Universidad Tecnológica de Querétaro
Anuncio

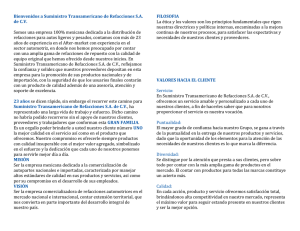
Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=Universidad Tecnológica de Querétaro, ou, [email protected], c=MX Fecha: 2013.09.11 11:18:23 -05'00' UNIVERSIDAD TECNOLÓGICA DE QUERÈTARO Nombre del proyecto “CONTROL DE MÁXIMOS Y MÍNIMOS DE REFACCIONES E INTEGRACIÓN DE BASE DE DATOS” Empresa KOSTAL MEXICANA S.A. DE C.V. Memoria que como parte de los requisitos para obtener el título de INGENIERO EN MANTENIMIENTO INDUSTRIAL Presenta DÍAZ DÍAZ JOSÉ EDUARDO Asesor de la UTEQ Asesor de la Organización Ing. José Luis Toral Luna Ing. Jaime López González Santiago de Querétaro, Qro. Septiembre 2013 Resumen En el presente trabajo se menciona que un (inventario) es una actividad fundamental para las organizaciones, gracias a ellos las empresas llevan un control en el suministro de refacciones. Se implementa una nueva forma para llevar el control en el inventario, esto con el sistema ABC. Se realiza la creación de un programa para integrar una nueva base de datos en el inventario de refacciones, debido a que actualmente se utiliza el software (MP8), es un programa que permite llevar un control en la administración del mantenimiento, pero este se satura por tanta información que se maneja en diferentes áreas de la empresa, por lo tanto se optó por la creación del programa. Se diseñan etiquetas con códigos QR, en el software (CODE-soft), esto permitirá llevar el control en las refacciones existentes en el almacén, además, revelarán la información, como nombre, fecha y ubicación. Se implementa la metodología de las 5´S en las gavetas del almacén de refacciones. Por último se etiquetan todas las refacciones existentes en el almacén y se pone en marcha el programa realizado tanto en KOSTAL Querétaro como en KOSTAL II Acambaro Guanajuato. 1 Summary In this project I will present the different activities to achieve a control over spare parts´ inventory of a business or a company. The project must start by analyzing what kind of inventory is best for the process control inputs and outputs, and parts that are in the store. In this case, to implement and develop the ABC system, this system allows managing the materials into groups depending on the price, as well as the use given to the spare parts. Therefore, with the help of this system you can determine the maximum and minimum of spare parts. To complement the operation of the parts control, and engineer will develop a program that labels based quick response code (QR) to help optimizing the registration time of incoming and outgoing parts, resulting in a lower employee´s work production line´s company. This was a great experience for me because I used the knowledge acquired at the university 2 Índice Página Resumen……………………………………………………………………….. 1 Summary………………………………………………………………………. 2 Índice…………………………………………………………………………… 3 I. INTRODUCCIÓN…………………………………………………………… 6 II. ANTECEDENTES………………………………………………………….. 8 III. JUSTIFICACIÓN…………………………………………………………... 11 IV. OBJETIVOS……………………………………………………………….. 12 V. ALCANCE…………………………………………………………………... 13 VI. ANÁLISIS DE RIESGOS…………………………………………………. 14 6.1 WHAT IF?...................................................................................................... 14 6.2 MATRIZ DE RIESGOS…………………………………………………………... 16 VII. FUNDAMENTACIÓN TEÓRICA……………………………………… 18 7.1 INVENTARIO……………………………………………………………… 18 7.2 TIPOS DE INVENTARIO………………………………………………… 18 7.3 TÉCNICAS DE ADMINISTRACIÓN DE INVENTARIOS…………….. 19 3 VIII. PLAN DE ACTIVIDADES…………………………………………......... 20 IX. RECURSOS MATERIALES Y HUMANOS...…………………………... 21 X. DESARROLLO DEL PROYECTO………….………………………….... 22 10.1 INTRODUCCIÓN A ADMINISTRACIÓN DE INVENTARIOS……… 22 10.2 DECISIONES DE INVENTARIO………………………………………. 22 10.3 CÁLCULO Y CONTROL DE LOS NIVELES DE EXISTENCIA……. 23 10.3.1 CONSUMO…………………………………………………………………… 24 10.3.2 TIEMPOS DE ENTREGA……………………………………………………. 24 10.3.3 INVENTARIO DE SEGURIDAD…………………………………………… 24 10.3.4 PUNTO DE PEDIDO…………………………………………………… 24 10.3.5 SISTEMA ABC………………………………………………………………... 25 10.4 OBJETIVO………………………………………………………………… 26 10.4.1 PROPUESTA DE IMPLEMENTACIÓN…………………………………… 26 10.4.2 DESARROLLO Y APLICACIÓN…………………………………………… 30 10.5 DISEÑO DE ETIQUETAS QR EN 2D………………………………………… 34 10.5.1 PROGRAMA “INVENTARIO DE REFACCIONES”……………………….. 35 XI. RESULTADOS OBTENIDOS……….…………………………………… 40 4 XII. CONCLUSIONES Y RECOMENDACIONES………………………..... XIII. ANEXOS………………………………………………………………….. XIV. BIBLIOGRAFÍA………………………………………………………….. 