaja por el conveyor, un operador colca 3, 4, o hasta 10
componentes a velocidades de 4, 6 o 7 unidades/min. Todas las operaciones de deben
de realizar siguiendo ayudas visuales, estas le indican a cada operador que
componentes colocar y donde.
Ilustración 66 - Conveyor
71
2.4.1.2 SOLDADORA DE OLA
La soldadura por ola es un proceso de soldadura a gran escala en el que los
componentes electrónicos son soldados a la PCB para formar un montaje electrónico.
El nombre proviene del uso de las olas de soldadura fundida para adjuntar el metal de
los componentes a la placa de la PCB. El proceso utiliza un tanque que contiene una
cantidad de soldadura fundida. La PCB con los componentes una vez insertados en la
línea de ensamble, inserción automática, o colocados en el proceso de SMT atraviesa
una cascada u ola de soldadura. La soldadura moja las zonas expuestas de la placa de
la PCB (las que no están protegidas por la máscara de resina), creando una conexión
eléctrica y fiable. El proceso en mucho más rápido y puede crear un producto de
calidad superior que la soldadura manual de componentes.
La soldadura por ola se usa para el montaje de circuitos impresos tanto de
componentes “trough hole” como de montaje superficial (SMD).
Ilustración 67 - Etapas en la soldadora de ola
La maquina consta de 4 atapas o zonas: los rociadores, los pre calentadores, la ola y
la zona se enfriamiento.
Etapa de Flux
El flux es un compuesto químico activo que cuando se le aplica calor elimina la
oxidación de la superficie en que se deposite y favorece la formación de una capa
metálica entre el material de soldadura y el metal a soldar. También tiene otras
funciones como:
Reducir la tención superficial de la soldadura fundida.
Ayuda a prevenir la re-oxidación de la superficie durante la soldadura.
Ayuda a transferir el calor uniformemente a toda el área de la soldadura.
72
Algunos pulverizadores de flux constan de un brazo robótico que se desplaza de un
lado a otro de la PCB mientras difumina una pequeña capa de flux sobre la cara de
debajo de la PCB. Otros pulverizadores de flux consisten en una barra estacionaria
con una serie de boquillas que rocían la parte de debajo de la PCB. Algunos sistemas
pueden usar aire comprimido para quitar el exceso de flux o eliminar completamente
el flux de algunas zonas.
Para cualquier método de aplicación de flux, se debe tener un control preciso sobre la
cantidad de flux que se aplica sobre la placa ya que un déficit de flux podría provocar
las uniones de soldadura débiles, mientras que un exceso de flux tampoco sería
recomendable.
Etapa de pre calentamiento
Esta etapa consiste en proyectar aire caliente sobre la superficie de la PCB, a través
de unos calentadores, con el objetivo de incrementar la temperatura de la misma para
que no se produzca un efecto de denominado como shock térmico. El shock térmico
ocurre cuando la PCB pasa, repentinamente, de la temperatura ambiente a que pueda
haber en la habitación donde se está soldando, a la alta temperatura de la soldadora de
ola.
Funciones del precalentamiento:
Evapora los solventes del flux (IPA y Agua).
Previene el choque térmico de los componentes y de la PCB.
Activa el flux.
Permiten que la soldadura fluya a través de la PCB.
Tipos de pre-calentadores:
Radiante: habilidad pobre para evaporar el agua del flux pudiéndose generar
bolas de soldadura, que perjudican la correcta unión de los componentes con
la PCB.
Convección forzada: alta eficiencia en transferencia de calor. Volatiliza el
agua del flux.
73
Etapa de soldadura por ola
La PCB pasa sobre un tanque que tiene el material de soldadura. Este taque tiene un
patrón de olas predefinidas en su superficie. Estas olas entran en contacto con la cara
de debajo de la PCB, uniendo los componentes a los PAD´s de soldadura de la placa
de la PCB mediante tención superficial. Es necesario llevar un control de la altura de
la ola usada en este proceso para asegurarnos que la soldadura fundida se aplica en la
cara de debajo de la PCB y no salpica en la cara de arriba o en lugares donde no
queremos hacer una soldadura. Este proceso se realiza en una atmosfera de un gas
inerte (como nitrógeno N2) para mejorar la calidad de las uniones. Además la
presencia de nitrógeno reduce la oxidación.
Tipos de material de soldadura
Existen un gran número de materiales de soldadura diferentes que podemos usar en el
proceso de soldadura por ola siendo los más comunes los materiales basados en
estaño y plomo. Sin embargo, este tipo de materiales están siendo reemplazados por
otros que no contienen plomo. Esto ocurre porque como ya se sabe el plomo es un
material altamente toxico que puede provocar problemas a la salud de las personas
que estén en contacto con él.
La soldadura se puede trabajar por medio de dos sistemas:
1. Turbulenta. Para componentes de SMT
2. Lambda o Laminar. Para componentes de “Trough hole”
Una vez que las tarjetas salen de la soldadora de ola pasan por el área de retoque y
reparación, esto permite detectar las zonas donde la soldadora de ola genera defectos
y así poder modificar los parámetros de la maquina. La reparación se realiza
manualmente; los defectos que se pueden detectar son: insuficiencias, cortos,
excesos, elevados, contaminación, soldaduras frías, etc.
74
2.4.1.3 PRUEBAS ELÉCTRICAS “ICT”
Después de esto la tarjeta pasa por una prueba eléctrica un una unidad conocida como
ICT (in circuit test).
Que es un ICT?
Equipo automático de prueba (ATE) que tiene la capacidad de probar cada
componente en una tarjeta (uno a la vez) mientras que este ésta conectado a otros
componentes (In Circuit). Ésta realiza en promedio 70 pruebas eléctricas, su función
es revisar que todas las interconexiones de la tarjeta funcionan correctamente.
Además verifica: cortos, circuitos abiertos, faltantes, valores nominales de
componentes, tolerancias, equivocados y algunas pruebas funcionales.
Ilustración 68 - Pruebas eléctricas en ICT
Nota: Hasta aquí el proceso de manufactura electrónica es común e igual para casi
todo tipo de equipo o producto electrónico del que hablemos.
A partir de aquí, las diferentes etapas y pruebas son únicamente para los productos
que se hacían en AT&T (Teléfonos, contestadoras, Identificadores de llamadas, y
celulares).
75
2.4.2 MANUFACTURA DE TÉLEFONOS EN LA EMPRESA AT&T
En esta se manufacturaban teléfonos residenciales, contestadoras, identificadores de
llamada y en dos ocasiones se hicieron corridas de teléfonos celulares, uno bajo la
marca AT&T y otra cuando la empresa se unió a PHILIPS teléfonos que salieron con
esta marca.
Esta fue una de las primeras empresas de este tipo en Jalisco, ya que en ese tiempo
empresas que se dedicaran a la manufactura electrónica solamente existían IBM que
fabricaba sus computadoras, MOTOROLA que fabricaba componentes electrónicos
(memorias y procesadores), HP donde ensamblaban computadoras e impresoras y
SCI que manufacturaba para otras empresas.
El proceso de fabricación de los teléfonos se dividía en tres grandes procesos que a su
vez se dividían en más:
SMT:
TOP
Inserción Automática
BOTTOM
MOLDEO:
Moldeo
Impresión
FAST LINE o PWB
PWB
Ensamble Final
76
La distribución de la planta se muestra en la figura siguiente.
Ilustración 69 - Diagrama de Distribución de Planta
El recorrido de un modelo cualquiera estaba definido de la siguiente manera:
El material ingresa del proveedor a través del área de recepción de materiales
(incoming) y se le hace una rápida verificación al material que consiste en
verificación de números de parte y especificaciones físicas y eléctricas a los
componentes electrónicos por medio de muestreos de conformidad. Se cuenta con un
almacén general el cual va a surtir
los materiales a las diferentes áreas de
manufactura (moldeo, SMT, Fast Line).
El área de Moldeo fabrica todas las piezas plásticas que servirán de chasis a los
teléfonos (Chasis, hand set, botones, etc.). De aquí las piezas pasan al área de
impresión donde se le imprimen logotipos y otros indicadores como números,
indicadores de control de volumen, etc. De aquí pasan a un almacén temporal, para
después incorporarse a la línea de ensamble final cuando son requeridas.
77
En el área de SMT ingresan las tarjetas de circuito impreso donde se les colocan los
componentes en el proceso de TOP, si el modelo especifico requiere componentes de
inserción automática se le colocan en esta área, si no pasa al proceso de BOTTOM.
En esta área no se realizan pruebas funcionales, se realizan inspecciones visuales y se
llevan a cabo auditorias de calidad en cada proceso.
Después las tarjetas pasan al área de Fast Line o PWB, donde se les colocan manual
mente los componentes faltantes que se soldán junto con los que se colocaron en el
área de BOTTOM en la soldadora de ola. Una vez hecha una inspección visual las
tarjetas pasan a las pruebas eléctricas, programación de memorias, inicialización de
procesadores y sintonización se son teléfonos inalámbricos.
En las líneas de ensamble final se arman las unidades y se prueban funcionalmente,
se hacen pruebas de sonido y transmisión y recepción. Y después de esto las unidades
se empacan y pasan a área de embarque.
El proceso completo lo veremos con más detalle más adelante, así como los controles
que se aplican a lo largo de este.
El diagrama de recorrido del proceso se muestra en la figura #73
Ilustración 70 - Diagrama de Recorrido
78
2.4.2.1 PROCESO DE MOLDEO
Ilustración 71 - Fabricación de piezas moldeadas
Los plásticos se dividen en 2 familias: TERMOPLASTICOS y TERMOFIJOS. Estos
a su vez se dividen en dos categorías: commodities y de ingeniería. En esta empresa
se trabajaban los amorfos; como el A.B.S., LEXAN, ACRILICO Y Cristalinos como
el VALOX.
Los termoplásticos cambian de estado físico cuando son procesados, por tal motivo
el plástico se puede reciclar en proporción de un 20% para piezas nuevas.
Los termo fijos cambian de estado químico cuando son procesados, si se reprocesan,
se endurecen y se queman. Algunos de ejemplos de plásticos termo fijos son la
baquelita y el Caucho.
Familia de
Polimeros
Termoplasticos
Cristalinos:
-Valox: led
,switch
Termofijos
Amorfos:
Cycolac: Cuerpo Unidad
Lexan : Lens display
Oroglass: Card retainer
Ilustración 72 - Clasificación de plásticos
79
Los gránulos plásticos (pellets) absorben humedad durante su fabricación,
transportación y almacenamiento. Por lo tanto, es necesario que el plástico se
preseque para evitar problemas en la apariencia final como manchas de humedad y
huecos entre las paredes de las piezas.
La primera parte del proceso es el proceso de secado. El des humificador y la tolva de
secado son el equipo donde se realiza el secado del material. Este consiste en un
sistema de circuito cerrado donde un compresor fuerza el aire a pasar a través de una
cama desecante, aquí se absorbe la humedad y eleva la temperatura del aire, entra a la
tolva, pasa entre los pellets y extrae la humedad. Posteriormente, retorna el aire
húmedo a la cama desecante, pasando por un filtro que elimina el polvo o
contaminación.
La temperatura y tiempo de secado de los diferentes plásticos son similares, con la
diferencia de que los plásticos reciclados necesitan mayor tiempo de secado a causa
de que los gránulos plásticos tienen una forma y tamaño más grande que el plástico
en su forma virgen.
El moldeo por inyección es un proceso mediante el cual un material plástico en
gránulos es fundido, e inyectado a presión, en una cavidad. El producto que se
obtiene en una pieza plástica, la cual es exactamente igual a la cavidad.
Este proceso es el más apropiado para producir grandes cantidades de piezas plásticas
a bajo costo.
Tabla 4 # Temperaturas de fundición y secado de los plásticos
80
La maquina inyectora de plástico se puede dividir en dos partes: la unidad de
inyección, que se encarga de alimentar, mesclar, fundir e inyectar el plástico y la
unidad de cierre que recibe el plástico fundido, forma y expulsa la pieza moldeada de
plástico.
Ilustración 73 - Maquina de moldeo por inyección
El ciclo de piezas en una maquina con ciclo semiautomático comienza cuando el
molde se abre, y el operador extrae la pieza de la cavidad y retira la colada de la
pieza. En la maquina con ciclo de inyección semiautomático, el operador no tiene que
extraer la pieza de la cavidad ya que la maquina expulsa la pieza y cae en un
contenedor.
Cierre del
molde
Expulsion o
extraccion de
la pieza
Inyeccion y
formado
El molde se
abre
Enfriamiento
y
solidificacion
Rotacion del
husillo
Ilustración 74 - Ciclo de una maquina de moldeo
81
Después de esto se inspecciona cada pieza tomando en cuenta dos factores:
1. La superficie de la pieza
2. Base y parte interna de la pieza.
Esto para evitar y corregir fallas en la producción, tales como piezas incompletas,
manchas de humedad, líneas de unión acentuadas, rebabas, etc.
Ilustración 75 - Proceso de moldeo
2.4.2.2 PROCESO DE IMPRESIÓN
Ilustración 76 - Impresión por Transferencia
No todas las piezas plásticas pasan por el proceso de impresión, solo las que
requieren llevar grabado el logotipo, el modelo y las funciones de los botones. Para
cumplir con este propósito, se contaba con un área de impresión que contaba con
maquinas impresoras por transferencia (Pad Printers).
82
Las tintas usadas son epoxicas (tinta + endurecedor) y se usan 9 colores para los
distintos modelos de teléfonos: Mild blue, Ultra light gray, Graphic White, Bluish
gray, Médium blue, Shadow blue, White, Function light green y ultra dark gray.
La maquinaria utilizada es marca UNI-PRINTER
El sistema de esta máquina es de transferencia por medio de un cojín de silicón, este
toma la impresión del cliché que se encuentra en un tintero de aluminio, para después
depositar la impresión en la pieza plástica.
Las partes de la maquina impresora son:
Pad: cojín de silicón que toma la impresión del cliché.
Cliché o Esténcil: placa de acero inoxidable.
Fixture: base de fijación para la pieza.
Porta navaja: sujeta la navaja.
Navaja: herramienta que realiza el barrido de la tinta en el cliché.
Ilustración 77 - Maquina de Impresión por Transferencia
Una vez preparadas las tintas de acuerdo a la formula y con la viscosidad requeridas,
la tinta caduca en 8 horas después es desechada.
El ciclo de la maquina comienza en el cliché (esténcil) que se encuentra ensamblado
en el tintero, este sale hacia el frente para que el pad baje y tome la impresión del
cliché, posteriormente el pad retorna a su posición para permitir que el tintero con el
cliché regrese a su lugar y baje el pad con la toma del grabado de la tinta, dejando la
impresión en la pieza plástica.
83
Baja el pad y toma
la forma del
grabado en tinta
sube el pad y sale
el cliche
Baja el pad e
imprime la pieza
Retorna el pad a
su posicion
Retrocede el
cliche
Ilustración 78 – Ciclo de la Maquina de Impresión I
El curado de la impresión se lleva a cabo de diferentes maneras:
1. Oreado del material: las piezas empresas son colocadas en carros y expuestas
al aire por 10 minutos.
2. Horneado del material: una vez oreadas las piezas se deben de hornear a
500ºC durante 40 segundos. Esta parte del proceso para evitar que la
impresión en las piezas se talle al ser empacadas o en las líneas de ensamble.
Ilustración 79 - Horneado de Piezas
La inspección de las piezas se realiza pieza por pieza para detectar a tiempo cualquier
defecto. Existen muchos factores que provocan diferentes defectos, por ejemplo: la
humedad y temperatura del aire, contaminación del material, mal uso de las
herramientas, etc.
84
2.4.2.3 HAND SET (Teléfonos alambricos) Y SINTONIA
Para los modelos de teléfonos alambricos los hand sets se producían en una línea de
ensamble exclusiva para ello. La cual era capaz de hacer hasta cinco cambios de
modelo por turno dependiendo de las necesidades de producción y los modelos que se
estuvieran fabricando.
Las operaciones que se realizaban en esta eran diversas, entre las más importantes
estaban: soldado de diodos, cables al micrófono y receptor, prueba y cerrado del
handset.
Los handsets después son empacados en contenedores con separaciones de foam
(esponja) para protegerlos de ralladuras. Posteriormente son enviados al área de
almacén para ser surtidos a las líneas de ensamble final. Las unidades que se dañan
por ralladuras en las piezas plásticas son desensambladas, el plástico se envía a
moldeo para reciclarlo y el circuito si no se daña, se integra al proceso.
Ilustración 80 – Hand set
Sintonía (Teléfonos inalámbricos)
La operación de este equipo requiere de un manejo especia, ya que aquí se realiza el
ajuste de frecuencias, para la intercomunicación entre el handset y la base. Se mide la
salida del audio, recepción y transmisión. El equipo consta de un analizador de audio
de comunicación.
Ilustración 81 - Estación de sintonía
85
2.4.2.4 ENSAMBLE FINAL
Aquí se integran las piezas plásticas que vienen del área de moldeo e impresión con
las tarjetas que ya han sido probadas eléctricamente, con los handsets si son teléfonos
alambricos o contestadoras; las tarjetas sintonizadas previamente si son modelos
inalámbricos para armar la base y handset. O con las tarjetas eléctricas para el armado
del teléfono celular.
Ilustración 82 – Ensamblado de Teléfonos
Estación de Prueba Final
Para comprobar el buen funcionamiento de los teléfonos y contestadoras se realizan
diferentes pruebas:
Prueba de sonido
Prueba de alto voltaje
Voltaje de batería
Prueba de gomer
Radiofrecuencia (Teléfonos Inalámbricos)
Prueba de Sonido: Esta prueba verifica la calidad del sonido en los teléfonos
inalámbricos, la calidad del sonido de la transmisión y de la recepción. En las
contestadoras; el numero de acceso de la contestadora y la prueba de grabado de
mensajes, esto grabando y reproduciendo un mensaje.
Ilustración 83- Cabina de sonido
86
Prueba de Alto Voltaje: Verifica cortos o arcos que podrían actuar como antenas en
el circuito y provocar daños al usuario. Es importante que exista aislamiento de la
antena a las demás partes que componen el aparato. Se realiza una conexión del
circuito a la antena y del power a la antena. La prueba se realiza con 1200 volts.
Prueba de Voltaje de Batería: Verifica el consumo de corriente, el encendido de los
indicadores y carga de la unidad. La prueba se realiza en 3 posiciones las cuales
simulan 3 situaciones diferentes:
V1 – simula una batería (pila) baja o descargada.
V2 – simula una batería en buenas condiciones.
V3 – simula una batería nueva o con carga completa.
Prueba de Gomer: Esta prueba verifica el buen estado y funcionalidad del aparato.
Se realiza por medio de un simulador computarizado, el cual comprueba la calidad de
la transmisión de audio del equipo simulando una llamada telefónica.
Ilustración 84 - Pruebas de sonido, Gomer
Pruebas de Radio frecuencia (Teléfonos Inalámbricos)
Esta prueba se realiza en cabinas especiales donde no entra ninguna señal. El equipo
consta de una unidad de control, un analizador de comunicaciones y un amplificador
de radiofrecuencia. Las pruebas que se realizan son: la Potencia de transmisión y
entre la base y el handset y que la frecuencia de transmisión se correcta en la base y el
handset.
87
Ilustración 85 - Cabinas de Radiofrecuencia y Emisión de RF
Además de esto se realiza una prueba de Emisión de R.F. que consiste en medir la
potencia de transmisión tanto en la base como en el hand set, en un ambiente real
para cumplir con las normas internacionales, ya que en la línea de producción no se
puede realizar. Esta prueba se lleva a cabo en un espacio abierto. El equipo que se
utiliza en la prueba es una antena bi cónica y un analizador de comunicaciones.
Empaque
Una vez que el teléfono o la contestadora han pasado todas las pruebas, llegan a esta
sección para empacarlos. Los accesorios dependen del modelo de la unidad que se
esté procesando. Las cajas de presentación o PRETTY BOX, son inspeccionadas para
que no lleven ningún defecto, ya que esto será lo primero que vea el cliente.
Ilustración 86 - Empaque y Embarque
88
2.4.2.5 CONTROL DE LA CALIDAD
Ya que son empacados los productos son inspeccionados aleatoriamente por
inspectores de calidad, los cuales toman muestras aleatorias (dependiendo el modelo
y la cantidad a producir por turno) cada hora para verificar la calidad, tanto del
empaque como de la funcionalidad del mismo. La importancia de esta etapa del
proceso, es que por medio de esta inspección se pueden detectar aparatos con algún
defecto y de esta manera asegurar la calidad y confiabilidad de los productos.
Pero esta es para el aseguramiento final de la calidad, a lo largo de todo el proceso
tenemos una serie de controles que nos ayudan a tener el proceso bajo control.
2.5 SUPERVISOR DE OPERACIONES
En julio del año 2002 se me presenta la oportunidad de laborar para Gobierno del
Estado de Jalisco en la Secretaría de Desarrollo Rural, como Supervisor de
operaciones
donde labore durante casi ocho años, lo cual me permitió adquirir
conocimientos diferentes a las áreas en las que había estado laborando hasta entonces.
Ya que aquí se me permitió administrar recursos y trabajar con personal a mí cargo,
además de conocer sobre maquinaria pesada para movimiento de tierras.
Cuando se me presento la oportunidad de trabajar como supervisor fue en un área
completamente diferente que la que había estado laborando para entonces. Así pase
de las empresas manufactureras electrónicas a trabajar para gobierno del estado de
Jalisco en la Secretaría de Desarrollo Rural (SEDER), y de trabajar con componentes
y equipos electrónicos a trabajar con maquinaria pesada en el área de infraestructura
carretera.
89
2.5.1 MOVIMIENTO DE TIERRAS, APERTURA Y REHABILITACION DE
CAMINOS
La accesibilidad es un factor importante para integrar socialmente a las poblaciones
localizadas en las regiones más apartadas; su incorporación puede ser poco rentable
desde una óptica económica, sin embargo, bajo una visión social integral, las
inversiones de este tipo se justifican si ello conlleva a proporcionar a dichas regiones
un mejor equipamiento, y un consecuente incremento en el nivel de bienestar de las
diversas comunidades.
Los caminos han sido una condición necesaria para el desarrollo económico y social
de las regiones, ya que sirven de soporte para el intercambio de bienes y personas así
como de la cultura, dando con ello origen a las relaciones de producción con las
consecuentes relaciones sociales. Por su parte, las relaciones de producción se
manifiestan mediante la integración de mercados regionales, lo cual se logra
aprovechando las ventajas que presenta cada región para acceder a diversos
mercados, fortaleciendo con ello la productividad y la capacidad de crecimiento
económico de manera sostenida y armónica. La necesidad de fortalecer las redes de
transporte en el medio rural surge de la necesidad de impulsar el crecimiento y
desarrollo de las comunidades desfavorecidas. Al contar con mejores vías de acceso,
estas localidades tendrán mayores posibilidades para integrarse al aparato productivo
nacional.
El objetivo de la construcción de caminos rurales es atender de una mejor manera las
demandas sociales. Lo cual Incidirá en el mejoramiento de los niveles de vida de la
población. Generará mayor integración de los mercados internos, que ayude a la
recuperación y crecimiento económico de las distintas regiones del territorio
nacional. Proporcionará oportunidades individuales y colectivas para aquellos que
participan en la actividad económica. Proporcionará un mayor bienestar social.
Apoyara el acceso a la educación y capacitación. Contribuirá a la seguridad nacional.
Incrementara el nivel de asistencia en salud. Mejorará el abastecimiento de
mercaderías.
90
Se denomina movimiento de tierras al conjunto de operaciones que se realizan con
los terrenos naturales, a fin de modificar las formas de la naturaleza o de aportar
materiales en obras públicas, minería o industria.
Las operaciones más comunes del movimiento de tierras son:
Excavación
Carga
Acarreo
Descarga
Extendido
Humectación o desecación
Compactación
Servicios auxiliares (refinación, saneo, etc.)
La Secretaria de Desarrollo Rural cuenta con un programa de mantenimiento
(rehabilitación) de caminos rurales mediante el cual a través de convenios entre
gobierno del estado y presupuesto de
los municipios, se realizan obras de
infraestructura carretera en los municipios en beneficio de las comunidades más
apartadas de los mismos.
Las obras que se realizan mediante este tipo de convenios son:
Rehabilitación de caminos rurales (principalmente)
Apertura de caminos en comunidades apartadas
Modificación de trazo en caminos de terracería
Base para pavimentar caminos de terracería
Programas de creación de bordos para recaudar agua
Desazolve de bordos y arroyos
Ampliación de cause de arroyos
Trituración de lirio en lagos, construcción de represas, construcción de
aeropistas de terracería. Y en general casi todos los trabajos en los que se
puedan aprovechar la maquinaria de gobierno del estado
91
Este tipo de convenios de trabajos se realizan en todo el estado para todos los
municipios que lo soliciten, así cada municipio tiene un modulo de maquinaria en
préstamo por un tiempo de 3 a 4 meses para la rehabilitación de caminos rurales.
Exceptuando los municipios de Bolaños y Mezquitic tienen módulos de maquinaria
en préstamo por tiempo indefinido. Ya que estos son municipios que cuentan con
comunidades indígenas (Huicholes) diseminadas en su territorio (principalmente la
sierra) y tienen grandes tramos de carreteras rurales que las unen entre ellas y con la
cabecera municipal.
En estos dos municipios me toco trabajar por más tiempo; 1 año y medio en Bolaños
y casi 7 años en Mezquitic. Aquí entre las labores principales estaba la rehabilitación
de caminos rurales para beneficio de comunidades apartadas de los municipios. Para
lo cual contaba con un modulo de maquinaria pesada que consistía de: un Bulldozer,
una moto conformadora, un cargador frontal y dos camiones de volteo; pertenecientes
a SEDER mas la maquinaria y volteos proporcionados por el municipio.
Ilustración 87 – Rehabilitación de caminos
2.5.2 REHABILITACION DE CAMINOS RURALES (Mantenimiento)
El mantenimiento de los caminos rurales se aborda de dos maneras. Uno es el
mantenimiento periódico que se hace una a dos veces en el año llamado rastreo,
utilizando una moto conformadora también llamada moto niveladora para
reacomodar el material de las orillas del camino y el que sale de la limpieza de las
cunetas sobre el mismo camino, la frecuencia con que se hace varía dependiendo de
las necesidades del camino y cuan transitado es. Un camino normalmente se rastrea
durante dos años máximo tres y después es necesario rehabilitarlo.
92
El mantenimiento más a fondo o rehabilitación del camino consiste en recargar la
calzada del camino con material adicional a todo lo largo del camino, limpiar cunetas
y alcantarillas, eliminar los derrumbes de taludes y nivelar la calzada. Esto se hace
utilizando toda la maquinaria y volteos que mencione antes y se hace en promedio
cada tres años a tramos de caminos que van de 40 a 80 Km.
Para la rehabilitación de caminos en la sierra siempre se buscan materiales bancos de
material en préstamo es decir que estén sobre el camino o lo más cercano posible, y
se buscan materiales que como tepetate, tezontle o que contengan gravas o sean
arenosos, y que compacten sin necesidad de utilizar rodillos sino que compacten con
el mismo paso de los volteos cargados. Es espesor de material depende mucho del
estado del camino y el tipo de suelo del mismo, aunque lo más común es dejar
espesores de 15 a 20 centímetros.
Ilustración 88 – Rehabilitación de Caminos
Actualmente también se está implementando otro tipo de programa para dar
mantenimiento a los caminos rurales, este está planeado para dar empleo temporal a
las personas de las comunidades a este programa se le llama “mano de obra
93
campesina”. Este mantenimiento se hace en forma manual con personas equipadas
con palas, picos y carretillas. Se contratan cuadrillas de personas y se les asignan de 6
a 10 kilómetros. Estas personas tienen por finalidad tapar hoyos, eliminar derrumbes
y obstrucciones de las cunetas y alcantarillas. La práctica demuestra que es un
mantenimiento muy efectivo y de bajo costo, además de que generan empleos en las
comunidades, razón por la cual está difundiendo más.
Además de la rehabilitación de caminos también se rehabilitaban calles en las
comunidades, se hacía la base para pavimentar carreteras y calles, se hacían aperturas
de nuevos caminos, se rehabilitaban canchas de futbol, y se implementaban acciones
de emergencia durante el temporal de huracanes.
Ilustración 89 – Camino bloqueado después del temporal de lluvia, Rehabilitación de calles
2.5.3 APERTURA DE CAMINOS NUEVOS EN LA SIERRA
En general en situación de terrenos planos y moderadamente ondulados se trazan los
caminos protegiendo lo mas que se puede los arboles. Los caminos se planifican
directamente en el campo. El trazado no requiere del uso de ningún instrumento y se
trata sencillamente de marcar una faja, por donde el bulldozer hará el camino.
En terrenos montañosos la dificultad de la topografía obliga a una mejor planificación
de los caminos. Comúnmente el trazado no es posible sin recorrer en detalle la zona.
Los caminos en la sierra, generalmente se diseñan con ancho de corona o calzada que
van de 6 a 8 metros y curvas de 10 a 15 metros de radio, según lo permita el terreno.
La pendiente longitudinal máxima de los caminos se asocia con la dificultad que
ofrece la topografía estas deben ser de 15%.
94
Tres son las consideraciones principales para determinar la pendiente límite:
adherencia suficiente de las ruedas de tracción con la calzada, potencia suficiente del
motor del camión y costos del camino y transporte. Así, la pendiente se fija por una
parte por el tipo de transito que se espera tener, que en general tenga suficiente
tracción y potencia para vencer pendientes mayores. Pero en condiciones de humedad
o carpetas sueltas, debido al menor coeficiente de tracción no es fácil vencer
pendientes de más de 15 por ciento.
Por otra parte a mayor pendiente, menor será la velocidad y mayor el consumo de
combustible. Otra consideración en áreas de altas precipitaciones y lluvias erosivas y
suelos de textura fina, en pendientes sobre 8%, se deben esperar procesos erosivos de
importancia obligando a elevados costos de mantenimiento. La pendiente longitudinal
no debiera ser menor de 2% con el fin de facilitar el drenaje. Se observaron
numerosos ejemplos de tramos muy húmedos por ser muy planos, los que terminan
por hacerse intransitables en períodos con lluvias.
Las curvas horizontales en los caminos de la sierra son curvas circulares,
comúnmente con radios superiores a 15 metros. Sin embargo, muchos de los trazados
con base en caminos antiguos presentan radios mínimos de 10 metros, lo que obliga a
bajar la velocidad y considerar extensos ensanches. En cuanto al peralte se dan dos
situaciones: una no considera peralte, debido a que son caminos de baja velocidad
(menor de 25 km/hora), facilita el trabajo de mantenimiento con moto niveladora y no
genera problemas de desacomodo de la carga (estiba); la otra considera la asignación
de peraltes entre 5 y 10%, los que se fijan por la experiencia del operador del
bulldozer.
Se debe reconocer que lo habitual no es trazar la curva, sino que dadas las
alineaciones se deja al operador de la máquina de movimiento de tierras la confección
de la curva. El resultado en la práctica es muchas veces una curva de forma
parabólica otras veces simplemente se trata de seguir la forma natural de la
topografía. La pendiente longitudinal en las curvas se disminuye con la finalidad de
evitar el efecto "esquinas" que hace perder habilidad de tracción en algunas
95
configuraciones de camiones con 3 ejes. Los ensanches se consideran hacia el interior
de la curva y generalmente son de 1 hasta 2 metros como máximo.
El perfil transversal está caracterizado por el ancho de la calzada (corona) y
plataforma, la pendiente transversal, las cunetas y el ángulo de los taludes de corte y
derrame o relleno. Si es de escaso transito, esto lleva a la construcción de caminos de
una vía con un ancho de calzadas de 4 metros sobre plataformas de 6 metros. Las
dificultades que podría presentar el cruzamiento de vehículos se supera instalando
ensanches cada 200 a 300 metros, los que a veces se construyen ensanchando las
curvas hacia el exterior. Estos ensanches se hacen de 25 a 30 metros de largo por 2
metros de ancho. El perfil transversal considera una pendiente transversal o bombeo
de 3 a 5% desde el eje hacia los lados del camino.
Ilustración 90 – Perfil transversal de un camino
El diseño de taludes basado en estudios geotécnicos es poco común en caminos
forestales y sólo cuando se presentan deslizamientos se recurre a ensayos de
mecánica de suelos. El ángulo de los taludes se decide siguiendo la experiencia en la
zona, llegando a diferenciar sólo dos condiciones de acuerdo con la naturaleza del
suelo: taludes 1:2 (63,4°) para tierra común y 1:3 a 1:4 para materiales rocosos.
En algunas oportunidades según la altura del talud, por la alta variabilidad de los
suelos y la presencia de sectores húmedos el talud no resulta adecuado y se presentan
deslizamientos. Sin embargo por razones económicas se prefiere trabajar con un
menor factor de seguridad en el diseño, persistir con ángulos mayores y reparar en
96
forma individual los taludes dañados, antes que diseñar todo el camino con un menor
ángulo, lo cual llevaría a aumentar el volumen de tierras. Otras veces, sobre roca
fragmentada o meteorizada, al abrir el camino en la temporada estival presentan
estabilidad que luego pierden con la llegada de las lluvias. En algunas zonas de la
sierra son comunes taludes de 6 y más metros.
La mayoría de los caminos incluye una cuneta lateral de tipo triangular en el lado y
pie del talud de corte, de aproximadamente 80 a 100 cm de ancho y 30 a 50 cm de
profundidad. Si el material del fondo de la cuneta puede ser rocoso, generalmente se
deja construida como parte del proceso de movimiento de tierras. De lo contrario
finalizado éste, en la etapa de perfilado de la sub rasante se da el bombeo a la
plataforma y construye la cuneta mediante el empleo de moto niveladora.
Ilustración 91 – Cunetas
Las cunetas requieren descargar hacia puntos más bajos o quebradas naturales. Si esto
no es posible, se descargan a través de alcantarillas que cruzan el camino. La
distancia entre descargas de cunetas se fija por las condiciones del terreno, la
pendiente del camino, las curvas, los cursos naturales y posible volumen tributario de
agua, generalmente no superan los 100 metros. Las cunetas de los caminos en la
sierra siguen la pendiente longitudinal del camino, no son revestidas y el material del
fondo corresponde al material del lugar. Sólo ocasionalmente se coloca algo de grava
o material rocoso para evitar erosión y socavamiento por la fuerza del agua.
97
El método empleado para trazar los caminos en la sierra se denomina "método de la
línea cero" es decir, se traza la línea que representa corte cero o línea que se apoya
sobre el terreno. Es habitual establecer el 100% de la plataforma del camino en corte.
El trazador, un ayudante conocedor de la zona trazan el eje y eventualmente los
bordes de la faja que va a contener el camino dejando marcas con cinta plástica o
pintura cada 20-30 metros.
Las máquinas más empleadas para el movimiento de tierras en la sierra son tractores
niveladores (bulldozer) de potencias entre 150 y 220 HP montados sobre zapatas
(orugas). Los tractores están equipados con una hoja de 4 metros de ancho y una
capacidad de 4 a 7 metros cúbicos. Por lo general operan con zapatas de ancho
estándar (510 mm), pesan de 18 a 24 toneladas y las presiones al suelo alcanzan
valores de 50 a 60 KPa. Además están equipados de un desgarrador de tres dientes
que se emplea para remover terrenos duros y soltar tocones.
Los caminos en la sierra son generalmente caminos de ladera y la construcción se
realiza dejando el 100% de la plataforma en corte firme, para asegurar la estabilidad
de la calzada en terrenos con pendiente. Es decir, la tierra removida excedente debe
quedar completamente extendida sin dejar cordón al lado del terraplén o se vota
inmediatamente hacia el lado inferior de la ladera, constituyendo el derrame.
El tractor trabaja siempre aprovechando la pendiente, esto es, desde la parte alta hacia
la parte baja del camino. Según la altura del corte, se va realizando en forma gradual
en sucesivas pasadas, cuidando ir conformando el talud de corte en el ángulo
recomendado. Finalmente realiza un afinamiento o perfilado de la sub rasante,
considerando ocasionalmente la confección de la cuneta ya que normalmente se
realiza en un trabajo posterior con la moto niveladora. El material derramado queda
suelto sobre la ladera acomodándose naturalmente al ángulo de reposo del material.
El volumen de movimiento de tierras es función de la pendiente lateral del terreno,
del ángulo del talud de corte y del ancho de la plataforma en corte firme.
98
El rendimiento de los bulldozer depende principalmente de la potencia de la maquina,
la pendiente lateral del terreno, el tipo de suelo, la presencia de rocas y la experiencia
del operador. A medida que la pendiente lateral aumenta, aumenta el volumen por
metro de camino, el bulldozer trabaja a plena carga con menores desplazamientos, lo
que se traduce en mayor rendimiento.
Actualmente, se ha incorporado el uso de las excavadoras hidráulicas a la
construcción de caminos forestales, las que se muestran más eficientes para terrenos
con laderas de pendientes fuertes, taludes de corte de gran altura, alta presencia de
tocones y terrenos calificados como frágiles. Cuando trabajan juntos excavadora y
bulldozer, la excavadora realiza la apertura de una "picada" o faja angosta lo cual
facilita el trabajo posterior del bulldozer.
La excavadora además trabaja los taludes y el bulldozer termina el movimiento de
tierras con una nivelación. Sin embargo, desde el punto de vista económico el empleo
conjunto de estos dos equipos resulta en un mayor costo del camino por kilómetro. La
excavadora trabajando sola, es ineficiente tanto en productividad como en calidad en
la fase de perfilado de la sub rasante ya que invierte en esta actividad un 30% de los
tiempos productivos. Estudios comparativos dan resultados encontrados respecto de
las ventajas de la excavadora por sobre el bulldozer en cuanto a rendimiento y costos.
Ilustración 92 – Apertura de nuevos caminos
Ocasionalmente en condiciones de materiales rocosos se observó el reemplazo del
cucharon
por un martillo hidráulico, mediante el cual fue posible fraccionar y
remover sectores con roca, evitando el uso de explosivos. Esto es válido para rocas
con cierto grado de meteorización.
99
Otra ventaja del uso de las excavadoras es el mejor trabajo en la superficie de los
taludes de corte (peinado) los que quedan con una mejor terminación. Sin embargo,
debe tenerse presente que en plataformas angostas (4-5 m) la excavadora tiene
dificultades para maniobrar.
2.5.4 MAQUINARIA PARA MOVIMIENTO DE TIERRAS
Bulldozer
Es una maquina típicamente de excavación y empuje, que se compone de un tractor
de orugas o bandas, provisto en la parte delantera de una cuchilla horizontal
perpendicular al eje longitudinal del tractor y un escarificador (ripper) para
fragmentar rocas y/o materiales muy duros, para preparar el terreno para su arranque
mediante la cuchilla.
Ilustración 93 - Bulldozer
El tractor es una maquina polivalente que permite realizar numerosos trabajos, tales
como.
Roturación, tala y arranque de tocones de arboles.
Empuje de tierras, rocas desagregadas etc.
Nivelación y emparejamiento de tierras
Perfilado
Construcción de terraplenes
Excavado de fosos y formación de pilas
Corte o excavación de material
100
La maquina es insuperable en el empuje y corte de materiales de préstamo, pero el
empuje tiene que ser limitado a unos 50 metros, se dice que la distancia máxima de
empuje puede ser de hasta 100 metros, bajando de gran forma los rendimientos.
Las ventajas de los tractores de cadena se pueden sintetizar en:
Poca presión a los terrenos que transitan (85 a 95
𝐾𝑔
𝑐𝑚2 ), lo cual los hace
aptos para trabajar en terrenos con mucha humedad y poco soporte.
Grandes esfuerzos de tracción.
Cargador frontal
El cargador frontal se compone de un tractor sobre neumáticos aunque los puede
haber sobre orugas en cuyo caso se les llama trascabos, equipados con una pala o
cucharon frontal que funciona con un sistema de brazos y cilindros hidráulicos.
Generalmente los cargadores con ruedas (tipo Michigan) cuentan son chasis
articulado.
Ilustración 94 - Cargador Frontal con ruedas Izq. - Trascabo Derecha
Funciones principales:
Cargar materiales sueltos sobre tolvas de poca altura y/o camiones de volteo
(dumpers)
Transporte de materiales en distancias cortas
Excavación de terrenos llanos de materiales sueltos o desagregados.
Desmonte de terrenos blandos
Limpieza de terrenos
Tendido y nivelación de materiales
101
Excavadora
Esta máquina está montada sobre orugas y puede girar 360º sobre su eje, está
compuesta por la maquina y el equipo: pluma, brazo y cuchara o cazo. Pueden ser de
dos tipos.
Ilustración 95 – Excavadoras de empuje retro (retroexcavadora) Izquierda y de empuje frontal
derecha
Empuje frontal: el equipo trabaja alejándose de la maquina y hacia arriba. Se
utiliza para excavar en bancos de altura y cargar un frente de una cantera.
Empuje retro (retroexcavadora): el equipo trabaja acercándose a la maquina.
Se aplica en excavaciones por debajo de la línea de apoyo de la maquina
(cimientos, zanjas para tubería, refine de taludes).
En las excavadoras tipo retro o retroexcavadoras las cucharas se fabrican en distintos
modelos para adaptarse a distintas condiciones de trabajo o dureza del terreno,
incluso existen martillos neumáticos para quebrar piedra.
Ilustración 96– Izq. diferentes tipos de pala o bote Derecha arriba retroexcavadora utilizada
para hacer zanjas para poner tuberías. Derecha abajo retroexcavadora con martillo hidráulico
para quebrar piedras.
102
Retroexcavadora con ruedas o retro cargadora
Es una maquina autopropulsada sobre ruedas con un chasis especialmente diseñado
para montar a la vez un equipo de carga frontal y otro de retro excavación trasero de
tal forma que puedan ser utilizados alternativamente.
Ilustración 97 – Retro cargadora o retroexcavadora
Se trata de una maquina muy versátil y rentable que trabaja el mayor número de horas
en cualquier obra, esto es debido a su facilidad de transporte y los equipos que tiene.
Generalmente vienen equipadas con tres tipos de cucharas o cazos, conde la más
pequeña es utilizada en terrenos más duros, también puede contar con un martillo
hidráulico para romper piedras, hormigón, cemento asfaltico o cualquier otro tipo de
material no excavable.
Moto niveladora o Moto conformadora
La moto niveladora es una maquina usada para mover tierra u otro materiales sueltos
su función principal es nivelar o dar la pendiente necesaria al material o al terreno en
que trabaja se le denomina como una máquina de terminación superficial. Su
versatilidad está dada por los diferentes movimientos de la cuchilla, como por la serie
de accesorios que puede tener.
Es más utilizada en tareas de acabado o trabajos de precisión, entre los trabajos más
importantes que realiza pueden mencionarse: extender el material descargado por los
camiones y posterior nivelación, refinado de explanadas, re perfilado de taludes,
excavación, re perfilado y conservación de las cunetas, entre otros.
103
Cuenta con tres ejes, la cabina y el motor se encuentran situados en la parte posterior,
sobre los dos ejes tractores, y el tercer eje se localiza en la parte frontal de la
máquina, la hoja niveladora o cuchilla está localizada entre el eje frontal, y los dos
ejes traseros.
Ilustración 98 – Moto niveladora
Traíla y Moto traíla o Moto scraper
Las traílas son maquinas para el movimiento de tierras, que realizan las siguientes
funciones: arranque, carga, transporte, descarga y nivelación de suelos tales como
arena, arcilla, tierra e incluso gravilla dependiendo del modelos de la maquina.
Pueden ser de dos tipos:
Autopropulsadas (moto trailas): También llamadas moto scraper. Pueden
tener un solo motor delantero o dos uno delantero y otro trasero.
Remolcadas por tractores, estas son las trailas propiamente dichas.
Ilustración 99 – Izq. Traílla remolcada por tractor agrícola. Derecha Moto traila o Moto scraper
Los elementos del equipo de trabajo de la traíla o moto traila son:
104
a) Elemento tractor: es el que mueve la maquina y en él está situado el motor y
la cabina del conductor.
b) La caja: abierta en su parte superior está provista en su borde de ataque de una
cuchilla recambiable dotada de movimiento ascendente y descendente. Tiene
dos compuertas, una delantera, de tipo “sector” que sirve para cargarla,
mantener la carga y descargarla, y otra trasera, placa de descarga “eyector”
que sirve para empujar la carga al efectuar la descarga.
c) La suspensión: es la unión entre la caja y el elemento tractor, tiene forma de
cuello de cisne.
Camión de volteo o dumper
Un camión de volteo es un
camión con motor diesel usado para transportar
materiales sueltos (como arena, grava, tierra etc.) para la construcción. Un típico
camión de volteo está equipado con una caja abierta con una puerta de bisagra que se
abre cuando la caja esta levantada, esta caja esta a su vez unida al chasis del camión
por medio de bisagras en la parte trasera. El mecanismo de elevación consiste en un
gato hidráulico unido al chasis en su parte central y una bomba hidráulica que
funciona con el motor del camión y se activa mediante un embrague y una palanca.
Este sistema permite al operador depositar el material al levantar la caja y dejarlo en
la parte inmediata trasera del camión.
Ilustración 100 – Camión de volteo, de 6 ruedas con un eje trasero.
Hoy en día todos los camiones de volteo operan mediante sistema hidráulico y vienen
en una gran variedad de configuraciones cada una configurada para lograr una tarea
específica en la cadena de suministro de material.
105
Un camión de volteo estándar tiene un eje frontal (para la dirección) y uno o más ejes
traseros que comúnmente tienen un par de ruedas en cada lado. Los ejes traseros son
de tracción aunque los puede haber con ejes sin tracción y son llamados ejes
elevables que se levantan y bajas según se necesite para soporte extra cuando el
camión está cargado o vacio. Los ejes traseros van unidos a la transmisión por una
flecha que dependiendo del volteo pueden ser desde 3 hasta 5 metros de largo. La
configuración más común es de camiones de volteo son de seis ruedas, con un eje
trasero de tracción, o diez ruedas con dos ejes traseros de tracción. En la
configuración de dos ejes traseros el eje extra provee soporte adicional a un chasis
más largo y al mismo tiempo mayor poder de frenado. El menor número de ejes en un
camión de volteo lo hace mas maniobrable aunque también significa menor
capacidad de carga.
Ilustración 101 – Camiones de volteo de 10 ruedas con 2 ejes traseros
Un volteo de semirremolque (góndola) es una combinación de tracto tráiler que
incluye el sistema hidráulico más el remolque o semirremolque que es una caja de
volteo que cuenta con un gato hidráulico telescópico. Un semirremolque de volteo
típico consta de un tracto tráiler de tres ejes que jala un semirremolque de dos ejes.
