Tema 4. - prof.usb.ve.
Anuncio

CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
4.-PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS
MATERIALES
4.1. Imperfecciones en los Sólidos
4.1.1. Vacancias
4.1.2. Impurezas
4.1.3. Dislocaciones
4.1.4. Defectos Interfaciales
4.1.5. Maclado de Cristales (geminación o “twinning”)
4.2. Propiedades mecánicas
4.2.1. Estado de esfuerzo en dos dimensiones (esfuerzo plano).
4.2.2. Círculo de Mohr - Dos Dimensiones
4.2.3. Estado de esfuerzo en tres dimensiones
4.2.4. Otros Parámetros que Influyen en la Elasticidad
4.2.5. Comportamiento Plástico de los Materiales
4.2.6. Características del Flujo Plástico
4.2.7. Flujo de Materiales Policristalinos
4.2.8. Flujo de Materiales Cristalinos (Monocristales)
4.2.9. Deformación Plástica de Polímeros
4.2.10. Propiedades mecánicas a altas temperaturas
4.3. Fundamentos y Métodos de Fortalecimiento de los Materiales
4.3.1. Diagramas de Transformación Isotérmica
4.3.2. Influencia de los elementos de aleación
4.3.3. Tratamientos Térmicos
4.3.4. Recocido
4.3.5. Normalizado
4.3.6. Temple
4.4. Fallas y Roturas de los Materiales.
4.4.1. Fractura
4.4.2. Fatiga
4.4.3. Creep
4.5. Otras propiedades de los Materiales
4.5.1. Propiedades eléctricas de los materiales
4.5.2. Propiedades térmicas de los materiales
4.5.3. Propiedades Magnéticas
4.5.4. Propiedades Ópticas
4.6. Procesos de Deterioro Superficieal
4.6.1. Tribología
4.6.2. Electroquímica, corrosión y oxidación
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
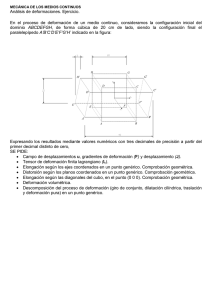
4.1 Imperfecciones en los Sólidos
Hasta ahora hemos supuesto que existe un orden perfecto en los materiales cristalinos a
nivel atómico. Sin embargo, tales sólidos ideales no existen, todos contienen una gran
cantidad de imperfecciones. De echo muchas de las propiedades de los materiales son
profundamente sensibles a desviaciones debidas a imperfecciones en las estructuras
cristalinas; las influencias no son siempre adversas. Se entiende por “defecto cristalino” a
una irregularidad en la red, la clasificación de las imperfecciones cristalinas se hace de
acuerdo a su geometría o las dimensiones del defecto. En esta sección veremos diferentes
tipos de imperfecciones, incluyendo puntuales (asociados con una o dos posiciones
atómicas), defectos lineales (o de una dimensión), así como defectos intersticiales, o de
frontera los cuales son en dos dimensiones.
4.1.1.Vacancias
El defecto más simple es un defecto puntual conocido como una vacancia, o un sitio
vacante en la red, el cual normalmente es ocupado por un átomo Figura 4.1, pero que se
encuentra ausente. Las vacancias se forman durante la solidificación del material, y
también son el resultado de vibraciones atómicas, las cuales pueden causar el
desplazamiento de los átomos de sus posiciones normales en la red.
Intersticio
Vacancia
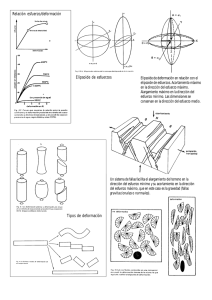
Figura 4.1. Representación en dos dimensiones de una vacancia y un intersticio
El número de vacancias en equilibrio Nv para un material dado depende del incremento
de temperatura de acuerdo a:
Q
N V = N exp − V
(4.1)
k
T
En esta expresión, N es el número total de sitios atómicos, Qv es la energía de activación
(energía de vibración requerida par la formación de una vacancia), T es la temperatura
absoluta (grados Kelvin) y k es la constante de los gases o de Boltzman. El valor de k es
1.38 x 10-23 J/atm-K o 8.62x10-5 eV/atm-K, dependiendo de las unidades de Qv. Así el
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
número de vacancias se ve incrementado exponencialmente con el incremento en la
temperatura, cuando T se incrementa en la Ecuación 4.1, también lo hace el valor de la
expresión exp(-Q/ kT). Para la mayoría de los metales la fracción de vacancias Nv/N justo
abajo del punto de fusión es del orden de 10-4; esto es un sito estará vacío en una red de
10,000.
Un intersticio es un átomo en un cristal que ocupa un espacio de la red que bajo
circunstancias normales no se encuentra ocupado. Este tipo de defecto se encuentra
representado en la Figura 4.1. En los metales un átomo intersticial produce grandes
distorsiones en los alrededores de la red debido a que el átomo es más grande que el
intersticio en el cual se encuentra situado. Por consiguiente, la formación de este defecto
no es muy común y existe en muy bajas concentraciones, las cuales son
significativamente más bajas que las vacancias.
4.1.2 Impurezas
Un metal puro consiste sólo de un tipo de átomos lo cual no es posible en la realidad,
impurezas o átomos extraños se encuentran siempre presentes, y algunos se presentan
como defectos cristalinos. Aún con las técnicas más sofisticadas de procesamiento de
metales es difícil refinar los metales, incluso en caos como 99.999% de pureza se
encontrará una densidad de defectos de 1022 a 1023 impurezas de átomos por metro
cuadrado. Los metales más comunes raramente son metales puros, normalmente son
aleaciones, en los cuales se ha añadido intencionalmente para impartir características
especificas al material. Las aleaciones más comunes se utilizan para mejorara las
propiedades mecánicas y de resistencia a la corrosión del metal.
La adición de impurezas de átomos al metal resulta en la formación de una solución
sólida y/o una nueva segunda fase, dependiendo del tipo de impureza, su concentración y
la temperatura del sólido. Algunos términos relacionados con las impurezas de los
sólidos.
Soluciones sólidas: Una solución sólida se forma cuando se añaden átomos de soluto el
material, la estructura cristalina se conserva y no se forman nuevas estructuras. Tal vez
sería útil pensar en una analogía con una solución líquida. Una solución sólida es
químicamente homogénea; las impurezas de los átomos se encuentran dispersados al azar
o uniformemente dispersos en el sólido.
Los defectos puntuales se presentan las soluciones sólidas, dentro de las cuales se pueden
observar dos tipos: substitucionales e intersticiales. En los substitucionales, el soluto o
los átomos extraños reemplazan o substituyen a los átomos de la red principal Figura 4.2.
Hay varias características que determinan si los átomos del soluto y del solvente, se
pueden disolver. Uno es el tamaño atómico, cantidades apreciables del soluto se pueden
acomodar en el solvente cuando la diferencia del radio atómico entre los dos átomos es
alrededor del ±15%. De otra manera los átomos pueden crear considerables distorsiones
en la red y se puede llegar a formar una nueva fase. Otra característica es conocida como
el factor electroquímico; entre más electropositivo sea un elemento y mas electronegativo
el otro, las posibilidades de formar un intermetálico son altas, en lugar de una solución
sólida. Un requerimiento para formar una solución sólida, es que la estructura cristalina
de ambos metales sea la misma.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Substitucional
Impureza de
átomo intersticial
Figura 4.2. Representación en dos dimensiones de impurezas de átomos, substitucional e
intersticial
Un ejemplo de solubilidad sólida substitucional se encuentra en el cobre y níquel. Estos
dos elementos son completamente solubles uno en el otro en cualquier proporción, y
cumplen las reglas de solubilidad mencionadas anteriormente, los radios atómicos del
cobre y del níquel son 0.128 y 0.125 nm respectivamente; sus electronegatividades son
1.9 y 1.8; y las valencias más comunes son +1 para el cobre (aun algunas veces trabaja
con +2) y +2 para el níquel. Finalmente, ambos tienen una estructura cristalina FCC.
4.1.3 Dislocaciones
Dislocación.- es la línea en que termina un plano extra de átomos Figura 4.3.
vector de Burgers
Figura 4.3 Posición de los átomos alrededor de una dislocación de borde
Los átomos que se hallan en la parte inferior del plano extra son atraídos a la izquierda y
derecha por los átomos del plano horizontal que se halla inmediatamente abajo de ellos.