5 41 I. Introducción El inventario es una actividad importante en el control de refacciones y se realiza en la empresa con la finalidad que las demandas de los técnicos o personal sean atendidas sin demora y para qué el proceso productivo no tenga que ser interrumpida por falta de materias primas. Los inventarios son reguladores que mantienen el equilibrio entre los flujos reales de entrada y salida de refacciones. KOSTAL Mexicana S.A. de C.V. utilizará esta herramienta para llevar el control de sus refacciones, para esto, se ayudará con varios software para un mejor funcionamiento en el manejo de sus refacciones. Entre ellos estará el programa MP8 (Mantenimiento Preventivo No. 8), este facilitará la obtención de datos de las piezas. Se determinaran los máximos y mínimos necesarios de cada una de las refacciones con la finalidad de tener en un nivel óptimo en el stock del almacén. Se basará en el sistema ABC y en el tiempo de reposición del inventario, consumo medio diario, consumo máximo diario, consumo mínimo diario, existencia máxima, existencia mínima, cantidad de pedido y existencia actual. 6 Empresa KOSTAL Mexicana S.A. de C.V., ubicada en Acceso II No. 36, Parque Industrial Benito Juárez, Querétaro, Qro., fundada en el 1912 en Lüdenscheid, Alemania. La sede sigue ubicada en esta ciudad; es una empresa familiar e independiente dedicada al desarrollo y la producción de productos electrónicos y electromecánicos (mecatrónicos). Muchas empresas importantes, particularmente todos los líderes de producción de automóviles, forman parte de nuestros clientes. Para ofrecer a estos clientes la experiencia internacional de una empresa con estructura global y a su vez dar la flexibilidad de una empresa familiar de tamaño medio, trabajan en 35 emplazamientos mundiales unos 11.700 colaboradores, garantizando competencia y flexibilidad cerca del cliente. El grupo KOSTAL se divide en cuatro divisiones comerciales: Eléctrica de Automóvil, Eléctrica Industrial, Sistemas de Contactación y Tecnología de Ensayos. (“KOSTAL Mexicana S.A. de C.V., 2010 Leopold Kostal GmbH & Co. KG). 7 II. Antecedentes La empresa estaba dividida en tres secciones: Inyección de Plástico, Electrónica y Ensamble final, cuenta con un gran número de equipos, instalaciones y personal involucrado en el proceso de fabricación y ensamble de partes automotrices. Como hubo un cambio en la organización y dirección de la empresa, se tomó la decisión que el mantenimiento del área de Inyección de Plástico pasaría a manos de un outsourcing. Esto permitió que el área de mantenimiento de las otras dos secciones realizara un re-inventario para tomar en cuenta nuevos costos, calcular máximos y mínimos, así como, el tiempo de entrega a nuevas refacciones. En el proceso de cambio de inventario se olvidó el control y organización de las gavetas, los pedidos se hacían a base de que el encargado del área se diera cuenta de que su lote de piezas ya no era suficiente, y se realizaban compras de refacciones que su costo era alto y no tenían demasiada rotación. Además los técnicos demoraban localizando la ubicación de las refecciones pertinentes para realizar su trabajo, debido a que tenían que buscar en cada una de las gavetas del almacén hasta encontrar la refacción deseada; se perdía demasiado tiempo, como consecuencia se paraban líneas de producción y se posicionaban en estado crítico, por lo tanto, es importante mantener el control en el inventario de refacciones debido al funcionamiento y operación de las máquinas. Las piezas se almacenan en gavetas y con una ubicación muy general dentro de la misma. 8 Por lo tanto, cuando se hacía una salida de una refacción se anotaba en una lista colocada sobre una de las gavetas, esto llevaba a que cualquier persona ya sea técnico del área de mantenimiento o ajena al taller, sacará refacciones sin ninguna supervisión e incluso se dieron ocasiones de “robo” de refacciones, descontrolando el nivel de stock en el almacén. Ver figura 1 “Gaveta de Fuentes de Poder” y figura 2 “Registro de Salidas de Almacén”. Figura 1. Gaveta de Fuentes de Poder. 9 Figura 2. Registro de Salidas de Almacén. 10 III. Justificación Se convocó una junta con el jefe de mantenimiento, con el ingeniero encargado del almacén y con un ingeniero de piso. Las razones que se platicaron fueron que otras áreas de la empresa como Ingeniería (APP9), Producción (APF1) y Mantenimiento (APF 1.2) utilizan el programa MP8 (Mantenimiento Preventivo No. 8), y se llegó a la conclusión, de que la solución para este problema será crear un programa que permita agilizar la entrada y salida de refacciones, al igual que diseñar etiquetas de identificación con código QR en 2D, sus siglas en inglés significan Quick Response Code in Second Dimension (Código de Respuesta Rápida en Segunda Dimensión) , estas últimas servirán como ayuda visual para todo el personal, así sabrán el nombre, la localización y la descripción de la refacción que están utilizando. 