PDF (Partes: 1-2) - Universidad Nacional de Colombia
Anuncio
 - Universidad Nacional de Colombia")
ALBERTO ALVAR EZ CARDONA
f¡
ELKIN ALONSO CORTES MARIN
FERNAN DO ALV AREZ MEJI A
Profes o re s A sociados
UNIVERSI DAD NACIONA L - MEDELlIN
CRITERIOS PARA LA SE ECCI O N
y APLlCACI ON DE LU BRI CANTES
UNIVERSIDAD NA CI ONAL DE COLOMBI A Sede Med e llin FACULTAD DE CIENCI A S A G ROPECU ARIAS DEPARTEMENTO DE INGENIERIA AGRI CO LA y DE ALIMENTOS 1998 ·
o
"II I I! UNliT~I¡III~liliill~ .¡/
6 4000 00067612 5
TABLA DE CONTENIDO
9
INTRODUCCION
1,
1.1.
1.2
Composición de un Lubricante
11 1.2.1.
1.2.2 .
Tipos de bases y sus caracteri stica s
Aditivos
11 13 1.3.
Propiedades Fiislco-QuilTllcas de los Lubri cantes
21 Propiedades dé los lubricantes lí quidos
Viscosidad
Viscosidad y su relación con la fri cción
Medida de la viscos idad
Relaciones viscosidad-temperatu ra
/
Punto de fluidez
Puntos de inflamación
Punto de llama
Gravedad especific a
Tensión superficia l
Rigidez dieléctrica
Compresibilidad
Demulsibilidad
Formación de espuma
Color
Resistencia a la oxidació n
Valor de neutralización : TBN y TAN
Resistencia a la herrumbre
Detergencia
Dispersión
Homogeneidad
Punto de escurrimiento
Residuos de carbono
Extrema presión
Contenido de ceniz as
22 22 22 29 31 32 32 32 33 33 34 34 35 35 36 36 37 37 39 39 39 39 39 39 39 (.3.1 1
11 11 GENERALIDADES
• Definiciones
1.3.1.1.
1.3.1.1.1
1.3.1.1.2
1.3.1 .1.3 f3.1.2. 1.3.1 .3.
1.3.1.4.
1.3.1.5 .
1.3.1.6.
1.3.1.7.
1.3.1.8.
1.3.1.9.
1.3.1.10.
1.3.1.11.
1.3.1 .12.
1.3:1 .13.
1.3. 1.14.
1.3.1 .15.
1.3.1.16.
1.3.1 .17 .
1.3.1.18 .
1.3 .1.19.
1.3.1 .20.
1.3.1.21 .
-----
- -.
1.4.2.3.
Perdida de efectivid
1.5.
Pruebas y ensayos
1.5.1 .
1.5.1.1 .
1.5.1.2.
1.5.2.
Análisis de aceites
Porcentaje de ceniz
Número de neutraliz
Programa de muest
1.5.2.1 .
Inventario de equipo
J
1.5.2.2.
1.5.2.3 .
1.5.2.4.
1.5.2 .5.
1.5.2.5 .1.
1.5.2.5.2.
1.5.2.5 .3.
Intervalo para toma de muestra s
Toma de muestra
Recomendaciones
Identificación de muestras
Información sobre el lubricante
Información sobre el equipo
Razones para presentar la muestra
58 58 59 59 59 60 60 1.6.
Importancia de la lubricación
60 1.7.
Factores que afectan la lubricación
61 1.7 .1.
1.7.2 .
Factores de operación
Factores de diseño
61 61 1.8.
Formas de reduc ir el desgaste
63 1.9.
Origen y clas ifica ci ón de los lubricantes
63 1.9.1 .
1.9.1.1.
1.9.2.
1.9.3.1
1.9.4 .
1.9.5.
1.9.6.
1.9.6.1 .
1.9.6.2 .
1.9.6.2 .1.
1.9.6.3 .
1.9.6.4 .
Lubricantes minerales
Aceites minerales
Lubricantes sintéticos
Lubricantes grasos (orgánicos )
Aceites orgánicos
Lubricantes compuestos
Compuestos bituminosos
Presentación física de los lubricantes
Sólidos
Semisólidos
Grasas
Liquidos o fluidos
Gaseosos
67 67 68 68 68 73 73 73 73 74 74 85 85 1.10.
Función de los lubricantes
86 1.11 .
Que se lubrica
86 2.
FRICCION y DESGASTE
89 2.1.
Fricción
89 1.~ . 3 .
2.6.3 .
2.6.4 .
o
Transmisión de ca
Cálculo dela tempe
3.1.
CLASIFICACIONE
LUBRICANTES
Aceites automotric
3.1 .1.
Clasificación
SAE..
ll!j llélll~llli~il)\\ I\l u
3.1.1 .1
3.1.1.2.
5
Aceites rnonogrado
Aceites multigrado
3.1.2.2 . 3.1.2.3. Clasificación AE! para los aceites automotores
Aceites para motores de combustión interna (de éárter)
Aceites para motores diesel (ACPM)
Aceites para engranajes
131 133 134 3.2. Aceites Industriales
134 3.2.1. Clasificación ISO
134 3.3. Clasificación CCMC
139 3.4. Clasificación Militar (MIL)
141 3.5. Clasificación AGMA
142 3.6. Clasificación ASTM
142 3.7. Equivalencias entre los Sistemas de Clasificación
142 3.8. Clasificación de las Grasas Lubricantes
142 3.9 Clasificación de los aceites de dos tiempos
142 FACTORES A CONSIDERAR EN LA SELECCiÓN DE UN LUBRICANTE
150 4.1. Escogencia de lubricantes
150 4.2. Aceites de M.C .I.
152 4.3. 4.3.1. 4.3.1 .1. 4.3.1 .2. 4.3.1.3. Selección de aceites para engranajes
Lubricación engranajes
Contacto entre engranajes
Sistema de trabajo entre engranajes
Factores que inciden en la selección de un lubricante
Tipos de engranajes
Velocidad de funcionamiento
Potencia transmitida
Temperatura de trabajo
153 153 153 156 3.1.2. 3.1.2.1 . ..­
4. 4.3.2. 4.3.3. 4.3.4. 4.3.5. 131 156 156 157 158 158 5. MÉTODOS DE LU
5.1 . Aplicación de gras
5.1.1. 5.1.2. 5.1.3. 5.1.4. Copas engrasador
Cojinetes cargado
Sistemas de presió
Manual
5.2. 5.2.1. Aplicación de aceit
Lubricación Manua
5.2.2.
5.2.3.
5.2.4.
5.2.5.
5.2.6.
5.2.7.
5.2.8.
5.2.8.1.
Aceitadoras de gota y de alimentación visible
Aceitadoras de sifón
Sai"lo de aceite
Lubricación por chorro o duchas de aceite a presión
Salpique o barboteo
Lubricación de engranajes abiertos
Lubricación por sistema de circulación
Lubricación por aspersión
185 187 187 187 189 189 189 191 5.3.
Lubricación por mezcla
191 5.4.
Lubricación por neblina de aceite o atomización
191 6.
CONCLUSIONES
194 BIBLlOGRAFIA
195 INTRODUCCiÓN
El hombre en la búsqueda de reducir el esfuerzo físico (consumo de energía) para
transportar, inventó la rueda. Pero, igualmente, se percató que dos superficies
cuando entran en contacto producen fricción y pérdida de energía. Por esta razón
busco la forma de agregar algo entre las superficies en contacto, con el propósito
de evitar el desgaste y vencer el rozamiento. Y así fue probando agua, grasa
¡animal, grasa de pescado. Este es el origen de los lubricantes . Por lo tanto, la
lubricación y los lubricantes no son productos de la era industrial, tienen sus
antepasados desde hace miles de años
Esta hIstoria, de modestos
experimentos, empleando distintos productos naturales. marcó su limite a partir
del siglo 19. donde la lucha contra la friCCión y el desgaste, alcanza grandes
avances; aun hoy día, esta batalla continúa .