Ilustración 102 – Semirremolque de volteo o “Góndola”
106
Entre sus ventajas esta la capacidad de carga (hasta 24 toneladas). Y la desventaja
clave es que son muy inestables cuando la caja está completamente elevada imitando
se uso a lugares donde el área de descarga es completamente pareja.
Un volteó articulado es un camión con tracción en todas las ruedas. Tiene una
articulación o bisagra que une la cabina y la caja de volteo, se diferencia de los
semirremolques de volteo en que la unidad de poder está unida permanentemente a la
caja de volteo (es un solo vehículo). Su capacidad de carga va desde 24 a 36
toneladas. La dirección se logra mediante el sistema hidráulico vía dos cilindros
(gatos hidráulicos) que empujan el tractor en relación con la caja. De este modo las
ruedas de la caja siempre siguen el mismo camino que las ruedas delanteras. El
sistema de tracción en todas las ruedas y su bajo centro de gravedad lo hacen
altamente adaptable a los terrenos difíciles. Es altamente utilizado en obras donde se
mueven grandes cantidades de materiales.
Ilustración 103 – Volteo articulado con tracción en todas las ruedas
107
2.6 JEFE DE MANTENIMIENTO
En el mes de noviembre del 2010 me ofrecen trabajar para el ISSSTE en el área de
mantenimiento, como encargado de mantenimiento, en una clínica de reciente
creación. En Septiembre del 2011 recibo el curso de seguridad estructural de la
CENAPRED con la lo cual paso a formar parte de la red de evaluadores de acuerdo a
“Plan federal de preparación y respuesta ante sismos de grandes magnitudes en
México: Plan Sismo”.
Ilustración 104 – Clínica de especialidades + centro de cirugía simplificada (CE+CECIS)
Actualmente me encuentro laborando en la Clínica de Especialidades + Centro de
Cirugía Especializada (CE+CECIS), esta es una clínica de reciente creación y
funciona como un clínica de segundo nivel cuyo objetivo es el de dar soporte para
disminuir la carga de trabajo a clínicas y sobre todo al hospital regional Valentín
Gómez Farías, ya qué la idea es que todas las consultas que requieren de especialistas
y todas las cirugías de segundo nivel se canalicen a esta clínica.
La clínica está compuesta por tres cuerpos de dos niveles cada uno donde se
encuentran 20 consultorios, un área de urgencias, el área de quirófanos (2 quirófanos,
sala para endoscopias y sala de recuperación), laboratorios, área de imagenología
(RX, ultrasonido, mastografía y ortopantomografía), área de CEYE, y área de
gobierno.
Así, al contar con consultorios de especialidades cada uno de ellos está equipado con
el equipo necesario para el diagnostico de los paciente. Además contamos con los
equipos especiales para los quirófanos, equipos de laboratorios, equipos para el área
de imagenologia y los equipos del área de CEYE.
108
El área de mantenimiento además de llevar el control de los mantenimientos
preventivos y correctivos para los equipos médicos también se hace cargo de la
conservación de las instalaciones en general además de los equipos de planta y
electromecánicos.
Los equipos de planta y electromecánico consta de los siguientes sistemas: el sistema
eléctrico, el sistema hidráulico, el sistema de aire acondicionado, la red de
distribución de gases, los elevadores y los equipos contra incendio.
Una de las primeras tareas a las que me dedique fue crear una base de datos de la
cantidad y características de los equipos médicos, de planta y electromecánicos de lo
cual se obtuvo lo siguiente:
Subestación Eléctrica
Características:
Sub Estación Eléctrica Compacta de Media Tensión
Servicio. Exterior
Tensión Máxima: 25Kv
Tensión operación 23Kv
N. de Fases: 3
N. Hilos: 4
Cáp. Corriente: 400A
Frecuencia
op.
60Hz
Capacidad Máxima 9500Kva
Altura de operación 2300 MSNM
Clase de protección NEMA 3 R
-
Transformador trifásico sumergido en aceite libre de BPC tipo Subestación
KVA 300
Clase 25KV
2300-220/117V
60Hz
Tipo ONAN
Eficiencia 98.84 %
Alta tensión. 150 Kv
Líquido aislante- 354 lts
Baja tensión. 30
Kv
Mat. Dev BT. Aluminio
Mat. Dev. At. Cobre
109
Tableros de Distribución de Baja Tensión
Tablero de Potencia
Sección tipo Combo
Gabinete tipo. NEMA 1
Peso Aprox. 350Kg
Tensión Nominal.
60Hz
Corriente nominal.
440 V. Alterna
1200A Corriente máxima de sección. 1200A
Sistema. 3 fases 4 hilos
Planta de Generadora de Emergencia
La planta de emergencia tiene las siguientes características:
Planta Eléctrica
Combustible Usado: Diesel
KW Emergencia 175
KVA 219
Volts 220
KW Cont.
175.5
KWA 197
FASES 3
Hz. 60
RPM 1800
Motor
CUMINS
Generador
Kw
183
RPM 1800
KVA 229
Hz
60
Volts 440
Fases 3
Amp. 300
Sistema Hidráulico
Red de distribución de Agua Potable
Características:
3 Bombas trifásicas
5 HP
Succión 38mm
Descarga 32 mm.
Eficiencia nominal: 84.0%
Fases. 3
Tipo. D-4
60 Hz
220V/440V
Lubricación Grasa
Servicio Continuo
2 tanques de presión pre cargados
Capacidad 450 Lts.
110
Red Hidráulica Contra Incendios
Características:
-
Bomba centrifuga horizontal
10 HP
Servicio Continuo
60 Hz
220 V
No lubricada
Succión 64mm
Descarga 50mm
-
Bomba Jockey tipo turbina
Fases 3
230 V
26.40 A
Lubricación. Grasa
Servicio. Continuo
Succión 32mm
Descarga 32mm
1HP
Sistema de Emergencia para Red Contra Incendios
-
Bomba P.C.I. con motor de combustión interna
Acoplada directamente a un motor de gasolina marca Volkswagen de 42 c.c. Girando
a 3500 rpm
Calentadores de Agua
-
2 Calentadores de Agua
Cáp. Entrada: 100756 KCAL/H
-
Equipado para gas: LP
Tanque de almacenamiento de agua caliente
Capacidad 1000 lts.
Diámetro 96 cm.
Longitud 2.18 mts.
Espesor de la placa 4.7 mm
1/3 Hp
2 Bombas de recirculación de agua caliente
115 V
Succión 13 mm
Marca Taco
Descarga 13 mm
111
Sistemas de Aire Acondicionado
El sistema de Aire acondicionado consta de:
4 sistemas de aire acondicionado diferente:
1 unidad manejadora multi zona con capacidad de 20 toneladas por hora, para
el área de quirófanos y recuperación.
1 unidad manejadora uní zona con capacidad de 3 toneladas por hora, para el
área de CEYE.
1 unidad paquete con capacidad de 10 toneladas por hora, para el área de
laboratorios.
1 unidad paquete con capacidad de 5 toneladas por hora, para el área de RX
(UP2).
Todas trabajan a 220 volts, 3 fases, 4 hilos, 60 Hz, con refrigerante R-22.
3 Sistemas de aire tipo Mini Split:
2 en farmacia: capacidad 2 toneladas
1 en SITE: capacidad 2 toneladas
Y Extractores de Aire:
11 ventiladores de extracción de aire tipo centrífugo. Y 4 del tipo hongo. Y
dos extractores del tipo turbo-axial. Todos los extractores son de ¼ de HP
excepto los tipo hongo que son de 3/16 HP. Trabajan a 127 volts, 60 Hz, y
1700 R.P.M.
112
Sistema de Distribución de Gases Medicinales y Aire de Grado Medico
El sistema de distribución de gases está compuesto por el sistema de distribución de
oxigeno medicinal; seis tanques de 9.5 mts3, oxido nitroso; que no se usa por ser un
gas que actualmente está en desuso y el compresor de aire de grado médico. Este
sistema está compuesto además de los equipo por la red de tubería de distribución, las
tomas de pared en las áreas de quirófano, recuperación, endoscopia, y Rayos X.
Además del tablero de alarmas para estos gases.
Elevadores
La clínica cuenta con dos elevadores de la marca Shindler
Extintores y Equipo Contra Incendio
Características:
Cantidad: 9 extintores
Capacidad: 6 Kg.
Tipo: polvo químico seco PQS
Además de 9 tomas de agua internas con mangueras de nylon para alta presión de 8
metros de largo.
Y una toma siamesa externa de 4 pulgadas
Equipo Medico
Nuestro universo de equipo médico consta de 96 equipos de diferentes tipos y
características.
113
3.0 DESCRIPCION DE APLICACIÓN DE TECNICAS.
3.1 MATERIAL DE LA CARRERA DE INGENIERIA INDUSTRIAL Y SU
APLICACION
Como ya vimos en los capítulos anteriores mis primeros trabajos me dieron la
oportunidad de trabajar en empresas manufactureras de equipos electrónicos, lo cual
me permitió conocer no solamente la operación y mantenimiento de equipos para el
ensamble de PCB´s con tecnología de SMT, y el mantenimiento y diagnostico de
equipos de pruebas.
Estas empresas también me permitieron conocer completamente el proceso de
manufactura de equipos electrónicos. Además de sus procesos de control de la
producción y su control de calidad. Así que ahora me gustaría hablar de los métodos
de control de calidad en la producción.
3.1.1 CONTROL ESTADISTICO DE LA PRODUCCION
Un proceso industrial está sometido a una serie de factores de carácter aleatorio que
hacen imposible fabricar dos productos exactamente iguales. Dicho de otra
manera, las características del producto fabricado no son uniformes y presentan una
variabilidad. Esta variabilidad es claramente indeseable y el objetivo ha de ser
reducirla lo más posible o al menos mantenerla dentro de unos límites. El
Control Estadístico de Procesos es una herramienta útil para alcanzar este segundo
objetivo. Dado que su aplicación es en el momento de la fabricación, puede decirse
que esta herramienta contribuye a la mejora de la calidad de la fabricación. Permite
también aumentar el conocimiento del proceso lo cual en algunos casos puede dar
lugar a la mejora del mismo.
PROCESO
PRODUCTO
MUESTREO
RESULTADO
Ilustración 105 – Control Estadístico de la Producción
114
3.1.2 INTRODUCCIÓN A LA ESTADISTICA
Todo aquello que se relaciona con la recolección, procesamiento, análisis e
interpretación de datos numéricos pertenece al campo de la estadística.
El origen de la estadística se remonta a dos tipos de actividades humanas que, en
apariencia, tienen poco en común: los juegos de azar y lo que ahora se denomina
ciencia política. El estudio de la probabilidad a mediados del siglo XVIII, motivado
enormemente por el interés en los juegos de azar, condujo al tratamiento matemático
de los errores de medición y a la teoría que hoy constituye la base de la estadística.
Lo que en un principio consistía solo en presentar datos, tablas y graficas origino lo
que hoy se denomina estadística descriptiva. Hoy en día esta teoría también incluye
la síntesis de ellos mediante descripciones numéricas.
La inferencia estadística, es una conclusión que va mas allá de de la información
contenida en un conjunto de datos y se trata de generalizaciones basadas en muestras
de datos; se aplica a problemas como estimar, mediante pruebas , la emisión
promedio de contaminantes de una turbina, verificar las especificaciones de un
fabricante a partir de mediciones efectuadas sobre muestras de su producto o predecir
la fidelidad de un sistema de sonido basándose en una muestra de datos relativos al
rendimiento de sus componentes.
DATOS
INFORMACION
TOMA DE
DECISIONES
Ilustración 106 – Proceso Probabilístico
115
Veamos algunos ejemplos de fenómenos para los cuales es apropiado utilizar un
modelo probabilístico:
Experimento 1: Se lanza un dado y se anota el número que aparece en la cara
superior.
Experimento 2: Se arroja una moneda cuatro veces y se anota la sucesión de
caras y cruces obtenidas.
Experimento 3: Se fabrican artículos en una línea de producción y se cuenta el
número de artículos defectuosos producidos en 24 horas.
En todos estos casos, el resultado del experimento no se puede predecir con absoluta
certeza. Hay varios resultados posibles cada vez que se realiza el experimento. Para
cada experimento del tipo que estamos considerando, se define el Espacio Muestral
como el conjunto de todos los resultados posibles que pueden producirse al realizar el
experimento.
Los espacios muéstrales respectivos son:
S1 = {1, 2, 3, 4, 5, 6.}
S2 = {cccc, xccc, cxcc, ccxc, cccx, xxcc, xcxc, xccx, cxcx, ccxx, xxxc, xxcx,
cxxx, xcxx, xxxx}
Donde: c=cara, x=cruz
S3 = {1, 2,3,…, N}; N máximo de artículos producidos en 24 horas.
Un Suceso, respecto a un espacio muestral S asociado con determinado experimento,
es un subconjunto de resultados del espacio muestral. El conjunto vacío, el formado
por un solo elemento y el formado por todos los elementos del espacio muestral son
también sucesos.
116
Vemos entonces que, dado un experimento aleatorio cualquiera, hay un espacio
muestral asociado cuyos elementos son todos los resultados que se pueden obtener de
dicho experimento. Un subgrupo o subconjunto de resultados es un suceso. Ahora,
¿cómo podemos saber si la posibilidad de que ocurra un suceso es grande o pequeña?
Por ejemplo, si arrojamos un dado, ¿cómo podemos calcular la probabilidad de que
salga un 2? Para esto necesitamos un número asociado con cada suceso, al cual se lo
denomina probabilidad del suceso. Entonces, la probabilidad P de un suceso es un
número entre 0 y 1, que nos dice en qué medida es posible que ocurra el suceso. Si la
probabilidad es 1 significa que el suceso ocurrirá con toda certeza. Si la probabilidad
es 0,5 significa que un suceso puede ocurrir o puede no ocurrir con la misma
probabilidad. Probabilidad 0 quiere decir que el suceso es imposible que ocurra.
¿Cómo podemos calcular la Probabilidad de un suceso?
La respuesta a esta pregunta no siempre es sencilla y depende del experimento y de
su espacio muestral asociado. Hay casos simples en los que el cálculo es
relativamente sencillo. En primer término, supondremos que se trata de un
experimento cuyo espacio muestral es finito y tiene un número pequeño de resultados
posibles.
En segundo término, supondremos que todos los resultados que integran el espacio
muestral (sucesos elementales) tienen la misma probabilidad de ocurrir.
Con estas dos hipótesis, la fórmula para calcular la probabilidad es muy sencilla.
Supongamos que se trata de un experimento cualquiera cuyo espacio muestral S tiene
N elementos (N resultados posibles). Deseamos calcular la probabilidad de un suceso
H (Un subconjunto H del espacio muestral S) que tiene m elementos. De acuerdo a lo
dicho previamente, el número N tiene que ser pequeño y la probabilidad de cada
suceso elemental tiene que ser la misma.
117
Ilustración 107 – Espacio muestral
Entonces la probabilidad P de que ocurra el suceso H es: P = m/n
Ejemplo 1- Supongamos que se arroja un dado sobre una mesa y apostamos a que
salga un número igual o menor que 4. Sabemos que son igualmente posibles los
números: {1, 2, 3, 4, 5 y 6} (Espacio muestral con 6 elementos).
Ilustración 108 – Espacio muestral si arrojamos un dado
Pero los números favorables a nuestra apuesta son: {1, 2, 3 y 4} (Suceso con 4
elementos). Entonces, la probabilidad de que ganemos es P = 4/6 = 0,666…
Es decir que tenemos a nuestro favor una probabilidad de 0,666... (Es decir
aproximadamente del 67 %).
Si apostamos a un sólo número (sacar un 1), la probabilidad de ganar sería P = 1/6 =
0,1666…
Repitiendo, la probabilidad es un número entre 0 y 1, que nos dice en qué medida es
posible que ocurra un suceso.
118
Población estadística.
Hasta ahora hemos visto el caso de fenómenos o experimentos cuyo espacio muestra
asociado tiene un número pequeño de elementos. Ello nos ha servido para introducir la
noción de probabilidad, Pero en muchos casos es necesario trabajar con experiencias o
procesos que generan un número muy grande de datos o resultados numéricos, es decir,
espacios muéstrales con un número infinito o muy grande de elementos. Cuándo tenemos
un conjunto muy grande de datos numéricos para analizar decimos que tenemos un
Universo o Población de observaciones.
Ilustración 109 –población o universo
Cada dato numérico es un elemento de la población o universo. Una Muestra es un
subconjunto pequeño de observaciones extraídas de un universo o población.
Ilustración 110 - Muestra
119
3.1.3 DISTRIBUCIONES DE FRECUENCIA E HISTOGRAMA
Los datos estadísticos, obtenidos de una muestra, experimento o cualquier colección
de mediciones, a menudo son tan numerosos que carecen de utilidad a menos que
sean consensados o reducidos a formas más adecuadas.
La distribución de frecuencia es una tabla que divide un conjunto de datos en un
numero de clases (categorías) apropiadas, mostrando también el número de elementos
contenidos en cada clase. La tabla sacrifica parte de la información contenida en los
datos; en lugar de dar a conocer el valor exacto de cada elemento, solo sabemos que
pertenece a una clase determinada. Por otra parte, este tipo de agrupamiento hace
resaltar características importantes de los datos, y lo que se gana en “legibilidad”
compensa con creses la perdida de información.
La primera etapa de la construcción de una distribución de frecuencia consiste en
decidir cuantas clases utilizar y elegir los limites de cada clase, es decir, de donde a
donde abarcara cada una. En general, el numero de clases que usemos depende del
número de observaciones, pero tiene muy poca utilidad utilizar menos de 5 o más de
15. Depende asimismo del rango de los datos, es decir, la diferencia entre la
observación más grande y la más pequeña. Así, pues, ordenamos las observaciones y
determinamos así las frecuencias de clase, que son el número de observaciones de
cada clase.
Para ejemplificar la construcción de una distribución de frecuencia, consideremos las
siguientes 80 mediciones de la emisión diaria (en toneladas) de oxido de azufre de
una planta industrial:
Tabla 5
120
En vista de que la observación más grande es 31.8, la más pequeña es 6.2 y el rango
es 25.6, podríamos elegir seis clases que tuvieran los limites 5.0-9.0, 10.014.9,…,30.0-34.9. Podríamos también elegir las siete clases 5-0-8.9, 9.0-12.9,…,
29.0-32.9 o las nueve clases 5.0-7.9, 8.0-10.9,…,29.0-31.9. Nótese que en cada caso
las clases no se traslapan, incluyen todos los datos y tienen la misma medida.
Supóngase que hemos optado por la segunda de estas clasificaciones; ordenamos las
80 observaciones y obtenemos los resultados que se muestran en la tabla 6.
Tabla 6
Histograma
La forma más común de presentar gráficamente una distribución de frecuencia es el
histograma. El histograma de una distribución de frecuencia se construye con
rectángulos adyacentes, la altura de los rectángulos representan las frecuencias de la
clase y sus base se extienden entre fronteras de clases sucesivas. Un histograma de
los datos de la emisión de oxido de azufre se muestra en la ilustración 111.
Ilustración 111 - Histograma
121
3.1.4 VARIABLES ALEATORIAS
En la mayoría de los problemas de estadística nos interesan uno o varios números,
que están relacionados con los resultados de experimentos. En la inspección de un
producto industrializado puede importarnos solo el número de artículos defectuosos;
al analizar una prueba de carretera puede preocuparnos solamente la velocidad
promedio y el consumo promedio de combustible y, al estudiar un interruptor
rotatorio, quizá queramos conocer solamente su lubricación, la corriente y la
humedad. Todos estos números están asociados a situaciones en que interviene el
azar, en otras palabras, son valores de variables aleatorias.
Siempre que se desee aplicar las herramientas del control estadístico de procesos uno
necesita definir qué tipo de variables se desea estudiar para ello a continuación se
muestran dos tipos de variables más comunes.
CARACTERISTICAS DE CALIDAD (dependen de los parámetros del proceso)
Dimensión
Cosméticos
Atributos
Funcionalidad
Servicio
Tiempo de entrega
Costo
PARAMETROS DEL PROCESO
Temperatura
Presiones
Velocidad
Tiempo
Carga
También existen las variables de entrada del proceso como serian los insumos ($,
Materias primas, personas, etc.)
122
Se denomina variable a la entidad que puede tomar un valor cualesquiera durante la
duración de un proceso dado. Si la variable toma un solo valor durante el proceso se
llama constante.
Una Variable aleatoria es una función que asocia un número real a cada elemento
del espacio muestral. Es decir son aquellas que pueden diferir de una respuesta a otra.
Una variable aleatoria se puede clasificar en:
Aleatorias Discretas.
Variables
Aleatorias Continuas.
Una variable aleatoria discreta proporciona datos que son llamados datos
cuantitativos discretos y son respuestas numéricas que resultan de un proceso de
conteo.
La cantidad de alumnos regulares en un grupo escolar.
El número de águilas en cinco lanzamientos de una moneda.
Número de circuitos en una computadora.
El número de vehículos vendidos en un día, en un lote de autos
Una variable aleatoria continua es aquella que se encuentra dentro de un intervalo
comprendido entre dos valores cualesquiera; ésta puede asumir infinito número de
valores y éstos se pueden medir.
La estatura de un alumno de un grupo escolar.
El peso en gramos de una moneda.
La edad de un hijo de familia.
Las dimensiones de un vehículo.
123
Una vez que se sabe qué tipo de variables se estudiara del proceso entonces, se utiliza
la estadística como una herramienta que nos ayudara a entender el comportamiento y
las dependencias de las características de calidad, los parámetros del proceso y las
variables de entrada.
Para el estudio de una variable es importante tomar una muestra que se representativa
de datos (medida de piezas, cantidad de defectos, etc.) y anotarlos.
Ahora bien ¿que nos interesa conocer de una variable?
Su tendencia de datos (media 𝑋)
Su variación (Varianza 𝑆 2 )
Su comportamiento (distribución o función)
3.1.5 MEDIDAS DESCRIPTIVAS
Medidas de tendencia Central
Dado un conjunto de 𝑛 mediciones u obsevaciones𝑋1 , 𝑋2 , 𝑋3 ,. . .𝑋𝑛 existen varios
formas de describir su centro (punto medio o localización central). Entre las más
comunes se encuentran la media aritmética y la mediana, si bien otras clases de
“promedios” se utilizan algunas veces para fines especiales. La media aritmética o
simplemente la media se define por la
𝑋=
𝑋1 + 𝑋2 + ⋯ + 𝑋𝑛
𝑛
𝑛
=
𝑋𝑖 /𝑛
𝑖=0
Para subrayar que está basada en un conjunto de observaciones, a menudo llamamos
a la 𝑋 la media de la muestra.
Si para calcular la media se utilizaron todos los elementos de la población (el
universo sobre el que se quieren tomar decisiones) entonces el promedio calculados
es la media poblacional y se denota con la letra griega µ.
124
Algunas veces es preferible utilizar la mediana como una medida descriptiva del
centro o localización de un conjunto de datos. Esto sucede en particular si se desea
minimizar los cálculos o si se requiere eliminar el efecto de valores extremos (muy
grandes o muy pequeños). La mediana de 𝑛 observaciones𝑋1 , 𝑋2 , 𝑋3 ,. . . 𝑋𝑛 puede
definirse vagamente como el valor “más cercano a la mitad” una vez que los datos se
encuentran ordenados de acuerdo con su tamaño. Con más precisión se ordenan las
observaciones de acuerdo con su tamaño, y si 𝑛 es un numero impar, la mediana es el
valor de la observación qué aparece en el lugar numero
𝑛+1
2
; si 𝑛 es un numero par, la
mediana se define como el promedio de los valores de las observaciones que
𝑛
𝑛+2
2
2
aparecen en los lugares y
.
Ejemplo 2: calcúlese la media y la mediana de 15, 14, 2, 27 y 13.
La media es
𝑋=
15+14+2+27+13
5
= 14.2
Y la mediana en el tercer valor más grande de; 2, 13, 14, 15 y 27, es decir, 14.
Ejemplo 3: encuéntrese la media y la mediana de 11, 9, 17, 19, 4, 15.
La media es
𝑋 =
11 + 9 + 17 + 19 + 4 + 15
= 12.5
6
Y la mediana, el promedio del tercer y cuarto valores más grandes es
𝑋=
11 + 15
= 13
2
Si bien la media y la mediana proporcionan u numero simple que representa un
conjunto completo de datos, la media es la que más se usa en algunos problemas de
estimación y en otros de inferencia estadística. Una razón intuitiva que justifica tal
predilección es que la mediana no emplea toda la información contenida en las
125
observaciones. Otra razón consiste en que generalmente ésta sujeta a mayores
fluctuaciones, esto es, esta propensa a variar más de muestra en muestra.
Medidas de Dispersión o Variabilidad
Cuando se tiene un conjunto de datos y se desea saber lo disperso que están entre sí o
que tan esparcidos están respecto a su tendencia central, entonces se utilizan las
medidas de variabilidad. La medida más usual de este tipo es la desviación estándar
muestral, que ésta definida por
𝑆=
(𝑋1 − 𝑋)2 + (𝑋2 − 𝑋)2 + … + (𝑋𝑛 + 𝑋)2
𝑛−1
Donde 𝑋1 , 𝑋2 , 𝑋3 ,. . . 𝑋𝑛 son las observaciones numéricas de la muestra y 𝑋 es la
media muestral. Como se puede apreciar, 𝑆 mide la dispercion de los datos en torno a
la media, y entre mas grande sea el valor de 𝑆 mayor variabilidad habrá en los datos y
por ende más mala calidad. La desviación estándar esta expresada en las mismas
unidades de medición (gramos, centímetros, etc.) que los datos muestrales. El
cuadrado de 𝑆, o 𝑆 2 , se conoce como varianza muestral. La desviación estándar no
refleja la magnitud de los datos, únicamente refleja lo retirado que están los datos de
la media. Si para calcular la desviación estándar se utilizan todos los elementos de la
población, entonces se obtiene la desviación estándar poblacional y se denota por la
letra griega σ.
Otra medida de dispersión es el rango, que es igual a la diferencia entre el dato mayor
y el dato menor de la muestra. El rango mide la amplitud de la variación de un grupo
de datos. El rango también es independiente de la magnitud de los datos.
Ejemplo 4: En un restaurante se tiene una formula específica para elaborar una
cantidad determinada de “agua fresca”. Tal formula contempla agregar 500 gramos
de azúcar. Es claro que resulta de suma importancia agregar exactamente esa cantidad
de azúcar para la calidad del agua, ya que de lo contrario, esta queda muy dulce o
muy desabrida. Aunque a los cocineros se les ha insistido sobre lo anterior es
frecuente que no pesen el azúcar y le agreguen al tanteo. Al considerar la calidad del
126
agua como factor clave, se decide diseñar un procedimiento a prueba de olvidos:
comprar bolsas que contengan 500 gramos de azúcar.
En el mercado existen dos marcas de azúcar que tiene buenos antecedentes de calidad
y que contemplan la presentación de 500 gramos, por lo que es necesario decidir que
marca comprar. Con este propósito se acude a varios supermercados y se compran
treinta bolsas de ambas marcas. Al pesarse arrojan los resultados de la tabla 3 donde,
de acuerdo con la media y la mediana se aprecia que no hubo datos “raros” en
ninguna de las dos marca.
Tabla – 7
Además, el peso medio de las bolsas de la marca A es de 504.2 (o 509.5 visto a través
de la mediana), por lo que este peso medio se aleja un poco del peso requerido de 500
gramos. En el caso de las bolsas de la marca B se tiene un peso medio de 496.8 (o
496), que también se aleja de 500, aproximadamente lo mismo que el de la marca A.
de aquí que tomando en cuenta únicamente las medidas de tendencia central, no se
puede decidir cuál de las dos marcas satisface mejor el requerimiento de peso.
Generalmente, como en este caso, decidir con base en el promedio equivale a “lanzar
un volado”.
A continuación veremos que al considerar también la variabilidad de los datos se
pueden tomar decisiones más acertadas.
Calculado las medidas de variabilidad tenemos que:
Marca A: 𝑆 = 33.05, 𝑅 = 129;
Marca B: 𝑆 = 15.63, 𝑅 = 56.
127
De aquí se desprende que las bolsas de azúcar de la marca A que fueron pesadas
tuvieron una dispersión mucho mayor, ya que en la marca A se registro una
discrepancia máxima entre las bolsas de 129 gramos (contra 56 en el caso B). Las
diferencias entre las desviaciones estándar indican que los pesos de las bolsas de
azúcar de la marca B que fueron pesadas están bastante más cerca de su media
(496.8), que las de la marca A de su respectivo promedio (504.2). Con lo que las
bolsas de la marca B garantizan un peso más cercano al peso deseado (500 gramos).
3.1.6
DISTRIBUCIONES
DE
PROBABILIDAD
DE
VARIABLES
ALEATORIAS
Ya hemos visto como se construye un gráfico de distribución de frecuencias
(histograma) con datos extraídos de una población. A medida que aumentamos la
cantidad de observaciones que tomamos de la población, podemos construir nuestro
gráfico con un número mayor de intervalos, aunque de menor amplitud (El rango
total cubierto por la población es el mismo).
Si continuamos este proceso, con intervalos cada vez más estrechos y numerosos, los
altibajos en el grafico de la distribución de frecuencias tienden a desaparecer. En el
límite, el ancho del intervalo tiende a cero y la población puede representarse por una
distribución de probabilidad continua.
Ilustración 112- Distribución de frecuencia
Cuando, para representar esta distribución de probabilidad continua se utiliza una
función matemática, esta se denomina Función de Densidad de Probabilidad.
Existen muchas otras distribuciones teóricas, como la Binomial, la Exponencial, etc.
Cada una de ellas tiene su propio campo de aplicación, que se sostiene en un
determinado comportamiento de los fenómenos, y al aplicarla se está haciendo en
forma implícita la suposición de que se cumplen.
128
La forma de la curva en el gráfico de la función de distribución es característica de la
población de observaciones asociada con la misma, y depende de variables internas
del proceso que generó los datos de la población. Existen distintas funciones de
distribución teóricas, cada una de las cuales está basada en un modelo de
comportamiento del proceso que generó el universo de observaciones.
Ilustración 113 – Distribución de frecuencia
La aplicación de una de estas distribuciones teóricas a una población particular está
justificada si las hipótesis (suposiciones) del modelo de comportamiento del proceso
que generó la población se cumplen. Dicho de otro modo, si conocemos el proceso,
es decir, el conjunto de fenómenos que dieron lugar a nuestra población de
mediciones u observaciones, y además estamos seguros de que el mismo se ajusta a
un modelo de comportamiento determinado, entonces podemos decir que la
distribución de probabilidades de nuestra población es la que corresponde al modelo.
En la práctica, se sabe que ciertos procesos y fenómenos generan resultados
numéricos cuya distribución de probabilidades se puede ajustar a determinados
modelos teóricos. Por ejemplo, el número de partículas alfa emitidas por un material
radiactivo sigue una distribución de Poisson.
Las distribuciones de probabilidad se pueden clasificar en:
𝑃 (𝑥)
Discretas
𝑥1 𝑥2 𝑥3 𝑥𝑛 𝑋
Distribuciones
𝑃 (𝑥)
Continuas
𝑎𝑥𝑏𝑋
129
Las Distribuciones discretas son aquellas donde las variables asumen un número
limitado de valores.
Binomial
Distribuciones
Hipergeometrica
Discretas
Multinominal
Poisson
Las Distribuciones continuas son aquellas donde las variables en estudio pueden
asumir cualquier valor dentro de determinados límites.
Uniforme
Distribuciones
Exponencial
Continuas
Normal
3.1.7 LAS 7 HERRAMIENTAS BASICAS PARA EL CONTROL DE LA
CALIDAD
Como hemos hablado en el capitulo anterior, un proceso industrial está sometido a
una serie de factores de carácter aleatorio que hacen imposible fabricar dos
productos exactamente iguales. Y esta variabilidad es claramente indeseable y el
objetivo ha de ser reducirla lo más posible o al menos mantenerla dentro de unos
límites. El Control Estadístico de Procesos es una herramienta útil para alcanzar este
objetivo. Esta herramienta contribuye a la mejora de la calidad de la fabricación
que permite también aumentar el conocimiento del proceso lo cual en algunos casos
puede dar lugar a la mejora del mismo.
Un sistema de control del proceso puede definirse como un sistema de
retroalimentación de la información, en el que hay 4 elementos fundamentales:
130
Ilustración 114 – Sistema de Control del Proceso
Proceso
Por proceso entendemos la combinación global de personas, equipo, materiales
utilizados, métodos y medio ambiente, que colaboran en la producción. El
comportamiento real del proceso -la calidad de la producción y su eficacia
productiva- dependen de la forma en que se diseñó y construyó, y de la forma en que
es administrado. El sistema de control del proceso sólo es útil si contribuye a mejorar
dicho comportamiento.
Información Sobre el Comportamiento
El proceso de producción incluye no solo los productos producidos, sino también los
“estados” intermedios que definen el estado operativo del proceso tales como
temperaturas, duración de los ciclos, etc. Si esta información se recopila e interpreta
correctamente, podrá indicar si son necesarias medidas para corregir el proceso o la
producción que se acaba de obtener. No obstante, si no se toman las medidas
adecuadas y oportunas, todo el trabajo de recogida de información será un trabajo
perdido.
Actuación Sobre el Proceso
Las actuaciones sobre el proceso están orientadas al futuro, ya que se toman en caso
necesario para impedir que éste se deteriore. Estas medidas pueden consistir en la
modificación de las operaciones (por ejemplo, instrucciones de operarios, cambios en
los materiales de entrada, etc.) o en los elementos básicos del proceso mismo (por
ejemplo, el equipo -que puede necesitar mantenimiento, o el diseño del proceso en su
conjunto- que puede ser sensible a los cambios de temperatura o de humedad del
131
taller). Debe llevarse un control sobre el efecto de estas medidas, realizándose
ulteriores análisis y tomando las medidas que se estimen necesarias.
Actuación sobre la producción
Las actuaciones sobre la producción están orientadas al pasado, porque la misma
implica la detección de productos ya producidos que no se ajustan a las
especificaciones.
Si los productos fabricados no satisfacen las especificaciones, será necesario
clasificarlos y retirar o reprocesar aquellos no conformes con las especificaciones.
Este procedimiento deberá continuar hasta haberse tomado las medidas correctoras
necesarias sobre el proceso y haberse verificado las mismas, o hasta que se
modifiquen las especificaciones del producto.
Es obvio que la inspección seguida por la actuación únicamente sobre la producción
es un pobre sustituto de un rendimiento eficaz del proceso desde el comienzo. El
Control del Proceso centra la atención en la recogida y análisis de información sobre
el proceso, a fin de que puedan tomarse medidas para perfeccionar el mismo.
Hay dos formas diferentes de diseño y análisis de sistemas de control que utilizan
herramientas estadísticas:
Control Estadístico de Proceso (CEP) del que trata este trabajo.
Control adaptativo, que utiliza lazos de retroalimentación para predecir
futuros valores de las variables de proceso. Este control dice cuando hay que
corregir para mantener a las variables con oscilaciones mínimas alrededor de
los valores objetivos y está basado en el Análisis de series Temporales (BoxJenkins).
Este tipo de control puede implementarse mediante sistemas de control automático
digital (caso más habitual) o mediante gráficos de control.
En lo sucesivo nos referiremos únicamente al Control Estadístico del Proceso.
132
Las 7 herramientas básicas para control de calidad y productividad
Los administradores y asesores industriales japonés viendo el éxito de los métodos
estadísticos enseñados por el Dr. Deming, y en un afán por hacer llegar estos métodos
de una empresa sencilla a todos los niveles de sus empresas, incluyendo a los
trabajadores y operarios, seleccionaron entre los distintos métodos los más útiles y los
adaptaron de manera que haciendo un uso efectivo de ellos, les permitiera resolver la
mayoría de los problemas de calidad y productividad en los procesos de manufactura.
De esta manera e inspirándose en parte en la tradición Japonesa con el No. 7,
establecieron 7 herramientas básicas de las cuales seis son herramientas estadísticas,
mas el diagrama de causa-efecto (o diagrama de Ishikawa), que son la base para el
análisis estadístico de procesos. Estas son:
1. Hojas de verificación.
2. Histograma.
3. Diagramas de dispersión.
4. Cartas de control.
5. Estratificación.
6. Diagramas de pareto.
7. Diagrama de causa efecto.
3.1.7.1 LAS HOJAS DE VERIFICACION
Los datos estadísticos, obtenidos de muestras, experimentos o cualquier colección de
mediciones, a menudo son tan numerosos que carecen de utilidad a menos que sean
condensados o reducidos a una forma más adecuada.
Para dar la información vital necesaria, para resolver problemas de ingeniería, se
necesita reunir datos. Una vez reunidos, esos datos se debe describir y analizar para
producir información resumida.
133
En las empresas en ocasiones no hay datos sobre nada, no se sabe cómo ha
evolucionado la calidad, la magnitud de los problemas principales, las razones de las
quejas de los clientes etc. En otras empresas el problema no es la escasez de datos,
por el contrario , en ocasiones abundan (reportes, informes, registros); el problema
más bien es que tales datos están archivados, se han registrado demasiado tarde, se
han recabado de manera inadecuada o finalmente , no se analizan ni se utilizan de
manera sistemática para tomar decisiones. Por lo tanto, en ambos casos el problema
es el mismo: no se tiene información para dirigir objetiva y adecuadamente los
esfuerzos y actividades en una organización.
De lo anterior se desprende la necesidad de contar con métodos que faciliten la
obtención y el análisis de datos, para que estos se conviertan en información que se
use cotidianamente en la toma de decisiones. Precisamente uno de tales métodos es la
hoja de verificación de datos o de registro.
La hoja de verificación es un formato construido especialmente para recabar datos, de
tal forma que se sencillo el registro sistemático de tales datos y que sea fácil analizar
la manera como fluyen los principales factores que intervienen en una situación o
problema especifico. Una característica que debe reunir una buena hoja de
verificación es que visualmente se pueda hacer un primer análisis que permita
apreciar la magnitud y localización de los problemas principales. De esta manera, una
buena hoja de registro de datos se convierte en una herramienta sumamente poderosa
en el proceso de mejora continua.
Algunas de las situaciones en las que resulta de utilidad obtener datos a través de las
hojas de verificación son las siguientes:
Describir resultados de la operación o de inspección.
Examinar artículos defectuosos (identificando razones, tipos de fallas, área de
donde proceden, así como maquina, material u operador que participo en su
elaboración).
Confirmar posibles causas de problemas de calidad.
Analizar o verificar operaciones y evaluar el efecto de los planes de mejora.
134
Las tablas 8 y 12 son ejemplos de hojas de verificación.
Tabla – 8
Lunes
Maquina
AM
Martes
PM
AM
PM
AM
PM
Oooo
oooo
O
o
Xx
Oo
A
Oo
O
Xx
X
o
-
Oooo oooo
B
Xx
Xxx
-
-
Oo
C
X
O
Miércoles
Jueves
Viernes
AM
PM
AM
o
Ooo
O
Ooo
Xxx
xxx
X
xx
-
/
--
/
//
Xx
Oo
Oooo
Oooo
oooo
oooo
ooo
oooo
Oo
o
o
o
o
o
o
o
o
O
Ooo
ooo
Xx
-
xxx
Xx
xx
-/
X
--/
-
/
Oo
O
Oo
-
*
Xx
ooo
Oooo
oooo
o
o
O
o
X
X
X
/
D
Oo
o
X
X
PM
oo
/
Oo
*
Oo
/
Ooo
oooo
/
X
*
Oo
-
oo
Oo
O
*
**
***
/
o Rasguños
superficiales
x Rupturas - Incompletas
/ Formato inapropiado
* Otros
A este tipo de formatos se les conoce como registro de las causas de los defectos. Y
en estos queda claro que la finalidad es especificar distintos factores como tipo de
defecto, maquina, turnos departamentos, tipo de producto o día, es detectar cuando
estos factores son la principal fuente o pista del problema, ya que si se detecta alguna
135
tendencia especial en la hoja, se puede actuar con mayor rapidez y precisión, al tener
localizado el sector o condiciones que están generando el problema principal.
La hoja de verificación es un paso natural dentro de un análisis de Pareto y una
estratificación para recabar datos o confirmar pistas de búsqueda.
3.1.7.2 DISTRIBUCIONES DE FRECUENCIA E HISTOGRAMA
En el punto 3.1.3 de la pagina 120 ya vimos la manera en que se construyen las
distribuciones de frecuencia, los histogramas y con un ejemplo práctico. Veamos
ahora como se interpretan los histogramas.
Interpretación del histograma
Cuando un histograma se construye de manera correcta y es resultado de un número
suficiente de datos, e general más de 40, y estos son representativos de la población,
proceso o problema, entonces lo que se aprecia en el histograma como tendencia
central, variabilidad y comportamientos especiales serán de información valiosa.
Finalmente, observando un histograma se pueden contestar varias preguntas. Por
ejemplo:
1. ¿Cuáles son las mediciones más comunes? Para ello hay que observar las
barra o el grupo de barras más altos.
2. ¿hay un comportamiento simétrico? ¿hay sesgo? ¿hacia qué lado? Para
responder a estas preguntas basta observar la forma del histograma. Un sesgo
significativo en una muestra grande es representativo de un problema,
calentamiento, o des calibración en los equipos.
Sesgo a la izquierda
Sesgo a la Derecha
Ilustración 115 – Histogramas con sesgo
136
3. ¿Cómo es la dispersión? Para contestar hay que observar a partir del grupo de
barras más alto que tan rápido disminuye la frecuencia de las de más barras.
Otra alternativa es insertar en el histograma las especificaciones y ver si todo
o una parte cae dentro de ellas.
ES
EI
EI
ES
Ilustración 116 - Izq. Centrado con poca variabilidad, Derecha - Descentrado con mucha variabilidad
¿Está centrado el proceso? Con un tamaño de muestra grande es muy fácil ver
mediante un histograma si un proceso está centrado o no, ya que basta
observar la posición del cuerpo del histograma respecto a la calidad optima y
a las especificaciones. Hay que notar que aun cuando se cumplan las
especificaciones, si el proceso no está centrado la calidad que se produce no es
la adecuada, ya que entre más se aleje del óptimo mas mala calidad se tendrá.
Las ilustraciones 4 y 5 muestran un proceso centrado y uno descentrado
respectivamente.
4. ¿Cuántos picos hay? Cuando hay varios picos o agrupaciones de barras en un
histograma, puede deberse a que el material procede de distintas cadenas de
producción, de diferentes proveedores, han intervenido varios operadores o se
han utilizado distintos instrumentos de medición sin sincronizar.
137
Ilustración 117 - Picos
5. ¿hay acantilados? Entre las posibles causas que motivan la presencia de un
acantilado están: un lote de artículos previamente inspeccionados al 100 %
donde se excluyo a los artículos que no cumplen con alguna medida mínima o
que exceden una medida máxima, problemas con el equipo de medición,
errores en la inspección (cuando el inspector está predispuesto a no rechazar
un articulo y observa que este casi cumple con los requisitos, registra la
medida mínima aceptable). En general un acantilado es anormal y debe
buscarse la causa del mismo.
Ilustración 118 - Acantilados
6. ¿hay datos aislados o raros? Un pequeño grupo de mediciones muy extremas
o raras es fácilmente detectable en un histograma ya que aparece claramente
aislado del resto. Un dato raro refleja una situación especial que se debe
investigar, puede ser un error de medición o de dedo. Pero también puede
reflejar un comportamiento especial del proceso. En cualquier caso se debe
investigar a que se debe.
138
7. Estratificar. Cuando se obtienen datos que proceden de distintas maquinas,
proveedores u operadores, puede encontrarse información valiosa si se hace
un histograma por cada fuente (estratificar), con lo que se podrá encontrar la
maquina o el proveedor más problemático.
Es recomendable que siempre que se analiza un histograma se dé respuesta por
escrito a las siete preguntas anteriores y se contemple la posibilidad de estratificar,
con lo que se sacara mayor provecho a la información y se irá adquiriendo la
costumbre de proceder de acuerdo con un método. Además, otras personas se podrán
remitir directamente a la interpretación. Siempre que se interprete un histograma se
debe asegurar que se construyo de manera correcta, en este sentido los aspectos más
críticos a vigilar son el número de clases y la elección del inicio y final del
histograma.
3.1.7.3 CARTAS DE CONTROL
Un proceso está afectado por un gran número de factores sometidos a una
variabilidad (por ejemplo oscilaciones de las características del material utilizado,
variaciones de temperatura y humedad ambiental, variabilidad introducida por el
operario, repetitividad propia de la maquinaria utilizada, etc.), que inciden en él y que
inducen una variabilidad de las características del producto fabricado. Si el proceso
está operando de manera que existen pequeñas oscilaciones de todos estos factores,
pero de modo que ninguno de ellos tienen un efecto preponderante frente a los demás,
es esperable que la característica de calidad del producto fabricado se distribuya de
acuerdo con una ley normal. Al conjunto de esta multitud de factores se denominan
causas comunes. Por el contrario, si circunstancialmente incide un factor con un
efecto preponderante, entonces la distribución de la característica de calidad no tiene
por qué seguir una ley normal y se dice que está presente una causa especial o
asignable. Por ejemplo, si en un proceso industrial se está utilizando materias primas
procedentes de un lote homogéneo y se continúa la fabricación con materias primas
139
procedentes de otro lote, cuyas características son muy diferentes de las anteriores, es
muy
posible
que
las
características
de
los
productos
fabricados
sean
significativamente distintas a partir de la utilización del nuevo lote.
Por definición, se dice que un proceso está bajo control estadístico cuando no hay
causas asignables presentes. El Control Estadístico de Procesos se basa en analizar
la información aportada por el proceso para detectar la presencia de causas asignables
y habitualmente se realiza mediante una construcción gráfica denominada Gráfico de
Control. Si el proceso se encuentra bajo control estadístico es posible realizar una
predicción del intervalo en el que se encontrarán las características de la pieza
fabricada.
Para que tenga sentido la aplicación de los gráficos de control, el proceso ha de tener
una estabilidad suficiente que, aún siendo aleatorio, permita un cierto grado de
predicción. En general, un proceso caótico no es previsible y no puede ser controlado.
