metodo para la produccion de forjado de engranajes circulares
Anuncio

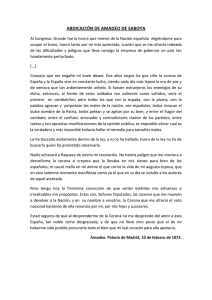
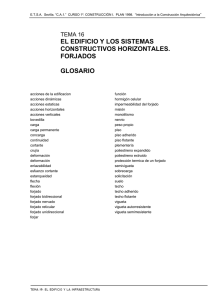
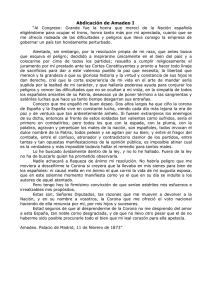
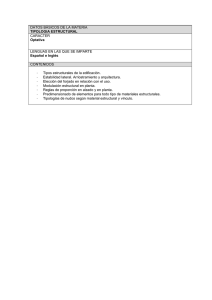
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 066 765 kInt. Cl. : B21K 1/30 11 N.◦ de publicación: 5 51 ESPAÑA k B21H 1/06 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 88100988.0 kFecha de presentación : 23.01.88 kNúmero de publicación de la solicitud: 0 278 298 kFecha de publicación de la solicitud: 17.08.88 T3 86 86 87 87 k 54 Tı́tulo: Método de fabricación de coronas dentadas forjadas con medidas casi finales. k 73 Titular/es: Eaton Corporation k 72 Inventor/es: Sabroff, Alvin Morton y k 74 Agente: Isern Cuyas, Jaime 30 Prioridad: 12.02.87 US 14426 Eaton Center, 1111 Superior Avenue Cleveland Ohio 44114, US 45 Fecha de la publicación de la mención BOPI: 16.03.95 45 Fecha de la publicación del folleto de patente: 16.03.95 Aviso: k k Douglas, James Richard k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 066 765 T3 DESCRIPCION Antecedentes de la invención Sector de la invención La presente invención se refiere a un método para fabricar coronas dentadas forjadas con medidas casi finales, especialmente coronas dentadas del tipo hipoide, cónico recto o cónico espiral, para diferenciales de camiones pesados, obtenidas de piezas toscas en forma de corona laminada, fabricadas por laminado de preformas de corona forjadas. La US-A-1 971 027 describe un proceso para fabricar piezas toscas destinadas a coronas dentadas cónicas. Según dicho proceso, se corta una barra de acero en secciones. Cada una de estas secciones luego se comprime axialmente para ampliar su diámetro. Posteriormente, se habilita un agujero central que permite la introducción de un laminador central o mandril de un aparato laminador de coronas. La misma laminación de coronas se realiza a una temperatura de forjado y después de laminar la corona, se deja enfriar la pieza de trabajo que se pretende consiga una contracción igual de todas las partes de todas las superficies de la pieza tosca. La US-A-2 713 277 describe el forjado en frı́o de una pieza tosca que tiene la forma de corona con una sección transversal rectangular. Según la descripción, se prefiere el forjado en frı́o, puesto que con el mismo se podrı́a eliminar la pérdida sustancial de chatarra, con el efecto adverso resultante en la corona dentada terminada. Los trenes de transmisiones en ángulo recto para diferenciales de vehı́culos pesados que utilizan juegos de piñón/corona dentada ya conocidos en la práctica anterior, como puede verse haciendo referencia a la US-A-3 265 173; 4 018 097; 4 046 210; 4 050 534; 4 263 834 y 4 651 587 y el documento SAE num. 841085. Estos juegos generalmente son del tipo cónico espiral o hipoide ya conocidos o cierta modificación o derivación de los mismos. Los procesos de forjado para la fabricación de las piezas toscas de engranaje/engranajes forjados teniendo por lo menos dientes parcialmente formados son ya conocidos en la práctica anterior, especialmente en los engranajes cónicos de tamaño relativamente menor, como los engranajes laterales y el piñón diferencial, como puede verse haciendo referencia a la US-A-3 832 763; 4 050 283 y 4 590 782. El proceso de laminado de la corona, en el cual generalmente las coronas anulares son laminadas desde preformas de corona laminadas, también es conocido en la práctica anterior, como puede verse haciendo referencia a la US-A-1 971 027; 1 991 486; 3 230 370; 3 383 693 y 4 084 419, y al Manual de Metales, 8a ¯ edición, volumen 5, de la Sociedad Americana de Metales, páginas 106 a 107, “Laminación de coronas”. En el pasado, debido a su tamaño relativamente masivo, las coronas dentadas para camiones pesados se fabricaban con un método que comprendı́a el forjado de una pieza tosca de engranaje con diámetro exterior nivelado y un disco central, recortando la pieza tosca de engranaje forjada, un tratamiento térmico homogeneizador 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 de la pieza tosca de engranajes recortada, la mecanización extensa de la pieza tosca preliminar y luego el corte final de sus dientes de engranaje, nuevo mecanizado de las superficies y de los agujeros de montaje, un tratamiento térmico de cementación, una operación de lapidado, en la cual la corona dentada y el piñón giran en acoplamiento de engrane en un compuesto de lapidado y manteniendo luego la corona dentada y el piñón como juego armonizado utilizable solamente en mutua relación. Aún cuando se haya utilizado el método de la práctica anterior para fabricar coronas dentadas para camiones pesados durante muchos años, como las coronas dentadas y los juegos de piñón/corona dentada fabricados con el mismo, este método no es totalmente satisfactorio puesto que los tochos o palanquillas empleadas tienen un volumen considerablemente mayor que la corona dentada terminada, representando por tanto unos costes de material y de tratamiento notablemente elevados, y el corte de los dientes desde las piezas toscas de engranaje es una operación antieconómica y lenta y los dientes formados con dicho proceso de corte no poseen las caracterı́sticas de flujo de grano deseables, intrı́nsecas en los dientes de engranaje formados mediante un proceso de deformación de material y en consecuencia, no ofrecen la ejecución de dientes de engranaje formados. Igualmente, como los juegos corona dentada/piñón lapidados sólo son utilizables como parejas armonizadas, hay que tener mucho cuidado en mantener los juegos de engranaje en parejas armonizadas y cualquier deterioro de la corona dentada o del piñón conducirá a dejar inservible todo el juego. El forjado de los elementos huecos desde coronas laminadas para ahorrar material ya se conoce generalmente en la práctica anterior. Sin embargo, este proceso generalmente sólo es económico en la fabricación a gran escala, ya que el laminado de coronas procedente de piezas toscas exige una operación de formado (con martillo o prensa de forjado) para tener la preforma anular que termina en corona laminada. El ahorro de material, u otras economı́as relacionadas con el mismo, no son suficientes para que este método resulte económicamente deseable, especialmente en cuanto a las coronas dentadas relativamente mayores más costosas, en el volumen y variedad de tamaños y relaciones correspondientes a los diferenciales de vehı́culos pesados (es decir diferenciales utilizados con camiones pesados, vehı́culos de construcción todo terreno y similares). Y esto sucede porque en la fabricación de la práctica anterior de las preformas, ası́ como en muchas otras operaciones de forjado, se prestaba atención al hecho de que la matriz de preformado estuviera llena casi en un cien por cien (100%) de su capacidad teórica y por tanto cada preforma de tamaño distinto exigı́a una matriz separada y en los lotes relativamente pequeños, el ahorro de material quedaba bastante más desvirtuado con el trabajo adicional en la preforma y los montajes de prensa normalmente requeridos. Según la presente invención, se resuelven los