~
Con el actual desarrollo de la tecnología mecánica, las máquinas y equipos exigen
mejores lubricantes y más adecuados sistemas de lubricación, debido a las
condiciones severas de trabajo (mayor velocIdad, incrementos de uso en tiempo,
variados y difíciles medios de operación).
De alli, en el mundo, surgieron
diferentes clasificaciones y procesos de fabricación de aceites y grasas; los
cuales están constantemente innovando y mejorando . Por esto, cada fabricante
de equipos mecánicos, recomienda un determInado lubricante que cumpla con los
requerimientos de diseño y operación .
A partir de la revolución industrial, con el uso generalizado de maquinas en
distintas actividades económicas, el concepto de lubricación cambió radicalmente,
en razón de nuevas exigencias: las cargas comenzaron a ser más pesadas, las
v elocidades más altas y el ajuste de piezas móviles mas estrecho. Estos hechos
condujeron, igualmente, al replanteamiento del concepto y de los métodos de
mantenimiento que se ejecutan en las máquinas. Actualmente, todo método de
mantenimiento en su programación y ejecución, tiene necesariamente, que definir
las condiciones de lubricación y los lubricantes requeridos.
J
Es el propósito de este documento, presentar ciertas normas, propiedades,
condiciones y criterios sobre lubricación y lubricantes para un correcto manejo,
ajuste y selección de ellos . Es de destacar que, las condiCIones de operación
(polvo, barro, exceso de humedad) de las máquinas agrícolas, tornan
relevante la selección de los lubricantes. Igualmente, se debe aclarar que
dentro de la
amplia gama de máquinas automotrices, se consideraran,
también , los equipos y máquinas de uso agrícola (tractores, cosechadoras,
excavadoras, sembradoras, arados etc.) .
9
1.
GENERALIDADES
1.1.
Definiciones:
l
Lubricantes: Son sustancias
fluidas (gases o líquidos) o sólidas,
cuyas propiedades físicas son apropiadas para reducir la
fricción.
También, se puede considerar un lubricante como un líquido o
un sólido (grasa) que se utiliza entre superficies sólidas y móviles. ya
sea que estén deslizando unas sobre otras o que estén rotando,
formando una pequeña película entre
ellas para evitar el contacto entre
superficies sólidas; proporcionándoles una protección adecuada contra el
desgaste.
~ Lubricación: Es un procedimiento para reducir la fricción y el desgaste. Es
proporcionar una película suave o resbaladiza que separe dos piezas en
movimiento. para permitirles que se muevan suavemente una contra
la otra. También
se puede definir como: El principio de soportar
una carga deslizante sobre una película que reduce la fricción.
\) Tribología: Disciplina relacionada, en principio, solo con la fricción y en la
actualidad extendida a todos los fenómenos que limitan la vida de los
equipos. Y la vida útil de una máquina está condicionada por: La
fricción, el desgaste. por los materiales de fabricación de los equipos
y su diseño; las condiciones de operación y la calidad del mantenimiento.
1.2
Composición de un lubricante:
Los lubricantes están compuestos de una base lubricante proveniente,
generalmente, del petróleo crudo, y de un paquete de aditivos formados por
productos químicos que les proporcionan la calidad y tecnología al
lubricante. En lubricantes automotrices, por ejemplo, la base lubricante
constituye aproximadamente, el 90% del volumen total y el paquete de
aditivas el 10%. Figura 1.
1.2.1. Tipos de bases y sus características.
Parafínicas: Buena resistencia a la. oxidación . Punto de inflamación alto indice de viscosidad alto. I1 Figura 1. Componente de los ace
Fuente: (Ruiz, 1992)
Baja rata de volatilización Punto de fluidez alto Formación de carbones duros Naftenicas Mediana resistencia a la oxidación Punto de Inflamación baJO Indice de viscosidad mediano Alto poder dIsolvente Punto de fluidez bajo Formación de carbones blandos Aromáticas Bajo índice de viscosidad Baja resistenCia a la oxidación Punto de fluidez bajo Alto poder disolvente Sintéticas
Elevada resistenCia a la OXIdaCión
Punto de inflamación elevado
Indice de viscosidad elevado
Puntos de fluidez muy baJO
Rata de volatilización muy baja
FormaCión de depósitos muy baja
Buena emulsibilidad .
Estabilidad térmica .
Baja tendencia a la formación de espuma
Adecuada protección contra la corrosión en ambientes criticos .
Conservación de energ ia
1.2.2. Aditivos : Productos quimlcos Incorporados a los aceites básicos para
mejorar o crear nuevas característIcas . Los aditivos fortalecen o modifican
ciertas
características del aceite
base , para permítir que alcance ciertos
requisitos que están mas allá de sus propiedades básicas. Lo más común son
los siguientes :
Antioxidantes
Anticorrosivos
Antidesgaste
Detergentes
IJ
Depresor punto fluidez
Mejorador índice viscosidad
A ntlespumante
Demulslonante
•
Funciones
Modificar la formaC
el entrelazamiento de
•
Propósito
Permitir que el lubrican
•
Compuestos Típicos
Polímeros fenólicos y de naftaleno alquilico, polimetacrilatos .
Anticorrosivos
•
Funciones
Inhibir la formación de cuerpos ácidos o formar una película protectora
sobre las piezas metálicas .
•
Propósitos
Impedir el ataque corrosivo sobre los cojinetes de aleación o sobre
otras superficies metálicas.
•
Compuestos Típicos :
contienen azufre
activo, fósforo o
Compuestos
orgánicos que
nitrógeno, tales como fosfito, sales metálicas de ácido tiofosfórico,
terpenos y ceras sulfurizadas .
Mejorador del índice de Viscosidad
•
Funciones
Los polímeros se expanden
contraminar la dilución del aceite .
•
al
aumentar
la temperatura
para
Propósito
Reducir la tasa del cambio de la viscosidad con la temperatura .
•
Compuestos Típicos :
Pollmeros y copolimeros
estirenos alquilicos .
Antidesgaste
•
Funciones
de
metacrilatos,
olefinas de butadieno
y
*
Propósito
Mantener a las superficies
*
Compuestos Típicos :
Compuestos metalo-orgá
magnesio, fosfatos y sulfon
Dispersante
•
Funciones
Enlazar a los contaminantes por atracción polar impidiendo que se
aglutinen y manteniéndolos en suspensión debido a la solubilidad de
este.
*
Propósito
Mantener a los contaminantes insolubles dispersos en el lubricante.
*
Compuestos Típicos :
Alquiltiosfosfonatos poliméricos y alquilsuccionamidas .
Emulsionante
•
Funciones
Agentes surfactantes que cambian la tensión Interfase.
•
Propósito
•
Dar emulsiones del tipo de agua
agua dependiendo de la aplicación .
•
Compuestos Típicos :
en
aceite
o
aceite en
Jabones de ácidos grasos , ácidos sulfonicos o ácidos nafténicos .
Demulsionante
•
Funciones
Reducir la estabilidad de la emulsión .
•
Propósitos
Aflojar y separar las emulsiones establ es .
*
17
Compuestos típicos :
Compuestos de e
grasos, ceras oxida
Extrema Presión *
Funciones
Por reacción química
metálicas, la cual evit
película del lubricante .
*
Propósitos :
o
Impedir la escoriación , las ralladuras y el atascamiento de las piezas en
movimiento cuando existen cargas y velocidade s altas.
*
Compuestos Típicos :
Materiales de azufre, cloro y
plomo .
fósforo , algunas
veces con jabón de
Desactivador Metálico
\
•
Funciones
Formar una película inactiva protectora sobre las superficies metálicas,
forma complejos catalíticamente inactivos co n Iones de metal .
•
Propósitos
Hacen pasi vas las superfic ies metá licas catal íticas para
oxidación .
in hibir
la
Compuestos Típicos .
