guia para escritura de documento cientifico
Anuncio

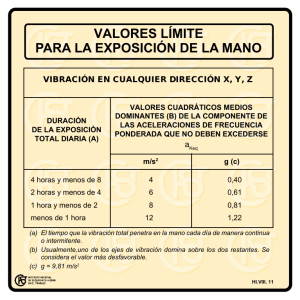
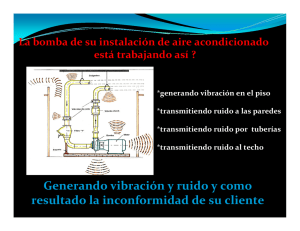
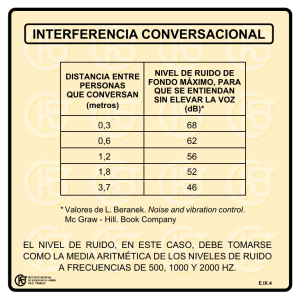
Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=Universidad Tecnológica de Querétaro, ou, [email protected], c=MX Fecha: 2013.06.14 12:56:28 -05'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Nombre del proyecto: Desarrollo de sistema de detección de secadoras ruidosas Empresa: Mabe Tecnología y Proyectos S.A. de C.V. Memoria Que como parte de los requisitos para obtener el título de: Ingeniero en procesos y operaciones industriales Presenta José Alejandro Villagrán Jiménez Asesor de la UTEQ Asesor de la Empresa M.T.A. J. Antonio Rodríguez Tirado Ing. Edgardo Matus Benítez Santiago de Querétaro, Qro., Mayo 2013 Resumen El objetivo de este proyecto fue desarrollar una evaluación de ruido y vibración que permita detectar fallas de ensamble y/o manufactura en secadoras fabricadas por Mabe para la plataforma HALC (Horizontal Axis Low Cost) en la línea de producción. Esto permitirá reducir el índice de llamadas de servicio por problemas asociados a ruido y vibración y mejorar la percepción de calidad y satisfacción del cliente final. En los siguientes capítulos se describe el desarrollo del proyecto, la fase de experimentación y los resultados obtenidos, que sirvió para determinar la factibilidad técnica del proyecto, considerando la inversión necesaria para la implementación en la línea de producción. (Palabras clave: Secadora, Ruido Vibración) 2 Abstract The main objective of project was to develop a noise and vibration test for dryers manufactured by Mabe, specifically for HALC (Horizontal Axis Low Cost) platform to detect faults due to assembly and/or manufacture in production line. This will increase the product quality rate, reduce the service calls due to noise and vibration problems and it will improve the quality perception to final user. In following chapters the development of project at different stages is described, the experimental phase and results which helped to define the technical feasibility, considering the investment required for implementation in production line. (Key Words: Dryer, Noise, Vibration) 3 Agradecimientos A Dios por todo lo vivido, por todo lo aprendido, y por todo lo que viene. A mi asesor de proyecto Ing. Edgardo Matus Benítez, por darme la confianza de trabajar en este proyecto, por todo lo aprendido, por la paciencia y buenos consejos durante las revisiones de esta memoria y mas allá de eso, por ser un gran amigo y una gran persona. A mi asesor de la UTEQ, Profesor José Antonio Rodríguez Tirado, porque siempre dio seguimiento al desarrollo de esta memoria con interés y dedicación. A mi familia por su paciencia, apoyo y porque siempre serán mi familia y siempre van a estar presentes. Por todo su apoyo y amistad durante este tiempo agradezco a quienes he conocido laborando en typ Eleazar Álvarez, Fernando Elizarraraz, Luis Ballesteros, Shair Mendoza, Alfonso Thompson, Gerardo Arvizu, Víctor Miranda, Martha Hecht, Jesús Silva, Alejandro Martínez, Ulises Uribe y todas aquellas personas que me han brindado el privilegio de su amistad en este periodo de mi vida. A todas aquellas personas que han influido en mi vida para llegar a este momento y aunque no puedo nombrar a todos no es porque me olvide de ninguno de ustedes. “Al conocer lo que Dios nos ha dado, encontraremos muchísimas cosas por las que dar gracias continuamente.” San Bernardo 4 Índice Pagina Resumen.......................................................................................................................................... 2 Abstract ........................................................................................................................................... 3 Agradecimientos ............................................................................................................................. 4 Índice ............................................................................................................................................... 5 I. Introducción ................................................................................................................................. 6 II. Antecedentes .............................................................................................................................. 7 III. Justificación ................................................................................................................................ 9 IV. Objetivos .................................................................................................................................. 10 V. Alcances .................................................................................................................................... 11 VI. Fundamentación teórica .......................................................................................................... 12 6.1 Descripción de una secadora.............................................................................................. 12 6.1.2 Fuentes de ruido y vibración en una secadora ................................................................ 13 6.2 Teoría básica de ruido y vibraciones ................................................................................... 14 6.2.1 Sonido............................................................................................................................... 14 6.2.2 Vibraciones mecánicas ..................................................................................................... 22 VII. Plan de actividades ................................................................................................................. 29 VIII. Recursos humanos y materiales ............................................................................................ 31 IX. Desarrollo del proyecto ............................................................................................................ 32 9.1Procedimiento de evaluación............................................................................................... 32 9.2 Reporte de evaluaciones ..................................................................................................... 43 X. Resultados obtenidos ................................................................................................................ 63 XI. Análisis de riesgo ...................................................................................................................... 64 XII. Conclusiones ........................................................................................................................... 65 XIII. Recomendaciones .................................................................................................................. 66 XIV. Referencias bibliográficas ...................................................................................................... 