inconvenientes de la práctica anterior, o por lo menos se reducen con la aportación de un 3 ES 2 066 765 T3 método para la fabricación de coronas dentadas para ejes de transmisión de los vehı́culos pesados, cuyo método es económicamente factible ante el tamaño relativamente grande, el volumen relativamente bajo y la variedad relativamente grande de tamaños y relaciones correspondientes a dichos ejes de transmisión o diferenciales de vehı́culos pesados. El método permite considerable economı́a de material y de energı́a, ante los métodos de la práctica anterior y elimina la necesidad del lapidado de la corona dentada con un engranaje piñón armonizado que produzca un juego de piñón/corona dentada armonizado y posteriormente utilizar dicha corona dentada solamente como elemento armonizador con el piñón lapidado. Además, en relación con la fabricación de preformas forjadas para laminar coronas en piezas toscas de forjado de corona laminadas, se elimina la necesidad de tener una matriz de forjado de preforma individual para cada preforma distinta. En especial, los inconvenientes de los métodos de la práctica anterior se han reducido al aportar un proceso de forjado de precisión para forjar con precisión coronas dentadas de diferencial o ejes de transmisión relativamente masivos de vehı́culos pesados con medidas casi finales desde una calidad de acero de engranajes al carbono o aleado, como la calidad de cementación del acero de engranajes (AISI 8620A, 8622A, 8625A, 8822A ó 9310A). El proceso permite fabricar forjados casi a la medida final con una combinación muy apetecible de parámetros de forjado, como la necesaria microestructura, maquinabilidad, duración de herramienta, trabajo del proceso, presión de forjado y análogos. Cuanto antecede se cumple aportando un proceso de forjado para fabricar con precisión forjados de corona dentada de ejes de transmisión o diferenciales de vehı́culos pesados en medidas casi finales que comprenden las fases de proporcionar tochos o palanquillas debidamente configuradas y dimensionadas de un acero aleado o al carbono de contenido de nivel bajo a medio de carbono; calentar los tochos o palanquillas a una temperatura de forjado adecuada para las siguientes operaciones de deformación: forjado de los tochos o palanquillas en una matriz de preformado con una cavidad generalmente en forma toroidal en preformas de laminado de coronas sustancialmente de forma toroidal sin recortar; recortar las preformas de laminado de coronas sustancialmente de forma toroidal sin recortar en preformas de coronas laminadas sustancialmente de forma toroidal recortadas; laminado de las preformas de coronas en coronas con paredes de sección transversal sustancialmente rectangular de altura y espesor, de modo que el diámetro interior de dicha corona sea sustancialmente igual al diámetro del talón, siendo el diámetro exterior de dichas coronas dentadas menor que el diámetro exterior y el peso de dichas coronas se halla en el margen de uno a cuatro veces su espesor de pared; y el forjado de precisión de estas coronas en forjados de coronas dentadas con medidas casi finales. En consecuencia, constituye un objeto de la presente aportar un proceso de forjado de precisión nuevo y mejorado para forjados de engranajes de transmisión o diferenciales de vehı́culos 5 10 15 20 25 30 35 40 45 50 4 pesados, desde aceros aleados y al carbono de nivel bajo a mediano de carbono. Este objeto y otros además y las ventajas de la presente invención serán manifiestas con la lectura de la descripción detallada de la realización preferida tomada haciendo referencia a los dibujos. Breve descripción de los dibujos. La figura 1 es una vista en sección parcial de un engranaje de transmisión o diferencial de vehı́culo pesado tı́pico de la práctica anterior del tipo que utiliza engranajes de transmisión de corona dentada/piñón. Las figuras 2A y 2B respectivamente, ilustran engranajes de transmisión de corona dentada/piñón cónicos espirales y hipoides de la práctica anterior respectivamente. Las figuras 3 y 3A, respectivamente son esquemas generales de las partes de deformación metálica y de deformación post-metálica respectivamente del método de la práctica anterior para la fabricación de coronas dentadas para ejes de transmisión o diferenciales de vehı́culos pesados. Las figuras 4 y 4A, respectivamente, son esquemas generales de las partes de deformación metálica y de deformación postmetálica respectivamente, del método de la presente invención para la fabricación de coronas dentadas para ejes de transmisión o diferenciales de vehı́culos pesados. La figura 5 es un esquema general que ilustra la parte de fabricación de la preforma de laminado de la corona del método representado en las figuras 4 y 4A. La figura 6 es una vista en sección transversal esquemática de la matriz de forjado utilizada en el método de la presente invención para fabricar preformas de laminado de corona forjadas. Las figuras 7 y 8 respectivamente son vistas esquemáticas en sección transversal de la matriz de forjado ilustrada en la figura 6, representando el forjado de las preformas con aproximadamente el cien por cien (100%) y el ochenta y cinco por cien (85%) respectivamente, del volumen teórico de la cavidad de la matriz de forjado de la preforma. 55 La figura 9 es una ilustración esquemática de la parte del proceso de laminado de corona del método representado en las figuras 4 y 4A. 60 65 La figura 10 es una vista en sección transversal del forjado a medidas casi finales, fabricado con el método ilustrado en la figura 4. Descripción de la realización preferida En la siguiente descripción de la presente invención, se utilizarán algunos términos solamente a fines de referencia y no pretenden ser exhaustivos. Los términos “hacia arriba”, “hacia abajo”, 3 5 ES 2 066 765 T3 “hacia la derecha” y “hacia la izquierda” se refieren a los sentidos de los dibujos a los cuales se haga referencia. Los términos “hacia dentro” y “hacia fuera” respectivamente se refieren a los sentidos hacia y fuera respectivamente del centro geométrico del aparato descrito. Dicha terminologı́a incluirá las palabras antes citadas expresamente, sus derivados y las palabras de similar significado. El método y la matriz de forjado del mismo, de la presente invención comprenden una parte de un proceso para la fabricación de coronas dentadas para ejes de transmisión o diferenciales de vehı́culos pesados. Una caracterı́stica esencial del proceso para la fabricación de estas coronas dentadas comprende el forjado de precisión de coronas dentadas forjadas casi a medida final, desde un acero aleado y al carbono de nivel bajo a mediano de carbono (generalmente con un contenido de carbono del 0.05 al 0.5% en peso) como el AISI 8620A, 8622A, 8625A, 8822A, 4817H y 9320A. El término “AISI” se refiere al Instituto Americano del Hierro y del Acero y a las normas de clasificación del acero establecidas por el mismo. Sin embargo, el proceso de la presente invención no se limita a un tipo especı́fico determinado de acero aleado y al carbono de nivel bajo a mediano de carbono. Como se ha utilizado en esta descripción, el término “forjado de