Por eso, un pequeño esfuerzo puede hacer que el plano extra 1 se mueva hacia la derecha
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
y empuje al plano 2 a la posición de intercambio. Así, la dislocación ha avanzado un
espaciamiento atómico. Este reordenamiento de los enlaces repetidos varias veces, resulta
en un deslizamiento en toda la sección transversal del cristal, aunque sólo una pequeña
parte del total de enlaces atómicos sea afectada en un momento dado.
Un plano dado puede deslizarse aproximadamente 103 d mediante la acción de unas 103
dislocaciones: un deslizamiento similar tiende a ocurrir en planos paralelos a distancias
de 100 átomos de un plano de deslizamiento activo, un grupo de tales planos forma una
franja o banda de deslizamiento, visible al microscopio. Dicha bandas están separadas
unas de otras por espaciamientos de unas cuantas micras.
Dada la importancia de las dislocaciones en la resistencia y plasticidad de los materiales,
ya se han desarrollado procedimientos cuantitativos para su estudio.
Supóngase que una porción superior derecha de un cristal se desliza sobre un plano
horizontal por la acción de un esfuerzo cortante. Como la distancia deslizada y la de
repetición en el cristal son las mismas, la red cristalina se mantiene perfecta en la región
en que ha ocurrido el deslizamiento.
La línea de dislocación tiene un trayecto curvo en el plano de deslizamiento, puesto que
una dislocación debe limitar el área en que ocurrió el deslizamiento. Dos porciones de
esta dislocación se conoce como orientación marginal (dislocación de borde) y
orientación helicoidal.
La dislocación de borde ya se ha descrito en función de planos intercalados; la
dislocación helicoidal que aparece en la superficie del lado izquierdo del bloque de la
figura crea una rampa en espiral de planos cristalinos en torno a ella: su aspecto puede
verse con más claridad en el modelo de bolas de una estructura cúbica simple. Un vector
x de longitud unitaria (tangente a la línea) especifica el sentido de la línea de dislocación.
Si la dirección abarca alguna porción entre la de borde pura y la helicoidal pura, se dice
que la dislocación es de orientación mixta. El desplazamiento característico relacionado
con una dislocación se define cuantitativamente por el vector de Burgers b.
Circuito de Burgers.- es un trayecto cerrado, de átomo a átomo en una región de cristal
perfecto. Los siguientes pasos sirven para determinar el vector de Burgers Figura 4.4:
(a)
(b)
Figura 4.4: Ciclo de Burgers para: (a) dislocación de borde y (b)dislocación de tornillo
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
1. Se traza el circuito de Burgers alrededor de la dislocación: el circuito no cierra.
2. El sentido del circuito es el de avance de un tornillo de rosca derecha, situado en la
dirección x de la línea de dislocación.
3. Se cierra el circuito trazando un vector desde su comienzo (S) hasta su final (F). Este
vector es el vector de Burgers.
Si la región envuelta o rodeada por el circuito de Burgers contiene más de una
dislocación, entonces b es el vector suma de los vectores de Burgers individuales.
4.1.4 Defectos Interfaciales
Los defectos interfaciales son fronteras que tienen dos dimensiones y están normalmente
separan regiones de los materiales que tienen diferentes estructuras cristalinas y/o
orientaciones cristalográficas. Estas imperfecciones incluyen superficies externas, límite
de grano, límite de macla, fallas de apilamiento y límites de fase
Superficies Externas
Uno de los límites más evidentes es la superficie externa del material, la cual es
considerada como una imperfección ya que representa una frontera a lo largo de la
estructura cristalina. Los átomos superficiales no se encuentran unidos a un número
máximo de átomos, por lo que tienen una energía de estado más alta que los átomos que
se encuentran en posiciones interiores. Para reducir esta energía, los materiales tienden a
minimizar, la energía superficial. Por ejemplo, los líquidos toman una forma que les
permite tener un área mínima ( las gotas tiene una forma esférica ). Claro que esto no
sucede en los sólidos ya que mecánicamente son rígidos.
Límites de Grano
Otro defecto interfacial es el límite de grano, el cual separa dos granos o cristales que
tienen diferente orientación cristalográfica en materiales policristalinos. Dentro de la
región del límite, el cual tiene un tamaño de varias distancias atómicas, hay un
desplazamiento atómico dentro de la orientación cristalina de un grano con respecto al
grano adyacente Figura 4.5.
Figura 4.5 Representación esquemática donde se muestran los límites de grano y las posiciones
de los átomos adyacentes
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Se pueden presentar varias posibilidades dentro las alineaciones cristalográficas de los
límites de grano, cuando la desalineación es pequeña se dice que es un límite de grano
de bajo ángulo. Estos límites se pueden describir en términos de dislocaciones que se
encuentran alineados de una manera.
No todos los átomos están unidos a otros átomos a lo largo de la frontera, y en
consecuencia hay una energía en el límite de grano similar a la descrita en el caso de
límite superficial. La magnitud de la energía es función del ángulo de orientación,
siendo más grande para ángulos más grandes. Las límites de granos son químicamente
más reactivos que los granos mismos como consecuencia de esta energía en el límite.
Además, las impurezas de átomos segregan preferentemente a los límites de grano
debido a su alta energía de estado. La energía total interfacial es más baja en materiales
grandes o de grano grueso, que en aquellos de grano fino, ya que hay menos límites de
grano. Los granos crecen a elevadas temperaturas para reducir su energía en los límites.
Límites de maclas
Un límite de macla es un tipo especial de límite de grano donde hay una red simétrica a,
por lo que los átomos de un lado de la frontera se localizan en una imagen a espejo de
los átomos del otro lado (Figura 4.6). La región del material entre estos límites se
conoce apropiadamente como macla. Las maclas son el resultado del desplazamiento
atómico que se produce cuando se aplica una fuerza mecánica (maclas mecánicas), y
también durante algunos el recocido ( maclas de recocido). Las maclas ocurren en un
plano cristalográfico definido y en una dirección especifica, ambas dependen de la
estructura cristalina.
4.1.5 Maclado de Cristales (geminación o “twinning”)
El segundo mecanismo más importante por el cual los materiales se deforman es
conocido como maclado. El maclado resulta cuando una porción de un cristal toma una
orientación que está relacionada a la del resto de la red sin maclar de manera simétrica.
La porción maclada es una imagen a espejo del cristal original. El plano de simetría entre
las dos porciones es llamado plano de macla.
Si aplicamos un esfuerzo de corte a un cristal, éste podrá sufrir maclaje sobre el plano de
macla. La región a la derecha del plano de macla no está deformada, mientras que en la
región a la izquierda los planos han sufrido un cizallamiento, de tal manera que se obtiene
una imagen a espejo a través del plano de macla. En una red tan simple como ésta, cada
átomo de la región maclada se mueve por cizallamiento homogéneo una distancia
proporcional a su distancia desde el plano de macla. Los círculos huecos indican los
átomos que no se han movido, los círculos punteados las posiciones originales de los
átomos que se mueven y los círculos sólidos la posición final de éstos en la región
maclada. Una macla es visible debido a la elevación producida por la deformación y a la
diferencia en orientación cristalográfica entre ambas regiones; aún después de pulir y
atacar la superficie.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Existen aspectos fundamentales que diferencían al Deslizamiento del Maclaje. En el
deslizamiento la orientación arriba y abajo del plano de deslizamiento es la misma, antes
y después de la deformación, mientras que en el maclado hay un cambio de orientación a
través del plano de macla. El deslizamiento usualmente se considera que ocurre en
múltiplos del espaciamiento atómico, mientras que en el maclado los movimientos
atómicos son menores a una distancia atómica. El deslizamiento ocurre sobre planos
relativamente anchos, mientras que en una región maclada cada plano atómico está
involucrado en la deformación.
macla
Plano de macla
(a)
(b)
Figura 4.6 representación esquemática de una macla, (a) plano de desplazamiento de átomos, (b)
formación de la macla
Las maclas pueden producirse por deformación mecánica o recocido después de una
deformación plástica. El primer tipo se conoce como maclas mecánicas, y el segundo
como maclas por recocido. Las maclas mecánicas son producidas en metales bcc o hcp
bajo condiciones de rápida carga (choque) y baja temperatura. Los metales fcc no son
ordinariamente considerados para deformarse por maclado mecánico, aunque las
aleaciones oro-plata se maclan relativamente fácil cuando se deforman a baja
temperatura. Las maclas se pueden formar en un tiempo tan corto como unos
microsegundos, mientras que para el deslizamiento hay un retraso de tiempo de varios
milisegundos. Bajo ciertas condiciones, se puede oír un click o un ruido fuerte (el llanto
del zinc) cuando se forman las maclas. Si se forman maclas durante una prueba de
tensión, ésto producirá serraciones en la curva esfuerzo-deformación.