A estos procesos no se les puede aplicar el gráfico de control ni tiene sentido hablar
de capacidad. Un proceso de este tipo debe ser estudiado mediante herramientas
estadísticas avanzadas hasta que el grado de conocimiento empírico obtenido sobre el
mismo permita conocer las causas de la estabilidad y se eliminen.
Las cartas de control fueron propuestas originalmente por W. Shewart en 1920, y en
ellas se representa a lo largo del tiempo el estado del proceso que estamos
monitorizando. En el eje horizontal X se indica el tiempo, mientras que el eje vertical
Y se representa algún indicador de la variable cuya calidad se mide. Además se
incluye otras dos líneas horizontales: los límites superior e inferior de control,
escogidos éstos de tal forma que la probabilidad de que una observación esté fuera de
esos límites sea muy baja.
Las cartas de control de Shewart son básicamente de dos tipos; cartas de control para
variables y cartas de control para atributos.
Se denominan "para variables" cuando las medidas pueden adoptar un intervalo
continuo de valores; que intuitivamente son aquellas que requieren un instrumento de
medición para medirse por ejemplo, la longitud, el peso, la concentración, etc.
140
𝑋 (De promedios)
𝑅 (de rangos)
Cartas de control para variables
𝑆 (De desviaciones estándar)
𝑋 (De medidas descriptivas)
Esta forma de llamarle a una carta de control se debe al tipo de variable (estadístico)
que se grafica en la carta: un promedio, un rango, etc. Por medio del cual se tratara de
controlar una característica importante de un producto o proceso.
Y se denomina "para atributos" cuando las medidas adoptadas no son continuas; en
estos casos el producto se juzga como conforme o no conforme, dependiendo de si
posee ciertos atributos, y al producto se le podrá contar el numero de defectos o no
conformidades ejemplo, tres tornillos defectuosos cada cien, 3 paradas en un mes en
la fábrica, seis personas cada 300, etc.
𝑝 (Proporción o fracción de artículos
defectuosos)
Cartas de control para atributos
𝑛𝑝 (numero de unidades defectuosas)
𝑐 (Numero de defectos)
𝑢 (Numero de defectos por unidad)
Elementos básicos de una carta de control
La idea básica de una carta de control es observar y analizar gráficamente el
comportamiento sobre el tiempo de una variable de un producto, o de un proceso, con
el propósito de distinguir en tal variable sus variaciones debidas a causas comunes de
141
las debidas a causas especiales (atribuibles). El uso adecuado de las cartas de control
permitirá detectar cambios y tendencias importantes en los procesos.
En la figura 119 se muestra una carta de control típica, la cual se compone
básicamente de tres líneas paralelas, comúnmente horizontales, que rematan a la
izquierda en una escala numérica en las unidades de la variable, X, que se grafica en
la carta. En la parte de debajo, paralela a las líneas hay un eje que sirve para
identificar a quien pertenece cada valor de la variable que ha sido representado en la
carta mediante un punto. En caso de que el eje sea una escala cronológica, entonces
los puntos consecutivos se unen con una línea recta para indicar el orden en que ha
ocurrido cada dato.
LCS
LCI
Ilustración 119 – Carta de control
La línea central de la carta de control representa el promedio de la variable que se
está graficando, cuando el proceso se encuentra en control estadístico. Las otras dos
líneas se llaman limites de control, superior e inferior, y están en una posición tal que
cuando el proceso está en control estadístico, hay una alta probabilidad de que
prácticamente todos los valores de la variable (puntos) caigan dentro de los limites.
De esta manera, si todos los puntos están dentro de los límites, entonces se supone
que el proceso está en control estadístico. Por el contrario, si al menos un punto está
fuera de los límites de control, entonces esto es señal de que el proceso, está fuera de
control estadístico, por lo que es necesario investigar cual es la causa de este
comportamiento o cambio especial. En general, los limites de control son
estimaciones de la amplitud de la variación natural de la variable (promedio, rangos,
etc.,) que se grafica en la carta.
142
Lo que se observa en una carta de control no solo es que un punto caiga fuera de los
limites de control, sino también cualquier formación o patrón de puntos que tenga
muy poca probabilidad de ocurrir en condiciones “normales”, lo cual será una señal
de alerta sobre posibles cambios debidos a causas especiales.
Limites de control. La ubicación de los límites de control en una carta es un aspecto
fundamental, ya que si estos se ubican demasiado alejados de la línea central entonces
será más difícil detectar los cambios en el proceso.
Para calcular los limites de control de debe proceder de tal forma que, bajo
condiciones de control estadístico, la variable que se grafica en la carta tenga una alta
probabilidad de caer dentro de tales limites. Por lo tanto, una forma de proceder es
encontrar la distribución de probabilidades de la variable, estimar sus parámetros y
ubicar los limites de tal forma que un alto porcentaje de la distribución este dentro de
ellos; esta forma de proceder se conoce como limites de probabilidad.
Una forma más sencilla y usual se obtiene a partir de la relación entre la media y la
desviación estándar de una variable, que en el caso de una variable con distribución
normal con media 𝜇 y desviación estándar 𝜎, y bajo condiciones de control
estadístico, se tiene que entre 𝜇 − 3𝜎 y 𝜇 + 3𝜎 se encuentra el 99.73% de los
posibles valores que toma tal variable. En el caso de que no se tenga distribución
normal, pero se tenga una distribución un modal y con forma no muy distinta a la
normal, entonces se aplica la regla empírica
o la extensión del teorema de
Chebyshev. Bajo estas condiciones, se presenta a continuación un modelo general
para una carta de control.
Sea X la variable (o estadístico) que se va a graficar en la carta de control, y
suponiendo que su media es 𝜇𝑥 y su desviasion estándar 𝜇𝑥 , entonces el limite de
control superior (LCS), la línea central y el limite de control inferior (LCI) están
dados por
LCS = 𝜇𝑥 + 3𝜎𝑥
Línea central = 𝜇𝑥
143
LCI = 𝜇𝑥 − 3𝜎𝑥
Con estos límites, y bajo condiciones de control estadístico, se tendrá una alta
probabilidad de que los valores de X estén dentro de ellos. En particular, si X tiene
distribución normal, tal probabilidad será de 0.9973, con lo que se espera que bajo
condiciones de control solo 27 puntos de 10,000 caigan fuera de los límites.
3.1.7.3.1 CARTAS DE CONTROL 𝑿 − 𝑹
Existen tantas características de calidad de tipo continuo en un producto o en un
proceso, que interesa controlar su variabilidad y su tendencia central. Por ejemplo, las
dimensiones de cierta pieza debe ser de 10 cm, con una tolerancia de ±2 cm, por lo
que la tolerancia central de estas piezas debe de estar muy próxima a 10, y su
variabilidad debe ser tal que todas las piezas tengan una dimensión que caiga entre
9.8 y 10.2 cm. Generalmente, mediante una carta de control 𝑋 se controla la
tendencia central de este tipo de características de calidad, y mediante una carta 𝑅 (u
ocasionalmente una 𝑆) su variabilidad.
Estudiaremos este tipo de cartas mediante un ejemplo:
Ejemplo 1: En una empresa que elabora agroquímicos, una característica importante
de los costales de fertilizante es su peso, el cual, para cierto producto, debe de ser de
50 kg, por lo que se establece como especificación o tolerancia inferior de 49 kilos y
como protección de la empresa se establece u a especificación superior de 51 kilos.
De esta manera el valor nominal del peso es de 50 kilos, y si cae entre 49 y 51 se
considera tolerable. A continuación se utilizara la carta 𝑋 − 𝑅 para evaluar el
desempeño del proceso de llenado tanto en relación con la tendencia central como la
variabilidad.
Carta 𝑿. La forma operativa de construir una carta 𝑋 inicia determinando la
característica de calidad a estudiar. En el caso de este ejemplo, tal característica es el
peso de los costales de fertilizante.
Para hacer un estudio inicial del desempeño del proceso sobre el tiempo en cuanto a
la característica de calidad, es necesario primero pesar costales que de alguna manera
144
reflejen el comportamiento del proceso de llenado en un lapso de tiempo
suficientemente representativo, por ejemplo 3 días, una semana o un mes.
Usualmente esto se logra midiendo la característica de calidad de una cantidad
pequeña de productos consecutivos (subgrupo de productos) cada determinado
periodo y, en lugar de analizar las mediciones individuales, se analizan las medias y
los rangos de los subgrupos (o muestras). En el ejemplo que nos ocupa, se decide
pesar cada hora una muestra de 4 costales que han sido llenados consecutivamente.
Los datos obtenidos en tres días se muestran en la tabla 4, en la que se incluye la
media y el rango de cada muestra.
La carta 𝑋 analizara el comportamiento sobre el tiempo de la columna de medias, con
lo cual se tendrá información sobre la tendencia central y sobre la variación entre las
muestras. Para calcular los limites de control, en un estudio inicial como el que
estamos haciendo, es necesario contar con las medias y rangos de alrededor de 20
muestras (puntos).
Tabla # 9
145
Como habíamos señalado anteriormente, los límites de control de las cartas tipo
Shewhart están determinados por la media y la desviación estándar de la variable 𝑋
que se grafica en la carta de la siguiente manera:
𝜇𝑋 ± 3𝜎𝑋
En el caso de la carta 𝑋, la variable 𝑋 que se grafica es la media de las muestras, por
lo que una forma de estimar su media, 𝜇𝑋 , es por
𝜇𝑋 = 𝜇𝑋 ≈ 𝑋 ,
Donde 𝑋 es la media de las medias de la muestra,
Mientras que la desviación estándar de las medias de la muestra está dada por
𝜎𝑋 = 𝜎𝑋 =
𝜎
𝑛
,
Donde 𝑛 es el tamañod de muestra (4 en este caso) y 𝜎 es la desviación estándar de la
característica de calidad original (el peso de los costales individuales). Este es un
hecho importante a diferenciar en las cartas 𝑋: una cosa en la desviación estándar, 𝜎,
de la característica de calidad (los pesos de los costales individuales) y otra la
desviación estándar de las medias de los subgrupos, 𝜎𝑋 =
𝜎
𝑛
. Esta ulltima depende de
la primera y del tamaño de la muestra.
En la mayoría de los estudios iníciales se desconoce 𝜎, por lo que es necesario
estimarla a partir de los datos muestrales. Para ello, una alternativa seria calcular la
desviación estándar,𝑆, del peso de los 96 costales de la tabla 9, Sin embargo, hacerlo
de esta forma incluiría la variabilidad entre muestras dentro de las muestras, y para la
carta 𝑋 es más apropiado incluir solo la variabilidad dentro de muestras.
Existe otra alternativa que solo incluye la variabilidad dentro de muestras, y que
consiste en estimar 𝜎 mediante la media de los rangos,𝑅 , de la siguiente manera:
146
𝜎≈
𝑅
𝑑2
Donde 𝑑2 es una constante que depende del tamaño de la muestra. En el apéndice se
dan varios valores para 𝑑2 para distintos valores de 𝑛. De esta manera, los limites de
control para una carta de control 𝑋, en un estudio inicial, se obtendrán de la siguiente
manera
𝐿𝐶𝑆 = 𝑋 + 𝐴2 𝑅
𝐿𝑖𝑛𝑒𝑎 𝐶𝑒𝑛𝑡𝑟𝑎𝑙 = 𝑋
𝐿𝐶𝐼 = 𝑋 − 𝐴2 𝑅
Donde 𝐴2 𝑅 ≈ 3𝜎𝑋 = 3
𝜎
𝑛
≈3
𝑅
𝑑2
𝑛
=𝑑
3
2
𝑛
𝑅 . En el apéndice se dan valores de
𝐴2 para diferentes tamaños de muestra, 𝑛.
Por lo tanto, en el caso de los datos de la tabla 9 correspondiente el peso de los
costales de fertilizante, los límites de control para la carta 𝑋 son los siguientes:
𝐿𝐶𝑆 = 49.76 + 0.729 ∗ 1.05 = 50.526
𝐿𝑖𝑛𝑒𝑎 𝐶𝑒𝑛𝑡𝑟𝑎𝑙 = 49.76
𝐿𝐶𝐼 = 49.76 − 0.729 ∗ 1.05 = 48.996
Donde 0.729 es el valor de 𝐴2 para un tamaño de muestra de 4, que es el que se esta
usando en este ejemplo. La carta correspondiente se muestra en la figura 120. A partir
de esta, se puede apreciar que el peso de los costales esta bajo control estadístico en
cuanto a tendencia central, con lo que se puede afirmar que el peso de los costales
fluctúa de manera estable alrededor de 49.76 kilogramos. De aquí que se tenga un
hecho positivo (la estabilidad) y otro negativo (el promedio del proceso, 49.76) el
cual no es el deseado (50 kilos).
147
Carta de medias para el peso de los costales
51.00
LCS
Media
50.50
50.00
LC
49.50
49.00
LCI
48.50
1
3
5
7
9
11
13
15
17
19
21
Media de
la Media
del peso
de los…
23
Subgrupo o muestra
Ilustración 120 – Carta X para peso de costales
Carta R
Este diagrama es utilizado para estudiar la variabilidad de una característica de
calidad de un producto o proceso, en ellas analiza el comportamiento sobre el tiempo
de los rangos de las muestras o subgrupos. Los limites de control para una carta 𝑅se
obtienen a partir de la misma forma general: la media más-menos tres veces de la
desviación estándar de la variable que se grafica en la carta, que en este caso son los
rangos de las muestras, es decir
𝜇𝑅 ± 3𝜎𝑅
La estimación de la media de los rangos, 𝜇𝑅 se hace a través de 𝑅 , mientras que la
estimación de la desiacion estándar de los rangos, 𝜎𝑅 , se obtiene por
𝜎𝑅 = 𝑑3 𝜎 ≈ 𝑑3
𝑅
𝑑2
Donde 𝑑3 es una constante que depende del tamaño de la muestra. De esta manera los
limites de una carta 𝑅, en un estudio inicial, se obtiene de la siguiente manera:
𝐿𝐶𝑆 = 𝐷4 𝑅
𝐿𝐶 = 𝑅
𝐿𝐶𝑆 = 𝐷3 𝑅
148
Donde las constantes 𝐷4 y 𝐷3 estan tabuladas directamente en el Anexo #1 (Pág.
341), para varios tamaños de muestra.
Aplicando a esto los datos de la tabla 9 del peso de los costales de fertilizante, se
tiene que los limites de control para la carta 𝑅 estan dados por
𝐿𝐶𝑆 = 2.282 ∗ 1.05 = 2.3963
𝐿𝐶 = 1.05
𝐿𝐶𝑆 = 0 ∗ 1.05 = 0
Ya que del apéndice se obtiene 𝐷4 = 2.282 y 𝐷3 = 0, para 𝑛 = 4. La
correspondiente carta 𝑅 se muestra en la ilustración 121, a partir de la cual se aprecia
que el proceso estuvo en control estadístico en cuanto a variabilidad, por lo que el
rango de las muestras de cuatro costales fluctúa de manera estable entre 0 y 2.396
kilogramos, con un promedio de 1.05 kilos.
Ilustración 121 – Carta R para el peso de los costales
De esta manera, dado que la carta 𝑅 ha demostrado que la variabilidad del peso de los
costales es estable, y que la carta de las medias no detecto ninguna situación o causa
especial que haya afectado la tendencia central del proceso, entonces los limites de
control encontrados se pueden usar a futuro para controlar el proceso de envasado
directamente en las líneas de producción.
149
Control estadístico y capacidad
Antes de utilizar las Gráficas de Control por variables, debe tenerse en consideración
lo siguiente:
a.- El proceso debe ser estable
b.- Los datos del proceso deben obedecer a una distribución normal
c.- El número de datos a considerar debe ser de aproximadamente 20 a 25 subgrupos
con un tamaño de muestras de 4 a 5, para que las muestras consideradas sean
representativas de la población.
d.- Los datos deben ser clasificados teniendo en cuenta que, la dispersión debe ser
mínima dentro de cada subgrupo y máxima entre subgrupos
e.- Se deben disponer de tablas estadísticas
Las etapas que deben tomarse en cuenta para mejorar el proceso están
esquematizadas en la siguiente figura:
Ilustración 122
150
3.1.10.3 INTERPRETACION DE LAS CARTAS DE CONTROL
Como se había comentado antes, una señal de que se ha detectado una causa especial
de variación (o señal de que ha habido un cambio especial en el proceso) se
manifiesta cuando un punto cae fuera de los limites de control o cuando los puntos
graficados en la carta siguen un comportamiento no aleatorio (por ejemplo, una
tendencia a aumentar, un movimiento cíclico, etc.). Para facilitar la identificación de
patrones no aleatorios lo primero que se hace es dividir la carta de control en seis
zonas o bandas iguales, cada una con una amplitud similar a una desviación estándar
de la variable que se grafica.
Zona A
Zona B
Zona C
Zona C
Zona B
Zona A
LCS
LC
LCI
Ilustración 123 – Zonas de una carta de control
A continuación se dan seis patrones para el comportamiento de los puntos en una
carta. También se presentan las seis razones comunes por las cuales pueden ocurrir
dichos comportamientos. Además, se dan algunas pruebas estadísticas para confirmar
la existencia del patrón bajo discusión.
Patrón 1. Cambios (brincos) en el proceso.
Este patrón es un cambio que se registra en la carta cuando pocos puntos están fuera o
muy cerca de los límites de control o cuando una gran cantidad de puntos caen de un
solo lado de la línea central. Estos cambios especiales pueden deberse a la
introducción de nuevos trabajadores, maquinas, materiales o métodos; también
pueden deberse a cambios en los métodos de inspección, o a una mayor o menor
atención de los trabajadores. Cuando esto ocurre en las cartas 𝑋, 𝑝, 𝑛𝑝, 𝑢 o 𝑐, se dice
que ha habido un cambio en el nivel promedio del proceso; por ejemplo, en las cartas
de atributos eso significa que el nivel promedio de disconformidades se incremento o
disminuyo, mientras que en la carta 𝑋 un cambio de nivel significa que el centrado
151
del proceso tuvo cambios. En la carta 𝑅 significa que la variabilidad aumento o
disminuyo.
Un cambio de nivel del proceso ha ocurrido cuando se cumple una de las siguientes
pruebas:
Prueba 1: un punto fuera de los límites de control.
Prueba 2: dos de tres puntos consecutivos en la zona A o más allá.
Prueba 3: cuatro de cinco puntos consecutivos en la zona B o más allá.
LCS
LC
LCI
Ilustración 124
El cumplimiento de estas tres pruebas se muestra en la ilustración 124. Cuando se
está analizando el proceso con datos o muestras recién obtenidas y se cumple alguna
de las tres pruebas, entonces eso es indicativo de que ha entrado al proceso una causa
especial que ha provocado que el proceso este operando con otro nivel. Tal cambio de
manera paulatina hasta que alcanzo una magnitud considerable y la carta lo registro, o
también pudo darse desde hace un rato de manera repentina. En cualquier caso se
debe investigar que de especial a ocurrido, identificarlo y actuar en consecuencia. De
no hacerse nada puede que después de un tiempo el proceso regrese a su nivel
normal, una vez que haya desaparecido la causa. Pero también puede ocurrir que
dicha causa se quede permanentemente en el proceso hasta que se haga algo para
eliminarla.
En ocasiones, cuando se cumple alguna de las tres pruebas anteriores, lo que se hace
además de investigar la causa, es tomar datos de inmediato para confirmar el cambio
y monitorear más de cerca lo que está pasando en el proceso.
152
Prueba 4. Ocho puntos consecutivos de un solo lado de la línea central.
Este cambio de nivel se muestra en la primera parte de la ilustración 125. En estos
casos la causa especial ha entrado al proceso, y posiblemente haya ocurrido hace
ocho muestras, por lo cual se trata de un cambio más permanente. Por ejemplo,
cuando se dan
ocho puntos consecutivos por debajo de la línea central en una carta 𝑅, entonces se
ha dado una reducción definitiva en la variabilidad del proceso; si eso ocurre en una
carta de atributos, entonces la ha dado una reducción mas definitiva en el nivel
promedio de piezas defectuosas del proceso; todo lo contrario se puede decir si los
ocho puntos por arriba de la línea central: aumento de variabilidad e incremento en el
nivel de defectuosos, respectivamente.
LCS
LC
LCI
Ilustración 125
En ocasiones dada la importancia de detectar con más oportunidad este tipo de
cambios, la prueba 4 se amplia de la siguiente manera:
Al menos 10 de 11 puntos consecutivos ocurren de un mismo lado de la línea
central, como se muestra en la segunda parte de la figura 125.
Al menos 12 de 14 puntos consecutivos ocurren de un mismo lado de la línea
central.
Si además de la prueba 4 se cumple alguna de las tres primeras, eso será aun mayor
evidencia de que un cambio especial ha ocurrido.
Cuando una carta detecta que el proceso tuvo un brinco o cambio de nivel, el
administrador de la carta no debe “hacerse de la vista gorda” y esperar a ver si pasa el
cambio, porque se estará desaprovechando una oportunidad para identificar los
153
factores que afectan al proceso negativa o positivamente. Si una carta no se usa para
actuar sobre el proceso, pierde mucho de su potencial.
Estas cuatro pruebas se construyeron bajo el supuesto de normalidad y bajo control
estadístico tienen muy poca probabilidad de ocurrir. Por ello la aplicación a la carta
de medias genera muy pocas falsas alarmas. Con las otras cartas ocurre algo similar;
sin embargo, se tienen las siguientes precisiones:
1. En la carta 𝑅 con tamaño de muestra mayor o igual que 5 la aplicación de las
cuatro pruebas es aproximadamente igual de confiable que en la carta 𝑋. Para
tamaños de muestra menor que 5 la aplicación de la prueba 2 a 4 del lado
superior de la carta es todavía más confiable; pero del lado inferior se generan
más falsas alarmas, por lo que en este caso se pueden aplicar las pruebas
construidas para cuando se usa un tamaño de muestra 𝑛 = 2. Las pruebas 2, 3
y 4 modificadas para aplicarse en la carta de rangos del lado inferior cuando
se tienen tamaños de muestra menores que 𝑛 = 5 son: la prueba 2 debe
convertirse en 4 puntos consecutivos en la zona A, la prueba tres en 6 puntos
consecutivos en la zona B o más allá y la prueba cuatro en 10 puntos
consecutivos por debajo de la línea central.
2. En el caso de las cartas 𝑝 y 𝑛𝑝, para ciertos tamaños muestrales y valores de 𝑝
se genera una mayor cantidad de falsas alarmas que las que se esperarían con
la carta de medias. Sobre todo la prueba 2 en el lado superior y la 4 en el lado
inferior. Por ello, si las pruebas 2 a 4 resultan positivas, se puede ver como un
aviso de alerta, donde a la vez que se trate de investigar que de especial está
pasando, también se pueda confirmar si realmente ha ocurrido un cambio.
Patrón 2. Tendencias en el nivel del proceso.
Este patrón consiste en una tendencia a incrementarse (o disminuirse) los valores de
los puntos en la carta, como se aprecia en la ilustración 126. Una tendencia bien
definida y larga no es un patrón aleatorio, por ello se debe a laguna causa especial.
Por ejemplo, puede deberse al deterioro gradual del equipo de producción, desgaste
de las herramientas de corte; acumulación de productos de desperdicio en las
154
tuberías, calentamiento de maquinas o cambios graduales en las condiciones del
medio ambiente. Estas causas se reflejan prácticamente en todas las cartas excepto en
la de rangos.
Las tendencias en una carta de rangos son más raras, pero cuando se dan, pueden
deberse a la mejora o empeoramiento de la habilidad de un operario, la fatiga del
operario (la tendencia de repetirá en cada turno) y al cambio gradual en la
homogeneidad en la materia prima.
Para determinar si hay una tendencia en el proceso se tiene la siguiente prueba
concreta:
Prueba 5. Seis puntos consecutivos ascendentes (o descendentes).
LCS
LC
LCI
Ilustración 126 – Patrón 2
El cumplimiento de esta prueba se muestra en la primera parte de la ilustración 126.
En ocasiones se presentan tendencias que no se ajustan a la prueba 4, como en el caso
de la que se presenta en la segunda parte de la ilustración 126. En este caso
evidentemente hay una tendencia, ya que es demasiado largo el movimiento
ascendente como para que sea aleatorio. Cuando s presenta este tipo de tendencias,
pero más cortas, resulta difícil determinar cuándo es un comportamiento aleatorio o
cuando no lo es. Sin embargo, el conocimiento del proceso y un buen uso de las
cartas de control podrían facilitar la identificación. La recomendación básica en este
tipo de caso sería que, en el momento en que se dé un flujo largo y creciente de
puntos que parezca no aleatorio, entonces es una señal de alerta para vigilar más de
cerca el desempeño del proceso, para que en su caso se pueda identificar la causa del
mismo.
155
El uso de las cartas de control para determinar el momento oportuno de dar
mantenimiento o ajuste en el proceso resulta de mucha utilidad, ya que cuando se
vuelve indispensable el mantenimiento esto puede reflejarse en una tendencia.
Cuando se dan puntos consecutivos de una manera ascendente o descendente, es
importante ajustarse en forma exacta al criterio de la prueba 5 para detectar
tendencias, de lo contrario se puede detectar donde solo hubo variabilidad aleatoria.
No es válido afirmar que hubo una ligera tendencia cuando se presentaron tres, cuatro
o cinco puntos consecutivos en aumento o disminución. Se debe ser categórico: hubo
o no tendencias, siendo claro el criterio para ello.
Patrón 3. Ciclos recurrentes (Periodicidad).
Otro patrón no aleatorio que pueden presentar las cartas es un comportamiento
cíclico de los puntos. Por ejemplo, se da un flujo de puntos consecutivos que tienden
a crecer y luego se presenta un flujo similar pero de manera descendente, y esto se
repite cíclicamente. Cuando un comportamiento cíclico se presenta en la carta 𝑋,
entonces las posibles causas son
temperatura u otros cambios periódicos en el
ambiente, diferencias en los dispositivos de medición o de prueba que se utilizan en
cierto orden; rotación regular de maquinas u operarios; efecto sistemático producido
por dos maquinas, operarios o proveedores que se usan alternadamente.
Si el comportamiento cíclico se presenta en la carta de rangos, entonces algunas de
las posibles causas son mantenimiento preventivo programado o fatiga de
trabajadores o secretarias. Las cartas 𝑝, 𝑛𝑝, 𝑐 y 𝑢. Se ven afactadas por las mismas
causas que las cartas de medias y rangos.
Para saber si hay un ciclo se debe observar que, en efecto, este se repita
periódicamente. Por ello se debe ser muy cuidadoso y recurrir al conocimiento del
proceso y a un buen uso de la carta. Cuando el ciclo consiste en que los puntos se van
alternando entre altos y bajos, tenemos la siguiente prueba.
Prueba 6. Catorce puntos consecutivos alternando entre altos y bajos.
156
El cumplimiento de esta prueba se muestra en la ilustración 127. Un error frecuente
de interpretación en los ciclos como el de esta ilustración, es declarar que hubo un
ciclo solo porque unos cuantos puntos en la carta se van alternando entre altos y
bajos; el criterio en estos casos es muy claro: “14 puntos consecutivos alternando
entre altos y bajos”.
LCS
LC
LCI
Ilustración 127 –Patrón 7
Patrón 4. Mucha variabilidad.
Una señal de que en el proceso hay una causa especial de variación, que provoca que
este fuera de control estadístico, se manifiesta mediante una alta proporción de puntos
cerca de los limites de control, a ambos lados de la línea central, y muy pocos o
ningún punto en la parte central de la carta. En estos casos se dice que hay mucha
variabilidad como se puede ver en la ilustración 128. Algunas causas que pueden
afectar a la carta 𝑋 de esta manera son sobre control o ajustes innecesarios en el
proceso, diferencias sistemáticas en la calidad del material o en los métodos de
prueba, y control de dos o más procesos en la misma carta, mientras que la carta 𝑅 se
puede ver afectada por la mezcla de materiales de calidades bastante diferentes,
diferentes trabajadores utilizando la misma carta 𝑅 (uno mas hábil que el otro), y
datos de procesos operando bajo diferentes condiciones graficados en la misma carta.
Una prueba para detectar la alta proporción de puntos cerca o fuera de los límites es
la siguiente:
Prueba 7. Ocho puntos consecutivos a ambos lados de la línea central con
ninguno en la zona C.
157
LCS
LC
LCI
Ilustración 128 – Mucha variabilidad
La alta proporción de puntos cerca o fuera de los límites de control en ocasiones se
debe a una mala planeación de la instrumentación de la carta. Por ejemplo, el sobre
ajuste es un indicio claro del desconocimiento de los objetivos de una carta de
control. Este se puede dar cuando al operario se le responsabiliza por la mala calidad
producida por las maquinas o cuando al operario no se le creo conciencia ni se le hizo
participe en la instrumentación de la carta.
Muchas de las posibles causas que motivan la alta proporción de puntos cerca de los
límites de control pueden ser corregidas con una buena planeación del muestreo del
proceso, es decir, razonando adecuadamente el subgrupo (muestra).
Patrón 5. Falta de variabilidad (Estratificación).
Una señal de que hay algo anormal en el proceso es el que prácticamente todos los
puntos se concentren en la parte central de la carta, es decir, que los puntos reflejen
poca variabilidad, como se aprecia en la ilustración 129. Algunas de las causas que
pueden afectar a todas las cartas de control de esta manera son una equivocación en el
cálculo de los límites de control, agrupamiento en una misma muestra a datos
provenientes de universos con medias bastante diferentes, “cuchareo” de los
resultados y carta de control inapropiada para la variable en cuestión. Para detectar
falta de variabilidad se tiene la siguiente prueba:
Prueba 8. Quince puntos consecutivos en la zona C, arriba o debajo de la
línea central.
158
LCS
LC
LCI
Ilustración 129
Una reducción en la variabilidad se refleja en la carta 𝑋 de esta menera, pero en la
carta de rangos se apreciarían muchos puntos por debajo de su línea central. Si ha
ocurrido una reducción en la variabilidad, lo que se debe hacer es re calcular los
límites de control.
Para afirmar que hay poca variabilidad en una carta de control se debe aplicar al pie
de la letra la prueba anterior.
Desde el punto de vista probabilístico, la aplicación de la prueba 8 generara mas
falsas alarmas en las cartas 𝑝 y 𝑛𝑝 que en la carta de las medias, sobre todo en
combinaciones especificas de los valores de 𝑝 y 𝑛. Por ello esta prueba se debe
aplicar con más cuidado en estas cartas.
Cuando alguna de las ocho pruebas anteriores es positiva, el proceso está fuera
de control estadístico. Es decir, se ha detectado una causa especial de variabilidad,
lo que se traduce en cambios significativos en la correspondiente característica:
calidad promedio, variación, proporción de artículos defectuosos o número de
defectos.
Cabe señalar que si el proceso está fuera de control estadístico no significa que no se
pueda seguir produciendo con él, sino que el proceso está trabajando con variaciones
debidas a alguna causa especifica (material heterogéneo, cambios de operadores,
deferencias significativas entre maquinas, desgaste o calentamiento de equipo, etc.).
159
Será responsabilidad de quienes aplican la carta de control buscar la causa de
variación o no hacer nada, en cuyo caso las cartas pierden mucho de su potencial.
Salirse de control estadístico es señal de que un factor especifico de variación está
presente y se debe investigar cual es, para prevenir su ocurrencia. El uso e
interpretación adecuada de las cartas de control las convierten en una herramienta
poderosa para lograr el conocimiento y la mejora de los procesos.
3.1.7.3.3 CARTA DE INDIVIDUALES
La carta de individuales es un diagrama para variables de tipo continuo que se podría
ver como un caso particular de la carta 𝑋 − 𝑅, cuando el tamaño de muestra es 𝑛 = 1,
pero por las diferencias en los procesos que se aplican la vamos a explicar aparte.
Existen muchos procesos o situaciones donde no tiene sentido práctico agrupar
medidas para formar una muestra o un subgrupo y poder instrumentar una carta
𝑋 − 𝑅, por lo que la mejor alternativa para controlar estos procesos mediante una
carta de control es usar un tamaño de muestra 𝑛 = 1. Ejempos de estas situaciones
son los siguientes:
Procesos muy lentos, en los que resulta inconveniente esperar otra medición
para analizar el desempeño del proceso, como sería el caso de procesos
químicos que trabajan por lotes.
Procesos en los que las mediciones cercanas solo difieren por el error de
medición. Por ejemplo temperaturas.
Se inspecciona de manera automática todas las unidades producidas.
Resulta costoso inspeccionar y medir más de un artículo.
En estos casos la mejor alternativa es usar una carta de individuales, donde cada
medición particular de la característica de calidad que se obtiene se registra en una
carta. Para estimar la variabilidad de estas mediciones se acostumbra usar el rango
móvil de dos observaciones consecutivas, por lo que, al graficar estos rangos, se
obtiene una carta de rangos móviles. Aspectos como consumo de agua o energía
también pueden evaluarse con este tipo de cartas. Veamos el siguiente ejemplo:
160
Ejemplo: En una empresa se hacen impresiones en láminas de acero, que
posteriormente se convierten en recipientes de productos de otras empresas. Un
aspecto importante a vigilar en dicha impresión es la temperatura de “horneada”
donde, entre otras cosas se da adherencia y se seca la lámina, una vez que esta ha sido
impresa. En una fase particular se la horneada se tiene que la temperatura de cierto
horno debe ser 125°𝐶, con una tolerancia de ±5°𝐶. Si no se cumple con tal rango de
temperatura, entonces se presentan problemas en la calidad final de la impresión.
Para controlar de manera adecuada tal característica de proceso se usa una carta de
control, y evidentemente aquí no tiene sentido tomar una muestra de tamaño cuatro,
por ejemplo, ya que se miden las temperaturas del horno de manera consecutiva,
entonces estas serán prácticamente las mismas y si las mediciones no se hacen de
manera consecutiva y se hacen, supongamos cada hora, entonces habrá que esperar
cuatro horas para poder graficar un punto en la carta de control, y así poder analizar el
proceso. De esta manera resulta más práctico hacer una medición de la temperatura
en el horno de manera periódica, y en cuanto se obtiene el dato graficarlo en la carta
para evaluar el desempeño del proceso. Es decir, resulta más práctico llevar una carta
de control para individuales.
En la tabla 10 se muestran las temperaturas obtenidas en tres días, midiendo la
temperatura en el horno cada hora. La segunda columna en dicha tabla representa los
rangos entre temperaturas consecutivas.
Para investigar si la temperatura tuvo una variabilidad estable primero analizamos los
rangos móviles, en cuyo caso los límites de control se obtienen igual que la carta 𝑅
ordinaria, pero las constantes 𝐷3 y 𝐷4 simpre se van a tomar considerando el tamaño
de muestra 𝑛 = 2, dado que el rango se obtiene entre los datos de dos mediciones
consecutivas de temperatura. De esta manera, los límites de control para la carta de
control de rangos móviles de orden 2 están dados por:
𝐿𝐶𝑆 = 𝐷4 𝑅 = 3.267 ∗ 𝑅
𝐿𝐶 = 𝑅
161
𝐿𝐶𝑆 = 𝐷3 𝑅 = 0,
Tabla #10
162
Donde las constantes son 𝐷3 = 0 y 𝐷4 = 3.267, como se puede ver en la tabla 10 del
apéndice, con lo que los limites de control para los datos de la tabla x son
𝐿𝐶𝑆 = 3.267 ∗ 2.287 = 7.475
𝐿𝐶 = 2.287
𝐿𝐶𝑆 = 0
En la ilustración 130 se muestra la correspondiente carta de control, a partir de la
cual se puede apreciar que la temperatura en el horno estuvo en control estadístico en
cuanto a variabilidad, ya que ninguna de las ocho pruebas que se vieron
anteriormente se cumple. Por lo tanto, la diferencia entre las temperaturas de una hora
a otra estuvo fluctuando de manera estable entre 0 y 7.475 grados centígrados.
Para analizar el comportamiento de la línea central, se usa la carta de individuales.
Partiendo de la expresión general para los limites de una carta de control tipo
Shewart, estimando la media con la media muestral y la desviación estándar con los
rangos promedio, se tiene que los limites para una carta de individuales están dados
por
𝜇𝑥 ± 3𝜎𝑥 = 𝑋 ± 3
𝑅
𝑑2
,
Donde la constante 𝑑2 = 1.128, ya que los rangos se obtienen entre dos datos, 𝑛 = 2.
Ilustración 130
163
Aplicando lo anterior, los límites de control para las temperaturas del horno son los
siguientes:
𝐿𝐶𝑆 = 126.97 + 3 ∗
2.287
= 133.05
1.128
𝐿𝐶 = 126.97
𝐿𝐶𝑆 = 126.97 − 3 ∗
2.287
= 120.97
1.128
La carta de control obtenida se muestra en la figura 131, en la cual si bien no hay
puntos fuera de los limites de control, se aprecia que el proceso estuvo fuera de
control estadístico en cuanto a tendencia central, ya que las últimas mediciones de
temperatura se cumple la prueba para tendencia se dan seis puntos consecutivos de
manera ascendente. De esta forma, alguna causa especial provoco una tendencia a
que la temperatura se incrementara en el último día, por lo que se debe actuar de
inmediato para identificarla, lo cual permite prevenir problemas más graves en la
impresión de las láminas de acero.
Ilustración 131
164
En el ejemplo, los responsables del proceso identificaron tal tendencia como una
señal de que ya era necesario el mantenimiento periódico que se le da al horno.
También en la misma carta se aprecia que el proceso estuvo descentrado, ya que la
temperatura promedio fue de 126.97° C, y no de 125 como se desea; esto también
pudo ser causado por la necesidad de mantenimiento.
La decisión que se tomo fue dar mantenimiento al horno y volver a tomar datos para
establecer los nuevos límites de control.
3.1.7.3.4 GRAFICOS DE CONTROL POR ATRIBUTOS
Existen muchas características de calidad del tipo pasa o no pasa, donde de acuerdo
con estas un producto es juzgado como defectuoso o no defectuoso, dependiendo de
si se posee ciertos atributos. En estos casos a un producto que no reúne ciertos
atributos no se le deja pasar a la siguiente etapa del proceso y se le
segrega
denominándolo articulo defectuoso. También se acostumbra llamar a estos productos
como no conformes.
CARTAS 𝒑 (Proporcion de artículos defectuosos)
Esta carta muestra las variaciones en la fracción o proporción de artículos defectuosos
por muestra. Es ampliamente usada para recortar la proporción (o porcentaje) de
productos defectuosos en un proceso. En esta carta se revisa cada uno de los artículos
de una muestra (o subgrupo), y cada uno de estos tiene una calidad aceptable o no, es
decir, un articulo pasa o no pasa.
En la carta 𝑝 se toma una muestra o subgrupo den artículos, que puede ser la totalidad
o una parte de las piezas de un pedido, un lote, un embarque o cierta producción. Se
revisa cada uno de n artículos y se encuentra cuales son defectuosos; entonces, en la
carta 𝑝 se gráfica se gráfica la proporción 𝑝𝑖 de los artículos defectuosos, que se
obtiene al dividir la cantidad de artículos defectuosos encontrada en cada muestra
entre el tamaño de muestra.
165
Cuando se está haciendo un estudio inicial para establecer los límites de control en
una carta 𝑝, entonces, lo que se tiene que hacer es estimar la media y la desviación
estándar de la variable que se gráfica en la carta; que en el caso de la carta 𝑝, es 𝑝𝑖 .
Considerando esto, y de acuerdo con la distribución binomial, si se toman varias
muestras (aproximadamente 20), los límites de control para una carta p están dados
por:
𝐿𝐶𝑆 = 𝑝 + 3
𝑝 1−𝑝
𝑛
𝐿𝐶 = 𝑝
𝐿𝐶𝑆 = 𝑝 − 3
𝑝 1−𝑝
𝑛
Donde 𝑛 es el tamaño de muestra y 𝑝 es la proporción promedio de artículos
defectuosos, que se obtiene de dividir la cantidad de artículos defectuosos en todas las
muestras entre la totalidad de productos inspeccionados. Como se puede apreciar en
la fórmula para calcular los limites, la raíz cuadrada de la expresión anotada es la
estimación de la desviación estándar de 𝑝𝑖 .
En ocasiones el tamaño de muestra, 𝑛, es variable de muestra a muestra; en estos
casos se tienen dos alternativas: la primera es usar el tamaño de muestra promedio, en
lugar de 𝑛, para calcular los limites de control; y lasegunda es construir una carta de
control con limites variables, en la que para cada muestra se calcula el limite de
control de acuerdo con el valor de 𝑛. Cuando se opta por la segunda alternativa, los
límites de control variables para la carta 𝑝 se obtienen de la siguiente forma:
𝐿𝐶𝑆 = 𝑝 + 3
𝑝 1−𝑝
𝑛𝑖
𝐿𝐶 = 𝑝
166
𝐿𝐶𝑆 = 𝑝 − 3
𝑝 1−𝑝
𝑛𝑖
Donde 𝑛𝑖 es el tamaño de cada muestra, y 𝑝 es igual que antes.
3.1.7.3.5 CARTAS 𝒏𝒑 (numero de artículos defectuosos)
En ocasiones, cuando el tamaño de la muestra en las cartas 𝑝 es constante, es mas
conveniente usar la carta 𝑛𝑝 en la que se grafica el numero de artículos defectuosos
por muestra (𝐷𝑖 ), en lugar de la proporción. Los limites de control para la carta 𝑛𝑝 se
obtienen bajo el supuesto de la distribución binomial, por lo que están dados por
𝐿𝐶𝑆 = 𝑛𝑝 + 3 𝑛𝑝 1 − 𝑝
𝐿𝐶 = 𝑛𝑝
𝐿𝐶𝑆 = 𝑝 − 3 𝑛𝑝 1 − 𝑝
Donde igual que en la carta 𝑝, 𝑛 es el tamaño de muestra y 𝑝 es la proporción
promedio de artículos defectuosos, con lo que 𝑛𝑝 es la estimación del número
promedio de artículos defectuosos por muestra. En la fórmula para obtener los limites
de control, la raíz cuadrada de la expresión anotada es la estimación de la desviación
estándar de 𝐷𝑖 (numero de piezas defectuosas por muestra).
Interpretación de las cartas 𝒑 y 𝒏𝒑
Una buena interpretación de las cartas 𝑝 y 𝑛𝑝 no solo es ver si hay puntos fuera de los
límites de control, sino además analizar el comportamiento de los puntos para
detectar patrones no aleatorios, como serian cambios de nivel, tendencias, ciclos, y
mucha o poca variabilidad. Para ello se han venido aplicando, con ciertas
restricciones, las ocho pruebas que se describieron en las cartas por variables. Tales
restricciones ya se señalaron cuando se describió cada prueba, por lo que una forma
de hacer más completa la interpretación de las cartas 𝑝 y 𝑛𝑝 es aplicando las ocho
167
pruebas con sus respectivas restricciones. Sin embargo, existe una alternativa que
supera estas restricciones, y consiste en hacer una pequeña modificación a la manera
de calcular los límites de control, como se vara más adelante.
Algo en lo que se debe poner especial cuidado es en la interpretación de las cartas de
control 𝑝 y 𝑛𝑝, independientemente de la forma en que se obtengan sus limites, pues
los cambios de nivel pueden obedecer mas que a un cambio de nivel en el proceso, a
la variabilidad o fallas en los métodos de inspección, ya que es frecuente que los
inspectores no estén bien entrenados o capacitados, que los instrumentos de prueba
no estén bien calibrados o que los inspectores dejen pasar piezas defectuosas
deliberadamente o incluso que inventen datos. Entonces, antes de todo, para tener
confianza en lo que refleja la carta, es necesario estandarizar los métodos de
inspección y asegurarse que se hace de la manera correcta; de no ser así, cuando se
registre un cambio en el nivel del proceso tal como muchos puntos de un solo lado de
la línea central, se deben tener presentes estas posibles fallas en los métodos de
inspección.
Modificación en Cartas 𝒑 y 𝒏𝒑
En Camacho y Gutiérrez se propone una modificación que permite aplicar con mayor
amplitud y confianza las ocho pruebas de las que hemos hablado, y consiste en
modificar ligeramente la obtención de los limites de control de las cartas 𝑝 y 𝑛𝑝,
dejando igual la línea central. Así, si se quieren aplicar las ocho pruebas con mayor
confianza, para empezar la 1 y la 4, obténgase el límite de control superior
modificado (𝐿𝐶𝑆 ∗) de la carta 𝑛𝑝 de la siguiente manera
𝐿𝐶𝑆 ∗= 𝐸𝑀 𝑛𝑝 + 3 𝑛𝑝 1 − 𝑝
Donde 𝐸𝑀 𝑥 es la función mayor entero o igual que 𝑥, que a un número entero lo
deja igual, pero a un número no entero lo convierte en el entero inmediato mayor a
tal número. Por ejemplo, para calcular el límite superior modificado, lo que se debe
hacer es calcular el 𝐿𝐶𝑆 normalmente, y aplicarle a este la función mayor entero o
igual; así, en el caso de una carta de control cuyo limite superior fuera 17.872,
168
entonces 𝐸𝑀 17.872 = 18. Por lo tanto, 𝐿𝐶𝑆 ∗= 18. Si el limite superior típico para
una carta 𝑛𝑝 es un entero, entonces coincide con el 𝐿𝐶𝑆 ∗. La línea central se calcula
de la misma manera, y el límite de control inferior modificado 𝐿𝐶𝐼 ∗ se obtiene de
la siguiente forma:
𝐿𝐶𝐼 = 𝑛𝑝 − 3𝑆 ∗
Donde 𝑆 ∗ se obtiene al dividir entre 3 la distancia entre la línea central y el 𝐿𝐶𝑆 ∗, asi
𝑆 ∗=
𝐿𝐶𝑆 ∗ −𝑛𝑝
3
De esta manera, las zonas de la carta de control tendrán una amplitud igual a 𝑆 ∗
Los limites de control para una carta 𝑝 se calculan de la misma manera, nada mas
dividiendo entre el tamaño de muestra a los límites de la carta 𝑛𝑝. Concretamente, el
limite de control superior modificado 𝐿𝐶𝑆´ para una carta 𝑝 esta dado por
𝐿𝐶𝑆´ = 𝐿𝐶𝑆 ∗/𝑛
La línea central es 𝑝 y el limite de control inferior modificado 𝐿𝐶𝐼´ esta dado por
𝐿𝐶𝐼´ = 𝐿𝐶𝐼 ∗/𝑛
Con estas pequeñas modificaciones se pueden aplicar con mayor confianza las ocho
pruebas, exceptuando la 8 para falta de variabilidad, y la cuatro se hace más confiable
si en lugar de considerar ocho puntos consecutivos de un solo lado de la línea central,
se consideran nueve.