Complejos orgánicos que contienen azufre o nitrógeno . amlnas , sulfuros
y fosfatos.
Bactericidas
*
Funciones
Impedir el crecimiento de bacterias y hongos .
Propósitos
Controlar las
bacterias y
hongos
para
controlar
descomposición de la emulsión y las manchas del metal.
•
el olor, la
Compuestos Tipicos
Ciertos alcoholes, aldheidos , fenoles y compuestos que contienen cloro .
19
Sólido
•
Funciones
Formar una película sólid
•
Propósito
Evitar el desgaste
aplicación .
de
Compuestos Típicos :
Disulfuro de tungsteno, bisulfuro de molibdeno , grafito sulfuro de plata,
talco, mica.
Colorante
*
Funciones
Materiales altamente coloreados se disuelven para impartir color .
*
Propósito
Proporcionar diferencias o atractivo mediante el color .
•
Compuestos Típicos : Compuestos solubles en aceite con elevado poder colorante . Odorante
•
Funciones
Pequeñas cantidades de sustancias altamente fragantes imparten olor a los
lubricantes.
*
Propósito
Proporcionar
indeseables.
*
olores
distintos
agradables
para
disimular
olores
Compuestos Típicos :
Perfumes sintéticos solubles en aceite .
1.3. Propiedades Físico-Químicas de Jos lubricantes
Los lubricantes posen una serie de características tanto físicas como qUlmlcas,
que permiten distinguir uno de otro y al mismo tiempo seleccionar según los
requerimientos para una aplicación determinada .
21
fuerza tangencial F, actúa so
equilibrio; esta fuerza queda e
(H) a la altura del elemento y
respecto a la inferior. Llamem
con respecto a la inferior. Se
tangente del ángulo (8) que m
este caso, el régimen de co
10- 3
'\
~
,
" " "e
~
l. (/.
JIf C'(' .
'1((' "
10- 5
(' I'¡c
1 ~"
~~
~
>.
....
~
~
~
~
i
"'-
-
~ r----.
-Agua
,-
Gasolina
0-
I
Aire
so
I
t
150
100
Temperatura °F
I
FIGURA 2. Comparación de la viscocidad de varios fluidos
Fuente: (Shigley, 1992)
23
200
2% o más, consiste en uti liza
totalmente sumergido en un
longitud a diámetro interno no
La presión de entrada debe
relativamente constante dur
4
constante (7t/8) (R /L) , luego
computará por observaciones
¡.l=
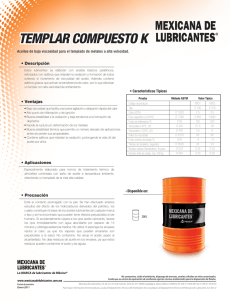
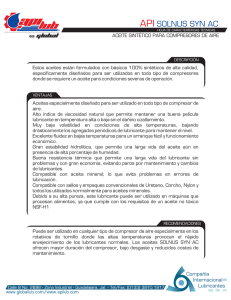
La figura 4, muestra la re laci 6n aprox imada que vincula la lectura Saybolt
universal (T) con la viscosidad (p ) para gravedades específicas (y) entre 0.8 y 1.0 .
[ = 0 .9
.: = 1
30
y
= 0.8
Viscosidad Ül)
20
Para T> 150 , usar:
p=1 .1y( T/5 )
;' = Gravedad es­
pecífica
Centipoises
10
o ~--~----~--------~--------~
50
100
150
Tiemp o (T). S.SU .
Fig ura 4 (S .S.U . Vs Ll )
Para determinar la viscosidad exi sten dive rsos métodos , y según ellos se utiliza
una unidad especial : Entre la s pnn ci pales se encuentran
Viscosidad
absoluta (Dinámica):
(P), el po ise el es la unidad . se
2
define como fuerza tangencia l para despla za r un a capa de fluido de un (1 ) cm y
(1) cm de espesor a una veloc idad de 1cm/s
2
Poise (P) = 1 dina x s/cm : Un pois e 6 din a * s/cm ::' , equ ivale a:
-.,
2
1.0 2 x 1O - ~ Kg -s/cm
2
2. 0 9 x 10- 3 Ib-s /pie
2
145 x 110-5 lb s/pul
2
7
2 42 x 10lb min/pulg
25
La viscosidad de un aceite dism
disminución depende de la com
de la viscosidad se logra con
estabilidad que presenta el acei
La importancia del IV, puede
automóvil; a bajas temperaturas
temperaturas no debe reduci
contacto metálico. Es así com
asegurar la mayor estabilidad co
SEGU'lDOS SEG~~ GRADOS SEGUNDOS SEGJNCOS SA'l'BOLT
RE:OWOOO
CINEMAfICAUNIVERSAL
eSt
"T
27
SSU
32 --C
SR No 1
3 ;
35
4 0 ;.
6-:-7 ~
8+
9 ~
50-7
10 +
60 -=
6:' ~.
15 --::-
-
20~
7J
80
9 0 -%
100-:-
4~ +
50 - <-
60 -1..
70 ~
80 ~
90 ;
100 --::-
25:)-:
30 0~
}W -+
400 +
450 -+
500+
-i
-+
~JO~
10 ce :
250 ,
3:)0 :-
4 50 1
50 0 ..¡-
......
600 ~
700 ..;.
800 ~
900 ~
1000 -"--
70
",=-4
1. 35 %­
IAO .~
+45
1. 50 :1 60 -t
170+
1.80+
+7
.2.. 6
...~6
~- 5
~9
~IO
-:- 15
E
8O ~
O -
1:.o
-
200
2500 --:3CXX) -::3500 · ~
4000 -7
4~ =
3~
-,- 20
3. 5 ~ -:- 2 5
4 .2-
+ 30 5 -t-
-=-
25:) ~
300 ~
600 - ~
n o­
25 ·-=-
8 :
3 ­
7-i
9 ~
10 :
35
40
~ !-
20 ~
-=-
3O .f-
70 _
se
~
so _
IO O ¿
2 5<..,"() :
3OO0 i
3500 :
4000 i:
70 -;80 · =
9O- ~.
100 - ~
110::j-
130 2
.4­
-}-60
~70
-0.. 80
·¡"' 90
.1- 100
I ~O
:= 200
-:-250
~300
150 - ­
45 ~
60 -'::'·
"l O·!::.
45*
50 L
60 7, ~ .
OC : .
100 ..
'l O ~
2000 ·-:
SR No 2
90 · ~
3 5 ¿­
50 -;:;e
+ 40
: 45
"¡"50
30-=
e
35 ::­
50 _
25
8 00
-
45
-
900 1000 ­
~ 33
SSF
6i
350 · ~
400 ~
4SO -g
500 "­
1500"::
2 000 ~
2 .5 :
4 .5 +
15(,0 _
350 +
400 ~
{-35
19~1
55 -:­
60 ~
200 ·-:­
600 ~
7<)0 ~
8 00
200 ~
4 5 __
100 '::-
..:
eSI
1.15+
65 %­
7
25 . ~-
30i ·
35 ~
40 ~
°E
1 3O. ~
4 .5 ~
~
CINEMATICA
1. 25 ;
Z
4 ~-
5T
No 2
(odmirol1y)
E
1 20 --;
33
3.5 ~
FUROL
(s!andard l
E
25--::-
ENGLER SAYBa... T REDWOOO No I
20 0 -
-
250- ::'
·~ 3~
~- 400
;. <:50
200 -::
­
300 -:-
250 ­
350 -~
300~
400 4
450 --=­
350 ~
400 -=­
, 500
t500
';"'700
+-800
+900
.~
tOCO
FIGURA 5. Carta de conversión de la viscoSidad a cualqUier temperatura.
Fuente : (Be nitez, 1992) .