11 IV. Objetivo Los objetivos que se pretenden alcanzar serán: Implementar el sistema ABC en el inventario. Calcular los máximos y mínimos de refacciones para llevar un mejor control en el stock de refacciones del almacén. Esto será en 6 semanas. Crear un programa que reducirá el tiempo en la obtención de datos de las refacciones en ocho semanas. Diseñar etiquetas de identificación con códigos QR en 2D en 3 semanas. Poner a prueba el programa dando entrada a refacciones que ya están dentro del almacén e imprimiendo etiquetas de identificación para escanear y saber su localización de la refacción. Esto en será en 4 semanas. Cambiar la base de datos del MP8 (Mantenimiento Preventivo No. 8) a nuestro programa en una semana. Poner en funcionamiento el programa por completo, esto permitirá dar entradas y salidas de refacciones utilizando solamente el programa y se escanearán las etiquetas identificación impresas por el mismo, dándonos una reducción de tiempo y un mejor control en el inventario de refacciones. Esto en 2 semanas. 12 V. Alcance El proyecto ya finalizado cubrirá solo el inventario del área de mantenimiento, pero se piensa colocar en las refacciones y en las piezas de producción para tomar lecturas y llevar un control en el almacén tanto en KOSTAL I Parque Industrial Benito Juárez Querétaro, KOSTAL II Acambaro, Guanajuato y próximamente KOSTAL III Parque Industrial Querétaro. 13 VI. Análisis de riesgos. 6.1 What if? 1. Si se genera la orden de compra y no se envía al proveedor. 2. Si la refacción no es la deseada o llega dañada. 3. Si el proveedor no tiene stock. 4. Si la refacción se pierde en el camino. 5. Si la refacción se pierde en almacén. 6. Si se retrasa las refacciones por falta de pago de facturas. 7. Si se traspapela la requisición. 8. Si no se genera la orden de compra. 9. Si no se autoriza la orden de compra. 10. Si la refacción está descontinuada. 11. Si existen entregas parciales. 12. Si los tiempos de entrega son muy largos. 13. Si se monta la refacción y esta se daña. 14. Si existe retraso de entrega por un factor ambiental. 15. Si no se genera un historial. 14 El listado anterior se clasifico en tres grupos como se puede ver en la tabla 1 “Clasificación de severidades”. Tabla 1. Clasificación de severidades. 15 6.2 Matriz de Riesgos. 16 Para identificar los grados de riesgos de las situaciones que pueden ocurrir, se les asignaron colores y letras a los siguientes aspectos: Ocurrencia: 1. Extremadamente improbable (O1) 2. Una vez cada año (O2) 3. Una vez cada 6 meses (O3) 4. Una vez cada 3 meses (O4) Severidad: 1. Asunto administrativo (S1) 2. Daños a las refacciones (S2) 3. Perdida de refacciones (S3) 4. Perdida de refacciones críticas (S4) Colores de nivel de riesgo: 1. (A) Verde. 2. (B) Amarillo. 3. (C) Rojo. Niveles de riesgo: 1. Riesgo bajo o nulo (A). 2. Riesgo moderado (B). 3. Riesgo alto (C). 17 VII. Fundamentación Teórica 7.1 Inventario. Herbert Moskowitz y Gordon P. Writght [1], presentan en el año 1982 unas de las principales aplicaciones de los métodos cuantitativos a la toma de decisiones gerenciales han sido los modelos de inventario, debido, a que los inventarios usualmente representan un porcentaje considerable del capital total invertido en una empresa. Slack, Chambers, Harland, Harrison y Johnston [2], presentan que un inventario es la acumulación almacenada de recursos materiales en un sistema de transformación, por lo tanto el término “Inventario” hace referencia sólo a los recursos transformados; es decir, recursos materiales, humanos, etc. Narasimhan, Billington y Mc Lea Vey [3], los inventarios se basan en un número de desviaciones estándar de la demanda durante el tiempo de entrega. Cuanto mayor sea el número de desviaciones estándar, más alto será el nivel de servicio y el costo de mantener un inventario correspondiente. 7.2 Tipos de Inventario. Render Heizer [4], en el año del 2004 describe que con el propósito de adaptar las funciones de inventarios, las empresas mantienen cuatro tipos de inventario: 1. Inventario de materias primas; 2. Inventario de trabajo en proceso (WIP); 3. Inventario para mantenimiento, reparación y operaciones (MRO); 4. Inventario de producto terminado. 18 1. Inventario de materias primas. Se usa para desarticular (separar) a los proveedores del proceso de producción. No obstante, el enfoque más común consiste en eliminar la variabilidad en cantidad o tiempo de entrega por parte del proveedor. 2. Inventario de trabajo en proceso (WIP, work in process). Consta de componentes o materias primas que han sufrido diferentes cambios, pero no están terminados. El WIP existe por el tiempo requerido para hacer un producto (llamado tiempo de ciclo). 3. Inventario para mantenimiento, reparación y operaciones (MRO). Se refiere a los artículos de mantenimiento, reparación y operaciones, necesarios para mantener productivos la maquinaria y los procesos. 4. Inventario de producto terminado. Maneja productos completados en espera del embarque. No conocer demandas futuras del cliente será la causa del inventario de bienes terminados.