67 5 I. Introducción Actualmente los usuarios de aparatos electrodomésticos son más exigentes al evaluar la calidad y el desempeño de los productos que compran. Un aspecto importante en la evaluación del desempeño del producto es la cantidad y calidad de ruido emitido por el producto. Se conoce que diferentes fallas de ensamble y/o manufactura de los componentes del producto pueden generar o amplificar el nivel de ruido y vibración de la secadora, lo cual ocasiona quejas y llamadas de servicio. Por esto es importante contar con una medida preventiva, una evaluación, para detectar estas fallas en la línea de ensamble y garantizar la calidad del producto que llega a las manos del cliente final. Para el desarrollo de la evaluación fue necesario caracterizar las secadoras desde el punto de vista de ruido y vibración de los códigos de falla (Job Codes) asociados a estos problemas en el producto, esto se logró de manera experimental en las instalaciones del centro de tecnología y proyectos de Mabe, ubicado en Querétaro. Mabe produce 150,000 secadoras anuales en su planta Saltillo y actualmente se está transfiriendo la producción de la planta de Montreal a la planta de Saltillo, por lo que en un futuro cercano, la producción de planta Saltillo alcanzará 1’300,000 unidades. En los siguientes capítulos se describe el desarrollo del proyecto en sus diferentes etapas las cuales dieron factibilidad técnica al proyecto. 6 II. Antecedentes 2.1 Antecedentes de la empresa Mabe es una empresa multinacional que diseña, produce y distribuye electrodomésticos a más de 70 países alrededor del mundo. La compañía se estableció en Ciudad de México en el año 1946. En un inicio, Mabe se dedicó a la creación de gabinetes y muebles de empotrar para cocina. En la década del 50 comenzó a manufacturar productos de línea blanca como cocinas a gas y refrigeradores. Su rápido crecimiento permitió que Mabe se convirtiera en el mayor exportador de electrodomésticos en México en 1960. Actualmente Mabe produce además de estufas y refrigeradores, lavadoras y secadoras y comercializa otros electrodomésticos a nivel nacional e internacional Mabe cuenta con un centro de tecnología y proyectos que está ubicado en Querétaro en el parque Industrial Jurica Acceso B No. 406. 7 2.2 Antecedente del proyecto Los análisis que se realizan por parte de las áreas de calidad, producción, así como de atención al cliente, tienen detectados los siguientes reportes de fallas. Reportes de falla en secadoras: Quejas del cliente por ruido en secadora o ruido en componentes. Re trabajos Se llevó a cabo un taller kaizen para analizar estas fallas y se concluyó que es necesario desarrollar una herramienta que nos permita detectar estas fallas en la línea de producción y evitar que lleguen hasta el usuario final y/o que representen re trabajos en la línea de ensamble. Con este proyecto, se desarrolló una prueba que permite detectar fallas asociadas con problemas de ruido y/o vibración y se determinó evaluar los siguientes códigos de falla para la secadora HALC (horizontal axis low cost): Ruido Ruido por falta de grasa Sin patas Slides fuera de posición Slides deformados Rozamiento de componentes Buje flecha roto Sin buje flecha 8 III. Justificación . La razón principal para realizar el proyecto es contar con una prueba que permita detectar, reducir o eliminar el número de llamadas de servicio en garantía relacionadas a los códigos de falla de “Secadora Ruidosa” y todos los costos asociados al mismo. Además será una herramienta importante para el control de calidad de producto para los miembros de los equipos de producción, manufactura y calidad, y que aumentara la percepción de la calidad del producto. Los clientes de mabe recibirán un producto más silencioso. La competencia específica para el ingeniero en procesos y operaciones industriales en la que impacta el presente proyecto es 3.3 que indica lo siguiente: “Desarrollar los sistemas de ingeniería de manufactura con base en la cadena de valor del producto o servicio, para cumplir los requisitos de diseño, productividad, calidad, ergonomía, seguridad y ecología” El beneficio esperado del presente proyecto es eliminar el SCR por códigos de falla asociados al problema secadora ruidosa que tienen un costo de hasta $156,000.00 U.S.D. anual solo para la línea de producto en Canadá. 9 IV. Objetivos 4.1 Objetivo general Desarrollar una prueba de ruido y vibración, que permita detectar fallas de ensamble y/o manufactura en el producto secadoras HALC (Horizontal Axis Low Cost) en línea de ensamble. 4.2 Objetivos específicos 1.-Eliminar o reducir el costo de $156,000.00 U.S.D. por llamadas de servicio debidas a fallas de secadora ruidosa. 2.-Detectar el 80% de los códigos de falla asociados a este problema por medio de la prueba denominada Delta-A. 3.- Lograr una reducción de 80% en el costo por re trabajos en fallas de ensamble y manufactura. 4.- Incrementar el índice de calidad del producto. 10 V. Alcances Aplica para el desarrollo de una evaluación preventiva del problema de ruido, por medio de la prueba denominada Delta-A en planta Saltillo, para la familia de productos de secadoras HALC (Horizontal Axis Low Cost) tanto modelo gas, como eléctrico. Los límites del proyecto son otras plataformas de secadoras y códigos de falla existentes, para las cuales será necesario desarrollar los parámetros de evaluación antes de su implementación. Esto quiere decir; que la prueba es aplicable, pero que será necesario determinar su criterio de aceptación y rechazo. Las actividades del proyecto son: Instrumentación Medición Análisis Factibilidad Desarrollo de la solución técnica Seguimiento de la implementación en planta 11 VI. Fundamentación teórica 6.1 Descripción de una secadora Una secadora de ropa es un aparato electrodoméstico diseñado para extraer humedad de fibras textiles (ropa) por medio de dos elementos que son: 1.- calor que sirve para evaporar la humedad y 2.- flujo de aire. Al forzar el paso de aire caliente a través del sistema es como se logra extraer la humedad. Corte esquemático de una Secadora. Muestra componentes de una secadora. El patrón de flujo en una secadora comienza por la parte posterior de la estructura, donde se encuentran aperturas por las cuales entran a la secadora aire a presión atmosférica y temperatura ambiente (1), el siguiente paso es calentar el aire succionado por medio de una fuente de calor (2), después, el aire caliente se direcciona hacia la zona del difusor por un ducto llamado “Ducto de Transición” (3), el aire pasa a través del tambor donde es colocada la ropa que se 12 desea secar (4). Por medio de una presión de succión, el aire es conducido por un ducto de succión (5) hacía el ventilador que se encuentra unido al ducto de descarga (6). 