Leer articulo en PDF - Asociación Técnica de la Celulosa y el Papel
Anuncio

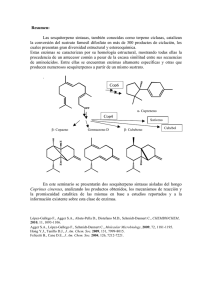
Enzimas y Biodispersantes en la fabricación de papel RESUMEN Las aplicaciones de enzimas formuladas y biodispersantes se están viendo a un ritmo creciente en la fabricación de papel. Este artículo discutirá algunos antecedentes referentes a usos industriales actuales y emergentes, experiencias prácticas de fábricas y desarrollos actuales de enzimas y bio-dispersantes. Se revisarán aplicaciones y usos en tratamiento de agua, tratamiento de pulpa, control de pitch, destintado y control de depósitos en máquinas. INTRODUCCIÓN Las enzimas y bio-dispersantes han ganado atención en los últimos años, pero no son componentes nuevos en el proceso de fabricación de papel. Las amilasas han sido largamente utilizadas para depolimerizar almidones de prensa encoladora. Los dispersantes de uso general en máquinas de papel, ahora a menudo denominados como biodispersantes, se han estado usando por muchos años. El uso de detergentes y surfactantes para control de lama mediante dispersión data desde 1950 y fue introducido por el Dr. Stanley Buckman. Mucho del renovado interés en enzimas y bio-dispersantes se ha originado por dos factores. Primero, un deseo por mejorar la aceptabilidad ambiental del control convencional de lama ha impulsado la evaluación de los bio-dispersantes. Segundo, se ha percibido un beneficio ambiental y de riesgos personales en el uso de productos naturales basados en enzimas. Nuestra compañía ha desarrollado tecnología patentada de entera propiedad para la estabilización de enzimas formuladas. Esto permite el almacenamiento y manejo de enzimas estabilizadas en fábricas de pulpa y papel de la misma forma que los productos químicos de especialidad convencionales. La tecnología de bio-dispersantes y desarrollos recientes incluyen productos convencionales y patentados los cuales trabajan bien para: 8 CELULOSA Y PAPEL Gerald M. Dykstra Gerente de Desarrollo de Productos de Pulpa y Papel Investigación y Desarrollo Buckman Laboratories International M. Tod Stoner Gerente de Productos Tecnologías Papeleras Buckman Laboratories, Inc. • Dispersión de lama • Control de pitch • Dispersión de depósitos de almidón • Destintado/drenaje de fibras secundarias • Pre-blanqueo de pulpas • Boilouts libres de ácido y álcali DEFINICIONES: BIO-DISPERSANTES ¿Qué son los bio-dispersantes? Bio-dispersantes son compuestos formulados los cuales son usados solos o con enzimas para impedir la formación de biofilm. Ellos trabajan disminuyendo o evitando la formación y adhesión de micro colonias bacterianas a las superficies. Pueden ser compuestos mono moleculares, polímeros, o formulaciones altamente especializadas que contienen surfactantes, dispersantes orgánicos, penetrantes, quelantes y estabilizadores. VENTAJAS/DESVENTAJAS DE LOS BIO-DISPERSANTES Las ventajas de los bio-dispersantes son: • Dispersión de biofilmes • Reducción en el uso de biocidas • Bio-degradabilidad • Funcionalidad sobre un amplio rango de composiciones de pulpas y condiciones de fábricas Las desventajas de los bio-dispersantes son • A menudo no pueden ser usados solos para el control total de biofilm • Uso excesivo puede causar problemas con las propiedades del papel terminado PRINCIPALES CLASES DE BIO-DISPERSANTES Las principales clases de bio-dispersantes incluyen: • Penetrantes • Surfactantes • Surfactantes poliméricos • Dispersantes basados en lignina y acrilatos [Artículo Técnico] ASOCIACION TECNICA DE LA CELULOSA Y EL PAPEL USOS TÍPICOS DE BIO-DISPERSANTES Ejemplos de usos de bio-dispersantes incluyen: • Uso como parte de programas de dispersión de bio films junto con enzimas o biocidas convencionales • Uso en aditivos de limpieza y boilouts • Uso como auxiliares en destintado y repulpeo