3.1.7.3.6 CARTAS 𝒄 y 𝒖 (para defectos)
Es frecuente que en control de calidad se requiera evaluar variables discretas como el
numero de defectos por articulo (rollos fotográficos, zapatos, prendas de vestir,
circuitos electrónicos, muebles); en las que en cada producto se puede tener más de
un defecto o atributo no satisfactorio, y sin embargo no catalogar a tal producto como
169
defectuoso. Por ejemplo, un disco de computadora puede tener uno o varios de sus
sectores dañados y se puede utilizar con relativa normalidad.
Otro tipo de variables que también es importante evaluar son las siguientes: numero
de errores por trabajador, cantidad de accidentes, número de quejas por mal servicio,
numero de nuevos clientes, cantidad de llamadas telefónicas, clientes atendidos,
errores tipográficos por pagina en un periódico, numero de fallas de un equipo, etc.
Muchas de estas variables, que se pueden ver como el numero de eventos que ocurren
por unidad, se comportan de acuerdo con la distribución de Poisson, la cual tiene dos
características esenciales: que el número de oportunidades o situaciones potenciales
para encontrar defectos es grande, y que la probabilidad de encontrar un defecto en
una situación es pequeña.
Las variables que se ajusten moderadamente bien en una distribución de Poisson
pueden analizarse a través de las cartas 𝑐 y 𝑢, lo hacen analizando el numero de
defectos por cada subgrupo o muestra (carta 𝑐) o el numero promedio de defectos por
unidad (carta 𝑢).
Carta 𝒄 (numero de defectos).
El objetivo de la carta 𝑐 es analizar la variabilidad del número de defectos. En esta
carta se grafica 𝑐𝑖 que es igual al numero de defectos en la 𝑖-esima unidad (muestra).
Los limites de control en una carta 𝑐 se obtiene a partir de suponer que la variablea a
graficar 𝑋, sigue una distribución de Poisson. En cuyo caso, si la media de 𝑋 es 𝜆,
entonces la desviasion estándar de 𝑋 es igual a
𝜆. En la fórmula para calcular los
limites, 𝑐 es una estimación de 𝜆.
𝐿𝐶𝑆 = 𝑐 + 3 𝑐
𝐿𝐶 = 𝑐
𝐿𝐶𝐼 = 𝑐 − 3 𝑐
170
Donde 𝑐 es el número promedio de defectos por subgrupo, y se obtiene al dividir el
total de defectos encontrados entre el total de subgrupos.
La carta 𝑐 es aplicable donde al tamaño de muestra de sobgrupo (muestra) puede
verse como constante; por ejemplo, una semana, una pieza, 100 artículos, un metro de
tela o cualquier cantidad que pueda verse como unidad, pero siempre debe
permanecer constante. Cuando no permanece constante se aplica la carta 𝑢.
Carta 𝒖 (numero de defectos por unidad)
Cuando en las cartas 𝑐 el tamaño de subgrupo no es constante o cuando, aunque sea
constante, se prefiere cuantificar el número promedio de defectos por unidad en lugar
del total de defectos en la muestra, se usa la carta 𝑢. En esta, para cada subgrupo, se
grafica el número promedio de defectos por unidad, 𝑢𝑖 que se obtiene al dividir el
total de defectos encontrados en el subgrupo entre el total de unidades en el subgrupo.
Es decir,
𝑢𝑖 =
𝑐𝑖
𝑛
Donde 𝑐𝑖 es la cantidad de defectos en la muestra 𝑖, y 𝑛 es el tamaño de la muestra
𝑖.de esta manera los limites de control en una carta 𝑢 estan dados por
𝐿𝐶𝑆 = 𝑢 + 3
𝑢
𝑛
𝐿𝐶 = 𝑢
𝐿𝐶𝐼 = 𝑢 − 3
𝑢
𝑛
Donde 𝑢 es el número promedio de defectos por unidad en todo el conjunto de datos.
Cuando el tamaño de subgrupo, 𝑛, no es el mismo en todos los subgrupos, entonces 𝑛
se sustituye por el tamaño promedio de subgrupo, 𝑛, o por 𝑛𝑖 . En este último caso se
obtiene una carta 𝑢 con límites variables.
171
3.1.7.4 DIAGRAMAS DE DISPERSION
En la búsqueda de las causas de un problema de la calidad y en el reto de innovar un
proceso de producción es común que sea necesario analizar la relación entre dos
variables (características de calidad, variables de proceso, etc.). Por ejemplo, puede
ser de interés investigar si la variación en un factor tiene algún efecto en cierta
característica de calidad, es decir, investigar si existe una relación de causa efecto.
Existen varios métodos estadísticos para llevar a cabo tales investigaciones. Uno de
ellos es el diagrama de dispersión, el cual es una herramienta que permite hacer una
comparación o análisis grafico de dos factores que se manifiestan simultáneamente en
un proceso concreto.
Si 𝑋 representa una variable y 𝑌 la otra, entonces se colectan los datos en pare sobre
las dos variables (𝑋𝑖, 𝑌𝑖). Las parejas de datos obtenidos se representan en una
grafica tipo X-Y (o plano cartesiano) y a la figura resultante se le conoce como
diagrama de dispersión
Ejemplo: Se va a investigar, por medio de un diagrama de dispersión, la relación
entre la resistencia (en Ohm´s) y el tiempo de falla (en minutos) de ciertas
resistencias eléctricas sobrecargadas. Los datos obtenidos para 24 resistencias se
muestran en la tabla 11.
1. Para representar los datos de la tabla 11 en un diagrama de dispersión, ya se
han cumplido el primer paso que es la obtención de datos.
2. Elegir ejes. Como la resistencia del dispositivo es la que puede influir en el
tiempo de falla, entonces en el eje X se especificara la resistencia y en el eje Y
el tiempo.
3. Construir escalas. El mínimo de X es 28 y el máximo 48, con lo que, si
marcamos el inicio del eje X con el 28 y el final con el 48, se pueden hacer
cinco intervalos o marcas de una longitud de 4 unidades. El mínimo de Y es
20 y el máximo es 47, con lo que, si marcamos el inicio del eje Y con 20 y el
final con 50, se pueden hacer seis intervalos o marcas de una longitud de 6
172
unidades. El final de la escala del eje Y fue un poco mayor que el máximo
para facilitar la construcción de la escala.
4. Graficar los datos. Se inicia con la primera pareja de valores para la
resistencia y el tiempo de falla. Que en el ejemplo es (43,32); así, el primer
punto a graficar tiene coordenadas 43 en el eje X y 32 en el eje Y. Graficando
todas las parejas de puntos se obtiene la ilustración 141.
Tabla - 10
Resistencia del dispositivo Tiempo de Resistencia del dispositivo Tiempo de
Falla
Falla
43
32
36
36
29
20
39
33
44
45
36
21
33
35
47
44
33
22
28
26
47
46
40
45
34
28
42
39
31
26
33
25
48
37
46
36
34
33
28
25
46
47
48
45
37
30
45
36
En el diagrama obtenido (Ilustración 132) se puede apreciar fácilmente que a mayor
resistencia del dispositivo mas tarda en fallar; es decir, hay una relación lineal
positiva entre las variables graficadas. Aunque se
presenta una variabilidad
importante, ya que los puntos se alejan mucho de una línea recta imaginaria. Por ello,
el diagrama de dispersión es ampliamente utilizado para investigar o confirmar si un
factor es causa de un problema.
173
Tiempo de falla
Diagrama de
dispersión
50
44
38
32
26
20
28
32
36
40
44
48
Resistencia
Ilustración 132
Interpretación de un diagrama de dispersión
Correlación positiva: Cuando X crese, también lo hace Y, por lo que se habla de una
correlación positiva.
Y
Correlacion Positiva
X
Ilustración 133
Correlación Negativa: Cuando X crese, Y disminuye y viceversa, por lo que se habla
de una correlación negativa.
Y
Correlacion Negativa
X
Ilustración 134
174
Sin correlación: Los puntos están dispersos en la grafica sin ningún patrón u orden
aparente, ya que para valores grandes de X lo mismo se dan valores grandes que
pequeños de Y; en estos casos se dice que X y Y no están correlacionados.
Y
Sin Correlacion
X
Ilustración 135
¿Relación causa-efecto? Un aspecto de suma importancia a considerar en la
interpretación es el siguiente: que dos variables estén relacionadas no necesariamente
implica que una es la causa de la otra. Lo único que indica el diagrama de dispersión
es que existe una relación, y el usuario es quien deberá tomar esa pista para investigar
a que se debe tal relación. Para ver si efectivamente X influye sobre Y se debe recurrir
al conocimiento del proceso o a análisis más detallados que tomen en cuenta otros
factores. De cualquier forma, quien interprete el diagrama de dispersión debe tomar
en cuenta que algunas de las razones por las que las variables X y Y aparecen
relacionadas de manera significativa son:
X influye sobre Y,
Y influye sobre X,
X y Y interactúan entre sí,
Una tercera variable Z influye sobre ambas, y es la causante de tal relación,
X y Y actúan en forma similar debido al azar,
X y Y aparecen relacionados debido a que la muestra no es representativa.
Si el objetivo de un diagrama es investigar si el factor X es la causa del problema Y,
antes de obtener los datos se debe profundizar en la búsqueda de las causas, para que
así X sea una causa y no un reflejo.
175
3.1.7.5 ESTRATIFICACION
La estratificación es una estrategia de clasificación de datos de acuerdo con variables
o factores de interés, de tal forma que en una situación dada se facilite la
identificación de las fuentes de la variabilidad (origen del problema). La
estratificación busca contribuir a la solución de una situación problemática, mediante
la clasificación o agrupación de los problemas de acuerdo a diversos factores que
pueden influiré en los mismos, como puede ser tipo de fallas, métodos de trabajo,
maquinaria, turnos, obreros, proveedores, materiales, etc.
La estratificación es una poderosa estrategia de búsqueda que facilita entender cómo
influyen los diversos factores o variantes que intervienen en una situación
problemática, de tal forma que se puedan localizar prioridades y pistas que permitan
profundizar en la búsqueda de las verdaderas causas del un problema.
Ejemplo: En una empresa del ramo metal-mecánico se ha iniciado un proceso de
mejora continua. Actualmente se está en la fase de diagnostico de calidad y por ello
se tiene un interés particular por evaluar cuales son los problemas más importantes
por los que las piezas metálicas se rechazan cuando se inspeccionan. Este rechazo se
da en diversas fases del proceso y en distintos departamentos.
Para hacer tal evaluación se ha estratificado por tipo de defecto o razón de rechazo, la
cual se muestra en la tabla 12.
En esta tabla se aprecian los diferentes problemas y su magnitud. En particular se
observa que el problema principal es el llenado de las piezas (59% del total de los
rechazos), por lo que es necesario elaborar un verdadero plan que atienda este
problema.
176
Tabla – 12
Clasificación de piezas rechazadas por razón de rechazo y
departamento
Fecha:___________
Razón de
Dpto. piezas
Dpto. piezas
Dpto. piezas
Rechazo
Chicas
medianas
grandes
Total
Porosidad
///// //
///// /////
///// /////
33
60
///// /
Llenado
///// /////
///// /////
///// /////
//
///// /////
/////
///// /////
///
Maquinado
//
/
//
5
Molde
///
///// /
///// //
16
Ensamble
///
//
//
6
Total
26
59
35
120
Si nos enfocamos únicamente al problema del llenado, el siguiente paso sería aplicar
una segunda estratificación, para saber cuáles son los factores que interviene en el
problema de llenado como: departamento, turno, tipo de producto, método de
fabricación, materiales, etc. En esta misma tabla podemos apreciar que del problema
de llenado nuestra falla principal se da en el departamento de piezas medianas (58%).
Si al estratificar el problema de llenado por otros factores no encontráramos ninguna
otra pista importante, entonces nuestro plan de mejora debería concentrarse en el
problema de llenado en el departamento de piezas medianas y olvidarnos por el
momento de los otros problemas y demás departamentos.
177
3.1.7.6 DIAGRAMA DE PARETO
Con frecuencia, las representaciones graficas pueden ser el medio más eficaz de
comunicar esa información. Una de esas técnicas graficas es el diagrama de pareto.
El diagrama de pareto jerarquiza problemas causas, efectos, etc. De acuerdo a su
grado de importancia. En este sentido, es fundamental seleccionar al problema más
importante, y al mismo tiempo, en un principio centrarse solo en atacar su causa más
relevante.
En la elaboración del diagrama de pareto es importante añadir que este se basa en el
principio de Pareto, conocido como “Ley del 20-80”, que establece que el 80% del
problema esta ocasionado por el 20% de las causas. Otra manera de explicarlo sería
que unos pocos elementos 20% nos generan la mayor parte del efecto 80% y del total
de los problemas de una empresa solo unos pocos son realmente importantes.
La idea central del diagrama de pareto es localizar los pocos defectos, problemas o
fallas vitales para concentrar los esfuerzos de solución o mejora de estos. Una vez
que sean corregidos, entonces se vuelve a aplicar el principio de pareto para localizar
de entre los restantes a los más importantes, volviéndose este ciclo una filosofía.
También el diagrama de pereto apoya a la identificación de las pocas causas
fundamentales de los problemas vitales con lo que se podrá reducir de manera
importante las fallas y deficiencias en la empresa.
Ejemplo:
En una empresa se está estudiando el tipo de defecto de que se presenta en una pieza,
se cuenta la frecuencia encontrada de cada tipo de defecto. Y se elabora un diagrama
de pareto para encontrar el defecto más relevante.
Como podemos apreciar en esta grafica (Ilustración 136) nuestros defectos críticos
son los vinilos sueltos, vinilos mal cortados, rajaduras y manchas (78.41%). Por lo
que serian estos los problemas a solucionar.
178
Tabla – 13
Tipo de defecto
Cantidad
Porcentaje
encontrada
1) Rajaduras
39
12.6
2) Carpeta de tela suelta
26
8.38
3) Vinilos sueltos
119
38.4
4) Vidrios desalineados
21
6.77
5) Manchas
36
11.61
6) Ralladuras
20
6.45
7) Vinil mal cortado
46
15.8
310
100%
Total
Ilustración 136
179
3.1.7.7 DIAGRAMA DE ISHIKAWA (DE CAUSA-EFECTO)
La variabilidad de las características de calidad es un efecto observado que tiene
múltiples causas. Cuando ocurre algún problema con la calidad del producto,
debemos investigar para identificar las causas del mismo. Para ello nos sirven los
Diagramas de Causa - Efecto, conocidos también como Diagramas de Espina de
Pescado por la forma que tienen. Estos diagramas fueron utilizados por primera vez
por Kaoru Ishikawa.
Para hacer un Diagrama de Causa-Efecto seguimos estos pasos:
Trazamos un flecha gruesa que representa el proceso y a la derecha
escribimos la característica de calidad:
Ilustración 137
Indicamos los factores causales más importantes y generales que puedan
generar la fluctuación de la característica de calidad, trazando flechas
secundarias hacia la principal; Materias Primas, Equipos, Operarios, Método
de Medición, etc.:
Por ejemplo: En un proceso de fabricación de mayonesa intervienen equipos donde se
hace la mezcla, materias primas (aceite, huevos, condimentos, etc.), procedimientos
de trabajo, personas que operan los equipos, equipos de medición, etc.:
Ilustración 138
180
Incorporamos en cada rama factores más detallados que se puedan considerar
causas de fluctuación. Para hacer esto, podemos formularnos estas preguntas:
Decidimos cual va a ser la característica de calidad que vamos a analizar. Por
ejemplo, en el caso de la mayonesa podría ser el peso del frasco lleno, la densidad del
producto, el porcentaje de aceite, etc.
¿Por qué hay fluctuación o dispersión en los valores de la característica de calidad?
Por la fluctuación de las Materias Primas. Se anota Materias Primas como una de las
ramas principales.
¿Qué Materias Primas producen fluctuación o dispersión en los valores de la
característica de calidad? Aceite, Huevos, sal, otros condimentos. Se agrega Aceite
como rama menor de la rama principal Materias Primas.
¿Por qué hay fluctuación o dispersión en el aceite? Por la fluctuación de la cantidad
agregada a la mezcla. Agregamos a Aceite la rama más pequeña Cantidad.
¿Por qué hay variación en la cantidad agregada de aceite? Por funcionamiento
irregular de la balanza. Se registra la rama Balanza.
Así seguimos ampliando el Diagrama de Causa-Efecto hasta que contenga todas las
causas posibles de dispersión.
¿Por qué la balanza funciona en forma irregular? Porque necesita mantenimiento. En
la rama Balanza colocamos la rama Mantenimiento.
Finalmente verificamos que todos los factores que puedan causar dispersión hayan
sido incorporados al diagrama. Las relaciones Causa-Efecto deben quedar claramente
establecidas y en ese caso, el diagrama está terminado.
Veamos un ejemplo (Ilustración 139) de la Guía de Control de Calidad de Kaoru
Ishikawa, publicada por UNIPUB (N. York). Se trata de una máquina en la cual se
produce un defecto de rotación oscilante. La característica de calidad es la oscilación
de un eje durante la rotación.
181
Ilustración 139
Un diagrama de Causa-Efecto es de por si educativo, sirve para que la gente conozca
en profundidad el proceso con que trabaja, visualizando con claridad las relaciones
entre los Efectos y sus Causas. Sirve también para guiar las discusiones, al exponer
con claridad los orígenes de un problema de calidad. Y permite encontrar más
rápidamente las causas asignables cuando el proceso se aparta de su funcionamiento
habitual.
182
3.1.8 MUESTREO DE ACEPTACION
En las actividades de control de calidad es frecuente que sea necesario inspeccionar
lotes de materia prima, partes o productos terminados para asegurar que se cumplen
ciertos niveles de calidad con un buen grado de seguridad. El muestreo de aceptación
es el proceso de inspección de una muestra de unidades extraídas de un lote con el
propósito de aceptar o rechazar todo el lote.
El muestreo de aceptación se puede aplicar en cualquier relación cliente-proveedor,
ya sea en el interior de una empresa o entre diferentes empresas, y se puede ver como
una medida defensiva para protegerse contra la amenaza del posible deterioro en la
calidad.
En particular si las características de calidad son variables de atributos, entonces un
plan simple de muestreo de aceptación está definido por un tamaño de lote, 𝑁, un
tamaño de muestra, 𝑛, y el numero de aceptación, 𝑐. Por ejemplo, el plan
𝑁 = 600, 𝑛 = 200, 𝑦𝑐 = 2;
Significa que de un lote de 600 unidades se seleccionan y se inspeccionan 200; si
entre estas se encuentran 2 o menos piezas defectuosas, entonces el lote es aceptado.
Pero si se encuentran 3 o más piezas defectuosas el lote es rechazado.
Debemos tener en claro que el muestreo de aceptación, al ser una forma particular de
inspección, simplemente acepta y rechaza lotes, pero no mejora la calidad. Es decir,
el muestreo de aceptación no es una estrategia de mejora de la calidad, es más bien
una forma de garantizar que se cumplan ciertas especificaciones de calidad que han
sido definidas. Tampoco este tipo de muestreo proporciona buenas estimaciones de la
calidad del lote. De esta manera, toda relación entre cliente-proveedor debe enfatizar
la mejora de los procesos y corregir de fondo las causas de las deficiencias en la
calidad, y el muestreo de aceptación debe verse como un esfuerzo complementario de
alcance limitado, pero bajo ciertas condiciones especificas es la decisión más viable
como estrategia defensiva ente el posible deterioro de la calidad.
183
En este sentido, cuando se pretende enjuiciar un lote se tienen tres alternativas:
inspección al 100%, cero inspecciones o muestreo de aceptación. Esta última es una
decisión intermedia entre las otras dos alternativas opuestas, y a veces resulta ser la
más económica globalmente. A continuación explicamos cuando se aplica cada una
de ellas.
Cero inspecciones: esta alternativa es adecuada cuando el proceso con que se fabrico
el lote ha demostrado cumplir holgadamente los niveles de calidad acordados entre
cliente-proveedor. También se plica cero inspección cuando la pérdida global causada
por las unidades defectuosas es pequeña, comparada con el muestreo.
Inspección al 100%: consiste en revisar todos los artículos del lote y quitar los que
no cumplen con las características de calidad establecidas. Los que no las cumplen
podrían ser devueltos al proveedor, reprocesados o desechados. Generalmente, la
inspección al 100% se utiliza en aquellos casos en los que los productos son de alto
riesgo y si pasan pueden causar una gran pérdida económica. También es útil cuando
la capacidad del proceso de fabricación del lote es inadecuada para cumplir las
especificaciones.
Se pensara que la inspección al 100%, aunque costoso, es una buena estrategia de
garantizar la calidad, pero esto no es necesariamente correcto, ya que en la inspección
al 100% se puede caer en la monotonía, en mayores errores de inspección y en
ocasiones el producto se daña. Incluso hay casos en los que debido a los primeros dos
problemas de la inspección al 100%, se tiene como política que las unidades se
inspecciones dos veces (inspección al 200%).
Muestreo de aceptación: esta opción es útil cuando se tiene una o varias de las
siguientes situaciones:
1. Cuando la inspección se hace con pruebas destructivas (tales como pruebas
de tención y resistencia), es indispensable la inspección por muestras, de lo
contrario todos los productos serian destruidos con las pruebas.
2. Cuando el costo de inspección al 100% es demasiado alto comparado con el
costo de pasar las unidades defectuosas.
184
3. En los casos en los que la inspección al 100% no es técnicamente posible o
se requiere mucho tiempo para llevarla a cabo.
4. Cuando el lote lo forman una gran cantidad de artículos que habría que
inspeccionar y la probabilidad de error en la inspección es insuficientemente
alta, de tal manera que la inspección al 100% podría dejar pasar más
unidades defectuosas que un plan de muestreo.
5. En situaciones donde históricamente el vendedor ha tenido excelentes niveles
de calidad y se desea una reducción en la cantidad de inspección, pero la
capacidad del proceso no es suficientemente buena como para no
inspeccionar.
6. Cuando es necesario asegurar la confiabilidad del producto, aunque la
capacidad del proceso fabricante del lote sea satisfactoria.
3.1.8.1 TIPOS DE PLANES DE MUESTREO
Los planes de muestreo de aceptación son de dos tipos: por atributos y por variables.
Planes por variables: En este tipo de planes se toma una muestra aleatoria del lote y a
cada unidad de la muestra se le mide una característica de calidad de tipo continuo
(longitud, peso etc.). Con las mediciones se calcula un estadístico, que generalmente
está en función de la media y la desviación estándar muestral, y dependiendo del
valor de este estadístico al compararlo con un valor permisible, se aceptara o
rechazara todo el lote.
Planes por atributos: En este tipo de planes se extrae aleatoriamente una muestra de
un lote, y cada pieza de la muestra es clasificada de acuerdo con ciertos atributos
como aceptable o defectuosa. Si el número de piezas defectuosas es menor o igual
que un cierto número predefinido, entonces el lote es aceptado, de lo contrario es
rechazado. Algunos planes por atributos pueden ser simples, dobles o múltiples.
En general, los planes más usuales son los de atributos, a pesar de que con los planes
por variables se requiere de un menor tamaño de muestra para lograr los mismos
niveles de seguridad. Esta aparente contradicción puede deberse a la tradición o a que
en los planes por atributos se pueden combinar varias características de calidad en un
185
solo plan, mientras que en los planes por variables hay que diseñar un plan para cada
característica de calidad. Además, en ocasiones las mediciones en los planes por
variables son más costosas. De esta manera debe procurarse que la decisión sobre el
tipo de plan a utilizar es fundamentalmente en un análisis detallado de los costos que
implica cada plan así como la facilidad de llevarlos a cabo, no fundamentar la
decisión en la inercia y la tradición.
Plan de muestreo simple: Este es el plan por atributos que hemos descrito antes, es
decir, consiste en un tamaño de muestra, 𝑛, y en un numero de aceptación, 𝑐, ambos
fijados de antemano. Si en la muestra se encuentra 𝑐 o menos unidades defectuosas,
el lote es aceptado. Por el contrario, si hay más de 𝑐 articulos defectuosos el lote es
rechazado.
Plan de muestreo doble: la idea de este muestreo es tomar una primera muestra de
tamaño pequeño para detectar los lotes muy buenos o los muy malos, y si en la
primera muestra no se puede decidir si aceptar o rechazar por que la cantidad de
unidades defectuosas ni es muy pequeña ni es muy grande, entonces se toma una
segunda muestra, para decidir si aceptar o rechazar tomando en cuenta las unidades
defectuosas encontradas en las dos muestras. De esta manera un plan de muestreo
doble está definido por:
𝑁 = Tamaño del lote
𝑛1= Tamaño de la primera muestra
𝑐1= Tamaño de aceptación para la primera muestra
𝑛2= Tamaño de la segunda muestra
𝑐2 = numero de aceptación para las dos muestras
Por ejemplo: son el plan 𝑁 = 3000, 𝑛1 = 80, 𝑐1 = 1, 𝑛2 = 80, 𝑐2 = 4, del lote de
3000 piezas se toma una muestra inicial de 80 y con base en la información aportada
por esta primera muestra se toma una de las tres decisiones siguientes:
186
1. Aceptar el lote, cuando la cantidad de unidades defectuosas sea menor o igual
que 1 (𝑐1 ).
2. Rechazar el lote, cuando el número de piezas defectuosas sea mayor que 4
(𝑐2 ).
3. Tomar una segunda muestra de 80 unidades, cuando el número de piezas
defectuosas detectadas en la premier muestra sea mayor que 1 (𝑐1 ) pero no
exceda de 4 (𝑐2 ). Si al sumar la cantidad de unidades defectuosas en la
primera y segunda muestra, esta no es mayor que 4 (𝑐2 ) el lote es aceptado,
pero si es mayor que 4 (𝑐2 ) entonces el lote es finalmente rechazado.
Plan de muestreo múltiple: es una extensión del muestreo doble, esto es, aquí se toma
una muestra inicial muy pequeña, y si ya se tiene evidencia de muy buena o muy
mala calidad se toma la decisión en consecuencia, si no es así, se toma una segunda
muestra y se trata de decidir; si todavía no es posible se continua con el proceso hasta
tomar la decisión de aceptar o rechazar el lote.
Con los planes de muestreo doble y múltiple por lo general se requiere menos
inspección que con el simple, pero ofrecen mayor dificultad para ser administrados.
En cuanto a la seguridad, pueden ser diseñados de tal forma que produzcan resultados
equivalentes. Esto es, los procedimientos pueden ser diseñados de tal manera que en
un lote con cierta calidad específica tenga exactamente la misma probabilidad de
aceptación bajo los tres tipos de planes de muestreo. Por consiguiente, para la
selección de un tipo de muestreo, se pueden considerar factores tales como la eficacia
de la administración, el tipo de información obtenida por el plan, la cantidad
promedio de inspección, y el impacto que un plan de muestreo dado pueda tener
sobre el flujo del proceso.
EL diagrama de flujo para la operación de los planes de muestreo doble se muestra a
continuación.
187
Ilustración 140
3.1.8.2 MILITARY STANDARD 105D (ANSI/ASQCZ1.4)
Estos procedimientos para inspección por atributos fueron desarrollados durante la
segunda Guerra mundial. Actualmente el MIL STD 105D es el sistema de muestreo
de aceptación por atributos más usado en el mundo. Su versión original fue
desarrollada en 1950. Desde entonces ha tenido tres revisiones; la última versión es
de 1963. En 1973 fue adoptado por la Organización Internacional de Estándares
(ISO), y le asigno el código ISO-2589.
El índice de calidad que usa de manera principal el MIL STD 105D es el nivel de
calidad aceptable, NCA o AQL. Aunque la probabilidad de aceptar lotes con calidad
NCA es siempre alta, no siempre es la misma para todos los planes que se obtienen
con esta norma (tal probabilidad está entre 0.89 y 0.99). El estándar prevé 26 valores
(porcentajes) diferentes para el NCA. Cuando el estándar se utiliza para encontrar
planes respecto a un porcentaje de artículos defectuosos, los NCA varían desde
0.010% a 10%. Para planes de defectos por unidad hay 10 NCA adicionales que van
de 15 hasta 1000 defectos para cada 100 unidades. Aunque para niveles pequeños de
188
NCA, se puede utilizar los mismos planes para controlar tanto la proporción de
artículos defectuosos como el número de defectos por unidad.
Los NCA forman una progresión geométrica (𝑟 = 1.585), de tal manera que el
siguiente NCA es aproximadamente 1.585 veses el anterior. Generalmente el NCA es
especificado en el contrato o por la autoridad responsable del muestreo, de acuerdo
con diferentes criterios, por ejemplo: el nivel de calidad que se considera como
aceptable, los antecedentes del productor y los niveles de calidad que tiene la rama
industrial o comercial del productor. Pueden considerarse diferentes NCA para
diferentes tipos de defectos. Por ejemplo, el estándar distingue entre defectos críticos,
defectos mayores, y defectos menores. Es práctica común escoger un NCA = 1.00%
para defectos mayores y NCA = 2.5% para defectos menores. Y en general ningún
defecto critico debe ser aceptado, aunque a veces se usan NCA menores que 0.10%.
El estándar ofrece tres procedimientos de muestreo, muestreo simple, doble y
múltiple. Para cada plan de muestreo se prevé ya sea una inspección normal, una
inspección severa o una inspección reducida. La inspección normal es usada al iniciar
una actividad de inspección. La inspección será se establece cuando el vendedor ha
tenido un mal comportamiento en cuanto a la calidad convenida. Los requisitos para
la aceptación de los lotes bajo una inspección severa son más estrictos que en una
inspección normal. La inspección reducida se aplica cuando el vendedor ha tenido un
comportamiento bueno en cuanto a la calidad. El tamaño usado en una inspección
reducida es menor que en una inspección normal, por lo que el costo de inspección es
menor. Así, un convenio de muestreo de aceptación inicia con inspección normal. Si
hay buen comportamiento del proveedor, a este se la premia con una inspección
reducida. Por el contrarios, si el proveedor tiene un mal comportamiento, se le castiga
con una inspección severa, por lo que el aliciente del vendedor para mejorar su
calidad es la inspección reducida. Un plan de muestreo inicia con el plan normal, y el
estándar proporciona reglas que señalan cuando pasar a inspección severa o a
inspección reducida.
El tamaño de muestra usado por el MIL STD 105D se determina por el tamaño del
lote, el nivel de inspección elegido y el NCA acordado. El estándar proporciona tres
189
niveles generales de inspección Ι, ΙΙ y ΙΙΙ. El nivel ΙΙ es usual. El nivel Ι requiere cerca
de la mitad de inspección que el nivel ΙΙ y podría ser usado cuando muy pocos
productos son rechazados. El nivel ΙΙΙ requiere de aproximadamente el doble de
inspección que el nivel ΙΙ, y podría ser usado cuando los lotes son de muy mala
calidad y muchos productos son rechazados. La diferencia entre usar algunos de estos
niveles se da en el tamaño de la muestra, y por lo tanto en la capacidad del plan para
rechazar una calidad peor que el NCA.
El estándar proporciona adicionalmente cuatro niveles especiales de inspección, 𝑆1 ,
𝑆2 ,𝑆3 y 𝑆4 , que se aplica en aquellas situaciones que requieren tamaños pequeños de
muestra, por ejemplo en pruebas destructivas, y cuando se pueden tomar riesgos altos
por no rechazar niveles de calidad peores que el NCA.
3.1.8.3 DISEÑO DE UN ESQUEMA DE MUESTREO CON EL MIL STD 105D
Para obtener los planes de muestreo aplicando el MIL STD 105D, se procede con los
siguientes pasos:
1. Determinar el tamaño del lote.
2. Especificar el NCA (AQL).
3. Escoger el nivel de inspección (usualmente el nivel ΙΙ, que puede ser
cambiado si la situación lo justifica).
4. En la tabla I-A, y de acuerdo con el tamaño del lote y el nivel de inspección,
encontrar la letra código correspondiente para el tamaño de tal muestra.
5. Determinar el tipo de plan de muestreo a ser usado (simple, doble o múltiple).
6. De acuerdo con la letra código y el NCA, en la tabla II-A buscar el plan
simple para inspección normal, en la tabla III el plan simple para inspección
severa y en la IV el plan de inspección reducida.
En el paso 6 solo se ha hecho referencia a las tablas para planes de inspección simple,
el lector interesado en diseñar un plan de muestreo doble o múltiple usando el
estándar puede consultar directamente el estándar.
190
Ejemplo: supongamos que un cliente plantea la necesidad de que su proveedor le
envié solo aquellos lotes que tengan un buen nivel de calidad, por lo que se decide
establecer un plan simple de muestreo de aceptación. El tamaño del lote es de 6000
unidades y se establece que el porcentaje de unidades defectuosas que se considera
aceptable o satisfactoria es de 0.4%, NCA=0.4%, y se acuerda que este tipo de
calidad adecuada tendrá una probabilidad de aceptarse del 0.95, y por lo tanto un
riesgo de no aceptarse de 0.05. El riesgo del productor es 𝛼=0.05, ya que los lotes del
productor que tengan un 0.4% de artículos defectuosos, a pesar de tener una calidad
aceptable, tienen una probabilidad de no aceptarse de 0.05.
También se acuerda que el nivel de calidad que se considerara como no aceptable o
insatisfactoria es de 2.5%, NCL=2.5%. Por ello, los lotes que tengan este porcentaje
de unidades defectuosas tendrán una baja probabilidad de aceptarse de 0.10; de esta
manera el cliente está sumiendo un riesgo 𝛽= 0.10 de aceptar lotes de una calidad
pobre (2.5% de artículos defectuosos).
Entonces si el tamaño del lote de 6000 unidades y utilizamos el niel de inspección ΙΙ,
de acuerdo a la tabla I-A (Pág. 194), la letra código para el tamaño de muestra es L.
Plan normal simple. En la tabla II-A (Pág. 196), ubicando el renglón de la letra L y
la columna de NCA=0.04% vemos que el tamaño de muestra es 𝑛=200 y 𝑐= 2 (en la
tabla aparece 𝐴𝑐). Bajo este plan se rechaza el lote cuando se obtienen tres (𝑅𝑒 = 3)
defectuosos o mas.
Plan de muestreo severo. De la misma forma pero en la tabla II-A se obtiene 𝑛=200
y 𝑐= 1(𝐴𝑐=1), 𝑅𝑒=2. Es decir, en este plan se toma el mismo tamaño de muestra que
en la inspección normal, pero se es más estricto ya que el número de aceptación es
menor.
Plan de muestreo reducido. De la tabla III (Pág. 194) se obtiene 𝑛=80 y 𝑐=
1(𝐴𝑐=1), 𝑅𝑒=3. De esta manera, el lote de 6000 unidades se toma una muestra
aleatoria de 80 unidades, y si al inspeccionar esta se encuentra 0 o 1 defectuosa el lote
es aceptado. Pero si se encuentran 3 o más entonces el lote es rechazado. Y si de las
191
80 se encontraran 2 unidades malas, el lote es aceptado, pero al siguiente lote se le
debe aplicar el plan de inspección normal.
3.1.8.4 REGLAS DE CAMBIO
Los requisitos que establece el estándar para cambiar de un tipo de inspección a otro
son:
1. De normal a severa. Cuando se rechazan 2 de 5 lotes consecutivos.
2. De severa a normal. Cuando se aceptan 5 lotes consecutivos.
3. De normal a reducida. Cuando se cumplen las cuatro condiciones siguientes:
a) 10 lotes consecutivos aceptados.
b) El número total de artículos defectuosos encontrados en los 10 lotes es
menor que o igual al número dado en la tabla V (Pág. 195). Esto se
obtiene ubicando el renglón con el total de unidades inspeccionadas de
los 10 lotes y el NCA que se esté utilizando.
c) La producción es continua; esto es no han ocurrido recientes
problemas como maquinas descompuestas, escasez de material u otros
problemas.
d) Si la autoridad responsable del muestreo considera que es deseable una
inspección reducida.
4. Reducida a normal. Cuando ocurre cualquiera de las cuatro condiciones
siguientes:
a) Un lote o una serie de lotes son rechazado.
b) La inspección del lote termina sin decisión, es decir, el número de
artículos defectuosos en el lote es mayor que 𝐴𝑐 pero menor que 𝑅𝑒.
c) Si la producción es irregular o retardada.
d) Se dan otras condiciones que de alguna manera justifiquen la
aplicación de la inspección normal, tales como los deseos del cliente.
5. Interrupción de la inspección. En caso de que 10 lotes consecutivos
continúen bajo inspección severa (o cualquier otra autoridad responsable), la
inspección de acuerdo con el estándar deberá ser suspendida en espera de que
se mejore la calidad del material sometido a inspección.
192
Existen varios puntos del MIL STD 105D que conviene enfatizar:
I.
II.
El MIL STD 105D, está orientado al NCA.
Los tamaños de muestra seleccionados para usarse en el MIL STD 105D son,
2, 3, 5, 8, 13, 20, 32, 50, 80, 125, 200, 315, 500, 1250, 2000. Es decir no todos
los tamaños de muestra son posibles.
III.
Los tamaños de muestra en el MIL STD 105D están relacionados con los
tamaños de los lotes. El tamaño de la muestra aumenta con el tamaño del lote
y esto da como resultado un aumento de la probabilidad de aceptación para un
NCA dado, y por tanto una disminución del riesgo del proveedor. Esta
característica del estándar es todavía sujeta a algunas controversias. El
argumento a favor del planteamiento en el MIL STD 105D es que el rechazo
de lotes grandes trae consecuencias mayores para el proveedor que el rechazo
de lotes pequeños.
IV.
Las reglas de cambio desde una inspección normal a una severa o viceversa
también son sujetos a crítica. En particular, los ingenieros japoneses en
control de calidad argumentan que en un nivel de calidad NCA de puede dar
una cantidad considerable de cambios erróneos al pasar de inspección normal
a inspección severa
o de inspección normal a inspección reducida. Los
japoneses no utilizan las reglas de cambio del estándar, pero usan reglas de
cambio que se basan en el promedio del proceso estimado con base a los
últimos 5 lotes.
V.
Si las reglas de cambio son usadas incorrectamente, se tiene como
consecuencia grandes fallas. Cuando esto sucede, los resultados de la
inspección son inefectivos y engañosos y aumentan el riesgo del consumidor.
193
Tabla I–A – Letras código para el tamaño de muestra
Tabla III
194
Tabla IV
Tabla V
195
TABLA II-A
196
3.1.9 CONTROL ESTADISTICO, APLICACIÓN
Como ya lo comentamos al inicio de este capítulo, todo proceso que se quiera
controlar debe estar sometido a una serie de controles y muestreos para asegurar el
control de la calidad.
Los formatos que se muestran a continuación eran los que se utilizaban en la empresa
AT&T para el control de la producción y aseguramiento de la calidad en la
producción de teléfonos alambricos, inalámbricos, contestadoras y teléfonos
celulares.
Esta empresa estuvo trabajando durante los años 1990 al 2000 en este estado. Y el
proceso de producción y calidad se llevaba se la siguiente forma.
3.1.9.1 CONTROLES DE LA PRODUCCION
El superintendente de producción era encargado de dar a conocer a los supervisores
los planes de control diario, semanales y mensuales, además de revisar los avances
diarios. También de notificar los cambios si los había.
Los supervisores eran responsables de cumplir con los programas de producción
diaria, semanal y mensual. Diariamente se debía llevar en un pizarrón la información
del avance de su área. Además dejar por escrito las causas por las que no se cumplía
los programas.
Además debía llenar un reporte de producción lograda al final de cada su turno.
Se llenaba un reporte de avance de producción, fallas, yield por hora en un formato
diferente.
Además se llevaban reportes de producción para la captura en la base de datos de
manufactura.
197
Y por ultimo un reporte de fallas por hora.
Ilustración 141 – Reporte de producción
198
Ilustración 142 – Reporte de producción para prueba final
Ilustración 143 - Reporte diario de producción para Hand set
199
Ilustración 144 – Reporte diario de producción para PWB
Ilustración 145 – Reporte de fallas por hora
200
3.1.9.2 EFICIENCIA DE LA LINEA DE PRODUCCION
¿Qué es el “Yield”?
El “Yield” en las empresas de manufactura electrónicas se refiere a la eficiencia de
los diferentes procesos.
Cuando hablamos de “Yield” nos referimos a “First pass Yield” o Yield de primara
pasada, y en este no se incluyen para los cálculos las unidades reparadas.
¿Cómo se calcula el Yield?
A lo largo de todo el proceso existen diferentes áreas de control, básicamente todas
aquellas estaciones donde se realizan pruebas a las tarjetas o el equipo armado que
nos sirven para controlar el proceso y más adelante hablaremos de cómo se lleva el
control. Para cálculos de Yield los puntos donde se lleva a cabo esta medición son
ICT/Sintonía/Inicialización y Control de Yield respectivamente.
Ilustración 146 – Puntos de control de Yield
Esto significa que si durante el proceso, o sea antes de que las unidades lleguen, o aun
cuando lleguen a las estaciones de control de yield, se detecta algún problema, y esta
unidad tiene que “salir del flujo normal del proceso” por cualquier razón, la unidad se
considera como “mala” y tendrá que ser reflejada en el yield.
Cuando era detectado un problema especifico durante el proceso y este afectaba
varias unidades, se debían contabilizar como “unidades malas” todas las unidades que
estuvieran cargadas en la banda desde el punto en que se generaba el problema hasta
el punto de medición de yield (en PWB o E. Final)
201
Por ejemplo si se detectaba un componente equivocado en una estación de pruebas
eléctricas se
consideraba como “unidades malas” todas las unidades que se
encontraban desde el inicio de Fast Line hasta el punto de medición de Yield, en el
entendido que las tarjetas que aun no entran en la línea de Fast Line no será
consideradas como “unidades malas” y debían ser regresadas a SMT con su
respectiva notificación de rechazo, pues se trataba de material que todavía no
entraban al proceso de SMT.
Todas las unidades que fallan en la primera ocasión en las estaciones de prueba (ICT,
Inicialización, sintonización, Gomer, etc.) se volvían a probar máximo 2 ocasiones
más, para verificar si se trataba de un falso rechazo o una unidad mala. Cuando se
determinaba que la unidad era un “falso rechazo” se anotaba en el formato para llevar
el control de “falsos rechazos por equipo” y se anotaba como “Buena”. Si de
determinaba que la unidad era mala, entonces se marcaba como “Mala”. Las unidades
marcadas como malas se sacaban de la banda y pasaban a la estación de reparación.
1er Caso
2º Caso
3er caso
4º Caso
Primera Vez
Pasa
Falla
Falla
Falla
Segunda Vez
-
Fala
Pasa
Pasa
Tercera Vez
-
-
Pasa
Falla
Clasificarla
Buena
Mala
Falso
Mala
Probada por:
como:
Rechazo
Tabla # 14 - Criterio para la clasificación de unidades en las estaciones de prueba
Cada hora se recolectaban los datos en los formatos de “Falsos rechazos por equipo”
y se concentraban en el “Resumen de falsos rechazos por equipo” para determinar
cuáles eran los equipos que estaban ocasionando más problemas, tomar acciones
correctivas si estas eran necesarias.
202
Ilustración 147– Resumen de falsos rechazos por equipo
Ilustración 148 – Control de falsos rechazos por equipo
203
Para efectos de cálculos de Yield las unidades que eran falsos rechazos serán
consideradas como “unidades malas”.
También eran consideradas como “unidades malas” todas aquellas unidades con
problemas que por cualquier razón, no sean detectados por los equipos de pruebas,
como se vio en el ejemplo anterior.
Las unidades que se perdían por defectos cosméticos también se consideraban como
“unidades malas” para efectos de cálculos de yield.
Las unidades reparadas no se consideraban ni como unidades “buenas” ni “malas”,
pues en su momento, estas ya fueron consideradas como unidades “malas”. Por lo
tanto estas se segregaban del cálculo del yield. Y si la magnitud del problema era tal
que se debía correr 1, 2 o más horas con estas unidades, se consideraba que estas
horas “no había “yield”, ya que se estaba corriendo con unidades “reparadas”. Y una
vez que se terminaba de correr con unidades reparadas, el cálculo de Yield se
reiniciaba de forma normal.
Estos eran a grandes rasgos las consideraciones que se debían de tomar para el
cálculo de Yield.
Para el cálculo de Yield, deberá aplicarse la siguiente fórmula:
𝑌𝑖𝑒𝑙𝑑 =
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑏𝑢𝑒𝑛𝑎𝑠, 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠 𝑒𝑛 𝑢𝑛𝑎 ℎ𝑜𝑟𝑎
∗ 100
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑏𝑢𝑒𝑛𝑎𝑠 + 𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑚𝑎𝑙𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠 𝑒𝑛 𝑢𝑛𝑎 ℎ𝑜𝑟𝑎
Donde las “Unidades buenas” y las “Unidades malas” son el total de estas hasta la
estación de yield donde se está haciendo el cálculo.
Cada vez que el Yield bajaba hasta del límite establecido por el Ingeniero de
Producto (este era de 90% para todos los productos) se debía parar el proceso. El
supervisor generaba una requisición de “Acción correctiva y acción para evitar la
recurrencia del problema”. Donde se especificaba que área genero el problema, línea
a que pertenecía, modelo, turno, en que operación se detecto, fecha, Yield de la hora,
204
nombre y firma. Este formato se entregaban al ingeniero de Proceso del área donde se
genero el problema y realizaba las acciones correctivas y las acciones para evitar la
recurrencia del problema necesarios, llenando el formato y entregando copias de
evidencia para referencias posteriores.
Ilustración 149 – Formato de acción correctiva y acción para evitar la recurrencia del problema
Cuando la pérdida de eficiencia (Yield) era causada por material de cualquier área de
soporte (SMT, Moldeo o Impresión) se notificaba con una copia de esta requisicione
a dichas áreas.
Una vez determinada la causa del problema, y tomadas las acciones necesarias, se
procedía a reiniciar el proceso. Una vez contestadas las notificaciones de acciones
correctivas y para evitar recurrencia el ingeniero de proceso los entregaba al
ingeniero de producto para que este verificara que las acciones fueron adecuadas para
elevar el Yield y se llevaron a cabo satisfactoriamente, con lo cual dichas acciones
quedaban cerradas.
Los supervisores debían mantener la información actualizada por hora en un pizarrón
y la grafica de los resultados del yield de cada área, además de llenar el respectivo
formato de resultados de Yield al final del turno, mismo que se entregaba para
generar reportes mensuales.