6.1.2 Fuentes de ruido y vibración en una secadora Durante el proceso de secado, la secadora y sus componentes experimentan fenómenos térmicos y mecánicos que afectan su estructura y son generadores de diversos problemas de ruido y vibración, los cuales se amplifican por problemas de ensamble y manufactura. Mecánicamente la secadora opera con elementos tales como motores, rotores, ventiladores, poleas, bandas y la propia estructura que son fuentes o amplificadores naturales de fenómenos de vibración en el sistema y la estructura. Así mismo la secadora también se ve afectada por fenómenos térmicos ocasionados por la fuente de calor que afecta la estructura de la secadora causando deformaciones térmicas de la estructura y los componentes y alterando las propiedades mecánicas de sus materiales. Las diferentes fuentes de calor que puede tener una secadora son: Resistencia eléctrica Quemador de gas Las fuentes de ruido y vibración en una secadora son: Motor Soporte motor Ventilador Tubo de entrada de aire Tubo de descarga 13 Banda Tambor Rodamientos del tambor Rodamiento trasero Estructura Resistencia eléctrica Diagrama de bloques funcionales de ruido y vibración en una secadora. 6.2 Teoría básica de ruido y vibraciones 6.2.1 Sonido 14 Es el movimiento de partículas en un medio elástico alrededor de un punto de equilibrio. Es una oscilación de presión transmitida a través de un sólido, líquido o gas compuesto de frecuencias dentro del rango audible. La propagación del sonido involucra transporte de energía sin transporte de materia, en forma de ondas mecánicas que se propagan a través de la materia sólida, líquida o gaseosa. Son necesarios dos factores para que se produzca el sonido: una fuente de vibraciones mecánicas y un medio por el que se propague la perturbación. La rapidez del sonido puede determinarse directamente midiendo el tiempo que les toma a las ondas moverse a través de una distancia conocida. En el aire a 0°C. el sonido viaja a una velocidad de 331 m/s. La rapidez de una onda depende de la elasticidad del medio y de la inercia de sus partículas. Los materiales más elásticos permiten mayor rapidez de onda, mientras que los materiales más densos retardan el movimiento ondulatorio. Para las ondas sonoras en un sólido la rapidez de onda está dada por: V=y/p Donde Y es el módulo de Young del sólido y es su densidad. Esta relación es válida solo para varillas de diámetro pequeño en comparación con las longitudes de onda que se propagan por ella. Vibración forzada y resonancia: Cuando un cuerpo que esta vibrando se pone en contacto con otro, este otro es forzado a vibrar con la misma frecuencia que el original. 15 Los cuerpos elásticos tienen frecuencias naturales de vibración definidas por su masa, su rigidez, su amortiguamiento y su interacción con otros componentes. Una resonancia se presenta cuando hay una coincidencia entre la frecuencia de operación y la frecuencia natural de algún componente. Una condición de resonancia generalmente es una condición indeseable, ya que hay incremento no controlado de vibración, ruido, desplazamientos y esfuerzos. En la secadora existen fuentes de vibraciones forzadas como el motor y ventilador, se debe evitar que las frecuencias naturales de los componentes coincidan con las frecuencias de operaciones de las fuentes para evitar las resonancias. Un oído humano sano es capaz de escuchar el sonido en un rango de frecuencia entre 20 y 20 000 Hz, y debido a las condiciones de salud, ambientales y de trabajo, se disminuye este rango. Magnitudes y niveles de medidas Potencia de sonido Es la cantidad de energía acústica generada por una fuente por unidad de tiempo. Las ondas sonoras constituyen un flujo de energía a través de la materia. La intensidad de una onda sonora específica es una medida de la razón en la que la energía se propaga por cierto volumen espacial. Un término práctico para especificar la intensidad sonora es en términos de la razón con la que la energía se transfiere a través de la unidad de área normal a la dirección de la propagación de la onda. 16 Puesto que la razón a la que fluye la energía es la potencia de una onda, la intensidad puede relacionarse con la potencia por unidad de área que pasa por un punto concreto. La intensidad sonora es la potencia transferida por una onda sonora a través de la unidad de área normal a la dirección de la propagación: I = P/A Las unidades para la intensidad sonora son la razón de una unidad de potencia entre una unidad de área. En unidades del SI la intensidad se expresa en W/m 2. La intensidad del sonido apenas perceptible se conoce como umbral auditivo y es del orden de I0 =1x10-12 W/m2. Esta intensidad ha sido adoptada como la intensidad mínima para que un sonido sea audible a una frecuencia de 1000 Hz. El intervalo de intensidades por arriba del cual el oído humano es sensible abarca desde el umbral auditivo hasta una intensidad de 1012 veces mayor. El extremo superior es conocido como umbral del dolor, representa el punto en el que la intensidad es intolerable para el oído humano. El umbral de dolor representa la intensidad máxima que el oído promedio puede registrar sin sentir dolor, su valor es: Ip= 1W/m2 El decibel (dB) 17 En vista de la amplitud del intervalo de intensidades al que es sensible el oído humano es mas practico establecer una escala logarítmica para la medición de las intensidades sonoras la cual se basa en la regla siguiente: “Cuando la intensidad de un sonido I1 es 10 veces mayor que la intensidad I2 de otro se dice que la relación de intensidades es de 1 bel (B).” Por tanto cuando se compara la intensidad de 2 sonidos nos referimos a las diferencias entre niveles de intensidad dada por: B=log I1/I2 Donde I1 es la intensidad de un sonido e I2 es la intensidad del otro sonido. En la práctica la unidad de 1 B es demasiado grande. Para obtener una unidad más útil se define el decibel (dB) como un decimo de Bel. Al usar la intensidad I0 como patrón de comparación para todas las intensidades es posible establecer una escala general para valorar cualquier sonido. El nivel de intensidad en decibeles de cualquier sonido de intensidad I puede calcularse a partir de la relación general: B=log I1/I0 Donde I0 es la intensidad del umbral auditivo (1x10-12 W/m2). El nivel de intensidad para I0 es de cero decibeles. Por medio de la notación algorítmica de los decibeles, el intervalo de intensidades se reduce a niveles de intensidad de 0 a120 dB. Se debe recordar 18 que no es una escala lineal sino logarítmica; lo que quiere decir que un sonido de 40 dB es mucho mayor que el doble que la intensidad de uno de 20 dB. Algunos Niveles de sonidos comunes son: Sonido Nivel de intensidad (dB) Umbral de audición 0 Susurro de las hojas 10 Murmullo de voces 20 Radio a volumen bajo 40 Conversación normal 65 Esquina en calle transitada 80 Transporte subterráneo 100 Umbral de dolor 120 Motor de propulsión 140-160 “El nivel de intensidad sonora producido por una secadora correctamente ensamblada se ubica en el rango de los 54 dB.” Intensidad de sonido El cambio de intensidad varia con el cuadrado de la distancia a la fuente. Por ejemplo, una persona colocada al doble de distancia de una fuente oye el sonido a la cuarta parte de la intensidad anterior y una persona alejada el triple de distancia oye el sonido a un noveno de su intensidad. Esto ocurre porque el sonido se propaga desde una fuente en todas direcciones, la onda sonora se representa como una sucesión de superficies esféricas. 