precisión” y sus derivados, se refieren a un proceso de forjado (es decir a la deformación de volumen aparente de una pieza de trabajo bajo presión) capaz de fabricar “partes netas”, es decir una pieza utilizable como forjado (sujeta al tratamiento térmico y demás fases de mecanizado) o “piezas casi netas”, es decir forjados que generalmente exigen 0.8 mm (0.30 pulg) o menos de retirada de material desde cualquier superficie operativa. El empleo de los juegos corona dentada/piñón de ángulo recto en el tren de transmisiones de los ejes de transmisión o diferenciales de los vehı́culos pesados es ya conocido en la práctica anterior. Volviendo a la figura 1, se ilustra en la misma, un eje de transmisión de una sola reducción 10 que utiliza este juego de engranajes 11 y comprende un piñón 12 acoplado en engrane con una corona dentada 14. Un conjunto diferencial 16 se fija a la corona dentada con los tornillos 17 para mover los dos semiejes 18 y 20. El eje de giro 22 del piñón 12 se halla sustancialmente perpendicular al eje de giro 24 de la corona dentada 14 (y del conjunto diferencial 16 y de los ejes de transmisión 18 y 20). Los ejes de transmisión de vehı́culos pesados de este tipo, y del tipo de doble velocidad y de doble reducción planetaria son ya conocidos en la práctica anterior y pueden conocerse con mayor detalle acudiendo a las patentes EE.UU. antes citadas nums. 4 018 097, 4 263 824 y 4 651 587. La mayorı́a de los ejes de transmisión de vehı́culos pesados utilizan juegos de corona dentada/piñón de ángulo recto del tipo cónico espiral o hipoide, como se ilustra en las figuras 2A y 2B respectivamente. El método de la presente invención y la matriz de forjado del mismo, pretenden servir para la fabricación de engranajes hipoides y cónicos espirales y/o sus derivados o 4 5 10 15 20 25 30 35 40 45 50 55 60 65 6 modificaciones. Como puede verse, en un juego de engranajes cónicos espirales, figura 2A, los ejes de giro 22 y 24 son perpendiculares y se entrecruzan mientras en un juego de engranajes hipoide, figura 2B, los ejes 22 y 24 se hallan descentrados en una distancia 26. El descentrado hipoide generalmente tiene de 2.5 a 5 cm (1.00 a 2.00 pulg) en un juego de engranajes de 30.5 a 45.8 cm (12 a 18 pulg) de diámetro primitivo de la corona dentada. Las coronas dentadas están provistas de un agujero de montaje 28 para recepción del conjunto diferencial 16 y los ejes de transmisión 18 y 20 y una serie de agujeros circulares de tornillo 30 para recepción de los conjuntos de tornillo y tuerca 17 para el montaje de la corona dentada en el conjunto diferencial 16. Como ya se sabe, los engranajes cónicos espirales en teorı́a tienen un contacto totalmente rodante no deslizante en la lı́nea primitiva, mientras que los juegos hipoides pueden ser menores, pero tienen un mayor grado de contacto deslizante en la lı́nea primitiva. En los últimos años, con las mejoras en el modelo y engrase de los engranajes, el contacto deslizante no es el mayor problema como era antes, y se aceptan cada vez más los juegos de engranajes hipoides para ejes de transmisión o diferenciales de vehı́culos pesados. La presente invención, sólo a fines de facilitar la explicación, se ilustrará en relación con un juego de engranajes cónicos espirales, quedando entendido que la presente invención se halla igualmente adecuada para juegos de engranajes cónicos espirales y engranajes hipoides ası́ como de sus modificaciones. Las caracterı́sticas y ventajas de los juegos de engranaje de corona dentada/piñón hipoide y cónico espiral son ya conocidas en la práctica anterior, como puede verse acudiendo al documento SAE num. 841085 antes citado. Las fases más significativas del proceso de la práctica anterior para fabricar coronas dentadas 14 de eje de transmisión de vehı́culo pesado se ilustran esquemáticamente en forma de esquemas generales en las figuras 3 y 3A. En resumen, la parte del proceso de la práctica anterior ilustrada en la figura 3 es la parte realizada en el tocho o palanquilla inicialmente calentada y comprende principalmente las operaciones de deformación y recortado, mientras que la parte esquemáticamente ilustrada en la figura 3A representa las operaciones realizadas en la deformación post-metálica en la pieza tosca del engranaje recortado 34. Se observará cómo para el proceso de la práctica anterior ilustrado en las figuras 3 y 3A y para el proceso de la presente invención, como se ilustra en las figuras 4 y 4A, la corona dentada final 14 a fabricar es comparable y tiene un peso de aproximadamente 22.5 kilos (49.75 libras). La parte de deformación metálica del proceso de la práctica anterior incluye las fases secuenciales siguientes descritas con mayor detalle a continuación: la preparación del tocho o palanquilla y el calentamiento 36, recalcar y preformar 38, conformación aproximada a la definitiva 40, forjado de la pieza tosca de engranaje 42, y recortado de la pieza tosca de engranaje 44. A los fines de descripción y de comparación, la corona dentada 14 a fabricar con el método de la práctica anterior y con el método de la presente 7 ES 2 066 765 T3 invención será una corona dentada de una sola velocidad con un diámetro exterior aproximado de 42 cm (16 1/2 pulg) y peso neto de aproximadamente 22.5 kgs (49.75 libras) y caracterı́sticas sustancialmente idénticas. El tocho o palanquilla o disco 32 se corta a una forma y tamaño determinado desde el material de barra de material de engranaje adecuado, a saber de un acero aleado o al carbono de nivel bajo a medio de carbono. Luego se calienta el tocho o palanquilla 12 a una temperatura de forjado adecuada preseleccionada, normalmente alrededor de 1232◦1290◦C (2250-2350◦C). Para reducir el escamado (oxidación y la profundidad del escamado del tocho o palanquilla calentada, se calienta preferiblemente el tocho o palanquilla tan rápidamente como sea práctico. En las fases de recalcado y conformación aproximada a la definitiva 38 y 40 respectivamente, la pieza de trabajo calentada se recalca primero para formar un tocho o palanquilla 46 en forma generalmente de torta para retirar las escamas y luego se conforma para la definitiva para formar una preforma de forjado 48. Las fases 38 y 40 exigen impactos separados de prensa y debido al tamaño relativamente masivo de la pieza de trabajo, no se preforman simultáneamente. En la fase de forjado de la pieza tosca de engranaje 42, la preforma de forjado 48 se forja en una pieza tosca de engranaje sin recortar 50. Se observará que la pieza tosca 50 de engranaje sin recortar 50 comprende una parte de disco central relativamente grande 52 y una parte nivelada exterior relativamente grande 54, que se forma en las lı́neas divisorias de la matriz de forjado, como se conoce ya en la práctica anterior. En la fase de recortado 44, la parte de disco central 52 y la nivelación exterior 54 se recorta desde la pieza tosca de engranaje para tener una pieza tosca de engranaje recortado 56. La pieza tosca de engranaje 56 no dispone de dientes parcialmente formadas. Mientras que la conveniencia de formar piezas toscas de engranaje forjado similar a 56, por lo menos con dientes de engranaje parcialmente