27
(S.R . No. 2)
Engler
Grados tE)
Fuente: (Albarracin,1993)
Siendo la temperatura el factor que afecta en mayor grado la viscosidad, se hace
necesario, cuando se habla de un valor de dicha propiedad, asociarlo con el dato
de la temperatura correspondiente .
La determinación de la viscosidad se lleva a cabo en laboratorio, mediante el uso
de viscosimetros, se cuenta con vanos tipos que tien e n los siguientes principios
de fun cion amiento :
Medición de tiempo Medició n de velocidad Medición de momento de to rs ión La viscosid ad del aceite, da lugar a la formación de una película lubricante que se
puede considerar conformada por un número especifico de capas o laminillas de
lubrica nte, que se desplazan las unas con respecto a las otras
Cuando un fluido se inte rpone entre dos superiicies, una de las cuales se
desplaza con ve locidad con stante Ve y la ot ra permanece fija se presenta las
sig uientes características" : A la parte fiJa se adhiere una delgada capa de fluido,
/a sig uien te se desp laza con una velocidad V con respecto a la otra y así
suces ivamente , hasta que este se adhiera a la superiicle móvil B. Una capa de
lubricante separada de otra , a una distancia dh, se desplaza con una velocidad V
+ Ov, de tal forma que la diferencia de velocidad es OV. Ver figura 6.
Para que se prod uzca el desplazamiento de una capa del lubricante con respecto
a otra, es necesario aplicar una fuerza tangencial F. Newton puso de manifiesto
que esta fu e rza constituía una medida del rozamiento interno del fluido o de su
resisten cia al cizallamiento , y era proporcional a la superilcie A y al gradiente de
velocidad dv/dh , expresado de la siguiente fo rma
E ocdY..
A
(1)
dh
La constante de proporcionalidad CI.. es la vis cosidad del fluido, que se expresa
como viscosidad absoluta ll,ya que si depende de e l valor de la viscosidad, el
esfuerzo corta nte será mayor o menor Por lO tanto .
E = 11 dYA
29
dh
(2)
ósea
F
=
11 A dv
dh
(3 )
FIGURA 6.
metálicas.
Desplazamiento
Fuente: (Albarracin, 1993).
La viscosidad absoluta 11 representa la viscosidad real de un liquido y se mide por
el tiempo que demora en fluir a una temperatura dada, por una serie de tubos
capilares estrechos. Los parámetros dv y dh se presentan cuando se considera
un diferencial de espesor de la película lubricante . De (3) se tiene :
fdh = TJ Adv (4)
Integrando para un espesor de película lubrrcante entre o y h, Y para un valor de
, velocidad entre o y V e' se tiene :
ve
h
fo
= Jo
Fdh
F(h-O)
TJA dv
= TJA (Ve
De (6): TJ
E.J..A =
Vc/h
(5)
-O)
Esfuerzo cortante
Velocidad de deslizamiento
Donde:
Fuerza de cizalladura, Dinas (Lbs)
2
Area de la película lubricante sometida a cizalladura, cm (pulg
Vc: Velocidad lineal del elemento cm/s (pulg/s)
Espesor de la película lubricante, cm (pu lg)
h:
TJ:
Viscosidad absoluta
F:
A:
2)
1.3.1 .1.3. Relaciónes Viscosidad - Temperatura La viscosidad de un líquido disminuye rápidamente al aumentar la temperatura . Reynolds expresó tal relación por:
11 = A. E ·u ,
Donde: JI
T = Temperatura
A, B = Son constantes
solventes o combustibles cuand
1.3.1.4. Punto de llama (fire poi
Es la temperatura
a la cua
permanecen inflados al contacto
oC superior al punto de chispa
150 0 C no se emplean para lubr
1.3.1 .5. Gravedad especifica
La gravedad especifica o peso especifico de un ace ite es la relación entre el peso
de un volumen de aceite y el peso de un volumen , Igual de agua a una
temperatura determinada ( de esta forma se tiene en cuenta la variación del
volumen con la temperatura )
Para los lubricantes derivados del petróleo la temperatura de referencia es de 16°
C (60 0 F), yen caso de hacerse la medición a diferentes temperaturas ,
debe hace rs e la correcc ió n mediante tablas o fórmulas . Es común , entonces,
hablar de gravedad especifica 60/60 °F a nivel de Ingen ierla y en la industria del
petróleo se prefiere utilizar una un id ad deriva da de la gravedad especifica ,
conocid a como gravedad API .
Grad os A P I = (1415/gravedad especifica 60/60° F) - 131.5
La determinac ión de la gravedad especifica no tiene un empleo directo importante ,
pe ro si ayuda a:
Reg ula las operaciones de desti laCi ón fraCCiona da Con vertir viscosidad cinemática en vi scosidad ab so luta . Identificar, aproximadamente de donde proviene el aceite.
El peso específico de los aceites
provenientes de crudos parafínlcos es casI siempre mayor que la de los obtenidos a base de crudos naftenicos . Determinar el valor calorífico de los combustibles . 1.3 .1.6. Tensión superfiCial e interfacial
En la su pe rficie de los líquidos existe energ ia lib re , la cual ocasiona la contracción
espontánea para ocupar la menor área posible y es necesaria una determinada
cantid ad de trabajo para extender la superfiCie
La baja tensión superficial de los aceites es importante para su uso , debido a que
pueden extenderse más fácilmente sobre las superfiCies metálicas que otro líquido
como el agua (cuadro 2)
JJ
1,3.1.8. Compresibilidad:
El estudio de la compresibilidad
empleo de los aceites en ap
mecanismos hidráulicos, en el cu
varios aceites.
CUADRO 3. Compres ibilidad de algunos aceites minerales
Fluido
Temp
0;. de reducCió n de volumen a
° C(OF)
Octano
Gasolina J PA
Gasoil
Aceites minerales lige ra
Indice de viscosidad 95
Aceite mineral pesad o
Indice de vi scosidad
20
20
20
20
200
20
200
(68)
(68 )
(68 )
(6 8)
(39 2 )
(6 8 )
(392 )
1000
20000 30000
PSI
5 1
3.9
34
8 .4 5
G7
'1 8
,
I
29
6 .5 .
5 1
100
8
77
14 4
6 .8
12.5
a
40000
12 .8
10 7
94
8 .4
50000
175
14 .5
12.2
10.9
18 .1
9.7
16.5
Fuente : (Benitez. 1992)
1.3.1.9. Demulsibilidad :
Es la resistencia de un aceite lubricante a la emulsificació n (formación de una
mezcla estable con agua). Puede Interpretarse como la facilidad o la habilidad de
un aceite para separarse del agua
La demulsibilidad es importante para aquellos aceites que están en contacto con
agu a o vapor , como los empleados para la lubricación de turbinas y máquinas de
vapor.
La propiedad opuesta denominada estabilidad a la emulsión. es importante en los
aceites de maquinado, solubles con agua , para comb inar el efecto refrigerante del
agua co n el efecto lubricante de l aceite
1.3.1. 10. Formación de espuma
La agitación del aceite ocasiona la formación de espuma . En los aceites
minerales puros esta desaparece rápidame nte . Pero en los aceites con aditivos
detergentes o dispersantes la espuma es ma s estable y de formaCión progresiva .
La espuma en el aceite ocasiona recalentamiento oxidación y dificultades en el
flujo .
35
- Corrosión de las superficies
Los factores que inciden
Temperatura, tiempo y presen
La presencia de ciertos eleme
el proceso de oxidación pues
1.3.1.13.
Valor de neutral ización TBN y TAN
Como toda sustancia, el aceite posee aC idez o alca linidad ; con el uso del aceite
se va oxidando y se in creme nta la viscosidad y la acidez del mismo. Para un
lubricante nuevo derivado del petróleo, el PH es cercano a 11 y a medida que
transcurre su tiempo de servicio disminuye esta valor , siendo minlmo permisible
de 4 ; pues a partir de el los ácidos formados, Inician el ataque corrosivo a las
superficies lubricadas . La disminución tiplca del PH de un aceite a través del
tiempo de servicio puede observarse en la figura 7 .
