63 CAPITULO 5 RECONSTRUCCIÓN DEL SISTEMA DE CIERRE
Anuncio

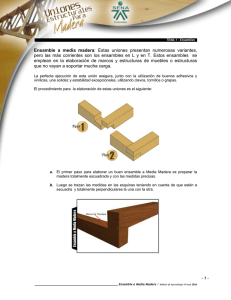
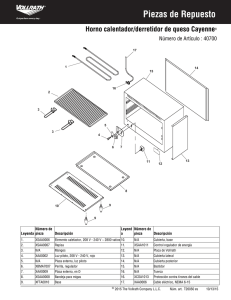
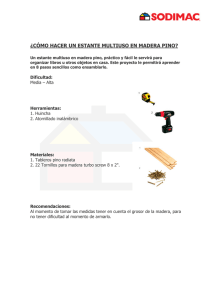
63 CAPITULO 5 RECONSTRUCCIÓN DEL SISTEMA DE CIERRE CON LOS REDISEÑOS PROPUESTOS En el capítulo anterior se describió el ciclo de inyección, unidad de cierre y los diseños más usados en los sistemas de cierre, máquinas con diferentes arreglos en sus unidades. También se plantearon modificaciones al sistema de inyección, así como algunos cambios y modificaciones al sistema de cierre. En el presente capítulo se presentaran todas las modificaciones y adaptaciones realizadas a todas las partes de la máquina mostradas en el capitulo anterior. Empezando por la bancada, después la construcción para el sistema de inyección, continuando con todas las piezas del sistema de cierre y terminando con el ensamble de dicho sistema. La finalidad de la construcción de esta parte en específico de la máquina de inyección, es demostrar la funcionalidad del sistema de cierre parte principal del conjunto. Como uno de los primeros puntos para comenzar con la construcción del mecanismo y de todas las partes, fue necesario revisar los planos con los que se cuenta, así como también un inventario de todo lo que se tiene y falta, para determinar las piezas o componentes a manufacturar y a comprar. 5.1 Adaptación de la Bancada Como se mencionó anteriormente la bancada tiene que sufrir cambios, mismos a los que ya he hecho referencia en capítulos precedentes, por lo que continuación se muestra en las figuras 5.1 y 5.2 la bancada antes de las modificaciones y también ya con las modificaciones 64 físicas; fue necesario cortar con segueta la viga “C” frontal ya que interfería con las vigas “I” del sistema de cierre para posteriormente ser soldada a la altura adecuada para soportar las mismas. Figura 5.1 Estructura Antes de Modificar Figura 5.2 Estructura Modificada 65 En ese sentido resultó del todo necesario cortar las vigas laterales contiguas para que de éstas se obtuvieran otras vigas que sirvieran de soporte para el sistema de cierre, esto se puede observar en la figura 5.2. Los cortes se llevaron a cabo con ayuda de la pulidora para posteriormente ya cortados, darles la medida exacta con la ayuda de la fresadora. Es de resaltar la importancia de que los elementos tenían que quedar perfectamente alineados, mismo que se logró de la siguiente manera: primeramente se punteó para después alinear con escuadras y ligeros golpes, y por último se pusieran los cordones de soldadura definitivos, en la figura 5.3 se muestra como quedo la estructura con las adecuaciones realizadas. Figura 5.3 Estructura Final 5.2 Construcción de Partes para Mejorar el Sistema de Inyección En lo que respecta a la construcción de las partes para este sistema se soldaron dos ángulos de 19.05 mm y con espesor de 3.175 mm (3/4”x 1/8”), se realizaron los cortes necesarios para poder colocar y soldar. Los cortes realizados se hicieron con segueta y se presentan en la figura 5.4, para ser soldados fue necesario colocar prensas, asegurarlos y de 66 esa forma evitar algún accidente. En la figura 5.5 se pueden apreciar ambos tirantes ya instalados en la estructura. Figura 5.4 Cortes en las Ángulos Figura 5.5 Soporte ya Soldados 67 Continuando con la manufactura de la pieza que va a sujetar la parte del cañón como ya se indico anteriormente, lo primero que se hizo fue encontrar en el taller una placa que sirviera para ello, el resultado fue bueno ya que se contó con una del espesor necesario que es 12.7mm (1/2”). El primer paso fue trazar para encontrar el centro de la pieza, posteriormente se realizó un barreno de centros para ir barrenando con brocas de diferente tamaño con el fin de ir haciendo más grande el barreno para finalizar trabajando con la herramienta que se presenta en la figura 5.6 y dar la medida final. Figura 5.6 Manufactura de Pieza de Sujeción al Cañón Posteriormente se cortaron dos tramos de solera de 76.2mm por 12.7 (3”X1/2”), se procedió a marcar la placa con la ayuda de escuadras para encontrar la posición donde fueron colocadas las soleras para ser punteadas y garantizar la alineación, nuevamente con la ayuda de prensas se aplicaron los cordones definitivos. Esto lo podemos observar en la figura 5.7 donde se ve la pieza ya montada en el sistema. 