formadas en el mismo es conocida en la práctica anterior, no ha sido económicamente factible mediante el método de forjado convencional ilustrado en la figura 3 a causa del tamaño relativamente masivo de las coronas dentadas del eje de transmisión de vehı́culos pesados correspondientes. El motivo radica en el número de fases que se hallan implicados, a saber el recalcado o preformado, conformación aproximada a la definitiva para formar una preforma, el forjado de acabado, el recortado y luego el forjado de los dientes que implicarı́a todo ello un gran número de fases, con el resultado de que la pieza de trabajo perderı́a demasiado de su calor (es decir llegarı́a a estar demasiado frı́a), para el forjado adecuado de los dientes. Todo ello es especialmente ası́, ante las zonas superficiales relativamente superiores de la pieza de trabajo en contacto con las herramientas, como ya se conoce en la práctica anterior. Además, si los dientes se formaran después de las fases de conformación aproximada a la definitiva y del preformado, las escamas producidas en estas fases resultarı́an de una calidad superficial inaceptable. Además, de intentarse forjar dientes en una 5 10 15 20 25 30 35 40 45 50 55 60 65 8 pieza de trabajo 56 en su condición relativamente frı́a, el tamaño relativamente grande de la prensa necesaria y las presiones relativamente grandes exigidas para el forjado de dientes, a la temperatura relativamente deprimida de la pieza de trabajo se destruirı́a rápidamente el utillaje convirtiendo al proceso aún más en económicamente impracticable. El resto o sistema de deformación post-metálica del proceso de la práctica anterior se ilustra esquemáticamente en la figura 3A e incluye las fases secuenciales siguientes descritas con mayor detalle a continuación: tratamiento térmico homogeneizador 58, una operación de torneado de la superficie 60, taladro de los agujeros circulares del tornillo 62, corte aproximado de los dientes del engranaje 64, corte de acabado de los dientes del engranaje 66, un tratamiento térmico de cementación de la pieza de trabajo 68, una operación de mecanizado de acabado 70, una operación de lapidado con un piñón armonizado 72 y calibrado del juego piñón/corona dentada armonizado y procedimiento de mantenimiento del juego de engranajes 74. La pieza tosca de engranaje recortado o pieza de trabajo 56, se somete después a un tratamiento térmico homogeneizador para optimizar su estructura metalúrgica en preparación para el mecanizado. El tratamiento térmico homogeneizador de los aceros de engranaje forjados del tipo tı́picamente implicado comprende una operación de calentamiento, inmersión y/enfriamiento controlado. Después del tratamiento térmico homogeneizador, todas las superficies de la pieza tosca de engranaje homogeneizador se someten a una operación de torneado para ofrecer superficies adecuadas para el mecanizado y posicionamiento posterior. En la fase 62, los agujeros circulares del tornillo 30 se taladran en la platina o pestaña de montaje 76. Se observará cómo en toda la descripción del método de la práctica anterior y en la descripción del método de la presente invención, y para los fines de facilitar la descripción, se denominarán partes de las piezas de trabajo no terminadas con el mismo nombre y número de referencia que las partes de la corona dentada acabada 14. A tı́tulo de ejemplo, la abertura central de la pieza tosca de engranaje recortado 56 se denominará como el agujero de montaje 28, aún cuando se precise aún más mecanizado, hasta que este agujero central tenga las dimensiones exactas del agujero de montaje en la corona dentada terminada 14. En las operaciones 64, 66, respectivamente, los dientes se cortan en la pieza de trabajo en corte aproximado y luego se terminan con un procedimiento de corte, respectivamente. El corte de los dientes de engranaje modificados/hipoides, o cónicos espirales es un procedimiento ya conocido y puede realizarse con maquinaria de corte de engranajes, como la vendida por Gleason Works, con la marca “Gleason Generator” o por Oerlikon Company, vendida con la marca “Spiromatic”. Después de las operaciones de corte de engranajes, se someten las piezas de trabajo a un tratamiento térmico de cementación en la fase 68. Como ya se sabe, el tratamiento térmico de cementación comprende un calentamiento de las 5 9 ES 2 066 765 T3 piezas de trabajo, generalmente de 870 a 930◦C (1600-1700◦F) en una atmósfera que provoca la difusión del carbono en las superficies para endurecerlas y aportar superficies duras de alto contenido de carbono y mejorar la resistencia al desgaste del producto acabado. Después del tratamiento térmico de cementación, la pieza de trabajo endurecida se somete a un mecanizado de acabado del cı́rculo del tornillo y de los agujeros de montaje 28 y 30. Como que las superficies de los dientes del engranaje cortado o generado han sido sometidas a un tratamiento térmico, después del corte de las superficies de los dientes, incluso se producirá cierta distorsión en un proceso de tratamiento térmico cuidadosamente controlado. En consecuencia, para tener una ejecución aceptable de los juegos de piñón/corona dentada, es decir para tener la calidad superficial necesaria, es necesario someter un piñón y corona dentada cementada a la operación de lapidado de la fase 72. En el proceso de lapidado, un juego armonizado de piñón y corona dentada se acoplan en engrane y luego giran bajo la carga simulada, mientras se pulveriza un compuesto de lapidado en una toma de diente de engranaje. Tı́picamente, el eje de giro 22 del piñón se articula en relación con el eje de giro 24 de la corona dentada, para que se disponga el tratamiento superficial adecuado en todas las superficies de los dientes del piñón y la corona dentada. El compuesto de lapidado es un abrasivo relativamente fino suspendido en un lubricante. Una vez lapidadas conjuntamente, el piñón y la corona dentada lapidados constituyen un juego armonizado, y son únicamente utilizables satisfactoriamente como juego armonizado y se utilizan o sustituyen únicamente según convenga, como pareja. En consecuencia, es necesario que el juego armonizado se calibre como tal y se mantenga un cuidado extremo en conservar el juego. Generalmente, esto exige paletas y contenedores especiales para los constructores de los engranajes, montadores de los ejes y también en el punto de servicio. Los requisitos de mantenimiento y utilización de los juegos de piñón/corona dentada, solamente como pareja armonizada, significan naturalmente nuevos gastos. Y realmente es ası́ especialmente para los tipos de modelos de juego de engranaje, en los cuales puede utilizarse una corona dentada común con piñones de números de dientes distintos, como se describe en la patente EE.UU. num. 4 651 587. Las figuras 4 y 4A, respectivamente ilustran las fases más significativas de las partes de deformación metálica y deformación post-metálica respectivamente, de la presente invención para fabricar coronas dentadas para ejes de transmisión de vehı́culos pesados. El proceso incluye las fases secuenciales siguientes, cada una de las cuales se describirá con mayor