19 Presión sonora El concepto de presión sonora es muy importante en el estudio acústico ya que es el mas fácil de medir y el mas comúnmente usado ya que a él se referencian otras unidades de medida. Estudia las fluctuaciones de presión atmosférica por encima y por debajo de un valor estático P0 =20 µPa que se producen por la propagación de una onda sonora. El nivel de presión sonora esta dado en decibeles Nivel de presión sonora = 20x log P/P0 Definición de ruido Ruido: El ruido se define como cualquier sonido molesto o no deseado. Ruido estructural: Es el ruido producido por la vibración de las estructuras sometidas a efectos mecánicos como vibraciones forzadas. En el caso de los electrodomésticos se generan debido a las vibraciones forzadas inducidas por el motor y transmitidas a otros componentes estructurales del gabinete. Ruido aéreo: Es el ruido producido por las vibraciones producidas en las partículas de aire. En el caso de la secadora se tiene un ventilador que succiona aire del exterior para hacerlo pasar por el sistema. Determinación de la presión acústica La presión de sonido es una medida indirecta a través de las perturbaciones creadas por las vibraciones en las partículas del aire a partir de su estado de reposo o inicial, estas se traducen en variaciones muy pequeñas de presión, ya que las partículas de aire se comprimen y se descomprimen. 20 La unidad de medida de estas variaciones de presión es el Pascal (Pa) y transformamos este nivel de presión sonora a decibeles (dB) Un sistema básico para la medición de ruido comprende Micrófono de alta calidad (de respuesta plana en un rango de frecuencias) Preamplificador Convertidor analógico-digital. Filtros. Cámara anecoica o semi-anecoica Descripción de la cámara anecoica Para medir el ruido emitido por un producto se necesita de una cámara especial llamada anecoica. Una cámara anecoica es una sala especialmente diseñada para absorber el sonido que incide sobre las paredes, el suelo y el techo de la misma cámara, anulando los efectos de eco y reverberación del sonido. Análisis espectral del sonido Esta técnica consiste en determinar la energía de un sonido en función de la frecuencia. La medida de estos parámetros se realiza mediante analizadores que utilizan filtros electrónicos que actúan sobre intervalos de frecuencias predeterminados valorando el contenido energético del sonido en cada intervalo. El rango de frecuencias que es analizado por un filtro se conoce como ancho de banda, los anchos de banda mas comúnmente utilizados son las bandas de 21 octava, una banda de octava se caracteriza por que su frecuencia superior es el doble que su frecuencia inferior. Los análisis espectrales de sonido mas utilizados son los de bandas de octava y para una mayor precisión se utilizan los tercios de octava que son el resultado de dividir en tres intervalos cada octavo de banda. El análisis de tercios de octava (arriba) de una señal sonora nos permite conocer amplitud de un sonido en cada ancho de banda. 6.2.2 Vibraciones mecánicas Una vibración es el movimiento de una partícula o cuerpo que oscila en relación a una posición de equilibrio. La mayoría de las vibraciones mecánicas son indeseables en estructuras y maquinas debido al aumento de esfuerzos y pérdidas de energía que las acompañan. Por lo tanto es necesario eliminarlas o reducirlas mediante un diseño apropiado. 22 El análisis de vibraciones se ha vuelto cada vez mas importante debido a la tendencia actual por construir maquinas de más alta velocidad y estructuras más ligeras. Una vibración mecánica se produce por lo general cuando un sistema se desplaza de una posición de equilibrio estable. El sistema tiende a recuperar su posición original bajo la acción de fuerzas restauradoras (ya sean fuerzas elásticas como en el caso de una masa unida a un resorte o fuerzas gravitacionales como en el caso de un péndulo) pero el sistema generalmente alcanza su posición original con cierta velocidad adquirida lo que lo lleva más allá de esa posición. Puesto que el proceso puede repetirse de manera indefinida el sistema se mantiene moviéndose de un lado a otro de su posición de equilibrio. Componentes de las vibraciones mecanicas Componentes de las vibraciones mecánicas: Periodo de vibración: Es el tiempo requerido para que el sistema realice un ciclo completo. Frecuencia: Es el numero de ciclos realizados por el sistema por unidad de tiempo, se mide en s-1 unidad denominada Herz (Hz). 23 Amplitud: Es el desplazamiento máximo del sistema a partir de su posición de equilibrio. Tipos de vibraciones Vibración libre: El movimiento únicamente se mantiene por la acción de fuerzas restauradoras Vibración forzada: cuando se le aplica una fuerza periódica al sistema. Vibración no amortiguada: Cuando es posible ignorar los efectos de la fricción en el sistema se dice que es una vibración no amortiguada. Sin embargo todas las vibraciones son amortiguadas hasta cierto grado. Vibración amortiguada: Si a una vibración libre se amortigua de manera ligera su amplitud decrece hasta que, después de cierto tiempo, el movimiento se interrumpe. Pero si el amortiguamiento es suficientemente largo para evitar cualquier vibración verdadera, en ese caso el sistema recupera lentamente su posición original. Una vibración forzada amortiguada se mantiene siempre y cuando se aplique la fuerza periódica que la produce. Sin embargo la amplitud se ve afectada por las fuerzas de amortiguamiento. 24 Movimiento periódico Siempre que se deforma un objeto, aparece en él una fuerza elástica de restitución proporcional a la deformación, cuando la fuerza deja de actuar, el objeto vibra de un lado a otro respecto de su posición de equilibrio, esta vibración continua durante un cierto tiempo. Se dice que este tipo de movimiento es periódico por que la posición y la velocidad de las partículas en movimiento se repiten en función del tiempo; en el movimiento periódico un cuerpo se mueve de un lado a otro sobre una trayectoria fija y regresa a cada posición y velocidad después de un intervalo de tiempo definido. Clasificación de las vibraciones mecánicas Deterministas: Se dice que cuando el comportamiento vibratorio de un cuerpo o sistema puede ser representado por medio de una ecuación matemática es determinista. Estas son señales periódicas a través del tiempo. Cuando una señal periódica es compleja puede ser descompuesta en series de senos y cosenos según el teorema de Fourier, existe un método de análisis de señales de sistemas vibratorios en función de la frecuencia de operación llamado transformada rápida de