205
Ilustración 150 – Formato de Resultado del Yield
3.1.9.3 CONTROL DE UNIDADES CON FALLAS
Las líneas de producción de PWB y Ensamble Final tenían la siguiente distribución:
Ilustración 151 – Distribución de una línea de PWB
206
Ilustración 152 – Distribución de una línea de Ensamble Final
Esta distribución podía variar dependiendo de las necesidades del producto que se
corría.
Así cada estación está identificada con un numero par o un numero non dependiendo
de qué lado de encontrara (lado derecho pares, izquierdo nones). Numeradas desde
PWB hacia Ensamble Final. Este número se usaba para identificar las unidades
probadas en cada estación.
Las unidades ensambladas en PWB que pasaban las pruebas eléctricas, se les
colocaba una etiqueta donde no afectara al producto/proceso y tenia los siguientes
campos.
Ilustración 153 – Etiqueta para identificar las unidades en PWB
207
Donde:
LW= indica que se probo en una línea de PWB.
XX= Nuero de línea
Y= turno
ZZ= semana T=ICT B=Programación S=Sintonía I=Inicialización
E=Enlace
XX= se utilizaba si era necesario agregar una prueba adicional.
Estos campos eran llenados con lápiz, pluma y marcador por el operador de cada
estación. El supervisor era encargado de dar indicaciones del orden en que cada
operador tomaría las unidades y dispondría de las unidades “buenas”. Si alguna de
las pruebas no se realizaba en algún modelo bastaba con dejar el espacio en blanco. Y
el formato de la etiqueta se podía variar se requería.
Cuando una unidad era encontrada como falla en alguna de las pruebas eléctricas el
operador enviaba la unidad con un reporte de falla impreso por el equipo (cuando
aplicaba) o el código de falla para que fuera diagnosticada por el técnico de
reparación, no se marcaba el campo correspondiente en la etiqueta.
Las unidades ensambladas en el área de Ensamble Final. Que habían pasado por las
pruebas eléctricas debían identificarse con una etiqueta impresa como la siguiente:
Ilustración 154 – Etiqueta para identificar unidades en Ensamble Final
Donde:
C= Cosmético
B= Batería
S= Sintonía
T= Transmisión
RF= Radio frecuencia
G= Gomer.
Cuando una unidad fallaba se le colocaba una etiqueta con el código de falla y era
registrada en la estación de Yield.
Al igual que en PWB cada campo en la etiqueta era llenado por el operador con el
numero de la estación donde fue probado.
208
Las unidades reparadas en PWB y Ensamble Final, se anotaban en un reporte de
producción correspondiente al área de reparación, además se lo colocaba una etiqueta
a la unidad donde se especificaban:
Ilustración 155 – Etiquetas para unidades reparadas en PWB o en Ensamble Final
Donde:
XXXX=numero de empleado
CF= Código de falla
E= Reparación eléctrica.
WWWW=numero de código el diagnostico.
O si era de Ensamble final:
XXXX=numero de empleado
CF= Código de falla
C= Reparación eléctrica.
WWWW=numero de código el diagnostico.
Ilustración 156 – Ejemplos de códigos de fallas
El supervisor era quien decidía el lugar y forma en que las unidades reparadas volvían
a ser probadas y cargadas en la banda.
Se llevaba un reporte diario de fallas por hora, unidades para reparación y unidades
reparadas diario. Esta información se recopilaba y se comparaba para generar
informes mensuales.
209
Ilustración 157 – Formato de Reporte de unidades para reparación PWB
Ilustración 158 – Reporte de unidades para reparación Ensamble Final
Ilustración 159 – Reporte de fallas por hora
210
3.1.9.4 PAROS DE LINEA
EL Supervisor era responsable de notificar a su superintendente cuando ocurría un
paro de línea por defectos de calidad. Si después de 15 minutos la línea continuaba
parada se debía notificar al Director de Manufactura y al Gerente de Ingeniería. Si la
línea continuaba parada después de 30 minutos se debía notificar al Director General.
Paro de línea por área de soporte.
Cada vez que una línea de producción era afectada por un problema se llenaba una
forma. En esta era necesario especificar:
La fecha.
Hora.
Un número de folio que se generaba y era exclusivo de cada línea.
Nombre del supervisor
La causa del paro, si esta era por falta de materiales se a causa de cuales
incluyendo No. de parte.
Ilustración 160 – Notificación de paro de línea
211
Una copia de esta este formato era entregado al área que genero al paro, quien
firmaba de enterado (mas no de responsable hasta que se hacia la investigación). Era
responsabilidad del supervisor o encargado del área que genero el paro seguir el
procedimiento de la notificación del paro y llenar e formato y tomar las acciones
pertinentes. Una vez concluida la investigación se definía el responsable, hora de
arranque y se entregaba una copia del formato a las personas involucradas dando por
concluido el caso.
Ilustración 161 – Formato para llevar el control de folios de notificaciones de paro de línea
Todos estos formatos se acumulaban para generar un reporte mensual de tiempos
caídos y áreas que los generaba.
Paro de línea por “Defecto Mayor” de calidad
Cuando los auditores de calidad detectaban un “Defecto Mayor” en la línea de
ensamble final. La unidad era entregada al ingeniero de análisis de fallas para que
determinara la causa de la falla. Se tomaba una muestra de 10 unidades después de la
estación de aseguramiento de calidad. Esta muestra era analizada nuevamente
haciendo todas las pruebas de funcionalidad, eléctricas, y sonido.
Si el ingeniero de análisis de falla encontraba que la falla era por:
Problema de mano de obra, el supervisor debía tomar acciones correctivas al
instante.
212
Problema de equipo: el supervisor debía dar aviso al ingeniero de pruebas
para que este tomara las acciones correctivas necesarias.
Problema de materiales: el ingeniero de proceso y/o producto debían tomar
acciones correctivas y determinar los lineamientos a seguir.
Si en la muestra no se encontraban más unidades defectuosas y se tomaron las
acciones correctivas al respecto se procedía a reiniciar las operaciones.
Si en la muestra se detectaban:
Otra unidad con defecto, se debía:
Probar las unidades de la banda eléctricamente, nuevamente en la
operación en que quedaron.
Inspeccionar la última tarima de acuerdo a la falla encontrada.
Todo esto siguiendo el diagrama de flujo para criterios de calidad (Ilustración 162).
Ilustración 162 – Diagrama de flujo para Criterios de decisión de Calidad
213
3.1.9.5 RECHAZO DE MATERIALES NO CONFORMES
Cuando se encontraba un material no conforme en las líneas de PWB y Ensamble
Final debido a áreas de soporte se generaba un reporte de notificación de rechazo de
material, que tenia la siguiente información:
Fecha.
Línea.
Un número de folio.
El área que genero los defectos.
Modelo que se está trabajando.
Numero de defectos encontrados.
Lugar donde fue encontrado el problema (estación de prueba).
Descripción del defecto.
No. Operador que original el problema
Turno
Maquina (en caso de que aplique).
Fecha en que se encontró el problema.
Cantidad de material rechazado, que se devuelve al departamento responsable
para su corrección.
Nombre y firma del Supervisor que reporta el problema.
Nombre y firma del encargado del área que recibe el material rechazado.
Causa del problema.
Acciones correctivas para evitar la recurrencia.
Este formato se entregaba al encargado del área que género el problema en original,
quien firmaba de enterado la notificación y entregaba una copia. Además debía dar
seguimiento a las acciones correctivas y acciones para evitar la recurrencia del
problema.
Estos reportes se acumulaban para generar reportes mensuales.
214
Ilustración 163 – Notificación de rechazo
3.1.9.6 ASEGURAMIENTO FINAL DE LA CALIDAD
Una vez que las unidades ya han sido probadas y empacadas se aplica un último
muestreo se aceptación antes de ser enviadas al cliente. Para esto se contaba con
verificadores de calidad que hacían un muestreo de aceptación a las unidades
empacadas para aceptar o rechazar un lote.
PROCEDIMIENTO DE INSPECCION
Se aplicaba un plan de muestreo doble, de acuerdo con las normas MLTSTD 105D.
La inspección Visual/Mecánica al nivel ΙΙ de inspección con AQL (NCA) del
1.0%. para defecto mayor, y AQL (NCA) del 4% para defecto menor.
La inspección eléctrica al nivel ΙΙ de inspección con AQL del 1.0 %.
Se consideraba como lote, la cantidad de producto que se producía en el turno
laboral, por lo que el numero de muestras era en base al plan de producción
diaria dependiendo den modelo que se trabajara.
Así se hacían una serie de muestras parciales durante el turno en base a las
tablas del plan de muestreo MLT STD 105D en base a la producción.
215
Ilustración 164 – Tabla MLT STD 105D
A las unidades se les hacían nuevamente todas las pruebas de funcionalidad (HiPot,
Batería, Gomer, RF, etc.) en la estación de calidad. De acuerdo a las siguientes
definiciones.
Defecto. Aquella característica o calidad del producto que no cumple con lo
esperado, especificado o diseñado. Una unidad es defectiva si contiene uno o más
defectos.
Defecto Menor (I). Aquel que no afecta la usabilidad del producto en su
intencionado propósito. Podría ser una variación del estándar la cual tiene una
pequeña importancia en la operación de la unidad. También se considera como uno
que no afecte la percepción del cliente y que pueda repercutir en insatisfacción y
retorno.
Defecto Mayor (M).Aquel que resulta en falla, afecte su usabilidad o induzca en una
reacción adversa en el cliente, al decrementar la confiabilidad del producto. Una falla
intermitente era considerada como defecto mayor.
216
Defecto Crítico (C).Aquel que resulta de una condición insegura o riesgosa para el
usuario, manteniendo o dependiendo del producto.
Falla intermitente. Cualquier falla en las pruebas que alguna vez paso pero que falla
nuevamente durante los intentos subsecuentes. Si el producto fallaba el inspector
probaba nuevamente la unidad hasta 5 veces, con el fin de demostrar la prueba de
intermitencia. Si esta no podía ser probada el defecto no procedía.
En el transcurso del turno se iban tomando muestras y se llenaban los formatos de
toma de muestra y descripción de rechazos. Cuando se encontraban rechazos en la
muestra se tomaba acciones de acuerdo al criterio se decisión. El criterio de decisión
estaba definido por el Diagrama de Flujo del Proceso de Calidad. Este definía
cuando una operación debía ser detenida y que se haría por parte de ingeniería de
producto y manufactura cuando el sistema encuentra un defecto mayor.
Ilustración 165 – Formato para toma de muestras
217
Ilustración 166 – Formato para descripción de rechazos
Ilustración 167 – Criterios de decisión para los planes de muestreo
218
Las condiciones de aceptación y rechazo están definidas según las tablas MLT STD
105D. Cuando se encontraba un defecto mayor se reportaba en la forma Registro de
Inspección de Salida y firmado por Manufactura o Ingeniería. Además si
se
encontraba un defecto Mayores o menores acumulados, se generaba una N.R.
(Rejection Notice).
Ilustración 168 – Notificación de Rechazo (Rejection Notice)
Entendiéndose como defectos acumulados la cantidad de defectos menores que se
presentaban en un lote y este amerite ser rechazado de acuerdo al plan de muestreo
MLT STD 105D. Cuando se rechazaba un lote completo se generaba una
Notificación de Rechazo de lote.
219
Ilustración 169 – Notificación de Rechazo de Lote
Todos estos documentos eran llevados y llenados por el supervisor de sistemas de
calidad.
Si no se encontraban unidades defectuosas en la muestra, se sellaba el lote como
“aceptado”, se generaba la papelería correspondiente y el lote era abalado y mandado
al almacén de embarques.
220
Ilustración 170 – Formato de aceptación de lote.
No solo en las áreas de PWB y Ensamble Final se aplicaban controles de calidad, esto
se hacía en todas las áreas de
soporte; moldeo, impresión, SMT, e inserción
automática.
Como ya hemos dicho todos los reportes de control se acumulaban y capturaban para
generara reportes mensuales. Todo esto servía como fuente de información para todos
los controles estadísticos de calidad y servía de retroalimentación para la mejora de
los procesos.
Cada mes se hacían juntas de retroalimentación las cuales servían para que
supervisores, ingenieros y técnicos tuvieran información se las áreas y procesos que
eran susceptibles a mejorar.
221
3.2 TECNICAS DE SUPERVISION
3.2.1 - SUPERVISION
Ilustración 171
La Supervisión, según la Etimología significa "mirar desde lo alto", lo cual induce la
idea de una visión global. Por otra parte, en su concepto más propio supervisión es un
proceso mediante el cual una persona procesadora de un caudal de conocimientos y
experiencias, asume la responsabilidad de dirigir a otras para obtener con ellos
resultados que les son comunes.
Hoy más que nunca, se requiere en las empresas hombres pensantes, capaces de
producir con altos niveles de productividad en un ambiente altamente motivador
hacia sus colaboradores.
Supervisar
efectivamente
requiere,
planificar,
organizar,
dirigir,
ejecutar
retroalimentar constantemente. Exige constancia, dedicación, perseverancia, siendo
necesario poseer características individuales en la persona que cumple esta misión.
La supervisión es una actividad técnica y especializada que tiene como fin
fundamental utilizar racionalmente los factores que le hacen posible la realización de
los procesos de trabajo: el hombre, la materia prima, los equipos, maquinarias,
herramientas, dinero, entre otros elementos que en forma directa o indirecta
intervienen en la consecución de bienes, servicios y productos destinados a la
satisfacción de necesidades de un mercado de consumidores, cada día más exigente, y
que mediante su gestión puede contribuir al éxito de la empresa.
222
3.2.2 - CONCEPTO DEL SUPERVISOR
Ilustración 172
El termino supervisor se aplica en todos los niveles de la administración a quienes
dirigen las actividades de otros. Pero se ha vuelto costumbre aplicarlo sólo a las
personas de los niveles inferiores de la jerarquía administrativa.
El supervisor es un elemento clave dentro de cualquier organización. De él depende
la calidad del trabajo, el rendimiento, la moral y el desarrollo de buenas actitudes por
parte de los trabajadores. El supervisor dirige y evalúa el trabajo y conoce a todos los
trabajadores.
El supervisor moderno ha dejado de ser operador y el líder nato del grupo para
convertirse en un especialista del comportamiento humano, en lo que concierne a la
práctica de la habilidad administrativa y de los aspectos técnicos de su cargo.
3.2.3 - OBJETIVOS DE LA SUPERVISIÓN
1. Mejorar la productividad de los empleados
2. Desarrollar un uso óptimo de los recursos
3. Obtener una adecuada rentabilidad de cada actividad realizada
4. Desarrollar constantemente a los empleados de manera integral
5. Monitorear las actitudes de los subordinados
6. Contribuir a mejorar las condiciones laborales
223
3.2.4 - CARACTERÍSTICAS DEL SUPERVISOR
Ilustración 173
El puesto de supervisor es tan exigente que la alta gerencia tiende a buscar súper
individuos. La mayoría de las empresas determinan criterios conforme a los cuales
deben ser ajustados los candidatos a supervisor.
A continuación se presenta algunas características personales de los supervisores:
Conocimiento del Trabajo: Esto implica que debe conocer la tecnología de
la función que supervisa, las características de los materiales, la calidad
deseada, losa costos esperados, los procesos necesarios, etc.
Conocimiento de sus Responsabilidades: Esta característica es de gran
importancia, ya que ella implica que el supervisor debe conocer las políticas,
reglamentos y costumbres de la empresa, su grado de autoridad, sus relaciones
con otros departamentos, las normas de seguridad, producción, calidad, etc.
Habilidad Para Instruir: El supervisor necesita adiestrar a su personal para
poder obtener resultados óptimos. Las informaciones, al igual que las
instrucciones que imparte a sus colaboradores, deben ser claras y precisas.
Habilidad Para Mejorar Métodos: El supervisor debe aprovechar de la
mejor forma posible los recursos humanos, materiales, técnicos y todos los
que la empresa facilite, siendo crítico en toda su gestión para que de esta
manera se realice de la mejor forma posible, es decir, mejorando
continuamente todos los procesos del trabajo.
224
Habilidad para Dirigir: El supervisor debe ser líder de su personal,
dirigiéndolo con la confianza y convicción necesaria para lograr credibilidad y
colaboración de sus trabajos.
Obviamente son cualidades excelentes en cualquier persona como también es
cierto que es difícil encontrar a quien las reúna todas. Afortunadamente muchos
de estos atributos se pueden adquirir o mejorar a través de programas de
capacitación y desarrollo para supervisores.
3.2.5 - FUNCIONES DEL SUPERVISOR
Ilustración 174
De manera muy general se puede decir que todo supervisor tiene cuatro (4) grandes
funciones:
PROYECTAR: Se debe programar o planificar el trabajo del día, establecer
la prioridad y el orden, tomando en cuenta los recursos y el tiempo para
hacerlo, de igual forma el grado de efectividad de sus colaboradores, así como
la forma de desarrollar dicho trabajo dentro de su departamento. Proyectar en
el corto, mediano y largo plazo. es uno de los pilares fundamentales para el
éxito de cualquier supervisor.
DIRIGIR: Esta función comprende la delegación de autoridad y la toma de
decisiones, lo que implica que el supervisor debe empezar las buenas
relaciones humanas, procurando que sus instrucciones claras, específicas,
concisas y completas, sin olvidar el nivel general de habilidad de sus
colaboradores.
225
DESARROLLAR: Esta función le impone al supervisor la responsabilidad
de mejorar constantemente a su personal, desarrollando sus aptitudes en el
trabajo, estudiando y analizando métodos de trabajo y elaborando planes de
adiestramiento para el personal nuevo y antiguo, así elevará los niveles de
eficiencia de sus colaboradores, motivará hacia el trabajo, aumentará la
satisfacción laboral y se lograra un trabajo de alta calidad y productividad.
CONTROLAR: Significa crear conciencia en sus colaboradores para que sea
cada uno de ellos los propios controladores de su gestión, actuando luego el
supervisor como conciliador de todos los objetivos planteados. Supervisar
implica controlar. El supervisor debe evaluar constantemente para detectar en
que grado los planes se están obteniendo por él o por la dirección de la
empresa.
3.2.6 - ESTILOS DE SUPERVISIÓN
Ilustración 175
ESTILO AUTOCRÁTICO: Característico de individuo autocráticos, que sin
consultar con nadie, señalan o determinan que debe hacerse, cómo y cuando en forma
categórica, indican la fecha de su cumplimiento y luego lo comprueban en la fecha y
hora señaladas. Caracterizado por un personalismo exagerado en las líneas de toma
de decisiones.
ESTILO DEMOCRÁTICO: Característico del supervisor que permite que los
trabajadores participen en el análisis del problema y su solución. Anima a sus
hombres para que participen en la decisión. Es directo y objetivo en sus comentarios
y comprueba si el trabajo había sido realizado, felicitando después al que lo merezca.
226
ESTILO LIBERAL: El supervisor no ejerce control del problema, prefieren que sus
hombres hagan lo que consideran conveniente y deja que las cosas sigan su propio
camino.
LOS INDIVIDUOS HOSTILES: Se resienten de la autoridad. Su hostilidad se
canaliza mejor tratándolos autoritariamente. El estilo autocrático canaliza su
agresividad
y
atiende
a
dirigirla
hacia
objetivos
constructivos.
Resulta
verdaderamente extraño que el otro tipo de persona que responde positivamente ante
el estilo autocrático sea precisamente la opuesta a la hostil - la persona dependiente.
Esta necesita una dirección firme. Su mansedumbre y dependencia le dan una
sensación de estar flotando en el aire. Si el líder es dominante y autoritario,
tranquiliza a la persona dependiente.
El trabajador que gusta de formar parte del equipo reacciona muy bien ante el estilo
democrático. Encuentra satisfacción en trabajar fraternalmente unido al grupo bajo el
liderato democrático. Las personas que cooperan también rinden al máximo cuando
se utiliza el estilo democrático. Las personas que cooperan también rinden al máximo
cuando se utiliza el estilo democrático. El hecho de que cooperen no significa
necesariamente que la persona carezca de iniciativa y de una razonable dosis de
acometividad. Las personas que cooperan, con un mínimo de control, se convierten
en las más productivas.
El estilo liberal solamente da resultado con aquellos individuos que verdaderamente
conocen su trabajo. Son estables en su desempeño y no pierden el control cuando
tropiezan con situaciones de emergencia. El tipo individualista o introvertido es
generalmente más productivo bajo el tipo de liderato liberal.
227
3.2.7 - SUPERVISIÓN Y COLABORACIÓN
Ilustración 176
En primer lugar el supervisor debe expresar primero confianza en que los nuevos
empleados van a desempeñarse bien en el puesto. Los supervisores necesitan alertar a
estos individuos, indicándoles, que la compañía no los hubiera contratado si no
creyera que podrían desarrollar las funciones del puesto.
En segundo lugar los supervisores necesitan explicar cualquier requerimiento que
señale el cargo y este a su vez se le tiene que dar como una especie de explicación
con un previo adiestramiento, para que el nuevo empleado que ingrese a la
organización no corneta fallas que le pueda costar a la empresa y así poder cumplirá
cabalidad los objetivos de la organización.
En tercer lugar, el supervisor debe informar al empleado recién contratado de lo de lo
que le gusta y lo que le disgusta, eso debe hacerse recién entrando el nuevo empleado
para que en un mañana no exista lo que conocemos como un roce o un mal clima
organizacional. Cada supervisor tiene preferencia especificas por uno o dos
trabajadores eso no es aconsejable porque eso incita malestar entre los mismo
compañeros, una desunión total o una rivalidad y eso pondría en peligro la
producción de la empresa.
3.2.8 - LOS DIEZ MANDAMIENTOS DEL SUPERVISOR.
1. Analice y programe el empleo de su tiempo. El tiempo es su más precioso
recurso y, además, irrecuperable. Se avaro con él.
2. El respeto a la dignidad de las personas es la clave de las relaciones humanas.
Otorgue sin discriminaciones, un trato ecuánime, considerado y respetuoso a
sus colaboradores.
228
3. La buena supervisión es aquella que logra un justo equilibrio entre los
derechos e intereses de los colaboradores de la empresa y los de sus
propietarios. Busque siempre este equilibrio.
4. Supervisor sensato es el que mantiene una honrada posición entre el presente
y el futuro en cuanto al objetivo de obtenerse beneficios crecientes. No
sacrifique el porvenir de la empresa para mostrar este año utilidades
espectaculares.
5. No concentre funciones. Asuma el riesgo de delegar. Así desarrollará el
potencial latente de sus colaboradores y podrá dedicar más tiempo a su trabajo
específico de dirección.
6. No es posible el desarrollo de una empresa sin el desarrollo de sus recursos
humanos. Sea un maestro en seleccionar, promover, estimular y educar a sus
colaboradores.
7. Como miembro del sector dirigente más dinámico de la sociedad, el
supervisor debe estar a la vanguardia en la permanente adquisición de
conocimientos. Manténgase al día en formación / información.
8. Todo negocio tiene sus líneas productivas básicas. Cuando piense en el
desarrollo de nuevas líneas, no desperdicie lo cierto por andar detrás lo
incierto. Sueñe un poco pero jamás deje de ser hombre realista.
9. Los actos y ventajas indebidos impugnan a la integridad moral. No viole los
principios éticos ni aun en beneficio de la empresa, será su mejor decisión de
supervisor.
10. Todo no ha de ser negocios, no caiga en la unídimensionalidad. Enriquezca su
vida en el amor y el afecto a su cónyuge, sus amistades, sus hijos, la
humanidad, la naturaleza; y en la atención y el entusiasmo por otros valores
humanos.
229
3.2.9 TECNICAS DE SUPERVISION, APLICACIÓN
Para cualquier persona con responsabilidades de dirigir grupos de individuos dentro
de una empresa, el talento en materia técnica y de supervisión indispensable para
lograr un mejor desempeño de una organización. Realmente los individuos esperan
mucho de sus supervisores, los supervisores también esperan mucho de los
componentes de su grupo. Ser pues supervisor con capacidad para satisfacer las
necesidades emocionales, sentimentales y materiales de aquellos que lo necesiten son
cualidades esenciales en todo liderato.
Cuando un individuo se le llama para desarrollar actividades supervisoras, ese solo
talento no es suficiente para asegurar el éxito como supervisor. Este también debe
poseer habilidad para fijar y lograr objetivos, establecer prioridades y planes de
acción, tomar decisiones, organizar las tareas, motivar a sus colaboradores, controlar
el curso de las acciones y retroalimentar a su personal. En otras palabras, debe saber
manejar los recursos con que se dispone para lograr los objetivos y metas
establecidas.
3.2.9.1 REPORTES, CONTROLES Y SUPERVISION
Aquí también tenía que llevar una serie de reportes y controles. Diario había que
llenar una bitácora donde se ponía por escrito todas las incidencias del día, motivos
por los cuales se había parado el modulo y cuanto tiempo, si se había terminado o
iniciado un nuevo camino, además del avance diario.
Semanalmente debía entregar
un reporte donde se especificaba; asistencia del personal, camino en el que se estaba
trabajando, horas trabajadas por cada máquina, tipo de trabajo que se estaba
realizando, características del camino y materia usado, cuantos metros cúbicos de
material se habían cortado con el bulldozer, cuantos se habían cargado y cuanto se
había acarreado por día, más el avance diario (Ilustración 179). Un reporte donde se
desglosaban todos los gastos por día que generaba el modulo de maquinaria
(Ilustración 178). Además de un reporte donde se iba llevando el registro del avance
acumulado anual por semanas (Ilustración 177). Estos cuatro reportes (bitácora,
230
reporte de avances cumulado, trabajos realizados y gastos en reparaciones y
suministros) se entregaban quincenalmente en oficinas centrales en Guadalajara, para
que se llevaran registros del rendimiento y avances de los módulos de maquinaria y la
inversión que hacían los municipios en estos.
También un formato donde se reportaban fallas de maquinaria para programar
mantenimientos preventivos (lubricación y cambios de aceite), correctivos o
programados como reparaciones cuando ere necesario que se realizaran por
mecánicos (Especializados en diesel) de SEDER (ilustración 180). Este formato se
entregaba quincenalmente en el patio de maquinaria de SEDER, aunque teníamos la
responsabilidad de reportar fallas y solicitar mecánicos en caso de emergencias en
cualquier momento siempre que fueran reparaciones que no se pudieran hacer donde
estuviéramos trabajando por mecánicos automotrices. Además en este reporte
también se solicitaba la compra de refacciones que no cubría el convenio de los
municipios como; aceites, filtros, llantas, herramientas de ataque (cuchillas, gavilanes
y casquillos) para bulldozer y moto conformadora y todas aquellas refacciones con
valor superior a $15,000.00 pesos.
Cuando se concluía la rehabilitación o el rastreo de un camino, o algún trabajo donde
se estuviera usando una o todas las maquinas del modulo se debía llenar un acta de
entrega recepción de la obra donde se especificaba los costos de la misma tanto para
SEDER como para el municipio y/o los beneficiarios (Ilustración 181). Además al
final de cada año o cuando el municipio decidía regresar el modulo a la SEDER se
debía llenar un acta de finiquito donde se especificaban cada uno de los trabajos
realizados y el costo del modulo durante todo el tiempo que permaneció en el
municipio (Ilustración 182).
Como comente con anterioridad laborando en un área nueva para mi, así que otro de
mis objetivos fue el de aprender lo más pronto que pudiera todo lo posible de los
equipos con los que iba a trabajar, en este caso la maquinaria y volteos. Esto para mí
fue una prioridad ya que cuando se llega a conocer bien el funcionamiento de los
equipos es muy poco probable que un operador lo engañe a uno fingiendo una falla
del mismo.
231
Incluso llegue a aprender a manejar y a aprender un poco de mecánica básica, tanto la
maquinaria como los volteos, con lo cual me gane el respeto de muchos de los
subordinados que trabajaron conmigo ya que llegaron a reconocer que muchos otros
supervisores no sabían o no les importaba saber de mecánica o incluso del manejo de
la maquinaria.
Pero el conocimiento del trabajo es solo uno de muchos de las características que
debía tener como supervisor, también debía planificar, organizar, administrar, tomar
de decisiones, evaluar los trabajos a realizar, aplicar sanciones disciplinarias, aplicar
la normas de seguridad y muchas otras actividades relacionadas.
Se puede decir que este era un puesto fundamental ya que como supervisor
funcionaba como un enlace para canalizar la información, en sentido ascendente con
SEDER y el Municipio para que estos estuvieran enterados de todo lo relacionado
con los trabajos que se estaban efectuando, y en sentido descendente para los
subordinados, con el fin de que estos sepan realmente cual es el trabajo que debían
hacer, cuando y como tenían que hacerlo.
Aquí se trabajaba por objetivos SEDER establecía como meta por año la
rehabilitación de 150 Km. de caminos rurales mas todo lo que se pudiera de trabajos
conocidos como Obra diversa que abarcaba todos los trabajos con la maquinaria que
no fuera rehabilitación de caminos, como; apertura de caminos, apertura de calles,
rehabilitación de calles, rehabilitación de canchas, construcción de bordos, etc.
Así que había que planificar muy bien los trabajos a realizar con el modulo de
maquinaria, por lo cual era necesario trabajar en perfecta coordinación con los
representantes del municipio (presidente municipal y director de obras públicas) para
definir los planes de trabajo y definir donde y cuando se podían realizar trabajos de
obra diversa.
Además también estaba la aparte administrativa, ya que debía llevar un control de los
gastos relacionados con el modulo de maquinaria; alimentación, hospedaje,
combustibles, y tiempo extra. La programación de mantenimientos preventivos y
232
correctivos los que eran realizados por SEDER y los que se realizaban por el
municipio, además de la cotización y compra de refacciones.
Uno de los aspectos más importantes que aprendí aquí es que uno como supervisor
debe tener la capacidad para comprender a sus subordinados y trabajar eficazmente
con ellos y con las personas con quienes está en contacto, ya que al final de cuentas
esto es lo que determinara, en gran medida, el éxito o el fracaso de todo lo que se
tenga que hacer. Otras de las cualidades que trate de cultivar aquí fueron:
Estar bien enterado de las personas y su trabajo.
Tener confianza en mí mismo.
Tener actitudes objetivas.
Ser sencillo.
Ser capaz y tomar decisiones acertadas.
Estar dispuesto a emprender una acción contraria cuando sea necesario.
Ser capaz de resistir presiones
Ilustración 177 – Informe quincenal de avances
233
Ilustración 178 – Informe semanal de reparaciones y suministros (gastos)
Ilustración 179 – Informe semanal de asistencia y avances diarios
234
Ilustración 180– Informe semanal de fallas de maquinaria
Ilustración 181 – Izq. Acta de Entrega-Recepción de caminos
235
Ilustración 182 – Acta de Finiquito
236
3.3 MANTENIMIENTO INDUSTRIAL
Ilustración 183
3.3.1 MANTENIMIENTO
En la actualidad, la mayor parte de los bienes y servicios se obtienen y se hacen llegar
a sus destinatarios mediante
“sistemas de producción-distribución” o, más
brevemente “sistemas productivos”, a menudo de gran dimensión tanto por el número
de personas que trabajan en ellos como por el tamaño y el valor de las instalaciones y
equipos que utilizan.
A lo largo de su ciclo de vida cada sistema pasa por diferentes fases. La última de
ellas es la de construcción y puesta en marcha, hasta que se alcanza el régimen
normal de funcionamiento. Durante esta última fase, llamada de operación, que es la
única auténticamente productiva, el sistema se ve sometido a fallos que entorpecen o,
incluso, interrumpen temporal o definitivamente su funcionamiento.
El objeto del mantenimiento es, precisamente, reducir la incidencia negativa de
dichos fallos, ya sea disminuyendo su número o atenuando sus consecuencias.
Decimos que algo falla cuando deja de brindarnos el servicio que debía darnos o
cuando aparecen efectos indeseables, según las especificaciones de diseño con las que
fue construido o instalado el bien en cuestión.
En general, todo lo que existe, especialmente si es móvil, se deteriora, rompe o falla
con el correr del tiempo. Puede ser a corto plazo o a muy largo plazo. El solo paso del
tiempo provoca en algunos bienes, disminuciones evidentes de sus características,
cualidades o prestaciones.
237
La palabra mantenimiento se emplea para designar las técnicas utilizadas para
asegurar el correcto y continuo uso de equipos, maquinaria, instalaciones y servicios.
Maximizando la disponibilidad de maquinaria y quipos para la producción.
Preservando el valor de las instalaciones, minimizando su deterioro. Consiguiéndolo
de la forma más económica posible y a largo plazo.
Así, nuestra premisa es que, la estrategia optima de mantenimiento es aquella que
minimiza el efecto conjunto de los componentes de costos, es decir, identifica el
punto donde el costo de reparación es menor que el costo de la perdida de
producción.
3.3.1.1 HISTORIA DEL MANTENIMIENTO (Del mantenimiento correctivo al
MPT)
El concepto del mantenimiento ha ido evolucionando desde la simple función de
arreglar y reparar los equipos para asegurar la producción hasta la concepción actual
del mantenimiento con funciones de prevenir, corregir y revisar los equipos a fin de
optimizar el coste global.
La historia del mantenimiento acompaña el desarrollo tecnológico-industrial de la
humanidad. Hasta finales de siglo IXX y principios del siglo XX en las fábricas no
se le daba importancia a las labores de mantenimiento ya que la mayor parte del
trabajo lo realizaba el hombre y muy poco la maquina, por lo cual estas solo se
reparaban solo en caso de que la falla fuera importante. Por tanto las labores de
mantenimiento consistían preservar o conservar.
Hasta 1914, el mantenimiento tenía importancia secundaria y era ejecutado por el
mismo personal de operación o producción. A partir de 1925, se hace patente en la
industria americana la necesidad de organizar el mantenimiento con una base
científica. Se empieza a pensar en la conveniencia de reparar antes de que se
produzca el desgaste o la rotura, para evitar interrupciones en el proceso productivo,
con lo que surge el concepto del mantenimiento Preventivo.
238
Con el advenimiento de la primera guerra mundial y de la implantación de la
producción en serie, fue instituida por la compañía Ford-Motor Company, fabricante
de vehículos, las fabricas pasaron a establecer programas mínimos de producción y,
en consecuencia, sentir la necesidad de crear equipos de que pudieran efectuar el
mantenimiento de las maquinas de la línea de producción en el menor tiempo posible.
Así surgió un órgano subordinado a la operación, cuyo objetivo básico era la
ejecución del mantenimiento, hoy conocida como mantenimiento correctivo. Esa
situación mantuvo hasta la década del año 30, cuando en función de la segunda
guerra mundial, y de la necesidad de aumentar la rapidez de la producción, la alta
administración industrial se preocupó, no solo en corregir fallas, sino evitar que estos
ocurriesen, y el personal técnico de mantenimiento, pasó a desarrollar el proceso del
mantenimiento preventivo, de las averías que, juntamente con la corrosión,
completaban el cuadro general de mantenimiento como de la operación o
producción.
Durante la segunda guerra mundial, el mantenimiento tiene un desarrollo importante
debido a las aplicaciones militares, asi nacio el mantenimiento preventivo que
consistia en la inspección de los aviones antes de cada vuelo y en el cambio de
algunos componentes en función del número de horas de funcionamiento. Asi el
mantenimiento preventivo
basicamente consiste en programar revisiones de los
equipos, apoyandose en el conocimiento de la máquina en base a la experiencia y los
datos historicos obtenidos de las mismas. Se confecciona un plan de mantenimiento
para cada máquina, donde se realizaran las acciones necesarias, engrasan, cambian
correas, desmontaje, limpieza, etc. Hacia los años 30 ya aparecen las primeras
estadisticas sobre tasas de falla en motores y equipos de aviacion
Por el año de 1950, con el desarrollo de la industria para atender a los esfuerzos de la
post-guerra, la evolución de la aviación comercial y de la industria electrónica, los
gerentes de mantenimiento observan que, en muchos casos, el tiempo de paro de la
producción, para diagnosticar las fallas, eran mayor, que la ejecución de la
reparación; el da lugar a seleccionar un equipo de especialistas para componer un
órgano de asesoramiento a la producción que se llamó «Ingeniería de
239
Mantenimiento» y recibió los cargos de planear y controlar el mantenimiento
preventivo y analizar causas y efectos de las averías.
Conforme la industria fue evolucionando, debido a la exigencia del publico de
mayores volúmenes, diversidad y calidad de productos, las maquinas fueron cada vez
más numerosas y complejas. Así se iniciaron los conceptos de competitividad de
costos y se plantearon en las grandes empresas las primeras preocupaciones de hacia
las fallas y los paros que se producían en la producción.
A partir de 1966 con el fortalecimiento de las asociaciones nacionales de
mantenimiento, creadas al final del periodo anterior, y la sofisticación de los
instrumentos d protección y medición, la ingeniería de mantenimiento, pasa a
desarrollar criterios de predicción o previsión de fallas, visualizando la optimización
y la actuación de los equipos de ejecución de mantenimiento.
Con el desarrollo de las industrias electrónica, espacial y aeronáutica, aparece en el
mundo anglosajón el mantenimiento Predictivo o Productivo, por el cual la
intervención no depende ya del tiempo de funcionamiento sino del estado o condición
efectiva del equipo o sus elementos y de la fiabilidad determinada del sistema. Con la
disponibilidad de equipos electrónicos de inspección y de control, sumamente fiables,
para conocer el estado real de los equipos mediante mediciones periódicas o
continuas de determinados parámetros: vibraciones, ruidos, temperaturas, análisis
físico-químicos, tecnografía, ultrasonidos, endoscopia, etc., y la aplicación al
mantenimiento de sistemas de información basados en ordenadores que permiten la
acumulación de experiencia empírica y el desarrollo de los sistemas de tratamiento de
datos. Este desarrollo, conducirá en un futuro al mantenimiento a la utilización de los
sistemas expertos y a la inteligencia artificial, con amplio campo de actuación en el
diagnóstico de avenas y en facilitar las actuaciones de mantenimiento en condiciones
difíciles.
240
Mantenimiento Productivo Total
En 1970, y a raíz del nuevo pensamiento de mantenimiento productivo (PM), el
japonés Seichi Nakajima desarrollo el sistema TPM (Mantenimiento productivo
total), el cual hace énfasis en la importancia que tiene involucrar al personal de
producción y al de mantenimiento en labores de mantenimiento productivo (PM);
pues esta ha dado buenos resultados, sobre todo, en industrias de punta. Este sistema
nace en Japón, fue desarrollado por primera vez en 1969 en la empresa japonesa
Nippondenso del grupo Toyota y de extiende por Japón durante los 70, se inicia su
implementación fuera de Japón a partir de los 80.
Para llegar al mantenimiento productivo total hubo que pasar por tres fases previas.
Siendo la primera de ellas el mantenimiento de reparaciones o correctivo, el cual se
basa exclusivamente en la reparación de averías. Solamente se procedía a labores de
mantenimiento ante la detección de una falla o avería y, una vez efectuada la
reparación toda quedaba allí.
Con posterioridad y como segunda fase de desarrollo se dio lugar a lo que se
denomino el mantenimiento preventivo. Con esta metodología de trabajo se busca por
sobre toda las cosas la mayor rentabilidad económica en base a la máxima
producción, estableciéndose para ello funciones de mantenimiento orientadas a
detectar y/o prevenir posibles fallos antes que tuvieran lugar.
En los años 60 tuvo lugar la aparición del mantenimiento predictivo o productivo, lo
cual constituye la tercera fase de desarrollo antes de llegar al TPM. El mantenimiento
incluye los principios del mantenimiento preventivo, pero le agrega un plan de
mantenimiento para toda la vida útil del equipo, mas labores e índices destinamos a
mejorar la fiabilidad y mantenimiento.
En realidad el TPM es una evolución de la Manufactura de Calidad Total, derivada de
los conceptos de calidad con que el Dr. W. Edward Deming influyó tan positivamente
241
en la industria Japonesa. El Dr. Deming inició sus trabajos en Japón a poco de
terminar la 2a. Guerra Mundial. Como experto en estadística, Deming comenzó por
mostrar a los Japoneses cómo podían controlar la calidad de sus productos durante la
manufactura mediante análisis estadísticos. Al combinarse los procesos estadísticos y
sus resultados directos en la calidad con la ética de trabajo propia del pueblo japonés,
se creó toda una cultura de la calidad, una nueva forma de vivir. De ahí surgió TQM,
"Total Quality Management" un nuevo estilo de manejar la industria.
En los años recientes se le ha denominado más comúnmente como "Total Quality
Manufacturing" o sea Manufactura de Calidad Total. Cuando la problemática del
mantenimiento fue analizada como una parte del programa de TQM, algunos de sus
conceptos generales no parecían encajar en el proceso. Para entonces, ya algunos
procedimientos de Mantenimiento Preventivo (PM) -ahora ya prácticamente
obsoleto(NT)- se estaban aplicando en un gran número de plantas.
Usando las técnicas de PM, se desarrollaron horarios especiales para mantener el
equipo en operación. Sin embargo, esta forma de mantenimiento resultó costosa y a
menudo se daba a los equipos un mantenimiento excesivo en el intento de mejorar la
producción. Se aplicaba la idea errónea de que "si un poco de aceite es bueno, más
aceite debe ser mejor". Se obedecía más al calendario de PM que a las necesidades
reales del equipo y no existía o era mínimo el envolvimiento de los operadores de
producción. Con frecuencia el entrenamiento de quienes lo hacían se limitaba a la
información (a veces incompleta y otras equivocada), contenida en los manuales.
La necesidad de ir más allá que sólo programar el mantenimiento de conformidad a
las instrucciones o recomendaciones del fabricante como método de mejoramiento de
la productividad y la calidad del producto, se puso pronto de manifiesto,
especialmente entre aquellas empresas que estaban comprometiéndose en los
programas de Calidad Total. Para resolver esta discrepancia y aún mantener
congruencia con los conceptos de TQM, se le hicieron ciertas modificaciones a esta
242
disciplina. Estas modificaciones elevaron el mantenimiento al estatus actual en que es
considerado como una parte integral del programa de Calidad Total.
Seiichi Nakajima un alto funcionario del Instituto Japonés de Mantenimiento de la
Planta, (JIPM), recibe el crédito de haber definido los conceptos de TPM y de ver
por su implementación en cientos de plantas en Japón. Los libros y artículos de
Nakajima así como otros autores japoneses y americanos comenzaron a aparecer a
fines de los 1980's. En 1990 se llevó a cabo la primera conferencia en la materia en
los EEUU. Hoy día, varias empresas de consultoría están ofreciendo servicios para
asesorar y coordinar los esfuerzos de empresas que desean iniciar sus plantas en el
promisorio sistema de TPM.
Bajo el enfoque moderno, el personal de conservación tiene necesidad de poseer
profundos y especializados conocimientos y no solo debe dominar su técnica sino
también la administración de esta, ya que con el tiempo puede llegar a dirigir esta
función desde altos niveles empresariales.
3.3.1.2 EVOLUCION DEL MANTENIMIENTO
Los servicios de mantenimiento, no obstante lo anterior, ocupan posiciones muy
variables dependiendo del tipo de industria:
Posición fundamental en centrales nucleares e industrias aeronáuticas.
Posición importante en industrias de proceso.
posición secundaria en empresas con costos de paro bajos.
En cualquier caso podemos distinguir cuatro generaciones en la evolución del
concepto de mantenimiento:
1ª Generación: Mantenimiento correctivo. La más larga, desde la revolución
industrial hasta después de la 2ª Guerra Mundial, aunque todavía impera en
muchas industrias. El Mantenimiento se ocupa sólo de arreglar las averías.
243
2ª Generación: Mantenimiento Preventivo. Entre la 2ª Guerra Mundial y
finales de los años 70 se descubre la relación entre edad de los equipos y
probabilidad de fallo. Se comienza a hacer sustituciones preventivas.
3ª Generación: Surge a principios de los años 80. Se empieza a realizar
estudios CAUSA-EFECTO para averiguar el origen de los problemas. Es el
Mantenimiento Predictivo o Productivo, consiste en la detección precoz de
síntomas incipientes para actuar antes de que las consecuencias sean
inadmisibles. Se comienza a hacer partícipe a Producción en las tareas de
detección de fallos.
4ª Generación: Aparece en los primeros años 90. El Mantenimiento se
contempla como una parte del concepto de Calidad Total: "Mediante una
adecuada gestión del mantenimiento es posible aumentar la disponibilidad al
tiempo que se reducen los costos. Es el Mantenimiento Productivo Total.
Se concibe el mantenimiento como un proceso de la empresa al que
contribuyen también otros departamentos. Se identifica el mantenimiento
como fuente de beneficios, frente al antiguo concepto de mantenimiento
como "mal necesario". La posibilidad de que una máquina falle y las
consecuencias asociadas para la empresa es un riesgo que hay que gestionar,
teniendo como objetivo la disponibilidad necesaria en cada caso al mínimo
coste.
3.3.2 GESTION DEL MANTENIMIENTO
El progreso industrial no se reduce sólo a la inversión en nuevas instalaciones de
producción y a la transferencia de tecnología extranjera, sino que es prioritario
utilizar eficazmente las instalaciones actuales, donde uno de los requisitos
importantes es el establecimiento de un servicio sistemático y técnico de
mantenimiento eficiente, seguro y económico de los equipos industriales.
244
En general, la Gestión del Mantenimiento comprende la adopción de medidas y
realización de acciones necesarias para el buen funcionamiento. Se pueden establecer
dos niveles:
Nivel 1: grandes decisiones, grandes objetivos (dirección general) como sustitución
de equipos por obsolescencia o altos costos de operación.
Nivel 2: corresponde al jefe de mantenimiento y va referido a decisiones concretas,
planificación, organización de las tareas diarias para cumplir con los objetivos
previstos.
Ambas están interrelacionados ya que el coste de mantenimiento influye sobre la
sustitución de la unidad, la cual, a su vez, influye en el plan de mantenimiento.
Para estos efectos, la Gestión de Mantenimiento implica disponer de un manual, de
un sistema informatizado y de una acción cíclica (práctica de mejoramiento) que
comprende:
- Planificación a la Medida;
- Ejecución del plan de trabajo definido aplicando herramientas de gestión
apropiadas.
- Auditoría de los Puntos Críticos de Mantenimiento;
El Manual de Mantenimiento
El Manual de Mantenimiento es un documento indispensable para cualquier tipo y
tamaño de industria. Refleja la filosofía, política, organización, procedimiento de
trabajo y de control de esta área de la empresa.
Este Manual de Mantenimiento debe ser dinámico, adaptándose periódicamente en su
contenido, con la eliminación de las instrucciones para deberes y obligaciones que
están obsoletas e incorporando las instrucciones para las nuevas obligaciones.