detalle a continuación: la preparación y calentamiento del tocho o palanquilla 80, el forjado de una preforma de laminado de la corona 82, el laminado de la corona para una pieza tosca de forjado de la corona laminada 84, el forjado de precisión del engranaje forjado casi a medida final 86, un tratamiento térmico homogeneizador no necesario en muchos de los aleados a utilizar previsiblemente en relación con la 6 5 10 15 20 25 30 35 40 45 50 55 60 65 10 presente invención 88, una operación de mecanizado de semi-acabado 90, un tratamiento térmico de cementación 92, un mecanizado de acabado para los agujeros central y de montaje 94 y un rectificado de acabado de los perfiles 96 de los dientes de engranaje final. Como se tratará con mayor detalle a continuación, es importante observar cómo el rectificado de acabado 96 de los perfiles de los dientes de engranaje finales se produce después del tratamiento térmico final 92 del engranaje (y piñón) y por tanto los perfiles de los dientes no se someterán a distorsiones en un tratamiento térmico posterior. Si los piñones 12 se fabrican mediante un proceso similar, se elimina la necesidad de una operación de lapidado posterior y la necesidad de utilizar las coronas dentadas sólo en relación con un piñón armonizado. Un tocho o palanquilla o disco 100 se corta a un tamaño y forma prefijada cuidadosamente controlada desde un material de barra de una calidad de cementación de un acero aleado y al carbono de nivel de bajo a mediano de carbono, que se haya limpiado. Al revés de lo que ocurre en la práctica anterior de exigir la limpieza mediante rectificado, generalmente un rectificado sin puntos o análogo de los tochos o palanquillas a utilizar para los forjados casi a medida final, la práctica presente no exige la limpieza, puesto que la fase de laminado de la corona 84 ofrece suficiente desescamado, como se tratará con mayor detalle a continuación. El tocho o palanquilla o disco 100 se calienta después a una temperatura adecuada para las operaciones de deformación ilustradas en la figura 4. Se ha demostrado que debido a la pérdida de calor notablemente reducida de la pieza de trabajo producida en la práctica actual, al revés de lo que sucede en el proceso, ilustrado en la figura 3, en el que resulta suficiente el calentamiento de un tocho o palanquilla a una temperatura apropiada en el margen de 1090-1260◦C (2000-2300◦C). Se ha demostrado también que en los forjados de medida casi final de muchas de las aleaciones citadas anteriormente, como por ejemplo AISA 8620A y 9310A, no se precisa el tratamiento térmico homogeneizador de la fase 88. La experiencia ha demostrado que el proceso ilustrado en la figura 4, en algunas de las aleaciones citadas anteriormente, aporta una buena maquinabilidad en la precisión de los forjados de medida casi final, ası́ como que la microestructura es una ferrita poligonal y el grano perlita equiáxico con sólo un mı́nimo o ninguno, de estructura Widmanstatten no deseable. El tamaño de grano generalmente es fino (es decir menos de tamaño de grano número 7 a 8 en la escala ASTM). Además, ante la caracterı́stica de desescamado, intrı́nseca del proceso de laminado de la corona, el calentamiento de los tochos o palanquilla para el forjado de precisión de medida casi final no necesita hacerse en atmósfera controlada. El tocho o palanquilla calentado 100 se forja después en una preforma de laminado de corona recortada 102 con forma generalmente toroide en la fase 82. Los detalles del forjado de la preforma de laminado de la corona simbólicamente ilustrada por la fase 82 se ilustran con mayor detalle acudiendo a las figuras 5, 6, 7 y 8 y se tratarán con mayor detalle a continuación. 11 ES 2 066 765 T3 En la fase 84, la preforma de laminado de corona 102 se lamina en una corona de pieza tosca forjada 104 con pared de sección transversal generalmente rectangular. La corona de pieza tosca forjada 104 laminada luego se forja en un forjado de corona dentada de medida casi final 106 en la fase 86. Podemos ver acudiendo a la figura 10, una vista ampliada de los detalles del forjado de corona dentada 106 de medida casi final. Como se tratará más adelante, la altura 108, el espesor de pared 110, el diámetro interior 112 y el diámetro exterior 114 de la corona de pieza tosca forjada laminada 104 es necesario que tengan unas relaciones especı́ficas en cuanto al forjado de corona dentada de medida casi final 106. Las dimensiones de la pieza rosca de forjado laminado 104 determinaran también por lo menos en parte, las dimensiones de la preforma de laminado de la corona 102. El proceso de laminado de la corona, esquemáticamente ilustrado en la fase 84 ya es conocido en la práctica anterior y puede conocerse mejor acudiendo a la figura 9. En resumen, la preforma de laminado de corona 102 se coloca sobre un mandril giratorio 116 con un diámetro exterior ligeramente inferior al diámetro interior 118 de la preforma. Un rodillo principal 118 de diámetro relativamente mayor entrará en contacto con la superficie del diámetro exterior de la pieza de trabajo y será movido giratoriamente para girar friccionalmente la pieza de trabajo entre el mandril y el rodillo principal. Luego, el rodillo principal o mandril se empuja para moverlo radialmente hacia el otro de los rodillos para comprimir la pieza de trabajo entre los mismos. El laminado de la corona es relativamente conocido en la práctica anterior y puede conocerse acudiendo a las patentes antes citadas US-A-4 084 419; 3 383 693; 3 230 370; 1 991 486 y 1 971 027 y acudiendo al Manual de Metales, 8a ¯ edición, volumen 5, Sociedad Americana de Metales, páginas 106 a 107, “Laminado de coronas dentadas”. Dos caracterı́sticas intrı́nsecas del proceso de laminado de las coronas dentadas son importantes a considerar. Durante el proceso de laminado de coronas dentadas, la altura 120 de la preforma no aumentará sustancialmente y por tanto la altura 120 de la preforma será igual a la altura 108 de la corona de pieza tosca de forjada laminada 104. El proceso de laminado de coronas intrı́nsecamente desescamará la pieza de trabajo, eliminandola necesidad de una operación de preformado de desescamación separada y también la preforma 102 y la corona laminada 104 presentan una zona superficial relativamente pequeña en contacto con el utillaje y por tanto el proceso de laminado de las coronas representa una pérdida de calor relativamente mı́nima. El calor de la deformación generado puede realmente aumentar la temperatura de la pieza de trabajo, permitiendo el forjado posterior casi a medida final, a las temperaturas de forjado deseadas. La figura 4A ilustra la parte de las operaciones de deformación post-metálicas de la presente invención. Como se ha dicho anteriormente, ciertas aleaciones pueden precisar un tratamiento térmico homogeneizador similar al definido ante- 5 10 15 20 25 30 35 40 45 50 55 60 65 12 riormente en la fase 58 del proceso de la práctica anterior. Muchos de los aceros aleados utilizados en la presente invención no precisarán de tratamiento térmico homogeneizador del forjado a medida casi final 106. Volviendo a la figura 10, se ilustra en la misma