[4] 7.3 Técnicas de Administración de Inventarios. Lawrence J. Gitman [5], en el año de 1998 presenta los métodos de uso generalizado en la administración de inventarios: 1. El sistema ABC; 2. El modelo básico de cantidad económica de pedido; 3. El punto de reformulación y reorden; 4. El sistema de planeación de requerimientos de materiales (PRM); 5. El programa de entrega justo a tiempo (EJAT). 19 VIII. Plan de Actividades. 20 IX. Recursos Materiales y Humanos Para la realización de este proyecto se utilizarán los siguientes materiales: Laptop COMPAQ Presario CQ50. Paquetería Office. Programa CODEsoft, para el diseño de etiquetas QR en 2D. Programa MP8 (Mantenimiento Preventivo No. 8) Programa Visual Basic. Computadora (CPU) HP E5323. Monitor plano HP E5320. Escáner IPF BES003242. Impresora ZEBRA 500. Lector de códigos ZF2345. Mesa de trabajo. Etiquetas color amarillo para la identificación de las refacciones. Internet. Los Recursos Humanos serán los siguientes: Ingeniero en electrónica (Encargado del área de inventario). Ingeniero de Piso (Macatrónico). Ingeniero Mecatrónico (Jefe de Mantenimiento). Ingeniero en Mantenimiento Industrial (Practicante). 21 X. Desarrollo del Proyecto 10.1 Introducción a la Administración de Inventarios. Un inventario incluye todos aquellos bienes y materiales que se utilizan en los procesos de fabricación y distribución. Las refacciones, los componentes y los productos terminados son parte del inventario. Así mismo, involucra el capital y utiliza el espacio de almacenamiento, requiere de manejo, se deteriora e incluso necesita ser asegurado. Con frecuencia, compensa una administración poco consistente e ineficiente, incluye malos pronósticos, mala programación y atención inadecuada a la generación de órdenes, en estos casos incrementa los costos y la productividad de la empresa. No obstante, las utilidades administradas apropiadamente sobrepasan los costos de mantenimiento, además, puede interrumpir el proceso de la producción. Un inventario puede ser un activo en el sentido amplio de la palabra. Es posible que las medidas de desempeño y productividad difieran entre las organizaciones, pero todas necesitan una adecuada administración de sus bienes y materiales. 10.2 Decisiones de Inventario. Fogarty Blackstone, Hoffmann [6], presenta en el año 2004, la administración del inventario, los objetivos, las políticas y las decisiones que se tomen deben ser congruentes con los objetivos generales de la empresa, así como los objetivos de mercadotecnia, financieros y de fabricación. El inventario es una de las actividades más costosas en muchas compañías, que llega a representar hasta 50% del capital total invertido, por lo tanto, la 22 buena administración y control del mismo es crucial. Por un lado, una empresa reduce sus costos disminuyendo el inventario, por otro, la falta de una refacción interrumpiría la producción. 10.3 Cálculo y Control de los Niveles de Existencia. Se entiende por existencias máximas y mínimas los niveles óptimos de bienes en función de la demanda de utilización de cada concepto determinado por el área usuaria y tiene por objeto evitar inversiones improductivas por sobre existencias o poner en peligro la productividad por falta de bienes. Los máximos y mínimos deben estar establecidos en cada almacén por las áreas usuarias, así mismo, para las refacciones de alta rotación (críticas), o que se requieran controlar bajo este método, apoyándose para ello en los datos históricos de consumos promedios, tiempos de adquisición y principalmente en los trabajos a ejecutar, así como los imprevistos derivados de fenómenos naturales. El inventario se analizará por lo menos una vez anualmente, observando el comportamiento de los máximos y mínimos; debiendo considerar que el nivel promedio de inventarios, se reduzca cuando más mes y medio, para ello se deberá de considerar las requisiciones correspondientes. 23 10.3.1 Consumo. Es el factor más importante en el control de los inventarios, se determina mediante el historial de registros del almacén. Se basa en el consumo mensual, semestral o anual. 10.3.2 Tiempos de Entrega. Se basa en los días, semanas o meses que tarda una refacción en ser adquirida por el usuario, desde el momento en que se realiza la requisición hasta el momento en que las recibe el encargado del almacén. 10.3.3 Inventario de Seguridad. Es la cantidad de refacciones que se mantienen en existencia como una prevención de seguridad y constituye el número de unidades que se adiciona a la cantidad de consumo durante el tiempo de suministro. También se debe de considerar los fenómenos naturales o causas de fuerzas mayores que puedan interrumpir el traslado de las refacciones y provocar paros en líneas de producción. El cálculo de las refacciones de reserva es importante, ya que, de ser demasiadas pueden incrementar el costo de inversión y de ser insuficientes puede interrumpir el proceso de producción. [1] 10.3.4 Punto de Pedido El punto de pedido como una de las técnicas en el control de inventarios, resuelve la problemática de “cuando” ordenar y es el nivel pre-calculado de 24 existencias de refacciones, que indican la cantidad que la cantidad almacenada cubrirá el consumo durante el re-abastecimiento, una vez que se llega a este punto es necesario tramitar las requisiciones correspondientes para el reabastecimiento de refacciones. 