El maclado ocurre en una dirección definida sobre un plano cristalográfico específico. No
se sabe si hay o no un esfuerzo crítico cortante resuelto (critical resolved shear stress)
para el maclado. Sin embargo, el maclado no es un mecanismo de deformación
dominante en metales los cuales poseen varios sistemas de deslizamiento posibles. El
maclado generalmente ocurre cuando los sistemas de deslizamiento están restringidos o
cuando algo incrementa el esfuerzo crítico cortante resuelto, de manera que el esfuerzo
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
para maclado es inferior al de deslizamiento. Esto explica la formación de maclas a bajas
temperaturas o a altas velocidades de deformación en metales bcc y fcc, o en metales hcp
en orientaciones que no favorecen el deslizamiento sobre el plano basal. Las
deformaciones de la red necesarias para producir una macla son pequeñas, tal que la
deformación neta que puede producirse por maclado es también pequeña.
4.2.- Propiedades mecánicas
Deformación.- es el desplazamiento que da lugar a un cambio de forma y tamaño.
Cuando un desplazamiento no produce un cambio de forma se dice que éste es un
desplazamiento de cuerpo rígido.
Deformación elástica.- es la deformación que desaparece cuando se elimina la fuerza que
produjo dicho cambio dimensional. El comportamiento elástico de los materiales se
describe por la ley de Hooke:
lo+δ
lo
∫ σ dA
donde:
P
σ=Ee
σ = esfuerzo normal
E = módulo de Young
e = deformación lineal promedio
En términos ingenieriles:
σ =
F
Ao
l − lo
e=
lo
Otra manera de expresar la deformación, cuando ésta es muy pequeña, es la deformación
verdadera.
e = ∫ dl/l = ln l/lo
Cuando la deformación elástica tiende a cero e y e adquieren el mismo valor. Cada
deformación lineal tiene asociada una deformación cortante debido al cambio de longitud
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
de un elemento (supongamos cúbico) dentro del cuerpo y ángulo entre dos líneas (o
caras).
γ = a/h = tan θ = θ
a
θ
h
Condiciones de esfuerzo - La condición de esfuerzo en la cual los esfuerzos cero a lo
largo de una de la direcciones principales es llamada esfuerzo plano.
Un aspecto importante que debe notarse es que la suma de los esfuerzos aplicados es
igual a la suma de los que actúan sobre el plano inclinado (normales), por lo que a esta
suma se le llama cantidad invariante, la cual es independiente de la orientación del plano
inclinado.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Al gráficar el valor de los esfuerzos normales en función del ángulo de inclinación, se
llega a las siguientes conclusiones:
IDENTIDADES
TRIGONOMETRICAS
ESFUERZOS QUE ACTUAN
SOBRE EL PLANO
ANGULOS DE ESFUERZO
1. Los valores máximos y mínimos de esfuerzos normales se obtienen cuando el
esfuerzo cortante es cero.
2. El esfuerzo cortante máximo y mínimo ocurre a la mitad entre el máximo y mínimo
de los esfuerzos normales.
3. La variación del esfuerzo normal y del esfuerzo cortante ocurre en la forma de onda
senoidal, con un período de 180 º.
Estas relaciones son válidas para cualquier estado de esfuerzo.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
ESFUERZOZ
PRINCIPALES
ANGULO DEL
ESFUERZO
CORTANTE MAXIMO
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
4.2.2. Círculo de Mohr - Dos dimensiones El círculo de Mohr es un método gráfico muy
útil que permite el estado de esfuerzo de un punto sobre un plano inclinado. Rearreglando
las ecuaciones para σx´ y τx´y´ se obtiene una ecuación con la forma de la ecuación de la
circunferencia, con un radio igual a tmax y el centro desplazado (σx + σy)/2 a la derecha
del origen. El valor de esfuerzo normal en punto más alejado de la circunferencia
corresponde al esfuerzo principal máximo, mientras que el más cercano es el esfuerzo
principal mínimo.
.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
4.2.3. Estado de esfuerzo en tres dimensiones- En la forma general de estado de
esfuerzo en tres dimensiones existen tres esfuerzo principales diferentes, llamándosele
estado triaxial de esfuerzo. En el caso en que dos de éstos sean iguales se le denomina
estado cilíndrico de esfuerzo, mientras que cuando los tres esfuerzos son iguales se dice
que es un estado hidrostático o esférico. Un análisis de esfuerzos sobre un cubo unitario
arroja un total de nueve componentes de esfuerzo, pero dado que dicho cubo se encuentra
en equilibrio estático solo se reducen seis componentes independientes; tres esfuerzos
normales y tres cortantes. Si se analiza el caso en el que un esfuerzo s es aplicado a un
cuerpo, el cual es normal al plano de un cubo dentro de dicho cuerpo, y tomando a l, m, n
como los cosenos directores, las componentes de σ a lo largo de cada uno de los ejes
cartesianos son Sx, Sy y Sz. Realizando la suma de fuerzas a lo largo de cada uno de los
ejes cartesianos se obtiene un sistema de tres ecuaciones lineales homogéneas. Puesto que
los cosenos directores son diferentes de cero el determinante resultante debe ser igual a
cero.
En el análisis anterior solo no se incluyó el efecto de un esfuerzo cortante. Al introducir
un esfuerzo cortante sobre el plano inclinado, el fuerzo total que se ejerce sobre éste será
S2 = σ2 + τ2 = S2x + S2y S2z. Realizando la suma de fuerzas a lo largo de cada uno de los
ejes y resolviendo para Sx, Sy, Sz se obtienen los valores del esfuerzo normal al plano y
el esfuerzo cortante que actúa sobre éste mismo. En este caso es más fácil resolver para el
esfuerzo cortante si se utilizan los esfuerzos principales.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
De igual manera que en el caso de dos dimensiones, el esfuerzo cortante máximo o
principal ocurre en un plano intermedio entre dos planos principales. El esfuerzo cortante
principal ocurre siguiendo la siguiente combinación de cosenos directores que
biseccionan el ángulo entre dos o tres planos principales.
4.2.4 Otros parámetros que influyen en la elasticidad
Conforme la temperatura aumenta, manteniendo la presión constante, los materiales
sufren una deformación, denominada dilatación térmica:
εT = α ∆T
donde α es el coeficiente de dilatación térmica longitudinal y ∆T es el incremento de la
temperatura.
Otro parámetro importante es el módulo de Corte G, que es la proporcionalidad entre una
deformación por corte y el esfuerzo cortante que la causo.
σC = G εC
La magnitud de G para un material isotrópico se determina por:
G = E / 2 (1 + ν)
El comportamiento elástico de los materiales se puede ver afectado por diferentes
factores como los son:
• Pequeñas adiciones de elementos aleantes o impureza que ejercen un efecto
importante siempre y cuando no formen soluciones sólidas.
• Trabajado en frío.
• Endurecimiento por precipitación.
• Endurecimiento por tratamiento térmico
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Una cualidad de los metales es que muestran de manera muy clara un rango elástico y
otro plástico, mientras que los cerámicos muestran prácticamente sólo un
comportamiento elástico. Los polímeros presentan muchos tipos de comportamiento
“más allá de lo elástico”, los que dependen de su composición y estructura. Por ejemplo
el caucho con enlaces cruzados no sigue una proporcionalidad entre el esfuerzo y la
deformación por encima de un valor aproximado de deformación de 300%. A esta
deformación se le denomina elastomérica. Cuando el esfuerzo es eliminado dichas
deformaciones desaparecen gracias al cruzamiento de enlaces. En ausencia de enlaces
cruzados las cadenas vecinas pueden deslizarse unas con respecto a otras y producir una
deformación plástica. Otro ejemplo que muestra un comportamiento diferente es el
polímero amorfo polimetilmetacrilato (Lucite), cuya curva de esfuerzo-deformación
resultaría diferente si la carga se aplicara a diferente velocidad. A esta dependencia se le
conoce como comportamiento viscoelástico, que comprende varios mecanismos, pero
cuya característica es una dependencia muy notable de la rapidez con que se aplique la
carga y de la temperatura.