el forjado de medida casi final 106 producido por la fase de forjado de precisión 86 de la presente invención. En la ilustración de la figura 10, esta parte del forjado de medida casi final situado hacia fuera de las lı́neas de puntos precisará ser retirada para tener la corona dentada final 14. El forjado de medida casi final 106 se mecaniza en semiacabado para taladrar los agujeros de cı́rculo de tornillo 28 en la platina o pestaña de montaje 76, el agujero de montaje 28 y la cara de atrás 122. El taladro de los agujeros circulares de tornillo es idéntico a la fase 62 del método de la práctica anterior, mientras que el mecanizado semiacabado del agujero de montaje 28 y la cara de atrás 122 es necesario para tener las superficies de posición para posterior mecanizado. Durante la operación de mecanizado de semiacabado 90, puede ser necesario también cierto mecanizado en el ángulo facial y/o agujero del talón, según sea la calidad del forjado de medida casi final 106. La pieza de trabajo mecanizada semiacabada se somete después al tratamiento térmico de cementación 92 sustancialmente idéntico a la fase 68 descrita al referirnos al proceso de la práctica anterior. Después del tratamiento térmico de cementación de la fase 92, los agujeros del cı́rculo de tornillo 30 y el agujero de montaje 28 se mecanizan de acabado en la fase 94. Luego se completa el proceso por rectificado de acabado de la raı́z y flancos de los perfiles de diente de engranaje en la fase 96. Producida ya la rectificación de los perfiles de diente final después del tratamiento térmico de cementación, el método preferido de rectificación consiste en un rectificado (“CBN”) por nitruro de boro cúbico que proporciona una forma adecuadamente económica de rectificar las superficies metálicas cementadas. Es una caracterı́stica altamente deseable de la presente invención el que se hayan previsto los perfiles de los dientes de engranaje finales, después de la operación de tratamiento térmico final y por tanto las superficies de perfil de diente rectificado no quedarán sujetas a ningún tratamiento térmico relacionado con la distorsión. En consecuencia, suponiendo un piñón producido por un proceso similar, las operaciones de lapidado del piñón y de la corona dentada y el mantenimiento de un juego de piñón y corona dentada lapidados como juego armonizado, ya no es necesario. Como se ha dicho anteriormente, el método de la presente invención, como simbólicamente se representa en las figuras 4 y 4A, ofrece material, energı́a correspondiente y economı́a de manejo sustanciales, comparado con el método de la práctica anterior, como se ilustra en las figuras 3 y 3A. A tı́tulo de ejemplo, y de comparación de los dos procesos para tener una pieza sustancialmente idéntica (Eaton Corporation, División de Ejes y Frenos, pieza num. 86374) el producto final, la corona dentada 14, tiene un peso aproxi7 13 ES 2 066 765 T3 mado de 22.5 kilos (49.75 libras). El tocho o palanquilla 32 utilizada en el proceso de la práctica anterior tiene un peso aproximado de 46.8 kgs (103 libras) comparado con los 31.8 kgs (70 libras) aproximados de peso del tocho o palanquilla del tocho o palanquilla 100, utilizada en el proceso de la presente invención. Naturalmente, todo ello representa una economı́a de material que supera el treinta por ciento (30%). Igualmente, el peso de la pieza tosca de engranaje no recortado 52 será igual de unos 45.4 a 46.3 kgs (100 a 102 libras) (es decir, el peso del tocho o palanquilla menos el peso de las escamas o rebabas retiradas) comparado con el peso aproximado de 29 kgs (64 libras) del forjado de corona dentada de medida casi final 106. En consecuencia, puede verse cómo podrá utilizarse una prensa sustancialmente de menor capacidad en la presente invención, lo cual sustancialmente aumentará la duración útil del utillaje de forjado. Además, al utilizar una pieza tosca del forjado en forma de corona 104, podrá utilizarse una matriz de forjado de medidas casi finales sin rebabas o sustancialmente sin rebabas. A tı́tulo de seguir comparando, la pieza tosca de engranaje recortado 56 producida por la invención de la práctica anterior tendrá un peso aproximado de 35.6 kgs (78.5 libras) comparado con el peso aproximado de 29 kgs (64 libras) del forjado de medida casi final 106 de la presente invención dando una indicación de la cantidad de metal a retirar en las fases de corte aproximado y corte de dientes de acabado del método de la práctica anterior. Se han demostrado economı́as de material similares y otras economı́as, sobre base porcentual, tanto en las coronas dentadas de los ejes de transmisión o diferenciales de los vehı́culos pesados de tamaño menor y mayor fabricados con el método de la presente invención. Además del ahorro de material, las necesidades de energı́a del proceso, que comprenden la suma de la energı́a necesaria para la preparación del tocho o palanquilla, la energı́a necesaria para el calentamiento del tocho o palanquilla, la energı́a de forjado, la energı́a necesaria para el tratamiento térmico después del forjado para la debida maquinabilidad, la energı́a necesaria para el tratamiento térmico de cementación, la energı́a necesaria para las operaciones de post-cementación (lapidado) y la energı́a necesaria para el mecanizado, todo ello es a un nivel mı́nimo o casi mı́nimo. Se observa también que muchos de los juegos de engranaje fabricados por los métodos de la práctica anterior exigen un tratamiento de relajado de tensiones de tracción o granallado, después del tratamiento térmico de cementación 68, para relajar el esfuerzo de tracción no deseable en las piezas de trabajo cementadas. En la presente invención, el granallado o el relajamiento del esfuerzo de tracción no es necesario puesto que la rectificación, especialmente el rectificado CBN tiende a relajar la tracción, y a inducir tensiones compresivas deseables en las superficies de la pieza de trabajo. Volviendo a las figuras 4 y 10, deben mantenerse ciertas relaciones dimensionales de la corona de pieza tosca forjada laminada 104 en relación con las dimensiones del forjado de corona dentada 8 5 10 15 20 25 30 35 40 45 50 55 60 65 14 de medida casi final forjada a precisión 106 para la utilización óptima del proceso de la presente invención. Se ha demostrado que para conseguir un llenado satisfactorio de la matriz de forjado de precisión y producir un forjado de corona dentada de medida casi final satisfactorio 106, que la altura 108 de la corona de pieza tosca forjada laminada 104 debe hallarse en el margen de una (1) a cuatro (4), preferiblemente, de una y media (1 1/2) a dos y media (2 1/2) veces más que el espesor de la pared 110 de la corona de pieza tosca forjada 104. Además, para situar debidamente en la matriz de forjado de precisión, el diámetro interior 112 de la pieza tosca forjada 104 debe ser sustancialmente igual que el agujero del talón 124 (denominado también como el diámetro de caja de la matriz) y el diámetro exterior 114 de la corona de pieza tosca forjada laminada 104 debe ser inferior al diámetro exterior 126 del forjado de corona dentada de medida casi final 106. Como ya se conoce en la