10.3.5 Sistema ABC. [5] Las empresas que se valen de este sistema dividen su inventario en tres categorías, A, B, C. El grupo A comprende los productos que requieren la inversión máxima. En la distribución clásica de los artículos de inventario, este grupo representa el 20% de los productos de inventario, constituyen a su vez 80% de la inversión total de las empresas en este renglón. El grupo B se compone de los bienes con los cuales cuentan para la siguiente inversión más grande. El grupo C consiste de una cantidad más o menos mayor de productos que solo requieren una inversión relativamente pequeña. El dividir su inventario en artículos A, B y C, permiten a la empresa determinar el nivel y tipos necesarios de control de inventario requeridos. El control de los productos del grupo A debe ser el más intenso, debido a su lata magnitud de inversión comprendida; es recomendable el seguimiento diario de estos niveles de inventario. Los productos del grupo C se deberán controlar empleando procedimientos menos estrictos, como el método de la línea roja, en el cual un repetido se hace cuando el anaquel que contiene el producto de inventario ha sido retirada una cantidad de este, se traza una línea roja en el interior del 25 mismo. En el modelo básico de cantidad rentable de pedido (CEP), es recomendable para utilizarse en el control de los productos del grupo B. 10.4 Objetivo Mantener el control en el nivel de inventario y determinar el máximo y mínimo de cada una de las refacciones (objetivo a largo plazo), e integración de base de datos. 10.4.1 Propuesta de Implementación. Se propuso implementar el sistema ABC en el inventario del área de mantenimiento (APF 1.2); debido al número total de refacciones que es de 4252 existencias en el almacén, no se lleva un control sobre las mismas, se hacen pedidos de refacciones conforme el encargado del inventario se va dando cuenta que su stock ya está por terminarse, además, se realizan pedidos de refacciones que no tienen demasiada rotación y su costo es alto. Por lo tanto, cada una de ellas se clasificó en grupos; el grupo A está conformado por las refacciones que tienen mayor consumo y/o su costo es bajo, el grupo B está conformado por las refacciones que no tienen demasiado consumo y/o su costo es regular y el grupo C está conformado por las refacciones que no tienen consumo y/o su costo es alto. Para determinar los máximos y mínimos, los grupos de refacciones se clasificaron en familias y en categorías, por mencionar algunas, como se muestra en la tabla 2, “Clasificación ABC”. 26 Las categorías indican los diferentes modelos de cada una de las refacciones, en este caso van del 1 al 6, debido a las existencias en el almacén. Tabla 2. Clasificación ABC. 27 Para el cálculo del nivel de máximos y mínimos de refacciones se utilizaron las siguientes fórmulas. Tabla 3 “Fórmulas”. DESCRIPCIÓN Existencia Mínima Existencia Máxima Punto de pedido Cantidad de Pedido FÓRMULA Emn: Cmn * Tr. Emx: (Cmx * Tr) + Emn. Pp: (Cp*Tr) + Emn. CP: Emx – E. Tabla 3. Fórmulas. Por ejemplo se muestra el desarrollo de las operaciones con un ejercicio de aplicación en la siguiente tabla 4. Ejercicio: Tabla 4. Ejercicio. 28 Teniendo en cuenta que: Tr: Tiempo de reposición de inventario (en días). Cp: Consumo medio diario. Cmx: Consumo máximo diario. Cmn: Consumo mínimo diario. Emx: Existencia máxima. Emn: Existencia mínima. CP: Cantidad de pedido. E: Existencia actual. Pp: Punto de pedido. Estas sirvieron para definir la existencia máxima de refacciones, debido a que pide el consumo máximo diario de refacciones por el tiempo de reposición de inventario más la existencia mínima de refacciones. Para la existencia mínima es necesario conocer el consumo mínimo y multiplicarlo por el tiempo de reposición. El punto de pedido se calcula mediante el consumo promedio por el tiempo de reposición más la existencia mínima. El cálculo de la cantidad de pedido se tomó en cuenta la existencia máxima de refacciones menos la existencia actual de refacciones en almacén. 