de fibras secundarias DEFINICIONES: ENZIMAS Las enzimas son catalizadores solubles, coloides, producidos por organismos vivos. Químicamente, las enzimas son proteínas y son solubles en algún grado en agua, glicerina y etanol diluido. Pueden ser desactivadas por cambios en pH o temperatura; esto puede ser reversible. El tamaño físico de las enzimas varía considerablemente. Con el objeto de que las enzimas puedan funcionar, sus redes de proteínas necesitan ser mantenidas en trayectorias bastante rígidas. Estas cadenas de polipéptidos o unión de cadenas poseen centros activos, los cuales consisten de todos los residuos de aminoácidos, como también de cadenas laterales, necesarias para un modo particular de enlace al substrato. En un modelo de proteína, cada giro de una hélice-alfa de Pauling con 3.7 residuos de amino ácidos representa un peso molecular de alrededor de 500. Para prevenir la destrucción rápida de la cadena se necesitan al menos 5 giros de la cadena helicoidal para permitir la unión a un substrato y al menos 3 cadenas fijas con enlaces hidrógeno y puentes azufre. Esto da un peso calculado mínimo de alrededor de 7000 Daltons para que una enzima funcione como catalizador estable para la degradación de substratos estables comunes. Pesos moleculares publicados para las enzimas industriales más comunes varían desde alrededor de 20,000 a 250,000 Daltons. PESOS MOLECULARES DE ENZIMAS • Peso mínimo de 7,000 requerido para que una enzima funcione como un catalizador estable en la degradación de substratos comunes estables • Alfa-amilasas 67,000 – 76,000 • Celulasas 23,000 – 92,000 • TAG lipasas 33,000 – 35,000 • Proteasas 27,300 – 27,500 • Xilanasas 101,000 – 253,000 Artículo Técnico VENTAJAS / DESVENTAJAS DE LAS ENZIMAS Las ventajas de las enzimas incluyen especificidad, biodegradabilidad, más una habilidad para funcionar a muy bajas concentraciones a temperaturas medias. Un ejemplo es la catalasa la cual funciona bien aún en concentraciones de monocapa. A menudo la inhibición o destrucción de la catalasa es necesaria en fábricas que usan peróxido de hidrógeno para blanqueo de fibras secundarias, ya que la catalasa es muy eficiente en la degradación de peróxido de hidrógeno. 2 H 2 O 2 ——> 2 H 2 O + O 2 Las desventajas de las enzimas pueden incluir la necesidad de purificación para eliminar sitios activos no deseados, velocidades de reacción menores que las deseadas, estabilidad pobre a largo plazo, desactivación por ciertos metales y funcionalidad sobre un reducido rango de pH, resistencia iónica y temperatura. PRINCIPALES CLASES DE ENZIMAS INDUSTRIALES Las principales clases de enzimas industriales útiles en procesos de pulpaje y de fabricación de papel son: Amilasas Celulasas • Lipasas • Proteasas • Xilanasas • • USOS TÍPICOS DE ENZIMAS Las amilasas son muy eficientes para limpieza de estanques de almidón cocido, sistemas de encolado de almidón que incluyen cuchillas encoladoras, sistemas de adhesivo para corrugado y prensas de encolado, como también en la conversión de perlas de almidones para encolado en masa o prensa encoladora. Este tipo de aplicación continúa ganando aceptación y es muy popular en fábricas que buscan evitar el uso de soda cáustica en las limpiezas. Las amilasas también son útiles en boilouts enzimáticos donde el adhesivo primario en los depósitos lo constituye el almidón. Se ha demostrado que las celulasas mejoran el destintado de fibras secundarias. Ellas son usadas en conjunto con ayudantes de flotación para reducir considerablemente los conteos de pintas en pulpas destintadas de mercado, procesadas a partir de mezclas de papel blanco (MOW). También se han demostrado mejoras en el drenaje de pastas de fibras secundarias mediante el uso de celulasa en lugar de refinación adicional. CELULOSA Y PAPEL 9 Las lipasas pueden