245
En el Manual de Mantenimiento se indicará la Misión y Visión de la Empresa, las
políticas, y objetivos de mantenimiento, los procedimientos de trabajo, de control y
las acciones correctivas. Es importante señalar que deben incluirse sólo los
procedimientos que se aplican y las instrucciones en un lenguaje afirmativo.
3.3.2.1 EL PLAN DE MANTENIMIENTO
La fiabilidad y la disponibilidad de una planta industrial o de un edificio dependen,
en primer lugar, de su diseño y de la calidad de su montaje. Si se trata de un diseño
robusto y fiable, y la planta ha sido construida siguiendo fielmente su diseño y
utilizando las mejores técnicas disponibles para la ejecución, depende en segundo
lugar de la forma y buenas costumbres del personal de producción, el personal que
opera las instalaciones.
En tercer y último lugar, fiabilidad y disponibilidad dependen del mantenimiento que
se realice. Si el mantenimiento es básicamente correctivo, atendiendo sobre todo los
problemas cuando se presentan, es muy posible que a corto plazo esta política sea
rentable. El mantenimiento puede imaginarse como un gran depósito. Si se realiza un
buen mantenimiento preventivo, el depósito siempre estará lleno. Si no se realiza
nada, el depósito se va vaciando, y puede llegar un momento en el que el depósito, la
reserva de mantenimiento, se haya agotado por completo, siendo más rentable
adquirir un nuevo equipo o incluso construir una nueva planta que atender todas las
reparaciones que van surgiendo.
Hay que tener en cuenta que lo que se haga en mantenimiento no tiene su
consecuencia de manera inmediata, sino que los efectos de las acciones que se toman
se revelan con seis meses o con un año de retraso. Hoy se pagan los errores de ayer, o
se disfruta de los aciertos.
El objetivo de un plan de mantenimiento es conseguir la máxima disponibilidad y
fiabilidad de una planta, tanto a corto plazo como a largo plazo, y al mínimo coste
posible.
246
El plan de mantenimiento puede verse como un conjunto de tareas individuales, cada
una de ellas con entidad propia y generadora por sí misma de una orden de trabajo y
de un informe de realización, o considerar que el plan es un conjunto de gamas de
mantenimiento, esto es, como un conjunto de tareas con unas características comunes
que permiten agruparlas en forma de ‘gamas’
Si el plan de mantenimiento se estructura como agrupación de tareas, en vez de cómo
agrupación de gamas, el número de órdenes de trabajo se hace imposible de manejar.
La ocasión perfecta para diseñar un buen mantenimiento programado que consigan
una alta disponibilidad y fiabilidad, es durante la construcción de ésta. Cuando la
construcción ha finalizado y la planta es entregada al propietario para su explotación
comercial, el plan de mantenimiento debe estar ya diseñado, y debe ponerse en
marcha desde el primer día que la planta entra en operación. Perder esa oportunidad
significa renunciar a que la mayor parte del mantenimiento sea programado, y caer en
el error (un grave error de consecuencias económicas nefastas) de que sean las averías
las que dirijan la actividad del departamento de mantenimiento.
Es muy normal prestar mucha importancia al mantenimiento de los equipos
principales, y no preocuparse en la misma medida de todos los equipos adicionales o
auxiliares. Desde luego es otro grave error, pues una simple bomba de refrigeración o
un simple transmisor de presión pueden parar una planta y ocasionar un problema tan
grave como un fallo en el equipo de producción más costoso que tenga la instalación.
Conviene, pues, prestar la atención debida no sólo a los equipos más costosos
económicamente, sino a todos aquellos capaces de provocar fallos críticos.
Un buen plan de mantenimiento es aquel que ha analizado todos los fallos posibles, y
que ha sido diseñado para evitarlos. Eso quiere decir que para elaborar un buen plan
de mantenimiento es absolutamente necesario realizar un detallado análisis de fallos
de todos los sistemas que componen la planta.
En cualquier caso, el primer paso para iniciar el diseño del plan de mantenimiento
sería disponer de un inventario donde estén claramente identificados y clasificados
todos los equipos.
247
3.3.2.2 PLANIFICACCION DEL MANTENIMIENTO
Una vez elaborado el Plan de Mantenimiento, es necesario planificar la realización de
este Plan. Planificar significa cuando y quien realizará cada una de las gamas que
componen el Plan.
La planificación de las gamas diarias es muy sencilla: por definición, hay que
realizarlas todos los días, por lo que será necesario sencillamente determinar a qué
hora se realizarán, y quien es el responsable de llevarlas a cabo.
La planificación de las gamas semanales exige determinar qué día de la semana se
ejecuta cada una de ellas, y como siempre, quien será el responsable de realizarla. Es
muy importante determinar con precisión este extremo. Si se elabora una gama o una
ruta, pero no se determina con claridad quien o quienes son los responsables de
realizarla,
estaremos
dejando
indeterminaciones
que
se
traducirán,
casi
invariablemente, en la no-realización del mantenimiento preventivo estas tareas. Para
asegurar que una tarea se realizará es necesario, pues:
- Fijar quien es el responsable de realizarla.
- Asegurarse de que en el momento en que tenga que realizarla no tendrá otra tarea
que realizar.
Las gamas mensuales son algo más difíciles de programar, y en general, tendremos
que hacerlo con cierto margen. Puede ser conveniente, por ejemplo, programar la
semana del año en que se realizará cada gama o ruta mensual, permitiendo que, a
medida que se acerque la fecha de realización, pueda programarse con más exactitud.
Las gamas anuales también deben programarse igualmente con margen de maniobra,
mayor incluso que el anterior. En este caso, puede ser conveniente programar tan solo
el mes en que se realizará la gama anual de los equipos que componen la planta.
Si se dispone de un programa informático de Gestión de Mantenimiento, esta tarea es
conveniente hacerla igualmente sobre soporte papel, y después transferir los datos al
programa.
248
3.3.2.3 PLAN DE MANTENIMIENTO INICIAL
-
Plan de mantenimiento inicial basado en instrucciones del fabricante
La preparación de un plan de mantenimiento basado en las instrucciones de los
fabricantes tiene 3 fases:
Fase 1: Recopilación de instrucciones
Realizar un plan de mantenimiento basado en las recomendaciones de los fabricantes
de los diferentes equipos que componen la planta no es más que recopilar toda la
información existente en los manuales de operación y mantenimiento de estos
equipos y darle al conjunto un formato determinado.
Fase 2: La experiencia del personal de mantenimiento
Pero con esta recopilación, el plan de mantenimiento no está completo. Es
conveniente contar con la experiencia de los responsables de mantenimiento y de los
propios técnicos, para completar las tareas que pudieran no estar incluidas en la
recopilación de recomendaciones de fabricantes.
En otros casos, el Plan de Mantenimiento que propone el fabricante es tan exhaustivo
que contempla la sustitución o revisión de un gran número de elementos que
evidentemente no han llegado al máximo de su vida útil, con el consiguiente exceso
en el gasto.
Fase 3: Mantenimiento Legal
Por último, no debe olvidarse que es necesario cumplir con las diversas Normas
Reglamentarias vigentes en cada momento. Por ello, el plan debe considerar todas las
obligaciones legales relacionadas con el mantenimiento de determinados equipos.
Son sobre todo tareas de mantenimiento relacionadas con la seguridad.
-
Plan de mantenimiento inicial basado en instrucciones genéricas
El desarrollo de un plan de mantenimiento basado en instrucciones genéricas se
compone de las fases siguientes:
249
Fase 1: Listado de equipos significativos
Del inventario de equipos de la planta, deben listarse aquellos que tienen una entidad
suficiente como para tener tareas de mantenimiento asociadas. Este listado puede
incluir motores, bombas, válvulas, determinados instrumentos, filtros, depósitos, etc.
Una vez listados, es conveniente agrupar estos equipos por tipos, de manera que
sepamos cuantos tipos de equipos significativos tenemos en el sistema que estemos
analizando.
Fase 2: Tareas genéricas
Para cada uno de los tipos de equipos, debemos preparar un conjunto de tareas
genéricas que les serían de aplicación. Así, podemos preparar tareas genéricas de
mantenimiento para transformadores, motores, bombas, válvulas, etc.
Fase 3: Aplicación de las tareas genéricas a los diferentes equipos
Para cada motor, bomba, válvula, etc., aplicaremos las tareas genéricas preparadas en
el punto anterior, de manera que obtendremos un listado de tareas referidas a cada
equipo concreto.
Fase 4: Consulta a manuales
Es en este punto, y no al principio, donde incluimos las recomendaciones de los
fabricantes.
Fase 5: Obligaciones legales
Igual que en caso anterior, es necesario asegurar el cumplimiento de las normas
reglamentarias referentes a mantenimiento que puedan ser de aplicación.
Como puede apreciarse, la consulta a los manuales de los fabricantes se hace después
de haber elaborado un “borrador” inicial del plan, y con la idea de complementar éste.
En la fase final se añaden las obligaciones legales de mantenimiento, como en el caso
anterior.
250
3.3.3 ADITORIAS
Auditorías Técnicas
Una auditoría técnica o evaluación técnica del estado de una instalación analiza la
degradación que ha sufrido una instalación con el paso del tiempo. Es una especie de
fotografía instantánea del estado técnico en que se encuentra el conjunto de una
instalación y de cada uno de los equipos que la componen. Puede decirse que una
auditoría técnica sirve para determinar todos los fallos que presenta una planta
industrial en un momento determinado. Con esos datos, es posible determinar qué
equipos necesitan ser sustituidos completamente, por haber llegado al final de su vida
útil, y qué reparaciones habría que efectuar en la instalación para que volviera a estar
en un estado técnico aceptable.
Auditorías de Gestión de Mantenimiento
Cuando la dirección de una empresa o el responsable del departamento se plantea si
la gestión que se hace del mantenimiento es la adecuada, la respuesta puede ser SI,
NO o REGULAR. Claro está que cualquiera de las tres respuestas es insatisfactoria,
porque entre cada una de ellas hay muchos puntos intermedios de respuesta, y porque
no informa sobre qué cosas habría que cambiar para que la gestión del departamento
pudiera considerarse excelente. La mejor solución cuando quiere conocerse si la
gestión que se realiza es la mejor posible suele ser realizar una auditoría de gestión de
mantenimiento, comparando la situación actual con un departamento modélico, ideal,
y determinar qué cosas separan la realidad de ese modelo.
El objetivo que se persigue al realizar una auditoría no es juzgar al responsable de
mantenimiento, no es cuestionar su forma de trabajo: es saber en qué situación se
encuentra un departamento de mantenimiento en un momento determinado,
identificar puntos de mejora y determinar qué acciones son necesarias para mejorar
los resultados.
251
Claro está que hay que diferenciar entre auditorías técnicas vistas en el apartado
anterior y las auditorías de gestión. Ambas estudian el mantenimiento que se hace en
una empresa, pero desde un punto de vista muy diferente: las primeras tratan de
determinar el estado de una instalación. Las segundas tratan de determinar el grado de
excelencia de un departamento de mantenimiento y de su forma de gestionar.
3.3.4 COSTOS DE MANTENIMIENTO
En las empresas organizadas, en donde existen buenos sistemas de información sobre
las variables que miden el desarrollo de las operaciones, se visualizan fácilmente los
costos de mantenimiento y manifiestan un grado de interés alto básicamente por el
costo mismo y la rapidez de su crecimiento. La diferencia por la falta de interés en el
control de los costos de mantenimiento en muchas otras empresas es fruto solo de su
ignorancia.
En otras sin embargo se conocen las sumas invertidas en el Mantenimiento. ¿Pero no
se conoce en que rubros: correctivo?, ¿sistemático?, ¿mano de obra?, ¿en repuestos?,
y tampoco las posibilidades de su reducción.
La finalidad básica de una gestión de costos es estimular la optimización del uso de
mano de obra, cantidad de materiales, herramientas y tiempos de paros; estableciendo
objetivos con diferentes bases de comparación, los objetivos son puntos de equilibrio
(compromisos) entre un beneficio potencial y el costo de mantenimiento.
Tipos de costos de mantenimiento
El Mantenimiento involucra diferentes costos: directos, indirectos, generales, de
tiempos perdidos y de posponer el Mantenimiento.
El costo de posesión de un equipo comprende cuatro aspectos:
- El Costo de Adquisición: que incluye costos administrativos de compra, impuestos,
aranceles, transporte, seguros, comisiones, montaje, instalaciones, etc.
- El Costo de Operación: Incluye los costos de mano de obra, de materia prima y
todos los gastos directos de la producción.
252
- El Costo de Mantenimiento: que está compuesto por:
• Mano de obra (directo)
• Repuestos y Materiales (directo)
• Herramientas (directo)
• Administración (indirecto)
• Generales
• Tiempo perdido de producción que incluye: Producto perdido y horas extras de
reparación
- Costo de Dar de Baja al Equipo: al hacerse obsoleto.
Costos de mantenimiento directos
Están relacionados con el rendimiento de la empresa y son menores si la
conservación de los equipos es mejor, influyen la cantidad de tiempo que se emplea
el equipo y la atención que requiere; estos costos son fijados por la cantidad de
revisiones, inspecciones y en general las actividades y controles que se realizan a los
equipos, comprendiendo:
• Costos de mano de obra directa
• Costos de materiales y repuestos
• Costos asociados directamente a la ejecución de trabajos: consumo de energía,
alquiler de equipos, etc.
• Costos de la utilización de herramientas y equipos.
Los costos de los servicios se calculan por estimación proporcional a la capacidad
instalada.
253
Costos indirectos
Son aquellos que no pueden atribuirse de una manera directa a una operación o
trabajo específico. En Mantenimiento, es el costo que no puede relacionarse a un
trabajo específico. Por lo general suelen ser: la supervisión, almacén, instalaciones,
servicio de taller, accesorios diversos, administración, etc.
Con el fin de contabilizar los distintos costos de operación del área de
Mantenimiento, es necesario utilizar alguna forma para prorratearlos entre los
diversos trabajos, así se podrá calcular una tasa de consumo general por hora de
trabajo directo, dividiendo este costo por el número de horas totales de mano de obra
de Mantenimiento asignadas.
Costos de tiempos perdidos
Son aquellos que aunque no están relacionados directamente con Mantenimiento pero
si están originados de alguna forma por éste; tales como:
• Paros de producción.
• Baja efectividad.
• Desperdicios de material.
• Mala calidad.
• Entregas en tiempos no prefijados (demoras).
• Pérdidas en ventas, etc.
Para ello, debe contar con la colaboración de Mantenimiento y producción, pues se
debe recibir información de tiempos perdidos o paro de máquinas, necesidad de
materiales, repuestos y mano de obra estipulados en las ordenes de trabajo, así como
la producción perdida, producción degradada.
254
Una buena inversión en mantenimiento no es un gasto sino una potencial fuente de
utilidades. Las utilidades son máximas cuando los costos de producción son óptimos.
Existe una relación que deben tener entre si los costos de Mantenimiento:
“Mano de obra, los repuestos, los insumas, utilización de herramientas y el tiempo
perdido para que su suma sea mínima”.
Uno de los costos que no encaja en los diversos costos que han quedado descritos, es
la determinación o predicción del costo que puede representar el posponer el
Mantenimiento.
Costos generales
Son los costos en que incurre la empresa para sostener las áreas de apoyo o de
funciones no propiamente productivas.
Para que los gastos generales de Mantenimiento tengan utilidad como instrumento de
análisis, deberán clasificarse con cuidado, a efecto de separar el costo fijo del
variable, en algunos casos se asignan como directos o indirectos.
Es cierto que los costos que asumen las áreas de mantenimiento por concepto de
costos de administración se denominan costos asignados y son fijados por niveles de
autoridad que van más allá de las áreas de mantenimiento.
Y también que generalmente estos costos no se consideran debido a que ellos no son
controlables por la organización de mantenimiento, pues son manejados por sistemas
externos de información y su determinación es dispendioso.
3.3.5 CALCULO DE COSTOS
Modelo de cálculo de costos
1.- Costo del ciclo de vida (𝑪𝑪𝑽)
𝑪𝑪𝑽 = 𝑪𝑰 + 𝑵𝒀 (𝑪𝑶 + 𝑪𝑴 + 𝑪𝑷)
Donde:
255
𝐶𝐼 = Costo de inversión
𝑁𝑌 = Numero de años para el cálculo
𝐶𝑂= Costo anual de operación
𝐶𝑀 = Costo anual de mantenimiento
𝐶𝑃 = Costo anual de tiempos de parada
2.- Costo de inversión(𝑪𝑰)
𝑪𝑰 = 𝑪𝑰𝑴 + 𝑪𝑰𝑩 + 𝑪𝑰𝑭 + 𝑪𝑰𝑹 + 𝑪𝑰𝑯 + 𝑪𝑰𝑫 + 𝑪𝑰𝑬
Donde:
𝐶𝐼𝑀 = Inversión en equipos para producción, mecánicos, eléctricos e
instrumentos
𝐶𝐼𝐵 = Inversiones en edificios y vías
𝐶𝐼𝐹 = Inversión en instalaciones eléctricas
𝐶𝐼𝑅 = Inversión en repuestos
𝐶𝐼𝐻 = Inversión en herramientas y equipos para mantenimiento
𝐶𝐼𝐷 = Inversión en documentación
𝐶𝐼𝐸 = Inversión en entrenamiento
3.- Costos anuales de operación(𝑪𝑶)
𝑪𝑶 = 𝑪𝑶𝑷 + 𝑪𝑶𝑬 + 𝑪𝑶𝑴 + 𝑪𝑶𝑻 + 𝑪𝑬𝑪
Donde:
𝐶𝑂𝑃 = Costos del personal de operación
𝐶𝑂𝐸 = Costos de energía
256
𝐶𝑂𝑀 = Costos de materiales de operación
𝐶𝑂𝑇 = Costos de transporte
𝐶𝐸𝐶 = Costos de entrenamiento continúo de los operadores
4.- Costo anual de mantenimiento(𝑪𝑴)
𝑪𝑴 = 𝑪𝑷𝑪 + 𝑪𝑷𝑷 + 𝑪𝑹𝑪 + 𝑪𝑹𝑷 + 𝑪𝑯𝑪 + 𝑪𝑯𝑷 + 𝑪𝑪𝑪 + 𝑪𝑪𝑷 + 𝑪𝑬𝑷
Donde:
𝐶𝑃𝐶 = Costo de personal, mantenimiento correctivo
𝐶𝑃𝑃 = Costo de personal, mantenimiento preventivo
𝐶𝑅𝐶 = Costo de repuestos, mantenimiento correctivo
𝐶𝑅𝑃 = Costo de repuestos, mantenimiento preventivo
𝐶𝐻𝐶 = Costo de herramientas, mantenimiento correctivo
𝐶𝐻𝑃 = Costo de herramientas, mantenimiento preventivo
𝐶𝐶𝐶 = Costo de Contrato de Terceros, mantenimiento correctivo
𝐶𝐶𝑃 = Costo de Contratos de Terceros, mantenimiento preventivo
𝐶𝐸𝑃 = Costo del entrenamiento del personal de mantenimiento
5.- Costo anual dé tiempos de parada(𝑪𝑺)
𝑪𝑺 = 𝑵𝑻 × 𝑻𝑷𝑴 × 𝑪𝑷𝑷
Donde:
𝑁𝑇 = Número de veces por año que el equipo se para por mantenimiento
𝑇𝑃𝑀 = Tiempo de parada promedio
𝐶𝑃𝑃 = Costos de la pérdida de producción por hora
257
3.3.6 PRESUPUESTO Y SU CONTROL
Los presupuestos son generalmente, programas de inversiones y gastos que pretenden
ajustarse a un comportamiento diseñado en un periodo determinado de tiempo,
considerando los altos porcentajes de gasto del costo de producción, se justifican
fácilmente y su elaboración no debe ser una costumbre administrativa si no están
respaldados por información veraz.
El presupuesto no sólo constituye un instrumento de gestión para el control de la
eficacia del mantenimiento sino que, sobre todo, debe ser una herramienta de
planificación si se aprovecha su confección para hacer una profunda reflexión sobre
el servicio que debemos implantar.
Para garantizar un presupuesto confiable pueden utilizarse cifras de costo real, del
estado pasado o del presente, y datos relativos a la maquinaria, a las gestiones de
Mantenimiento, a los costos de mano de obra y sus factores de recargo, a los precios
presentes y futuros de los materiales en el mercado, al conocimiento de los procesos
que hay que realizar y a los tiempos necesarios, aplicando un buen criterio a todos
esos elementos.
El Mantenimiento a fin de asegurar un correcto funcionamiento de un presupuesto
debe verificar algunas normas:
• No debe ejecutarse en Mantenimiento ninguna labor sino está presupuestado su
costo.
• Todas las peticiones de trabajo deben ser aprobadas por un responsable del costo de
los mismos del sistema al que realizará.
• Todos los costos de trabajo deben dirigirse periódicamente a los clientes con las
observaciones necesarias.
• Debe remitirse por cada concepto un balance mensual conteniendo el importe de la
facturación del mes y su desviación del presupuesto para permitir el conocimiento
exacto de su presupuesto y gasto de Mantenimiento.
258
• Cuando funciona un control presupuestario una posibilidad de reducir sensiblemente
los trabajos realizados de emergencia o las modificaciones durante los trabajos,
consiste en realizarlos con un factor de recargo.
• Los gastos de Mantenimiento por mantenimiento y suministro de electricidad, aire
comprimido, refrigeración, se dividen entre los diversos servicios de fabricación, con
base a factores come sea número de operarios o contribución en el proceso en tiempo
o utilidad.
• El control contable ha permitido igualmente a ciertas empresas una lucha eficaz
contra la falta de espacio, facturando la superficie ocupada por cada uno de sus
propios servicios.
El sistema de solicitud de servicio y ordenes de trabajo facilita la presentación de
informes de costos por oficios actividades, centros de costos, código contable del
repuesto, componente intervenido, facilitan la elaboración de presupuestos, en este
caso el factor incierto es la confiabilidad del registro de los documentos fuentes.
Reemplazo de Equipos
Aquí se trata de evaluar el periodo óptimo de reemplazo de equipos. Ello se justifica
por el incremento en los costos de mantención y operación. El criterio a utilizar es la
minimización del costo medio durante la vida del equipo. Factores tales como la
depreciación y la inflación serán tomados en cuenta.
El problema de optimización inicial considera la minimización del costo global por
unidad de tiempo considerando la compra, la reventa y los costos de operación y
mantención del equipo considerado.
El objetivo principal, es determinar el momento de reemplazo de un equipo y las
alternativas relevantes, como re potenciamiento (over haul), servicio externo,
alianzas, desde una perspectiva global tanto técnica como económica.
En consecuencia los aspectos relevantes a considerar son:
259
• Las dos funciones productivas
asociadas al equipo:
OPERACIÓN
y
MANTENIMIENTO.
• El PARQUE de equipos del que forma parte.
• Las ALTERNATIVAS frente al reemplazo.
El análisis técnico-económico de la operación de un determinado proceso define un
nivel de servicio expresado en unidades físicas, de tiempo o una combinación de
ambas; además, entrega una estimación de los tiempos de espera asociados al
proceso.
Las políticas de mantenimiento y de operación determinan la confiabilidad. Además,
dichas políticas establecen los costos y tiempos de mantenimiento y reparación.
Si se tiene claramente determinado el parque óptimo, se podrá desarrollar el adecuado
reemplazo de equipos, buscando minimizar el costo total cuando esto ocurra, así
como establecer políticas de mantenimiento, inventario y confiabilidad.
Al analizar las alternativas oponentes se debe tener en cuenta el beneficio de adquirir
tecnologías conocidas y el de probar nuevas. En este punto la decisión se debe tomar
con participación de mantenimiento y operaciones.
3.3.7 GESTION DE LOS REPUESTOS
Tipos de repuestos
En textos específicos de mantenimiento es posible encontrar muchas clasificaciones
del material de repuesto (por responsabilidad dentro del equipo, por tipo de
aprovisionamiento, etc.). Desde un punto de vista práctico, con el objetivo de fijar el
stock de repuesto, la clasificación que podemos hacer puede ser la siguiente:
- Tipo A: Piezas que es necesario tener en stock en la planta, pues un fallo
supondrá una pérdida de producción inadmisible. Este, a su vez, es conveniente
dividirlo en tres categorías:
260
- Material que debe adquirirse necesariamente al fabricante del equipo. Suelen ser
piezas diseñadas por el propio fabricante.
- Material estándar. Es la pieza incorporada por el fabricante del equipo y que puede
adquirirse en proveedores locales.
- Consumibles. Son aquellos elementos de duración inferior a un año, con una vida
fácilmente predecible, de bajo coste, que generalmente se sustituyen sin esperar a que
den síntomas de mal estado. Su fallo y su desatención pueden provocar graves
averías.
- Tipo B: Piezas que no es necesario tener en stock, pero que es necesario tener
localizadas. En caso de fallo, es necesario no perder tiempo buscando proveedor o
solicitando ofertas. De esa lista de piezas que es conveniente tener localizadas
deberemos conocer, pues, proveedor, precio y plazo de entrega.
- Tipo C: Consumibles de consumo habitual. Se trata de materiales que se
consumen tan a menudo que es conveniente tenerlos cerca, pues ahorra trámites
burocráticos de compra y facilita la operatividad del departamento de mantenimiento.
- Tipo D: Piezas que no es necesario prever, pues un fallo en ellas no supone
ningún riesgo para la producción de la planta (como mucho, supondrá un pequeño
inconveniente).
Gestión de Stock
La gestión de stocks de repuestos, como la de cualquier stock de almacén, trata de
determinar, en función del consumo, plazo de reaprovisionamiento y riesgo de rotura
del stock que estamos dispuestos a permitir, el punto de pedido (cuándo pedir) y el
lote económico (cuánto pedir). El objetivo no es más que determinar los niveles de
stock a mantener de cada pieza de forma que se minimice el coste de mantenimiento
de dicho stock más la pérdida de producción por falta de repuestos disponibles. Se
manejan los siguientes conceptos:
261
-Lote económico de compra(𝒒𝒆 ), que es la cantidad a pedir cada vez para optimizar
el coste total de mantenimiento del stock:
𝑞𝑒 =
2𝐾𝐷
𝑏𝑃
Donde:
𝐾= Costo por pedido (costo medio en $)
𝐷= Consumo anual (en unidades)
𝑏= Precio unitario (en $ /u) de la pieza
𝑃= Tasa de almacenamiento (20÷30%)
La tasa de almacenamiento P, incluye:
· Los gastos financieros de mantenimiento del stock
· Los gastos operativos (custodia, manipulación, despacho)
· Depreciación y obsolescencia de materiales
· Coste de seguros
-Frecuencia de pedidos: Es el número de pedidos que habrá que lanzar al año por el
elemento en cuestión:
𝑛=
𝐷
𝑞𝑒
-Stock de seguridad: que es la cantidad adicional a mantener en stock para prevenir
el riesgo de falta de existencias, por mayor consumo del previsto o incumplimiento
del plazo de entrega por el proveedor:
𝑆𝑠 = 𝐻 𝑐𝑑
262
Donde:
𝑐= Consumo diario (en piezas/día)
𝑑= Plazo de reaprovisionamiento (en días)
𝐻= Factor de riesgo, que depende del % de riesgo de rotura de stocks que
estamos dispuestos a permitir
(
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑚𝑒𝑛𝑜𝑠 𝑠𝑒𝑟𝑣𝑖𝑑𝑎𝑠
× 100)
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑚𝑒𝑛𝑜𝑠 𝐷𝑒𝑚𝑎𝑛𝑑𝑎𝑑𝑎𝑠
Riesgo
%
50
H
0
40
30
20
15
10
5
2.5
1
0.35 0.1 0.07 0.02
0.26 0.53 0.85 1.04 1.29 1.65 1.96 2.33 2.7
3.1
3.2
3.6
-Punto de pedido: Es el stock de seguridad más el consumo previsto en el plazo de
reaprovisionamiento:
𝑞𝑝 = 𝑐𝑑 + 𝐻 𝑐𝑑
A veces se fija arbitrariamente, tomando como referencias:
· El límite mínimo: el stock de seguridad.
· El límite máximo: el límite mínimo más el lote económico.
El método expuesto es similar al empleado en la gestión de almacenes de otros
materiales; se basa en la estadística de consumos y es válido para repuestos de
consumo regular. Es imprescindible que los repuestos estén codificados para una
gestión que, necesariamente, debe de ser informatizada.
La codificación debe permitir identificar las piezas inequívocamente, es decir, debe
haber una relación biunívoca entre código y pieza. Debe permitir la agrupación de los
repuestos en grupos y subgrupos de tipos de piezas homogéneos. Ello facilitará
también la normalización y optimización del stock. Cada código llevará asociado una
descripción, lo más completa posible del material.
263
El análisis de Pareto de cualquier almacén pone de manifiesto que el 20 % de los
repuestos almacenados provocan el 80 % de las demandas anuales, constituyendo el
80 % restante sólo el 20 % de la demanda. Esto significa que la mayor parte de los
componentes de una máquina tienen un consumo anual bajo, mientras que unos pocos
tienen un consumo tan elevado que absorben la mayor parte del consumo anual
global de repuestos para dicha máquina. Desde el punto de vista del valor del
consumo ocurre algo parecido. La tabla siguiente da la distribución porcentual
representativa de todo el catálogo de repuestos de empresas de diversos sectores
(químico, petroquímico, energía eléctrica y siderurgia):
Coste adquisición
Demanda
Total
Unitario
Piezas/Años
sobre toda
0 a 0.5 0.5 a 1 > 1 la demanda
Bajo
Medio
N
12
15
14
41
V
1
1
2
4
22
24
8
54
V
19
21
6
46
N
2
3
0
5
V
20
30
0
50
N
Elevado
Total sobre todos los
N
36
42
22
100
costes de adquisición
V
40
52
8
100
Tabla # 15
N= Numero de componentes (%)
V=Valor anual movido (%)
Para controlar el stock se usan los siguientes índices de control o indicadores:
• Índice de Rotación del Inmovilizado: Proporciona una medida de la movilidad de
los elementos almacenados
𝐷
𝐼𝑅𝐼 = 𝑞
𝑚
Deben se >1. Valor normal =1.25
Donde:
264
𝐷 = Consumo en el periodo considerado
𝑞𝑚 = Existencias medias en ese mismo periodo.
• Índice de Calidad del Servicio: Es una medida de la utilidad del stock, es decir, si
tenemos almacenado lo que se requiere en cada momento
𝐶𝑆 =
𝑅𝑆
× 100
𝑅𝐷
Donde:
𝑅𝑆 = Repuestos servidos
𝑅𝐷 = Repuestos demandados
• Índice de Inmovilizado de repuestos, que debe guardar una cierta relación con el
valor de la instalación a mantener:
𝑖 % =
𝐼𝐴
× 100
𝐼𝐼
Donde:
𝐼𝐴 = Inmovilizado en almacén
𝐼𝐼 = Inmovilizado de la instalación
Y que depende del sector productivo:
Tipo de Actividad i (%):
Química 3-6
I. Mecánica 5-10
Automóviles 3-10
Siderurgia 5-12
Aviación 4,5-12
265
Energía Eléctrica 2-4
Minas 4,5-20
Pero lo que está claro es que una buena utilización de los recursos, representará una
mejor gestión del Stock.
3.3.8 PARADAS PROGRAMADAS DE INSTALACIONES INDUSTRIALES
Las paradas o grandes revisiones son un caso especial de mantenimiento sistemático.
En general, se llevan a cabo en instalaciones que por razones de seguridad o de
producción deben funcionar de forma fiable durante largos periodos de tiempo. Así,
refinerías, industrias petroquímicas o centrales eléctricas son ejemplos de
instalaciones que se someten de forma periódica a paradas para realizar revisiones en
profundidad. Otras empresas aprovechan determinados periodos de baja actividad,
como las vacaciones estivales o los periodos entre campañas, para revisar sus equipos
y disminuir así la probabilidad de fallo en los momentos de alta demanda de la
instalación. La industria de automoción, o la industria de procesamiento de productos
agrícolas son claros ejemplos de este último caso.
Por esta razón, las diferentes tareas de mantenimiento, ya sean correctivas o
preventivas, se agrupan y se programan para ser realizadas en unos momentos muy
determinados.
En resumen, un proyecto de parada de planta es un plan de actividades tendentes a
ejecutar trabajos que no pueden ser realizados durante la operación normal de la
planta de proceso y principalmente están orientados hacia el reemplazo de partes o
componentes por vencimiento de su vida útil, inspección de equipos, incorporación
de mejoras o modificaciones y correcciones de fallos.
Así como un proyecto, la misma debería desarrollarse en varias fases, obteniendo las
salidas pertinentes en cada una.
266
Cabe destacar, que el éxito de un proyecto de parada de planta depende del alcance,
coste, plazo, riesgo y calidad que se logren, tanto durante la planificación,
programación, ejecución y control de la misma.
El componente que debemos tomar en cuenta en los proyectos de paradas de planta es
tener una visión y misión del plan estratégico de inversión. El diseño de este plan lo
influencian factores internos y externos que los equipos naturales de trabajo deben
tomar en cuenta, tales como aspectos comerciales y financieros de la empresa, los
compromisos con los clientes, las proyecciones de flujo de caja y la flexibilidad
requerida en cuanto a la fecha de ejecución y duración de la parada.
Los proyectos de paradas de planta se conocen con diferentes nombres según la
industria: Shutdown, Shut-in, Down-Turn, Turnaround u Outage, es el momento
donde los departamentos de la empresa sonríen o revelan sus fallos funcionales. Es la
razón de que algunos directores y gerentes de mantenimiento y operaciones temen a
estos períodos de paradas. “Todos los ojos está sobre los trabajos que hacen”
La aplicación del Project Management es una nueva forma de dirección y gestión de
proyectos de paradas de planta, lo que significa una constante búsqueda de nuevas y
novedosas formas de incrementar la confiabilidad, disponibilidad y vida útil de
plantas y equipos industriales, siempre a través de un control efectivo de coste, plazo,
riesgo y calidad.
3.3.9 MANTENIMIENTO, APLICACIÓN
Al llegar a este puesto nuevamente me enfrente al reto de empezar en un área nueva
para mí de la cual conocía muy poco. Así que uno de mis primeros objetivos fue
darme a la tarea de investigar qué era lo que se esperaba del departamento de
mantenimiento.
Aquí nuevamente tengo a mi cargo la coordinación del personal operativo además de
la administración de los recursos y el seguimiento a los programas de mantenimientos
preventivos y correctivos tanto al equipo médico como al equipo de planta.
267
Uno de los primeros retos que tuve fue implementar el plan de mantenimiento. Ya
que el no contar con un jefe de departamento designado como tal no se estaba
llevando acabó las labores requeridas de mantenimiento.
3.3.9.1 PLAN DE MANTENIMIENTO PARA EQUIPO MEDICO
Ilustración 184 - Quirófano
La clínica cuenta con 96 equipos médicos distintos repartidos en los consultorios,
quirófanos, laboratorios, etc. dependiendo de cada especialidad. El departamento de
mantenimiento está encargado a llevar el control de todos y cada uno de los equipos
con que se cuentan en la clínica. Para ello es necesario contar con un expediente de
cada equipo donde se encuentra: copia del contrato de compra-venta, acta de entregarecepción, acta de apertura del equipo, carta de garantía o copia de contrato de
mantenimiento, y una relación de todo el papeleo relacionado con los equipos
(ordenes de mantenimiento preventivo o correctivo, relación de cursos de
capacitación, etc.), además de una bitácora donde se anota cada uno de los
mantenimientos de los equipos.
El ISSSTE hace las compras de equipos a través de licitaciones públicas donde
especifica las características del equipo que se va a comprar, dichas licitaciones son
abiertas y pueden participar todas las personas físicas y morales que sean capaces de
proveer al ISSTE dicho equipo, al final dicha compra se adjudicara a quien oferte el
mejor precio para el equipo. Después de que se adjudica la licitación se establece un
contrato de compra-venta donde el proveedor se compromete a entregar un equipo de
las características que se licito, y deja instalado y funcionando el mismo, entrega
manuales, garantías, accesorios y un curso de capacitación para el personal. Todo
268
equipo nuevo debe de contar por garantía con 4 mantenimientos preventivos, durante
2 años es decir cada 6 meses. Y después de la garantía se debe seguir dando
mantenimiento preventivo cada 6 meses.
Cuando inicie a laborar mucho del equipo ya se había entregado y se habían dado los
cursos de capacitación. Así que me di a la tarea de investigar con cuantos equipos
contábamos solicitando al subdirector médico y al subdirector administrativo toda la
información que tuvieran al respecto para así darme a la tarea de separar y ordenar
según los proveedores cada uno de los equipos que tenemos en la clínica. Una vez
hecho esto hice una base de datos para llevar el control de cada uno de los equipos
donde se especifica: nombre, marca, proveedor, No. de serie, No. de licitación, fecha
de apertura y fechas de mantenimientos programados; además de los datos del
proveedor para tener los contactos para programar y dar seguimiento al calendario de
mantenimientos preventivos por garantía.
De todos los equipos con que se cuenta solo una pequeña parte está en calidad de
comodato donde el equipo pertenece al proveedor y el ISSSTE paga una renta y las
reparaciones o los insumos de los equipos. De estos también se debe llevar una
bitácora.
El manejo del presupuesto para el pago de mantenimientos preventivos de todo el
equipo médico se lleva a nivel central, y se entrega a través de las delegaciones
estatales para contratar empresas que den mantenimiento. Por lo cual hay que
solicitar presupuesto a la delegación estatal para dar continuidad al calendario de
mantenimientos programados.
Aunque, a nivel central se lleva la programación de algunos de los equipos, los que se
consideran como críticos para el servicio (equipos de quirófano e imagenologia
principalmente), por lo cual el ISSSTE cuenta con una base de datos donde cada
clínica da de alta cada uno de los equipos de este tipo con que cuenta. En esta base de
datos se especifican: nombre del equipo, marca, No. de serie, licitación, contrato,
fecha de adquisición etc., para el momento que se nos pidió dar de alta los equipos
269
esto fue fácil ya que para ese entonces ya contábamos con nuestra propia base de
datos.
Como ya mencione en este momento todos los equipos son nuevos y los
mantenimientos programados aun son por garantía. Por lo que es necesario estar
trabajando en contacto directo con los proveedores para programar y verificar que se
estén recibiendo los mantenimientos por garantía para los equipos médicos. Una vez
que esta expire será necesario dar seguimiento a la base de datos de nivel central
cuando se vayan realizando los mantenimientos preventivos y/o correctivos. Y
solicitar presupuesto a la delegación estatal para contratar el mantenimiento del resto
de los equipos de los que no se hacen cargo a nivel central. Además de llevar nuestro
propio control en la clínica por medio de bitácoras y actas de entrega recepción de
mantenimiento preventivo-correctivo.
3.3.9.2 PLAN DE MANTENIMIENTO PARA INSTALACIONES Y EQUIPOS
ELECTRONEUMATICOS
El plan de mantenimiento de planta, o sea todo lo referente a las instalaciones y
equipos necesarios para el funcionamiento de las mismas, no difiere mucho del plan
de mantenimiento a médico. Aunque aquí nuevamente al ser nueva la clínica y todo
los equipos cuentan con garantías aunque estás varían dependiendo del equipo. Y al
igual que con el equipo médico al equipo de planta debemos solicitar presupuesto a la
delegación estatal para darle mantenimiento nosotros o contratar empresas
especializadas para cada equipo.
Si bien a nivel central se establecen los requerimientos de mantenimiento con los que
debemos estar cumpliendo, debe ser cada clínica u hospital quien implemente un plan
de mantenimiento y las rutinas del mismo a seguir de acuerdo a sus necesidades.
Así pues el plan de mantenimiento para la clínica se implemento de la siguiente
manera
270
MANTENIMIENTO A
LA CLINICA
MANTENIMIENTO AL
INMUEBLE
MANTENIMIENTO A
EQUIPOS
ELECTROMECANICOS
Ilustración 185 – Mantenimiento a la clínica
Mantenimiento al inmueble
Las rutinas de mantenimiento que corresponden al inmueble son:
1. Rutinas para de mantenimiento para cambio de lámparas y focos.
2. Rutinas de mantenimiento para bajadas de aguas pluviales y coladeras.
3. Mantenimiento al sistema hidráulico.
4. Mantenimiento a instalación de gas.
5. Mantenimiento a tomas murales y manifold.
6. Revisión y balance de la instalación eléctrica.
7. Mantenimiento a sellado de cancelería.
8. Impermeabilización y su mantenimiento.
9. Des azolve a red general de drenaje.
10. Lavado y desinfección de tinacos y/o cisternas.
Mantenimiento a equipos electro mecánicos
Las rutinas de mantenimiento que corresponden a equipos electromecánicos son:
1. Mantenimiento al sistema de aire acondicionado.
271
2. Mantenimiento a calderas y/o calentadores de agua.
3. Mantenimiento a compresores de aire, motobombas, bancos de baterías, etc.
4. Mantenimiento a plantas de emergencia.
5. Mantenimiento a sub estación eléctrica.
6. Mantenimiento a sistema contra incendios y recarga de extintores.
A continuación hare una breve descripción de cada uno de los puntos, la periodicidad
que se nos pide y las rutinas de mantenimiento que se implantaron para tener un
mejor control de los planes de mantenimiento. Así como una breve descripción de los
sistemas más complejos, como la subestación eléctrica, los aires acondicionados, etc.
3.3.9.2.1
MANTENIMIENTO AL INMUEBLE
1.- Rutinas para de mantenimiento para cambio de lámparas y focos.
Periodicidad: Mensual
Para cumplir con este punto contamos con un stock de refacciones mínimo lo cual
nos permite ir cambiando las lámparas según se van dañando.
2.- Rutinas de mantenimiento para bajadas de aguas pluviales y coladeras.
Periodicidad: Trimestral
Ilustración 186 – Bocas de tormenta y bajadas de aguas pluviales
Cada tres meses se barren azoteas, se limpian bajadas de aguas pluviales y se
desazolvan coladeras (bocas de tormenta) para evitar inundaciones provocadas por
tapones de basura en las mismas.
272
3.- Mantenimiento al sistema hidráulico.
Periodicidad: Trimestral
Revisión diaria: De lunes a viernes iniciando el día se realizara una revisión visual
de los equipos para verificar que los tableros este encendidos y en posición de
automático, presión en la línea de agua que marca el manómetro y/o tanques de
presión, el estado de las bombas de agua, además se verifica niveles de agua en
cisterna y niveles de cloro y PH en el agua.
Al tratarse de una clínica que cuenta con quirófanos debemos estar controlando el
agua en dos aspectos % de cloro en al agua y su PH, esto de hace utilizando un kit de
verificación que cuenta con dos probetas a los que se agrega un reactivo para cada
característica a verificar (Cl y PH), dependiendo de cómo salgan las pruebas se
agregara cloro granulado de ser necesario.
Ilustración 187 – Kit para verificación de calidad del agua
Las bombas de agua se verifica que no presenten ruido excesivo lo cual es indicio de
falla en los valeros, que no haya chorros de agua mientras están funcionando o goteo
cuando están paradas lo cual indica daño en los sellos mecánicos. Además se
verifican todas las conexiones tablero-motor para detectar falsos contactos.
Además se realizara un recorrido por cada uno de los edificios para verificar que no
haya fugas en la red de suministro de agua que no provoquen caídas de presión en el
sistema, además se debe revisar que los servicios sanitarios se encuentren en buen
estado y con todos los accesorios necesarios para su correcta operación.
En caso de que alguna de las bombas de agua potable, de la red contra incendio o
alguno de sus componentes falle, se procederá a la revisión y reparación en campo o
llevándolo a un taller especializado de ser necesario.
273
Mantenimiento Trimestral
Los tableros de control se deben limpiar cada tres meses utilizando un solvente
dieléctrico y brocha, además de verificar las conexiones para evitar falsos contactos
que provocan falsas señales de paro o arranque.
El sistema de agua potable cuenta con 3 electrodos para detectar los niveles de agua
en la cisterna estos al detectar niveles bajos o falta de agua por seguridad paran el
equipo para proteger las bombas y que estas no funcionen con vacío lo cual daña los
sellos mecánicos. Cada tres meses se debe de limpiar los electrodos del detector de
nivel de agua en la cisterna ya que estos acumulan sarro lo cual ocasiona que el
tablero de control no se detecte los niveles de agua correctos.
También cada tres meses se realizaran pruebas con carga y vacío para verificar la
presión en la red de suministro y buen funcionamiento del tablero.
4.- Mantenimiento a instalación de gas.
Periodicidad: Trimestral
Cada tres meses de hace una revisión visual al estado de los tanques y tuberías de gas
para detectar corrosión y pintar si es necesario.
5.- Mantenimiento a tomas murales y manifold.
Periodicidad: Semestral
Ilustración 188 – Izquierda sistema de distribución de Oxigeno medicinal, derecha sistema de
distribución de Oxido nitroso
274
La clínica cuenta con una red de distribución de gases como oxigeno, oxido nitroso y
aire de grado médico para su uso en las áreas que por el servicio que prestan así lo
requieren (quirófanos, emergencias, endoscopia, RX, Sala de recuperación). Esta red
está compuesta por reguladores de paso (manifolds), manómetros para verificar la
presión en la línea, una serie de llaves de paso para cada área, un tablero de alarma de
presión en quirófanos, y los conectores de tipo rápido en las paredes de las áreas
donde hay el servicio.
Rutina de Mantenimiento diario
Diario se hace una revisión y registro de presión en tanques, presión en línea, presión
en tablero de alarmas y consumo de los gases, oxigeno y oxido nitroso para
programar la compra de los mismos y asegurar el suministro diario en las áreas que
requieren de este servicio.
Mantenimiento semestral
Semestralmente se hace una revisión en diferentes puntos del sistema en busca de
fugas. Se revisan todos los conectores de pared para detectar fugas o conectores
dañados y se cambian si es necesario sellos o el conector completo. Se hace una
revisión de la calibración de los diferentes manifolds y se hace una limpieza del área
de gases.
Ilustración 189 – Tablero de alarma de gases en quirófano y tomas de pared
275
6.- Revisión y balance de la instalación eléctrica.
Periodicidad: Semestral
Mantenimiento a Tableros de distribución de mediana y baja tensión
Los tableros eléctricos deberán estar bien identificados para su pronta identificación y
control de los servicios, también requieren un mantenimiento detallado y un
monitoreo cuidadoso y continuo para evitar: falsos contactos, cortos circuitos,
sobrecargas y des balanceos en las cargas que puedan generar un daño a los
interruptores o a los cables de distribución de energía o hasta a los mismos equipos
conectados a estos.