29 10.4.2 Desarrollo y Aplicación. En la tabla 5, se muestran las familias del grupo A, dado que son las refacciones con mayor uso y de menor costo, además representan el 80% en los mantenimientos correctivos y preventivos, el otro 20% lo representa las refacciones de los grupos BC y solo se utilizan mantenimientos correctivos de la empresa. Se debe conocer el consumo máximo y mínimo de refacciones que se generó en un día, así como, el consumo promedio de refacciones, este se puede encontrar revisando el historial del inventario. Conocer los días de reposición del inventario, este depende de los días en que el proveedor tarda en entregar las refacciones al encargado del almacén; saber el costo y la existencia de las refacciones que hay en almacén. En el área de categoría se muestran las refacciones que tenemos en almacén seleccionadas de color naranja, sólo para el área de mantenimiento. 30 Tabla 5. Familias del grupo A. 31 En la siguiente tabla 6 Desarrollo de Fórmulas, se muestra el desarrollo de las fórmulas anteriormente mencionadas en la tabla 3 Fórmulas, estas se repiten para cada una de las familias y categorías de los grupos ABC, en este caso solamente se tomó en cuenta los datos de la tabla 5 “Familias del Grupo A”. Tabla 6. Desarrollo de Fórmulas. 32 Los datos obtenidos indican el punto en cual se debe de hacer una nueva requisición de compra. Por ejemplo en los sensores inductivos de la categoría número 1, indica que cada vez que las refacciones lleguen al nivel de 90 sensores, es momento de hacer un nuevo pedido, en cuanto a la cantidad que en este caso indica 116 sensores multiplicado por el costo unitario que es de $1,500.00, da un monto de $174,000.00; este sería el costo de nuestra requisición de compra. Se recomienda recalcularse al alcanzar el punto de pedido, teniendo en cuenta que puede variar dependiendo de las existencias en el almacén al momento de emitir la orden. El costo total del pedido es de $2´575,080.00, sin embargo, la empresa proporciona trimestralmente $1´500,000.00 que debe ser distribuido en las tres naves existentes y en el consumo del personal de mantenimiento como herramienta, equipo de seguridad, papelería, etc. Por lo tanto, entra en criterio del encargado de inventario seleccionar las refacciones necesarias para cubrir la demanda del almacén de refacciones. Los grupos B y C se muestran en el Capítulo XIII. ANEXOS, 13.2 y 13.2.1 respectivamente. 33 10.5 Diseño de Etiquetas QR en 2d. Para complementar el control del inventario se realizó el diseño de las etiquetas QR en 2D (Código de Respuesta Rápida en Segunda Dimensión) de identificación de refacciones en el programa CODE-soft. Se comenzó por introducir los datos de la refacción como nombre y descripción, para la fecha se tomó como referencia la de la computadora, se colocó el código QR en 2D y se organizó la información de tal manera de que fuera legible y no sobrepasara lo márgenes que el programa CODE-soft da por default. Ver figura 3 “Diseño de Etiquetas QR”. Figura 3. Diseño de Etiquetas QR. 34 10.5.1 Programa Inventario de Refacciones. Se realizó el programa nombrado Inventario de Refacciones; se creó en el programa Visual Basic 6, la persona encargada de realizarlo fue el Ingeniero de Piso Jesús Vega. Ver figura 4 Diseño del Programa Inventario de Refacciones. Figura 4. Diseño del Programa Inventario de Refacciones. Para comenzar se dieron a conocer puntos importantes como el diseño, la vista y que información debió de contener el programa. En primer lugar se diseñó la ventana de inicio del programa, esta llevó como requisito la información de un usuario con contraseña, en este caso fue la información de la credencial de identificación de la empresa. Ver figura 5 “Ventana de Inicio”. 35 Figura 5. Ventana de Inicio. Se creó la ventana principal, esta como requisito llevo la información de la base de datos del MP8, por ejemplo, los datos de la refacción, los datos de entrada y salida de refacciones y el tipo de mantenimiento. Ver figura 6 “Ventana Principal”. Figura 6. Ventana de Principal. 36 Una vez finalizado el programa Inventario de Refacciones, se le agregó la base de datos del MP8 para comenzar a realizar pruebas. Para poder agregar la base de datos se manda imprimir el formato del MP8, este se guarda en un archivo de Excel para posteriormente importarlas a un archivo de Access. Una vez guardado en formato de Excel, se abre una base de datos nueva en el programa Access, se manda importar el archivo guardado en Excel, se le asigna un nombre en este caso “Actualización de bases de datos”, se da clic en el botón siguiente hasta que finalice de crear la base de datos, se da clic en finalizar y aparecerá la base de datos que se creó, guardamos la información en una carpeta asignada y se cierra el programa Access. Se abre el programa diseñado por el ingeniero de piso Jesús Vega, se va a la opción de archivo, se da clic en “agregar base de datos”, se selecciona la ubicación en donde se guardó la base de datos, se selecciona el archivo y se da clic en “agregar” para adjuntar la nueva base de datos. Ver figura 7 Base de Datos MP8. 