Fourier FFT. Aleatorias o probabilísticas: Se caracterizan por ser señales que no se repiten a través del tiempo es decir; ciclos irregulares de movimiento que tienen un comportamiento aleatorio o probabilístico. Cuantificación de vibraciones mecánicas 25 Las etapas para medir y/o analizar una vibración y que constituyen esta cadena de medición son: Etapa de adquisición de datos Etapa de acondicionamiento Etapa de análisis El transductor es el primer eslabón en la cadena de medición y debe reproducir exactamente las características de la magnitud que se desea medir. Un transductor es un dispositivo electrónico que sensa una magnitud física como vibración y la convierte en una señal eléctrica (voltaje) proporcional a la magnitud medida. Típicamente hay cuatro tipos de sensores o transductores de vibraciones: Sensor de desplazamiento relativo sin contacto Sensor de desplazamiento relativo con contacto Sensor de velocidad Sensor de aceleración o acelerómetro Para la medición de vibración se utiliza fundamentalmente el acelerómetro. El acelerómetro tiene la ventaja de ser más pequeño, tener mayor rango de frecuencia y permite integrar la señal para obtener la velocidad y el desplazamiento. Tecnología en acelerómetros Los acelerómetros más comúnmente usados son piezoeléctricos. Son útiles para medir sucesos dinámicos e impulsos de corta duración. 26 Acelerómetro piezoeléctrico Análisis de las señales: El objetivo del análisis de vibraciones es extraer información relevante sobre las causas y efectos de las vibraciones. Para esto existen técnicas de análisis en el dominio del tiempo y en el dominio de la frecuencia. Análisis de la forma de onda o en el dominio del tiempo Es el análisis de la onda dinámica adquirida respecto al tiempo, provee información complementaria al análisis espectral, es adecuada para reconocer problemas tales como: Impactos rozamientos intermitentes Análisis espectral o en el dominio de la frecuencia: Consiste en descomponer la señal vibratoria en el dominio del tiempo en sus diferentes componentes espectrales en frecuencia. Es útil para determinar la amplitud de la vibración en cada frecuencia. Se logra por medio de la 27 transformada rápida de Fourier (FFT por sus siglas en ingles) que es un algoritmo matemático que permite pasar del dominio del tiempo al dominio de la frecuencia. La FFT es útil en el análisis de señales ya que no es necesario contar con una ecuación que describa el comportamiento de la vibración, sino que toma valores puntuales o discretos de la señal. Representación de una señal de vibración en el dominio del tiempo y dominio de la frecuencia Envelop [ID=1] Ch. 1 s;Pa 0.000 0.333 4.325 [ID=2] Average G1 70 -0.111 Hz;(dB[2.000e-05 Pa], PWR) 0.00 59.9 0.5 60 0.4 50 0.3 0.2 40 = 0.1 0.0 -0.1 -0.2 30 20 10 -0.3 0 -0.4 -10 -0.5 -0.6 -20 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500 La figura de la derecha representa una señal real en el dominio de tiempo. La figura de la izquierda es la misma señal después de aplicarle la transformada rápida de Fourier donde se puede observar la amplitud de la vibración en cada frecuencia. 28 VII. Plan de actividades El siguiente diagrama es extraído de la planeación para la implementación del proyecto y se destaca la fase en la que participa el residente de ingeniería. Talleres de mejora continua: Abarca el análisis del problema Evaluaciones: Evaluación y experimentación de las variables para conocer su contribución al problema. Factibilidad técnica: Se presentan los resultados de las evaluaciones realizadas y se toma la decisión de continuar con la implementación del proyecto. Solicitud de inversión: Se destinan los recursos necesarios para la implementación en planta. Instalación y puesta a punto: Instalación y entrega de los equipos y métodos necesarios para la implementación de la solución. Participación del residente de ingeniería en la implementación del proyecto 29 Diagrama de Gantt La participación del residente de ingeniería durante su periodo de estadía contempla un periodo de 15 semanas desde la segunda 2da. semana fiscal que comienza el 07 de enero de 2013 hasta la décimo sexta semana fiscal que termina el 19 de abril de 2013 para lo cual se definió el siguiente programa de actividades de proyecto: Plan de actividades proyecto prueba DELTA-A Codigo de trabajo Iteración (Actividad) Taller kaizen en planta saltillo Ruido(Shaft an bearing, Grouns strap) 999 Top dampenig band Falta de arandela en enterprise Ruido por falta de grasa Idler Assy Sin patas Fuera de posicion Drum slides/rollers Deformado Drum Rozamiento (Slides,Gas difusser,Shields) Banda invertida Drive belt Banda mal ruteada en idler Bearing roto Ground Strap sin pad Drum shaft and hardware bearing Sin bearing Felt fuera de posición (gaskets) Front seal and ring Tambor apretado (Tambor largo) Entrega de factibilidad tecnica Arraque de implementación Programado /real % Avance Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real 100% Programado Real Programado Real Programado Real Programado Real Programado Real Programado Real Programado Real Enero 02-Febrero 01 Febrero 04-Marzo 01 Marzo 04- Marzo 29 100% 100% 100% 100% 100% 100% 100% Diagrama de Gantt de la fase de evaluaciones del proyecto 30 Abril 01-Abril 19 FW 2 FW 3 FW 4 FW 5 FW 6 FW 7 FW 8 FW 9 FW 10 FW 11 FW 12 FW 13 FW 14 FW 15 FW 16 VIII. Recursos humanos y materiales Durante la fase de evaluación de factibilidad técnica del proyecto y que competen al residente de ingeniería en procesos y operaciones industriales son: Recursos humanos y materiales necesarios para el proyecto Ingeniero de proyecto Edgardo Matus Benitez Residente de ingeniería José Alejandro Villagrán Jiménez Unidades de evaluación Folio Descripción Modelo N° serie 55513 Secadora eléctrica 240V GFDS150EDOWW SZ856899C 55514 Secadora eléctrica 240V GFDS150EDOWW SZ856900C 55515 Secadora eléctrica 240V GFDS150EDOWW SZ856901C Componentes necesarios para reproducir las fallas Tambores deformes (fuera de especificación). Cubiertas de calentador deformes (fuera de especificación). Poleas sin grasa Slides de top bearing Top bearing con slides machucados en el ensamble Equipos y Herramientas Equipo Marca Modelo Tarjeta de adquisición 01dB dB4 Acelerómetro Uniaxial Bruel & Kjaer 4518-001 Cable para acelerómetro Bruel & Kjaer Micrófono campo libre 1/2" Bruel & Kjaer 4189-A-021 Cable para micrófono Bruel & Kjaer Base para micrófono NA Software de procesamiento dBFA Instalaciones Camara Silente laboratorio de acústica Mabe TyP Amortiguador de ruido para la descarga de la secadora Voltaje 240 Volts corriente alterna bifasica 31 IX. Desarrollo del proyecto 9.1Procedimiento de evaluación Objetivo de la evaluación: Determinar características de ruido y vibración generados en las secadoras por problemas de ensamble en línea o problemas de manufactura en componentes y que puedan generar fallas. Es importante para la medición de ruido, controlar aspectos que influyen directamente sobre su medición, tales como; el entorno en el que se realiza, la instrumentación y el método. Alcance: Este método de evaluación y los resultados obtenidos solo aplican para secadoras HALC (Horizontal Axis Low Cost) y los códigos de falla caracterizados. Términos y definiciones Ciclo de evaluación: Programa automático de la secadora el cual debe estar ejecutándose en el momento de la medición. 