El TAN (total aCld number) de un aceite e s un va lor q ue indica su nivel de acidez ,
así :
En aceites compuestos indica la presencia de
cl dos orgánicos
En aceite en uso su aumento es debido a la oXlda Clon y descomposición
del lubricante .
El TBN (total basic number) de un aceite rep re se
a
El contenido de detergentes alcalinos en aceites nu evos
Si disminuye apreciablemente refleja e l desgaste de
alcalinos con la formación de depósitos , barnices y lodos .
los
aditivos
El TAN es el peso en miligramos de hidróxido de potasio (koh ) necesarios para
neutralizar el contenido de áCido de un gramo de un aceite , por esto se llama
numero de neutralización .
El TBN es el peso en miligramos de áCido (exp resado en su eq uivalente en
miligramos de (koh ) necesario para neutral iz ar el conten ido de álca li de un gramo
de aceite.
1.3.1 .14.
Resistencia a la herrumbre :
La herrumbre es la reacción química entre un meta l y el oxigeno en presencia de
agua . Este efecto es ma yor en los meta le s fer rosos , donde se forma una
porosidad progresiva; mientras que en otros como el cobre y e l aluminio en los
que la capa inicial de oxigeno retarda la propagación de la oxidación.
37
T'... po ... S81Vici
FIGURA 7. Cambios de ph con
lubriciante
En lubricantes especiales con aditivos antiherrumb re . se forma una capa fina de
alta untuosidad y penetración que protege la superficie
1.3.1.15.
Oetergencia:
Es la propiedad por la cual se disu elven los depósitos primarios como producto de
la combustión y oxidación del aceite . Es decir, continuamente se están lavando
las superficies.
1.3.1.16.
Dispersión :
Es la propiedad de un aceite lubricante mediante la cual los depósitos insolubles
finos producidos en la combustión se mantienen suspendidos en todo el aceite.
1.3. 1.17 .
Homogeneidad :
Es la estabilidad del aditivo en el aceite , el cual no debe separarse del lubricante,
principalmente, por efectos de alta temperatura . Un enturbiamiento del aceite
indica la separación de aditivos .
1.3.1 .18.
Punto de encubrimiento :
Es la temperatura a la cual el aceite empieza a flu ir por efecto de la gravedad . Es
de especial importancia en la lubricación de compresores de refrigeración .
1.3.1.19.
Residuos de carbono :
Es la tendencia de los aceites a formar part icul as de ca rbono a altas temperaturas
de funcionamiento y a medida de la cantidad de compon en tes no volátiles.
1.3.1 .20.
Extrema presión :
Es la capacidad del aceite para mantener la película lubricante bajo presiones
2
extremas. Los aceites minera les soportan una carga de 280 kg/cm , mientras que
2
con adiciones de aditivos EP (extrema presión ) pueden resistir mas de 700 kg/cm
a elevadas temperaturas .
1.3.1. 21 .
Contenido de ce nizas:
Es la cantidad de productos In quemados de l aceite, debido a polvo, aditivos,
limaduras y particulas metálicas de desgaste . En un aceite nuevo indica el
)9
1.3.1.27.
Materias insolubles
Para determinar el contenido d
de contaminantes y del desga
muestra del lubricante en un so
insolubles. Los solventes mas e
Pentano : Permite obser
sílice y aceite oxidado .
Nafta y Benceno : Indica la cantidad de aceite oxidado, que es el único
soluble en benceno .
Por último, en el cuadro 4 se muestran algunas propiedades físico-quimicas de
algunos lubricantes, utilizados en diversas máquinas .
1.3.2. Propiedades de las grasas
En una situación dada de lubricación , necesario utilizar
propiedades tales que se obtenga una lubricaCión satisfactoria .
una
grasa
con
1.3.2.1 . Consistencia :
Mientras que la viscosidad es la caracter ística ma s dis tintiva de un aceite , la
propiedad mas sobresaliente de una grasa es su cons istenCia . Se basa en el
grano de penetración en la grasa de un cono estándar , a una temperatura de
25°C durante cinco (5) segundos .
Cuando ma s blanda es una grasa, la
penetración será mayor, Esta consistencia se expresa según la escala del
National Lubricating Grease Intitute (NLGI) .
1.3,2.2. Textura :
Es la apariencia de la grasa y la forma que presenta al contacto . Es el resultado
de la selección de ingredientes y las variaciones en las técnicas de fabricación y
se denominan:
Cremosas , suaves , fibrosas, granuladas , gelatinosas , forma
hebras y pegajosas.
1,3.2.3. Gama de temperatura :
Es importante seleccionar una grasa que ad mita las temperaturas adecuadas .
Alta temperatura:
Alta temperatura muchos tipOS de grasas se
ablandan, y
hay el nesgo que se pro d uzcan es capes. A temperaturas
constantes, es
necesario
emplear
grasa s para alta temperatura. A
oxidan
temperaturas excesivamente altas , la s grasas lubricantes se
rápidamente, particularmente las de Jabón metá liCO. Entonces la grasa se
endurece y se produce una perjudicial sangría del aceite . El lím ite superior de
una grasa es aproximadamente mas de 140°C
41
!r..U'lUlnas pape6er., ICo<,UQaoo< 1
119
ComptHOl.~ 011 ~$
112
Rooam.. n~
O~ ~.~
F--il5A
e
1.
C 12
1.
0.32
y
de rochllot.
111
PI" 8
1. G.GC
e JI
I1er,am..ntat neUmahCIII:5. ComPfeaotei
011 1IIlrl1)eraCiÓt"l
14
Cibnotos De vapot
120
,.
:J,!)6
0,02
1 urtMnas o. vapor
Gtado ISO J2
103
,...... 8
lO
68
112
Pasa
9
1.
O . ~;:'
100
116
Pas.a
e
11
G :J3
Fuente: (Albarracin, 1993)
Baja temperatura A muy bajas temperaturas , las grasas normalmente se
hacen rígidas y lubrican poco.
Esto puede evitar que los elementos
rodantes giren , especialmente en el arranque y bajo cargas pequeñas .
elementos
rodantes deslizan y producen desgaste,
Entonces, los
pretendiendo rotación o produciéndose la avería . El limite inferior de
temperatura de una grasa es aproximadamente -30 °C.
1.3.2.4 .
Punto de fusión o goteo
Se conoce también como el punto de derretimiento y es la temperatura a la cual
Como norma de seguridad, no debe
se descompone y se vuelve liquida
emplearse una grasa sín un margen inferior de 30°C al punto de goteo . en una
aplicación especifica .
1.3.2 .5.
Adhesividad :
Es la capacidad de pegarse a la superficie y permanecen en ella ante cargas de
impacto , deslizamiento y contami nan tes
1.3.2 .6 .
Resistencia al agua
El tipo de jabón, podrá garantizar a la grasa 81 poder de resistir o no al agua pa ra
que puedan lubricar y protege r los mecanismos , Sin llegar a descomponerse o ser
desplazados.
Las grasas de sodio se descomponen en presencia del agua . lo que no ocurre con
las de calcio, litio y aluminio que son más resistentes. pero difieren entre si por su
resistencia al lavado en ambientes húmedos .
1.3.2 .7.
Resistencia a la carga
Las grasas frecuentemente se dividen en so tipOS Las de extrema presión (EP) y
la no (EP). La manera mas común de medir la propiedad EP . es mediante el
ensayo TIMKEN. Cuando más alto sea el valor Timken . mejor es el rendimiento
EP de la grasa.
1.3.2.8.
Estabilidad mecánica
Ciertas grasas, particularmente las liticas de los tipo s antiguos . tienen una
tendencia para ablandarse durante el trabajo mecánico . En instalaciones con
43
plomo , níquel, manganeso .
minerales mas corrientes y sus
1.4.1.2.