37 Figura 7. Base de Datos del MP8. Se imprimieron las etiquetas de identificación para realizar pruebas. Ver figura 8 “Etiquetas QR”. Figura 8. Etiquetas QR. 38 Estas pruebas consisten en escanear el código de la etiqueta y ver en la pantalla si el programa muestra la lectura de información de la refacción seleccionada. Se colocan las etiquetas a cada una de las refacciones existentes. Se aplica la metodología de las 5’S (Clasificación, Orden, Limpieza, Estandarización y Mantener la Disciplina), en las gavetas del almacén, esto facilitó a los técnicos identificar de una manera más rápida la ubicación y la refacción deseada. Ver Figura 9 “Identificación de Refacción.” Figura 9. Identificación de Refacción. 39 XI. Resultados Obtenidos. Se cumplieron los objetivos que se describen en el capítulo IV, logrando el cálculo de Máximos y Mínimos de las refacciones del grupo A. Se implementó el sistema ABC en el inventario del almacén obteniendo como resultado un mejor manejo en la administración de refacciones. Se realizó las Etiquetas de Identificación QR en 2D (Código de Respuesta Rápida en Segunda Dimensión), el diseño del programa “Inventario de Refacciones”, así como, la integración de la base de datos del MP8 y llevar un control en el Inventario de Refacciones. Se organizaron las gavetas donde se guardan las refacciones facilitando su ubicación para el personal de mantenimiento, reduciendo el tiempo de entradas y salidas del almacén. 40 XII. Conclusiones y Recomendaciones. En conclusión gracias a este proyecto el inventario del área de mantenimiento (APF 1.2) mejoró su control en el movimiento de las refacciones en almacén, utilizando el sistema ABC e incorporando el nuevo programa que genero una optimización de tiempo en la búsqueda de refacciones. Se recomienda utilizar el sistema ABC en el inventario de cualquier empresa o negocio, debido a que es práctico y flexible, porque permite organizar las refacciones y clasificarlas en grupos dependiendo su rotación o movimiento, el tiempo de entrega del proveedor y el costo. Además, se recomienda implementar el diseño de etiquetas con código, ya sea QR o código de barras etc., esto facilitará la búsqueda de refacciones y servirá para mejorar el control en la base de datos del inventario. 41 XIII. ANEXOS. 13.1. Procedimiento. Un procedimiento es un conjunto de acciones a seguir que deben realizarse de la misma forma, estas ayudarán a llegar a un mismo resultado bajo las mismas circunstancias. 13.1.1. Introducción. En este caso se tomaron en cuenta las políticas, el diagrama de flujo y los formatos utilizados del almacén, esto para concretar el control de inventario en el área de mantenimiento. 13.1.2. Objetivo. Disponer de un sistema de información interna, que facilite a los integrantes del área de mantenimiento a entender mejor el flujo de las acciones tomadas en el almacén de refacciones. 13.1.3. Políticas del Almacén. 1. El programa de mantenimiento deberá llevar un control de presupuesto. 2. Toda requisición de compra deberá ir con un presupuesto. 3. Se debe registrar cada entrada y salida del almacén. 4. Se debe realizar un vale de salida, para que, cualquier persona ajena al departamento de mantenimiento, pueda tomar una refacción del almacén. 5. Se debe realizar un catálogo de proveedores para el control de entradas. 6. El almacén debe tener una ubicación. 7. Cada refacción debe tener un lugar específico en el almacén. 8. El encargado del área de compras debe tener un catálogo de refacciones y proveedores proporcionado por el jefe de mantenimiento. 9. Se debe contar con hojas de información o una base de datos que contenga los datos de las refacciones existentes en almacén. 10. El encargado del almacén debe revisar por lo menos una vez mensualmente el nivel de inventario. 11. Todo presupuesto debe ser autorizado por el gerente del área de manteniendo, así como, el gerente de compras. 12. Toda refacción debe tener un máximo y un mínimo de stock. 13. Debe contar con la hoja de seguridad (MSDS) para materiales peligrosos. 14. Los máximos y mínimos se deben determinar mediante las fórmulas establecidas. 15. Clasificar las refacciones del almacén mediante el sistema ABC. 16. Cada refacción debe tener colocada su etiqueta de identificación. 17. Los integrantes del departamento de mantenimiento deberán dar de baja cualquier refacción utilizada. 18. Escanear la etiqueta con código para poder dar de baja una refacción. 19. Solo se podrá dar entradas o salidas de refacciones utilizando el programa diseñado “Inventario de Refacciones”. 20. Se deberá ingresar al almacén de refacciones con el EPP adecuado. 