32 Fuente de ruido: Es el emisor de la energía mecánica a medir. En el caso de esta prueba, la secadora es la fuente de ruido. Posición de la fuente: Es la localización de la fuente en el entorno de la prueba y en campo libre relativa a la posición del micrófono. Cámara silente: Es una cámara semi-anecoica especialmente diseñada para absorber el sonido que incide sobre las paredes y el techo de la misma cámara, anulando los efectos de eco y reverberación del sonido. Campo libre: Es una condición en la que no existen obstáculos que impidan la propagación de la onda sonora, estas se logran simular en una cámara anecoica Instrumentación Para la medición de vibración se utilizó un acelerómetro uniaxial, colocado en el panel lateral derecho de la secadora. Para la medición de presión acústica se utiliza un micrófono colocado frente a la secadora a un metro de distancia y a una altura de 90 cm. Método de medida y entorno acústico: Este método conduce a resultados expresados en niveles de presion acústica ponderados A (y en niveles de presión acústica por bandas de octava) que son calculados directamente a partir de las mediciones. 33 Funcionamiento de la secadora durante la evaluación: El aparato se equipa con los accesorios de entrega del fabricante, en este caso se utilizo un amortiguador del ruido del ducto de descarga para simular un uso normal. Se debe vigilar que otros equipos no emitan cantidades notables de ruido acústico en la prueba que puedan modificar la medición del ruido de la secadora. Se realizó un ciclo de asentamiento a la unidad para evitar el ruido por rodamientos de partes nuevas. Alimentación por energía eléctrica: Se alimentan en condiciones de tensión nominal (240V/60Hz) Condiciones climáticas: La cámara semi-anecoica está diseñada especialmente para evaluación de ruido por lo que no se considero necesario controlar las condiciones ambientales. Carga y funcionamiento del aparato durante los ensayos: La evaluación se realizó simulando una condición de uso normal.. Para el caso de las evaluaciones efectuadas en este proyecto la condición de medición fue con la secadora funcionando sin carga. Solo se uso una carga de 3 lb. de toalla para mantenerla funcionando durante 15 min. que se retiraba durante la medición. Esto es para evitar el ruido generado por la caída de la ropa dentro del tambor. 34 Ajuste (Set up) de evaluación de ruido y vibración Ciclo de evaluación Cottons Lugar de evaluación Cámara semi-anecoica Fase del ciclo de la evaluación 0 y 15 min Tiempo de medición 30 seg Ruido Análisis Tercios de octava Rango de frecuencias 100 – 10,000 Hz. Posición del micrófono @ 1 metro de la fuente Vibración en gabinete Rango de frecuencias 0 - 1200 Hz. Posición del acelerómetro en la En la esquina superior de panel secadora derecho Instalaciones: Las instalaciones necesarias para realizar esta evaluación son las siguientes: Cámara silente (semi-anecoica) Amortiguador de ruido para eliminar el ruido producido por el ducto de descarga de la secadora. 35 Imagen de la cámara silente Equipo: Tarjeta de adquisición 01dB Computadora con software dBFA Acelerómetro Uniaxial marca Bruel & Kjaer tipo 4518-001 Cable para acelerómetro Micrófono campo libre 1/2" marca Bruel & Kjaer modelo 4189-A021 Cable para micrófono Base para micrófono Acelerómetro uniaxial B&K 4518-001 Analizador de ruido y vibración Areva 01Db 36 Micrófono de campo libre ½” B&K 4189-A-021 Preparación: Preparar la unidad de acuerdo a la variable cuya contribución se desea caracterizar. Colocar la unidad en la cámara y conectar el tomacorriente a la toma de voltaje 240V. Secadora en la cámara antes de iniciar la evaluación. 37 El tubo de descarga de la secadora debe estar conectado a un amortiguador de ruido para simular un uso domestico de condiciones normales. Conecte los sensores; acelerómetro adquisición de datos. 38 y micrófono en el equipo de Coloque la base del micrófono de frente a la secadora, el micrófono debe quedar a una distancia de 1 metro del panel frontal de la secadora. Coloque el acelerómetro en la esquina superior frontal del side panel. Ejecute el programa dBFA 39 Inicie la aplicación Recorder, configure para adquirir la señal del micrófono y para la adquisición de datos con el acelerómetro, se muestran las señales en el dominio del tiempo, dominio de frecuencia y tercios de octava. Las señales adquiridas durante la medición se almacenan en una carpeta destino para su procesamiento abra el modulo post Processing del software como se muestra en la pantalla 40 En la siguiente pantalla seleccionar open measurement session y seleccionar el archivo que se desea analizar. Esta pantalla muestra todas las mediciones que se guardaron en esa dirección, seleccionar la señal a analizar 41 Al dar doble clic sobre una señal se despliega la grafica de la señal en el dominio del tiempo, aquí podemos seleccionar del menú Calculo que tipo de análisis queremos aplicar. En este caso para el análisis de esta señal(ejemplo) se aplico una FFT de 0 a 10 kHz. 42 9.2 Reporte de evaluaciones Evaluación Delta A Variable evaluada: Línea Base secadora HA Low Cost. Objetivo: identificar una o varias pruebas con las que sea posible detectar los principales modos de falla en campo. Metodología: Definir modos de falla. (SCR, PyA) Identificación de variables a Medir. Relación variables vs modos de fallas. Identificación evaluaciones como sistema o componente Definición de modos de fallas y variables a medir en prueba Delta Performance. Parámetros de probadoras Resultados: La grafica muestra los niveles de presión acústica de 4 muestras tomadas de la línea de producción y que se encuentran en condiciones adecuadas de 43 operación. Se determina que el nivel de presión acústica que emite lasecadora correctamente ensamblado tiene una media de 53 y un máximo de 54 dB(A). [ID=159] Average G3 F°55290_LB_2 - Recording - Mic 12.5 A* 52.4 [ID=150] Average G3 F°55291_LB - Recording - Mic 12.5 A* 52.6 [ID=156] Average G3 F°55292_LB_2 - Recording - Mic 12.5 A* 52.7 [ID=153] Average G3 F°55293_LB - Recording - Mic 60 12.5 A* 54.0 55 50 45 40 35 30 25 20 15 10 5 0 -5 -10 16 31.5 63 125 250 500 1 k 2 k 4 k 8 k A* Las secadoras presentan diferencia máxima de 1.6 dB(A) entre las 4 unidades 44 Evaluación Delta A Variable evaluada: Sin tierra Objetivo: Medir la contribución en ruido y vibración cuando la secadora es ensamblada sin la Tierra. Resultados: Análisis de vibración en dominio de la frecuencia de las 3 unidades, donde el espectro rojo corresponde a la a la línea base y el espectro verde corresponde a las unidades ensambladas sin la tierra del rodamiento tambor, se observan diferencias en las frecuencias eléctricas y sus armónicos. 