Polvo y cenizas
Sellos en mal estado, suciedad en e l SitiO de trabajo, purificación defectuosa,
residuos de fabricación , sitios donde haya presencia de humos , etc .
1.4 .1.3.
Presencia de agua:
Trae consigo múltiples problemas
Formación de emulsiones , herrumbre,
oxidación, congelamiento y obstrucción de si stemas . formación de lodos,
formación de ácidos, etc .
1.4 .1.4 .
Productos de la oXidac ión
La presencia de oxigeno y las altas temperaturas promueven la oXidación , lo cual
causa espesamiento en el aceite .
1.4.1 .5.
Espumas:
Pueden causar rupturas en la pelicu la lubricante y fallas en el suministro de
lubricante .
1.4.1.6.
Aireación :
El aire atrapado en el aceite ocasiona deficiencias en la lubricaCión : la liberación
del aire se ve afectada por la viscosidad . los contaminantes y los aditivos del
aceite.
1.4.2. Degradación
La degradación se refiere a los cambios destructivos , que ocurren en el aceite
mismo . Entre los principales problemas de este tipo tenemos :
1.4.2.1 .
Oxidación :
reaccionan
quimicamente con el
Ocurre cuando las moléculas de l aceite
oxígeno. Las altas temperaturas de operación y la e xpos ición del aceite al aire ,
aceleran este proceso .
Los productos de la oXidación pueden causar espesam ient o en el aceite y generar
olores irritantes y desagradables
Los compuesto s formados en las primeras
generalmente pueden perder su
*
*
*
*
*
Inhibidores d
Inhibidores d
Mejoradores
Aditivos antid
Aditivos dispe
CUADRO 5. Elementos minerales comentes y sus fuentes comunes
t::1_l=I\Al=f\.ITn
1=1 I ¡:: I\ITt::
ALUMINIO , SILICIO
SUCIEDAD LLEVADA POR EL
AIRE Y EL POLVO
BORO, POTASIO, SODIO
RESIDUOS DEL INHIBIDOR DEL
REFRIGERÁNTE
CALCIO, MAGNESIO
RESIDUOS DE AGUA DURA,
ADITIVOS
CALCIO, SODIO
RESIDUOS DE SALMUERA,
ADITIVOS
CROMO, COBRE , HIERRO ,
PLOMO, ESTAÑO,ZINC
RESIDUOS DE DESGASTE ,
CORROS ION O RESTOS DE
MONTAJE
BARIO, CALCIO, ZINC,
MAGNESIO, FOSFORO
Fuente: (Buitrago, 1992)
/1.5.
Pruebas y ensayos fisico-quimicos de aceites lubricantes.
La existencia de variadas propiedade s de los aceites ha originado diversidad de
ensayos, los que en algunos casos no indican el valor de una propiedad en si del
lubricante , sino su comportamiento , bajo ci ertos elementos, o el contenido de
ciertos elementos, durante el funCionamiento de un mecanismo, presenta con el
tiempo una variación en las propiedades del lubricante utilizado. Es necesario
controlar esa variación para poder establece r la vida útil de l lubricante Sin correr el
riego de daños en las máquinas , para co nocer las ve rdade ras condiciones de
operación del equipo y para detectar y cuantificar la presencia de contaminantes
en el lubricante.
47
Fuente: (Albarracin, 1993)
1. 5.1. Análisis de aceites usados
En los sistemas cerrados de lubricación el aceite, a traves de su vIda de servicio,
sufre un deterioro debido a la oxidación, contaminación y al gasto de sus aditivos .
Es entonces, necesario realizar una serie de pruebas con el propósito de :
, -
Determinar la condición del aceite Determinar la posible recuperación del aceite y el método más indicado para hacerlo . Asegurar el lubricante adecuado . Cuantificar el periodo correcto de cambio de aceite . Predecir fallas y evitar reparaciones costosas.
Evitar cambios permanentes y reducir paradas innecesarias.
Incrementar la eficiencia de los equipo s
Evaluar el correcto funcionamiento de un mecanismo y prevenir fallas
Extender la vida útil de la maquinaria
Reducir costos en general: De mantenimiento, mano de obra y
repuestos.
La cantidad de aceite consumido por una maquina y el costo de la misma, son los
factores que influyen y justifican la necesidad de analizar el aceite lubricante, que
de por si exigen de una inversión y un tiempo destinado para ello.
En los cuadros 7, 8, 9, 10, 11 se señalan las diferentes pruebas de laboratorio
aplicadas a lubricantes industriales y de motores de combustión interna.
Cuadro 7.
Pruebas de laboratOrio para aceites industriales usados
Tipo de prueba
Gravedad especifica y API
Viscosidad
Número de neutralización
benceno
Demulsibilidad
Determinación del color
Fuente: (Buitrago, 1992)
49
Método Estándar ASTM
D 287 - 55
D 88 Y D 445
O 664 - 58 Y O 974 - 58 tin en pentano y
O 893 - 60T
O 1401 Y 02711
Método tentativo O 1500 - 58T
HIDRÁULICAS
X
1
X
X
X
S D
REFR
RAC
X
CST
X
X
X
X
X
SI - no
% Vol
C
X
X
3
X
3
X
5
REDUCTORES
Apiirncia
0Irr.
VallSidad
" atIIc
0445
" a1IIfC(2)
Coe-rido agu a
Cl!pitació n
"lMiIación
Puade ignición
Pua de flu ide z
Neutra li zació n
~
de
0 95
0 92
0 97
0664
MgKOH/g
0893
0 482
0 96
089 2
01448 1
0 877
% ma sa
0/ m a s a
% Vo l
Vol.
Mln
KV
X
4
e
X
3
X
5
5
6
X
X
X
X
X
X
X
X
(T~_
Insáble en pentan o y benceno
Cat!nido y Flui dez de ceniza s
eo..nido Sedlrne ntos
FORIiCión Espu ma
DelWsibilid ad
R9Iu díele ctri ca
X
X
X
X
X
X
X
X
X
X
X
E~otom et fJ a
EniIIlnlabsorClón
Ana.is
Inaojo
PPM
X
X
X
X
X
0-'
'bTla precau ciones al ex aminar acei tes en sistem as manejan an oníac o o gases noci ivos 2 . .llicamente cua nd o se desee co neen IV
3 'iIraIizar en ca so de ser posit iva crepitaci ón
4. ¡¡¡¡izar solo si la apariencia es opaca
5 1iaIizar si el análisis de in frarojo lo indica
6 .rlZar en sistema de freón ún icame nte
7. ·Wsllizar cuanso se presente contenido de ceniza s
manual A .S.T.M.
~
ese
_ . _.
X
X
X
DB..ACEITE ASTM y
SORES
y VAPOR
HIDRÁULICAS
REDUCTORES
AJaíencia y olor
Vismsijad Cinemática AIJ/' G( Má ximo) Cambio
rápido
Cambio
rápido
Cambio
rápido
Cambio
rápido
25
0.2
20
02
20
15
02
20
O 3
20
01
0445
O 95
092
Cst % Vol C
25
02
20
maximo
• InsolIDle en pentano
0664
0 893
Mg KOHo % masa 20
01
'" máximo Cortelido de cenizas Corérido sedime ntos 0482
% masa 096
%J vo l
0 877
Kv
RPM
rPM
100
50
50
~%máximo
P.nbs de Ign ición DE
REFRIG
RACIO
Camb
rápid
20
TRAZA
Numeros I!~traliza c i ó n
" má ximo
dieléctrica
minlmo
Metll!s de desgaste
Es¡:edro f absorCión
Hie rro
Plomo
Cobr e
Slllceis
Cromo
I-Iuminio
05
001
025
02:'
Rqi~z
Fuente (Buitrago,1992)
51
02
01
100
50
50
20
30
20
50
I
20
30
20
50
Reportar
20
15
TPJl.ZA
G AS OLIN A
GA SOLI NA
N A T R UAL
X
X
X
X
X
X
X
X
X
% VOL.
eSI
uC
(a)
(a)
(a )
X
X
X
X
-­
X
% V OL .