13.1.4. Diagrama de Flujo del Almacén de Mantenimiento. DIRECTOR AUTORIZACIÓN JEFE DE MANTTO. PROGRAMA DE MANTENIMEINTO COMPRAS MANO DE OBRA PRESUPUESTO DE MANTENIMIENTO SOLICITUD DE FALLA REQUISICIÓN DE COMPRA CATÁLOGO DE PROVEEDORES AUTORIZACIÓN CONTROL DE ENTRADAS ALMACÉN MÁXIMOS Y MÍNIMOS VALE DE ALMACÉN TÉCNICO ORDEN DE TRABAJO 13.1.5. Lista de Formatos. Para llevar el control de las actividades de inventario realizadas en el área de mantenimiento, se registran en los diferentes formatos existentes en la empresa. Ver tabla 6 “Formatos de Inventario”. NOMBRE DEL FORMATO Orden de servicio Reporte de falla Salida de diversos Vale de almacén Historial Bitácora (Log-book) Inventario Orden de compra Catálogo de proveedores Control de entradas y salidas Vale de entrada a proveedor NÚMERO DE FORMATO 1 2 3 4 5 6 7 8 9 10 11 Tabla 7. Formatos de Inventario. 13.1.6. Formatos del Almacén. Formato1 y 2 Orden de servicio y Reporte de falla. Formato 3 Salida de diversos. Formato 4 Vale de almacén. Formato 5 Historial. Formato 6 Bitácora (Log-book). Formato 7 Inventario. Formato 8 Orden de compra. Formato 9 Catálogo de proveedores. Formato 10 Control de entradas y salidas. Formato 11 Vale de entrada a proveedor. 13.2. Familias y Desarrollo de Fórmulas del Grupo B. Tabla 8. Familias del grupo B. Tabla 8.1. Familias del grupo B. Tabla 8.2. Desarrollo de fórmulas del grupo B. Tabla 8.3. Desarrollo de fórmulas del grupo B. 13.2.1. Familias y Desarrollo de Fórmulas del Grupo C. Tabla 9. Familias del grupo C. Tabla 9.1. Familias del grupo C. Tabla 9.2. Familias del grupo C. Tabla 9.3. Familias del grupo C. Tabla 9.4. Familias del grupo C. Tabla 9.5. Desarrollo de fórmulas del grupo C. Tabla 9.6. Desarrollo de fórmulas del grupo C. Tabla 9.7. Desarrollo de fórmulas del grupo C. Tabla 9.8. Desarrollo de fórmulas del grupo C. Tabla 9.9. Desarrollo de fórmulas del grupo C. 13.3. Lista de Tablas. Página Tabla 1. Clasificación ABC………………………………………….. Tabla 2. Fórmulas……………………………………………………. Tabla 3. Familias del grupo A………………………………………. Tabla 4. Ejercicio…………………………………………………….. Tabla 5. Desarrollo de Fórmulas……………………………………. Tabla 6 Clasificación de severidades………………………………. XIII. ANEXOS. Tabla 7. Formatos de Inventario……………………………………. Tabla 8. Familias del grupo B……………………………………….. Tabla 8.1. Familias del grupo B…………………………………….. Tabla 8.2. Desarrollo de fórmulas del grupo B……………………. Tabla 8.3. Desarrollo de fórmulas del grupo B……………………. Tabla 9. Familias del grupo C………………………………………. Tabla 9.1. Familias del grupo C…………………………………….. Tabla 9.2. Familias del grupo C…………………………………….. Tabla 9.3. Familias del grupo C…………………………………….. Tabla 9.4. Familias del grupo C…………………………………….. Tabla 9.5. Desarrollo de fórmulas del grupo C……………………. Tabla 9.6. Desarrollo de fórmulas del grupo C……………………. Tabla 9.7. Desarrollo de fórmulas del grupo C……………………. Tabla 9.8. Desarrollo de fórmulas del grupo C……………………. Tabla 9.9. Desarrollo de fórmulas del grupo C……………………. 17 29 30 30 33 34 13.4. Lista de Figuras Página Figura 1. Gaveta de Fuentes de Poder…………………………. 11 Figura 2. Registro de Salidas de Almacén……………………… 12 Figura 3. Diseño de Etiquetas QR………………………………. 35 Figura 4. Diseño del Programa “Inventario de Refacciones”…. 36 Figura 5. Ventana de Inicio……………………………………… 37 Figura 6. Ventana de Principal…………………………………… 37 Figura 7. Base de Datos del MP8……………………………….. 39 Figura 8. Etiquetas QR……………………………………………. 39 Figura 9. Identificación de Refacción……………………………. 40 13.5. Glosario. 2D. – Segunda dimensión. Almacén. - Lugar donde se depositan géneros de cualquier especie, generalmente mercancías. Abastecimiento.- Acción y efecto de abastecer. CODE-soft. - Programa de diseño para etiquetas de códigos en el ámbito laboral. Economía. – Administración eficaz y razonable de os bienes. Inventario. - Asiento de los bienes y demás cosas pertenecientes a una persona, comunidad o empresa. Hecho con orden y precisión. Mantenimiento. – Conjunto de actividades necesarias para que instalaciones, edificios y empresas, puedan seguir funcionando adecuadamente. MP8. – Programa profesional para el control y administración del mantenimiento. QR. – Código de respuesta rápida. Refacción. – Compostura o reparación de lo estropeado. Requisición de compra. – Autorización del departamento de compras con el fin de abastecer bienes o servicios. XIV. Bibliografía. 1. Investigación de Operaciones por Herbert Moskowitz; Gordon P. Wright y traducción de Carlos A. Franco G.; México: Prentice-Hall, 1982. 2. Administración de Operaciones por Slack, Chambers, Harland, Harrison & Johnston; Grupo Patria Cultural, Compañía Editorial Continental, S.A. de C.V. (CECSA). 3. Planeación de la Producción y Control de Inventarios por Narasimhan, Mc Lea Vey, Billington; segunda edición; Editorial PHH, Prentice Hall Hispanoamericana, S.A. 4. Administración de Operaciones por Reder Heizer, (Quinta Edición 2004), México, editorial PEARSON. 5. Administración Financiera Básica por Lawrence J. Gitman; (Tercera Edición 1998), México; Editorial Harla. 6. Administración de la Producción e Inventarios por Fogarty Blackstone, Hoffmann, (Segunda Edición 2004), México; Editorial Compañía Editorial Continental, S.A. de C.V. (CECSA).