El comportamiento elástico de un material depende en gran medida del ordenamiento
atómico, el cual le confiere cualidades de isotropía o anisotropía.
Se dice que un material anisotrópico si el valor de una propiedad dada depende de la
dirección en que se mide. Para que todas las relaciones en las que se involucre el módulo
de Young mantengan su validez, este valor deberá ser el apropiado según la dirección
considerada.
La anisotropía de un monocristal proviene de la diferencia en la distribución atómica en
las diversas direcciones de prueba. Los materiales policristalinos (constituidos por
granos) muestran un comportamiento más cercano a la isotropía, siempre y cuando no
haya deformaciones plásticas previas como las de extrusión.
Al someter a un material isotrópico a una condición de esfuerzos compleja, la
deformación en una dirección estará en función de los esfuerzos principales (donde n es
la relación de Poisson):
4.2.5 Comportamiento Plástico de los Materiales
A diferencia del comportamiento elástico de los materiales, el estudio del
comportamiento plástico es más complejo, puesto que uno puede deformar plásticamente
un material de diversas maneras, aunque el resultado final es un cambio de forma
permanente. Para algunos materiales la deformación plástica depende sólo del esfuerzo
aplicado, mientras que para otros de la rapidez y duración de la aplicación del esfuerzo,
así como de su intensidad.
Deformación Viscosa y Viscoelástica Deformación Viscosa.- es la deformación de un
cuerpo mediante el flujo del material siguiendo un régimen viscoso. La rapidez de
deformación es proporcional al esfuerzo aplicado:
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
dε σ
=
dt η
donde dε/dt es la rapidez de deformación, σ es el esfuerzo y η es el coeficiente de
viscosidad. Esta ecuación se aplica prácticamente a todos los líquidos, inclusive a metales
fundidos, vidrio líquido y polímeros típicos en estado de fusión. Aunque también se
aplica a materiales sólidos bajo ciertas condiciones.
El comportamiento viscoso de un polímero amorfo es significativamente distinto al
observado en un vítreo debido a las diferencias en estructura.
Vidrio.- los enlaces individuales se rompen por efecto de la energía térmica; en presencia
de un esfuerzo aplicado, los enlaces se restablecen con distintos átomos vecinos,
permitiendo así, que ocurra una deformación permanente.
Polímero.- en el caso de estos materiales el proceso térmicamente activado es el
deslizamiento de una cadena con respecto a sus vecinos es el mecanismo de deformación
plástica. En consecuencia, cuando se aplica un esfuerzo a un polímero amorfo, la rapidez
de deformación resultante tiene una componente viscosa y una elástica
Aun materiales cristalinos como el acero, pueden deformarse de manera viscosa, pero
sólo bajo un esfuerzo reducido y a altas temperaturas. La mayoría de los metales se
deforman plásticamente mediante el proceso térmicamente activado de movimiento de
dislocaciones. Un esfuerzo demasiado bajo para producir deslizamiento es capaz de
influir en la manera en la que ocurre el movimiento y causar así la deformación lenta que
se conoce como escurrimiento plástico (creep). Este fenómeno obedece la ley del flujo
viscoso; la rapidez de deformación es proporcional al esfuerzo durante el escurrimiento
plástico.
Deformación Viscoelástica.- si nosotros estirásemos una bolsa de polietileno y
mantuviéramos la fuerza durante un período de tiempo, veríamos que la bolsa habría
sufrido una deformación permanente al eliminar la fuerza. Este tipo de comportamiento
se encuentra en un amplio rango de transición entre el comportamiento perfectamente
elástico y el idealmente viscoso.
A temperaturas superiores a la de transición a vidrio Tv, la componente viscosa llega a ser
más importante, y en cierto intervalo de temperaturas, el término deformación
viscoelástica describe correctamente el efecto combinado de los dos mecanismos en la
determinación del comportamiento observado. El fenómeno viscoelástico es notable en
polímeros amorfos.
El “recuerdo” de la historia o condiciones pasadas de un material viscoelástico puede
afectar significativamente su comportamiento. La consecuencia de la historia del material
consiste en la recuperación que sigue a un período de deformación bajo esfuerzo
constante (escurrimiento plástico). Aunque la deformación después de una etapa dada t de
esforzamiento es parcialmente viscosa y en parte elástica, puede desaparecer por
completo con el transcurso del tiempo si las condiciones son apropiadas. Los enlaces
cruzados fomentan esta conducta, conocida como secuela elástica. Por lo común, la
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
recuperación es sólo parcial, y queda una deformación residual permanente, sin embargo,
la recuperación es importante en polímeros conformados por laminado, extrusión o
compresión.
4.2.6 Características del Flujo Plástico- El comportamiento elástico y plástico de los
materiales puede ser perfectamente analizado mediante las curvas esfuerzo-deformación.
La alumina experimenta una deformación plástica despreciable, mientras que los metales
y polímeros experimentan un flujo plástico considerable. En la práctica se manejan dos
valores que tienen que ver con el comportamiento plástico de los materiales, el primero es
el esfuerzo de cedencia (o fluencia), que es el esfuerzo en el que comienza la
deformación plástica, el segundo es la resistencia última a la tensión, que es el esfuerzo
máximo que un material puede soportar antes de la ruptura. La resistencia a la cedencia
es especialmente importante porque la mayor parte de las máquinas y estructuras deben
trabajar en el rango elástico.
Generalmente la definición más útil de resistencia a la cedencia es la del corrimiento de
0.2 % (en una gráfica esfuerzo-deformación).
El mecanismo de fluencia en polímeros es el realineamiento de cadenas poliméricas antes
de que empice el deslizamiento en la dirección de deformación. En la mayoría de los
metales la fluencia comienza con movimientos atómicos que inmovilizan el movimiento
de las dislocaciones. Cuando el esfuerzo se intensífica estas dislocaciones se liberan y
comienzan a moverse y a generar otras dislocaciones móviles. La región resultante de la
deformación plástica, llamada banda de Lüders, se propaga a través del material.
4.2.7. Flujo de Materiales Policristalinos- Una manera aproximada de determinar la
deformación plástica de algunos metales es el utilizar la siguiente ecuación:
σ = Kεn
donde σ es el esfuerzo efectivo ε la deformación efectiva, K el coeficiente de resistencia
y n el exponente de endurecimiento por deformación. La velocidad de deformación y la
temperatura pueden modificar enormemente el comportamiento plástico de los
materiales.
4.2.8. Flujo de Materiales Cristalinos (Monocristales)- A diferencia del flujo viscoso,
que ocurre aun por acción de pequeños esfuerzos aplicados, el deslizamiento en un plano
cristalino principia sólo después de que el esfuerzo aplicado ha alcanzado cierto valor
requerido, τc, que es el esfuerzo cortante crítico, y se puede respresentar fácilmente como
un esfuerzo cortante que actúa en plano y en la dirección de deslizamiento. Si una
muestra cilíndrica es sometida a un esfuerzo de tensión σ, hasta un valor σc en el que se
inicia el deslizamiento, el esfuerzo τc puede calcularse de la siguiente manera:
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
τc =
F
cosθ
= σ c cosθ cos φ
A
cos φ
Si se gráficase el esfuerzo cortante en función de la deformación por corte para un cristal
de cobre, se vería que el comportamiento elástico lineal ordinario ocurre sólo hasta un
esfuerzo τc = 1 X 105 N/m2; por encima de τc las dislocaciones existentes se mueven y
producen una microdeformación adicional a la deformación elástica. A un esfuerzo
superior, τm, comienzan a crearse dislocaciones adicionales según diversos procesos, lo
que se describe por el término multiplicación de dislocaciones. La deformación plástica
aumenta entonces con rápidez al crecer el esfuerzo cortante, y la gráfica esfuerzodeformación se convierte en lineal a deformaciones mayores (Etapa I). Las líneas de
deslizamiento individuales tienden a concentrarse en grupos para formar una banda de
deslizamiento; después de que cierta cantidad de deslizamiento se ha producido en el
plano primario, los planos {111} restantes empiezan a participar en la deformación
(Etapa II). Durante ésta última, el esfuerzo aumenta con rápidez a medida que continúa la
deformación.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
FORMACIÓN DE BANDAS (ETAPA II)
Un material policristalino se deforma también por deslizamiento, pero en este caso, sobre
cada grano (cristal) se ejercen dos tipos de restricciones, a) una dislocación es detenida
por una frontera de grano tan pronto atraviesa su propio cristal. Sólo después de que se ha
acumulado muchas dislocaciones en la frontera, el esfuerzo local se incrementa lo
necesario para originar deslizamiento en el grano contiguo, b) el hecho de que no más de
cinco sistemas de deslizamiento independientes deben operar para permitir que un grano
se deforme y pase a la forma arbitraria impuesta por los granos vecinos.