68 Figura 5.7 Placa Manufacturada y Montada En la figura 5.8 se ven los tornillos con los que es sujetada esta pieza, para ello se tuvieron que barrenar las soleras, se hicieron cuerdas para tornillos de 8mm por 1.5 de paso con cabeza allen. Figura 5.8 Pieza Sujeta mediante tornillos 69 Para poder montar la pieza fue necesario hacerle ranuras a la platina fija, lo anterior para garantizar el ensamble de la parte debido a que la pieza no contaba con medidas totalmente iguales. Las ranuras fueron hechas en la fresadora como se muestra en la figura 5.9. Figura 5.9 Fresado de Ranuras 5.3 Construcción de Piezas Faltantes y Rediseñadas del Sistema de Cierre. En este apartado es de destacar que después de hacer un inventario de todas las piezas como se muestra en la figura 5.9.1 fue necesario manufacturar varias de ellas, así como el retrabajo de gran parte de las piezas del sistema de cierre. Muestra de ello son los eslabones grandes a los que con la ayuda de la fresadora se les tuvo que carear e incluso a algunos abrir al diámetro requerido, se hizo uno de estos eslabones por completo, tal y como se aprecia en la figura 5.9.2, también en la misma imagen se puede observar la pieza del centro en la que entran los tres pernos, en las que las cuatro fueron retrabajadas en los redondeos, se carearon por completo y los barrenos se tuvieron que abrir. En cuanto a las piezas como la de la parte superior donde se encuentra el perno pequeño, se tuvieron que barrenar y hacer cajas para los tornillos que posteriormente serán colocados en esos sitios. La pieza del lado izquierdo del 70 ensamble se retrabajó, como se muestra en la figura 5.9.3, a ésta en particular se le tuvo que disminuir el largo haciendo esta operación en el torno; posteriormente a las cuatro piezas en la fresadora se les abrió el diámetro y se realizaron las huellas para que se pudieran ensamblar los pernos correspondientes, luego se tuvo que medir para sacar los puntos en los que se realizaron dos barrenos para después hacer cuerdas con la ayuda del respectivo machuelo, cabe mencionar que todas las operaciones se realizaron con su debida calibración y correcto posicionamiento. Figura 5.9.1 Inventario de Piezas Figura 5.9.2 Subensamble de Piezas de Mecanismo de Cierre 71 Figura 5.9.3 Retrabajo en Pieza de Mecanismo Las cuatro piezas como la de la figura 5.9.4 fue necesario retrabajarla y manufacturar dos. El retrabajo consistió en hacer los barrenos y cuerdas para insertar dos tornillos con los que son sujetadas a la platina móvil. El trabajo de manufactura fue tardado ya que para hacer las piezas se requería de diversas operaciones tanto en la fresadora como en el torno, esto se muestra en las figuras 5.9.5 y 5.9.6 72 Figura 5.9.4 Parte del Sistema de Cierre Figura 5.9.5 Trabajo en Torno 73 Figura 5.9.6 Trabajo en Fresadora 5.3.1 Pernos Los pernos fueron llevados a cabo de acuerdo con lo previsto, sin embargo el maquinado se llevó más tiempo de lo esperado en algunos, ya que como se mencionó se ocuparon materiales existentes en el taller y laboratorios; pues cabe mencionar que el material de un trozo de redondo mostró una dureza por encima de lo deseado, ya que el material presentaba zonas de mayor dureza, el filo de la herramienta se desgataba con mayor prontitud, ello originó la necesidad de realizar los desbastes a menor profundidad y con menor avance; lo que ocasionara duplicar el tiempo de las operaciones, dichos pernos se muestran a 74 continuación en las siguientes figuras 5.9.7 y 5.9.8 las medidas se pueden observar en los planos número 2 y 3: Figura 5.9.7 Conjunto de Pernos Figura 5.9.8 Perno con Ranura y Hombro 75 5.3.2 Eslabón Los eslabones fueron