% PESO
% PESO
ppm
% VOL.
(b)
-­
-­
-­
-­
-­
-­
-­
X
X
(e )
(e)
-­
(d )
--­
--
-­
(e)
-­
X
UNIDA D
TIPO DE PRUEBA
A S T .M
A PARIE NCI A
OLOR
AGUA POR CREPITACION
AGUA POR DESTI LAC I ON
u
VISCOSIDAD @ 40 C
PUNTO DE INFLAM AC ION
DILUCION POR COMBUSTIBLE
INSOLUBLES EN PENT A NO
CONTENINDO DE CENIZAS
METALES DE DESGASTE
CONTENIDO DE GL YCOL
ANAlISIS INFRAROJ O
NUMER O DE NEUT RAL IZAC ION
NUMERO T OTAL BASE T B N
0 -95
0-445
D - 92
D - 322
0 - 893
D - 874
0 - 2982
D - 664
D - 2896
(a) DETERM INAR SOLO SI LA PRUEBA POR CREP ITACION ES POSITI VA
(b) DETERMI NAR SOLO SI EL PUNTO DE INFLAMACION YIO EL VALOR DE VISCOS IDAD ES BAJ O
DETERM INAR SOLO SI HAY PRE SENC IA DE BORO Y SODIO EN EL ANALlS IS DE METALE S
(d) REALIZAR PARA DETE RMINAR OXIDACiÓ N YIO NITRACION
(e) DETERM INAR SOLO EN MOTORES CR ITICOS O CUANDO SE PRE SENTE NIIVE LE S BAJOS DE ADI TIVO S
e
Fuente (Buitrago ,1992)
D IESE L
AUTOM OTO
-­
X
(e )
CUADRO 11 . Pruebas de laboratorio a los aceites usados de motores de
combustión interna
Tipo de Prueba
Gravedad específica y API
Viscosidad
Dilución por combustible
Número de neutralización
Insolubles en pentano y en benceno
Punto de inflamación y de combustión
Demulsíbilidad
Análisis espectrograficos (P .P.M)
Porcentaje de cenizas
Diferencial infrarrojo
Método Estándar
0287 - 55
O 88 Y 0445
0322
O 664 - 58 Y 0874 - 58T
O 893 - 60T
0922 - 57
o1401y02711
0874
Fuente: (Benitez, 1992)
Se han establecido, en las mismas normas que rigen la realización de las
pruebas, las variaciones permisibles para las propiedades analizadas ( ver
cuadros 12,13, 14 Y 15).
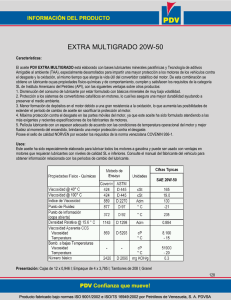
Igualmente, en la figura 8 se representan los valores de las pruebas, para su
posterior análisis .
1.5.1.1 . Porcentaje de cenizas :
Indica el desgaste de las diferentes partes del motor y la eficiencia del
trabajo de los aditivos en el aceite , este porcentaje aumenta, además de las
partículas de desgaste, por el polvo atmosférico y las sales de combustión .
Se da como valor máximo permisible 0.10%.
1.5.1.2. Número de neutralización:
Aumenta debido a la oxidación o alteración de los aditivos que indican la
presencia de ácido, aunque algunos de ellos no son corrosivos .
SJ
CUADRO 13. Valores mínim
para motores
VARIA BLE
Gasolina
T BN
PH
H20
0 .5
4
Die
mo
2
6
Q2
Q2
Fuente: (Benitez, 1992)
ViSCOSIOA-O-
---­
~ IEri~.~~~!~~\~~=-- D-44~
- @ 100 ~·~DisMINUCi'6NDiLUCIOÑPOR COMsvsfiBLi:-
-
cS, -
25
PU~TO'pE INFLAM., REDU~~..:.. ~ax :
_ ~VO~~ ~· - ij.2
..~J~L
mg KOH
0-92
0-666
0 - 2982
RESERVA AlCAUNA T.B.N
'.-~_~~t~~~~ ;ª~~~~_~ ~~: _~1--D-89~ ..,.
_.. !!~~LQ~º-ª- ~~~ºACJº~! . ~~u*L
-
-
__
SEDIMENTOS, Max.
- siLfCIO:Max.
==-
p
PESO
_ _
% VOL
- METALEs DE OEsGASiE,·Max. - ·- - --- --·- - ··
. .- =.~ .= Hi~~lK)~-=----= _--:_. _
..... .___ ~9-ª1}~
_
oo
.
_
_
_
pm'-'
-.-
=-=-~--.::~
~~!!
E.~I~!'J.9____
_1º~_=-=-
_ __ ~º __
___5º
_
0".
lrt
- - -15-
~
..._ _ 50 . __ _.
_
1<!,0
50
50
_._ _ ~_
PJ?~ --!i-15
3:-0 -
- -0.1
_ ~º-
3 .0
--­
_
-==.
10-=1
-==~~100-._ _ ~º _
_. _.J'! __
200
10 5
20
-
- -+ ~l!:=I
__ __ _.__~ _
(*) RESIOUOS OE OXIOACION = INS. PENTANO - INS. TOLUENO
Fuente : (Buitrago, 1992)
1.0
-
20
.. .- -. . ­
. _ eJ?m _ _ _ 50
_
~.~
__
_ __ ~LAJA __=___._. ______ ~~!!! ___
...CR.Q~O
10
2.0
__
o .~=-=-.
_ __2l!_ ... _
4.0
_
_
20
'=pe!1~ .
.
__ ._!,~y~.I~I º _ __
.__ ~___ . _ pp_m
_ ___ _ _ PhºMO ____ . ..
. _ r~~
ZINC
_
_ _ . _____ ._ e~
__
~ ~~
-'0 -322 . - %\r6L-' -- - --
=~ co~Niº9 OE '~GU~, Ma.x~_~ -·D=95
·-
=r~
METOOO
UOTORES MOTORES MOTOHES MOTOIlES M
E1uOTonE
(
UNIDAO DIESEL CU ....INS OETROIT
ASIM
OEIIlOIT
P.
IIA CK
GENERAL
2 TlEM~Q..§ ~~~!'º-~ _ - ­- '- --­
TIPO OE PRUEBA
I
L­ -
~ .. ~~
VISC0910AD
6i40~INCAEMENTO
--.!J 40 'C...Q!~~[NUCI~~
eSI
0-44~
_ _ OjOO ~t~9!t.É"'E~TO _ _
_ _ 0
10O~LQISMINUCION
DILUCION POR CO ... BUSTIBlE
=fQ!:fI~~DO DE AGUA, ......
PUNTQ OE.!..~FLAM., REQl!~Llu
. ~8ER~~~lCAlINA TB.N
T . A ~~, M...
~~OLUBLES PENTANO M...
INSOLUBLES TOLUENO~ • .__
A E610l.jeisOXlDACION, M... ~"I_ ___ ~!i0IME!!,!ºS, Lln .
_ _ _ -fEN!~~, Llu .
,--._
_ _BIUCIQ, "'n .
METALES DE DESGASTE, M...
------HJ~~RO
!l0-1111
-=W­ ~~
... VOL
0-112
---='-- ­ ~J~L
D-eee
mgKOH
35
211
211
211
11.0
0.2
20
211
O~2082
1.5
... PESO ~~
1.0
0 .2
~"OL
1.0
D-~~ ~~.
ppm
20
40
111
20
20
-~
20
11 .0
0 .2
~-
- -20
­-
-¿ ~1.0
Zlf·~
=--.­- - - - , - ­
.p-pm__
_ _ _ _ _ __ __
_ _ _ _~ P~TA
lOO
Fuente:
_
E~ ._
A
-
_--.1~_ .