ser usadas en control de pitch en pulpas kraft, sulfito y termomecánicas mediante el rompimiento de pitch y resinas de madera hacia triglicéridos simples. Con bajos niveles de lipasa (1–2 ppm), también se puede controlar el exceso de pitch en clarificadores, el cual puede causar excesiva flotación de fibra. Las proteasas son útiles en la prevención de la acumulación rápida de biofilms en sus dispersiones. Se ha demostrado la habilidad de enzimas formuladas, que contienen proteasas, en mantener los circuitos cortos de máquinas de papel prensa y papeles alcalinos finos, tanto o más limpios que con productos convencionales de control de lama, reduciendo además la toxicidad del efluente general. TOXICIDAD DE EFLUENTES: EVALUACION DE ENZIMAS Y BIODISPERSANTES EN MAQUINA DE PAPEL FINO ALCALINO • Surfactantes que destruyan las propiedades del en colante • Surfactantes que causen o estabilicen la espuma su perficial • Surfactantes que puedan producir aire atrapado en la pasta • El uso de mezclas poco definidas de enzimas para resolver “todo” tipo de problemas EFECTO DE BIO-DISPERSANTES Y ENZIMAS EN LAS PROPIEDADES DEL PAPEL En los primeros trabajos con enzimas formuladas para dispersión de lama, se encontró que algunas proteasas comerciales contenían niveles bastante altos de amilasas. Aún cuando estas proteasas trabajan bien en formulaciones para boliouts enzimáticos, ellas pueden tener un efecto nocivo sobre el encolado para pastas alcalinas que contienen almidones como aditivo, ya sea del extremo seco o húmedo. Cuando se utilizan proteasas más limpias las cuales tienen muy poca o no poseen actividad lateral de amilasa, existe muy poco efecto o ninguno de la proteasa comercial sobre las propiedades de encolado del papel. EJEMPLOS DE EFECTO ENZIMATICO SOBRE LAS PROPIEDADES DE ENCOLADO DIFICULTADES EN LAS APLICACIONES CON ENZIMAS Se presentan algunos peligros que se deben evitar con enzimas proteolíticas usadas para dispersión de lama. El uso de enzimas proteasas con una contaminación lateral de amilasa para control de depósitos en la máquina puede causar: • Pérdida de propiedades de resistencia en seco • Pérdida de los efectos del almidón catiónico • Mayores cargas de DBO • Degradación de azúcares del almidón de la prensa encoladora en el recorte • Potenciales problemas de lama provenientes de azú cares que aceleran el crecimiento de lama En boilouts enzimáticos, el uso de proteasa con actividades laterales puede ser un beneficio, ya que enzimas adicionales presentes en menores proporciones ayudan a dispersar y solubilizar diferentes componentes en los depósitos. Para aplicaciones en máquinas, las formulaciones enzimáticas debieran evitar la presencia de: 10 CELULOSA Y PAPEL Debido a que algunos bio-dispersantes contienen surfactantes, estos también necesitan ser probados a dosis recomendadas en pastas en conjunto con un blanco sin la adición de bio-dispersante o enzima. Estudios con hojas de laboratorio han correlacionado bastante bien con resultados vistos en máquinas de papel. EXPERIENCIAS DE EVALUACIONES EN PLANTA CON BIO-DISPERSANTES Y ENZIMAS Experiencias de evaluaciones y aplicaciones en planta con bio-dispersantes y enzimas para circuitos cortos de máquinas de papel fino alcalino han confirmado resultados predecidos en estudios de laboratorio. Biofilm todavía se forma pero sus características físicas son muy diferentes a las de aquellos provenientes de máquinas con tratamientos convencionales. El biofilm sobre las superficies tra- [Artículo Técnico]ASOCIACION TECNICA DE LA CELULOSA Y EL PAPEL EJEMPLOS DE EFECTO BIODISPERSANTES SOBRE ENCOLADO HIST Artículo Técnico A continuación se muestra un ejemplo de la reducción de cloro y soda cáustica seguido por otro ejemplo que muestra una mejora en blancura durante las primeras dos etapas del blanqueo usando una