Dislocación (el defecto más importante).
¿Que tan fuerte tiene que ser un material en función de sus enlaces? La respuesta se
basaría en el comportamiento elástico de los materiales. Si un esfuerzo cortante τ que
opera sobre un sólido, produce una deformación por corte según la ecuación
γ=τ/G
donde G es el módulo de elasticidad al corte (aprox. 1011 N/m2 para el hierro). Las
fuerzas interatómicas que enlazan los átomos con un espaciamiento d, deben mantenerlos
enlazados durante el desplazamiento elástico de 0.1d (una deformación por corte de 0.1),
como se aprecia en la figura. El enorme esfuerzo cortante necesario para producir esta
deformación elástica en el hierro puede calcularse con la ecuación arriba presentada.
La resistencia del hierro alcanza este valor teórico sólo en condiciones privativas, p.ej. en
un filamento cristalino. En la práctica el hierro cede a un esfuerzo de una centésima parte.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
En un desplazamiento elástico de aproximadamente 0.001d, el hierro responde a un
esfuerzo cortante de sólo 108 N/m2 deslizando una o más posiciones reticulares en todo
el plano del cristal (produciendo una deformación plástica). La razón de que un pequeño
esfuerzo pueda producir deformación plástica en una estructura cristalina fuertemente
ligada es que, si existe una dislocación, sólo unos cuantos enlaces deben ser
“reajustados” en cada paso.
4.2.9. Deformación Plástica de Polímeros
A diferencia de los materiales inorgánicos los polímeros se deforman plásticamente por el
deslizamiento de una cadena sobre otra, puesto que la unidad estructural (mero) no se
puede romper o reemplazar sus enlaces. En un polímero vítreo se pueden cumplir dos
requisitos para que haya deformación: (1) debe estar disponible cierto volumen vacío en
el interior del polímero a fin de acomodar la cadena en su nueva posición, y (2) algunos
ángulos de enlace se deben flexionar desde posiciones de baja energía hasta los de alta
energía, para permitir el desplazamiento de una porción de la cadena. La energía para
estos procesos la proporcionan los esfuerzos cortantes aplicados. En laminillas cristalinas,
la deformación está restringida por el requisito de mantener la regularidad espacial.
Esfuerzos de tensión prolongados pueden provocar el deslizamiento de cadenas de
polímeros y su posterior alineación. En polímeros vítreos las bandas de deslizamiento se
agrupan en dirección del esfuerzo cortante máximo. En una etapa posterior, se desarrollan
cuarteaduras perpendiculares al esfuerzo de tensión aplicado; dichas cuarteaduras son
precursoras de las grietas que conducen a la ruptura final. En polímeros cristalinos las
laminillas primero se deslizan una frente a otra y luego, de acuerdo a su orientación, se
comprimen o separan físicamente. El siguiente paso es la disgregación de laminillas en
pequeños bloques, que quedarán incorporados en microfibras (fibrillas).
4.2.10. Propiedades mecánicas a altas temperaturas
En general la resistencia de los materiales disminuye con el aumento de la temperatura.
Puesto la movilidad de los átomos se incrementa con la temperatura, los procesos
deformación son controlados por la difusión de materia, lo que tiene un efecto
significativo sobre las propiedades mecánicas a temperaturas altas. Éstas también
favorecen la morbilidad de las dislocaciones por el mecanismo de escalamiento o trepado.
La concentración de equilibrio de vacancias se incrementa con la temperatura.
Mecanismos de deformación nuevos empiezan a jugar un papel importante a altas
temperaturas. En algunos materiales los sistemas de deslizamiento cambian, o se activan
sistemas adicionales.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Variación del esfuerzo de flujo con la temperatura para diversos materiales
Otro factor importante a considerar es el efecto de una exposición prolongada a altas
temperaturas sobre la estabilidad de los metales y aleaciones. Por ejemplo, un metal
trabajado en frío recristalizará y sufrirá crecimiento de grano, mientras que las aleaciones
endurecibles por envejecimiento se pueden sobre-envejecer y perder su resistencia tan
pronto como las partículas de segunda fase crecen. La interacción de un material con su
ambiente es también otro factor importante a considerar. La oxidación catastrófica y su
penetración intergranular debe evitarse al máximo.
Efecto del trabajado en frío sobre la resistencia de fluencia del hierro puro. Las micrografías
muestran los cambios correspondientes en el número y la distribución de dislocaciones
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Por mucho tiempo la principal aplicación de metales a alta temperatura estuvo dedicada a
plantas generadoras de energía mediante vapor, refinerías de petróleo y plantas químicas.
La temperatura de operación de equipo tal como calentadores, turbinas de vapor y
unidades de fraccionamiento, raras veces excedían los 540 oC. Con la introducción de
turbinas de gas se requirió del desarrollo de materiales que soportaran temperaturas de
alrededor de 815 oC. El diseño de máquinas más poderosas ha llevado este límite hasta los
980oC.
Una característica importante de la resistencia a alta temperatura es que siempre se debe
considerar su evolución respecto del tiempo. Se considera que las propiedades de tensión
de la mayoría de los metales a temperatura ambiente, para propósitos prácticos, son
independientes del tiempo. Sin embargo a altas temperaturas la resistencia se vuelve muy
dependiente de la velocidad de deformación y del tiempo de exposición. Algunos metales
bajo estas condiciones se comportan en buen grado como materiales viscoelásticos. Un
metal sometido a una carga constante de tensión a alta temperatura, fluirá y
experimentará un incremento de su longitud en función del tiempo.
La dependencia de la resistencia con el tiempo es diferente para cada tipo de material. Lo
que para un material es una temperatura elevada, para otro no lo es. La mejor manera de
comparar las propiedades mecánicas de materiales diferentes, a temperaturas diferentes,
se hace en términos de la relación de la temperatura de prueba y el punto de fusión,
expresados en grados Kelvin. Esta relación se denominada temperatura homóloga.
Generalmente, la fluencia lenta se hace de importancia ingenieril cuando la temperatura
homóloga es mayor que 0.5.
La selección de las pruebas mecánicas para medir alguna propiedad de un material a
temperatura alta, debe hacerse en base al tiempo de servicio que este material tendrá. Por
ejemplo, la prueba de fluencia lenta (creep), mide el cambio dimensional que ocurre a
temperaturas altas durante un período largo, mientras que la prueba de resistencia a la
tensión mide el efecto de la temperatura sobre la capacidad para soportar carga.
La curva esfuerzo-deformación y las propiedades de flujo y fractura, derivadas de una
prueba de tensión, dependen fuertemente de la temperatura a la cual ésta se realiza. En
general, la resistencia decrece y la ductilidad aumenta conforme la temperatura se
incrementa. Sin embargo, los cambios microestructurales tal como la precipitación,
envejecimiento o recristalización pueden, en ciertos rangos de temperatura, alterar este
comportamiento. Los procesos térmicamente activados asisten la deformación y reducen
la resistencia a temperaturas elevadas. A temperaturas altas y/o períodos largos de
exposición, pueden ocurrir cambios estructurales que resultan en una deformacióndependiente del tiempo o fluencia lenta (creep).
El incremento de la temperatura hace que la curva esfuerzo-deformación de un acero
medio carbono cambie notoriamente. También puede observarse una rápida disminución
del esfuerzo de cedencia de metales bcc conforme la temperatura aumenta, mientras que
para el Ni (fcc) esta dependencia es más pequeña. Otro aspecto importante, es el hecho de
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
que algunos los metales bcc son frágiles a bajas temperaturas (W a 100 oC, Fe a -225 oC),
mientras que el Ni muestra una pequeña disminución en ductilidad sobre el mismo rango
de temperatura.
En metales fcc el esfuerzo de flujo depende poco de la temperatura, pero el exponente de
endurecimiento por deformación decrece con el aumento de la temperatura. Esto resulta
en un aplanamiento de curva esfuerzo deformación con el incremento de la temperatura,
manifestándose en una mayor dependencia de la resistencia a la tensión de la
temperatura. En la deformación en tensión a temperaturas elevadas puede ocurrir la
formación de más de un cuello en una probeta.