2.5
0.3
-­- - ­
--­
_ _
1.0
_o
!'º-­ ____o
-
_
_
~
- - 1_ ,-
_
-­
._
---------··
._ ---­
o .e
O~¡¡-
~
- ---­ ------_ ..
20
lOO
1~0~
o
1
--'-­
111
~ª--
----­
1.0/2 .0
_1 .Of2 :Q. _
..
=-== L
- - ­ - - - 1­
=~t = ~~ =.J
15
1-
~---'!! - --- !~- I --.!~t
lOO
-;~ ~kl ~ _1~ .-_. =U ~_._~L'
_.
_ __ _ _ _ __
-----~-~P): ~IPlm~j --~-_t ---7~- _ __ ~~-.j--
-f~~~~%-________.
(i RESIDUOS DE OXIDACION
111
40._
--_
---- -~
0-103
'--.. __._~~~~0!o~~- ~-= =11=.
__ _ _ _ _
111
2 ./l
0 .3
.~ -
_ _
-i~; ___ ~--~c=-~L - JL_ ~ ­ ~ == J ~_ k~ ~l _ -~ª-=I --~ _-r
INS . PENTANO - INS . TOWENO
(Buitrago , 1992)
w
:E
a:
./".
o--l
~
o
500
1000 1500 2000 2500 3000 3500 4000 4500
5000
KILOMETROS
CARACTERISTICAS -o-VISCOSIDAD -o-T.B . N *HIERRO ---INSOLUBLES FIGURA 8. Análisis de resultados
Fuente : (Buitrago , 1992)
57
5500 60
/ 1.5.2.3. Toma de muestras
Para evaluar e n forma válida
importa ncia crítica, la práctica d
análisís cuyo significado tenga
representativa del material que no
Como el ace ite , el agua, la suci
mezcla heterogénea, se debe pr
obtiene la muestra.
La Sociedad Americana de Prueb
de Petró/9o (API), tienen un m
petrÓleo y sus derivados (ASTM
procedimientos aceptados por la
no usad os, mu chas de las técnicas y precauciones se aplican también a los
lubricantes usados .
;;- .5.2.4. Recomendaciones
Las siguientes recomen d acio nes pueden ser muy útiles en la obtención correcta
de muestras .
Antes de tomar la muestra y slemprG y cuando se use tubería de escape para su
obtención, se deberán sacar de la tubería los residuos de cualquier fluido
estancado que haya en ella .
Obtener la muestra cuando el equipo esté funCionando en condiciones de
equilibrio o inmediatamente después de haber parado .
Emplear solo embaces limpios y secos .
Limpiar el área alrededor del sitio en donde se va a toma r la muestra, para eVitar
contaminación del aceite.
Tomar las muestras siempre de la misma forma
comparables.
para obtener resultados
T omar una cantidad apropiad a de aceite de tal forma que sea suficiente para
correr todas las pruebas necesa rias (generalmente un (1) litro es suficiente).
Los recipientes deben ser se llados de inm ediato y herméticamente.
En aquellos casos en los c uales se toma la muestra de un sistema debido a
dificultades de funcionamiento, es importante incluir una muestra por separado de
cualquier depósito o lodo, si es que lo hay, para ayudar a establecer la fuente del
problemas.
Enviar la muestra al laboratorio lo m ás pronto posible .
~
1.5.2 .5.
Identificación de muestras
Es de vital importancia co locar una etiqueta a la muestra con fines de
identificación , especialmente cuando se van a manipular múltiples muestras.
La siguiente es una relación de la información que se debe suministrar para un
análisis correcto y un diagnóstico de fallas:
/ 1.5.2. 5.1 . Información sobre un lubricante :
•
59
Nombre del producto: Marca, grado; si es mezcla, porcentaje .proxim.do de cada componente, 11.5.2.5. 3.
Razones para pres
Inspección ru
Otras: Espe
/ 1.6.
Importancia de la lubrica
Los costosos y complejos equip
modernos procesos de fabricaci
podrían funcionar sin el benefic
resulta insignificante comparado
protección.
La utilización del lubricante correcto en la forma y cantidad adecuada ofrece entre
otros, los siguientes benefi cios :
Reduce el desgaste de las piezas en m ovimie nto
Menor costo de mantenimiento de la máqui na
Ahorro de energía.
Reduce el ruido
Mantiene la producción .
/.1 .7.
Factores que afectan la lubricación
El desempeño de un lubricante se ve afecta do por vanos factores :
1.7.1. Factores de operación
La ca rga
La temperatura
La ve locid ad
Posibles contaminantes
1.7.2.
Factores de diseño
Material empleado en los elemento s
Textura y acabado de las superficie s
Construcción de la máquina
Métodos de aplicación del lubncante .
En la figura 9 y 10 se ilustran como acabad o de las superficies , como factor de
diseño, condiciona el espesor de la película lubricante que debe formarse entre
dos superficies, e igualmente el tipo de aceite a utilizar
61
Ac eite mineral pu
[ST
FIGURA 10. Condiciones de ext
Fuente : (Mobil)
1.8.
Formas de reducir el desgaste
Utilizar los lubricantes apropiados para las diferentes condiciones de operación .
Frecuencia de lubricación oportuna , con el fin de determinar los cambios de
aceite y reengrase correcto .
Establecer programas de mantenimiento preventivo o productivo,
incluyendo principalmente la limpieza o el cambio de los filtros de
aire, combustible y aceite.
1.9.
Origen y clasificación de los lubricantes
La clasificación de los lubricantes resulta verdaderamente compleja, no solo por
ser casa día mayor y mas extensa la gama de los mismos, sino que pueden
agruparse según distintos sistemas
Hoy día, los lubricantes utilizados tienen diversas procedencias que les confieren
calidades, características y aplicaciones bien diferenciadas; esto ha permitido
esquematizar la siguiente clasificación :
Según origen: Son naturales o sintéticos de los primeros se puede
establecer su procedencia: Del reino animal, vegetal o mineral.
Según su
sólidos.
estado físico:
Gaseosos,
líquidos, pastosos o plásticos y
De acuerdo a su composición química : En organismos e inorgánicos .
De acuerdo con sus componentes: En compuestos químicQ~, mezclas y
compuestos homogéneos y heterogéneos.
,. --:.. '
Según su consistencia, estrechamente relacionada con su composición, lo
cual da lugar a su facilidad o no para fluir .
Según su viscosidad, asociada con la anterior.
Según su uso: Motores, transmisiones , cojinetes, sistemas hidraulicos
(automotrices e industriales).
A continuación se hace una reseña mas detallada de la procedencia y
clasificación de los lubricantes (Ver cuadro 16)
63
Líquidos
Aceites de es
ballena
Sebos
Pastosos
Lanolina
DE ORIGEN VEGETAL (Continuación)
EstadQ FísicQ
SólidQS
Desig nación
Aplicación
Resinas y ceras
vegetales
r
Aceites secativQs
(aceites de linQ)
"­
Líquidos
Grasas agrícolas.
Aceites aislantes de
Impregnación.
Realmente no como
lubricantes SlnQ como
aglomerantes en tierras
de fundición. juntas
metal-metal (turbinas
Aceites semisecativos
(algodón , colza,etc)
Anti-herrumbre.
preparación de "compound" previo
marinos, por ejemplo- son muy
empleados
Aceites no secativos
Poseen gran untuosidad, (ricino)
se emplean en severas
condiciones , motores especiales de
competición , unidos a aceites
minerales , preparación de líquidos
para frenos , etc .
Aceites de palma y
palmiste
(
I
Preparación de
aceites"compound" grasas
consistentes .
(
Preparación de aceites
"compound " y productos
mixtos .
"­
PastQsQs
~
65
Aceites de copra y
aceites de coco