xilanasa estabilizada en pulpa kraft de latifoliada. XILANASA ESTABILIZADA PRA PRETRATAMIENTO CON CLORO Y REDUCCION DE SODA EN PULPA DE BAGASO tadas con una combinación de bio-dispersante y enzima es mucho más esponjoso y menos firmemente adherido. Es fácilmente removido durante lavados de rutina y cae cuando es removido manualmente, mientras que los limos típicos tienen mayor integridad y se mantienen unidos. Formulaciones basadas en amilasa son muy eficientes en reducir depósitos de almidón y lodos a polisacáridos más simples. Se requieren tiempos de limpieza tan cortos como 3060 minutos para limpiar superficies metálicas con una solubilización completa de almidones depositados en tanques de almidón cocido, líneas de recirculación, y sistemas de prensa encoladora. Se pueden utilizar temperaturas de hasta 100ºC para el agua de recirculación con formulaciones de amilasa termoestable; normalmente 55ºC o mayor es muy satisfactorio para limpiezas cortas, mientras que temperaturas más suaves pueden ser usadas si se dispone de tiempos más largos para la recirculación del agua y enzima. REMOCION DE DE DEPOSITOS DE ALMIDON CON AMILASA FORMULADA EFECTO DE LA ADICCION DE XILANASA ESTABILIZADA SOBRE LA BLACURA DE LA PULPA KRAFT DE BAGASO VS CLORO MULTIPLE DESPUES DE BLANQUEO C-E Para usos en máquina, a menudo los dispersantes se usan en un rango de 5-20 ppm y hasta 1000 ppm en aplicaciones de limpieza y boilouts. Para boilouts, se puede utilizar una combinación de enzimas y bio-dispersantes basados en el tipo de depósitos. En los siguientes dos ejemplos se usó un control positivo de productos convencionales de boilout. EFECTIVIDAD DE DIFERENTES BIODISPERSANTES EN LA REMOCION DE DEPOSITOS DURANTE BOILOUT Las xilanasas para pre-blanqueo trabajan bien sobre un rango de pH de 6 a 8.5 hasta 9 y temperaturas en un rango de 50 a 75ºC, con un tiempo de contacto de 1.5 a 3 horas. Estudios recientes indican que las xilanasas a menudo son mucho más efectivas cuando se usan a dosis bajas para minimizar cualquier pérdida de rendimiento de la pulpa. CELULOSA Y PAPEL 11 EFECTIVIDAD DE DIFERENTES ENZIMAS FORMULADAS EN LA REMOCIÓN DE DEPOSITOS DURANTE BOILOUT Las lecturas de biomasa (valores de BMR) para este estudio correlacionaron con valores de conteos de 105 (valores menores de BMR cercanos a 1.0) a 106 (valores mayores de BMR cercanos a 3.0). El uso de enzimas y bio-dispersantes para control de depósitos en el circuito corto resulta en una menor toxicidad en el efluente de la máquina de papel y el efluente combinado de la fábrica, esto se pude medir al interior de la fábrica mediante el procedimiento Microtox. Esto permite a las fábricas permanecer bien por debajo de los límites de toxicidad definidos y monitorear las variaciones en la calidad del agua o uso excesivo de preservantes convencionales en sistemas más atrás o mercados de pulpas. El crecimiento biológico puede ser monitoreado fácilmente durante las pruebas con una unidad HMBTM y reportada como lectura de biomasa. Estas lecturas se pueden correlacionar o ser convertidas a conteos de placas mediante la unidad HMBTM después de su calibración. En los siguientes dos ejemplos, las lecturas en el Día 5 y Día 10 aumentan lo cual demuestra que los organismos están siendo dispersados desde los biofilms. En el Día 15, hay una estabilización de lecturas que muestra que hay un incremento gradual en el biofilm adherido después del número inicial más alto de organismos dispersados. LECTURAS DE BIOMASA: EVALUACION DE ENZIMA Y BIODISPERSANTES EN PAPEL FINO ALCALINO LECTURAS DE BIOMASA: EVALUACION DE ENZIMA Y BIODISPERSANTES EN PAPEL FINO ALCALINO ASPECTOS DE SALUD Y REGULATORIOS Los aspectos regulatorios han sido visualizados por los proveedores de enzimas. En casi todos los casos la preocupación principal es que las enzimas se