manufacturados en el Centro de Maquinado Vertical, se llevaron a cabo sin contratiempos tal y como se tenia previsto, fueron elaborados de solera de 50.8mm por 12.7mm (2”X1/2”), se cortaron de acuerdo al tamaño necesario, se requirieron cuatro trozos, se carearon y se obtuvo la medida deseada, para que posteriormente fueran sujetados en la posición adecuada y de esa forma fueran manufacturados corriendo el programa apropiado en la máquina de control numérico; es de destacar que siempre no es tan fácil manufacturar algunas piezas como estas ya que en ocasiones el problema es determinar la sujeción adecuada, esto se realizó mediante prensas, quedando como se muestra en la siguiente figura, pudiéndose observar las medidas en el plano 4. Figura 5.9.9 Eslabones ya Terminados 76 5.3.3 Placa Fija en Tornillos La placa fue elaborada de acuerdo a lo que se tenía contemplado y de la siguiente forma: se cortaron los tramos necesarios de solera de 76.2mm por 12.7mm (3”X1/2”), se carearon para dejarlos en la medida adecuada, se colocaron en el Centro de Maquinado Vertical para realizar los barrenos correspondientes en las placas más largas, esto se muestra en la figura 5.9.9.1, por lo que una vez terminado el proceso se puntearon para ser alineados con escuadras; resulta muy importante la alineación de estas piezas pues son parte fundamental para que se puedan ensamblar sin problema alguno, tal y como se muestra en la figura 5.9.9.2. Figura 5.9.9.1 Manufactura en Control Numérico 77 Figura 5.9.9.2 Punteado y Alineado de Placas Una vez alineados se aplican los cordones de soldadura definitivos para que de esta forma quede un cuadro en perfectas condiciones, continuando con la manufactura de la placa se elaboraron unas soleras con barrenos; estas piezas fueron elaboradas en la máquina de control numérico, para soldar dichas piezas a la placa base fue necesario cortar y rectificar un ángulo, como se muestra en la figura 5.9.9.3, este ángulo sirvió para garantizar la perpendicularidad al momento de soldar y que fueron sujetadas con prensas para aplicar los cordones de soldadura. 78 Figura 5.9.9.3 Rectificado de Ángulo Por último se midió y marcó la posición en donde se iban a soldar los dos refuerzos de la placa de, se sujetaron y se puntearon para después aplicar los cordones de soldadura, se muestra la pieza concluida en la figura 5.9.9.4. Figura 5.9.9.4 Pieza Terminada 79 5.4 Ensamble de Sistema de Cierre Con relación al ensamble se tuvieron muchos problemas en cuestión de montaje de piezas en las placas, entre muchos otros que se describirán a continuación. En cuanto al ensamble de los tornillos de diámetro 38.1mm (1/2”) que se observan en la figura 5.9.9.5 fue complicado ya que los barrenos de la placa no coincidían muy bien y se vio la forma de retrabajar la placa un poco para hacer coincidir estos barrenos. De igual manera sucedió con los brazos que se ven en la figura 5.9.9.6 ya que se sujetan mediante tornillos allen y no coincidían del todo. Para el ensamble del mecanismo de cierre fue necesario comprar anillos exteriores como los de la figura 5.9.9.7 ya que ellos aseguran una presión uniforme contra el fondo de la ranura, mismos que se ocuparían para fijar los pernos de acuerdo a la figura 5.9.9.8. Figura 5.9.9.5 Ensamble de Tornillos 80 Figura 5.9.9.6 Ensamble de Brazos Figura 5.9.9.7 Anillo Exterior 81 Figura 5.9.9.8 Sujeción Mediante Anillo Para continuar el ensamble del mecanismo fue necesario barrenar la placa donde van montadas las piezas que jalan y empujan la platina móvil. Esto se llevo a cabo en la maquina de control numérico, y quedaron ensambladas como se muestra en la figura 5.9.9.9 para sujetar las piezas a esta placa fue necesario hacer barrenos para posteriormente con un avellanado hacer la forma para que entraran tornillos allen de cabeza plana, esto se ve en la figura 5.9.9.9.1. Figura 5.9.9.9 Pieza Terminada y Montada 82 Figura 5.9.9.9.1 Colocación de Tornillos Allen Para montar las barras donde desliza la platina móvil, fue necesario