La medición de la dureza a una temperatura alta puede dar una buena idea de la utilidad
potencial que puede tener un material en dicho rango de temperatura.
Westbrook mostró que la dependencia de la dureza con la temperatura se puede expresar
por la ecuación:
H = A e-BT
donde:
H = es la dureza
T = temperatura de prueba, oK
A, B = constantes
Gráficas de H en función de la temperatura para metales puros, generalmente muestran
dos líneas rectas de diferente pendiente. Este cambio en pendiente ocurre a una
temperatura alrededor de un medio del punto de fusión del metal (temperatura homóloga
de 0.5). Un comportamiento similar se observa en gráficas del logaritmo de la resistencia
a la tensión contra la temperatura. Es probable que el cambio de pendiente se deba a un
cambio en el mecanismo de deformación a temperaturas altas.
La medición de la dureza como una función de la temperatura muestra cambios abruptos
en los puntos donde ocurren transformaciones alotrópicas. Pruebas de dureza en caliente
sobre Co, Fe, Ti, U y Zr han mostrado que la estructura cúbica centrada en el cuerpo es
siempre más suave. Las estructuras cúbicas centrada en las caras y la hexagonal compacta
tienen aproximadamente la misma resistencia, mientras que estructuras más complejas
pueden mostrar una dureza mayor. Estos argumentos están de acuerdo con el hecho de
que las aleaciones austeníticas de fierro tienen una resistencia mayor que las aleaciones
ferríticas a temperatura alta.
Respecto al comportamiento a la fractura que muestran la mayoría de los materiales
policristalinos se observa una transición de fractura transgranular a intergranular,
conforme la temperatura se incrementa. Cuando la fractura transgranular ocurre, los
planos de deslizamiento son más “débiles” que los límites de grano, mientras que para
una fractura intergranular el límite de grano es el componente más “débil”. En este caso
la velocidad de deformación tiene una influencia importante. Para el estudio de la fractura
se ha definido el concepto de temperatura de equicohesividad (ECT), que es el punto en
el que los granos y los límites de grano tienen la misma resistencia. Conforme ECT
disminuye, la tendencia a la fractura intergranular aumenta.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
160
Acero de baja resistencia y alta tenacidad
Temperatura de transición
de dúctil a frágil
41x107 N/m2
resistencia de
fluencia
Resistencia
Charpy
120
Acero de mediana
resistencia
87x107 N/m2
80
Acero de alta
resistencia y
baja tenacidad
40
150 x 107 N/m2
resistencia de fluencia
0
-160 –120 –80 -40
0
40 80 120 160 200
Temperatura de ensayo
o
C
Datos de pruebas de impacto para diversas temperaturas
4.3 Fundamentos y Métodos de Fortalecimiento de los Materiales
4.3.1 Diagramas de Transformación Isotérmica
Estos diagramas, también conocidos como diagramas T -T -T, muestran las
transformaciones que ocurren cuando el material es mantenido a cierta temperatura, por
cierto período de tiempo.
Los diagramas T- T -T se determinan calentando muestras muy pequeñas hasta una
temperatura en donde presenten estructura Austenítica. Después, las muestras se
transfieren rápidamente a baños de sales o de plomo fundido, los cuales están a
diferentes temperaturas. Las muestras se mantienen por diferentes tiempos, desde un
segundo hasta días o semanas después de lo cual se enfrían rápidamente en agua.
De esta manera el porcentaje de material transformado, en condiciones específicas de
tiempo y temperatura puede ser evaluado, así como la naturaleza y productos de
transformación. Para esta evaluación se utilizan métodos dilatométricos, difracción de
rayos "X" y metalografía.
Los diagramas obtenidos son de la forma que muestra la Figura 4.7. En ellos las
ordenadas indican las temperaturas y las abscisas el tiempo graficado logarítmicamente.
Por su forma característica, estos diagramas han sido llamados curvas "S", sin embargo,
la adición de elementos de aleación modifica dicha forma. Como se observa en la figura,
estos diagramas consisten en dos curvas fundamentalmente, las cuales denotan el inicio y
fin de transformación, a la izquierda de ellas existe exclusivamente Austenita
metaestable, el intervalo de tiempo necesario para que la reacción se inicie, se conoce
como período de incubación. La sección entre las dos curvas es el tiempo de reacción y la
parte a la derecha de la curva de fin de transformación, indica el producto formado.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
En un acero eutectoide, una vez que las reacciones han terminado, los productos que se
obtienen son Perlita Gruesa, alrededor de los 700°C, alrededor de 550°C, se encontrará
Perlita Fina; a 450°C la estructura será de Bainita Superior mientras que, cercana a los
250°C aparecerá Bainita Inferior. Por debajo de la: horizontal, marcada por la
temperatura Ms, el producto de la transformación será Martensita.
4.3.2. Influencia de los elementos de aleación
Los elementos de aleación pueden subdividirse en dos grupos, dependiendo de como se
afecte la descomposición de la Austenita.
a) Aquellos que tienen efectos parecidos al carbono, los cuales disminuyen la velocidad
deFormación de Perlita y Bainita y bajan la temperatura de formación de Martensita.
Figura 4.7. Diagrama T-T-T, típico de un acero Eutectoide.
Estos elementos no forman carburos y en caso de hacerlo serán menos estables que la
cementita. En orden decreciente de importancia, estos elementos son Níquel, Manganeso,
Cobre, Silicio, Fósforo y Azufre.
b) Los elementos de este grupo Son básicamente Cromo y Mo1ibdeno, los cuales
retardan considerablemente la formaci6n de Perlita y también aunque no tan
marcadamente la f formación de Bainita, y bajan la temperatura de formaci6n de Bainita
y Martensita, mientras que elevan la de formaci6n de Perlita.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
A las altas concentraciones estos elementos separan las reacciones, creando al centro del
diagrama una zona de Austenita metaestable, (ver la Figura 4.8). Existen otros factores
que afectan las curvas de transformación isotérmica, entre ellos se cuentan el tamaño de
grano, el cual a su vez es función del tiempo y la temperatura de austenización. El grano
grueso provoca en general un aumento de las temperaturas de transformación.
Los carburos no disueltos y las inclusiones no metálicas por lo general aceleran la
velocidad de transformación. Por último las condiciones de manufactura del material
pueden provocar alteraciones del diagrama.
4.3.3 Tratamientos Térmicos
La importancia de los tratamientos térmicos radica en el hecho de que por medio de ellos
es posible modificar la microestructura y las propiedades mecánicas de los metales, las
cuales pueden ser ajustadas a necesidades específicas de trabajo. Un tratamiento térmico
consiste fundamentalmente de tres etapas, calentamiento, permanencia y enfriamiento.
Las etapas de calentamiento y permanencia se rigen básicamente por las mismas
consideraciones para todos los tratamientos térmicos. La etapa de enfriamiento es la que
define el tipo especifico de tratamiento.
Velocidad de calentamiento
Durante las etapas iniciales de calentamiento la superficie de la pieza alcanza
temperaturas mayores a las del centro. Este efecto se incrementa cuando las piezas tienen
secciones de espesores diferentes, ya que, cada una, se calentará a diferente velocidad.
Estas diferencias en temperatura se disminuyen precalentando las piezas a temperaturas
inferiores a A1, o bien, aplicando velocidades de calentamiento bajas.
Figura 4.8. Diagrama T -T -T, mostrando la separación de las reacciones Perlítica y Bainítica en
un acero altamente aleado.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
El precalentamiento puede eliminarse y la velocidad de calentamiento ser aumentada,
cuando las piezas son pequeñas y simétricas. El tiempo de calentamiento puede calcularse
usando expresiones estándares o bien gráficas derivadas de estas. La Figura 4.8, muestra
el diagrama del tiempo de calentamiento en función, de la secci6n para aceros carbono y
de baja aleación. La velocidad de calentamiento, no depende únicamente de la forma y
dimensiones de la pieza, otros factores, tales como, la capacidad del homo, y el grado de
empacamiento deben tomarse en cuenta.
Temperatura y tiempo de permanencia
Para cada grado de acero existen rangos de temperatura donde el material puede ser
calentado. La temperatura adecuada debe seleccionarse tomando en consideración el tipo
de tratamiento térmico que se dará, así como, las características físicas y mecánicas que
desean obtenerse. Una vez que el material ha alcanzado la temperatura adecuada, el
tiempo que debe permanecer en ella depende de la cantidad de carburos disueltos que se
deseen. Debido a que la cantidad de carburos varía de acero a acero, el tiempo de
permanencia también variará con el material.