El mantenimiento semestral a estos se realiza de la siguiente formar:
1. Se realiza una inspección física reapretando la tornillería utilizando la
herramienta adecuada para evitar dañar la cabeza de los tornillos, la cuerda de
los mismos o de la bese. Cuando se detecta alguno dañado se deberá cambiar
inmediatamente.
2. Se tomara lectura de voltaje y amperaje en cada uno de los circuitos así como
de cada una de las fases a neutro. Esto nos indicara si existe algún problema
de sobrecarga, sobre voltaje o des balaceo en las fases.
3. Los interruptores que se dañen o sean de capacidad inferior al circuito que
están alimentando serán remplazados de inmediato por interruptores en buen
estado y la capacidad adecuada.
4. El balanceo de las cargas se realizara de tal manera que no haya una
diferencia mayor al 10% entre cada una de las fases, y todos los cambios de
ubicación de circuitos se anotaran en los letreros que identifican cada uno de
los interruptores del tablero.
5. Se verificara el correcto acomodo de los cables que se encuentran dentro del
tablero y si se realiza algún reacomodo se realizara evitando que no se raspe o
dañe el aislante de los mismos.
276
6. Se realizara la limpieza interior de los mismos utilizando un solvente
dieléctrico aplicado don una brocha, se limpiara el gabinete y se verificara la
adecuada señalización del mismo.
7.- Mantenimiento ha sellado de cancelería.
Periodicidad: Semestral
Semestralmente se deben revisar y sellar la cancelería de la clínica para evitar
filtraciones de agua de lluvia a través de ventanales y ventanas de la clínica.
8.- Impermeabilización y su mantenimiento.
Periodicidad: Anual
Anualmente se da mantenimiento a la impermeabilización de las azoteas.
9.- Des azolve a red general de drenaje.
Periodicidad: Anual
Ilustración 190 – Registros de sistema de drenajes
Anualmente se deben revisar los registros de la red de drenajes para verificar si
requieren desazolve.
10.- Lavado y desinfección de tinacos y/o cisternas.
Periodicidad: Anual
Anualmente se lavan y desinfectan las cisternas.
277
3.3.9.2.2
MANTENIMIENTO A EQUIPOS ELECTROMECANICOS
1.- Mantenimiento al sistema de aire acondicionado.
Periodicidad: Trimestral
El acondicionamiento de aire es el proceso de tratamiento del aire ambiental de los
locales habitados; consiste en regular las condiciones en cuanto a la temperatura
(calefacción o refrigeración), humedad, limpieza (renovación, filtrado) y el
movimiento del aire adentro de los locales.
El sistema de enfriamiento se realiza en cuatro pasos, durante el primero el
refrigerante que se encuentra en estado líquido a baja presión y temperatura debe
evaporarse en un serpentín denominado evaporador así se logra un primer
intercambio térmico entre el aire del interior del local más caliente y el refrigerante.
Una vez en estado de vapor se succiona y comprime mediante un compresor
aumentando su presión y consecuentemente su temperatura, condensándose en un
serpentín denominado condensador mediante la una segunda cesión de calor, esta vez
al aire exterior que se encuentra a menor temperatura.
De esa manera en el tercer paso, el refrigerante en estado líquido a alta presión y
temperatura vuelve al evaporador mediante una válvula de expansión el cual a
consecuencia de su propiedad de capilaridad origina una significativa reducción de
presión, provocando una cierta vaporización del líquido que reduce su temperatura,
por último retorna a las condiciones iníciales del ciclo.
Se puede emplear agua como medio de enfriamiento para provocar la condensación
en vez del aire exterior, la que es enfriada mediante una torre de enfriamiento.
Para renovar permanentemente el aire de recirculación del sistema en las
proporciones necesarias a fin de lograr un adecuado nivel de pureza, dado que como
el resultado del proceso respiratorio, se consume oxígeno y se exhala anhídrido
carbónico, por lo que debe suministrarse siempre aire nuevo a los locales para evitar
que se produzcan viciamientos y olores.
278
El aire nuevo del edificio o aire de ventilación penetra a través de una reja de toma de
aire, en un recinto llamado pleno de mezcla, en él se mezcla el aire nuevo con el aire
de retorno de los locales, regulándose a voluntad mediante persianas de
accionamiento manualmente o eventualmente automáticas.
La función de filtrado se cumple en la batería de filtros. Consiste en tratar el aire
mediante filtros adecuados a fin de quitarle polvo, impurezas y partículas en
suspensión. El grado de filtrado necesario depende del área para la que se utiliza el
equipo.
Así para la limpieza del aire en áreas no citicas como en laboratorios o Rayos X se
emplea filtros del tipo mecánico, compuestos por substancias porosas que obligan al
aire al pasar por ellas, a dejar las partículas de polvo que lleva en suspensión. Aquí
los filtros son de cartón y fibra de vidrio o metálicos (lavables).
Pero en el área de quirófanos y CEYE el aire debe ser de la más alta pureza posible
así la sección de filtros cuenta con tres tipos de filtros; primero están los metálicos
después los tipos bolsa y por último los filtros de alta eficiencia (HEPA) que quitan el
99.97% de partículas, con lo cual se asegura la que el aire en estas áreas cumpla con
las normas requeridas.
La función de refrigeración y des humectación, se realiza en verano en forma
simultánea en la batería de refrigeración, la humedad contenida en el aire que circula
se elimina por condensación.
El calentamiento del aire se efectúa en invierno en la batería de calefacción, por
medio de una batería que hacer circular agua caliente proveniente de un calentador
(UMA 1) y por intercambiadores eléctricos (UP 2).
En invierno, si se calienta el aire sin entregarle humedad, la humedad relativa
disminuye provocando re secamiento de las mucosas respiratorias, con las
consiguientes molestias fisiológicas.
279
La función de humectación, que se ejecuta en invierno en el humectador, debe
colocarse después de la batería de calefacción dado que el aire más caliente tiene la
propiedad de absorber más humedad.
La circulación del aire se realiza con un ventilador dado que es necesario un cierto
movimiento de aire en la zona de permanencia con el fin de evitar su estancamiento,
sin que se produzca corrientes enérgicas que son perjudiciales. Se emplean
ventiladores del tipo centrífugo, capaces de hacer circular los caudales de aires
necesarios, venciendo las resistencias de frotamiento ocasionadas en el sistema con
bajo nivel de ruidos.
El control se realiza básicamente mediante un termostato que comanda el
funcionamiento de los equipos y un humidistato para el control de la humedad.
Las unidades paquete como su nombre lo indica se encuentran integradas en un solo
paquete o carcasa. Mientras que las unidades manejadoras constan de dos partes la
unidad condensadora que se encuentra en el exterior y la unidad manejadora
localizada en el interior del cuarto de equipos de aire acondicionado.
Ilustración 191 – Derecha unidad manejadora. Izquierda Unidad condensadora
Las Unidades Manejadoras de Aire (UMA) están constituidas por: caja de mezcla,
sección de filtros, serpentín de enfriamiento, serpentín de calefacción y ventilador.
280
Ilustración 192 - Partes de una UMA
La UMA del área de CEYE es del tipo unizona. Esto quiere decir que el equipo
suministra aire a través de un solo ducto principal de aire. Para este caso únicamente
se contará con un solo dispositivo de control de temperatura.
Mientras que la UMA del área de quirófanos y recuperación es multizona. Este
equipo además de las secciones mencionadas arriba, cuenta con una sección de
compuertas. De acuerdo a las cantidades de aire requeridas en cada uno de las zonas,
se interconecta un ducto de suministro de aire al número de compuertas requeridas.
Así nosotros contamos con 6 zonas o 6 controles que se conectan a suministro de aire
de la UMA 1.
Ilustración 193 – Compuertas de la unidad multizona
281
Extractores de aire
Además de los sistemas de aire acondicionado contamos con 11 ventiladores de
extracción de aire tipo centrífugo. Y 4 del tipo hongo. Y dos extractores del tipo
turbo-axial.
Ilustración 194 – Derecha a izquierda. Extractor centrifugo, tipo hongo y turbo axial
Todos los extractores son de ¼ de HP excepto los tipo hongo que son de 3/16 HP.
Trabajan a 127 volts, 60 Hz, y 1700 R.P.M.
Rutinas de Mantenimiento diario
Se hace un recorrido diario por las instalaciones de la clínica para verificar el
funcionamiento de los sistemas de aire acondicionado y extractores de aire. Para
detectar ruidos o vibraciones extraños.
Mantenimiento trimestral
1. Toma de lecturas de voltaje en cada fase
2.
Toma de lectura de consumo de Corriente en cada fase
3.
Verificación de Ruidos
4.
Revisión visual de congelante en mirilla
5.
Verificación de temperatura de condensación
6.
Verificación de temperatura de enfriamiento
7.
Verificación de estado estético
8.
Verificación de funcionamiento con el usuario
282
Mantenimiento trimestral
Unidad condensadora
1. Desarmado Parcial de unidades
2. Limpieza general de chasis y filtros
3. Aplicación de desincrustantes (si aplica)
4. Lavado de panales de condensación y evaporación
5. Lubricación de moto ventiladores y rodamientos
6. Ajuste de estructura – eliminación de ruidos
7. Rearmado de unidades
8. Ajuste eléctrico ( si aplica)
9. Puesta en marcha y verificación de funcionamiento
10. Verificación de presostatos ( si los Tiene)
11. Verificar estado de filtro secador ( si los tiene)
12. Verificar estado de soportes de caucho
13. Verificar pruebas de acides del aceite ( cada 6 meses)
14. Verificar Funcionamiento de tarjeta de control (PCB)
15. Verificar giro del motor ventilador y estado de las aspas
16. Revisar estado del aislamiento térmico de las tuberías
17. Verificar el estado de los cables tanto de fuerza como de control
Unidad manejadora
1. Lavado de filtros
2. Revisión de tarjeta electrónica ( PCB)
3. Ajuste de conexiones eléctricas
4. Lavado de serpentín
5. Revisión de termistores
6. Revisión de acoples de refrigeración
7.
Ajuste de tornillería de paneles
8. Revisión de micro bomba de condensado
283
9. Verificar operación de vigilante de tensión
10. Engrase de rodamientos y bujes
11. Revisión, ajuste y/o cambio de bandas
12. Verificar que los drenajes sin obstáculos
13. Verificar las pilas del control remoto
14. Verificar estado de bases y filtro desodorizantes
Mantenimiento trimestral a extractores de aire
1. Revisión y limpieza general
2. Revisión y verificación de funcionamiento
3. Revisión de ruido y vibraciones extraños
4. Revisión de bandas
5. Lubricación de chumaceras
6. Toma de lecturas de voltaje y consumo de corriente
2.- Mantenimiento a calderas y/o calentadores de agua.
Periodicidad: Semestral
El tratamiento de agua caliente para su distribución y consumo en la clínica se realiza
a través de 2 calentadores de agua que funcionan con gas L.P. donde se calienta el
agua y se almacena en un tanque de almacenamiento a presión de donde se distribuye
a las áreas de la clínica que requieren de este servicio.
Rutina de Mantenimiento diario
-
Verificar que los calentadores estén encendidos
-
Las bombas de recirculación estén encendidas
-
Tomar lectura de la temperatura de agua
-
Tomar lectura de presión en tanque de almacenamiento de agua caliente
-
Verificar que no existan fugas de agua en tuberías y bombas de recirculación
-
Verificar que las bombas de recirculación no presenten ruido excesivo
284
Mantenimiento semestral
Se verificara que no tenga obstrucciones el ducto de la chimenea para que los gases
quemados salgan adecuadamente hacia el exterior, limpiar el intercambiador de calor
de hollín, revisar internamente los tubos del intercambiador de calor evitando que se
formen incrustaciones.
3.- Mantenimiento a compresores de aire.
Periodicidad: Semestral
Como ya lo había comentado además del sistema de distribución de gases
medicinales también se cuenta un una red de distribución de aire de grado medico
libre de aceite para el funcionamiento de diferentes equipos médicos además de otros
servicios en la clínica.
Rutina de mantenimiento diario
Se verifica diario el funcionamiento del compresor de aire de grado médico,
revisando que no presente ruidos extraños, fugas de aire o vibración excesiva.
Además se lleva un registro diario de presión en tanque, temperatura de operación,
horas de trabajo y presión en línea.
Mantenimiento Semestral
Se limpia el compresor y su tablero de control con brocha y solvente dieléctrico. Se
abre el equipo para revisar ajuste de bandas. Se verifica que no existan fugas internas.
Se lubrican rodamientos. Se verifica funcionamiento del sistema de enfriamiento. Se
verifican consumos de voltaje y corriente de los motores del compresor.
4.- Mantenimiento a plantas de emergencia.
Periodicidad: Semestral
La planta generadora de emergencia está integrada por un tablero de control y
transferencia automático conectada a un generador impulsado por un motor diesel.
Que actúa de forma automática (arranque y paro) en el momento en que la
285
alimentación de la CFE, falla o se restablece, consiguiendo de esta manera asegurar
de manera continua el servicio en los circuitos de carga.
En el tablero del transfer se encuentran dos focos que señalan, al encender uno o el
otro, el modo de funcionamiento de la planta, NORMAL para cuando se está
trabajando con el sistema de la CFE y EMERGENCIA cuando está trabajando la
planta de emergencia.
Además en la pantalla del tablero de control se indican: voltaje en las líneas,
amperaje, frecuencia de operación, horas trabajadas por la planta de emergencia,
voltaje en la batería del motor, combustible en el tanque, presión de aceite y
temperatura del agua.
En este mismo tablero se puede seleccionar el modo de operación de
AUTOMATICO/ MANUAL cuando se trabaje en manual será necesario arrancar el
motor manualmente pulsando el botón de arranque (START) y hacer el cambio en el
interruptor de transferencia de la red principal de CFE (el botón y focos marcados
con ¨MAIN¨) a el generador de emergencia pulsando el botón GEN, al hacer esto dos
focos indicaran el cambio. Además se deberá apagar el motor (pulsando el botón
STOP y volver a hacer la transferencia a MAIN cuando sea necesario.
Rutina de Mantenimiento diario a Planta de Emergencia
Diariamente se realizara una inspección visual y llenara una hoja de verificación
donde se anota:
Que el tablero este encendido y trabajando en automático
Interruptor termo magnético del generador en posición “ON”
Que el foco del pre calentador del motor este encendido
Las horas trabajadas por planta de emergencia
Voltaje en la batería
Nivel de combustible en el tablero
Limpieza general de la planta de emergencia y cuanto donde está ubicada
286
Además se notificara inmediatamente cualquier desperfecto detectado a causa de la
revisión visual (fugas de agua, aceite, combustible, cables sueltos o flojos, focos
indicadores apagados bandas flojas o en mal estado, conexiones sueltas etc.).
Mensualmente se revisara:
Nivel de refrigerante
Nivel de aceite
Nivel de combustible en tanque
Voltaje en terminales de la batería (con multimetro)
Tensión en las bandas del ventilador
Tensión en las bandas del generador
Mantenimiento Semestral
Realizara una purga del tanque de combustible y trampa de combustible
Se arrancara manualmente y trabajara por 15 min. para tomar lectura de:
o Voltaje en líneas
o Amperaje
o Frecuencia
o Presión de aceite
o Temperatura del agua
Revisión del estado general del escape, silenciador y múltiple del escape
Revisión y apretado de terminales (generador, marcha y batería)
Reapretado de mangueras
Revisión y apretado de todos los componentes del sistema de inyección de
combustible
Verificación de operación de sensores de: alta temperatura, baja presión de
aceite y volteje en batería
Mantenimiento general a batería: nivel de agua, limpieza de terminales
Limpieza general a todo el equipo tablero-generador-motor
287
Anualmente o cada 100 horas de trabajo se realizara todo lo anterior y además se:
o Cambiara al aceite del motor
o Cambiara filtro de combustible y trampa
o Cambiara filtro de aceite
o Cambiara filtro de aire
o Anticongelante del radiador
o Limpieza y reapretado de interruptores de potencia en el transfer
o Limpieza y reapretado de tornillos del interruptor termo magnético,
diodos y tornillería del generador de corriente alterna.
5.- Mantenimiento a sub estación eléctrica.
Periodicidad: Anual
Se da el nombre de subestación eléctrica al conjunto de elementos que sirven para
alimentar el servicio eléctrico de alta tensión a un local con una demanda grande de
energía para obtener luz, fuerza, calefacción, y otros servicios
Las subestaciones eléctricas no obstante su elevado costo son convenientes al usuario
debido a que las cuotas de consumo, medidas en alta tensión son mucho más
económicas que cuando los servicios son suministrados por la empresa en baja
tensión, por lo cual, el gato inicial se compensa en poco tiempo quedando un ahorro
permanente al propietario
Actualmente las subestaciones de tipo abierto para interiores han pasado a la historia
los materiales modernos que hemos visto permiten la construcción de subestaciones
unitarias o también llamadas compactas. Se les conoce como subestación eléctrica
compacta a la sub estación que busca específicamente eso, ocupar el menor espacio
posible.
288
Consiste de un transformador tipo estación, auto soportado, con cuellos tanto en el
primario como el secundario, esto con el fin de crear un frente muerto, la llegada del
primario tiene que ser subterránea, en niveles de voltaje de 13.2 Kv, 23 Kv o 34.5 Kv,
todo depende del nivel de voltaje de distribución de la compañía suministradora.
El voltaje de salida (Secundario) es usualmente en 480 V, ya que este tipo de
subestaciones se instala en tiendas de autoservicio y centros comerciales, y donde el
usuario final cuenta con un sin número de equipo que resulta más barato alimentar en
480 V, y cuentan con transformadores secos de 480 V / 220-127V, para la
alimentación de contactos y demás servicios propios del inmueble.
En nuestro caso, nos llega la acometida de alta tensión de CFE de 23Kv, 3 hilos, 3
fases a 60 Hz. A al gabinete de la subestación, de aquí al transformador de
distribución de potencia y de ahí pasa a un interruptor termo magnético de ahí pasa a
dos gabinetes de distribución de baja tención, el tablero de corriente normal y el de
emergencia. Este último está conectado a una planta de energía de emergencia la cual
se conecta a este a través de un interruptor de emergencia o transfer. De estos dos
tableros de distribución se conectan directamente algunos equipos a través de
interruptores termo magnético como los elevadores, algunos equipos médicos y el
sistema de aire acondicionado. Además ambos tablero (normal y emergencia) pasan a
otros dos de tableros de distribución de baja tensión y de ahí a los tablero de
distribución de cada piso. Así cada piso cuenta con un tablero de distribución de
energía normal y otra de emergencia de la cual se toman las redes de distribución de
alumbrado (lámparas y focos) y las de energía eléctrica (enchufes).
El gabinete de la subestación es una caja metálica que se encuentran los interruptores
de potencia en aire y fusibles limitadores de corriente.
Ilustración 194 – Gabinete de Subestación eléctrica
289
El interruptor de potencia en aire es un dispositivo electromecánico que sirve para
abrir y cerrar automáticamente un circuito provisto de fusibles de protección contra
descargas.
Ilustración 196 – Interruptores de potencia en aire
El interruptor cuenta con cámaras para la extinción del arco eléctrico, y está equipado
con un mecanismo de operación tripolar en grupo, mediante dispositivos de energía
almacenada y aplicación de fusibles limitadores de corriente como liberador de fallas.
El fusible limitador de corriente sirve para garantizar la protección de cables y
transformadores, están construidos con elementos no degradables de níquel-cromo o
plata. Sus características de tiempo-corriente son precisas, lo que permite la correcta
y rápida coordinación de protecciones del sistema eléctrico.
Ilustración 197 - Transformador
El transformador es un dispositivo eléctrico sin partes en movimiento que por
inducción electro magnética a la misma frecuencia, cambia usualmente los valores de
tensión y corriente.
Los transformadores eléctricos se clasifican según el tipo de aislamiento en:
A.
Seco
B.
Sumergido en líquido aislante (aceite)
290
Por norma el aceite que deberá utilizarse en los transformadores eléctricos será de un
solo tipo: A con un grado de calidad A1.Y sus especificaciones deben ser:
a) Punto de flamazo: no será menor a 130° C
b) Punto de inflamación: no deberá ser menor de 150°C
c) Apariencia: clara
d) Resistencia dieléctrica: no deberá ser menor de 25 KV
e) Número de neutralización: acidez no mayor a 0.05 mg de KOH por gramo de
aceite, y alcalinidad neutra.
Tableros de distribución de mediana tensión
Los Tableros de Distribución de Baja Tensión son aptos para su utilización en las
Sub-estaciones principales, secundarias y en lugares donde se desee tener un grupo de
interruptores con relés de sobrecargas y cortocircuitos; destinados a proteger y
alimentar a las cargas eléctricas.
Ilustración 198 - Tablero de distribución de baja tención
Los Tableros de distribución constituyen una parte inherente a toda red eléctrica y se
fabrican para conducir desde algunos pocos amperios hasta el orden de 4000Amp, así
como para soportar los niveles de corrientes de cortocircuito y los niveles de tensión
de la red eléctrica.
Los interruptores pueden ser del tipo bastidor abierto, en caja moldeada o tipo
miniatura (riel DIN) y se pueden equipar con accesorios para mando local y a
distancia. Existe una amplia variedad de equipos que pueden ser instalados en estos
Tableros.
291
Se fabrican para instalación interior bajo techo o para instalación a la intemperie.
Características Constructivas
Son modulares, auto soportados o murales, fabricadas con estructuras de plancha de
fierro LAF de hasta 3mm, puertas, techo y tapas.
El grado de protección estándar es IP20 y se pueden fabricar hasta con un grado de
protección IP55 (protegido contra el polvo y contra chorros de agua en cualquier
dirección.
Todas las superficies metálicas son pintadas con dos capas de pintura de base
anticorrosiva y dos capas de pintura de acabado color gris RAL7000 o el color
especificado por el usuario. Inmediatamente antes del pintado, las superficies
metálicas son sometidas a un proceso de arenado comercial.
Mantenimiento preventivo
Subestación eléctrica
Ilustración 199 - Mantenimiento a subestación eléctrica
Lo más importante del mantenimiento a la subestación eléctrica compacta es que este
debe ser realizado por personal técnico especializado en el mismo ya que al trabajar
con un equipo de alta tensión se deben tener las medidas de seguridad adecuadas para
realizarlo. Nunca se iniciara un servicio sin haber previsto dichas medidas de
seguridad.
292
Normas de mantenimiento eléctrico.
Toda persona debe dar cuenta al correspondiente supervisor de los trabajos a realizar
y debe obtener el permiso correspondiente. Debe avisar de cualquier condición
insegura que observe en su trabajo y advertir de cualquier defecto en los materiales o
herramientas a utilizar. Quedan prohibidas las acciones temerarias, que suponen
actuar sin cumplir con las Reglamentaciones de Seguridad. No hacer bromas, juegos
o cualquier acción que pudiera distraer a los operarios.
Normas antes de la operación.
A nivel del suelo ubicarse sobre los elementos aislantes correspondientes. Utilizar
casco (el cabello debe estar contenido dentro del mismo), calzado de seguridad dieléctrico, guantes aislantes y anteojos de seguridad. Utilizar herramientas o equipos
aislantes. Revisar antes de su uso el perfecto estado de conservación y aislamiento de
los mismos. Desprenderse de todo objeto metálico de uso personal. Quitarse anillos,
relojes o cualquier elemento que pudiera dañar los guantes. Utilizar máscaras de
protección facial o protectores de brazos para proteger las partes del cuerpo. Aislar
los conductores o partes desnudas que estén con tensión, próximos al lugar de trabajo.
La ropa no debe tener partes conductoras y cubrirá totalmente los brazos, las piernas
y pecho.
Normas durante la operación.
- Abrir los circuitos con el fin de aislar todas las fuentes de tensión que pueden
alimentar la instalación en la que se va a trabajar.
- Esta apertura debe realizarse en cada uno de los conductores que alimentan la
instalación, exceptuando el neutro.
- Bloquear todos los equipos de corte en posición de apertura. Colocar en el mando o
en el mismo dispositivo la señalización de prohibido de maniobra.
- Verificar la ausencia de tensión. Comprobar si el detector funciona antes y después
de realizado el trabajo.
293
- Puesta a tierra y la puesta en cortocircuito de cada uno de los conductores sin
tensión incluyendo el neutro.
- Delimitar la zona de trabajo señalizándola adecuadamente.
Seguridad en las labores de mantenimiento
Distancia de riesgo.
Las separaciones mínimas, medidas entre cualquier punto con tensión y la parte
más próxima del cuerpo del operario o de las herramientas no aisladas por él
utilizadas en la situación más desfavorable que pudiera producirse.
Tabla – 16
Personal.
Un aspecto muy importante es el personal que ejecuta los trabajos en línea
energizada, estos deben ser seleccionados, capacitados adecuadamente en el uso y
mantenimiento de equipos y herramientas, maniobras, primeros auxilios, distancias
de seguridad, se debe considerar su formación, experiencia, contextura física, esfera
psíquica, edad, etc.
Tres son los factores más significativos que deben tener las personas que se dediquen
a este tipo de trabajos como son:
1. Alto grado de habilidad manual.
294
2.
Coordinación de primera clase.
3.
Temperamento tranquilo.
Principales peligros de la electricidad.
Debido a que en algunos casos los mantenimientos de las líneas se realizan con
tensión existen algunas consideraciones que se deben tener en cuenta sobre los
riesgos inherentes a los trabajos como ser: No es perceptible por los sentidos del
humano. No tiene olor, solo es detectada cuando en un cortocircuito se descompone
el aire apareciendo Ozono. No es detectado por la vista. No se detecta al gusto ni al
oído. Al tacto puede ser mortal si no se está debidamente aislado.
Las 5 reglas de oro.
1.
Abrir todas las fuentes de tensión.
2.
Bloquear los aparatos de corte.
3.
Verificar la ausencia de tensión.
4.
Poner a tierra y en cortocircuito todas las posibles fuentes de tensión.
5.
Delimitar y señalizar la zona de trabajo.
Normas de seguridad para trabajar en líneas aéreas energizadas.
La seguridad de preservar la vida estará por encima de cualquier otra consideración.
1.
Ningún trabajo será considerado tan importante y urgente, que pueda obligar a
omitir procedimientos y pasos necesarios para la seguridad del trabajador.
2.
Los equipos de seguridad y de protección personal como es el casco, lentes o
gafas, guantes y manguillas protectoras, mantas aislantes, etc., serán siempre usados
en todo trabajo.
3.
Siempre se deberá tener presente que los guantes protectores son la primera
línea de defensa y estos serán siempre usados y cuidados por cada trabajador.
295
4.
Siempre será considerada la importancia de la presencia y del uso de los
equipos de protección (Ej. mantas, manguillas de trabajo).
5.
Todo trabajador de líneas (Liniero) debe ser responsable por su propia
seguridad y la de sus compañeros en el campo de labor.
6.
Todo empleado tendrá la obligación de intervenir y prevenir cualquier acción
que se muestre insegura, sin importar su nivel de cargo dentro de la empresa.
7.
Todo trabajador se posicionará adecuadamente por debajo de las líneas
energizadas para trabajar y siempre trabajará una fase a la vez.
8.
Todo trabajo deberá ser planificado, discutido y explicado en detalle antes de
su ejecución para la seguridad de todo el equipo participante.
9.
Siempre se deberá proteger, inspeccionar y mantener periódicamente todos los
equipos para trabajar líneas energizadas, y se desechará todo equipo deteriorado.
Mantenimiento anual
Para realizar el mantenimiento a la subestación eléctrica el primer paso consiste en
programar una libranza (corte de energía eléctrica de alimentación al equipo) con la
comisión federal de electricidad (CFE). La cual consiste en los siguientes pasos:
Se desconecta la carga desde los tableros de distribución generales
Después se corta la energía del transformador abriendo los interruptores de
potencia que se encuentran dentro de la subestación.
Por último se realiza el corte de la energía de alimentación externa (se abren
cuchillas en los portes de la acometida de CFE que llegan a la subestación).
Una vez que se ha realizado la libranza de la subestación y siguiendo las normas
de seguridad que se mencionaron antes se podrá iniciar el mantenimiento
preventivo.
Para asegurarse de una operación segura y confiable, deberá ser necesario una serie
de revisiones en intervalos de tiempo definidos (por lo menos 1 vez al año), la
296
frecuencia de los cuales dependerá de las condiciones ambientales y de operación. Y
los proveedores sugieren las siguientes acciones a tener en consideración:
Inspección Visual y Limpieza
Con la finalidad de detectar posibles daños al equipo o accesorios de la subestación se
debe comprobar los siguientes puntos:
• Abrir el gabinete. Limpiar las superficies de barras, aislamientos, contactos,
boquillas que se encuentran sucias con desengrasante y solvente dieléctrico.
• Verificar que los tornillos de todas las uniones y conexiones se encuentren
perfectamente apretadas.
• Aplicar parafina como lubricante sobre las superficies de contacto. Nunca se debe
utilizar grasa orgánica, aceite o algún tipo de lubricante industrial.
• Lubricar ligeramente las partes móviles del mecanismo de operación (mecanismo
operador, puntos de giro flecha accionamiento resorte).
• En el caso de cuchilla de paso de operación sin carga, verificar que las navajas estén
alineadas entre sí y con respecto a los contactos fijos.
• En el caso de des conectadores o de cuchilla de paso de operación con carga,
comprobar que las barras o cables conectados a las terminales del des conectador o
cuchilla de paso no ejerzan o apliquen fuerza alguna, ya que esto puede provocar que
se desalinean las cámaras con respecto a los ganchos o bien desajustes que
entorpezcan el buen funcionamiento del equipo.
• Realizar varias operaciones de apertura y cierre del equipo a través del mecanismo
operador.
• En el caso de des conectadores de operación con carga, comprobar presionando con
ayuda de una pértiga o la mano, de que en la posición cerrado, los ganchos de arqueo
hayan entrado hasta su tope en la cámara de extinción del arco.
297
• No operar el aparato sin haber aplicado antes parafina como lubricante sobre las
superficies de contacto.
• Las conexiones deberán estar sólidamente sujetas y firmes.
• Nivel de Carga. Es importante que el transformador esté suministrando la carga para
lo cual fue instalado, ya que ya que al ser rebasadas las sobrecargas no permitidas
según las normas, se estará disminuyendo la vida útil del equipo.
Mantenimiento Correctivo
Los trabajos a efectuar dentro del mantenimiento correctivo dependerán de los
resultados no satisfactorios obtenidos durante los trabajos periódicos efectuados en el
mantenimiento preventivo.
Dentro de las posibles fallas en las subestaciones compactas tenemos:
Fallas en los fusibles: Se pueden presentar fallas de corto circuito en las instalaciones,
lo que provoca la operación de los fusibles.
Fallas en los devanados del transformador: Para resolver este tipo de fallas es muy
importante que sean atendidas por personal capacitado y que sepa interpretar el
funcionamiento del equipo, ya que su mala ejecución puede provocar la destrucción
del equipo y la invalidez de la garantía.
Dentro de las fallas más frecuentes tenemos:
• Conexiones flojas
• Fallas entre espiras
• Corto Circuito Externo
• Sobretensiones
• Sobrecargas
Sistema de pararrayos
298
Es un dispositivo compuesto de una o más varillas terminadas en punta, instaladas en
las azoteas de los edificios, formando un circuito cerrado por medio de un cable
trenzado de cobre. Dicho sistema se conecta a tierra por medio de varios electrodos
de cobre que se instalan en lugares apropiados del terreno donde se encuentra la
construcción.
Este sistema se utiliza para proteger de los efectos de los rayos a las diferentes
unidades de la clínica.
Mantenimiento Anual:
A. Verificar conductividad entre las puntas
B. Medición de resistividad en la tierra
C. Verificar conductividad entre el alambrado
6.- Mantenimiento a sistema contra incendios y recarga de extintores.
Periodicidad: Anual
Además del equipo hidráulico que se encuentra en la casa de maquinas la clínica
cuenta con extintores distribuidos en cada una de los pisos de cada edificio estos
equipos y también requieren de revisión y mantenimiento.
Rutinas de mantenimiento mensual
Verificar que las lecturas del manómetro estén en el rango de operatividad
Verificar que no existan evidencias de corrosión, escape de presión u
obstrucción.
Verificar que la válvula, la manguera y boquilla de descarga este en buen
estado.
En caso de que alguno de estos puntos no se cumpla se deberá corregir de
inmediato
También se debe agitar el mismo para evitar que el polvo se solidifique
299
Mantenimiento anual
Recarga: se debe sustituir el agente extintor por uno nuevo
Revisión y sustitución de partes dañadas: válvula, sellos, mangueras,
manómetro.
Pintura de ser necesario.
Se debe colocar una etiqueta de servicio donde se especifica fecha de
servicio, características del extintor y razón social de la empresa
responsable del servicio.
Hidrantes: mensualmente se verifica que no existan fugas de agua en la válvulas, que
las mangueras se encuentren conectadas y que exista una llave de apriete dentro del
gabinete.
Mangueras: mensualmente se verifica que estén en buen estado y que cuenten con
sifón y trimestralmente se cambian de posición para evitar cuarteaduras.
Toma siamesa: mensualmente se verifica que no existan fugas de agua y el apriete de
los tapones.
Mantenimiento a motor de combustión
A este equipo se le verifican semanalmente los niveles de: aceite, combustible,
tensión en banda del generador y voltaje en las baterías. Mensualmente se realizaran
pruebas de vacio para comprobar el funcionamiento del tablero y presión en tanque.
Además se realizara una prueba de arranque manual del motor de combustión interna.
La afinación, cambio de aceite y calibraciones se realizan anualmente o cada 100 hrs
de trabajo.
3.3.9.3 REGISTROS, INFORMES Y CONTROL.
Muchas de los trabajos relacionados con el área de mantenimiento son realizados a
través de ordenes de servicio, y esta pueden ser generadas por los usuarios o por el
jefe del área de mantenimiento.
300
En el primer formato es la solicitud de servicio (Ilustración 207 Izq.), lo llena la
persona que solicita el servicio y en él se especifica fecha, departamento y la
descripción del servicio solicitado.
Ilustración 200 – Izq. Solicitud de servicio, Derecha Orden de trabajo.
En el segundo formato que es la orden de trabajo (Ilustración 207, derecha) sirve más
para el control del área de mantenimiento este lo llena la persona que realiza el
servicio y en él especifican el tipo de trabajo (electricidad, pintura, fontanería, etc.),
área, una descripción del servicio realizado, fecha,
tiempo requerido para la
realización del servicio y los materiales utilizados.
Ambos formatos nos sirven para llevar un control de las órdenes de servicio
atendidas, pendientes y sin atender. Así como tiempos empleados de servicio, costos
y eficiencia del departamento y personal en general.
Al igual que con el equipo médico cada equipo cuenta con un expediente donde se
encuentran
actas de entrega recepción del equipo, manuales, actas de entrega
recepción de cada servicio. Además se cuenta con bitácoras donde se llevan registros
de los servicios.
Ilustración 201 – Bitácoras y expedientes
301
4.0 DESCRIPCION DE SOLUCIONES A PROBLEMAS
4.1 MANUFACTURA DE TARJETAS ELECTRONICAS
4.1.1 AT&T - PROCESO DE SMT, RECICLADO DE SOLDADURA
En
empresa AT&T
el principal producto que se producía eran los teléfonos
residenciales y por el volumen de producción que se manejaba en esta se puede decir
que las áreas de producción trabajan las 24 los 365 días del año, ya que cuando era
necesario hacer un cambio de modelo de producto esto no tomaba más de un turno
por lo cual nunca para la operación de la maquinaria.
El área de SMT no era la excepción, aquí las líneas de producción únicamente
paraban para dar mantenimiento preventivo, correctivo o cambios de modelo y esto
solo tomaba un turno.
Uno de los primero problemas que tuvimos en esta aérea fue que al crecer la demanda
de producción, fue creciendo la empresa y se fue contratando más personal, con lo
cual se fue perdiendo un poco el control sobre la producción.
Así, cuando se recomendaba a los operadores se SMT en TOP solo usar la pasta
necesaria para que hubiera una buena impresión y estar verificando el consumo de la
misma en la maquina, muchos de ellos ponían el doble o más del necesario en la
máquina para ya no preocuparse de esta máquina en el turno.
4.1.2 DEFINICION
Ya que los operadores estaban poniendo pasta excesiva en las maquinas impresoras
de pasta para no tener que estar cuidando la maquina, y ya que la soldadura en pasta
solo tiene una vida útil de 24 hrs. Cuando las impresiones empezaban a salir mal por
endurecimiento de la pasta la única solución era retirar la soldadura, lavar esténcil y
poner nueva soldadura en pasta, lo cual por cierto agregando nuevamente pasta en
exceso.
Motivo por el cual después de cierto tiempo incremento de manera excesiva el
consumo de soldadura en pasta y también provoco un exceso de pasta de desecho.
302
4.1.3 SOLUCION PROPUESTA
Una de las primeras propuestas que le hicimos al supervisor fue empezar a diluir la
pasta con alcohol ya que por experiencia sabíamos que cuando la pasta se empezaba a
endurecer si se agregaba alcohol se corregía el problema, pero esta no era una
solución definitiva ya que la pasta perdía de nuevo consistencia después de varias
horas y después de agregar alcohol varias veces la pasta quedaba inservible.
Así empezamos a investigar y a trabajar en coordinación con el ingeniero de proceso
y no dimos cuenta que uno de los componentes del la soldadura era el flux y que ahí
mimo en la panta se manejaba este liquido en las soldadoras de ola en el área de
PWB.
Así que se empezamos a experimentar diluyendo la pasta dura con flux en lugar de
alcohol. Así se definieron los pasos a seguir:
1. Definir la cantidad correcta a agregar a la pasta para que la mezcla fuera la
optima.
2. Hacer corridas de prueba para definir si la soldadura al pasar por el horno
no se veía afectada.
3. Verificar la vida útil de la pasta una vez reacondicionada y cuantas veces
más se podía hacer lo mismo.
4. Consultar con
proveedor para pedir apoyo sobre lo que estábamos
haciendo.
4.1.4 APLICACIÓN DE LA TECNICA
Así fue que se empleo una de las líneas de producción (la mía) para empezar a hacer
pruebas, el primer objetivo fue definir la cantidad correcta de flux a agregar con cual
al iniciar el turno se tomaba un frasco de soldadura mala y se tomaba la mitad de este
y se medía la cantidad de flux con el que la pasta tomaba una consistencia buena para
la maquina impresora de pasta. Con esta se hacia una corrida de prueba hasta que se
terminaba la pasta, y se verificaban todas las tarjetas para ver la calidad de la
impresión de la pasta y el resultado final después de pasar por el horno de reflujo.
303
Después a la misma cantidad de soldadura mala se agregaba un poco mas de flux y a
otra cantidad de soldadura se le agregaba menos para ver cuál de estas nos producía
mejores resultados.
Con esto definimos la cantidad de flux necesaria para que la soldadura en pasta
tomara la mejor consistencia y no afectara las impresiones de soldadura y el soldado
de los componentes al pasar por el horno de reflujo.
Después de esto empezamos a hacer corridas de prueba con turnos completos y con
diferentes modelos, ya que los orificios de los pad´s de las tarjetas de circuito impreso
varían sobre todo dependiendo de los circuitos integrados que llevara el modelo a
producir. Así que al final aunque afectaba muy poco se decidió no usar pasta
reciclada para modelos de “fine pitch” ya que en estos el tamaño de los pad´s de los
IC`s era muy delgada y podía causar problemas en un momento dado.
También notamos que si bien la pasta reciclada volvía a tomar sus características con
el flux después de un segundo intento de reciclaje la soldadura perdía sus
características, dando como resultado malas soldaduras.
Además logramos que el proveedor nos diera orientación y aconsejara, al comentarle
los experimentos que hicimos y los resultados que estábamos obteniendo, nos dijo
que estábamos haciendo lo correcto y nos recomendó usa una centrifuga para que al
diluir el flux y la soldadura esta mezcla fuera más uniforme, con lo cual se disminuyo
un poco la cantidad de flux utilizado al reciclar la pasta y además se incremento el
tiempo de duración de vida útil de la soldadura reciclada al ser mas uniformes las
mesclas.
4.1.5 EVALUACION DEL RESULTADO.
Fue así se aplico un plan para reducir el consumo excesivo de soldadura en pasta, al
utilizar únicamente soldadura reciclada en los modelos más sencillos o alternando un
frasco nuevo después de uno usado en otros modelos.
Logrando con esto reducir el desperdicio de soldadura en pasta hasta un 80%.
304
4.2 AT&T - SMT BOTTOM
4.2.1 PROBLEMAS DE COLOCASION DE COMPONENTES
Como ya se comento en el problema anterior, SMT era una de las áreas que por el
volumen de producción no dejaba de trabajar los 365 días del año y a pesar de que los
mantenimientos preventivos se realizaban en tiempo y forma muchas veces las
maquinas colocadoras de componentes empezaban a colocar los componentes de
manera incorrecta; girados o desplazados en el eje X en él Y. Este problema se
presentaba más frecuentemente en las líneas de SMT en BOTTOM, ya que en este
proceso es en el que se colocan mas componentes del tipo “Chip”.
En el momento que estos problemas se presentaban, se hacia un reporte al
departamento de mantenimiento, lo cual implicaba para la maquinaria y por tanto la
línea de producción. Esto para que se hiciera un chequeo de la máquina para verificar
el problema. Generalmente este problema era causado por que las boquillas que
tomaban y colocaban los chip´s se dañaban.
Pero para determinar cuáles boquillas de que estación eran las dañadas se corría un
programa de verificación visual de totas las estaciones y todas las boquillas. Teniendo
en cuenta que la maquina FUJI JP XXX tiene un cabezal giratorio de 36 estaciones
con 5 diferentes tipos de boquillas en cada estación y que el programa tenía que
verificar todas las boquillas, el parar para que se hiciera esta verificación tomaba más
de 30 minutos de paro de línea.
4.2.2 DEFINICION
Debíamos encontrar la manera de corregir el problema de colocación de componentes
en al área de SMT BOTTOM, ya que frecuentemente las maquinas empezaban a
colocar mal los componentes y los paros de línea afectaban la productividad de la
línea y el área.
Como este era un problema que afectaba a 3 áreas (proceso, mantenimiento y SMT)
se decidió formar un equipo de trabajo para solucionar el problema.
305
4.2.3 SOLUCION PROPUESTA
Así trabajando en coordinación con el ingeniero de proceso, el departamento de
mantenimiento y el operador de línea, debíamos definir los pasos a seguir, los cuales
quedaron de la siguiente manera:
1. Se haría un formato de hoja de verificación para que el operador anotara en
el transcurso del turno cuales componentes eran los que la maquina estaba
colocando mal.
2. A partir de la hoja de verificación durante el turno de determinaría que
componentes eran los que se repetían constantemente y determinar si era una
posible boquilla dañada.
3. Una vez identificados los componentes que más se repetían. Con el numero
de componente se verificaba en el programa de la maquina cual estación y
que boquilla era la que estaba colocando mal los componentes.
4. Este dato serviría al departamento de mantenimiento para tomar acciones
correctivas más rápidas, ya que no tendrían que correr el programa de auto
verificación de la maquina que tomaba demasiado tiempo. De esta manera
los técnicos de mantenimiento ya sabían de antemano que boquillas eran las
dañadas.
4.2.4 APLICACIÓN DE LA TECNICA
Como dije antes tuvimos que trabajar tres áreas en coordinación pero también nos
sirvió mucho a los operadores ya que nos involucramos más con el trabajo de las
otras dos áreas. Así los operadores nos sirvió para aprender más de la programación
de las maquinas y del mantenimiento de las mismas.
Así como se dijo en el punto anterior se llenaba una hoja de verificación, conforme
se encontraban patrones de repetición se verificaba en el programa los números de
estación y de boquillas para definir las posibles dañadas.
306
El primer paso era “ski pear” o deshabilitar mediante el programa dicha boquilla para
que la maquina utilizara otra estación y boquilla para la colocación del dicho
componente. Al hacer esto se corregía la colocación de los componentes. Así de daba
la información de la boquillas o boquillas a cambiar al departamento de
mantenimiento, lo cual tomaba menos tiempo que cuando se corría el programa de
verificación de la maquina. Y se dejaba el cambio de las mismas para que se hiciera
cuando la línea paraba durante la hora de comida.
4.2.5 RESULTADO
Uno de los resultados de estas acciones fue que al involucrar a los técnicos de línea se
vieron mejoras tanto en la calidad como en el proceso. Ya que al conocer más sobre
el programa y el mantenimiento de las maquinas fueron ellos los que finalmente se
hicieron cargo de tomar las acciones correctivas cuando se presentaban problemas
similares. Desde modificar la programación para deshabilitar boquillas, hasta cambiar
boquillas dañadas durante horas de comida o cambios de turno.
El primer resultado que se obtuvo fue que los problemas de colocación de
componentes se resolvían de manera más rápida que antes.
También se bajo el tiempo caído por mantenimiento correctivo, ya que cuando se
paraba para cambiar una boquilla esto solo tomaba de 5 a 10 minutos, en
comparación con los 30 min aproximadamente que tomaba el programa de
verificación de la maquina.
Además también sirvió para que los ingenieros de proceso se dieran cuenta que las
boquillas generalmente se dañaban por variaciones en la dimensiones de los
componentes generalmente en la altura de los mismos, debidos a cambios de
proveedor o de lote, lo cual sirvió para que cuando se presentaba un problema de
estos ellos verificaran las dimensiones de los componentes e hicieran modificaciones
al programa cuando era necesario
307
4.3 AT&T - ENSAMBLE FINAL
4.3.1 FALLAS EN LAS PRUEBAS DE TRANSMISION Y RECEPCION DE
AUDIO
Una de las etapas del proceso de la línea de PWB es la sintonización esto se hace para
ajustar el rango de canales de transmisión tanto de la base como del han set de un
teléfono. Una vez que han pasado por esta etapa se le colocan a las tarjetas otros
componentes como micrófono, bocina, antena, botones etc. Y se ensambla la unidad
con su chasis para pasar a hacer las pruebas de la unidad terminada. Una de estas
pruebas que se hacen a las unidades armadas es la simulación de datos de audio tanto
en recepción como en transmisión. Esto en un equipo diseñado para tal fin para esto
llamado gomer.