pueden convertir en un componente de los alimentos. Evidencia usada por los proveedores de enzimas es consistente con la FDA de E.U.A. en ignorar los productos o sustancias químicas que migran desde el material del embalaje hacia los alimentos si la cantidad de sustancia química que migra es insignificante. Sobre esta evidencia, la FDA ha no considerado la mayoría de las enzimas como aditivos de alimentos y no ha requerido revisión de premercado y aprobación. La experiencia de nuestra compañía con la FDA con respecto a esto ha sido consistente con los proveedores de enzimas. Por supuesto, cualquier otro químico usado en enzimas formuladas o biodispersante debe ser aprobado por la FDA para uso en grados de papeles y cartones en contacto con alimentos. Las preocupaciones en salud con formulaciones que contienen enzimas líquidas son de mucho menor magnitud que para otros productos convencionales usados para dispersión de lama. Típicamente, estas son muy similares a las de detergentes suaves y en el caso de los surfactantes similares a aquellas para detergentes de limpieza para el hogar y shampoos. DESARROLLOS ACTUALES CON BIO-DISPERSANTES Y ENZIMAS Además del control de depósitos biológicos, algunos de nuestros actuales desarrollos en aplicaciones biotecnológicas para la industria de pulpa y papel incluyen: • Boilouts basados en enzimas conducidos para depósitos específicos sin necesidad de usar ácidos fuertes o álcalis. • Uso de enzimas como auxiliares en secuencias de destintado para mejorar la remoción de pintas y el drenaje de fibras secundarias sin refinación adicional. 12 CELULOSA Y PAPEL [Artículo Técnico]ASOCIACION TECNICA DE LA CELULOSA Y EL PAPEL • Enzimas para control de pitch en pulpas CTMP y TMP como también en pulpas kraft y al sulfito. • Uso de enzimas y bio-dispersantes en tratamiento de efluentes de fábrica para controlar niveles de DBO y acelerar el tiempo de tratamiento. • Xilanasas que trabajen sobre un rango de pH y temperaturas más amplio y que tengan poco o nada de efecto sobre el rendimiento de la pulpa. Nosotros anticipamos progresos rápidos en éstas y otras aplicaciones a medida que la biotecnología se vuelva más dominante en los procesos de pulpaje y fabricación de papel. AGRADECIMIENTOS Nos gustaría agradecer la ayuda de muchos asociados incluyendo a Matt Brown, Mike Elmore, Chip Hill, Phil Hoekstra, Percy Jaquess, Lowell Lott, David Oppong, Eddie Van Haute y a nuestro grupo de Comunicaciones de Comercialización. BIBLIOGRAFÍA 1. G. M. Dykstra and L.F. Lott, Pacific Section TAPPI 49th Annual Seminar, Biotechnology Applications in the Pulp and Paper Industry, “Biodispersant Technology”, (1996). Artículo Técnico 2. M.T. Stoner and V. M. King, TAPPI 1994 Biological Sciences Symposium, “Industrial Biofilms: An Overview”, 185-188 (1994). 3. P. A. Jaquess, TAPPI 1994 Biological Sciences Symposium, “Two Approaches to Biofilm Dispersion”, 233-236 (1994). 4. D. Oppong, Unpublished results and internal HMB™ test procedure (1996). 5. D. Schonburg and M. Salzmann (Eds.), Enzyme Handbook, Volumes 1-6, Springer-Verlag, (1990-1993). 6. G. M. Dykstra, Dixie Section TAPPI, “Enzymatic Deposit Control”, (1997). 7. R. B. Setlow and E. C. Pollard, Molecular Biophysics, “Enzymes”, 264-265 (1962). 8. L. R. Robertson and N. R. Taylor, TAPPI Journal, “ Biofilms and Dispersants: A Less Toxic Approach to Deposit Control”, 77:99-103 (1994). 9. M. Brown and G. M. Dykstra, unpublished results, (1997). 10. W.G. Characklis and K. C. Marshall, “Biofilms: A Basis for an Interdisciplinary Approach”, in Charaklish and Marshall (Eds.), Biofilms, Wiley and Sons, 3-16 (1990). 11. M.E. Elmore, Unpublished results, Internal test procedure (1996). 12. E. Van Haute, “Legislation and economics bring on the enzymes”, Pulp & Paper Europe, 2: 11-13, 1997). CELULOSA Y PAPEL 13