Aceros al carbono y de baja aleación.
Estos materiales contienen carburos fáciles de disolver, por lo que requieren tiempos
cortos de permanencia, por lo general tiempos de 15 minutos por pulgada de sección, son
suficientes.
Aceros de media aleación.
En general el tiempo recomendado es de 25-30 minutos sin que en este caso las
dimensiones de la pieza tratada sean muy importantes.
Para endurecimiento a la flama o por inducción el tiempo de permanencia dependerá de
la temperatura usada para el tratamiento, necesitándose tiempos más cortos para
temperaturas mayores. Por lo general, tiempos de minutos y en algunos casos de
segundos, son empleados.
Para aceros de herramientas de baja aleación.
En este caso el tiempo debe ser calculado con mayor precisión para asegurar la dureza
deseada, como regla general se sugiere mantener 30 segundos por milimetro de sección;
sin embargo, el tiempo no deberá ser menor de cinco minutos, ni mayor de 1 hora, en
ningún caso.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Figura 4.9. Tiempo de Ca!entamiento hasta 850°C para barras de diferente sección.
Velocidad de enfriamiento
La velocidad de enfriamiento define las características a obtener del material y por lo
tanto establece los diferentes tratamientos térmicos, cuando el enfriamiento se lleva a
cabo a velocidades bajas, (por ejemplo dentro de un horno ), el tratamiento se llama
Recocido. Cuando la velocidad es alta (por ejemplo agua), el tratamiento se conoce como
Temple y cuando se usan velocidades intermedia (como aire}, se denomina Normalizado.
4.3.4 .Recocido
El recocido tiene como principal finalidad el ablandar el material, produciendo al mismo
tiempo una estructura los más homogénea posible.
Para propósitos generales, el Recocido puede ser subdividido en dos categorías:
a) Recocido de Austenización completa. En el cual el material es calentado por encima
del rango de temperatura crítica de transformación y enfriado lentamente.
b) Recocido Subcrítico. En el cual el calentamiento es efectuado justamente por abajo de
la temperatura critica de transformación.
Recocido de austenización completa
Como se vio al estudiar el diagrama Fe-C, cuando el acero se calienta por encima de la
temperatura crítica de transformación, la estructura consiste totalmente de Austenita.
Durante el enfriamiento lento dicha fase se transformará, de acuerdo a las reacciones
dadas por el diagrama, obteniéndose Ferrita + Perlita en aceros hipoeutectoides,
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
únicamente la Perlita en aceros eutectoides y Perlita + Cementita en el caso de aceros
hipereutectoides. En general, se puede decir que con este tratamiento se obtiene Perlita
más Ferrita o Cementita según la composición del acero.
Otra característica que se logra con el recocido de austenización completa es el
refinamiento del grano o sea el tamaño de grano obtenido después del tratamiento será
menor que el original lo cual, en general, mejora la ductilidad del material y aumenta la
tenacidad si el material es posteriormente endurecido.
Recocido de recristalizacion
En realidad este tratamiento cae en el rango de austenización incompleta o subcritico, sin
embargo, se trata por separado ya que presentan características especiales.
Cuando el material se deforma en frío, la estructura adquiere cierto grado de acritud, los
granos son deformados y la dureza aumenta provocando con esto que el material tenga un
límite más allá del cual no puede seguir deformándose. Con el recocido de
recristalización se logra recuperar la estructura equiaxial original, eliminar las tensiones
producidas por la deformación y bajar la dureza, lo cual permitirá su ulterior
deformación sin riesgo de fractura.
Recocido sub-crítico
El objetivo fundamental de este tratamiento es el mismo que el recocido de austenización
completa, o sea ablandar el material. Si bien en algunos casos la dureza no llega a ser tan
baja, existen razones que hacen este tratamiento más ventajoso.
Debido a la menor temperatura de tratamiento no existe gran descarburación y la
velocidad de enfriamiento una vez terminado el tratamiento no tiene tan gran influencia
en la dureza o subestructura, lo cual simplifica grandemente el tratamiento.
Recocido de esferoidización
Con este tratamiento de logran las durezas mas bajas del rango. Cuando un acero con
estructura perlítica es sometido a este tratamiento, las laminas de cementita empiezan,
después de algún tiempo, a reponerse. A medida que el tiempo transcurre, la laminillas
fraccionadas tienden a globilizar y al final los extremos se unen para formar esferoides.
El proceso es acelerado a medida que la temperatura aumenta, siempre y cuando no se
sobrepase la temperatura critica, ya que si esto sucede, el carbono se disolverá en la
austenita y la estructura se reformara como laminillas.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
4.3.5 Normalizado
El tratamiento consiste en calentar el acero alrededor de 50-60°C por encima de la
temperatura crítica de transformación, manteniéndose a dicha temperatura por un periodo
corto de tiempo y enfriando al aire. El normalizado produce recristalización del acero,
eliminando la estructura de grano grueso obtenida por laminación, fundición, forja, etc.
Debido a que en este caso la velocidad de enfriamiento es mayor que en el recocido, la
descomposición de la austenita se lleva a cabo a temperaturas más bajas, lo cual cambia
la proporción de Ferrita y Perlita, aumentando la resistencia y la dureza en comparación
al acero recocido (ver figura 4.10).
La aplicación del tratamiento de normalizado depende del acero a tratar. En los aceros de
muy bajo carbono se utiliza como substituto del recocido, garantizando una mejor
superficie de corte y disminuyendo el tiempo de tratamiento. Para los aceros alrededor de
0.3 % C°, se puede usar como substituto del temple y revenido, ya que la operación es
más sencilla, produce menor deformación y las propiedades mecánicas son solamente
ligeramente menores. En los aceros hipereutectoides se utiliza para destruir la red de
cementita, la cual aparece con enfriamientos lentos.
Figura 4.10. Dureza del acero, en función del contenido de Carbono después de: 1. Temple en
agua. 2. Temple en aceite. 3. Normalización.4. Recocido total. 5. Recocido subcritico.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
4.3.6 Temple
El tratamiento térmico de temple, puede describirse como calentamiento del material
hasta una temperatura superior a la crítica de transformación, (rango en el que todo el
material tendrá estructura Austenítica), seguido de enfriamiento rápido a una velocidad
tal que la transformación de la Austenita sea suprimida hasta el rango de Transformación
Martensítica, lo cual resultará en una estructura de Martensita.
En el tratamiento de temple, la etapa de precalentamiento es más crítica que en el
recocido y normalizado ya que los riesgos de que el material se fracture debido a
gradientes térmicos, es mayor, lo cual por otro lado, en general, provoca distorsiones
fuertes.
Medios de enfriamiento.
El enfriamiento desde la temperatura de Austenización puede ser efectuado en diferentes
medios, dependiendo del tipo de acero, forma de la pieza y propiedades deseadas. Para
aceros al carbono el medio de enfriamiento es casi siempre agua. A medida que el acero
va siendo más aleado, la velocidad de enfriamiento requerida va siendo menor y por lo
tanto, el medio de enfriamiento será menos severo. A medida que la severidad de temple
es menor la distorsión de la pieza tratada, será menor también.
A continuación se describen algunos de los medios de enfriamiento más comunes.
Agua.
Posiblemente el medio más usado, sin embargo, el agua pura no es tan adecuada, ya que
su máxima eficiencia de enfriamiento es alrededor de 300°C, temperatura en la que la
transformación a Martensita se inicia en un gran número de aceros.
La adición de sal al agua provoca un aumento en la capacidad de enfriamiento y el rango
en el cual se tiene la máxima capacidad de extracción de calor, cambia a
aproximadamente 500°C. Estas diferencias se muestran esquemáticamente en la Figura
6.5, la que muestra también que la capacidad de enfriamiento del agua disminuye mucho
arriba de 60°C.
Aceite.
El enfriamiento en aceite es bastante más lento que en agua. La velocidad mayor de
enfriamiento se encuentra alrededor de 600°C y es relativamente lenta en el rango de
formación de Martensita. Debido a la baja capacidad de extracción de calor, el temple en
aceite de aceros de baja y media aleación se restringe a piezas de sección pequeña.
Una manera de aumentar la capacidad enfriadora del aceite (así como del agua) consiste
en agitar vigorosamente el medio. La influencia de la agitación en la profundidad de
temple se muestra en la Figura 4.11.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
(a)
(b)
Figura 4.11. (a) Capacidad de enfriamiento del agua pura. b. Capacidad de enfriamiento
de agua con 11% de Na CI .