45 Análisis de la presión acústica, se observa que cuando las unidades están ensambladas sin tierra (línea verde) presentan un menor nivel de ruido. Conclusión: Cuando la secadora es ensamblada sin la Tierra del rodamiento genera un nivel de vibración mayor a las frecuencias armónicas de la frecuencia eléctrica. Esto es, 120, 360 y 480 Hz. Menor nivel de ruido. Riesgo de confundir secadora silenciosa con secadora sin tierra. Se recomienda detectar esta falla por medio de vibración. 46 Evaluación Delta A Variable evaluada: Sin buje Objetivo: Medir la contribución en ruido y vibración cuando la secadora es ensamblada sin buje. Resultados: La grafica muestra la comparación en la medición de vibración cuando esta ensamblada con y sin el buje de la flecha; el espectro verde es línea base, el 47 espectro rojo corresponde a una señal de una secadora sin buje se puede observar un incremento en la frecuencia de 120 Hz. La grafica muestra la comparación en la medición de presión sonora emitida por el aparato cuando esta ensamblada con y sin el buje de la flecha, el espectro verde corresponde a la línea base, el espectro rojo corresponde a una secadora ensamblada sin buje se puede observar un incremento en el nivel de ruido a partir de 500 Hz. Conclusiones: Incremento significativo en el nivel de ruido a partir de 500 Hz. Incremento de vibración a 120 Hz. Incremento de vibración entre 18 y 20 Hz, frecuencia relacionada con el giro del tambor. Se recomienda detectar esta falla por medio de vibración. 48 Evaluación Delta A Variable evaluada: Buje roto Objetivo: Medir la contribución en ruido y vibración cuando la secadora es ensamblada con buje roto. Resultados: La grafica muestra la comparación en la medición de vibración cuando esta ensamblada con y sin el buje de la flecha, el espectro verde corresponde a la línea 49 base, el espectro rojo a una secadora ensamblada sin buje en la flecha se puede observar un incremento en la frecuencia de 120 y 240 Hz. La grafica muestra la comparación en la medición de presión sonora emitida por el aparato cuando esta ensamblada con y sin el buje de la flecha espectro verde línea base, espectro rojo sin buje se puede observar un incremento en el nivel de ruido. Conclusiones: Incremento significativo en el nivel de ruido a partir de 500 Hz. Incremento de vibración a 120 Hz. Incremento de vibración entre 18 y 20 Hz, frecuencia relacionada con el giro del tambor. Los resultados son similares que cuando la secadora es ensamblada sin el buje. Se recomienda detectar esta falla por medio de vibración. 50 Evaluación Delta A Variable evaluada: Tambor deforme Objetivo: Medir la contribución en ruido y vibración cuando el tambor de la secadora se ensambla defectuoso o deforme (chipotudo). Resultados: Se puede observar del análisis de la señal obtenida del acelerómetro que; cuando la secadora es ensamblada con un tambor deforme se incrementa la 51 amplitud en los rangos de 20 y 40 Hz. Que están relacionados con la frecuencia de operación del tambor. Conclusiones: En ruido no se aprecia una diferencia significativa. Hay incremento de vibración en el rango de frecuencia entre 20 y 40 Hz con tambores con chipote. Esta diferencia se aprecia desde el minuto 1. Se recomienda detectar esta falla por medio de vibración. 52 Evaluación Delta A Variable evaluada: Brazo polea sin grasa: Objetivo: Medir la contribución en ruido y vibración cuando se ensambla el brazo de la polea sin grasa en la secadora. Resultados: 53 Se puede observar en las graficas la comparación de dos muestras evaluadas, con una polea sin grasa el nivel de vibración se incrementa en la frecuencia de 30 Hz. El espectro en color verde corresponde a la medición de las muestras evaluadas sin grasa y el espectro en color rojo corresponde a la línea base de la secadora correctamente ensamblada. Conclusiones: En ruido no se aprecia una diferencia significativa. Se observa diferencia en la amplitud de vibración a 30 Hz, frecuencia que corresponde con la operación del motor. Se recomienda detectar esta falla por medio de vibración. 54 Evaluación Delta A Variable evaluada: Slide machucado Objetivo: Medir la contribución en ruido y vibración cuando se ensambla con un slide deforme o machucado en la secadora. Resultados: 55 En la grafica correspondiente al análisis de vibración se observa que cuando la secadora es ensamblada con un slide machucado o deforme se incrementan los niveles de vibración de la unidad en varias frecuencias a partir de los 20 Hz y son muy notables en la frecuencia de 120 Hz. Conclusiones: En ruido no se aprecia una diferencia significativa. En las mediciones de vibración, hay diferencia significativa entre la contribución evaluada y la línea base al minuto 1 del ciclo. Se observa diferencia en el espectro de vibración alrededor de 20Hz. Frecuencia que se ha encontrado como contribución del giro del tambor. Se recomienda detectar esta falla por medio de vibración 56 Evaluación Delta A Variable evaluada: Sin un slide Objetivo: Medir la contribución en ruido y vibración de diferentes componentes de la secadora cuando se ensamblan en el top bearing 2 slides blancos + 1 slide verde, (sin 1 slide). Resultados: Fig. 1 (derecha) Línea Base 2 slides blancos +1 slide verde (posición 3) 57 Fig.2 (izquierda) Top bearing modificado 2 slides blancos +1 slide verde 0 y 15 min después de comenzar el ciclo En las mediciones de vibración, hay diferencia significativa entre la contribución evaluada (verde) y la línea base (rojo) al minuto 1 del ciclo grafica derecha. Después de 15 minutos, la diferencia se hace aun más evidente (grafica izquierda). Conclusiones: En ruido no se aprecia una diferencia significativa. Cuando falta el slide verde izquierdo (posición 3), el incremento de vibración se observa a 150 Hz. Se recomienda detectar esta falla por medio de vibración. 58 Evaluación Delta A Variable evaluada: Rozamiento de la cubierta del calentador contra el tambor. Objetivo: Medir la contribución en ruido y vibración de diferentes componentes de la secadora cuando existe rozamiento entre el plato del calentador y el tambor. Resultados: En el análisis en el dominio de la frecuencia no se observan diferencias entre una y otra condición de rozamiento del tambor. 59 La grafica en el dominio del tiempo nos permite apreciar el rozamiento del tambor contra el plato del calentador cuando este es deforme y la secadora es ensamblada con este defecto. Conclusiones: En ruido no se aprecia una diferencia significativa. No se observa diferencia entre la línea base y la unidad con rozamiento en cubierta del calentador. Es posible que el rozamiento no sea lo suficientemente grande para que se aprecie evidencia en el dominio de la frecuencia. En el dominio del tiempo si se observa el rozamiento 1 vez cada giro del tambor Se recomienda detectar esta falla por medio de vibración. 