práctica anterior, las caracterı́sticas de flujo de grano de los dientes de engranaje formados por la deformación metálica, como el forjado, son más deseables que las caracterı́sticas de flujo de grano de los dientes formados por la operación de corte de metal y por tanto tienen una ejecución superior en cuanto a la fatiga de curvado y análogos. Se cree que el flujo de grano deseable de los engranajes producidos con el método de la presente invención se debe principalmente al formado de los dientes por deformación metálica, sin embargo, también se cree que esta tendencia se intensifica con la utilización de una pieza tosca forjada laminada. El flujo de grano desarrollado en los dientes del engranaje por forjado para conformar mejora las propiedades de impacto y fatiga sobre los engranajes producidos con el mecanizado de los dientes desde una pieza tosca compacta como la pieza tosca 56. El proceso de forjado de precisión, mediante el cual se fabrican los forjados de corona dentada de medida casi final 106 comprende una matriz de forja sin rebabas o sustancialmente sin rebabas y por tanto el volumen de la pieza tosca forjada laminada para coronas 104 debe controlarse muy cuidadosamente. Puede utilizarse el equipo de laminado de las coronas, en una amplia gama de preformas a laminar en piezas toscas de forja, como la altura 120 de la preforma que determinará la altura 108 de la pieza tosca 104 y por tanto controlará la separación entre el mandril 116 y el rodillo principal 118, el espesor de pared 110 y el diámetro 114, que pueden variarse según convenga. Sin embargo, sigue siendo extremadamente conveniente que la preforma necesaria para cada forjado de medida casi final 106 no tenga enteramente una forma única y no exija una matriz única para su forjado. El solicitante ha descubierto, que mientras la altura 108 de la corona laminada 104, y por tanto la altura 120 de la preforma forjada 102, se halle dentro del margen de una (1) a cuatro (4), preferiblemente de una y media (1.5) a dos y media (2.5) veces el espesor de pared 110 de la corona laminada, puede obtenerse una operación de forjado de precisión muy satisfactoria. En base a esta concesión, y al descubrimiento del solicitante de una cavidad de matriz de forja de preforma única 15 ES 2 066 765 T3 que aporta preformas aceptables de forma sustancialmente toroidal, siempre y cuando el volumen de la preforma se halle dentro del margen del cien por ciento (100%) al ochenta por ciento (80%) del volumen toroidal teórico máximo de la matriz, el solicitante ha podido forjar una familia de preformas de distinto peso que utiliza la misma matriz. El proceso de la presente invención se ilustra mejor acudiendo a la figura 5, que representa los detalles siguientes de las fases 80 y 82 del proceso de la presente invención, la figura 6 que representa la matriz única utilizada con el mismo y las figuras 7 y 8 que ilustran la matriz llena del cien por cien (100%) y al ochenta por cien (80%) respectivamente, de su volumen teórico. La forma de la preforma de corona laminada recortada 102 preferiblemente es sustancialmente toroidal y define una sección transversal sustancialmente circular a lo largo de cualquiera de sus radios. La sección transversal sustancialmente circular es importante y muy conveniente, puesto que el laminado de la corona tiende a crear una corona con paredes de sección transversal sustancialmente rectangulares y durante este proceso de laminado de la corona, las superficies sustancialmente redondas de la pieza de trabajo tenderán a impedir la formación de cavidades en V en los extremos y que se doble el material, ambos casos causarı́an un defecto en el forjado de medida casi final, como ya se conoce en la práctica anterior. Repitiendo la sección transversal generalmente anular de una preforma generalmente toroidal reduce la probabilidad de los defectos a medida que el proceso de laminado de la corona tiende a escuadrar las superficies y entonces las superficies redondas es menos probable que tengan defectos o partes dobladas. Volviendo a la figura 5, en la fase 80 del proceso de la presente invención, el tocho o palanquilla redondo, de esquinas redondas o cuadrado 100 se calienta, como se ha descrito anteriormente y luego se recalca en un tocho o palanquilla en forma de torta 130, como puede verse en la fase 82A. En la fase 82B, el tocho o palanquilla en forma de torta 130 se forja en una preforma sin recortar 132 que comprende una parte en forma de corona o generalmente toroidal 134 y una parte central o discoide 136, utilizando la matriz de forjado única de preforma 138 ilustrada en las figuras 6, 7 y 8. En la fase 82C, se recorta el disco central de la preforma sin recortar 132 para tener la preforma forjada 102 para el proceso de laminado de la corona. La matriz de forjado de la preforma 138 comprende las secciones superior e inferior 140 y 142, que coinciden juntas en una lı́nea divisoria 144 para definir una cavidad de matriz 146 entre las mismas. La cavidad de matriz 146 incluye una sección en forma generalmente de disco y radialmente hacia dentro 148, una sección generalmente en forma toroidal 150 que se extiende radialmente hacia fuera desde la sección en forma de disco 148, y una sección de rebose anular generalmente de forma triangular 152 que se extiende radialmente hacia fuera desde la sección generalmente de forma toroide 150 y definido por superficies generalmente planas 154 extendidas radialmente hacia fuera y hacia la lı́nea divisoria desde un 5 10 15 20 25 30 35 40 45 50 55 60 65 16 punto tangente a la sección de forma generalmente toroide 150 y que define un ángulo incluido 156 entre las mismas. El ángulo incluido 156 se halla en el margen de 75 a 105◦. El lı́mite radialmente hacia fuera de la sección generalmente toroidal 150 se indica por la lı́nea de puntos 158 de las figuras 6-8. El volumen teórico de la cavidad 146 de la matriz de forjado de la preforma 138 es el volumen de las secciones 150 y 148. El volumen teórico de la sección toroidal 150 de la cavidad 146 se define por el volumen de las secciones 150 y 148, menos el volumen de la sección 148 que permanecerá sustancialmente constante. El solicitante ha descubierto que las preformas en forma toroidal con un volumen de material, con el cual llenar la cavidad en forma toroidal 150 de la matriz 138 se halla en el margen del ochenta por ciento (80%) (véase figura 8) del volumen teórico de la cavidad 150 que proporcionará preformas con una forma de sección transversal suficientemente circular para permitir que la corona laminada sea una pieza tosca forjada en forma anular y de pared rectangular sin defectos. Todo ello debido a la forma de las cavidades de la matriz 150 y 152 que tienden a empujar al material de tocho o palanquilla hacia la corona de sección transversal generalmente anular con superficies circulares relativamente lisas y una altura 120 igual a la altura de la cavidad 150. Naturalmente, la sección en forma de disco 148 de la cavidad 146 tendrá un diámetro 112 igual al diámetro interior 112 de la preforma de laminado de la corona, que es ligeramente superior al diámetro exterior del mandril de