Figura 4.12. Influencia de la agitación en la velocidad de enfriamiento. 1) Sin agitación.
2) Con agitación.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Otra manera de aumentar la severidad del aceite es calentándolo entre 50 y 80°C, lo cual
lo hace más fluido y aumenta la capacidad enfriadora.
Emulsiones.
Con emulsiones agua-aceite soluble, es posible obtener una gama de velocidades de
enfriamiento, sin embargo, la capacidad de extracción es, en general, inferior a la del
aceite. El mismo resultado se obtiene si de una manera involuntaria algo de agua es
añadida al aceite, además, el riesgo de fractura se verá aumentado ya que la Martensita se
formará más rápido en la superficie, que en el centro, lo cual aumentara la concentración
de esfuerzos superficiales. Si el agua y el aceite no están bien mezclados, ocurrirá un
calentamiento rápido del agua, seguido de una brusca generación de vapor, lo que puede
dar lugar a una explosión.
Agua con aditivos especiales.
El media de enfriamiento, debería enfriar el material rápidamente hasta la temperatura de
inicio de formación de Martensita (Ms) y después, lentamente hasta temperatura
ambiente. La adición de ciertas substancias al agua, hace posible tener medios de
enfriamiento muy cercanos al ideal. Una de estas mezclas conocida comercialmente
como aquaquench contiene 8% de hidroxil-polieter substituido y 98% de agua. La adición
de 2% de aquaquench al agua reduce en mucho el riesgo de fractura, sin deterioro de las
propiedades mecánicas La adición de 15% da un medio de enfriamiento muy similar al
aceite pero el riesgo de incendio es totalmente eliminado.
Baños de Sales.
Los baños de sales más empleados para propósitos de enfriamiento consisten en mezcla a
partes iguales de nitratos de Sodio y de Potasio. Los baños de sales, son muy buenos para
temple de aceros que tengan buena templabilidad y secciones pequeñas. La capacidad de
enfriamiento aumenta a medida que la temperatura del baño baja y la agitación aumenta.
El tiempo adecuado de permanencia en el baño varía de 2 minutos por centímetro de
sección para temperaturas bajas y secciones pequeñas, a 4 minutos/cm de sección a altas
temperaturas y secciones grandes. La capacidad de enfriamiento del baño de sales puede
aumentarse con adiciones de agua, sin que estas sean mayores del 0.5 -0.5% con lo cual,
dicha capacidad se duplica.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
La figura 4.12 ,resume las capacidades de enfriamiento de diferentes medios de enfriamiento.
4.3.6. Templabilidad
Considerando que la velocidad de enfriamiento es mayor que la crítica, o sea, que se evita
la formación de productos intermedios como Perlita, Bainita, etc., la dureza que se
obtiene por medio del temple, es función del contenido de carbono del material. La
relación entre dureza, contenido de carbono y cantidad de Martensita, se muestra en la
Figura 4.13. Templabilidad es la habilidad que tiene el acero para endurecerse por la
formación de Martensita. La templabilidad determina la profundidad de capa endurecida,
o sea, que un acero con alta templabilidad presentará mayor profundidad de capa
endurecida que uno de baja templabilidad. Existen varios tipos de pruebas para evaluar la
templabilidad, a continuación se describen
brevemente dos de las más importantes.
Ensayo Jominy
Esta prueba consiste en calentar una pieza como la que se ilustra en la Figura 4.14 a, en
condiciones iguales a la del tratamiento térmico. La muestra una vez terminadas las 2
primeras etapas del tratamiento, es transferida rápidamente al dispositivo mostrado en la
Figura 4.14 b, y templada únicamente por un extremo, usando para tal fin un chorro
calibrado de agua a 25°C. De esta manera una gama de velocidades de enfriamiento es
producida a lo largo de la barra, desde temple severo en la porción en contacto con el
agua, hasta enfriamiento al aire en el otro extremo. Cuando el enfriamiento termina se
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
maquina una superficie plana de 0.38 mm de profundidad en dos porciones paralelas de la
barra y se mi de la dureza cada 2 mm a lo largo de la pieza. Graficando dureza contra
distancia del extremo templado se puede obtener la profundidad de temple característica
del material como se muestra en la Figura 4.15.
Determinación del diámetro crítico
Este método fue desarrollado por Grossmann y consiste en tomar una serie de barras, de
diferentes diámetros y templarlos en un medio determinado. Empleando metalografía se
determina la cantidad de Martensita presente en cada barra. El diámetro de la barra que
tenga 50% de Martensita en el centro dará el diámetro crítico. (D°).
La severidad de temple, dada por el medio de enfriamiento, permite convertir el diámetro
crítico en diámetro ideal (D), el cual se define como el diámetro de una barra, la cual es
enfriada en la superficie a una velocidad infinitamente rápida y que produce una
estructura que en el centro consta de 50% Martensita.
El valor (D) es entonces una medida de la templabilidad del acero, independientemente
delmedio de enfriamiento.
%c
Figura 4.13. Relación entre dureza, contenido de Carbono y % Martensita.
a) 99% Martensita.
b) 95% Martensita.
c) 90% Martensita.
d) 80% Martensita.
e) 50% Martensita.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Figura 4.14 a) Probeta Jominy; b) Vista general del dispositivo Jominy.
(a)
(b)
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
4.3.7 Revenido
Cuando un acero es templado, la formación de Martensita le imparte propiedades de alta
dureza y baja tenacidad, lo cual provoca que sea muy frágil. Por otro lado, la
transformación Austenita-Martensita, introduce esfuerzos altos en el material, los cuales
pueden generar en fractura. Para disminuir dichos esfuerzos, el material templado debe
someterse a un recalentamiento, el cual a su vez disminuirá la tenacidad del material,
dicho tratamiento es conocido como Revenido y debe efectuarse inmediatamente después
del temple.
El Revenido se puede subdividir en tres etapas (cuatro para aceros aleados), las cuales
describen los cambios que ocurren en el material al pasar por diferentes temperaturas, de
la siguiente manera:
Primera Etapa: Descomposición de Martensita y precipitación de Carburo épsilon.
Segunda Etapa: Transformación de Austenita Retenida, básicamente a Bainita.
Tercera Etapa: Transformación del Carburo Epsilon a Cementita.
Cuarta Etapa: Precipitación de Carburos Aleados.
Las temperaturas a las que estas etapas se efectúan dependen de la velocidad de
calentamiento. A 1O°C/min., se localizan a 100-200°C; 200-325°C; 325-450°C, 450700°C, respectivamente.
La descomposición, tanto de Martensita como de Bainita, depende de tiempo y
temperatura y sigue el patrón de los diagramas temperatura-tiempo-transformación.
La interrelación entre dureza, tiempo y temperatura, se ilustra matemáticamente usando la
expresión formulada por HoIlomon y Jaffe:
P = T(k + log t)
donde:
P= Parámetro de Revenido.
T= Temperatura en grados Kelvin.
k. y<:= Constante ( 20 para la gran mayoría de
aceros).
t= Tiempo en horas.
A cada valor de P corresponderá una dureza, la cual puede obtenerse a partir de una curva
maestra.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández
CAPITULO 4: PROPIEDADES, FORTALECIMIENTO Y COMPORTAMIENTO DE LOS MATERIALES
Austempering de Aceros
El austempering es una transformación isotérmica de las aleaciones ferrosas a una
temperatura por debajo de la temperatura de formación de perlita y por encima de la
formación de martensita.
Para realizar un austempering se procede en la siguiente manera: Figura 6.11.
I)
-Se calienta el acero a una temperatura dentro del rango de austenitización,
habitualmente entre 790 y 870°C
2)
-Se templa en un baño que se mantiene a una temperatura constante entre 270 y
400°C
3)
4)
-Se deja permanecer en este baño el tiempo necesario para que se complete
bainita.
transformación a
-Se enfría hasta la temperatura ambiente en aire quieto.
Las diferencias fundamentales entre un austempering, un martempering y un temple
convencional están mostrados en la Tab 1 a~.I. El principal objetivo del austempering es
tener un aumento de la ductilidad y la resistencia al impacto a valores de dureza altos.
Tabla de Aplicaciones típicas de Martenperingin (las partes listadas están en orden creciente de
espesor.
J.D.O. Barceinas-Sánchez y A.Juárez-Hernández