4.3.2 DEFINICION
En una ocasión durante el turno laboral se empezaron a presentar problemas con las
pruebas de audio en un la línea de producción de un modelo especifico. Para esta
prueba se contaban con 10 estaciones de Gomer, así se llamaba el equipo con que se
hacían las pruebas de audio. De estas 10 en la mitad de las estaciones se presentaban
mas fallas.
Cuando se me notifico a mí como técnico de pruebas, lo primero que hice fue revisar
los equipos, haciendo una verificación de los equipos. Esto se hacía utilizando una
unida llamada “Golden” que era una unidad patrón de la cual se sabía que estaba en
perfectas condiciones y que tolas las pruebas que se la aplicaban las pasaba en los
límites establecidos.
Una vez que se verificaron todos los equipos se le hizo saber al supervisor y al
ingeniero de procesos que el problema no estaba en los equipos. Pero se seguían
presentando demasiadas fallas y algunas de las unidades que fallaban en un equipo
pasaban las pruebas en otros. Por esta razón no tuvimos que dar a la tarea de analizar
el problema más a fondo.
308
4.3.3 SOLUCION PROPUESTA
Una vez analizado el problema decidimos tomar dos acciones a tomar de acuerdo al
siguiente diagrama:
Ilustración 202- Diagrama de Ishikawa para solucionar problema de transmisión
Las pruebas de audio consistían, en que una vez conectadas las unidades al gomer
mediante el programa una tarjeta de audio enviaba una serie de tonos, que
reproducidos por una bocina eran leídos o escuchados por el micrófono de la unidad,
después por programa enviaba una serie de tonos que la unidad reproduce y el
micrófono del gomer escucha. Así el programa verifica que los tonos sean de una
intensidad en decibeles y dentro de las frecuencias de transmisión establecidas.
Se decido volver a calibrar todos los equipos ya que algunas unidades que fallaban en
un equipo si pasaban las pruebas en otros equipos, estas pruebas al ser muy rápidas
no dejaban ver a los operadores los parámetros medidos pero verificando en el
programa se veía que las unidades que fallaban en unos equipos y pasaban en otros
cuando pasaban lo hacían muy en los limites inferiores establecidos por el programa.
Mientras tanto el ingeniero de proceso verificaría en la etapa anterior (PWB) que en
las pruebas eléctricas de ICT no hubiera componentes deshabilitados en el programa
de prueba, lo cual nos podría estar haciendo llegar componentes con valores
equivocados que nos podrían estar afectando en las pruebas de sonido. Y el técnico
de reparación analizaría las unidades fallas para ver si tenían algún componente con
valor equivocado.
309
4.3.4 APLICASION DE LA TECNICA
La calibración de las bocinas y micrófonos se hacía utilizando un decibelímetro para
que las bocinas reprodujeran los tonos a los mismos decibeles y los micrófonos
tuvieran las lecturas dentro de los mismos rangos. Una vez que se volvió a calibrar
todos los equipos se siguieron presentando fallas, así que se calibraron las tarjetas de
audio de los equipos en que se presentaban mas fallas. Una vez hecho esto se podía
descartar completamente la falla en los equipos de pruebas, así nos enfocamos a los
otros posibles factores.
Para cuando se termino de calibrar los equipos, el ingeniero de procesos y el técnico
de reparación ya habían iniciado pruebas enviando las unidades fallas a las pruebas
de sintonización, y las unidades que habían vuelto a sintonizar estaban pasando las
pruebas de audio.
Fue así se descubrió la causa del problema, ya que se les hizo saber tanto al técnico
como al ingeniero de proceso que las pruebas de sintonía no estaban relacionadas con
las pruebas de audio, ya que la sintonía es solo para la transmisión de datos entre base
y han set . Y de audio no eran meramente acústicas. Estaban más relacionadas con la
recepción del micrófono.
Así que para volver a sintonizar las unidades tenían que desarmarlas y retiraba la
antena, bocina y micrófono.
Y una vez sintonizadas las tarjetas se volvían a
ensamblar pero con diferente micrófono, bocina y antena.
Fue así que investigamos y encontramos que se estaban utilizando los lotes de
diferentes de proveedores de micrófonos, y un lote en específico nos estaba dando
problemas. Así de identifico cual lote era el malo y se retiro. Además todas las
unidades fallas se separaron y enviaron a reparación pero únicamente para cambio de
micrófono.
310
4.3.5 EVALUACION DEL RESULTADO
Fue así como logramos resolver el problema de las unidades que fallaban en las
pruebas de audio. Solucionando de la manera más rápida que se pudo el paro de línea,
ya que para el momento que empezamos a hacer pruebas cambiando los micrófonos
la línea de producción ya esta notificada con un paro de línea por el volumen de
unidades que fallaban.
Además de encontrar la causa raíz del problema, ya que al analizar los micrófonos se
encontró que ambos proveedores tenían diferentes especificaciones de impedancia
para el producto lo cual nos estaba afectando para las pruebas de audio.
311
4.4 SCI – ENSAMBLE FINAL
4.4.1 FALSOS RECHAZOS EN LA PRUEBA DE USB
En esta empresa el proyecto en el que estuve laborando se producían aparatos VDR
(Video Digital Recorder). El proceso para la fabricación de estos es muy similar a la
fabricación de teléfonos que ya describimos completo anteriormente.
El proceso inicia en el área de SMT donde las tarjetas de circuito impreso pasan por
los procesos de TOP y BOTTOM después pasan por PWB donde se les agregan los
componentes de Trough hole, pasan a la soldadora de hola, después por pruebas
eléctricas en ICT, se colocan loa accesorios y se le hacen las primeras pruebas
funcionales y se ensamblan las unidades con el chasis.
Una vez armadas las unidades se hacen las pruebas finales, conexión a internet,
funcionalidad de salidas de USB, funcionalidad de sensor de control remoto,
funcionalidad de salidas de video, verificación de las salidas de video, audio, y tarjeta
de prepago, etc.
4.4.2 DEFINICION
Cada mes el departamento de calidad entregaba un informe de las fallas de calidad
que más se presentaban, en estas se incluían los falsos rechazos. Uno de los primeros
problemas que se tuvieron que resolver fue la prueba de USB. Esta conexión es
utilizada para conectar memorias flash al dispositivo.
El equipo de prueba era un equipo electro-neumático semiautomático en el cual el
operador colocaba la unidad y pulsaba un botón para que el equipo iniciara las
pruebas. Utilizando una serie de válvulas electro neumáticas el equipo insertaba los
conectores necesarios para las pruebas que se realizaban, así una válvula insertaba
los conectores de video, después otra el conector de Red, y finalmente otra los
conectores de USB (2).
En la línea de producción se reporto primero el problema porque una vez probadas las
unidades presentaban el conector de USB roto, se reportaba falla y era que los
312
conectores del equipo se dañaban por golpear con la unidad o no estaban entrando
bien. Y se tenían que hacer ajustes en la altura del equipo de prueba. O se presentaban
falsos rechazos.
Se considera que hay un falso rechazo cuando una unidad que falla la primera vez se
prueba de nuevo y pasa las pruebas. Por criterios de producción y de acuerdo al
manual de producción cuando una unidad falla y después pasa se debía probar una
tercera vez y pasa la prueba para considerarse buena o mala sí fallaba.
Así como se ve esto afecta directamente la producción al hacer más lenta esta etapa
de las pruebas por el tiempo que tomaba probar las unidades 3 veces cuando fallaba
la primera, lo cual estaba creando un cuello de botella en esta etapa por acumulación
de unidades para ser probadas.
4.4.3 SOLUCION PROPUESTA.
La solución propuesta se tomo a partir del siguiente diagrama de causa-efecto:
Ilustración 203 – Diagrama de Ishikawa para solucionar problema de USB
313
Teníamos 3 posibles factores; equipo, materiales y operación.
En los equipos
debíamos revisar si la altura a la que estaban los conectores que entraban en la
unidad a probar estuviera a la altura correcta, también si la velocidad y la presión a la
que trabajaban las electroválvulas era la adecuada.
También verificaríamos si los conectores USB que se colocaban en las tarjetas
durante el proceso de PWB no tenían variaciones en tamaño y forma, y si cumplían
con las especificaciones que se pedían al proveedor.
Y finalmente debíamos asegurarnos que las fallas no fueran debidas a mala
colocación por parte de los operadores en el equipo de prueba.
4.4.4 APLICACIÓN DE LA TECNICA
Una vez definidos los puntos a verificar se definió que el ingeniero proceso s
encargaría de verificar lo relacionado al material, mientras que nosotros ingeniería de
pruebas nos encargaríamos del el resto.
Fue así que mientras revisábamos los equipos y la operación nos dimos cuenta que
teníamos otro factor a considerar. La base de las unidades era metálica y esta tenía 2
orificios en la parte inferior de la misma para que quedara sujeta una vez que era
colocada en el equipo de pruebas.
Así que una vez en línea empezamos midiendo la altura en la que estaban los
conectores en la unidad y en el equipo y se hicieron ajustes a los equipos. También
empezamos a experimentar variando la presión con las que trabajaban las
electroválvulas para variar la velocidad y fuerza con que entraban los conectores de
USB. Así nos dimos cuenta que también debíamos verificar el diámetro de los
orificios de sujeción, ya que en algunas ocasiones el colocar la unidad en el equipo
esta no quedaba bien sentada.
Mientras el ingeniero de proceso descubrió que los conectores USB también
presentaban variaciones en las dimensiones de la base del mismo, lo que en nos
presentaba una variabilidad en la altura de los conectores que sumado a la variación
de los orificios de la base del chasis, nos producía una variación muy grande de la
314
altura en que quedaban los conectores en el equipo de pruebas contra los de la unidad,
lo cual nos estaba ocasionando que los conectores del equipo de prueba golpearan
con el chasis de la unidad o no entraran completamente en la unidad o quebrara el
conector de la unidad, y por tanto fallara la prueba.
Una vez descubiertas las
causas se tomaron acciones, así se notifico a los
proveedores tanto de los conectores de USB como del chasis verificaran y corrigieran
sus procesos.
Pero por los volúmenes de producción con que trabajábamos debíamos tomar otras
acciones correctivas para solucionar el problema lo más pronto posible, fue así que se
decidió convertir esta prueba de automática a manual. Se modificaron los equipos,
deshabilitando la electroválvula y colocando una palanca con que el operador
introduciría los conectores USB. Y se modifico el programa del equipo para que
cuando llegaba a la prueba de conexión USB solicitara al operador introducir los
conectores y presionar “ENTER”. Únicamente esta prueba en específico que era la
que presentaba mas fallas, el resto sería automática.
4.4.5 RESULTADOS
Con esto se logro corregir los falsos rechazos al casi al 100 % ya que al volver esta
prueba manual se lograba que fuera más segura la conexión entre el equipo de prueba
y la unidad con lo cual tampoco se dañaron mas conectores.
Y si bien el proceso se hizo más lento al agregar la operación de manualmente hacer
las conexiones de USB, ya que lo ideal era que el proceso fuera completamente
automático. Dicha prueba seguía siendo más rápida que si se tuvieran que probas las
unidades como un falso rechazo en tres ocasiones.
315
2.5.5 FLECXTRONICS, ALMACENES DE PRUEBAS
4.5.5.1 ALMACEN DEL AREA DE PRUEBAS SIN ORDEN
La empresa Flextronics, se dedica a la manufactura de productos para otras empresas.
Como ya mencione en el edificio se tenían 8 proyectos diferentes, una línea de
fabricación de teléfonos celulares para Motorola, otro donde se procesaba la tapa de
un modelo de teléfono Motorola del tipo Flip Flop, otra línea para tarjetas Mother
Board para Dell, Una línea que producía dos tipos de agendas electrónicas maraca
Palm, y el proyecto en el que me encontraba que hacia tarjetas de red para
computadoras para la marca 3 COM. Cada proyecto o línea de producción tenía un
Técnico de pruebas que se hacía cargo de los equipos, materiales y refacciones
necesarios para el proyecto.
4.5.2 DEFINICION
Aquí el problema era que cada técnico tomaba una parte del almacén de pruebas para
sus necesidades con lo cual no había ningún control tanto de espacio como de
materiales, además todas las refacciones y materiales le eran solicitados al supervisor
lo cual no garantizaba la compra y existencia de los mismos ya que por lo general se
pedían cuando eran necesarios porque ya no había.
4.5.3 SOLUCION PROPUESTA
Era necesario organizar el almacén dividiendo el espacio disponible entre los
proyectos existentes se acuerdo a su tamaño e importancia. Además de hacer
inventario de lo que había, para saber que era necesario y que no. Hacer espacio en el
almacén dando de baja todo lo que no fuera necesario. Y hacer una base de datos para
que la localización de los materiales fuera fácil una vez hecho el reacomodo de los
mismos.
316
4.5.4 APLICACIÓN DE LA TECNICA
Mi primera tarea fue poner en orden el almacén de pruebas ya que se necesitaba un
espacio exclusivo en él para el proyecto de 3COM. Para lo cual tuve que hacer un
inventario de lo que teníamos y lo que nos estaba llegando clasificándolos si eran
consumibles, refacciones o equipo de prueba y a cual proyecto pertenecía. Y
haciendo una base de datos primero en Excel y después en Access.
Una vez hecho esto debía asignarle un espacio al proyecto de 3COM en al almacén.
Y había que liberar espacio utilizado de proyectos anteriores que ya no se trabajaban.
Así que tuve que organizar los espacios para cada proyecto, inventariar y dar de baja
material y equipos que no se usaban u solo ocupaba espacio.
Después de esto se inventario todos los equipos y materiales para el proyecto de 3
COM. Una vez que logre poner en orden el almacén para el proyecto 3 COM y
debido a esto se me pide que me haga cargo del todo el almacén del departamento de
mantenimiento de pruebas.
Una vez hecho el inventario y puesto en orden el almacén mi siguiente tarea fue
definir que materiales y refacciones nos era necesario comprar. Por lo cual se hizo
una investigación con los técnicos de línea para definir que materiales y refacciones
eras las que más consumían y con qué frecuencia. Para así definir consumos
semanales y mensuales aproximados. Además de armar una lista de proveedores ya
que el supervisor y/o en ocasiones los técnicos se encargaban de las compras para sus
proyectos. Después fue necesario ponerme en contacto con proveedores para saber
santidades necesarias para compra y tiempos de entrega.
En algunos casos como en el proyecto de 3COM los consumibles no eran comerciales
ya que eran productos fabricados por los ingenieros del dueño del proyecto y era
necesario contratar empresas que nos fabricaran dichos consumibles o comprar piezas
por separado y armarlas nosotros mismos.
Para hacer todo esto fue necesario trabajar en coordinación con los departamentos de
compras, para que fueran dados de alta los proveedores y dar seguimiento a que se
317
llenaran los papeleos correspondientes y se hicieran los pagos en tiempo a los
proveedores para no tener problemas se surtido, y con el departamento de embarque y
recepción ya que muchas veces fue necesario enviar equipos a reparación fuera del
estado y recibir equipos de fuera del país, por lo que era necesario dar seguimiento
puntual a dichos equipos. Además muchas de las compras de material y refacciones al
pasar un límite de costo debían entrar por el área de almacenes por lo cual era
necesario seguir un trámite de entrega-recepción y había que estar al pendiente de ello
para garantizar su surtido en el almacén de pruebas.
4.5.5 EVALUACION DEL RESULTADO
Gracias a todas las acciones que tome logre que:
1. Poner un orden en el almacén del área de pruebas ahorrando espacio.
2. Hacer que fuera más fácil la localización de materiales, y equipos para todo el
personal del área de pruebas.
3. Garantizar la existencia de refacciones y material, primero para el proyecto de
3COM y debido a en buen desempeño, al quedar a cargo de todo el almacén;
4. Garantizar la existencia de refacciones y material de toda el área de pruebas.
5. Garantizar la existencia de equipos de repuesto en buen funcionamiento de
los equipos del área, ya que se estaban mandando a reparar todos los equipos
dañados.
6. Garantizar que todos los equipos estuvieran calibrados.
318
4.6 SEDER - SUPERVICION
4.6.1 PROBLEMAS CON EL PERSONAL
Cuando inicie a laborar para la SEDER como supervisor de operaciones empecé en
el municipio de Bolaños, Jalisco. Aquí al para comenzar me di a la labor de aprender
cuales eran mis responsabilidades, mis deberes y obligaciones. Tanto para con
SEDER como para con el municipio con el cual íbamos a trabajar. También entable
una buena relación con las personal del municipio con quienes iba a estar trabajando
en coordinación (Presidente municipal y director de obras públicas), ya que este tipo
de trabajos se basan en sociedades donde gobierno del estado presta maquinaria y
empleados y el municipio paga todos los gastos relacionados con el uso de los
mismos, tiene que haber mucha confianza de ambas partes.
Aquí entre las labores principales estaba la rehabilitación de caminos rurales para
beneficio de comunidades apartadas de los municipios, trabajando con un modulo de
maquinaria pesada consistente en: un Bulldozer, una moto-conformadora, un
cargador frontal y dos camiones de volteo., pertenecientes a SEDER mas la
maquinaria y volteos proporcionados por el municipio. Además también se
rehabilitaban calles, se hacía la base para pavimentar carreteras y calles, se hacían
aperturas de nuevos caminos, se rehabilitaban canchas de futbol, y se implementaban
acciones de emergencia durante el temporal de huracanes.
Así después de un año en este municipio, en el cual logro cumplir con las metas
establecidas por y debido a los resultados SEDER quedando en segundo lugar en
avance de caminos rehabilitados. Al siguiente año el Residente regional me solicita el
apoyo para cambiarme de municipio a Mezquitic, ya que ahí se estaban presentando 2
problemas por un lado problemas con el personal del modulo de maquinaria, y por
otro conflictos entre supervisor-municipio.
319
4.6.2 DEFINICION DEL PROBLEMA
Cuando el residente regional me pidió que lo apoyara en el municipio me explico
cuales eran los problemas que tenia tanto con el personal y como con el supervisor.
Pero estos también necesitaba tratarlos directamente con el presidente municipal y el
director de obras públicas.
Así fue que acordamos tener una reunión con los representantes del municipio con lo
cual se definieron los principales problemas que había:
1. El supervisor solo se presentaba unos cuantos días a la quincena. Este
solo se presentaba uno o dos días, al inicio y/o al final de quincena.
2. Mal manejo del presupuesto asignado al Modulo en hospedaje y
alimentación. El municipio estaba gastando demasiado dinero en el
hospedaje y se reportaban demasiados gastos en comidas del personal
operativo.
3. Mal manejo del presupuesto asignado al Modulo para combustible. El
supervisor reportaba un consumo excesivo de combustibles cada mes
(sospechaban de mal uso del dinero asignado para este fin).
4. Mal manejo del presupuesto asignado al Modulo para tiempo extra. Se
estaba pagando demasiado dinero en pago de tiempo extra y no había avances.
5. Los trabajadores no se presentaban a laborar cuando debían. Había
muchas faltas de personal e iniciaban labores demasiado tarde diario.
6. Mal uso de la maquinaria por los operadores (hacían trabajos
particulares).
7. Los operadores y choferes vendían el combustible.
8. No se trabajaban las horas que se debían. Iniciaban labores muy tarde,
paraban muy temprano, se reportaban horas extras no trabajadas, se perdía
mucho tiempo a las horas de comida, etc.
9. Por lo cual no había avances en la rehabilitación de caminos.
10. Se pagaba demasiado tiempo extra. Muchas veces sin que se hubiera
trabajado en realidad.
320
11. Se pagaba demasiado dinero en talleres mecánicos. Cada quincena se
llevaban los volteos a talleres mecánicos (sin ser necesario)
Todo lo cual ésta creando conflictos entre el municipio y la SEDER ya que como dije
antes se trabajaba en una especie de sociedad donde el municipio era quien pagaba la
gran mayoría de los gastos relacionados con el manejo de la maquinaria y volteos.
Y al ya no haber confianza en el supervisor y personal operativo de SEDER el
municipio se rehusaba a seguir pagando los gastos relacionados para seguir
trabajando con ellos, y no querían gastar más en reparaciones de maquinaria y
volteos.
Por lo tanto era necesario tomar acciones urgentes, ya que incluso el municipio estaba
pensando en devolver maquinaria y personal a gobierno del estado ya que este no le
rendía frutos y solo ocasionaba gastos.
4.6.3 SOLUCION PROPUESTA
Haciendo un análisis de los mismos, se podía agrupar los problemas en dos grupos, y
encontrar las causas de los mismos. Primero los relacionados con el supervisor, que
era el mal manejo de los presupuestos y falta a sus labores. Y el segundo factor del
personal que estaba relacionado con el primero ya que al no haber supervisor el
personal operativo no trabajaba como debería ser.
4.6.4 APLICACIÓN DE LA TECNICA
Problemas por supervisor
Una de las primeras medidas que se tomaron con respecto al supervisor, además de
cambiarlo, fue que se proporcionara una persona por parte del municipio para que me
acompañara a tratar todos los asuntos relacionados con el manejo de los recursos.
Para que definiéramos en general los costos aproximados por mes de lo que iba a
gastar el municipio en el modulo de maquinaria.
En un principio definimos los gastos que eran fijos como los gastos en alimentación y
hospedaje. Así determinamos la cantidad por comidas y se hablo con los dueños de
321
restaurantes y fondas donde nos alimentábamos para comunicarles la cantidad que se
les pagaría por semana y quincena y mes, además de manejar vales firmados para que
estos no cobraran más comidas de las que se consumían.
Con respecto al hospedaje se hizo lo mismo, para evitar que se pagar más días de
hospedaje que los que usaban los trabajadores en el municipio durante el mes. Aquí
además se propuso a los representantes que en lugar de pagar hotel se rentara una
casa, ya que este es uno de los municipios donde el modulo de maquinaria de SEDER
estaba 8 meses del año. Por lo que era más barato pagar una casa por 8 meses que
pagar 8 cuartos de hotel por esa misma cantidad de tiempo.
El asunto del presupuesto del combustible se arreglo al no ser yo quien manejara
dinero para este rubro, una vez que hubo un encargado por el municipio fue él quien
se encargo de manejar este presupuesto y lo único que hice fue definir la cantidad de
combustible que se consumía por quincena y por mes, ya aunque esta no era una
cantidad fija durante los primeros dos meses logramos definir los consumos
aproximados para el ritmo de trabajo que se tenía.
También al haber un encargado del municipio este verificaba que el tiempo extra que
se reportaba era realmente el que se estaba trabajando, con lo cual se evito que se
pagara tiempo extra de más o tiempo extra que no se había trabajado.
Problemas por Operadores de maquinaria
Una de las primeras medidas ya que se habían definido los problemas con los
representantes del municipio fue cambiar a los operadores de maquinaria a los cuales
no se les tenía confianza (los que hacían trabajos a particulares y/o vendían
combustible).
Una vez que se había hablado con los representantes del municipio también tuve que
hablar con el personal a mi cargo para ponerlos al tanto de los problemas que había
hasta ese momento y para pedirles el apoyo para cambiar los que se pudiera cambiar
además de pedir opiniones para saber también su punto de vista y conocer sus
insatisfacciones y dudas.
322
Así me di cuenta de que muchos de los problemas y conflictos internos con el
personal eran debido a la falta de supervisión, ya que al no haber supervisor todos se
manejaban por su cuenta y cada uno velaba por sus propios intereses. Así unos
reportaban más tiempo extra que otros, algunos buscaban dinero extra haciendo
trabajos a particulares lo que causaba molestias en los demás. Otros vendían el
combustible a escondidas o a sabiendas de los demás, etc.
De esta manera una vez que se había hablado con todos fue necesario estar al
pendiente del personal, siendo estricto con ellos pero justo y flexible en todo
momento. De esta manera se corrigieron los problemas de faltas laborales, mal uso
del la maquinaria, y el pago excesivo en tiempo extra debido a que no se trabajaban
las horas que se debían.
Desafortunadamente la venta de combustible es una de las manera más sencillas de
hacer dinero y una de las costumbres más arraigadas entre muchos operadores por lo
cual fue necesario estar muy al pendiente de algunos de ellos y después de varios
meses y de haberles advertido varias veces fue necesario cambiar a varios de ellos.
Otro de los problemas era el relacionado con los talleres mecánicos, ya que los
choferes de camiones de volteo tenían la costumbre de cada quince días dejar su
camión en el taller mecánico cuando no era necesario, en ocasiones no les hacían
nada o únicamente entraban al taller a ser lavados lo cual generaba gastos excesivos e
innecesarios, cuando la muchas veces había otras prioridades con la maquinaria.
Por lo cual se hablo con los encargados de talleres para que no recibieran los volteos
si no llevaban una orden de trabajo firmada por el encargado del municipio o por
orden expresa mía. Con lo cual lo volteos solo entraba al taller cuando en realidad ere
necesario. De esta manera se logro un ahorro en gasto de talleres mecánicos y se
encauso este presupuesto para la compra de refacciones para maquinaria.
323
4.6.5 EVALUACION DEL RESULTADO
Todos estos cambios empezaron a reflejarse en los primeros meses, así al cuarto mes
de que llegue a este municipio y de estar trabajando aquí, el presidente municipal y el
director de obras publicas consideraron que ya no era necesario que hubiera un
encargado de parte del municipio asiéndose cargo del los asuntos relacionados con
los presupuestos.
También se logro:
Llevar un buen manejo de los presupuestos.
Alcanzar e incluso superar los avances requeridos por SEDER.
Reducir costos en tiempo extra.
Reducir costos en alimentación y hospedajes.
Reducir gastos en reparaciones
Mantener siempre en buenas condiciones la maquinaria y volteos.
Además se logro algo que no se había logrado antes:
El modulo de maquinaria de SEDER trabajaba cada año en este municipio durante 8
meses seguidos y los 4 meses restantes se regresaba la maquinaria a Guadalajara,
durante el temporal de lluvia, por considerarse que estos meses no se reportaba el
avance necesario debido a las lluvias. Así que se propuso a los representantes del
municipio que trabajáramos durante el primer año en el temporal de lluvias y se
consideraban que no rendía al trabajo el segundo año se regresara la maquinaria como
siempre.
Así el primer año se les mostro que también se podía trabajar durante el temporal de
lluvia, debido a los avances logrados el modulo de maquinaria permaneció en
este municipio durante los casi 8 años consecutivos que estuve como supervisor
ahí. Durante 3 cambios de administración y dos cambios de partido político en el
poder (PRI y PAN) esto debido a los resultados y la confianza que me gane con
los presidentes municipales y directores de obras públicas durante todo ese
tiempo.
324
5.0
EVALUACION
DEL
DESEMPEÑO
Y
ESPECTATIVAS
PROFESIONALES
5.1 CONCLUSIONES
Si bien mi desarrollo profesional parece no seguir una trayectoria continua en el
sentido de que no me he desarrollado en un solo ramo ya que he pasado de trabajar
del ramo de la manufactura electrónica al de infraestructura carretera y de ahí al de
mantenimiento hospitalario y de planta. Esto me ha permitido desarrollarme y aplicar
diferentes aspectos de la carrera de ingeniería industrial. Además de que dio la
oportunidad de aprender de muchas otras áreas.
Así pues puedo decir que en el trabajar en la industria manufacturera electrónica me
permitió conocer el proceso de fabricación de equipos con tecnología de montaje
superficial, que hoy en día es utilizado para prácticamente en todos los aparatos, ya
sean juguetes hasta equipos de alta tecnología. También aprendí de los controles
estadísticos y de calidad.
El trabajar en gobierno del estado me permitió conocer de maquinaria para el
movimiento de tierras y un poco de topografía. Aprendí de la planificar los trabajos
para obtener los mejores resultados y alcanzar las metas laborales, de la
administración de los recursos para el mejor aprovechamiento de los mismos.
Pero sin duda uno de los aspectos más importantes que aprendí aquí es que uno como
supervisor debe tener la capacidad para comprender a sus subordinados y trabajar
eficazmente con ellos y con las personas con quienes está en contacto, ya que al final
de cuentas esto es lo que determinara, en gran medida, el éxito o el fracaso de todo lo
que se tenga que hacer. Otras de las cualidades que cultive aquí fueron:
Estar bien enterado de las personas y su trabajo.
Tener confianza en mí mismo.
Ser sencillo.
Ser capaz y tomar decisiones acertadas.
Estar dispuesto a emprender una acción contraria cuando sea necesario.
325
Ser capaz de resistir presiones
Si bien como dije antes mi desarrollo profesional no parece seguir una trayectoria
continua, este siempre ha sido en áreas que se relacionan directa o indirectamente con
el mantenimiento. Directamente mientras trabaje en las empresas manufactureras
como técnico de pruebas. Indirectamente mientras me desempeñe como supervisor,
aunque se puede decir que era encargado directamente de la conservación y
mantenimiento de la maquinaria a mi cargo.
Y sobre todo ahora al ser el encardo del área de mantenimiento de la clínica de
especialidades del ISSSTE, donde el mantenimiento implica hacer frente de diversos
problemas para asegurar servicios que deben tener continuidad las 24 hrs del día los
265 días de año de tal manera que los diferentes departamentos que componen la
clínica funcionen de manera confiable.
Algo que aprendía a lo largo de mi desarrollo profesional es que la esencia del
mantenimiento, se trate de maquinaria o equipos médicos o de pruebas, se centra en
el acto de garantizar el funcionamiento de los equipos, ambientes o sistemas de
manera que se puedan seguir brindando los servicios o produciendo de manera
continua.
Y si bien todas las acciones de mantenimiento terminan siendo
correctivas los planes de mantenimiento deben hacer énfasis en el mantenimiento
programado de los equipos pues en estos de centra el servicio.
El mantenimiento preventivo aumenta la confiabilidad de los equipo y asegura su
vida útil, a la vez que disminuye los tiempos perdidos por fallas y los costos por
reparación. A la vez que nos permite organizar los diferentes trabajos al saber con
anticipación que días y por cuánto tiempo un equipo estará fuera de servicio.
326
BIBLIOGRAFIA
Miller, Irwin R. / Freund John E. / Johnson, Richard, PROBABILIDAD Y
ESTADISTICA PARA INGENIEROS, Prentice Hall, México, 1992
Gutiérrez Pulido, Humberto, CALIDAD TOTAL Y PRODUCTIVIDAD,
McGraw Hill, México, 1997
Profesor Arturo Ruiz-Falcó Rojas, CONTROL ESTADÍSTICO DE
PROCESOS, Universidad Pontificia Comillas Madrid, España, Marzo 2006
MANUAL DE CONTROL ESTADISTICO DE PROCESOS,
http://www.matematicasypoesia.com.es
Valencia Moreno, David Juan, GRAFICAS DE CONTROL POR ATRIBUTOS,
http://www.gestiopolis.com , 06 Mayo 2006.
EL SILICON VALLEY DEL TEQUILA, http://wharton.universia.net , México,
Marzo 2005.
Arturo Padilla, SILICON VALLEY MOTOR DE JALISCO,
http://www.canieti.org, México, Julio 2010.
Jesús Olguín Sánchez, EL NUEVO SILICON VALLEY DE MEXICO,
http://fox.precidencia.com.mx , México, Abril 2005.
Ricardo Hernández Sánchez, TECNOLOGÍA DE COMPONENTES DE SMT,
Instituto Tecnológico de Chihuahua, México, 2004.
TECNOLOGIA DE MONTAJE SUPERFICIAL,
http://tecnologiademontajesuperficial.es.tl/PRINCIPAL.htm , (Consulta Enero
2010)
Roberto Heyer, TECNIOLOGIAS DE ARMADO DE MODULOS
ELECTRONICOS, Editorial Dunken, Buenos Aires, 2004.
327
Armando Amundarain, LA SUPERVISION Y LA ORGANIZACIÓN,
http://www.monografias.com , (Consulta Mayo 2010)
SUPERVISION DE PERSONAL, http://www.elrincondelvago.com , (Consulta
Mayo 2010)
ELEMENTOS BASICOS DE LA ADMINISTRACION,
http://www.geoogle.com/organizacion/elementosbasicosdelaadministraciom/segu
nalgunosautores , (Consulta Mayo 2010)
Profesor Alberto Villarino Otero, BREVE RESUMEN DE LA INGENIERIA
CIVIL, Escuela politécnica superior de Ávila, España, Febrero 2010.
Ing. Agr. Michel Koolhaas, CURSO DE TOPOCAGRAFIA AGRICOLA,
www.fagro.edu.uy/~topografia/docs/Capitulo_2.pdf , Mayo 2004.
Jorge Elías, CONSTRUCCION DE NUEVOS CAMINOS RURALES,
http://www.proyectopragmalia.com , Agosto 2009.
Walter Alejandro Martínez Matamoros, GERENCIA DEL MANTENIMIENTO
EN HOSPITALES, Atlantic International University, Honolulu, Hawái, Abril
2009.
E. T. Newbrough, ADMINISTRACION DE MANTENIMIENTO
INDUSTRIAL, Ed. Diana, México, 1998.
Dr. Jack Roberts, [email protected] , TPM
MANTENIMIENTO PRODUCTIVO TOTAL, SU DEFINICION E HISTORIA,
Departamento de Tecnologia e Ingeniería Industrial Texas A&M University,
Commerce, Marzo 2008.
Mª Belén Muñoz Abella, MANTENIMIENTO INDUSTRIAL,
http://www.ocw.uc3m.es/ingenieria-mecanica.com , Universidad Carlos III de
Madrid, España.
328
Walter René Calisaya Marón, INGENIERIA DEL MANTENIMIENTO
HOSPITALARIO, http://www.emagister.com , Abril 2005.
Molina José, MANTENIMIENTO INDUSTRIAL, http://www.monografias.com
, Maracay, Marzo 2011.
MANTENIMIENTO PRODUCTIVO TOTAL,http://tpmonline.com
Edwin Orlando Neto Chusin, MANTENIMIENTO INDUSTRIAL,
http://aulafacil.com , Macas Ecuador, Marzo 2008.
José Molina, MANTENIMIENTO Y SEGURIDAD INDUSTRIAL,
www.monografias.com , Macay, Marzo 2011.
MANTENIMIENTO INDUSTRIAL, www.monografias.com
HISTORIA DEL MANTENIMIENTO INDUSTRIAL,
http://www.buenastareas.com
http://wikipedia.com
http://google.com
www.Ayudaeletrconica.com
329
INDICE DE ILUSTRACIONES
No.
Ilustración
Ilustración
Pagina
1
Organigrama #1
1
2
Organigrama #2
3
3
Organigrama #3
6
4
Organigrama #4
8
5
Organigrama #5
11
6
Organigrama #6
13
7
Tarjeta con componentes de SMT
19
8
Tarjeta de circuito impreso TOP y BOTTOM
21
9
Componentes de SMT vs componentes axiales o de
Through hole
23
10
Medidas en largo, ancho y espesor de un "Chip"
24
11
Tendencia de los chips en Estados Unidos
26
12
Tendencia de los chips en Japón
26
13
Resistencia tipo chip y tipo MELF
27
14
Construcción de un capacitor tipo chip
27
15
Rollos para contener componentes de SMT
28
16
Capacitores de Tantalio y Electrolíticos
28
17
Boninas de SMT
29
18
Diodos y sus configuración
30
19
Diodos empaquetado tipo Melf
31
20
Transistores encapsulado SOT-23 Izq. SOT-223 Centro,
y Configuraciones Derecha.
31
21
Numero de parte de un Transistor
32
330
22
Encapsulado tipo DPAK Izq. SOIC centro, TSOP
Derecha
32
23
Diferentes tipos de "IC`s"
33
24
Forma de la pata de ala de gaviota o "gull wing"
33
25
Forma de la pata en forma de "J" o "J-Lead"
34
26
Encapsulado DIP
35
27
Encapsulado SIP
35
28
Encapsulado PGA
35
29
Encapsulado SOP
36
30
Encapsulado TSSOP
36
31
Encapsulado QFP
36
32
Encapsulado SOJ
36
33
Encapsulado QFJ
37
34
Encapsulado QF
37
35
Encapsulado TCP
37
36
Encapsulado BGA
37
37
Diferentes tipos de montaje de PCB con SMT
38
38
Configuración de una Línea de SMT
39
39
Impresión de soldadura en pasta
39
40
Componentes de SMT adheridos con pegamento
42
41
Sistema de dosificación de pegamento
44
42
Método de presión tiempo
45
43
Tecnología para la colocación de componentes
48
44
Fiduaciales
50
45
Reconocimiento de componentes
51
331
46
Alimentadores para plástico rollos de plástico y papel
52
47
Alimentadores en tubo
53
48
Alimentadores en charolas
54
49
Flujo de aire en un horno de convección
55
50
Perfil de temperatura en un horno de reflujo
57
51
Componente soldado por un solo pad
62
52
Falta de soldadura o no suficiente
63
53
Componentes parados y girados
63
54
Cortos o patas punteadas
64
55
Soldadura fría
64
56
Componentes quebrados
65
57
PCB con componentes de Inserción automática
66
58
Proceso de Inserción Automática
66
59
Maquina secuenciadora
67
60
Insertadora de alambre
67
61
Inserción de componentes axiales
68
62
Ciclo de la Maquina Insertadora
68
63
Línea de PWB o Fast Line
70
64
Preformado
71
65
Sub ensambles
71
66
Conveyor
71
67
Etapas de la soldadora de ola
72
68
Pruebas eléctricas en ICT
75
69
Diagrama de Distribución de Planta
77
70
Diagrama de Recorrido
78
332
71
Fabricación de piezas moldeadas
79
72
Clasificación de plásticos
79
73
Maquina de moldeo por inyección
81
74
Ciclo de una maquina de moldeo
81
75
Proceso de moldeo
82
76
Impresión por Transferencia
82
77
Maquina de Impresión por Transferencia
83
78
Ciclo de la Maquina de Impresión
84
79
Horneado de Piezas
84
80
Han set
85
81
Estación de sintonía
85
82
Ensamblado de Teléfonos
86
83
Cabina de sonido
86
84
Pruebas de sonido, Gomer
87
85
Cabinas de Radiofrecuencia y Emisión de RF
88
86
Empaque y Embarque
88
87
Rehabilitación de caminos rurales
92
88
Rehabilitación de caminos rurales
93
89
Camino bloqueado por piedra después del temporal de
lluvia, Rehabilitación de calles
94
90
Perfil transversal de un camino
96
91
Cunetas
97
92
Apertura de nuevos caminos
99
93
Bulldozer
100
94
Cargador Frontal con ruedas y Trascabo
101
333
95
Excavadoras de empuje retro (retroexcavadora) Izquierda
y de empuje frontal derecha
102
96
Izq. diferentes tipos de pala o bote. Derecho Arriba
retroexcavadora utilizada para hacer zanjas para poner
tuberías. Derecho Abajo retroexcavadora con martillo
hidráulico para quebrar piedras.
102
97
Retro cargadora o retroexcavadora
103
98
Moto niveladora
104
99
Izq. Traílla remolcada por tractor agrícola. Derecha Moto
traila o Moto scraper
104
100
Camión de volteo, de 6 ruedas con un eje trasero
105
101
Camiones de volteo de 10 ruedas con 2 ejes traseros
106
102
Semirremolque de volteo o “Góndola”
106
103
Volteo articulado con tracción en todas las ruedas
107
104
Clínica de especialidades + centro de cirugía simplificada
(CE+CECIS)
108
105
Control Estadístico de la Producción
114
106
Proceso probabilístico
115
107
Espacio muestral con m elementos
118
108
Espacio muestral con 6 elementos, si se arroja un dado
118
109
Población o universo
119
110
Muestra
119
111
Histograma
121
112
Distribución de frecuencia
128
113
Distribución de frecuencia
129
114
Sistema de control del proceso
131
115
Histograma, sesgo derecha, sesgo izquierda
136
334
116
Centrado con poca variabilidad,
mucha variabilidad
Descentrado con
137
117
Picos
138
118
Acantilados
138
119
Carta de control
142
120
Carta (x) de medias para el peso de los costales
148
121
Carta (r) de rangos para el peso de los costales
149
122
Etapas para mejorar un proceso
150
123
Zonas o limites para interpretar una carta de control
151
124
Cambios de nivel
152
125
Cambios de nivel
153
126
Seis puntos consecutivos ascendentes (o descendentes)
155
127
Catorce puntos consecutivos alternando entre altos y
bajos
157
128
Ocho puntos consecutivos a ambos lados de la línea
central con ninguno en la zona C.
158
129
Quince puntos consecutivos en la zona C, arriba o debajo
de la línea central
159
130
Carta Individual, temperaturas de un horno
163
131
Carta de individuales Individual, temperaturas
164
132
Diagrama de dispersión, resistencia vs tiempo de falla
174
133
Correlación positiva
174
134
Correlación Negativa
174
135
Sin Correlación
175
136
Diagrama de pareto
179
137
Como se construye un diagrama de Ishikawa
180
335
138
Como se construye un diagrama de Ishikawa
180
139
Diagrama de Ishikawa
182
140
Diagrama de flujo para la operación de los planes de
muestreo doble
188
141
Reporte de producción
198
142
Reporte de producción para prueba final
199
143
Reporte diario de producción para Hand set
199
144
Reporte diario de producción para PWB
200
145
Reporte de fallas por hora
200
146
Puntos de control de Yield
201
147
Resumen de falsos rechazos por equipo
203
148
Control de falsos rechazos por equipo
203
149
Formato de acción correctiva y acción para evitar la
recurrencia del problema
205
150
Formato de Resultado del Yield
206
151
Distribución de una línea de PWB
206
152
Distribución de una línea de Ensamble Final
207
153
Etiqueta para identificar las unidades en PWB
207
154
Etiqueta para identificar unidades en Ensamble Final
208
155
Etiquetas para unidades reparadas en PWB o en
Ensamble Final
209
156
Ejemplos de códigos de fallas
209
157
Formato de Reporte de unidades para reparación PWB
210
158
Reporte de unidades para reparación Ensamble Final
210
159
Reporte de fallas por hora
210
160
Notificación de paro de línea
211
336
161
Formato para llevar el control de folios de notificaciones
de paro de línea
212
162
Diagrama de flujo para Criterios de decisión de Calidad
213
163
Notificación de rechazo
215
164
Tabla MLT STD 105D
216
165
Formato para toma de muestras
217
166
Formato para descripción de rechazos
218
167
Criterios de decisión para los planes de muestreo
218
168
Notificación de Rechazo (Rejection Notice)
219
169
Notificación de Rechazo de Lote
220
170
Formato de aceptación de lote.
221
171
Supervisión
222
172
Concepto del supervisor
223
173
Características del supervisor
224
174
Funciones del supervisor
225
175
Estilos de supervision
226
176
Supervisión y Colaboración
228
177
Informe quincenal de Avances
233
178
Informe de semanal de reparaciones y suministros
234
179
Informe semanal de incidencias (asistencias y reporte de
avance diario)
234
180
Informe semanal de incidencias de maquinaria (reporte
de fallas)
235
181
Acta de entrega recepción de caminos
235
182
Acta de finiquito
236
183
Mantenimiento Industrial
237
337
184
Quirófano
268
185
Mantenimiento a la clínica
271
186
Bocas de tormenta y bajadas de aguas pluviales
272
187
Kit para verificación de agua
273
188
Manifold de oxigeno, oxido nitroso
274
189
Tablero de alarmas en quirófano y tomas de pared
275
190
Registro de sistema de drenajes
277
191
Unidad manejadora, unidad condensadora
280
192
Partes de una unidad manejadora UMA
281
193
Compuertas de una unidad multizona
281
194
Extractores de aire
282
195
Gabinete de Subestación eléctrica
289
196
Interruptores de potencia en aire
290
197
Transformador
290
198
Tablero de distribución de baja tensión
291
199
Mantenimiento a subestación eléctrica
292
200
Solicitud de servicio, orden de trabajo
301
201
Expedientes y bitácoras
301
202
Diagrama de Ishikawa para solucionar problema de
309
transmisión
203
Diagrama de Ishikawa para solucionar problema de USB
313
338
INDICE DE TABLAS
Tabla
Contenido
Pagina
1
Comparación de las medidas de los “chips”
24
2
Código de tamaños de los capacitores “Tantalio”
29
3
Clasificación de los IC´S
34
4
Tabla de temperaturas de fundido y secado
80
5
Ejemplo Distribución de Frecuencia
120
6
Distribución de Frecuencia
121
7
Ejemplo de medidas descriptivas, bolsas de azúcar
127
8
Hojas de verificación.
135
9
Ejemplo graficas para de control, peso de costales
145
10
Ejemplo de cartas individuales, temperaturas de un horno
162
Ejemplo diagramas de dispersión, relación resistencia vs
11
tiempo de falla
173
12
Ejemplo Estratificación
177
13
Ejemplo Diagrama de pareto
179
Letras código para tamaños de muestra
194
Tabla
I-A
Tabla III Planes de muestreo inspección rigurosa
194
Tabla IV Planea de muestreo inspección reducida
195
Tabla
V
Nivel de calidad aceptable
195
Planes de muestreo inspección normal
196
Tabla
II-A
14
Criterio para la clasificación de unidades en las estaciones
de prueba
15
202
La tabla siguiente da la distribución porcentual
representativa de todo el catálogo de repuestos
264
339
16
Las separaciones mínimas, medidas entre cualquier punto
con tensión y la parte más próxima del cuerpo del
operario
294
340
ANEXOS
Anexo #1
341
GLOSARIO DE TERMINOS Y SIGLAS
SMT (surface mount technology) – Tecnología de montaje superficial.
SMD (surface mount device) – Dispositivo de montaje superficial.
Joint venture – Sociedad de negocios donde dos empresas de unen sin que una
adquiera a la otra.
Mother Board – Tarjeta madre, tarjeta de circuitos principal en una computadora.
TiVo – Un TiVo es lo mismo que un VDR, TiVo es la marca.
VDR (Video digital recorder) – Grabadora de video digita.
JEDEC (Joint Electron Device Engineering Council) - representa a las áreas de la
industria electrónica en los Estados Unidos para la estandarización de la ingeniería y
desarrollo de tecnologías basadas en semiconductores.
IC (Integrated Circuit) – Circuito Integrado, ver pagina 153.
PWM (Pulse Width Modulation) - Modulación por Ancho de Pulsos. Es una
técnica en la que se modifica el ciclo de trabajo de una señal periódica, de una señal o
fuente de energía (una señal senoidal o una cuadrada por ejemplo), ya sea para
transmitir información a través de un canal de comunicaciones o para controlar la
cantidad de energía que se envía a una carga.
Overshot – En electrónica se refiere a los valores transitorios de cualquier parámetro
de una señal que exceden su valor final (valor estable), durante la transición de un
valor a otro.
PACKAGE – Encapsulado
PACKAGING – Empaquetado
342