60 Evaluación Delta A Variable evaluada: Falta de ensamble de patas Sin una pata Sin dos patas Sin patas Objetivo: Conocer si es posible detectar una falla en el ensamble de las patas de la secadora mediante análisis de ruido o vibración. Resultados: No se observa diferencia significativa por lo que no se puede detectar este modo de falla. Conclusiones: En ruido no se aprecia una diferencia significativa. No se observa diferencia cuando se remueven las patas de la secadoras. No se puede detectar esta falla 61 Evaluación Delta A Variable evaluada: Secadora en línea de producción. Objetivo: Determinar si es posible diferenciar la vibración de la secadora de la vibración del conveyor (banda de transporte del producto). Resultados: La grafica muestra la comparación del análisis espectral obtenido a partir de las señales adquiridas de la secadora y la línea de transporte funcionando (rojo) y la de únicamente la línea de transporte conveyor (verde). Se pueden apreciar diferencias significativas entre uno y otro espectro. Conclusiones: El nivel de vibración del conveyor NO es significativo comparado con la vibración generada por la secadora. La vibración del conveyor es de baja frecuencia. Las frecuencias de operación de la secadora son detectables aun sobre el conveyor de la línea de producción. 62 X. Resultados obtenidos Codigos de trabajo detectables en evaluación Delta-A Job Code Quejas Ruido por falta de grasa en polea Ruido Vibración No Si Se observa diferencia en la amplitud de vibración a 30 Hz, frecuencia que corresponde con la operación del motor. Rozamiento entre la cubierta del calentador y el tambor No Si En el dominio de la frecuencia no se observan diferencias. En el dominio del tiempo se observa el rozamiento del tambor contra el calentador una ves por cada giro. Sin patas No No Esta falla no presenta diferencias significativas en ruido y vibración por lo que no es detectable Si Cuando falta el slide verde derecho (posición 2), el incremento de vibración se observa a 30 Hz. Cuando falta el slide verde izquierdo (posición 3), el incremento de vibración se observa a 150 Hz. Ensamble Tambor/Rodamientos Parametro Rodamientos fuera de posición No Rodamientos deformados No Si Se observa diferencia en el espectro de vibración alrededor de 20Hz. Frecuencia que se ha encontrado como contribución del giro del tambor. Deformados No Si Hay incremento de vibración en el rango de frecuencia entre 20 y 40 Hz con tambores con chipote. Tambor Incremento significativo en el nivel de ruido a partir de 500 Hz. Incremento de vibración a 120 Hz. Incremento de vibración entre 18 y 20 Hz, frecuencia relacionada con el giro del tambor. Buje roto Si Si Tambor,Buje y tierra Sin Tierra No Si Cuando la secadora es ensamblada sin la Tierra del bearing genera un nivel de vibración mayor a las frecuencias armónicas de la frecuencia eléctrica. Esto es, 120, 360 y 480 Hz. Incremento significativo en el nivel de ruido a partir de 500 Hz. Incremento de vibración a 120 Hz. Incremento de vibración entre 18 y 20 Hz, frecuencia relacionada con el giro del tambor. Sin buje No Si Se puede observar que de las variables evaluadas ninguna presenta diferencias significativas en el nivel global de ruido, sin embargo; en el análisis de vibración podemos observar que el 90% de los códigos de pueden ser detectadas por medio de la prueba delta- A. 63 falla evaluados XI. Análisis de riesgo Un factor de riesgo técnico es que exista incertidumbre en las mediciones de ruido y vibración debido a factores ambientales que existen en la línea de producción como el ruido y vibración generados por la banda de transporte del producto (Conveyor) y de la maquinaria necesaria para la producción, que pueden contaminar las señales adquiridas causando errores de aceptación productos defectuoso y rechazo de productos satisfactorios. Por otro lado también se debe considerar el riesgo de no implementar esta evaluación en la línea de producción, ya que al incrementarse el volumen de producción cuando se comience a manufacturar la producción que actualmente se tiene en Montreal se corre el riesgo de un aumento importante en las llamadas de servicio y quejas de clientes por problemas de ruido y vibración. 64 XII. Conclusiones Se concluye que es factible detectar algunas fallas de ensamble y/o manufactura por medio de un análisis de vibración tanto en línea de ensamble como en el laboratorio de ingeniería de producto. Este proyecto permitió tener un nuevo conocimiento del producto, de las técnicas de análisis utilizadas durante su desarrollo y de los alcances y beneficios que se pueden aportar por medio de las mismas para el diseño y control de calidad no solo de secadoras sino también de otros electrodomésticos producidos por Mabe. Además el desarrollo de esta evaluación contribuirá al logro de los objetivos de calidad y reducción de costos por re trabajos y quejas de usuarios en la plataforma HALC (Horizontal Axis Low Cost) Continental. Finalmente el uso de estas herramientas también permitirá ofrecer a los clientes de Mabe productos electrodomésticos con un mejor desempeño; más silenciosos, más confortables y que satisfagan sus necesidades en espacios cada vez más restringidos por los hogares pequeños que se desarrollan hoy en día en las ciudades. 65 XIII. Recomendaciones 1ra.-Se recomienda implementar esta evaluación en la planta de producto ya que son significativos los beneficios esperados por su implementación. 2da.-Se recomienda que el parámetro de evaluación sea por medio del análisis de vibración ya que ofrece resultados precisos y confiables en la detección de fallas en el producto. 3ra.-Se recomienda que para eliminar el riesgo de incertidumbre en la evaluación en línea de producción, se le aísle la secadora por medio de una plataforma para evitar contaminación de la señal debido a la operación propia de la línea de ensamble. 4ta.- Se recomienda, a fin de tener mediciones precisas tener un control de los equipos y mantenerlos calibrados, así como contar con secadoras patrón para que la evaluación sea trazable y comparable a través del tiempo. 5ta.-También se recomienda que una vez evaluadas las mejoras en el desempeño, la calidad y reducción de costos se explore la posibilidad de hacer esta evaluación extensiva a otras plataformas de producto y códigos de falla que presenten problemas por ruido y vibración. 66 XIV. Referencias bibliográficas Beer, P. F., Johnston, E. R., & Clausen, W. E. (2007). Mecanica Vectorial para ingenieros dinamica. Mexico D.F.: Mc-Graw Hill. Den Hartog, J. P. (1964). Mecánica de las Vibraciones. New York: McGraw-Hil. Manuel, R. L. (1999). Ingenieria acustica. Madrid: MBH. Pedro, P. F. (2010). Manual de acustica,ruido y vibraciones. Sevilla: Colegio de ingenieros industriales de sevilla. Tippens, P. E. (2011). Fisica conceptos y aplicaciones. Mexico D.F., Mexico: Mc Graw Hill/ Interamericana Editores, S.A. de C.V. White, G. s. (2010). Introducción al análisis de vibraciones. E.U.A.: Azima DLI. 67