laminado de la corona 116. Obsérvese también cómo para un flujo de material adecuado, la altura 162 de la sección en forma de disco 148 debe ser aproximadamente el diez por ciento (10%) de su diámetro 112. Si la variedad de las preformas de corona dentada 106 a fabricar por el método de la presente invención exigiera más de una matriz de preforma 138, el diámetro 112 y el espesor 161 de la sección en forma de disco 148 permanecerá sustancialmente constante en todas las matrices que sean necesarias. En consecuencia, para conocer si una preforma de laminado de corona 102 debe primero laminarse en una corona y luego forjarse de precisión en un forjado de corona dentada de medida casi final 106 de un diámetro exterior determinado 126, el agujero 124 y el volumen pueden forjarse en una matriz de preforma determinada 138 con una sección de cavidad toroidal 150 de volumen teórico conocido y altura conocida 120 (o diámetro de sección transversal circular) y debe satisfacerse el criterio siguiente: el volumen del forjado de corona dentada de medida casi final 106 no debe ser más del cien por cien (100%) y no menos del ochenta por cien (80%), preferiblemente no menos del ochenta y cinco por cien (85%) del volumen teórico de la sección de cavidad toroidal 150; y una pieza tosca de forjado generalmente rectangular 104 de volumen igual al volumen del forjado de medida casi final 106 y de una altura 108 igual a la altura 120 de la sección de cavidad 150 y un diámetro interior 112 generalmente igual al agujero del talón 124 del forjado debe estar disponible con un diámetro ex9 17 ES 2 066 765 T3 terior 114 menor que el diámetro exterior 126 del forjado y de un espesor de pared 110 con una relación respecto de la altura 108, de modo que la altura no sea menor de una vez el espesor ni superior a cuatro veces el espesor (preferiblemente la relación debiera hallarse en el margen de 1.5 a 2.5) de la pared de la corona. Si se cumple este precedente criterio, puede forjarse una preforma en una matriz determinada 138 que proporcionará una pieza tosca forjada en forma de corona satisfactoria en su laminado de la misma. Estableciendo este criterio y sus márgenes, la necesidad de aportar una serie de matrices de forjado de preformas se reduce sustancialmente sin que disminuya la calidad de los forjados de coronas dentadas de medida casi final formados de precisión. La forma de la cavi- 5 10 15 20 25 30 35 40 45 50 55 60 65 10 18 dad de la matriz 146, incluyendo especialmente las secciones toroidales y las secciones de rebose generalmente de lados planos que tenderán a ocasionar que el material se mueva radialmente hacia dentro es importante para la presente invención. Como puede verse por cuanto se describe anteriormente, el proceso de la presente invención ofrece un método nuevo y muy conveniente para la fabricación de coronas dentadas de los ejes de transmisión de los vehı́culos pesados y en especial para el forjado de preformas de coronas laminadas para ser convertidas en piezas toscas de forjado en forma de coronas dentadas para el forjado de precisión y llegar a los forjados de coronas dentadas de medida casi final, de una determinada dimensión. 19 ES 2 066 765 T3 REIVINDICACIONES 1. Un método para fabricar forjados de corona dentada de medida casi final (106) con un diámetro exterior (126), un diámetro de talón (124) y un volumen conocidos, comprendiendo dicho proceso las fases de: 5 - (a) aportar (100) unos tochos o palanquillas (100) de tamaño y forma adecuadas de acero aleado o al carbono de nivel bajo a medio de carbono conocidos; 10 - (b) calentar los tochos o palanquillas (130) a una temperatura de forjado adecuada para las subsiguientes operaciones de deformación; 15 - (c) forjar los tochos o palanquillas (130) en una matriz de preformas (138) con una cavidad generalmente de forma toroidal (150) para preformas (132) de laminado de coronas sustancialmente en forma toroidal sin recortar; - (d) recortar las preformas de coronas laminadas sustancialmente de forma toroidal sin recortar convirtiéndolas en preformas (102) de coronas laminadas sustancialmente de forma toroidal recortadas; - (e) laminado de las preformas en coronas (104) con paredes de sección transversal sustancialmente rectangulares de una altura (108) y de un espesor (110) determinados, de modo que el diámetro interior (112) de dicha corona sea sustancialmente igual al diámetro del talón, siendo el diámetro exterior (114) de dicha corona menor que el diámetro exterior y la altura de dichas coronas se halle en el margen de una (1) a cuatro (4) veces su espesor de pared; y - (f) forjado de precisión de dichas coronas en forjados de coronas dentadas de medida casi final. 20 25 30 35 40 45 2. El método, según la reivindicación 1, que incluye la fase siguiente de mecanizar por lo me- 20 nos una superficie de dicho forjado de corona dentada de medida casi final, todo el mecanizado de dicho forjado de corona dentada de medida casi final sin someter dicho forjado de corona dentada de medida casi final a ninguna operación de tratamiento térmico homogeneizador. 3. El método, según la reivindicación 1, en el cual dicho forjado de precisión es una operación de soplado simple. 4. El método, según la reivindicación 2, en el cual dicho forjado de precisión es una operación de soplado simple. 5. El método, según las reivindicaciones 3 ó 4, en el cual el forjado de precisión de las coronas se realiza a una temperatura en el margen de 950 a 1065◦C (1750 a 1950◦F). 6. El método, según la reivindicación 1, en el cual dicha preforma sin recortar tiene un disco central (136) en su interior y dicha operación de recortar comprende la retirada solamente de dicho disco central, siendo el volumen de dicho tocho o palanquilla equivalente aproximadamente al volumen de dicho forjado de corona dentada a medida casi final más el volumen de dicho disco central. 7. El método, según la reivindicación 1, en el cual el volumen de dicho forjado de corona dentada de medida casi final se halla en el margen del 100 al 80% del volumen de dicha sección de cavidad toroidal de dicha matriz. 8. El método, según la reivindicación 1, en el cual el volumen de dicho forjado de corona dentada de medida casi final se halla en el margen del 100 al 85% del volumen de la sección de cavidad toroidal de dicha matriz. 9. El método, según la reivindicación 6, en el cual dicho laminado de la corona se produce en una máquina de laminación con un mandril (116) de un diámetro exterior determinado, teniendo dicha sección de disco central un diámetro exterior ligeramente superior al diámetro exterior de dicho mandril. 10. El método, según la reivindicación 9, en el cual el espesor de dicho disco es de 1/10 de su diámetro exterior. 11. El método, según las reivindicaciones 1, 2, 3 ó 5, en el cual la altura de dicha corona se halla en el margen de una y media (1.5) a dos y media (2.5) veces su espesor de pared. 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 11 ES 2 066 765 T3 12 ES 2 066 765 T3 13 ES 2 066 765 T3 14 ES 2 066 765 T3 15 ES 2 066 765 T3 16 ES 2 066 765 T3 17 ES 2 066 765 T3 18 ES 2 066 765 T3 19 ES 2 066 765 T3 20 ES 2 066 765 T3 21