realizar los barrenos donde se fijaron los bujes de aluminio. Los barrenos se hicieron en el centro de maquinado vertical. En la figura 5.9.9.9.2 se ve la herramienta trabajando en dichos barrenos. Los bujes fueron realizados con una medida muy aproximada a la de los rodamientos pensando en un futuro en su posible cambio. Para manufacturarlos se tuvo mucho cuidado en las tolerancias ya que el torno con que se cuenta para hacerlos está unas milésimas cónico. La manufactura de estos bujes se muestra en la figura 5.9.9.9.3. Se dejaron 3 milésimas de pulgada más grandes para que con la ayuda de la prensa fueran montados y la presión necesaria fuera de entre 2000 y 3000 Kg. Las dimensiones se pueden observar en el plano 5. 83 Figura 5.9.9.9.2 Barrenado de la Placa Figura 5.9.9.9.3 Manufactura de Bujes Como se mencionó en el capítulo de rediseño, fue necesario hacer unas placas para que soportaran las barras de la platina móvil, aprovechando que dichas barras contaban con 84 tornillos de 12.7 mm (1/2”) se realizó un barreno de este diámetro en las placas para de esa manera sujetar dichas barras, estas placas fueron soldadas una vez montado todo el sistema para garantizar que quedaran en el lugar adecuado. No hay problema con el soldar estas placas debido a que en el momento de desensamblar el sistema se quitan los tornillos y sale sin problema alguno todo el mecanismo. Se observa esto en la figura 5.9.9.9.4. Figura 5.9.9.9.4 Placa para Sujeción de Barras Las vigas “I” que dan soporte a todo el sistema de cierre, tuvieron que ser barrenadas con mucha precisión ya que de ellas dependen las distancias exactas del mecanismo, esto se logró maquinando dichas vigas en la máquina de control numérico. Para ello fue necesario pensar en la sujeción para posteriormente con la ayuda del indicador de carátula calibrar y garantizar la alineación de la viga, tal y como se ve en la figura 5.9.9.9.5. Se hicieron los barrenos del lugar en que se ensamblan las vigas con la platina fija. Para realizar los barrenos en las vigas donde se atornilla la placa fija de los tornillos de 38.1 mm (1 ½”) fue necesario hacer una plantilla para garantizar que las distancia fueran iguales como se ve en la figura 85 5.9.9.9.6, esto debido a que las medidas de las vigas varían en su longitud, esta operación se ve en la figura 5.9.9.9.7 el ensamble de las vigas se muestra en la figura 5.9.9.9.8. Figura 5.9.9.9.5 Calibración Para Maquinado Figura 5.9.9.9.6 Calibración con Plantilla 86 Figura 5.9.9.9.7 Barrenado de Viga Figura 5.9.9.9.8 Cabe señalar que para el ensamble de las vigas y el sistema de cierre fue necesario cortar unas piezas que tienen el ángulo de la viga para que al momento de atornillar la cabeza del tornillo asiente en una parte completamente plana. El corte de las placas se muestra en la figura 5.9.9.9.9. 87 Figura 5.9.9.9.9 Corte de Placas Para Ensamble Para el montaje del sistema de cierre con la estructura fue necesario hacerlo con la ayuda de una grúa y varias personas ya que pesa mucho aproximadamente unos 350 Kg. La colocación fue llevada a cabo como se muestra en la figura 5.9.9.9.9.1, posteriormente con la ayuda de una pieza que sirve para centrarla fue alineada y calibrada para dejarla en su posición final. Figura 5.9.9.9.9.1 88 Hecho lo anterior se procedió a barrenar los ángulos previamente soldados, los barrenos que se hicieron fueron de diámetro de 9.525mm (3/8”). Lo anterior para sujetar y posicionar el sistema de cierre, este ensamble se muestra en la figura 5.9.9.9.9.2. Figura 5.9.9.9.9.2 Soldado de Placas Soporte 5.5 Instalación de Sistema Hidráulico Hecho lo anterior se procedió a instalar el sistema hidráulico, cuyo diagrama se muestra en la figura 5.9.9.9.9.3, mismo que opera por medio de dos electroválvulas una 4/3 para manejar el pistón de inyección y la otra 4/2 para el pistón del sistema de cierre. Los pistones con los que se cuenta tienen un diámetro de émbolo de 50.8 mm (2”) y carrera de 200mm. 89 Figura 5.9.9.9.9.3 Diagrama y Sistema Eléctrico